ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΚΥΚΛΩΜΑΤΟΣ ΑΥΤΟΜΑΤΙΣΜΟΥ ΜΕ ΧΡΗΣΗ PLC S7-200 ΚΑΙ INVERTER
|
|
|
- Αἴσωπος Σπανού
- 9 χρόνια πριν
- Προβολές:
Transcript
1 ΠΤΛ Χ1ΑΚΗ LFf ALlA ΣΧΕΔΙΑΣΜΟΣ- ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΚΥΚΛΩΜΑΤΟΣ ΑΥΤΟΜΑΤΙΣΜΟΥ ΜΕ ΧΡΗΣΗ PLC S7-200 ΚΑΙ INVERTER fsiemens) ΣΕ ΥΠΟΜΟΝΑΔΑ ΠΡΟΣΘΗΚΗΣ ΚΑΡΒΟΥΝΟΥ ΣΤΗ ΠΡΩΤΗ ΥΛΗ ΣΕ ΒΙΟΜΗΧ.ΛΝΙΑ ΠΑΡΑΓΩΓΗΣ ΚΕΡΑΜΙΚΩΝ. ΠΡΟΣΟΜΟΙΩΣΗ ΤΗΣ ΛΕΙΤΟΥΡΓΙΑΣ ΤΟΥ ΠΡΟΓΡΑΜΜΑΤΟΣ ΑΥΤΟΜΑΤΙΣΜΟΥ ΣΕ ΗΛΕΚΤΡΟΝΙΚΟ ΥΠΟΛΟΓΙΣΤΗ. ΣnO^'ΛAΣTHΣ: ΚΑΪΛΙΔΗΣ ΙΩΑΝΝΗΣ VΠE^ ΘΥΝΟΣ ΚΑΘΗΓΗΤΗΣ: ΘΑΛΑΣΣΙΝΟΣ Χ.\ΡΑ.ΔΑΜΠΟΣ

2 ΠΕΡΙΕΧΟΜΕΝΑ ΚΕΦΑΛΑΙΟ Η εξέλιξη των αυτοματισμών και οι προγραμματιζόμενοι λογικοί ελεγκτές (pic) 1.2 Πλεονεκτήματα των προγραμματιζόμενων λογικών ελεγκτών 1.3 Στάδια εργασίας στον προγραμματιζόμενο αυτοματισμό 1.4 Δομή ενός προγραμματιζόμενου λογικού ελεγκτή 1.5 Η μνήμη της κεντρικής μονάδας 1.6 Αρχή λειτουργίας ενός προγραμματιζόμενου λογικού ελεγκτή 1.7 Επιλογή προγραμματιζόμενου λογικού ελεγκτή 1.8 Οι προγραμματιζόμενοι λογικοί ελεγκτές της αγοράς 1.9 Ανάπτυξη προγράμματος σε προγραμματιζόμενο λογικό ελεγκτή 1.10 Κυριότερες λειτουργίες προγραμματιζόμενων λογικών ελεγκτών 1.11 Προγραμματιστικά χαρακτηριστικά και ονοματολογία των στοιχείων ενός ελεγκτή ΚΕΦΑΔΑΙΟ SIMAT1C S7 2.1 Η οικογένεια simatic s7 2.2 Απαιτούμενος εξοπλισμός Πλαίσιο στήριξης (Rack) Τροφοδοτικό (Power supply) Κεντρική μονάδα επεξεργασίας (CPU) Μονάδα ψηφιακών εισόδων (Digital Input) Μονάδες ψηφιακών εξόδων (Digital Output) Μονάδες αναλογικών εισόδων (Analog Input) Μονάδες αναλογικών εξόδων (Analog Output) Μονάδες ειδικών λειτουργιών (Fuction Module) 2.3 Μνήαη του s Μνήμη φόρτωσης (Load Memory) Μνήμη εργασίας (Work Memory) Μνήμη συστήματος (System Memory) Διαιρούμενη μνήμη Μνήμη ρολογιού Integrated EEPROM Εξωτερικές μνήμες 2.4 Με τι προγραμματίζεται το S Πως πραγματοποιείται η επικοινωνία μεταξύ του PLC και της συσκευής προγραμματισμού 2.6 Παρουσίαση του λογισμικού 2.7 Τεχνικά χαρακτηριστικά του S7-300

3 ΚΕΦΑΛΑΙΟ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΤΟΥ PLC-SET ΕΝΤΟΛΩΝ 3.1 Γενικά 3.2 Τύπον δεδομένων 3.3 Status word 3.4 Εντολές λογικών μανδαλώσεων 3.5 Εντολές διέγερσης 3.6 Εντολές αναγνώρισης παρυφών 3.7 Χρονικά 3.8 Απαριθμητές 3.9 Συγκρίσεις 3.10 Μετατροπείς τύπων 3.11 Αριθμητικές πράξεις 3.12 Έλεγχος ροής προγράμματος 3.13 Εντολές λογικών πράξεων μεταξύ λέξεων 3.14 Εντολές μαζικής μεταφοράς 3.15 Πίνακας εντολών στην STL ΚΕΦΑΛΑΙΟ ΠοοΎΡακαατνσαός σε γλώσσα LADDER(LAD) 4.1 Βασικά στοιχεία της γλώσσας LADDER 4.2 Το περιβάλλον της γλώσσας LADDER 4.1 Βασικές εντολές LADDER Logic 4.2 Προγραμματίζοντας το ΟΒ1 σε γλώσσα Ladder 4.3 Αποθήκευση 4.4 Σχέδιο - πρόγραμμα (κοχλία κάρβουνου)

4 I l Mr.ι/ι.αατιζόμενοι Λογικοί Ελεγκτές (PLC) npoypauuaticouevoi Λογικοί E>.e7ktec (PLC)-IIPOAOrOL 1.1 H εξέλιξη των αυτοματισμών και οι προγραμματιζόμενοι λογικοί ελεγκτές (PLC) Η εξέλιξη των αυτοματισμών ακολούθησε την εξέλιξη της τεχνολογίας. Οι πρώτοι αυτοματισμοί ήταν υλοποιημένοι με καθαρά μηχανική μέσα δηλ. με τη χρήση μοχλών γραναζιών και άλλων μηχανολογικών εξαρτημάτων. Η επανάσταση στους αυτοματισμούς ήρθε με τη χρήση του ηλεκτρισμού και συνεχίστηκε με την χρήση του ψηφιακού ηλεκτρονικού υπολογιστή. Από τη δεκαετία του '60 οι μηχανικοί ήδη άρχισαν να σκέφτονται τρόπους για να αξιοποιήσουν τις σπουδαίες δυνατότητες των υπολογιστών στη βιομηχανία. Από τις πρώτες εφαρμογές των υπολογιστών στη βιομηχανία ήταν οι αυτόματες εργαλειομηχανές (τόρνοι, φρέζες κτλ.), οι οποίες μέχρι τότε χρησιμοποιούσαν κυρίως μηχανολογικούς και λιγότερο ηλεκτρολογικούς αυτοματισμούς. Η επιτυχημένη αυτή εφαρμογή οδήγησε τους μηχανικούς να αρχίσουν να σκέφτονται την αντικατάσταση όλων των μηχανικών αυτοματισμό ενός εργοστασίου από υπολογιστές. Όμως μέχρι τη δεκαετία του '80 αυτό ήταν αδύνατο, διότι οι υπολογιστές ήταν συσκευές πανάκριβες και δύσκολες στη χρήση. Η επανάσταση της πληροφορικής ξεκινά το 1975 με την κατασκευή του πρώτου μικροϋπολογιστή. Πολλά από όσα σήμερα θεωρούμε αυτονόητα δημιουργήθηκαν μετά το Η τεχνολογία άλλαξε πορεία, αλλάζοντας πορεία σε όλους τους τομείς της καθημερινής μας ζωής. Ο μικροϋπολογιστής τρύπωσε παντού, σε όλους τους τομείς και σχεδόν σε όλες τις εφαρμογές. Η βιομηχανία μέχρι τη δεκαετία του '80 χρησιμοποιούσε ελάχιστα τα ηλεκτρονικά στους αυτοματισμούς της. Το 90% και πλέον των αυτοματισμών καταλάμβαναν οι αυτοματισμοί με ρελέ (μηχανικοί αυτοματισμοί). Τα ηλεκτρονικά χρησιμοποιούνταν τότε κυρίως για κάποιες ευφυείς εργασίες και οι πλακέτες αυτές τοποθετούνταν μέσα στους πίνακες των ρελέ. Στις αρχές της δεκαετίας του '80 οι εταιρίες παραγωγής ηλεκτρολογικού υλικού εμφανίζουν στους τεχνικούς και μηχανικούς της βιομηχανία ένα νέο προϊόν αυτοματισμού, το οποίο ονόμασαν PLC. Η πλήρης ονομασία της νέας αυτής συσκευής είναι Programmable Logic Controller (Προγραμματιζόμενος Αογικός Ελεγκτής). Οι εταιρίες δεν χρησιμοποιούσαν αρχικά στην αγορά την τιλήρη ονομασία, μιλώντας απλά για PLC, πράγμα που ίσως έγινε έντεχνα για να μην τρομάξουν το τεχνικό κατεστημένο της βιομηχανίας. Το PLC δεν είναι τίποτα άλλο παρά ένας μικροϋπολογιστής κατάλληλα προσαρμοσμένος ώστε να χρησιμοποιείται για τη λειτουργία αυτοματισμών. Τα PLC προορίζονταν να αντικαταστήσουν τον κλασσικό ηλεκτρολογικό ττίνακα με τα ρελέ. Οπως γίνεται εύκολα κατανοητό μιλάμε για μια τεράστια αλλαγή στον τρόπο που μέχρι τότε δούλευε η βιομηχανία, δηλαδή έπρεπε να περάσει κατευθείαν από τα ρελέ στους υπολογιστές έστω κι αν αυτοί φορούσαν τον μανδύα PLC! Οι εταιρίες παραγωγής PLC, προσάρμοσαν τον τρόπο χρήσης του PLC στον τρόπο που μέχρι τότε δούλευε η βιομηχανία αυτοματισμών, δηλαδή;

5 npcr/ραμματιζόμενοι Λογικοί Ελεγκτές (PLC) > Έντεχνα απέφτχγαν να χρησιμοποιήσουν λέξεις που θα τρόμαζαν ' το τεχνικό κατεστημένο της βιομηχανίας, όπως για παράδειγμα υπολογιστής, προγραμματισμός κτλ. Ακόμα και το όνομα του προϊόντος απέφυγαν να το χρησιμοποιήσουν ολοκληρωμένο και προτιμούσαν να αναφέρουν τη συσκευή σαν PLC χωρίς τη τιλήρη ονομασία της Programmable logical Controller. > Προσπάθησαν να μην αλλάξουν τον μέχρι τότε τρόπο κατεστημένο τρόπο εργασίας στον τομέα των αυτοματισμών. Δεν άλλαξαν δηλαδή τίποτα σε σχέση με τον σχεδίασμά ενός αυτοματισμού. Απλά είπαν στους τεχνικούς: αυτό το σχέδιο αντί να το δώσετε στον ηλεκτρολόγο να το κατασκευάσει, θα το φτιάξετε με τον τρόπο που θα σας δείξουμε, και στττν ουσία τους μάθαιναν προγραμματισμό. > Οι πρώτες γλώσσες προγραμματισμού δεν έκαναν τίποτα παραπάνω από το να αντικαταστήσουν με πλήκτρα, σε μια ειδική συσκευή προγραμματισμού, το σχέδιο του ηλεκτρολογικού αυτοματισμού. Με τον τρόπο αυτό η είσοδος του PLC στη βιομηχανία υπήρξε πολύ επιτυχής και ομαλή. Σήμερα ο κλασσικός αυτοματισμός με ρελέ τείνει να εκλείψει. Όλες οι καινούριες εγκαταστάσεις χρησιμοποιούν PLC. Σε πολύ λίγα χρόνια ελάχιστες εγκαταστάσεις θα συνεχίσουν να χρησιμοποιούν πίνακες κλασσικού αυτοματισμού. Σήμερα τα PLC έχουν εξελιχθεί πάρα πολύ σε σχέση με τα πρώτα μοντέλα της δεκαετίας του '8Θ. Η χρήση των PLC μας παρέχει πάρα πολλά πλεονεκτήματα σε σχέση με τον κλασσικό αυτοματισμό. Η καθολική όμως γενίκευση της χρήσης τους δεν οφείλονται μόνο στα πλεονεκτήματα που παρέχουν στον τελικό χρήστη. Η χρήση των PLC σε σχέση με τον κλασσικό αυτομαησμό συμφέρει πρώτιστα τις εταιρίες που παράγουν είδη αυτοματισμού. Φανταστείτε μόνο πόσο κοστίζει σε μια εταιρία παραγωγής ηλεκτρολογικού εξοπλισμού η παραγωγή ενός τεράστιου αριθμού βοηθητικών ρελέ και ενός μεγάλου αριθμού χρονικών (timers) και απαριθμητών (counters). Σε αντίθεση με αυτά τα υλικά αυτοματισμού, όσον αφορά τον αυτοματισμό που χρησιμοποιεί PLC τι περιέχει; Η απάντηση είναι; Μια και μοναδική συσκευή! Το PLC. 1.2 Πλεονεκτήματα των Προγραμματιζόμενων Λογικών Ελεγκτών Τα πρώτα μεγάλα πλεονεκτήματα των PLC αφορούν στους κατασκευαστές εξοπλισμού αυτοματισμών και τηνάκων αυτοματισμού και είναε 1. Το κόστος κατασκευής ενός PLC είναι σημαντικά μικρότερο από το κόστος παραγωγής ενός μεγάλου αριθμού βοηθητικών ρελέ, χρονικών και απαριθμητών. 2. Ο χρόνος κατασκευής του αυτοματισμού είναι μηδαμινός σε σχέση με την κατασκευή ενός κλασσικού πίνακα αυτοματισμού. Υπάρχουν όμως πολλά πλεονεκτήματα που έχουν σχέση με τον τελικό χρήστη, δηλ. τις βιομηχανίες που χρησιμοποιούν τους αυτοματισμούς. Κατά σειρά σπουδαιότητας αναφέρουμε: > Τα PLC ελαχιστοποιούν το κόστος συντήρησης του τιίνακα αυτοματισμού. Το κόστος αυτό αναλύεται ως εξής: α) Συχνότητα βλαβών, β) χρόνος

6 Πρσγραμματιζόμενοι Λογικοί Ελ γκτές (PLC) εντοτησμού μιας βλάβης και αποκατάστασής της. Δηλαδή, όταν υπάρχει μια βλάβη στον πίνακα μιας εγκατάστασης κλασσικού αυτοματισμού, υπάρχει καθυστέρηση στην παραγωγή μέχρι να εντοπιστεί η βλάβη. Αφού εντοπιστεί, πρέπει να έχουμε διαθέσιμο στην αποθήκη το κατάλληλο ανταλλακτικό, γιατί διαφορετικά θα υπάρξει σημαντική καθυστέρηση, κατά τη παραγγελία και προμήθεια. Στον αυτοματισμό με PLC δεν υπάρχει ουσιαστικό θέμα βλάβης εσωτερικά του πίνακα της εγκατάστασης. Βέβαια και το PLC σπάνια χαλάει, όμως οι εγγυήσεις είναι συνήθως πάρα πολύ μεγάλες. > Τα PLC είναι ευέλικτα στην τροποποίηση της λειτουργίας του αυτοματισμού. Δηλαδή αν υποθέσουμε ότι θέλουμε να κάνουμε μιαν αλλαγή στον αυτοματισμό, αυτή μπορεί να γίνει μέσα σε λίγα λεπτά, αρκεί μόνο να αλλάξουμε το πρόγραμμα. Σε έναν τήνακα κλασσικού αυτοματισμού τέτοιες αλλαγές είναι πολύ δύσκολες, ακριβές & χρονοβόρες. > Ο αυτοματισμός με PLC επεκτείνεται πολύ εύκολα. Αυτό γίνεται είτε απλά αλλάζοντας το πρόγραμμα, είτε με την τοποθέτηση νέων μονάδων εισόδων και εξόδων. Κάθε επέκταση στον κλασσικό αυτοματισμό είναι πολύ δύσκολη. > Ο αυτοματισμός με PLC μας παρέχει μεγάλες δυνατότητες. Μπορούμε να δημιουργήσουμε πολύ εύκολα πολύπλοκες και «έξυπνες» επεξεργασίες, οι οποίες στον κλασσικό αυτοματισμό είναι πολύ δύσκολο να υλοποιηθούν. > Σε μια μοντέρνα εγκατάσταση που χρησιμοποιεί αυτοματισμούς με PLC, παρέχονται δυνατότητες σύνδεσης με τον κεντρικό ηλεκτρονικό υπολογιστή, και το ενδοεταιρικό δίκτυο. > Το PLC καταλαμβάνει ελάχιστο χώρο σε σχέση με τον πίνακα κλασσικού αυτοματισμού. > Στο στάδιο της μελέτης δεν υπάρχει το πρόβλημα του εάν επαρκούν οι επαφές των ρελέ, των χρονικών ή των εξωτερικών τερματικών. > Η γλώσσα προγραμματισμού Ladder είναι προσαρμοσμένη στο βιομηχανικό αυτοματισμό και άρα είναι προσιτή στο προσωπικό που μέχρι σήμερα συντηρούσε τους κλασικούς πίνακες αυτοματισμού. > Ο αυτοματισμός παραδίδεται συντομότερα σε λειτουργία, γιατί η μελέτη μπορεί να γίνεται παράλληλα με την τοποθέτηση και συρμάτωση του PLC. > Υπάρχει σημαντική οικονομία στο χώρο, τη συντήρηση (δεν υπάρχουν μηχανικές επαφές) και την κατανάλωση ενέργειας.

7 31 Λογικοί Ελεγκτές (PLC) 1.3 Στάδια εργασίας στον προ'/ραμματιζόμενο αυτοματισμό Ο Προγραμματιζόμενος Λογικός Ελεγκτής (PLC) είναι μια ειδική συσκευή, η οποία έρχεται να αντικαταστήσει στον πίνακα του κ>χισσικού αυτοματισμού όλα τα βοηθητικά ρελέ, τα χρονικά και τους απαριθμητές. Αντί για την κατασκευή ενός πίνακα με πολύπλοκες συνδεσμολογίες μεταξύ των παραπάνω υλικών, που έχουμε στον κλασσικό αυτοματισμό, με τη χρήση του PLC, η λειτουργία του αυτοματισμού προγραμματίζεται μέσω μιας ειδικής συσκευής προγραμματισμού ή μέσω ενός ηλεκτρονικού υπολογιστή με τη βοήθεια ειδικού λογισμικού. Στον πίνακα 1 παρουσιάζονται τα στάδια που απαιτούνται για την υλοποίηση ενός αυτοματισμού με PLC καθώς και η αντιστοιχία με τα στάδια που απαιτούνται στον κλασσικό αυτοματισμό συρματωμένης λογικής. Παρατηρούμε ότι τα στάδια, τα οποία αλλάζουν στις εργασίες σχεδιασμού και κατασκευής ενός αυτοματισμού, όταν χρησιμοποιούμε τα PLC, είναι τα 2,3 και 4. Αντί για την κατασκευή ενός τιίνακα, με πλήθος υλικών και πολύτιλοκες καλωδιώσεις, έχουμε την κατασκευή ενός πίνακα με ελάχιστα υλικά, απλές καλωδιώσεις και τον προγραμματισμό του PLC. Προγραμματιζόμενη Λογική Πίνακας 1 Συρματωμένη Λογική 1. Περιγραφή του αυτοματισμού I.Περιγραφή του αυτοματισμού. 2. Ανάπτυξη του σχεδίου εφαρμογής του πίνακα Ανάπτυξη του λειτουργικού σχεδίου του (σχέδιο καλωδίωσης). αυτοματισμού 3. Κατασκευή του πίνακα της εγκατάστασης. 3. Ανάπτυξη του σχεδίου εφαρμογής του πίνακα (σχέδιο καλωδίωσης). 4. Ανάπτυξη του προγράμματος λειτουργίας του 4. Κατασκευή του πίνακα της εγκατάστασης. αυτοματισμού και εισαγωγή του προγράμματος στο PLC μέσω της συσκευής προγραμματισμού. δ.εγκατάσταση και σύνδεση στους ακροδέκτες 5. Εγκατάσταση και σύνδεση στους ακροδέκτες (κλέμες) του πίνακα των αισθητήρων που (κλέμες) του πίνακα των αισθητήρων που δίνουν τις πληροφορίες (εντολές) και των δίνουν τις πληροφορίες (εντολές) και των συσκευών (αποδεκτών) που εκτελούν τις συσκευών (αποδεκτών) που εκτελούν τις εργασίες. εργασίες. 6. Δοκιμή λειτουργίας της εγκατάστασης. 6. Δοκιμή λειτουργίας της εγκατάστασης. 7. Πλήρης λειτουργία του αυτοματισμού. 7. Πλήρης λειτουργία του αυτομαησμού. 1.4 Δομή ενός Προγραμματιζόμενου Λογικού Ελεγκτή Στην αγορά υπάρχουν σήμερα πάρα πολλά μοντέλα PLC κατασκευασμένα από πολλές εταιρίες. Η ετηλογή ενός προγραμματιζόμενου ελεγκτή (τύπος, μέγεθος, κόστος) εξαρτάται από το πλήθος των στοιχείων που δίνουν εντολή σ αυτόν (είσοδοι) και το πλήθος των στοιχείων που δέχονται εντολή απ αυτόν (έξοδοι), καθώς και από το πλήθος των λειτουργιών που απαιτείται να κάνει ο αυτοματισμός (μέγεθος προγράμματος, δηλ. απαιτούμενη μνήμη και δυνατότητες της κεντρικής μονάδας).

8 Γ1ρο7ραμματιζόμ νοι Λογικοί Ελεγχτές (PLC) Ανεξάρτητα όμως από τύπο και μέγεθος, ένας προγραμματιζόμενος ελεγκτής, συνίσταται από τα εξής απαραίτητα στοιχεία: > Α. Πλαίσιο για τοποθέτηση των μονάδων > Β. Μονάδα τροφοδοσίας. > Γ. Κεντρική μονάδα επεξεργασίας (CPU) που αποτελεί τον εγκέφαλο του PLC. > Δ. Μονάδες εισόδων / εξόδων. > Ε. Συσκευή προγραμματισμού / " : έξοδοί Σχήμα 1.1 Δομή PLC (Προγραμματιζόμενου Δογικού Ελεγκτή) Α. Πλαίσιο τοποθέτησης μονάδων Όλες οι μονάδες, από τις οποίες αποτελείται ένας προγραμματιζόμενος ελεγκτής, πρέπει να τοποθετηθούν σε κάποιο πλαίσιο. Σ αυτό είναι ενσωματωμένο το σύστημα αγωγών (BUS), μέσω των οποίων επικοινωνούν οι διάφορες μονάδες μεταξύ τους για την ανταλλαγή πληροφοριών και για την τροφοδοσία τους. Αν οι θέσεις του κεντρικού πλαισίου. που διατίθεται, δεν επαρκούν για να τοποθετηθούν οι μονάδες εισόδων και εξόδων που απαιτούνται σε μια συγκεκριμένη εφαρμογή, τότε χρησιμοποιούνται περισσότερα πλαίσια επέκτασης για την τοποθέτηση των ετηπλέον μονάδων. Κάθε πλαίσιο επέκτασης συνδέεται με το κεντρικό πλαίσιο ή με τα άλλα πλαίσια μέσω ειδικής μονάδας διασύνδεσης και καλωδίου. Β. Μονάδα τροφοδοσίας Η μονάδα τροφοδοσίας χρησιμεύει για να δημιουργήσει από την τάση του δικτύου τις απαραίτητες εσωτερικές τάσεις για την τροφοδοσία αποκλειστικά των ηλεκτρονικών εξαρτημάτων, που υπάρχουν μέσα στον προγραμματιζόμενο ελεγκτή (τρανζίστορ, ολοκληρωμένα κλπ). Οι τυπικές εσωτερικές τάσεις των ελεγκτών είναι συνήθως: DC 5V, DC 9V, DC 24V.

9 ΙΙρογραμματιζόμενοι Λογικοί Ελεγκτές (PLC) ί. Κεντρική μονάδα επεξεργασίας (CPU) Είναι η βασική μονάδα του ελεγκτή, η οποία είναι υπεύθυνη για τη λειτουργία του αυτοματισμού. Η κεντρική μονάδα επεξεργασίας είναι στην ουσία ένας μικροϋπολογιστής και διακρίνουμε σ' αυτήν όλα τα κύρια μέρη ενός μικροϋπολογιστή, δηλαδή τον μικροεπεξεργαστή και τη μνήμη. Ο μικροεπεξεργαστής είναι ο αυτός που εκτελεί όλες τις λειτουργίες του προγραμματιζόμενου ελεγκτή. Δ. Μονάδες εισόδων / εξόδων Οι μονάδες των εισόδων και των εξόδων αποτελούν τις μονάδες ετηκοινωνίας της κεντρικής μονάδας με τον έξω κόσμο, δηλ. με τους αισθητήρες, τους διακότττες, τα μπουτόν κ.α., που δίνουν τις πληροφορίες (εντολές) στη κεντρική μονάδα, καθώς και με τα ρελέ ισχύος των κινητήρων, ηλεκτρομαγνητικές βαλβίδες, ενδεικτικές λυχνίες και γενικά τους αποδέκτες που εκτελούν τις εντολές της κεντρικής μονάδας. Η κεντρική μονάδα μπορεί να δεχτεί ψηφιακά σήματα εισόδου και εξόδου χαμηλής τάσης και πολύ μικρού ρεύματος. Η τάση που δέχεται είναι συνήθιος 0 Volt για το λογικό 0 και 5 Volt για το λογικό Γ. Το ρεύμα εισόδου καθώς και το ρεύμα εξόδου δεν μπορεί να ξεπεράσει τα λίγα ma. Οι μονάδες εισόδων και εξόδων αναλαμβάνουν να προσαρμόσουν τα σήματα εισόδου και εξόδου, που έχουμε στον αυτομαπσμό, σε σήματα που μπορεί να δεχτεί η κεντρική μονάδα, τόσο από άποψη τάσεων όσο και από άποψη ρευμάτων. Η προσαρμογή αυτή γίνεται με χρήση ηλεκτρονικών στοιχείων ισχύος, είτε με τη χρήση των κατάλληλων μικρό-ρελέ. Κάθε σύστημα PLC καταλήγει πάντα σε ακροδέκτες (κλέμες). Οι ακροδέκτες αυτοί ανήκουν στις μονάδες εισόδων και εξόδων του. Στους ακροδέκτες εισόδων καταλήγουν οι αγωγοί που έρχονται από αισθητήρες η τερματικούς διακόπτες, ττιεζοστάτες, διακόπτες μπουτόνς, κτλ. Στους ακροδέκτες εξόδων καταλήγουν οι αγωγοί που τροφοδοτούν πηνία ρελέ ισχύος, ηλεκτρομαγνητικές βαλβίδες, λυχνίες ένδειξης και λοιπούς αποδέκτες. Στους διάφορους τύπους των PLC που υπάρχουν, οι μονάδες εισόδων και εξόδων αντιμετωττίζονται με διαφορετικό τρόπο. Γ ενικά όμως ισχύουν τα παρακάτω: > Μια μονάδα εισόδων ή εξόδων μπορεί να λειτουργεί με συνεχή τάση ή με εναλλασσόμενη τάση. Τυπικές τάσεις λειτουργίας είναι: DC 24V, 48V, 60V & AC 24V, 48V, 115V, 230V, με συνηθέστερες τις DC 24V, AC 115V & AC 230V. > H τάση αυτή συνήθως δεν παρέχεται από τη μονάδα τροφοδοσίας του PLC. Πρέπει να τη δημιουργήσουμε εμείς με άλλη τροφοδοτική μονάδα. > Τα κυκλώματα και οι τάσεις των εισόδων είναι τελείως ανεξάρτητα από τα αντίστοιχα κυκλώματα των εξόδων. Επομένως η τάση για τις εισόδους μπορεί να είναι διαφορετική από την τάση για τις εξόδους. Αν τώρα αυτές οι τάσεις είναι ίδιες μπορεί να χρησιμοποιηθεί το ίδιο τροφοδοτικό (για συνεχείς τάσεις), ή μετασχηματιστής χειρισμού (για AC τάσεις) για τις εισόδους και για τις εξόδους. > Η τάση εισόδων (δηλ. η τάση που φτάνει σε μια είσοδο, όταν ενεργοποιηθεί ο αντίστοιχος αισθητήρας) συνήθως διαχωρίζεται γαλβανικά από το υπόλοιπο εσωτερικό κύκλωμα του PLC. Τα ίδια ισχύουν και για τις εξόδους. Αν σε κάποιες μονάδες εισόδων ή εξόδων δεν έχουμε γαλβανική απομόνωση πρέπει να προσέξουμε ιδιαίτερα το θέμα των γειώσεων.

10 Προγραμματιζόμ νοι Λογικοί ΕλεγιπΕς (PLC) Ε. Συσκευή προγραμματισμού Η συσκευή προγραμματισμού είναι μια τελείως ξεχωριστή συσκευή από τη μονάδα αυτοματισμού. Χρησιμοποιείται για την εισαγωγή του προγράμματος στο PLC και την παρακολούθηση της εξέλιξης του αυτοματισμού μέσα από την οθόνη που διαθέτει. Με έναν μόνο προγραμματιστή μπορούμε να χειριζόμαστε όλες τις μονάδες της ίδιας εταιρίας PLC, σε μια αυτοματοποιημένη εγκατάσταση. Λυχνίες ένδβξης καιόστοσης λειτουργίας αυτορσηομού Μονάδες εισόδων Πλαίσιο σπτριξιτς μονάδων Ένδειξη *» κοτόστασης^ μπαταρίας ' Σχήμα 1.2 Ένα PLC όπου διακρίνονται με όλα τα στοιχεία του 1.5 Η μνήμη της κεντρικής μονάδας Η μνήμη της κεντρικής μονάδας επεξεργασίας (CPU) διακρίνεται σε μνήμη RAM, ROM και EEPROM. Μνήμη RAM: Η μνήμη RAM (Random Access Memory, μνήμη τυχαίας προσπέλασης) είναι εκείνη στην οποία μπορούμε να γράφουμε και να σβήνουμε, και η οποία χάνει τα περιεχόμενα της μόλις πέσει η τροφοδοσία της. Στη μνήμη RAM η κεντρική μονάδα αποθηκεύει μια σειρά από πληροφορίες σε ξεχωριστές ττεριοχές εργασίας. Μπορούμε να διακρίνουμε τις εξής περιοχές > Περιοχή μνήμης όπου αποθηκεύονται οι καταστάσεις των εισόδων και των εξόδων. Η περιοχή αυτή ονομάζεται για τις εισόδους εικόνα εισόδου" και για τις εξόδους εικόνα εξόδου. > Περιοχή μνήμης όπου αποθηκεύονται οι ελ'διάμεσες πληροφορίες που αφορούν τη λειτουργία του αυτοματισμού. > Περιοχή μνήμης των χρονικών. > Περιοχή μνήμης των απαριθμητών. > Περιοχή μνήμης όπου αποθηκεύονται τα προγράμματα του χρήστη, δηλαδή τα προγράμματα που λειτουργούν ένα συγκεκριμένο αυτοματισμό.

11 ΓΙρογραμματιζόμενοι Λογικοί Ελεγκτές (PLC) Μνήμη ROM: Στη μνήμη ROM (Read Only Memory) ο κατασκευαστής του προγραμματιζόμενου ε>χγκτή αποθηκεύει το λειτουργικό σύστημα του PLC, δηλαδή το πρόγραμμα για όλες τις βασικές λειτουργίες που είναι απαραίτητες για να δουλέψει το PLC. Μνήμη EEPROM: Επειδή η μνήμη RAM με την απώλεια της τροφοδοσίας χάνει τα δεδομένα της (εκτός αν χρησιμοποιείται μπαταρία), τα PLC χρησιμοποιούν έναν άλλο τύπο μνήμης, την EEPROM (Electrically Erasable Programmable Read Only Memory), η οποία προγραμματίζεται και σβήνει ηλεκτρικά. Πρόκειται για μνήμη που με την πτώση της τροφοδοσίας διατηρεί τα δεδομένα της, και στην οποία μπορούμε να γράψουμε και να σβήσουμε μέσω ειδικού μηχανήματος. 1.6 Αρχή λειτουργίας ενός Προγραμματιζόμενου λογικού ελεγκτή Ας υποθέσουμε ότι ένα PLC βρίσκεται σε κατάσταση εκτέλεσης του αυτοματισμού (RUN). Τα βήματα που ακολουθεί κατά τη λειτουργία του είναι τα εξής: Βήμα 1": Στην αρχή ο μικροεπεξεργαστής διαβάζει της εισόδους. Αυτό σημαίνει ότι για κάθε είσοδο ελέγχει αν έχει υψηλή τάση (λογικό 1 ) ή χαμηλή τάση (λογικό 0 ). Η τιμή 0 ή 1 για κάθε είσοδο αποθηκεύεται σε μια ειδική περιοχή της μνήμης η οποία ονομάζεται εικόνα ειβόδων (input image). Την εικόνα εισόδων μπορείτε να την φανταστείτε σαν έναν πίνακα, όπου ο μικροεπεξεργαστής σημειώνει τις τιμές που διάβασε. Π.χ. είσοδος Ι1= Ί. 12= 0, Ι3= 0 κ.ο.κ. Βήμα 2 : Στη συνέχεια ο μικροεπεξεργαστής χρησιμοποιώντας σαν δεδομένα τις τιμές των εισόδων, που διάβασε, εκτελεί τις εντολές του προγράμματος, το οποίο λειτουργεί τον αυτοματισμό. Το πρόγραμμα αυτό στην ουσία περιέχει μια σειρά από λογικές πράξεις. Η εκτέλεση του προγράμματος θα δώσει αποτελέσματα για τις εξόδους. Τα αποτελέσματα αυτά αποθηκεύονται στην ειδική περιοχή της μνήμης που ονομάζεται εικόνα εξόδων (output image). Όπως η εικόνα εισόδων, έτσι και η εικόνα εξόδων περιέχει την τιμή ( 0 ή 1 ) για κάθε έξοδο. Σημειώνουμε ότι οι τιμές αυτές προκύπτουν από την εκτέλεση των λογικών πράξεων του προγράμματος. Βήμα 3 : Στη συνέχει ο μικροεπεξεργαστής θέτει τις τιμές της εικόνας εξόδων στις εξόδους. Αυτό σημαίνει ότι θα δοθεί υψηλή τάση σε όποια έξοδο έχει 1 και χαμηλή τάση σε όποια έξοδο έχει 0. Με τη συμπλήρωση του 3 βήματος συμπληρώνεται ένας πλήρης κύκλος λειτουργίας και η διαδικασία αρχίζει από την αρχή. Ο κύκλος λειτουργίας εκτελείται συνεχώς όσο το PLC βρίσκεται σε κατάσταση RUN. Δηλαδή ένα PLC εκτελεί συνεχώς τα βήματα του κύκλου λειτουργίας. Στο σχήμα 1.3 φαίνεται ένας κύκλος λειτουργίας PLC.
, η οποία προγραμματίζεται και σβήνει ηλεκτρικά.")
12 I Ιρογραμματιζόμενοι Λογικοί Ελεγκτές (PLC) Σχήμα 1.3 Κύκλος λ ΐτουργίας PLC Ο χρόνος που χρειάζεται για να εκτελέσει το PLC ένα πλήρη κύκλο λειτουργίας ονομάζεται χρόνος κύκλου και εξαρτάται από την ταχύτητα του επεξεργαστή του PLC, αλλά και από τον αριθμό και το είδος των εντολών του προγράμματος. Δηλαδή στο ίδιο PLC για ένα μεγαλύτερο πρόγραμμα έχουμε μεγαλύτερο χρόνο κύκλου. Ο χρόνος κύκλου αποτελεί ένα μέτρο σύγκρισης μεταξύ των PLC. Για να μπορούν να συγκριθούν τα PLC ως προς την ταχύτητα εκτέλεσης ενός τφογράμματος, ορίζουμε τον μέσο χρόνο κύκλου, σαν το χρόνο κύκλου ενός προγράμματος που περιλαμβάνει 1 Kbyte δυαδικές εντολές. Πάντως στη χειρότερη περίτττωση και σε ένα αργό PLC, ο χρόνος κύκλου δεν ξετιερνά τις μερικές εκατοντάδες millisecond. Θα θέλαμε σ αυτό το σημείο να τονίσουμε την ουσιαστική διαφορά στην λειτουργία ενός αυτοματισμού με PLC από έναν κλασσικό αυτοματισμό με ρελέ. Στην περίπτωση του κλασσικού αυτοματισμού, όταν έχουμε αλλαγή της κατάσταστις ενός διακόπτη εισόδου, η αλλαγή αυτή προκαλεί εκείλη τη στιγμή αλυσιδωτές αλλαγές στα στοιχεία του κυκλώματος που τροφοδοτούνται από το συγκεκριμένο διακόπτη. Έχουμε δηλαδή διαδικασία που συμβαίνει σε πραγμαηκό χρόνο. Αν μελετήσουμε τον κύκλο λειτουργίας του PLC, θα δούμε ότι το PLC δεν βλέπει συνεχώς τον έξω κόσμο, παρά μόνο κατά τα χρονικά διαστήματα που διαβάζει τις εισόδους και αποδίδει τιμές στις εξόδους. Στον υπόλοιπο χρόνο του κύκλου, το PLC είναι ένας υπολογιστής ο οποίος εκτελεί πράξεις απομονωμένο από τον έξω κόσμο. Για να γίνει αυτό κατανοητό υποθέστε ότι αλλάζει η κατάσταση μιας

13 Γ1ρθ7ραμματιζόμΕνοι Λογικοί Ελεγκτές (PLC) εισόδου, κατά την διάρκεια του χρόνου κατά τον οποίο εκτελούνται οι εντολές προγράμματος. Στην περίπτωση αυτή στο τέλος του κύκλου το PLC θα δώσει αποτελέσματα στις εξόδους, στα οποία δεν θα έχει ληφθεί υπ' όψη η τρέχουσα αλλαγή στη κατάσταση της συγκεκριμένης εισόδου. Αυτό γιατί το PLC θα ενημερωθεί από την εικόνα των εισόδων για την αλλαγή της συγκεκριμένης εισόδου στην αρχή του επόμενου κύκλου επεξεργασίας του προγράμματος. Έτσι το PLC θα ενημερώσει τις εξόδους που επηρεάζονται από την συγκεκριμένη είσοδο, στο τέλος του επόμενου κύκλου επεξεργασίας του προγράμματος. Λαμβάνσντας τα παραπάνω υπ όψη θα έλεγε κανείς ότι τελικά το PLC ανταποκρίνεται καθυστερημένα στις αλλαγές μιας αυτοματοποιημένης διαδικασίας. Όμως αυτό δεν είναι η πραγματικότητα, αφού ο χρόνος πραγματοποίησης ενός κύκλου προγράμματος από ένα PLC είναι πάρα πολύ μικρός, το πολύ 300ms σε πολύτιλοκες εγκαταστάσεις αυτοματισμού. 1.7 Επιλογή προγραμματιζόμενου λογικού ελεγκτή Όπως διαπιστώνουμε από αυτά που αναφέρθηκαν παραπάνω, ο χρήστης έχει να επιλέξει ανάμεσα σε μια μεγάλη ποικιλία υλικών (CPU, μονάδων εισόδων / εξόδων κλπ) και συνιστωσών (τεχνικά χαρακτηριστικά, μέγεθος μνήμης, ταχύτητα, δυνατότητα δικτύωσης κλπ). Το κριτήριο επιλογής πρέπει να είναι ποτντα τεχνοοικονομικό. Πρέπει δηλαδή να είναι το σύστημα που θα καλύπτει τις σημερινές ανάγκες του καθώς και τις άμεσα προβλέψιμες για το επόμενο διάστημα, με το μικρότερο δυνατό κόστος. Ας δούμε ένα παράδειγμα για ν επιλέγουμε κάποιο σύστημα. καταλάβουμε καλύτερα τη λογική με την οποία Σ ένα εργοστάσιο υπάρχει μια εγκατάσταση με τα εξής στοιχεία: > Διακόπτες 1-0 : 5 > Διακόπτες : 3 > Μπουτόν : 8 > Αυχνίες 24VDC / 1 50mA : 20 > Σειρήνα (220V AC) : 1 > Βάνες (24VDC /1 50mA) με ένδειξη ανοικτό κλειστό : 10 > Κινητήρες με κατ ευθείαν εκκίνηση : 5 Δύο φορών περιστροφής : 3 Ό αυτοματισμός θα είναι απλός, τα στοιχεία θα εκκινούν και θα σταματούν με το πάτημα των μπουτόν. Τέλος, υπάρχει η απαίτηση το σύστημα που θα τοποθετηθεί να έχει τη δυνατότητα να συνδεθεί με συσκευή παρακολούθησης και τηλεχειρισμών (Operation Panel) και να μπορεί να συνδεθεί στο υπάρχον δίκτυο υπολογιστών του εργοστασίου, υλοποιημένο με το κλασσικό Ethernet. Υπολογισμός αριθμού εισόδων / εξόδων > Όι διακόπτες και τα μπουτόν απαιτούν για κάθε θέση τους μια είσοδο (εξαιρείται η θέση 0 η οποία συμπεραίνεται, δηλαδή στην περίπτωση διακόπτη 1-0 αν δεν είναι γυρισμένος στη θέση 1 τότε είναι γυρισμένος στη θέση 0 ).

14 ΠρογραμματιςόμΕνοι Λογικοί Ελεγκτές (PLC) Οι βάνες με ένδειξη ανοικτό / κλειστό απαιτούν μια έξοδο και δύο εισόδους. Οι κινητήρες με δύο φορές περιστροφής απαιτούν δύο εξόδους και δύο εισόδους (ένα ζεύγος για κάθε φορά τιεριστροφής). Στοιχεία Είσοδοι Έξοδοι Διακόπτες Διακόπτες Μπουτόν 8 Δυχνίες 20 Σειρήνα 1 Βάνες Κινητήρες κατ ευθείαν εκκίνησης 5 5 Κινητήρες δυο φορών περιστροφής 6 6 Σύνολο Υπολογισμός μονάδων εισόδου / εξόδου Για να υπολογίσουμε τον απαιτούμενο αριθμό μονάδων, αρκεί να διαιρέσουμε τα σύνολα που έχουν προκύψει με τον αριθμό των σημάτων που έχει η μονάδα εισόδου ή εξόδου που θα χρησιμοποιήσουμε. Έτσι αν χρησιμοποιήσουμε μονάδες των 32 σημάτων, θα διαιρέσουμε δια 32. Από τον πίνακα προκύπτει ότι χρειαζόμαστε: 2 μονάδες ψηφιακών εισόδων 3 μονάδες ψηφιακών εξόδων Επιλογή CPE Η CPU επιλέγεται λαμβάνοντας υπόψη των αριθμό των εισόδων / εξόδων που θα έχει το σύστημα, τις απαιτήσεις σε όγκο προγράμματος, την ετηθυμητή ταχύτητα λήψης αποφάσεων, τις γνωστές ανάγκες δικτύωσης και ειηκοινωνίας μιε άλλα συστήματα. Με βάση αυτά τα στοιχεία, βλέπουμε ότι μας καλύπτει η σειρά S7-300 της Siemens που υποστηρίζει ως 1024 ψηφιακά σήματα, διαθέτει αρκετή μνήμη για την εφαρμογή αυτή, επικοινωνεί με Operator Panel και τέλος μπορεί να συνδεθεί σε δίκτυο Ethernet. Πολλές φορές έχει προκύψει η ερώτηση πώς μπορώ να υπολογίσω πόση μνήμη θα χρειαστώ για να υλοποιήσω τον αυτοματισμό μου; Δυστυχώς, δεν υπάρχει σίγουρη απάντηση σ αυτό το ερώτημα. Κάποια εποχή υπολογιζόταν με βάση τον αριθμό εισόδων και εξόδων του συστήματος. Αυτό σήμερα έχει ξεπεραστεί, αφού μπορεί κάποιος με 20 εισόδους και 20 εξόδους να γράψει πρόγραμμα 500 σελίδων και με 100 εισόδους και 100 εξόδους πρόγραμμα 300 σελίδων. Η μόνη λύση είναι η εμπειρία του καθενός. Θα είναι πάντως προτιμότερο να καταφύγετε σε μεγαλύτερες μνήμες για να είστε σίγουροι, αφού σήμερα πια το κόστος της μνήμης είναι ουσιαστικά πολύ μικρό σε σχέση με το υπόλοιπο σύστημα.

15 IΙρογραμμιπΰόμΕνοι Λογικοί Ελεγκτές (PLC) 1.8 Οι προγραμματιζόμενοι λογικοί ελεγκτές της αγοράς Στην αγορά, όπως αυτή έχει διαμορφωθεί στις μέρες μας, υπάρχουν δύο τύποι προγραμματιζόμενων λογικών ελεγκτών PLC: τα Compact PLC και τα M odular PLC. Compact PLC Σ αυτήν την κατηγορία ανήκουν τα PLC που όλα τα επιμέρους στοιχεία, που απαρτίζουν ένα PLC, είναι ενσωματωμένα σε μια συσκευή. Είναι περιορισμένων δυνατοτήτων καθώς έχουν 48 το πολύ εισόδους και εξόδους, όλες με τα ίδια χαρακτηριστικά, καθώς και μικρό αριθμό χρονικών και απαριθμητών. Τα παλαιότερα μοντέλα δεν ήταν επεκτάσιμα. Στα νεότερα μοντέλα υπάρχει δυνατότητα περιορισμένης επέκτασης. Το πλεονέκτημά τους είναι το χαμηλό κόστος τους. Modular PLC Σ αυτήν την κατηγορία κάθε μονάδα (module) του PLC είναι ξεχωριστή και συνδέονται όλες μαζί πάνω στο πλαίσιο τοποθέτησης μονάδων. Είναι επεκτάσιμα και χρησιμοποιούνται συνήθως όταν έχουμε μεγάλο αριθμό εισόδων και εξόδων. Έτσι μπορούμε να διαλέξουμε την κεντρική μονάδα και τις μονάδες εισόδων / εξόδων με τα χαρακτηριστικά που επιθυμούμε. 1.9 Ανάπτυξη προγράμματος σε προγραμματιζόμενο λογικό ελεγκτή Σης ενότητες που ακολουθούν θα δούμε γενικά πως προγραμματίζουμε ένα PLC. Εδώ θα πρέπει να σημειώσουμε ότι το ηλεκτρολογικό σχέδιο του αυτοματισμού δεν είναι απαραίτητο προκειμένου να αναπτυχθεί το πρόγραμμα σε PLC για τον αυτοματισμό. Ένας σχετικά έμπειρος στον προγραμματισμό τεχνικός δεν περνά από το ηλεκτρολογικό σχέδιο του αυτοματισμού, προκειμένου να αναπτύξει το πρόγραμμα. Σε σύνθετους πολύπλοκους αυτοματισμούς η ανάπτυξη του ηλεκτρολογικού σχεδίου του αυτοματισμού είναι πολύ δυσκολότερη από την ανάπτυξη του προγράμματος. Μάλιστα σε ορισμένες περιπτώσεις είναι τηο εύκολο να αναπτυχθεί το πρόγραμμα άμεσα από τα δεδομένα του αυτοματισμού παρά χρησιμοποιώντας ένα έτοιμο ηλεκτρολογικό σχέδιο του αυτοματισμού. Θα παρουσιάσουμε τον προγραμματισμό των PLC σε δύο ενότητες. Στην πρώτη ενότητα θα δούμε πως προγραμματίζουμε σ ένα PLC συνδυαστικούς αυτοματισμούς και στη δεύτερη ενότητα πως προγραμματίζουμε ακολουθιακούς αυτοματισμούς. Αυτό το κάνουμε, γιατί οι βασικές διαφορές στον προγραμματισμό των PLC εμφανίζονται όταν έχουμε χρήση χρονικών, απαριθμητών και των λοιπών ειδικών συναρτήσεων των ακολουθιακών αυτοματισμών. Συνδυαστικός αυτοματισμός: Είναι ο αυτοματισμός cuov οποίο οι έξοδοι εξαρτώνται μόνο από τις εισόδους. Αυτό σημαίνει ότι οι κινητήρες, βαλβίδες και οι υπόλοιποι αποδέκτες του αυτοματισμού λαμβάνουν εντολές μόνο από τους

16 ΓΙρίτ/ραμματιζόμενοι Λογικοί Ελίγκτές (PLC) αισθητήρες και τους διακόπτες εισόδου και δεν εςαρτώνται από το χρόνο ή από προηγούμενες καταστάσεις των εξόδων. Ακολουθιακός αυτοματισμός: Είναι ο αυτοματισμός στον οποίο οι έξοδοι εξαρτώνται όχι μόνο από τις εισόδους, αλλά και από το χρόνο ή και από προηγούμενες καταστάσεις των εξόδων. Σχηματικά οι δύο κατηγορίες αυτοματισμών φαίνονται στο σχήμα 1.4 Σχήμα 1.4 Κατηγορίες αυτοματισμού Παράδειγμα συνδυαστικού και ακολουθιακού αυτοματισμού Ας υποθέσουμε ότι έχουμε μια δεξαμενή η οποία γεμίζει με κάποιο υγρό μέσω μιας αντλίας και που αδειάζει ανοίγοντας μια βαλβίδα εξαγιογής. Επίσης υπάρχει ένας αναδευτήρας και ένας φλοτεροδιακόπτης (σχήμα 1.5). Ο αυτοματισμός αυτός είναι συνδυαστικός γιατί οι έξοδοι (αντλία, βαλβίδα, αναδευτήρας) εξαρτώνται μόνο από τις καταστάσεις των εισόδων (θερμοστάτης, φλοτεροδιακόπτης). Σχήμα 1.5 Παράδειγμα συνδυαστικού αυτοματισμού Ο αυτοματισμός θα ήταν ακολουθιακός, αν θεωρούσαμε ότι ο αναδευτήρας θα πρέπει να λειτουργήσει για κάποιο σταθερό χρονικό διάστημα, και ανεξάρτητα από την κατάσταση του θερμοστάτη.

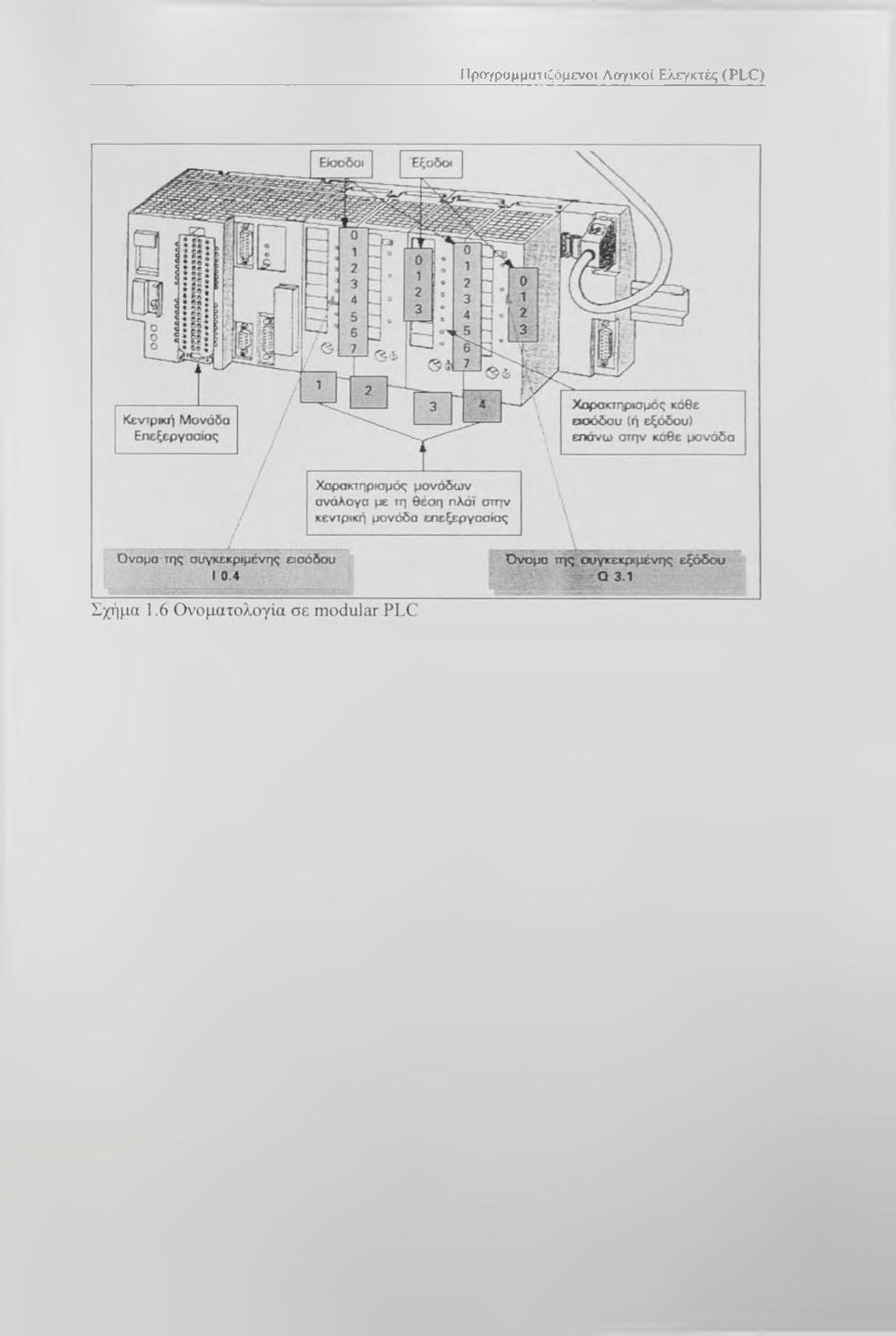
17 1.10 Κύριες λειτουργίες προγραμματιζόμενων λογικών ε/χγκτών Τα PLC σήμερα έχουν και επιπλέον λειτουργίες που βοηθούν στην δημιουργία του αυτοματισμού. Οι λειτουργίες αυτές αυξάνουν συνεχώς καθώς τα PLC εξελίσσονται με ταχύτατους ρυθμούς. Αναφέρουμε ενδεικτικά τις σημαντικότερες από αυτές. > Λειτουργία απαριθμητών. Οι απαριθμητές αποτελούν ακόμα ένα πολύ σημαντικό στοιχείο των PLC. Οι απαριθμητές μπορούν να απαριθμούν εξωτερικούς ή εσωτερικούς παλμούς. Η απαρίθμηση μπορεί να είναι προς τα πάνω (count up) ή προς τα κάτω (count down). Η λειτουργία των απαριθμητών δεν είναι ίδια σε όλα τα PLC. > Δυνατότητα πραγματικού ρολογιού, μέσω του οποίου μπορούμε να προγραμματίσουμε κάποιες εξόδους σε πραγματικό χρόνο, ημερομηνία και ώρα. > Αριθμητικές επεξεργασίες. Τα σύγχρονα PLC έχουν προσεγγίσει πάρα πολύ τις δυνατότητες των ηλεκτρονικών υπολογιστών. Σχεδόν όλα τα PLC έχουν σήμερα τη δυνατότητα να επεξεργάζονται αριθμητικές πράξεις. Tui να μπορέσει κάποιος να καταλάβει και να αξιοποιήσει τις δυνατότητες αυτές πρέπει να έχει γνώσεις ψηφιακών ηλεκτρονικών και μικροϋπολογιστών. > Αναλογικές είσοδοι-έξοδοι. Τα PLC ενώ αρχικά ήρθαν για να αντικαταστήσουν τους αυτοματισμούς καλωδιωμένης λογικής (αυτοματισμούς με ρελέ), οι δυνατότητές τους έχουν εξαπλωθεί με προοττηκή να καλύψουν πλήρως και τα συστήματα αυτομάτου ελέγχου, όπως είναι αναλογικοί έλεγχοι θερμοκρασίας, πίεσης, στάθμης, στροφών κινητήρων κλπ. Αυτό γίνεται δυνατό με την δυνατότητα των PLC να δέχονται και να επεξεργάζονται αναλογικές εισόδους, όπως και να παρέχουν αναλογικές εξόδους. Το PLC μετατρέπει τις αναλογικές τιμές των εισόδων σε ψηφιακές τιμές και στη συνέχεια επεξεργάζεται τις τιμές αυτές αξιοποιώντας τις δυνατότητες για επεξεργασία ψηφιακών αριθμών όπως ήδη προαναφέραμε. Η δυνατότητα επεξεργασίας αναλογικών σημάτων έχει δώσει άλλη δυναμική στην εξέλιξη στα PLC. > Δικτύωση PLC - Συνεργασία μεταξύ τους και με ηλεκτρονικούς υπολογιστές. Η εξέλιξη των PLC σήμερα αλλάζει τη μορφή της βιομηχανίας. Τα PLC μπορούν να συνδέονται μεταξύ των ανταλλάσσοντας πληροφορίες, όπως και να συνεργάζονται με ηλεκτρονικούς υπολογιστές, οι οποίοι ασχολούνται με τον έλεγχο όλης της παραγωγής και ακόμη με τον έλεγχο της αποθήκης και του λογιστηρίου του εργοστασίου. Όλα αυτά μαζί αποτελούν ένα βασικό Βιομηχανικό Δίκτυο Αυτοματισμού (Computer Automatic Network, CAN) Προγραμματιστικά χαρακτηριστικά και ονοματολογία των στοιχείων ενός προγραμματιζόμενου λογικού ελεγκτή Όταν ξεκινάμε να μελετάμε πως θα προγραμματίσουμε ένα PLC, πρέπει να γνωρίζουμε: > Πόσες εισόδους έτει, πως tic ονοαάζουαε και πως τκ ανατνωρί^υαε. Όι είσοδοι σχεδόν σε όλα τα PLC χαρακτηρίζονται με το γράμμα 1 (Input). Στα μικρά συμπαγή PLC το γράμμα I ακολουθεί ένας απλός αύξοντας αριθμός, ξεκινώντας από το 1 (ή το 0) και φθάνοντας στο πλήθος των εισόδων π.χ. II, 12,
 ή προς τα κάτω (count down). Η λειτουργία των απαριθμητών δεν είναι ίδια σε όλα τα PLC.")
18 ΙΙρογραμματιζόμενοι Λογικοί Ελεγκτές (PLC) 13, κλπ. Στα modular PLC, όπου οι είσοδοι βρίσκονται σε μονάδες εισόδων, το γράμμα 1 ακολουθούν δύο αριθμοί που χωρίζονται με τελεία. Ο πρώτος αριθμός χαρακτηρίζει συνήθως τη θέση της μονάδας που βρίσκεται η είσοδος, και ο δεύτερος αριθμός χαρακτηρίζει την είσοδο πάνω στη μονάδα (σχήμα 1.5). Π.χ. έχουμε εισόδους ΙΟ.0,10.1, 10.2,...,11.1,11.2, κλπ. Πόσες εζόδουε έγει, πως τκ ονοαάίίουμε και πως τκ αναγνωρίζουιιε Τα ίδια, που ισχύουν για τις εισόδους, ισχύουν και για τις εξόδους. Το γράμμα με το οποίο χαρακτηρίζονται οι έξοδοι στα διάφορα PLC είναι συνήθως το Q ή το Ο (Output). Για τους αριθμούς που ακολουθούν το γράμμα, ισχύει ότι και για τις εισόδους. Πόσες βοηθητικές ανήαες έγει και πως τις ονοαάζουαε Στα διάφορα PLC θα τις συναντήσουμε με το όνομα Markers. Πρόκειται για θέσεις μνήμης, στις οποίες αποθηκεύονται ενδιάμεσες λογικές καταστάσεις και πληροφορίες. Οπως ισχύει για τις εισόδους και τις εξόδους, χαρακτηρίζονται με ένα γράμμα ακολουθούμενο από έναν αριθμό ή δύο αριθμούς που χωρίζονται με τελεία. Το γράμμα στα διάφορα PLC είναι το Μ (Marker). Έτσι έχουμε π.χ. Μ0.1, Μ 0.2,..., Μ0.15,Μ1.0, Μ 1.1,... Τις ειδικές συναοτύσεις του PLC Πρέπει να γνωρίζουμε ποιες είναι, πώς ονομάζονται, πώς τις χειρίζεται το κάθε PLC και πόσες από την καθεμία διαθέτει. Οι ειδικές συναρτήσεις κατά σειρά σπουδαιότητας είναι: Τα χρονικά Οι απαριθμητές Οι συγκριτές Οι γεννήτριες παλμοσειρών Ο μετρητής πραγματικού χρόνου Όλα τα παραπάνω στοιχεία αποτελούν το προγραμματιστικό μοντέλο ενός PLC. που για να ξεκινήσουμε τον προγραμματισμό πρέπει να το γνωρίζουμε.
. Για τους αριθμούς που ακολουθούν το γράμμα, ισχύει ότι και για τις εισόδους.")
19 ΙΙρο-φαμματιζόμενοι Λογικοί Ελεγκτές (PLC)
20 5ΙΜΑπα S SIMATIC S7 2.1 Η οικογένεια Simatic S7 Η σειρά Simatic S7 είναι μια οικογένεια Προγραμματιζόμενων Λογικών Ελεγκτών έτσι σχεδιασμένων ώστε να μπορούν να χρησιμοποιηθούν σε πλήθος εφαρμογών αυτοματισμού. Ο συμπαγής σχεδιασμός τους, το χαμηλό κόστος και το πολύ ισχυρό σετ εντολών κάνει το Simatic S7 ιδανική λύση για μικρές εφαρμογές ελέγχου. Επίσης οι πολλαπλές δυνατότητες προγραμματισμού μας παρέχουν την απαραίτητη ευελιξία για να προσαρμόσετε τα προϊόντα της σειράς Simatic S7 στις ανάγκες σας. S7-300 Μοντέλο από αυτή τη σειρά θα χρησιμοποιήσουμε στο εργαστήριο και πάνω σ αυτό θα αναφερόμαστε στο εξής. Για μεσαίας κλίμακας εφαρμογές στις οποίες συγκαταλέγονται και οι περισσότερες των εφαρμογών στην ελληνική αγορά. Τα κυριότερα χαρακτηριστικά του είναι: > Modular μορφή > Μεγάλη ποικιλία από CPU για τη βέλτιστη εττιλογή ανάλογα με την εττιθυμητή απόδοση > Επεκτασιμότητα με έως 32 μονάδες > Δικτυώνεται με όλα τα πρότυπα δίκτυα (Profibus, Industrial Ethernet) > Δεν έχει περιορισμό για τη θέση των ε^μέρους μονάδων > Δεν υπάρχουν μικροδιακότιτες (Dip switches) για την παραμετροποίηση - όλα γίνονται μέσω λογισμικού > Έχει τιλήρες 32-bit σετ εντολών (ακόμα και για τριγωνομετρικές εξισώσεις) > Ενσωματωμένη δυνατότητα δικτύωσης (ΜΡΙ) στην κεντρική μονάδα > Ενσωματωμένες δυνατότητες διασύνδεσης με ΗΜΙ > Μνήμη διαγνωστικών - αυτόματη αποθήκευση με χρόνο και ημερομηνία όλων των συμβάντων στο PLC > Μια μόνο μονάδα για τα αναλογικά - η ετηλογή γίνεται μέσω του λογισμικού

21 SIMAnC S Απαιτούμενος εξοπλισμός Κάθε PLC μπορεί να δομηθεί από επιμέρους μονάδες, ανάλογα με την εφαρμογή για την οποία θα χρησιμοποιηθεί. Στο σχήμα 2.1.φαίνεται μία ολοκληρωμένη εικόνα ενός S7-300 Σχήμα 2.1 Γενική άποψη ενός Simatic S7-300 Η μονάδα επέκτασης σημάτων είναι προαιρετική και χρειάζεται όταν οι μονάδες εισόδων / εξόδων της κεντρικής μονάδας δεν επαρκούν για την υλοποίηση της εφαρμογής. Στο παράδειγμα του σχήματος η έξοδος Α4.0 θα ενεργοποιηθεί (θα ανάψει το Led) μόνο αν κλείσουν οι διακόπτες Ε0.1 και Ε0.2. Ας δούμε όμως αναλυτικά τα εττιμέρους στοιχεία που απαρτίζουν ένα S Πλαίσιο στήριξης (Rack) Ο ρόλος του είναι να στηρίζει απλά τις διάφορες μονάδες που θα συνθέσουν το σύστημα αυτοματισμού. Η επικοινωνία μεταξύ μονάδων και CPU γίνεται με έναν συνδετήρα σχήματος Π στο τήσω μέρος των μονάδων. Μέσω αυτού υλοποιούνται οι δύο δίαυλοι εσωτερικής ετηκοινωνίας (σχήμα 2.2). Σχήμα 2.2 Τοποθέτηση συνδετήρα
22 SIMATIC S7-300 Υπάρχουν δύο δίαυλον για ττ]ν επικοινωνία των μονάδων με τη CPU: > P-Bus (Peripheral Bus), το οποίο έχει σαν κύριο στόχο να μεταφέρει πληροφορίες που αφορούν στην περιφέρεια (π.χ. εισόδους, εξόδους). Το P-bus είναι σειριακό με ταχύτητα 1,5 MBPS. > K-Bus (Communication Bus) που αφορά στην επικοινωνία προς ειδικές μονάδες, για λειτουργίες προγραμματιστή κλπ. Το K-Bus είναι σειριακό και τα δεδομένα μεταφέροντα με ταχύτητα 187,5 KBPS. Στο S7-300 μπορούν να τοποθετηθούν ένα κεντρικό rack (όπου βρίσκεται η CPU) και ως 3 racks επέκτασης, απομακρυσμένα μεταξύ τους το πολύ 10 μέτρα. Μια ιδιαιτερότητα είναι ότι μπορεί σε κάθε rack να δημιουργηθεί ένα τοπικό Bus (Local Bus). Εδώ, με τη βοήθεια του πακέτου προγραμματισμού Step 7, μπορούμε να ανεξαρτητοποιήσουμε μια περιοχή του Peripheral Bus. Αυτό είναι δυνατό μόνο όταν χρησιμοποιηθεί ειδική μονάδα FM, η οποία πλέον ελέγχει άμεσα τις μονάδες που βρίσκονται δεξιά της και μόνο στα όρια του ίδιου rack. Ταυτόχρονα, αυτές οι μονάδες δεν είναι προσπελάσιμες από τη CPU. Μια τυπική εφαρμογή του Local Bus είναι σε περιπτώσεις όπου πρέτιει να επεξεργαστούμε γρήγορα φαινόμενα (PID βρόγχους, που μπορούν να υλοποιηθούν με την ειδική FM μονάδα) κάνοντας ταυτόχρονα και κοινές λειτουργίες αυτοματισμού στη CPU Τροφοδοτικό (Power Supply) Ο σκοπός του είναι από την υπάρχουσα τάση δικτύου να δημιουργήσει τις απαραίτητες τάσεις για την λειτουργία του ίδιου του PLC (σε καμία περίπτωση δεν αφορά τροφοδοσία κινητήρων, βανών, κλπ). Στο τροφοδοτικό - ανάλογα με την οικογένεια του PLC - τοποθετούμε μια ή δύο μπαταρίες που έχουν σκοπό να διατηρήσουν το πρόγραμμα και ορισμένες παραμέτρους του σε περίπτωση πτώσης της τάσης. Η τυπική διάρκεια ζωής της μπαταρίας είναι περίπου 250 μέρες. Αυτό εξαρτάται βέβαια από πολλούς παράγοντες όπως το μέγεθος της περιοχής μνήμης που πρέπει να διατηρήσει (το ορίζει ο προγραμμαηστής), το χρονικό διάστημα που το PLC βρίσκεται εκτός τάσης, τις βυθίσεις τάσης του δικτύου κλπ. Η χαμηλή τάση της μπαταρίας ή η έλλειψη της, απεικοιάζονται με ενδεικτικά Led στην πρόσοψη της CPU. Στην τιερίπτωση αυτή μπορούμε να γράψουμε πρόγραμμα το οποίο θα εκτελεί μια διαδικασία όταν συμβεί το γεγονός αυτό. Η αλλαγή της μπαταρίας πρέπει να γίνεται πάντα υπό τάση αλλιώς το πρόγραμμα χάνεται! I Ονομαστικό ρεύμα εξόδου Το ονομαστικό ρεύμα εξόδου του τροφοδοτικού πρέτιει να είναι τιάντα μεγαλύτερο από το ρεύμα που απορροφούν όλες οι μονάδες που είναι τοποθετημένες στο rack.
23 SIMATIC S7-300 Ο έλεγχος είναι απλός - αθροίζουμε το ρεύμα που απορροφά κάθε μια μονάδα χωριστά και κατότην ετηλέγουμε τροφοδοτικό με ρεύμα εξόδου 25% μεγαλύτερο από το σύνολο που έχουμε βρει. Στη σειρά αυτή οι τροφοδοτικές διατάξεις που παράγουν τις απαραίτητες εσωτερικές τάσεις για τη λειτουργία του PLC, περι>-αμβάνονται στο ίδιο κουτί με τη CPU. Απαιτείται μόνο εξωτερική τάση 24V DC η οποία δίνεται από εξωτερικό τροφοδοπκό ως ακολούθως: Τύπος PS 307 2Α PS 307 5Α PS Α Τάση εισόδου Ρεύμα εισόδου 120V /230V AC 0.8 /0.5 A 120V /230V AC 2 /1 A 120V /230V AC 3.5 / 1.7 A Τάση εξόδου Ρεύμα εξόδου 24V DC loa Απορροφούμενη Ισχύς Διαγνωστικά 58W Ναι 138W Ναι 270W Ναι Εδώ η μπαταρία του συστήματος τοποθετείται στη CPU. Έτσι σε περίπτωση που πέσει η τάση δικτύου ή μεταφερθεί ο διακόπτης του τροφοδοτικού από θέση ΟΝ σε OFF, το πρόγραμμα καθώς και άλλες περιοχές της μνήμης που ορίζει ο προγραμμαηστής διατηρούνται. Ενδεικτικό LED στην πρόσοψη της CPU ατιεικονίζει την ύπαρξη και σωστή λειτουργία της μπαταρίας. Όταν τοποθετηθεί καινούργια, το LED σβήνει αυτόματα Κεντρική Μονάδα Επεξεργασίας (CPU) Σ αυτήν αποθηκεύεται και εκτελείται κυκλικά το πρόγραμμα του χρήστη. Με βάση τις τιμές που διαβάζονται από τις εισόδους καθώς και τις από πριν αποθηκευμένες τιμές, παράγονται οι αποφάσεις που θα εκτελεσθούν για να υλοποιηθεί ο αυτοματισμός της εγκατάστασης. Τα σημαντικότερα στοιχεία που υπάρχουν σε μια CPU είναι: > Ο μικροεπεξεργαστής, ο οποίος εκτελεί το πρόγραμμα που έχει μέσα στη μνήμη του και ελέγχει τη σωστή λειτουργία όλων των μονάδων που είναι συνδεδεμένες σ αυτόν. > Η μνήμη, η οποία λογικά χωρίζεται σε διάφορες περιοχές (λεπτομέρειες στο κεφάλαιο 2.3) εκ των οποίων οι σημαντικότερες είναι: Μνήμη του χρήστη, όπου αποθηκεύεται το πρόγραμμα που εμείς έχουμε γράψει για τον αυτοματισμό της εγκατάστασης. Μ\ ήμη για το λειτουργικό σύστημα, όπου τρέχει το πρόγραμμα για τη λειτουργία του ίδιου του PLC Μνήμη για τα χρονικά, απαριθμητές, βοηθητικά. Μνήμη απεικόνισης της περιφέρειας, όπου καταχωρείται η κατάσταση των σημάτων εισόδου και εξόδου, το τι γίνεται δηλαδή εκτός του PLC. Κάθε κεντρική μονάδα έχει κατ ελάχιστο:
24 ΒΙΜΑΉΟ S7-300 Διακόπτη με κλειδί RUN-P / RUN / STOP / MRES. Ενδεικτικά LEDs για την κατάσταση της CPU. Θέση για σύνδεση συσκευής προγραμματισμού ή συσκευών καταγραφής - απεικόνισης. Θέση για τοποθέτηση εξωτερικής μνήμης. Καινοτομίες Οι υψηλές ταχύτητες επεξεργασίας (κάτω των 0,3 msec για 1 ΚΒ δυαδικών εντολών), το επεκταμένο σετ εντολών (32 bit, αριθμοί κινητής υποδιαστολής, τριγωνομετρικές συναρτήσεις), η ελευθερία στη θέση τοποθέτησης των μονάδων, οι μεγάλες μνήμες (ως 16 MB), η παραμετροποίηση των μονάδων μέσω του λογισμικού, η ενσωματωμένη δυνατότητα δικτύωσης και οι λειτουργίες επιτήρησης και ελέγχου χωρίς κατανάλωση μνήμης του χρήστη και προγραμματισμό είναι μερικά από τα δυνατά σημεία της νέας γενιάς S7. Σε κάθε CPU πλέον υπάρχει ενσωματωμένο το δίκτυο ΜΡΙ (Multi Point Interface) επάνω στο οποίο με ταχύτητα ως 187,5 KBPS και 32 σταθμούς (συσκευές προγραμματισμού, προσωπικοί υπολογιστές, PLC, συσκευές επιτήρησης και χειρισμών) μπορούν να επικοινωνούν μεταξύ τους. Για τις υπηρεσίες επίβλεψης και χειρισμών δεν απαιτείται προγραμματισμός στην πλευρά του PLC, πράγμα το οποίο μας εξοικονομεί μνήμη, ελευθερώνει τη CPU από επιπλέον εργασία και τελικά μειώνει το χρόνο και το κόστος της εκπόνησης ενός έργου. Για τις υττηρεσίες επικοινωνιών (ΜΡΙ, Point to Point, Industrial Ethernet, Profibus) 01 κλήσεις είναι τμήμα του λειτουργικού συστήματος οπότε δεν απαιτείται χρήση της μνήμης που είναι διαθέσιμη για τα προγράμματα του χρήστη. Επιπλέον Δε, δεν επιβαρύνεται και ο κύκλος εκτέλεσης του προγράμματος. Τα διαγνωστικά μηνύματα του συστήματος τα ορίζει ο χρήστης μέσω παραμετροποίησης. Αυτά αποθηκεύονται με ώρα και ημερομηνία σε ειδικό χώρο (Diagnostic Buffer) ικανό να κρατήσει ως 120 εγγραφές με τη δυνατότητα να τα δει ο χρήστης είτε με τη συσκευή προγραμματισμού, είτε να τα εκμεταλλευτεί στο πρόγραμμά του για ν αναλάβει κάποιες ενέργειες είτε τέλος να τα απεικονίσει σε κάποια συσκευή επιτήρησης και χειρισμών (operator panel). Διακρίνουμε τρεις κατηγορίες διαγνωστικών μηνυμάτων που καταγράφονται ανάλογα με την προέλευσή τους, αν αφορούν: > τη CPU (Hardware ή Software) αν έπεσε σε STOP, αν έγινε RESET, κλπ. > Τις μονάδες, αν αφαιρέθηκε η πρίζα καλωδίων, αν υπάρχει βραχυκύκλωμα, κομμένο καλώδιο σε αναλογικό σήμα, μονάδα κατεστραμμένη, κλπ. > Τη διαδικασία παραγωγής, όπου μετά από παραμετροποίηση με ειδικό πακέτο επιτηρούνται κρίσιμες μεταβλητές της εγκατάστασης. Σε ορισμένες CPU υπάρχει ενσωματωμένο interface για σύνδεση σε δίκτυο Profibus DP (π.χ. CPU DP). Αυτές οι CPU μπορούν να είναι είτε Master (οπότε διαβάζουν τις εισόδους κι επενεργούν στις εξόδους των άλλων σταθμών στο δίκτυο), είτε είναι Slave (οπότε παρέχουν στο Master του δικτύου τις δικές τους τιμές). Μέσα
25 SIMATIC S7-300 από αυτό το δίκτυο μττορούν να λειτουργήσουν και οι υτιηρεσίες προγραμματισμού (μια συσκευή προγραμματισμού συνδεδεμένη στο δίκτυο αυτό μπορεί να προγραμματίσει τη CPU) και επιτήρησης και χειρισμών Μονάδες ψηφιακών εισόδων (Digital Input) Ο ρόλος τους είναι να μεταφέρουν την εικόνα της εγκατάστασης στη CPU, όπως για παράδειγμα ότι πατήθηκε ένας τερματικός διακόπτης ή ότι ο χειριστής πίεσε ένα μπουτόν. Η πληροφορία αυτή μεταφέρεται ηλεκτρικά σε κλέμα της μονάδας εισόδου, ψηφιοποιείται και αποθηκεύεται στη μνήμη απεικόνισης εισόδιον. Έτσι για παράδειγμα, σ ένα έμβολο ο τερμαηκός του διακότττης είτε θα είναι ενεργοποιημένος είτε όχι. Λογικά αλλά και κατασκευαστικά καμία άλλη ενδιάμεση κατάσταση δεν είναι δυνατή. Σε ηλεκτρική υλοποίηση σημαίνει ότι ο διακόπτης είναι μια επαφή η οποία μπορεί να είναι είτε ανοικτή είτε κλειστή. Αν τροφοδοτήσουμε την επαφή αυτή με τάση τότε η τάση αυτή, όταν κλείσει η επαφή, θα εμφανιστεί και στην αντίστοιχη κλέμα εισόδου του PLC. Όταν έχουμε τάση σε μια κλέμα μονάδας εισόδου του PLC τότε λέμε ότι εκεί έχουμε σήμα 1, ενώ στην αντίθετη περίπτωση λέμε ότι έχουμε σήμα θ. Στο σχήμα 2.3 φαίνεται μια μονάδα 16 ψηφιακών εισόδων. Ενδακτικό LED Σχήμα 2.3 Μονάδα ψηφιακών εισόδων Μια μονάδα εισόδων έχει 8, 16 ή 32 εισόδους ανάλογα με τον τύπο του προγραμματιζόμενου ελεγκτή και την τάση. Οι τάσεις που έχουν επικράτηση είναι κυρίως τα 24V DC και τα 230V AC. Στα όρια μιας μονάδας πρέπη να χρησιμοποιείται η ίδια τάση. Έτσι, σε μια μονάδα 16 εισόδων / 24V DC σ' όλες τις ι^μες πρέπει να φέρουμε τάση 24V DC διαφορετικά αυτή θα καταστραφεί. Μια μονάδα εισόδων 24V DC αναγνωρίζει π.χ. τα +24V σαν σήμα 1 και τα 0V σαν σήμα 0. Για τις περιπτώσεις που υπάρχει διακύμανση στην τάση (μη σταθεροποιημένο τροφοδοτικό) οι μονάδες έχουν μεγάλες ανοχές. Έτσι σήμα 1 καταλαβαίνει από 13V ως 30V DC και σήμα 0 από -3V ως +5V DC. Οι ενδιάμεσες ημές (6V ως 12V DC) δεν είναι δυνατόν να προκαθοριστεί πως θα τις κατανοεί το PLC.
26 SIMATC S7-300 Ένα άλλο στοιχείο τιου ενδιαφέρει είναι η καθυστέρηση τιου εισάγει η μονάδα στη μεταφορά του σήματος προς την CPU και την οποία θα πρέπα να λάβει κανείς υπόψη του όταν πρόκειται να ελέγξει γρήγορες διαδικασίες. Τυπικές τιμές είναι της τάξης των 1,2 ως 25 msec Μονάδες ψηφιακών εξόδων (Digital Output) Ο ρόλος τους είναι να μετατρέπουν τις αποφάσεις που πήρε η CPU σε εντολές προς την εγκατάσταση, όπως για παράδειγμα να εκκινήσει ένας κινητήρας, ν ανάψει μια λυχνία ή να ηχήσει μια κόρνα. Οι αποφάσεις αυτές βρίσκονται καταχωρημένες στη μνήμη απεικόνισης εξόδων στη CPU και μετατρέπονται σε ηλεκτρικά σήματα από τις μονάδες εξόδων. Οι μονάδες εξόδου λειτουργούν σαν διακόπτες, στους οποίους δίνουμε εμείς την τάση και όταν κλείσει ο διακόπτης η τάση περνάει και πηγαίνει προς το υπόλοιπο κύκλωμα. Έτσι η τροφοδοσία των μονάδων γίνεται εξωτερικά, ανάλογα με το τι τάση χρησιμοποιείται. Ενδεικτικά μια μονάδα 32 ψηφιακών εξόδων / 24V DC φαίνεται στο σχήμα 2.4 Σε αντιστοιχία με τις μονάδες εισόδου το πρώτο χαρακτηριστικό που θα πρέπει να λάβει υπόψη του κάποιος είναι η τάση και το ρεύμα εξόδου της μονάδας. Έτσι λοιπόν η τάση εξόδου της μονάδας θα πρέπει να συμφωνεί με αυτή του φορτίου και αντίστοιχα το μέγιστο ρεύμα που μπορεί να δώσει η μονάδα προς το φορτίο. Οι τάσεις που έχουν επικρατήσει είναι τα 24V DC και τα 230V AC. Ιδιαίτερο χαρακτηριστικό για τις μονάδες εξόδου είναι το ενεργό στοιχείο εξόδου, δηλαδή ο τελικός «διακόπτης» που παρέχει την ισχύ στο φορτίο. Αυτοί είναι συνήθως transistor αν πρόκειται για DC μονάδα εξόδου ή triac και ρελέ για AC μονάδα εξόδου. Έτσι ανάλογα με την εφαρμογή επιλέγει κανείς το καταλληλότερο στοιχείο, (π.χ. αν πρόκειται να ελέγξουμε μια λυχνία συναγερμού που θα
27 5ΙΜΑΉ0 S7-300 αναβοσβήνει δεν έχει έννοαχ να χρησιμοποιήσουμε μονάδα με ρελέ μια και οι εταχφές του θα καταστραφούν γρήγορα από το αναβόσβησμα) Μονάδες αναϊλγικών εισόδων (Analog Input) Οι μονάδες που εξετάσαμε μέχρι τώρα επεξεργάζονταν σήματα που έχουν μόνο δύο καταστάσεις. Έτσι ένας τερματικός διακότττης είναι ενεργοποιημένος ή όχι και σε έναν κινητήρα είτε έχουμε οπλίσει το ρελέ του να εκκινήσει είτε όχι. Σε αυτές τις περιπτώσεις δεν υπάρχει ενδιάμεση κατάσταση. Στην καθημερινή πρακπκή όμως μας ενδιαφέρουν και σήματα τα οποία έχουν διαρκή μεταβολή. Έτσι στην παρακολούθηση της στάθμης μιας δεξαμενής μας ενδιαφέρει η ακριβής τιμή του ύψους της στάθμης της και όχι μόνο το αν αυτή είναι πάνω ή κάτω από ένα όριο, ττληροφορία που θα μας έδινε εύκολα ένα φλοτέρ τοποθετημένο στο κατάλληλο σημείο. Τέτοιου είδους μεγέθη που έχουν ένα συνεχώς μεταβαλλόμενο φάσμα τιμών, λέγονται αναλογικά. Για την επεξεργασία τους μεταβάλλουμε πρώτα το φυσικό μέγεθος σε ηλεκτρικό με τη βοήθεια του κατάλληλου αισθητήρα / μετατροπέα και στη συνέχεια το εισάγουμε στο PLC. Έτσι στο παράδειγμα της στάθμης στο οποίο αναφερθήκαμε ποιο πάνω, το φυσικό μέγεθος που αντιστοιχεί στη στάθμη και μπορούμε εύκολα να το μετρήσουμε είναι η υδροστατική πίεση. Με την βοήθεια λοιπόν του αισθητήρα μετατρέπουμε την υδροστατική ττίεση σε ηλεκτρικό μέγεθος και το επεξεργαζόμαστε. Στο παράδειγμά μας μπορούμε γραμμικά να αντιστοιχίσουμε τα 0 cm (ή αλλιώς 0 bar) σε τάση 0V, και τα 10 m (1000 cm ή 1 bar) σε τάση 10V. Οποιαδήποτε ενδιάμεση τιμή π.χ. 3,25 m θα έχει την αντίστοιχη ηλεκτρική της αναπαράσταση δηλ. θα είναι 3,25V. Οι μονάδες που έχουν τη δυνατότητα να επεξεργαστούν τέτοια συνεχή μεγέθη και να τα μετατρέπουν σε μορφή κατάλληλη για τη CPU είναι οι μονάδες αναλογικών εισόδων. Αυτές δέχονται ρεύματα ή τάσεις που παράγονται από τα αναλογικά αισθητήρια. Οι τυποποιημένες τιμές για τα ρεύματα είναι 0-20mA και 4-20mA, ενώ για τις τάσεις είναι 0-10V. Στο σχήμα 2.5 φαίνεται μια μονάδα αναλογικών εισόδων.