ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ
|
|
|
- Φόρκυς Παπαδόπουλος
- 7 χρόνια πριν
- Προβολές:
Transcript
1 ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ Σχεδίαση με CAD (SOLIDWORKS) 6 έως 12 δομικών στοιχείων αεροσκάφους και των αντίστοιχων ΙΔΙΟΣΥΣΚΕΥΩΝ συγκράτησης των προς κατεργασία κομματιών, όπου χρειάζεται, για ΜΗΧΑΝΟΥΡΓΕΙΟ CNC. ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΠΑΠΑΔΑΚΗ ΕΙΡΗΝΗ ΕΠΙΒΛΕΠΩΝ: ΦΙΛΛΗΜΩΝ ΣΚΙΤΤΙΔΗΣ
2 ΠΕΡΙΕΧΟΜΕΝΑ 1.ΕΙΣΑΓΩΓΗ.σελ 3 2.ΘΕΩΡΙΑ.σελ ΠΟΥ ΧΡΗΣΙΜΟΠΟΙΟΥΝΤΑΙ ΟΙ ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ CNC...σελ ΣΤΟΧΟΙ.σελ ΒΑΣΙΚΕΣ ΑΡΧΕΣ ΑΡΙΘΜΗΤΙΚΟΥ ΕΛΕΓΧΟΥ σελ ΣΥΣΤΗΜΑΤΑ ΠΡΟΣΔΕΣΗΣ ΚΑΙ ΦΟΡΤΩΣΗΣ ΤΩΝ ΠΡΟΣ ΚΑΤΕΡΓΑΣΙΑ ΑΝΤΙΚΕΙΜΕΝΩΝ...σελ ΕΙΣΑΓΩΓΗ...σελ ΣΗΜΑΣΙΑ ΤΗΣ ΑΚΡΙΒΟΥΣ ΠΡΟΣΔΕΣΗΣ ΤΟΥ ΤΕΜΑΧΙΟΥ..σελ ΦΟΡΕΙΣ ΜΕ ΠΛΕΓΜΑ...σελ 16 3.ΠΑΡΟΥΣΙΑΣΗ ΜΗΧΑΝΗΣ σελ ΠΑΡΟΥΣΙΑΣΗ ΔΟΚΙΜΙΩΝ.σελ ΠΑΡΟΥΣΙΑΣΗ ΦΑΣΕΟΛΟΓΙΩΝ..σελ 46 5.ΣΥΜΠΕΡΑΣΜΑΤΑ...σελ ΒΙΒΛΙΟΓΡΑΦΙΑ.σελ 130 2
3 1.ΕΙΣΑΓΩΓΗ Η πτυχιακή πραγματεύεται την σχεδίαση με CAD (SOLIDWORKS) 6 έως 12 δομικών στοιχείων αεροσκάφους και των αντίστοιχων ΙΔΙΟΣΥΣΚΕΥΩΝ συγκράτησης των προς κατεργασία κομματιών, όπου χρειάζεται, για ΜΗΧΑΝΟΥΡΓΕΙΟ CNC. Οι φάσεις από τις οποίες αποτελείται η πτυχιακή είναι οι εξής; Φάση πρώτη: σχεδιασμός των δώδεκα κομματιών που μου δόθηκαν στο πρόγραμμα SOLIDWORK Φάση δεύτερη: τοποθέτηση καθένα από τα παραπάνω κομμάτια μέσα σε υάλινο κουτί το οποίο από εδώ και στο εξής θα αντιπροσωπέυει την πρώτη ύλη από την οποία θα ξεκινήσει η κατεργασία. Οι διαστάσεις του υάλινου κουτιού ειναι ανάλογα των διαστάσεων των κομματιών και ανάλογα τον τρόπο κατεργασίας πάνω στην μηχανή. Φαση τρίτη: σε κάθε πλευρά του υάλινου κουτιου δίνω έναν συμβολισμό καθώς και σε κάθε γεωμετρικό χαρακτηριστικό του έτσι ώστε όταν φτάσουμε στο σημείο να μιλάμε για φασεολόγια και κατεργασία να γίνει πιο ευκολονόητη η διαδικασία. Η παραπάνω διαδικασία θα εμφανίζεται μέσα στην πτυχιακή ως χαρακτηριστικά κατεργασίας των εκάστωτε κομματιών. Φαση τέταρτη: από τα δώδεκα κομμάτια που περιλαμβάνει η πτυχιακή επιλέγουμε τα έξι και δημιουργούμε τα φασεολόγια τους. Το φασεολόγιο κάθε κομματιού περιλαμβάνει την διαδοχική τοποθέτησή του πάνω στη εργαλειομηχανή για την τελική διαμόρφωση και κατασκευή του. 3
4 2.ΘΕΩΡΙΑ ΠΟΥ ΧΡΗΣΙΜΟΠΟΙΟΥΝΤΑΙ ΟΙ ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ CNC Ο έλεγχος των μηχανών με αριθμητικό έλεγχο έχει επιφέρει επανάσταση στον κατασκευαστικό τομέα. Η τεχνολογία CNC μπορεί να προσαρμοστεί σε οποιαδήποτε είδος μηχανής ή οποιαδήποτε διαδικασία η οποία απαιτεί καθοδήγηση από τον άνθρωπο. Όπως συμβαίνει με όλα τα συστήματα, οι λόγοι που επιβάλλουν τη χρήση των εργαλειομηχανών CNC είναι όχι μόνο τεχνικοί αλλά και οικονομικοί. Για παραγωγή σε μικρή κλίμακα (1-10 τεμάχια) και μάλιστα χωρίς μεγάλες απαιτήσεις ακριβείας και γεωμετρικής πολυπλοκότητας, είναι προτιμότερη η χρησιμοποίηση κοινών συμβατικών εργαλειομηχανών. Για παραγωγή πολύ μεγάλης κλίμακας (της τάξεως των κομματιών και άνω), όπως π.χ παραγωγή εξαρτημάτων αυτοκινήτων, χρησιμοποιούνται ειδικές εργαλειομηχανές ( Transfer machines), οι οποίες προγραμματίζονται κυρίως με μηχανικές διατάξεις ( π.χ. κνώδακες) και όχι με υπολογιστή. Σήμερα είναι γενικά παραδεκτό ότι η χρησιμοποίηση των εργαλειομηχανών CNC συμφέρει για παραγωγή μέσης κλίμακας ( τεμάχιαbatch manufacturing). Από την πλευρά του συνολικού όγκου, η περίπτωση αυτή είναι και η σημαντικότερη, αφού έχει υπολογιστεί ότι το 70% όλων των εξαρτημάτων που κατασκευάζονται εμπίπτει σ αυτήν την κατηγορία. Τα σχήματα 1.1 έως και 1.4 παρουσιάζουν σχηματικά τις διαφορές μεταξύ των παλαιών συμβατικών εργαλειομηχανών και των σύγχρονων εργαλειομηχανών CNC. Έυκολα πορεί κανείς να διακρίνει τιε μεγάλες διαφορές στην σχεδίαση (design) αυτών των μηχανών. 4
κυρίως τραπέζι.8)μοχλός για κατά μήκος κίνηση τραπεζιού.9)διακόπτες ορίου για κατά μήκος κίνηση.10)κιβώτιο κύριας ατράκτου.11)κατακόρυφη κύρια άτρακτος.12)μοχλός ταχυτήτων.")
5 Σχήμα 1.1. Μία κατακόρυφη συμβατική φρεζομηχανή.1) Βάση.2) Κονσόλα (πρόβολος).3)κοχλίας ανύψωσης τραπεζιού,4) Χειρομοχλός ανύψωσης.5)φορείο εγκάρσιας κίνησης.6) Χειροτροχός εγκάρσιας κίνησης.7)κυρίως τραπέζι.8)μοχλός για κατά μήκος κίνηση τραπεζιού.9)διακόπτες ορίου για κατά μήκος κίνηση.10)κιβώτιο κύριας ατράκτου.11)κατακόρυφη κύρια άτρακτος.12)μοχλός ταχυτήτων.13) Χειροτροχός κατακόρυφης κύριας ατράκτου. Τα βέλη A,B,C δείχνουν τις τρεις κινήσεις που γίνονται σ αυτή την φρεζομηχανή. Σχήμα 1.2 Ένα κατακόρυφο κέντρο κατεργασίας (δικόλωνο) 3 αξόνων. (Courtesy of Yamazaki Machinery UK Ltd., Worcester, UK.) Ο έλεγχος με CNC αρχικά εφαρμόστηκε σε μηχανήματα κατεργασία μετάλλου : Φρέζες, Δράπανα, Μηχανές Borihg και Πρέσες απότμησης ( Punch Presses). Σήμερα έχει επεκταθεί και σε άλλους μηχανισμούς ή συστήματα κατεργασίας μετάλλων που περιλαμβάνουν τα βιομηχανικά ρομπότ, μηχανές κάμψης 5
, σε μηχανές συναρμολόγησης ηλεκτρονικών εξαρτημάτων, μηχανές κοπής με Laser και σε μηχανήματα")
6 σωλήνων, λειαντικές μηχανές διαφόρων τύπων, γραναζοκόπτες, μηχανές ηλεκτροδιάβρωσης, μηχανές φλογοκοπής και συγκολλήσεων. Συστήματα CNC χρησιμοποιούνται επίσης στον ποιοτικό έλεγχο, σε αυτόματα συστήματα σχεδίασης (plotters), σε μηχανές συναρμολόγησης ηλεκτρονικών εξαρτημάτων, μηχανές κοπής με Laser και σε μηχανήματα κοπής υφασμάτων. Πρόσφατα, μικροεπεξεργαστές 32 bit και 64 bit, ενσωματωμένοι με Συστήματα Αυτομάτου Ελέγχου (ΣΑΕ) μηχανών παραγωγής, επεκτείνουν ακόμη περισσότερο τις δυνατότητες και εφαρμογές του αριθμητικού ελέγχου. Σχημα 1.3. Ένας συμβατικός τόρνος. Σχήμα 1.4. Ένα κέντρο τόρνευσης 3 αξόνων.(courtesy of Yamazaki Machinery UK Ltd., Worcester, UK.) 6
7 2.1.2.Στόχοι. Ο αρχικός στόχος ανάπτυξης και εφαρμογής των νέων συστημάτων CNC, δηλ. συστημάτων με μικροϋπολογιστή, αντί των παλαιών NC χωρίς μικροϋπολογιστή, στις κατεργασίες των μετάλλων, ήταν να μειωθεί το κόστος των κατεργαζομένων τεμαχίων. Ο σκοπός αυτός έχει επιτευχθεί με τη μείωση του χρόνου κατεργασίας ενός κομματιού, κάνοντας την όλη διαδικασία της κατεργασίας περισσότερο φιλική προς το χρήστη, τη μείωση του κόστους των ιδιοσυσκευών και την αύξηση της διάρκειας ζωής των κοπτικών εργαλείων. Άλλα πλεονεκτήματα περιλαμβάνουν το σημαντικά μειωμένο χρόνο ρύθμισης (σεταρίσματος) των κοπτικών εργαλείων, την ποιοτικά αυξημένη ομοιομορφία των παραγομένων προϊόντων και τη μείωση των γενικών εξόδων παραγωγής. Τα CNC επίσης έχουν επιτρέψει την ακριβή εκτίμηση κα κοστολόγηση της διαδικασίας παραγωγής. Ιστορικά, τα CNC επέτρεψαν πιο αποδοτικό προγραμματισμό της παραγωγής, ακριβή οικονομική και τεχνική πρόβλεψη του κόστους, μεγαλύτερη εκμετάλλευση του εξοπλισμού και γρηγορότερη απόσβεση της επένδυσης, σε σύγκριση με τις λιγότερο σύγχρονες τεχνικές αυτόματου ελέγχου, δηλαδή αυτές τις τεχνικές που συναντά κανείς στις εργαλειομηχανες NC, όπου δεν χρησιμοποιείται μικροεπεξεργαστής Βασικές αρχές αριθμητικού ελέγχου. Το CNC είναι μια συγκεκριμένη μορφή συστήματος αυτομάτου ελέγχου (ΣΑΕ), όπου η θέση του κοπτικού εργαλείου της εργαλειομηχανής είναι η κύρια ελεγχόμενη μεταβλητή. Αριθμητικές τιμές ( συντεταγμένες), που αντιπροσωπεύουν τις επιθυμητές θέσεις του εργαλείου στο χώρο και συμβολικές πληροφορίες που απευθύνονται σε δευτερεύουσες λειτουργίες της μηχανής ( π.χ. παροχή ή μη ψυκτικού κτλ), καταγράφονται σε δισκέτα ή σκληρό δίσκο και μπορούν να αναθεωρηθούν ή να διαγραφούν, όποτε θέλουμε. Σκληροί δίσκοι, οδηγοί δισκετών (disk drives) κ.λ.π. σε συνδυασμό και με άλλους μετατροπείς τύπου CONVERTERS μετατρέπουν αυτές τις πληροφορίες σε σήματα, τα οποία είναι κατάλληλα για τους σερβομηχανισμούς κάθε άξονα κίνησης της μηχανής ( π.χ. Χ, Υ, Ζ εάν πρόκειται για κέντρο κατεργασίας) της οποίας οι κινήσεις θέλουμε να ελεγχθούν. Τα συστήματα CNC κυμαίνονται από πολύ απλά έως αρκετά πολύπλοκα. Τα συστήματα σημειακού ελέγχου (point-to-point) χωρίς ανάδραση ( π.χ. ανοικτού βρόγχου ) είναι σχεδόν ανύπαρκτα σήμερα. Τα συστήματα συνεχούς ελέγχου της διαδρομής του κοπτικού εργαλείου(continuous path control) περιλαμβάνουν υπολογιστικά στοιχεία, όπως γραμμικούς και κυκλικούς παρεμβολείς (linearand circular interpolators) που επιτρέπουν τον υπολογισμό διαδοχικών σημείων 7
.")
8 ευθυγράμμων ή κυκλικών διαδρομών του κοπτικού εργαλείου, αρχίζοντας π.χ. στην περίπτωση της κυκλικής παρεμβολής με τα ελάχιστα απαιτούμενα δεδομένα, όπως το τελικό σημείο του τόξου και την ακτίνα καμπυλότητας (βλέπε Σχήμα 1.5). Τα συστήματα συνεχούς ελέγχου διαδρομής ονομάζονται και συστήματα ελέγχου μορφής (προφίλ) (Contouring Control). Σχήμα 1.5. Ένα παράδειγμα προγραμματισνμού μιας φρέζας CNC για την οπή ενός κύκλικού τόξου. Θα χρησιμοποιηθεί κυκλική παρεμβολή. Τα συστήματα κλειστού βρόγχου(closed loop) χρησιμοποιούν ανάδραση της θέσης και της πρόωσης του κοπτικού εργαλείου. Για να ελεγχθεί η δυναμική συμπεριφορά και η τελική θέση του εργαλειοφορέα ή τραπεζιού του τόρνου ή της φρέζας αντίστοιχα, χρησιμοποιείται μια ποικιλία συστημάτων «ελέγχου θέσης», αναλογικού ή ψηφιακού τύπου (βλέπε Σχήμα 1.6). 8
9 (α) Σχήμα 1.6. (α) Ένα τραπέζι μιας κατακόρυφης φρέζας CNC. (MAZATECH V-550). (β) Ένα εργαλειοφορείο τόρνου CNC. (SLANT TURN 28N&35N ATC MILL CENTER). (Courtesy of Yamazaki Machinery UK Ltd., Worcester, UK.). Τα Synchro Resolvers και Linear Inductive Scales (INDUCTOSYN) είναι μερικά συστήματα καθορισμού θέσης αναλογικού τύπου. Τα Rotary Pulsers και Linear Optical Scales περιέχονται μεταξύ των ψηφιακών συστημάτων καθορισμού θέσης. 9
10 Σε γενικές γραμμές τα συστήματα CNC βασίζουν τη λειτουργία τους στην αρχή του κλειστού βρόγχου, δηλ. ΣΑΕ με ανάδραση. Σε ένα σύστημα αυτοματισμού κλειστού βρόγχου υπάρχει και ένας αισθητήρας για να δηλώνει ανά πάσα στιγμή την ακριβή θέση του τμήματος της μηχανής που κινείται. Εάν εντοπισθεί ή ανιχνευτεί μία ανακρίβεια μεταξύ της θέσης πού το τμήμα της μηχανής που κινείται π.χ. το τραπέζι (βλέπε Σχήμα 1.7) έπρεπε να είναι και της θέσης πού πραγματικά βρίσκεται, η διάταξη ή το σύστημα ανίχνευσης δίνει εντολή στην μονάδα κίνησης να πραγματοποιήσει διορθωτική κίνηση, φέρνοντας το τραπέζι στην επιθυμητή (ακριβή) θέση. Στο σύστημα αυτοματισμού κλειστού βρόγχου, η εντολή που τροφοδοτείται στη μονάδα του αριθμητικού ελέγχου μπορεί να παρομοιασθεί με την εντολή εύρεσης ενός αρχείου μέσω της κεφαλής ενός σκληρού δίσκου του PC. Το σύστημα ανάδρασης της εργαλειομηχανής δηλώνει την πραγματική θέση του κινητού τμήματος της μηχανής. Αναλογικά λοιπόν και η κεφαλή του σκληρού δίσκου δίνει σήμα στο PC ότι έχει εντοπίσει το ζητούμενο αρχείο. Ο κινητήρας και το τραπέζι της εργαλειομηχανής αντιστοιχούν στα μέρη του σκληρού δίσκου ενός PC. Ο τομέας των ηλεκτρονικών έχει συμβάλει σημαντικά στην επιτυχημένη ανάπτυξη του Αριθμητικού Ελέγχου. Επίσης πρόσφατα άλματα στην ταχύτητα επεξεργασίας στοιχείων και στη αποθηκευτική ικανότητα των Η/Υ έχουν συντελέσει αποτελεσματικά στον υψηλό ρυθμό ανταλλασσόμενων πληροφοριών που απαιτούνται για την εφαρμογή της νέας τεχνολογίας ταχείας κοπής (High Speed Machining) στη παραγωγή. Διευκρινίζεται ότι έχουμε ταχεία κοπή όταν οι στροφές της ατράκτου της εργαλειομηχανής κυμαίνονται μεταξύ και RPM για κώνους #40. Για κώνους #50 οι στροφές είναι περίπου RPM. Αυτό όμως δεν είναι αρκετό για να έχουμε ταχεία κοπή. Χρειάζεται και γρήγορη πρόωση, δηλαδή πάνω από 1500 mm/min χωρίς απώλειες στην ακρίβεια της κατεργασίας. 10
11 Σχήμα 1.7. CNC φρέζα 3 αξόνων. Παρατηρείστε ότι δεν υπάρχει εργαλειοθήκη για την αυτόματη αλλαγή των εργαλείων, σε αντίθεση με τα κέντρα κατεργασίας που διαθέτουν εργαλειοθήκη για την αποθήκευση και ανά πάσα στιγμή χρησιμοποίηση διαφόρων τύπων εργαλείων, όπως τρυπάνια, κολαούζα κλπ. (MHA550). (Courtesy of OKK Corporation Japan). ΠΕΡΙΣΣΟΤΕΡΑ ΣΤΟΙΧΕΙΑ ΓΙΑ ΤΗΝ ΑΡΤ Όποιος θέλει μπορεί να αγοράσει την ΑΡΤ από τον οίκο: Houtzeel Manufacturing Systems, Inc Sudbury Road Suite 3 Concord, MA USA (fax) ahoutzeel@worldnet.att.net Σημείωση: Το παρόν σύγγραμμα είναι γραμμένο με τέτοιο τρόπο, που ακόμη και εάν ο αναγνώστης δε διαθέτει τη γλώσσα προγραμματισμού ΑΡΤ, μπορεί να εξασκηθεί στον προγραμματισμό της, επειδή το συγκεκριμένο θέμα αναπτύσσεται έτσι ώστε να μη δημιουργεί την προϋπόθεση για την αγορά της. 11
12 Σχήμα 1.8. Κέντρο κατεργασίας CNC 3 αξόνων. (MAZAK MAZATECH V-550.). (Courtesy of Yamazaki Machinery UK Ltd., Worcester, UK.). Σχήμα 1.9. CNC τόρνος 2 αξόνων. Ο τόρνος διαθέτει μία άτρακτο και ένα εργαλειοφορείο χωρίς να έχει τη δυνατότητα χρησιμοποίησης αυτοκινούμενων εργαλείων στο εργαλειοφορείο για κατεργασίες φρεζαρίσματος. (MAZAK SQT 28.). (Courtesy of Yamazaki Machinery UK Ltd., Worcester, UK.). 12
13 Σχήμα Κέντρο τόρνευσης CNC 6 αξόνων. Ο τόρνος διαθέτει 2 ατράκτους και 2 εργαλειοφορεία με δυνατότητα τοποθέτησης αυτοκινούμενων εργαλείων και στους δυο εργαλειοφορείς. (MAZAK MULTIPLEX 610.). (Courtesy of Yamazaki Machinery UK Ltd., Worcester, UK.) Συστήματα πρόσδεσης και φόρτωσης των προς κατεργασία αντικειμένων Εισαγωγή. Οι βασικές αρχές που διέπουν τα συστήματα αυτά, είναι οι ίδιες όπως κα στις συμβατικές εργαλειομηχανές. Το σύστημα πρόσδεσης των αντικειμένων πρέπει να συγκρατεί σταθερά το τεμάχιο και να είναι ευέλικτο, γρήγορο και εύκολο στη λειτουργία του. Οι διάφορες διατάξεις πρόσδεσης που εφαρμόζονται στις συμβατικές εργαλειομηχανές, όπως τσοκ, μέγγενη κ.λ.π., χρησιμοποιούνται και στις εργαλειομηχανές αριθμητικού ελέγχου. Η πρόσδεση μπορεί να γίνεται μηχανικά, υδραυλικά ή πνευματικά. Οι δύο τελευταίες μέθοδοι είναι πιο συνήθεις μ επειδή είναι πιο εύκολο να ρυθμιστούν μέσω του συστήματος αυτομάτου ελέγχου της εργαλειομηχανής, είναι πιο γρήγορες και εξασκούν μια ομοιόμορφη πίεση. Οι συμβατικές συσκευές πρόσδεσης χρησιμοποιούνται στις περιπτώσεις τεμαχίων με κανονική μορφή (τετράγωνο (τάκος), κυκλικό (άξονας) κ.λ.π.) ενώ για τα μη κανονικά τεμάχια χρησιμοποιούνται ειδικές ιδιοσυσκευές. 13

14 2.2.3.Σημασία της ακριβούς πρόσδεσης του τεμαχίου. Στις εργαλειομηχανές αριθμητικού ελέγχου επιβάλλεται το τεμάχιο να συγκρατείται στην αρχική θέση πρόσδεσης, χωρίς να κινείται καθόλου. Στις εργαλειομηχανές, τυχόν μετακίνηση δεν επιτρέπεται, κυρίως για λόγους ασφαλείας ενώ η μετακίνηση αυτή συνοδεύεται και με απώλεια της ακρίβειας της κατεργασίας. Πολλές φορές μερικές απλές αρχές, είναι δυνατόν να καταστήσουν ασφαλή τη μέθοδο συγκράτησης του τεμαχίου. Στο σχήμα 1.95 φαίνεται η πρόσδεση ενός τεμαχίου για φρεζάρισμα. Η πρώτη πρόσδεση είναι ανασφαλής, γιατί η πρόσδεση του τεμαχίου στηρίζεται στη δύναμη τριβής ενώ στη δεύτερη πρόσδεση η μετακίνηση του τεμαχίου είναι αδύνατη. Αντίστοιχα, στο σχήμα 1.96 φαίνεται η συγκράτηση ενός κυλινδρικού τεμαχίου στο τσοκ του τόρνου. Στην πρώτη περίπτωση η κίνηση του τεμαχίου είναι δυνατή, όταν η συνιστώσα της δύναμης κοπής, που είναι παράλληλη προς τον άξονα του τεμαχίου, γίνει μεγαλύτερη από τη δύναμη τριβής, μεταξύ του τσοκ και του τεμαχίου. Στη δεύτερη περίπτωση, η πίσω πλευρά του τσοκ, χρησιμοποιείται για να στηρίζει το τεμάχιο και έτσι η μετακίνησή του είναι αδύνατη. Σχήμα Δυο τρόποι πρόσδεσης κομματιών σε φρέζα. (α) ανασφαλής (β) ασφαλής. (Πηγή: CNC Machining and Programming. D. Gibbs and Th. M. Grandell και Εργαλειομηχανές N.C. & C.N.C., Ν. Μπιλάλη, Εκδόσεις ΙΩΝ). 14
. Η ακρίβεια απόδοσης των επιθυμητών διαστάσεων σε μια κατεργασία εξαρτάται από τον ορισμό των διαφόρων σημείων αναφοράς του τεμαχίου.")
15 Σχήμα Δυο τρόποι πρόσδεσης κομματιών σε τόρνο. (α) ανασφαλής (β) ασφαλής Πηγή: CNC Machining and Programming. D. Gibbs and Th. M. Grandell και Εργαλειομηχανές N.C. & C.N.C., Ν. Μπιλάλη, Εκδόσεις ΙΩΝ). Η ακρίβεια απόδοσης των επιθυμητών διαστάσεων σε μια κατεργασία εξαρτάται από τον ορισμό των διαφόρων σημείων αναφοράς του τεμαχίου. Εάν συνεπώς το τεμάχιο κινηθεί κατά τη διάρκεια της κατεργασίας, επειδή δεν υπάρχει κάποια μέθοδος μέτρησης των διαστάσεων κατά τη διάρκεια της κατεργασίας, η ακρίβεια απόδοσης αυτών δε θα επιτευχθεί. Στο σχήμα 1.97 (α), φαίνεται η κατεργασία ενός τεμαχίου σε μια φρέζα κα οι διαστάσεις Χ και Υ των διαφόρων λεπτομερειών κατεργασίας, τις οποίες ο προγραμματιστής έχει ορίσει για να συντάξει το πρόγραμμα του τεμαχίου. Ο χειριστής της εργαλειομηχανής πληροφορείται για το σημείο αρχής των αξόνων είτε από το χειρόγραφο που συνοδεύει κάθε πρόγραμμα είτε από μηνύματα που πιθανόν να περιέχονται στην ταινία του προγράμματος και παρουσιάζονται στην οθόνη της μονάδας ελέγχου. Συνεπώς, η συσκευή πρόσδεσης του τεμαχίου πρέπει να τοποθετηθεί κατά τέτοιο τρόπο, που να διευκολύνει τη σταθερή τοποθέτηση του τεμαχίου. Συνιστάται το σύστημα σύνδεσης να έχει κάποιο σημείο αναφοράς που να διευκολύνει την εύκολη και γρήγορη τοποθέτηση του τεμαχίου χωρίς σφάλματα (βλέπε Σχήνα 1.97 (δ) ). Εάν δεν έχει κάποιο τέτοιο σημείο αναφοράς, τότε ο χειριστής είναι πιθανόν να τοποθετήσει εσφαλμένα το τεμάχιο και να παίρνει διαφορετικές διαστάσεις κάθε φορά που παράγεται ένα τεμάχιο. Π.χ. το τεμάχιο του σχήματος 1.97(β) θα έχει διαφορετικές διαστάσεις από αυτό του σχήματος 1.97 (γ). 15
 σχέδιο κομματιών, β) αρχική πρόσδεση, γ) δεύτερη πρόσδεση, δ) η θέση πρόσδεσης")
16 Σχήμα Σχέση μεταξύ πρόσδεσης των κομματιών και των αντίστοιχων προγραμμάτων για κατεργασία σε φρέζα αριθμητικού ελέγχου: α) σχέδιο κομματιών, β) αρχική πρόσδεση, γ) δεύτερη πρόσδεση, δ) η θέση πρόσδεσης προσδιορίζεται μονοσήμαντα Πηγή: CNC Machining and Programming. D. Gibbs and Th. M. Grandell και Εργαλειομηχανές N.C. & C.N.C., Ν. Μπιλάλη, Εκδόσεις ΙΩΝ) Φορείς με πλέγμα. Για την τοποθέτηση και σύνδεση των τεμαχίων σε εργαλειομηχανές αριθμητικού ελέγχου (κέντρα κατεργασίας), χρησιμοποιούνται πάρα πολύ οι φορείς με πλέγμα. Ο φορέας αυτός αποτελείται από μια μεταλλική πλάκα από χάλυβα ή χυτοσίδηρο ή αλουμίνιο, που έχει διάφορες οπές διαταγμένες με πολύ μεγάλη ακρίβεια μεταξύ τους. Οι οπές αυτές μπορεί είτε να έχουν σπείρωμα είτε να είναι λείες ή κωνικές για να μπορούν να τοποθετηθούν διάφοροι πείροι που χρησιμοποιούνται για την πρόσδεση κα ασφάλιση ή το λοκάρισμα, όπως λέγεται καμιά φορά, του τεμαχίου. Αυτή η λέξη λοκάρισμα προέρχεται από τον Αγγλικό όρο locate. Κάθε οπή προσδιορίζεται χρησιμοποιώντας τις συντεταγμένες του πλέγματος (βλέπε Σχήμα 1.98). Ο φορέας αυτός προσαρμόζεται στο τραπέζι της εργαλειομηχανής (πολλές φορές μόνιμα) και επειδή ο προγραμματιστής γνωρίζει την ακριβή θέση κάθε οπής και τις ακριβείς διαστάσεις κάθε πείρου που χρησιμοποιείται για τη στερέωση του τεμαχίου, μπορεί να προσδιορίσει τα διάφορα σημεία αναφοράς για να γράψει το πρόγραμμα του τεμαχίου και να δώσει τις αντίστοιχες θέσεις στο χειριστή της εργαλειομηχανής. Συνεπώς, με τη χρήση αυτού του φορέα διευκολύνεται αρκετά ο χειριστής και δεν απαιτείται ειδικευμένο προσωπικό για τη ακριβή τοποθέτηση του τεμαχίου στην εργαλειομηχανή. 16
.")
17 Σχήμα Μορφή του φορέα σε πλέγμα. (Πηγή: CNC Machining and Programming. D. Gibbs and Th. M. Grandell και Εργαλειομηχανές N.C. & C.N.C., Ν. Μπιλάλη, Εκδόσεις ΙΩΝ). Πολύ συχνά, ιδιαίτερα στην περίπτωση της κατεργασία μικρών τεμαχίων σε εργαλειομηχανές με μεγάλο τραπέζι, φορτώνονται περισσότερα του ενός τεμάχια (βλέπε Σχήμα 1.98). Ο προγραμματιστής δεν χρειάζεται να γράψει ξεχωριστό πρόγραμμα για κάθε τεμάχιο, εφόσον πρόκειται για όμοια τεμάχια και το ίδιο πρόγραμμα χρησιμοποιείται για όλα αυτά με απλή μετατόπιση της αρχής των αξόνων( Zeroshift ). Σε σχετικά μεγάλα τεμάχια, δεν έχουμε άμεση πρόσδεση του τεμαχίου στο φορέα με το πλέγμα αλλά χρησιμοποιούνται ιδιοσυσκευές οι οποίες προσδένονται στο φορέα και το τεμάχιο στηρίζεται πάνω σε αυτές. Ο σχεδιασμός εν γένει των ιδιοσυσκευών πρόσδεσης των τεμαχίων είναι μια πού δύσκολη και ειδικευμένη εργασία και απαιτεί πολλή εμπειρία εκ μέρους του σχεδιαστή ιδιοσυσκευών πρόσδεσης (Tool Designer) 17
18 Σχήμα Τραπέζι κατεργασίας με τοποθετημένα περισσότερα του ενός κομμάτια για κατεργασία. (AMRO 89/2. Ausgabe 3/90. Spannhydraulik Nr. 6972). (Courtesy of AMRO). 18

19 3.ΠΑΡΟΥΣΙΑΣΗ ΜΗΧΑΝΗΣ 19
20 ΜΕΓΓΕΝΗ ΜΕ ΜΑΓΟΥΛΑ ΜΕΓΓΕΝΗ ΑΚΡΙΒΕΙΑΣ ΣΕΙΡΑΣ CHM ΜΕ SWIVEL BASE AND ANGLE VISES 20
21 ΜΕΓΓΕΝΗ ΜΕ ΜΑΓΟΥΛΑ KAI ΣΦΙΚΤΗΡΑ 21
22 3.1 ΠΑΡΟΥΣΙΑΣΗ ΔΟΚΙΜΙΩΝ ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 1 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 22
23 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 23
24 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 2 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 24
25 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 25
26 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 3 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 26
27 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 27
28 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 4 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 28
29 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 29

30 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 5 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 30
31 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 31

32 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 6 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 32
33 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 33
34 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 7 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 34
35 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 35
36 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 8 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 36
37 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 37

38 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 9 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 38
39 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 39
40 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 10 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 40
41 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 41
42 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 11 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 42
43 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 43

44 ΔΟΚΙΜΙΟ ΝΟΥΜΕΡΟ 12 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 44
45 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 45
46 4. ΠΑΡΟΥΣΙΑΣΗ ΦΑΣΕΟΛΟΓΙΩΝ ΦΑΣΕΟΛΟΓΙΟ -PROCESS PLANING- PART 1 ΟΝΟΜΑ ΔΟΚΙΜΙΟΥ : PART 1 ΔΙΑΣΤΑΣΕΙΣ ΠΡΩΤΗΣ ΥΛΗΣ : 325 X 200 X 47 MM ΔΙΑΣΤΑΣΕΙΣ ΔΟΚΙΜΙΟΥ : 310,26 X 172,19 X 40 MM ΑΡΙΘΜΟΣ ΦΑΣΕΩΝ ΚΑΤΕΡΓΑΣΙΑΣ : 2 ΕΡΓΑΛΕΙΟΜΗΧΑΝΗ ΚΕΝΤΡΟ ΚΑΤΕΡΓΑΣΙΑΣ CNC : ΤΡΙΑΞΟΝΙΚΟ ΕΡΓΑΛΕΙΑ ΣΥΓΚΡΑΤΗΣΗΣ ΔΟΚΙΜΙΟΥ : 3 σφιγκτήρες (φουρκέτες), 4 βίδες Allen, 3 πύροι συγκράτησης 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 46
47 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ
48 ΑΠΟΨΗ ΔΟΚΙΜΙΟΥ ΜΕΣΑ ΣΤΗΝ ΠΡΩΤΗ ΥΛΗ (ΓΥΑΛΙΝΟ ΚΟΥΤΙ) 48
49 ΕΠΙΦΑΝΕΙΑ ΔΑ ΕΠΙΦΑΝΕΙΑ Ν ΕΠΙΦΑΝΕΙΑ Π ΕΠΙΦΑΝΕΙΑ Η ΕΠΙΦΑΝΕΙΑ Ο ΕΠΙΦΑΝΕΙΑ Ε ΕΠΙΦΑΝΕΙΑ Α 8 ΕΠΙΦΑΝΕΙΑ Β ΕΠΙΦΑΝΕΙΑ Θ 9 1 ΕΠΙΦΑΝΕΙΑ Γ 10 1 ΕΠΙΦΑΝΕΙΑ Δ ΕΠΙΦΑΝΕΙΑ Ξ ΕΠΙΦΑΝΕΙΑ Λ 6 7 ΕΠΙΦΑΝΕΙΑ Ρ ΕΠΙΦΑΝΕΙΑ Ι ΕΠΙΦΑΝΕΙΑ Σ ΕΠΙΦΑΝΕΙΑ Μ ΕΠΙΦΑΝΕΙΑ Κ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΚΑΤΕΡΓΑΣΙΑΣ PART 1 49
50 1Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΩΝ Α-Ε-Μ-Γ-Ν ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Δ-ΔΑ-Λ-Μ-Ν-Ξ-Β ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Θ-Κ-Ξ μέχρι την μέση αφήνοντας «αυτάκια» συγκράτησης δοκιμίου πάνω στην πρώτη ύλη ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Η-Ι-Ο-Π-Ρ-Σ (Οπές μέχρι το μέσο του δοκιμίου) (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΚΟΚΚΙΝΟ) 50
51 2Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΤΟ ΔΟΚΙΜΙΟ ΓΥΡΙΖΕΙ ΚΑΘΡΕΦΤΗ ΚΑΙ ΤΑ ΒΗΜΑΤΑ ΤΗΣ ΚΑΤΕΡΓΑΣΙΑΣ ΕΙΝΑΙ ΠΑΝΟΜΟΙΟΤΥΠΑ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΩΝ Α-Ε-Μ-Γ-Ν ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Δ-ΔΑ-Λ-Μ-Ν-Ξ-Β ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Θ-Κ-Ξ μέχρι την μέση αφήνοντας «αυτάκια» συγκράτησης δοκιμίου πάνω στην πρώτη ύλη ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Η-Ι-Ο-Π-Ρ-Σ (Οπές μέχρι το μέσο του δοκιμίου) ΣΤΟ ΤΕΛΕΙΩΜΑ ΤΗΣ ΕΠΕΞΕΡΓΑΣΙΑΣ ΤΟΥ ΚΟΜΜΑΤΙΟΥ ΚΟΒΟΥΜΕ ΤΑ «ΑΥΤΑΚΙΑ» (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΚΟΚΚΙΝΟ) 51
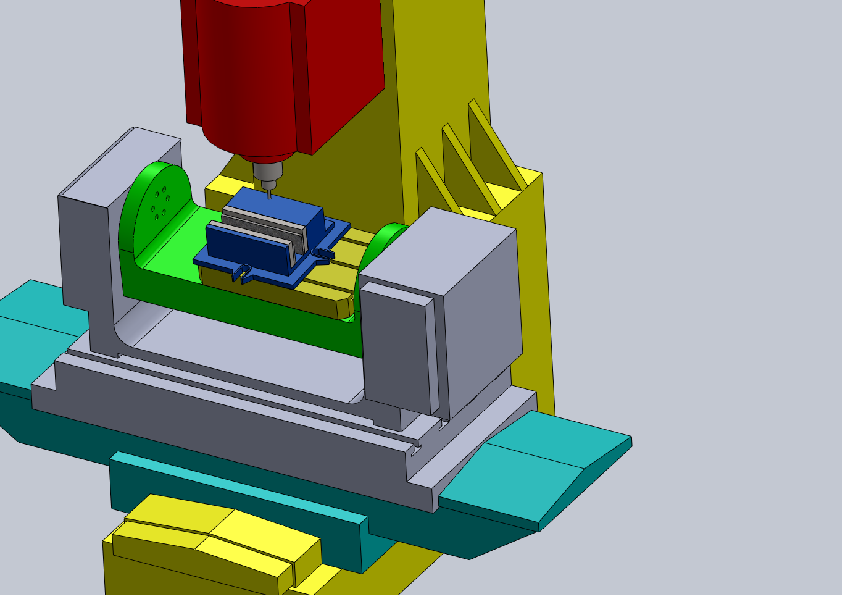
52 ΦΑΣΕΟΛΟΓΙΟ -PROCESS PLANING- PART 4 ΟΝΟΜΑ ΔΟΚΙΜΙΟΥ : PART 4 ΔΙΑΣΤΑΣΕΙΣ ΠΡΩΤΗΣ ΥΛΗΣ ΔΙΑΣΤΑΣΕΙΣ ΔΟΚΙΜΙΟΥ ΑΡΙΘΜΟΣ ΦΑΣΕΩΝ ΚΑΤΕΡΓΑΣΙΑΣ : 10 ΕΡΓΑΛΕΙΟΜΗΧΑΝΗ : 124 X 127 X 154 MM : 83,82 X 106,68 X 137,16 MM : ΤΡΙΑΞΟΝΙΚΟ ΚΕΝΤΡΟ ΚΑΤΕΡΓΑΣΙΑΣ CNC ΕΡΓΑΛΕΙΑ ΣΥΓΚΡΑΤΗΣΗΣ ΔΟΚΙΜΙΟΥ : 1 ΜΕΓΓΕΝΗ ΜΕ ΜΑΓΟΥΛΑ ΚΑΙ 3 ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ 45Χ58Χ100ΜΜ 48Χ83Χ100ΜΜ 60Χ80Χ100ΜΜ 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 52
53 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 53
54 ΑΠΟΨΗ ΔΟΚΙΜΙΟΥ ΜΕΣΑ ΣΤΗΝ ΠΡΩΤΗ ΥΛΗ (ΓΥΑΛΙΝΟ ΚΟΥΤΙ) 54
55 ΕΠΙΦΑΝΕΙΑ Α ΕΠΙΦΑΝΕΙΑ Δ ΕΠΙΦΑΝΕΙΑ Ι (ΠΙΣΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Β ΕΠΙΦΑΝΕΙΑ Ε ΕΠΙΦΑΝΕΙΑ ΙΑ (ΔΕΞΙΑ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Ο 1 ΕΠΙΦΑΝΕΙΑ Η ΕΠΙΦΑΝΕΙΑ Γ ΕΠΙΦΑΝΕΙΑ K (KATΩ ΠΛΕΥΡΑ) 4 6 ΕΠΙΦΑΝΕΙΑ Θ ΕΠΙΦΑΝΕΙΑ Ξ 8 ΕΠΙΦΑΝΕΙΑ Λ ΕΠΙΦΑΝΕΙΑ Ν ΕΠΙΦΑΝΕΙΑ Μ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΚΑΤΕΡΓΑΣΙΑΣ PART 4 55
56 1Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Α (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 56
57 2Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Μ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 57
58 3Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Ξ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ν ΟΠΗ ΣΤΑ 40ΜΜ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 58
59 4Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Λ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 59
60 5Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Ι ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Δ ΟΠΗ ΣΤΑ 40ΜΜ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 60
61 6Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ ΙΑ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 61
62 7Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΩΝ Β-Γ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ε-Η-Θ ΣΤΑ 28ΜΜ ΔΙΑΣΤΑΣΕΙΣ ΤΑΚΟΥ 48Χ83Χ100ΜΜ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) ΤΑ ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ ΧΡΩΜΑΤΟΣ ΚΙΤΡΙΝΟΥ 62
63 8Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΩΝ Ο ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Μ ΣΤΑ 38,20ΜΜ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ ΠΟΥ ΠΕΡΙΚΛΕΙΕΤΑΙ ΑΠΟ ΤΑ ΣΗΜΕΙΑ 4,7 ΔΙΑΣΤΑΣΕΙΣ ΠΡΩΤΟΥ ΤΑΚΟΥ 48Χ83Χ100ΜΜ ΚΑΙ ΔΕΥΤΕΡΟΥ ΤΑΚΟΥ 45Χ58Χ100 ΜΜ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) ΤΑ ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ ΧΡΩΜΑΤΟΣ ΚΙΤΡΙΝΟΥ 63
64 9Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Α 64
65 10Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΚΑΙ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Κ ΔΙΑΣΤΑΣΕΙΣ ΤΑΚΟΥ 60Χ80Χ99 ΜΜ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) ΤΑ ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ ΧΡΩΜΑΤΟΣ ΚΙΤΡΙΝΟΥ 65
66 ΦΑΣΕΟΛΟΓΙΟ -PROCESS PLANING- PART 5 ΟΝΟΜΑ ΔΟΚΙΜΙΟΥ : PART 5 ΔΙΑΣΤΑΣΕΙΣ ΠΡΩΤΗΣ ΥΛΗΣ ΔΙΑΣΤΑΣΕΙΣ ΔΟΚΙΜΙΟΥ ΑΡΙΘΜΟΣ ΦΑΣΕΩΝ ΚΑΤΕΡΓΑΣΙΑΣ : 11 ΕΡΓΑΛΕΙΟΜΗΧΑΝΗ : 135 X 182 X 210 MM : 125 X X 200 MM : ΤΡΙΑΞΟΝΙΚΟ ΚΕΝΤΡΟ ΚΑΤΕΡΓΑΣΙΑΣ CNC ΕΡΓΑΛΕΙΑ ΣΥΓΚΡΑΤΗΣΗΣ ΔΟΚΙΜΙΟΥ : 1 ΜΕΓΓΕΝΗ ΜΕ ΜΑΓΟΥΛΑ ΚΑΙ ΜΙΑ ΜΕΓΓΕΝΗ ΑΚΡΙΒΕΙΑΣ ΣΕΙΡΑΣ CHM ΜΕ SWIVEL BASE AND ANGLE VISES KAI 4 ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 66
67 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 67
68 ΑΠΟΨΗ ΔΟΚΙΜΙΟΥ ΜΕΣΑ ΣΤΗΝ ΠΡΩΤΗ ΥΛΗ (ΓΥΑΛΙΝΟ ΚΟΥΤΙ) 68
69 ΕΠΙΦΑΝΕΙΑ Θ ΕΠΙΦΑΝΕΙΑ Η ΕΠΙΦΑΝΕΙΑ Α ΕΠΙΦΑΝΕΙΑ Ζ ΕΠΙΦΑΝΕΙΑ Π ΕΠΙΦΑΝΕΙΑ Ι (ΠΙΣΩ ΠΛΕΥΡΑ) 1 ΕΠΙΦΑΝΕΙΑ Γ ΕΠΙΦΑΝΕΙΑ I ΕΠΙΦΑΝΕΙΑ Β ΕΠΙΦΑΝΕΙΑ P ΕΠΙΦΑΝΕΙΑ Δ 4 10 ΕΠΙΦΑΝΕΙΑ Ο ΕΠΙΦΑΝΕΙΑ Ε ΕΠΙΦΑΝΕΙΑ Λ 7 8 ΕΠΙΦΑΝΕΙΑ Z ΕΠΙΦΑΝΕΙΑ Μ ΕΠΙΦΑΝΕΙΑ Ν ΕΠΙΦΑΝΕΙΑ Κ (ΚΑΤΩ ΠΛΕΥΡΑ) ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΚΑΤΕΡΓΑΣΙΑΣ PART 7 69
70 1Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Κ 70
71 2Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΩΣ ΤΟ ΣΗΜΕΙΟ ΠΟΥ ΣΥΝΑΝΤΙΟΥΝΤΑΙ ΟΙ ΕΠΙΦΑΝΕΙΕΣ Θ-Ζ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 71
72 3Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Δ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Λ,Μ ΟΠΕΣ ΣΤΑ Χ ΜΜ 72
73 4Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Ε 73
74 5Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Ι 74
75 6Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΩΝ Α-Β ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Η,Θ ΟΠΗ ΣΤΑ Χ ΜΜ 75
76 7Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Κ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Λ,Μ ΟΠΕΣ ΣΤΑ Χ ΜΜ ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ 2 ΜΛΟΚ ΑΝΥΨΩΣΗΣ ΤΟ ΕΝΑ ΤΡΙΓΩΝΙΚΟ 81,54Χ100 ΜΜ 45ΜΟΙΡΩΝ ΚΑΙ ΤΟ ΔΕΥΤΕΡΟ ΜΕ ΠΑΤΟΥΡΑ ΔΙΑΣΤΑΣΕΩΝ 120Χ25Χ100ΜΜ 76
77 8Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ν FILLET 77
78 9Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ KAI ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Γ ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ ΜΛΟΚ ΑΝΥΨΩΣΗΣ 62Χ82Χ100 ΜΜ 78
79 10Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ο FILLET ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ ΜΛΟΚ ΑΝΥΨΩΣΗΣ 62Χ82Χ100 ΜΜ 79
80 11Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ζ ΜΕΓΑΛΟ FILLET ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ ΜΛΟΚ ΑΝΥΨΩΣΗΣ 70Χ82Χ100 ΜΜ 80
81 ΦΑΣΕΟΛΟΓΙΟ -PROCESS PLANING- PART 7 ΟΝΟΜΑ ΔΟΚΙΜΙΟΥ : PART 7 ΔΙΑΣΤΑΣΕΙΣ ΠΡΩΤΗΣ ΥΛΗΣ : 148 X 92 X 80 MM ΔΙΑΣΤΑΣΕΙΣ ΔΟΚΙΜΙΟΥ : 138 X 82 X 70 MM ΑΡΙΘΜΟΣ ΦΑΣΕΩΝ ΚΑΤΕΡΓΑΣΙΑΣ : 11 ΕΡΓΑΛΕΙΟΜΗΧΑΝΗ : ΤΡΙΑΞΟΝΙΚΟ ΚΕΝΤΡΟ ΚΑΤΕΡΓΑΣΙΑΣ CNC ΕΡΓΑΛΕΙΑ ΣΥΓΚΡΑΤΗΣΗΣ ΔΟΚΙΜΙΟΥ : 1 ΜΕΓΓΕΝΗ ΜΕ ΜΑΓΟΥΛΑ KAI 2 ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 81
82 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 82
83 ΑΠΟΨΗ ΔΟΚΙΜΙΟΥ ΜΕΣΑ ΣΤΗΝ ΠΡΩΤΗ ΥΛΗ (ΓΥΑΛΙΝΟ ΚΟΥΤΙ) 83
84 ΕΠΙΦΑΝΕΙΑ ΕΕ ΕΠΙΦΑΝΕΙΑ Ζ ΕΠΙΦΑΝΕΙΑ Δ ΕΠΙΦΑΝΕΙΑ Η (ΠΙΣΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Γ ΕΠΙΦΑΝΕΙΑ Ι ΕΠΙΦΑΝΕΙΑ Α ΕΠΙΦΑΝΕΙΑ B ΕΠΙΦΑΝΕΙΑ Θ ΕΠΙΦΑΝΕΙΑ Κ (ΠΙΣΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ ΛΛ ΕΠΙΦΑΝΕΙΑ Π (ΚΑΤΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ ΞΞ ΕΠΙΦΑΝΕΙΑ Ν ΕΠΙΦΑΝΕΙΑ ΜΜ ΕΠΙΦΑΝΕΙΑ Ο (ΚΑΤΩ ΠΛΕΥΡΑ) ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΚΑΤΕΡΓΑΣΙΑΣ PART 7 84
85 1Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ ΕΕ 85
86 2Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ ΠΠ 86
87 3Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Θ 87
88 4Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ ΘΘ 88
89 5Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Β ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Μ ΟΠΕΣ ΣΤΑ 30ΜΜ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Λ FILLET ΣΤΑ 30ΜΜ 89
90 6Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Κ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ ΜΜ ΟΠΕΣ ΣΤΑ 30ΜΜ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ ΛΛ FILLET ΣΤΑ 30ΜΜ 90
91 7Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Ο 91
92 8Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Α-Γ-Δ-Ι ΣΤΑ 35ΜΜ ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ 33Χ68Χ100 ΜΜ 92
93 9Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Α-Γ-Δ-Ι ΣΤΑ 35ΜΜ 93
94 10Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ζ ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ 82Χ82Χ100 ΜΜ 94
95 11Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΤΗΣ ΕΠΙΦΑΝΕΙΑΣ ΠΟΥ ΠΕΡΙΚΛΕΙΕΤΑΙ ΑΠΟ ΤΑ ΣΗΜΕΙΑ
96 ΦΑΣΕΟΛΟΓΙΟ -PROCESS PLANING- PART 8 ΟΝΟΜΑ ΔΟΚΙΜΙΟΥ : PART 8 ΔΙΑΣΤΑΣΕΙΣ ΠΡΩΤΗΣ ΥΛΗΣ : 85 X 99 X 145 MM ΔΙΑΣΤΑΣΕΙΣ ΔΟΚΙΜΙΟΥ : 75 X 89 X 135 MM ΑΡΙΘΜΟΣ ΦΑΣΕΩΝ ΚΑΤΕΡΓΑΣΙΑΣ : 11 ΕΡΓΑΛΕΙΟΜΗΧΑΝΗ : ΤΡΙΑΞΟΝΙΚΟ ΚΕΝΤΡΟ ΚΑΤΕΡΓΑΣΙΑΣ CNC ΕΡΓΑΛΕΙΑ ΣΥΓΚΡΑΤΗΣΗΣ ΔΟΚΙΜΙΟΥ : 1 ΜΕΓΓΕΝΗ ΜΕ ΜΑΓΟΥΛΑ KAI 3 ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 96
97 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 97
")
98 ΑΠΟΨΗ ΔΟΚΙΜΙΟΥ ΜΕΣΑ ΣΤΗΝ ΠΡΩΤΗ ΥΛΗ (ΓΥΑΛΙΝΟ ΚΟΥΤΙ) 98
99 ΕΠΙΦΑΝΕΙΑ Κ (ΠΙΣΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Λ (ΠΙΣΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Α ΕΠΙΦΑΝΕΙΑ Α 1 ΕΠΙΦΑΝΕΙΑ Β 2 ΕΠΙΦΑΝΕΙΑ Δ ΕΠΙΦΑΝΕΙΑ Γ ΕΠΙΦΑΝΕΙΑ Ε ΕΠΙΦΑΝΕΙΑ Μ (ΚΑΤΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Ζ 8 16 ΕΠΙΦΑΝΕΙΑ Ν (ΚΑΤΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Η ΕΠΙΦΑΝΕΙΑ Ι ΕΠΙΦΑΝΕΙΑ Θ 99
100 1Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Α (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 100
101 2Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Ν (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 101
102 3Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Γ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 102
103 4Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ι ΛΟΥΚΙ ΔΙΑΣΤΑΣΕΩΝ 21Χ20ΜΜ ΣΤΑ 75 ΜΜ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 103
104 5Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Ε (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 104
105 6Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Δ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 105
106 7Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Λ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 106
107 8Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Η-Θ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ζ ΣΤΑ 35ΜΜ ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ ΜΛΟΚ ΑΝΥΨΩΣΗΣ 29Χ65Χ100 ΜΜ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 107
108 9Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Α-Δ (ΟΠΗ, FILLET) ΣΤΑ 30ΜΜ ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ ΜΛΟΚ ΑΝΥΨΩΣΗΣ 30Χ89Χ89 ΜΜ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 108
109 10Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Μ 109
110 11Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Β FILLET ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ ΜΛΟΚ ΑΝΥΨΩΣΗΣ 61Χ80Χ100 ΜΜ 110
111 ΦΑΣΕΟΛΟΓΙΟ -PROCESS PLANING- PART 9 ΟΝΟΜΑ ΔΟΚΙΜΙΟΥ : PART 9 ΔΙΑΣΤΑΣΕΙΣ ΠΡΩΤΗΣ ΥΛΗΣ : 155 X 100 X 82 MM ΔΙΑΣΤΑΣΕΙΣ ΔΟΚΙΜΙΟΥ : 145 X 90 X 72 MM ΑΡΙΘΜΟΣ ΦΑΣΕΩΝ ΚΑΤΕΡΓΑΣΙΑΣ : 8 ΕΡΓΑΛΕΙΟΜΗΧΑΝΗ : ΤΡΙΑΞΟΝΙΚΟ ΚΕΝΤΡΟ ΚΑΤΕΡΓΑΣΙΑΣ CNC ΕΡΓΑΛΕΙΑ ΣΥΓΚΡΑΤΗΣΗΣ ΔΟΚΙΜΙΟΥ : 1 ΜΕΓΓΕΝΗ ΜΕ ΜΑΓΟΥΛΑ ΚΑΙ 1 ΜΠΛΟΚ ΑΝΥΨΩΣΗΣ 29Χ65Χ100 ΜΜ 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 111
112 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 112
")
113 ΑΠΟΨΗ ΔΟΚΙΜΙΟΥ ΜΕΣΑ ΣΤΗΝ ΠΡΩΤΗ ΥΛΗ (ΓΥΑΛΙΝΟ ΚΟΥΤΙ) 113
114 ΕΠΙΦΑΝΕΙΑ Λ (ΠΙΣΩ ΠΛΕΥΡΑ) 1 ΕΠΙΦΑΝΕΙΑ Α ΕΠΙΦΑΝΕΙΑ Θ ΕΠΙΦΑΝΕΙΑ Ι ΕΠΙΦΑΝΕΙΑ Β ΕΠΙΦΑΝΕΙΑ Κ (ΠΙΣΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Γ ΕΠΙΦΑΝΕΙΑ Η ΕΠΙΦΑΝΕΙΑ Δ ΕΠΙΦΑΝΕΙΑ Ε ΕΠΙΦΑΝΕΙΑ Μ (ΚΑΤΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Ζ ΕΠΙΦΑΝΕΙΑ Ν (ΚΑΤΩ ΠΛΕΥΡΑ) ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΚΑΤΕΡΓΑΣΙΑΣ PART 9 114
115 1Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Μ (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΓΚΡΙ) 115
116 2Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Α 116
117 3Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Κ 117
118 4Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Η 118
119 5Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Κ (ΠΙΣΩ ΠΛΕΥΡΑ) 119
120 6Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Β ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Γ,Δ,Ε ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ζ (ΟΠΗ ΜΕΧΡΙ ΤΟ ΜΕΣΟ ΤΟΥ ΚΟΜΜΑΤΙΟΥ) 120
121 7Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΕΠΕΞΕΡΓΑΣΙΑ ΑΝΟΙΧΤΗΣ ΚΟΙΛΟΤΗΤΑΣ ΣΤΗΝ ΕΠΙΦΑΝΕΙΑ Ν ΠΟΥ ΠΕΡΙΚΛΕΙΕΤΑΙ ΣΤΑ ΣΗΜΕΙΑ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΑΣ Ι ΚΟΙΛΟΤΗΤΑΣ ΠΟΥ ΠΕΡΙΚΛΕΙΕΤΑΙ ΚΑΙ ΣΤΑ ΣΗΜΕΙΑ ΜΕΧΡΙ ΤΟ ΜΕΣΟΝ ΤΟΥ ΚΟΜΜΑΤΙΟΥ 121
122 8Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Θ ΜΕ ΤΗΝ ΒΟΗΘΕΙΑ ΜΛΟΚ ΑΝΥΨΩΣΗΣ 29Χ65Χ100 ΜΜ 122
123 ΦΑΣΕΟΛΟΓΙΟ -PROCESS PLANING- PART12 ΟΝΟΜΑ ΔΟΚΙΜΙΟΥ : PART 12 ΔΙΑΣΤΑΣΕΙΣ ΠΡΩΤΗΣ ΥΛΗΣ : 325 X 200 X 47 MM ΔΙΑΣΤΑΣΕΙΣ ΔΟΚΙΜΙΟΥ : 100 X 300 X 35 MM ΑΡΙΘΜΟΣ ΦΑΣΕΩΝ ΚΑΤΕΡΓΑΣΙΑΣ : 2 ΕΡΓΑΛΕΙΟΜΗΧΑΝΗ : ΤΡΙΑΞΟΝΙΚΟ ΚΕΝΤΡΟ ΚΑΤΕΡΓΑΣΙΑΣ CNC ΕΡΓΑΛΕΙΑ ΣΥΓΚΡΑΤΗΣΗΣ ΔΟΚΙΜΙΟΥ : 3 σφιγκτήρες (φουρκέτες), 4 βίδες Allen, 3 πύροι συγκράτησης 3D ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 123
124 ΚΑΤΑΣΚΕΥΑΣΤΙΚΟ ΣΧΕΔΙΟ ΔΟΚΙΜΙΟΥ 124
125 ΑΠΟΨΗ ΔΟΚΙΜΙΟΥ ΜΕΣΑ ΣΤΗΝ ΠΡΩΤΗ ΥΛΗ (ΓΥΑΛΙΝΟ ΚΟΥΤΙ) 125
126 ΕΠΙΦΑΝΕΙΑ Ε ΕΠΙΦΑΝΕΙΑ Η ΕΠΙΦΑΝΕΙΑ Λ (ΠΙΣΩ ΠΛΕΥΡΑ) 14 ΕΠΙΦΑΝΕΙΑ Μ (ΠΙΣΩ ΠΛΕΥΡΑ) ΕΠΙΦΑΝΕΙΑ Θ ΕΠΙΦΑΝΕΙΑ Κ 4 8 ΕΠΙΦΑΝΕΙΑ Β ΕΠΙΦΑΝΕΙΑ Γ 11 ΕΠΙΦΑΝΕΙΑ Δ ΕΠΙΦΑΝΕΙΑ Α 6 ΕΠΙΦΑΝΕΙΑ Κ (ΚΑΤΩ ΠΛΕΥΡΑ) ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΚΑΤΕΡΓΑΣΙΑΣ PART

127 1Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΩΝ Α-Β-Γ-Δ-Ε-Κ-Η-Θ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ A-Λ-Μ μέχρι την μέση αφήνοντας «αυτάκια» συγκράτησης δοκιμίου πάνω στην πρώτη ύλη (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΚΟΚΚΙΝΟ) 127
128 2Η ΦΑΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΠΕΡΙΓΡΑΦΗ ΦΑΣΗΣ ΤΟ ΔΟΚΙΜΙΟ ΓΥΡΙΖΕΙ ΚΑΘΡΕΦΤΗ ΞΕΧΟΝΔΡΙΣΜΑ ΕΠΙΦΑΝΕΙΑΣ Κ ΕΠΕΞΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ A-Λ-Μ μέχρι την μέση αφήνοντας «αυτάκια» συγκράτησης δοκιμίου πάνω στην πρώτη ύλη (ΟΙ ΚΑΤΕΡΓΑΣΜΕΝΕΣ ΕΠΙΦΑΝΕΙΕΣ ΕΙΝΑΙ ΧΡΩΜΑΤΟΣ ΚΟΚΚΙΝΟ) 128
129 5.ΣΥΜΠΕΡΑΣΜΑΤΑ Η επιλογή του συγκεκριμένου θέματος ήταν κατόπιν ωρίμου σκέψεως και φυσικά ήταν μία πρόκληση ο σχεδιασμός ενός τέτοιου εγχειρήματος κομμάτι κομμάτι από το σύνολο ενός αεροσκάφους. Οι γνώσεις οι οποίες έλαβα από την σχολή αλλά και μετέπειτα από την καθημερινή μου εντριβή με το πρόγραμμα σε χώρο εργασίας που έχει άμμεση επαφή με τον σχεδιαστικό και κατασκευαστικό τομέα, συντέλεσαν έτσι ώστε να αποχτήσω μία σχετική εμπειρία η οποία ομολογουμένως μου έδωσε την αίσθηση της σιγουριάς έτσι ώστε να επιλέξω το συγκεκριμένο θέμα και να προσπαθήσω να ανταπεξέλθω στις αυξημένες απαιτήσεις του. Από τον σχεδιασμό των φασεολογίων παρατηρήθηκε ότι χρειάζεται μεγάλη προσοχή στην επιλογή των φάσεων κατεργασίας του εκάστωτε κομματιού καθώς και στην επιλογή των επιφανειών διαδοχικά έτσι ώστε να έχουμε το καλύτερο δυνατό αποτέλεσμα απασχολώντας όσο το δυνατόν λιγότερες ιδιοσυσκευές συγκράτησης και να έχουμε λιγότερο χρόνο απασχόλησης της εργαλειομηχανής για να είναι παραγωγικά τα κομμάτια. Μετά την διαδικασία του σχεδιασμού πρέπει να κάνουμε σωστή επιλογή της πρώτης ύλης και των φασεολογίων για να είναι ευκολότερος ο προγραμματισμός της εργαλειομηχανής και το κάθε κομμάτι παραγωγικό και με το λιγότερο πιθανό κόστος. Συνοψίζοντας, για την εκπόνηση της εργασίας χρειάζονται θεμελιώδεις γνώσεις σχεδιασμού καθώς και μία σχετική εμπειρία στο παραγωγικό κομμάτι του κατασκευαστικού τομέα. Η παραπάνω εργασία θα μπορούσε να γίνει παράδειγμα για μελέτη και συνεισφορά στο έργο άλλων μελετητών της μηχανολογίας. Η εν λόγω εργασία με βοήθησε να εμβριθύνω στον τρισδιάστατο σχεδιασμό μοντέλων καθώς και στην επινόηση νέων τρόπων παραγωγής που προκύπτουν από την χρήση αυτού του τύπου εργαλειομηχανής. Η περεταίρω χρήση τέτοιων πρακτικών στο μέλλον, πιστέυω πως θα καταστεί πολύτιμη για την περαιτέρω έρευνα και ανάπτυξη μηχανολογικών εφαρμογών.
130 6.ΒΙΒΛΙΟΓΡΑΦΙΑ Σκιττίδης Φιλήμων Χ. «Βασικές αρχές αριθμητικού ελέγχου και προγραμματισμού εργαλειομηχανών CNC» ΤόμοςΑ Σύγχρονη Εκδοτική 2003 Αθήνα 130
Εργαλειομηχανές CNC. Εισαγωγή στις κατεργασίες
 Εισαγωγή Εισαγωγή στις κατεργασίες Κατεργασία H διαδικασία κατά την οποία εφαρμόζονται φορτίσεις μέσω συσκευών, μηχανών και εργαλείων, ώστε μία αρχική άμορφη μάζα υλικού να παραμορφωθεί πλαστικά και να
Εισαγωγή Εισαγωγή στις κατεργασίες Κατεργασία H διαδικασία κατά την οποία εφαρμόζονται φορτίσεις μέσω συσκευών, μηχανών και εργαλείων, ώστε μία αρχική άμορφη μάζα υλικού να παραμορφωθεί πλαστικά και να
Μηχανουργικές κατεργασίες με χρήση Η/Υ για βιομηχανική παραγωγή
 Προγραμματισμός Εργαλειομηχανών CNC Ο προγραμματισμός για την κατεργασία ενός τεμαχίου σε εργαλειομηχανή, με ψηφιακή καθοδήγηση, γίνεται με τον κώδικα μηχανής. Πρόκειται για μια σειρά τυποποιημένων εντολών,
Προγραμματισμός Εργαλειομηχανών CNC Ο προγραμματισμός για την κατεργασία ενός τεμαχίου σε εργαλειομηχανή, με ψηφιακή καθοδήγηση, γίνεται με τον κώδικα μηχανής. Πρόκειται για μια σειρά τυποποιημένων εντολών,
ΘΕΜΑ ΠΤΥΧΙΑΚΗΣ ΕΡΓΑΣΙΑΣ
 ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΤ. ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΤΟΜΕΑΣ ΚΑΤΑΣΚΕΥΑΣΤΙΚΟΣ ΘΕΜΑ ΠΤΥΧΙΑΚΗΣ ΕΡΓΑΣΙΑΣ ΑΝΑΠΤΥΞΗ XLS ΓΙΑ ΤΟΝ ΥΠΟΛΟΓΙΣΜΟ ΤΩΝ ΣΥΝΤΕΤΑΓΜΕΝΩΝ ΤΩΝ
ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΤ. ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΤΟΜΕΑΣ ΚΑΤΑΣΚΕΥΑΣΤΙΚΟΣ ΘΕΜΑ ΠΤΥΧΙΑΚΗΣ ΕΡΓΑΣΙΑΣ ΑΝΑΠΤΥΞΗ XLS ΓΙΑ ΤΟΝ ΥΠΟΛΟΓΙΣΜΟ ΤΩΝ ΣΥΝΤΕΤΑΓΜΕΝΩΝ ΤΩΝ
Eur.Ing. Δρ. Φ. Σκιττίδης ΠΕΡΙΕΧΟΜΕΝΑ
 Eur.Ing. Δρ. Φ. Σκιττίδης ΠΕΡΙΕΧΟΜΕΝΑ xi ΚΕΦΑΛΑΙΟ 1 ΣΥΣΤΗΜΑΤΑ ΚΑΤΕΡΓΑΣΙΑΣ (ή ΜΕΤΑΠΟΙΗΣΗΣ ή ΠΑΡΑΓΩΓΗΣ) ΜΕ Η/Υ (COMPUTER AIDED MANUFACTURING SYSTEMS CAM) 1.1 Ιστορικό 1 1.2 Μηχανές με αριθμητικό έλεγχο (Numerically
Eur.Ing. Δρ. Φ. Σκιττίδης ΠΕΡΙΕΧΟΜΕΝΑ xi ΚΕΦΑΛΑΙΟ 1 ΣΥΣΤΗΜΑΤΑ ΚΑΤΕΡΓΑΣΙΑΣ (ή ΜΕΤΑΠΟΙΗΣΗΣ ή ΠΑΡΑΓΩΓΗΣ) ΜΕ Η/Υ (COMPUTER AIDED MANUFACTURING SYSTEMS CAM) 1.1 Ιστορικό 1 1.2 Μηχανές με αριθμητικό έλεγχο (Numerically
ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ (Α.Ε.Ι. ΠΕΙΡΑΙΑ Τ.Τ) ΤΜΗΜΑ MHXΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ
 ΤΜΗΜΑ MHXΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ") ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ (Α.Ε.Ι. ΠΕΙΡΑΙΑ Τ.Τ) ΤΜΗΜΑ MHXΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΣΧΕΔΙΑΣΗ ΜΕΣΑΙΟΥ ΜΕΓΕΘΟΥΣ ΙΔΙΟΣΥΣΚΕΥΩΝ ΣΥΓΚΡΑΤΗΣΗΣ ΕΞΑΡΤΗΜΑΤΩΝ ΓΙΑ ΜΗΧΑΝΟΥΡΓΙΚΕΣ
ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ (Α.Ε.Ι. ΠΕΙΡΑΙΑ Τ.Τ) ΤΜΗΜΑ MHXΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΣΧΕΔΙΑΣΗ ΜΕΣΑΙΟΥ ΜΕΓΕΘΟΥΣ ΙΔΙΟΣΥΣΚΕΥΩΝ ΣΥΓΚΡΑΤΗΣΗΣ ΕΞΑΡΤΗΜΑΤΩΝ ΓΙΑ ΜΗΧΑΝΟΥΡΓΙΚΕΣ
ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Δημιουργία 12 ασκήσεων ΜΗΧΑΝΟΥΡΓΕΙΟΥ CNC με την βοήθεια του λογισμικού AUTOCAD
 Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Δημιουργία 12 ασκήσεων ΜΗΧΑΝΟΥΡΓΕΙΟΥ CNC με την βοήθεια του λογισμικού AUTOCAD Σπουδαστές: Κίτσος Χαράλαμπος Α.Μ. 41837 Τσολάκης
Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Δημιουργία 12 ασκήσεων ΜΗΧΑΝΟΥΡΓΕΙΟΥ CNC με την βοήθεια του λογισμικού AUTOCAD Σπουδαστές: Κίτσος Χαράλαμπος Α.Μ. 41837 Τσολάκης
Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC
 Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC Ιστορία Κύρια μέρη Εργαλειομηχανών Αρχές CNC Γ.Βοσνιάκος- ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Εισαγωγή στις εργαλειομηχανές CNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης
Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC Ιστορία Κύρια μέρη Εργαλειομηχανών Αρχές CNC Γ.Βοσνιάκος- ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Εισαγωγή στις εργαλειομηχανές CNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης
Φρεζάρισμα. Με το φρεζάρισμα μπορούμε να κατεργαστούμε επίπεδες ή καμπύλες επιφάνειες, εσοχές, αυλάκια ακόμα και οδοντωτούς τροχούς.
 ΦΡΕΖΕΣ ΦΡΕΖΕΣ Είναι εργαλειομηχανές αφαίρεσης υλικού από διάφορες εργασίες με μηχανική κοπή. Η κατεργασία διαμόρφωσης των μεταλλικών υλικών στη φρέζα, ονομάζεται φρεζάρισμα. Φρεζάρισμα Με το φρεζάρισμα
ΦΡΕΖΕΣ ΦΡΕΖΕΣ Είναι εργαλειομηχανές αφαίρεσης υλικού από διάφορες εργασίες με μηχανική κοπή. Η κατεργασία διαμόρφωσης των μεταλλικών υλικών στη φρέζα, ονομάζεται φρεζάρισμα. Φρεζάρισμα Με το φρεζάρισμα
ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ CNC 1
 ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ 1 ΟΡΙΣΜΟΣ Οι εργαλειομηχανές με αριθμητικό προγραμματισμό εργασίας, γνωστές ως, (Computer Numerically Controlled), είναι μηχανήματα που ελέγχονται από ηλεκτρονικούς υπολογιστές. Τα μηχανήματα
ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ 1 ΟΡΙΣΜΟΣ Οι εργαλειομηχανές με αριθμητικό προγραμματισμό εργασίας, γνωστές ως, (Computer Numerically Controlled), είναι μηχανήματα που ελέγχονται από ηλεκτρονικούς υπολογιστές. Τα μηχανήματα
Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC
 Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC Ιστορία Κύρια μέρη Εργαλειομηχανών Αρχές CNC Γ.Βοσνιάκος- ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Εισαγωγή στις εργαλειομηχανές CNC 1 Ιστορία -1 1949-1952 από J. Parsons - ΜΙΤ εφεύρεση
Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC Ιστορία Κύρια μέρη Εργαλειομηχανών Αρχές CNC Γ.Βοσνιάκος- ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Εισαγωγή στις εργαλειομηχανές CNC 1 Ιστορία -1 1949-1952 από J. Parsons - ΜΙΤ εφεύρεση
Μηχανουργικές Κατεργασίες. Τόρνευση- Φασεολόγιο. Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός
 Μηχανουργικές Κατεργασίες Τόρνευση- Φασεολόγιο Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός Κατεργασία κοπής με τόρνο Κατεργασία κοπής με τόρνο Αρχικοί έλεγχοι λειτουργίας
Μηχανουργικές Κατεργασίες Τόρνευση- Φασεολόγιο Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός Κατεργασία κοπής με τόρνο Κατεργασία κοπής με τόρνο Αρχικοί έλεγχοι λειτουργίας
Μηχανουργικές Κατεργασίες. Τόρνευση. Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός
 Μηχανουργικές Κατεργασίες Τόρνευση Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός ΓΕΝΙΚΑ Με τη τόρνευση κατεργάζονται κομμάτια συμμετρικά εκ περιστροφής με κατά κανόνα κυκλική
Μηχανουργικές Κατεργασίες Τόρνευση Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός ΓΕΝΙΚΑ Με τη τόρνευση κατεργάζονται κομμάτια συμμετρικά εκ περιστροφής με κατά κανόνα κυκλική
Συμβατικός προγραμματισμός κέντρων κατεργασιών CNC
 Συμβατικός προγραμματισμός κέντρων κατεργασιών CNC Αρχές προγραμματισμού Τυποποιημένες εντολές Μη τυποποιημένες εντολές Φασεολόγια Εργαλεία Γ.Βοσνιάκος-2014 Προγραμματισμός κέντρων κατεργασιών Άδεια Χρήσης
Συμβατικός προγραμματισμός κέντρων κατεργασιών CNC Αρχές προγραμματισμού Τυποποιημένες εντολές Μη τυποποιημένες εντολές Φασεολόγια Εργαλεία Γ.Βοσνιάκος-2014 Προγραμματισμός κέντρων κατεργασιών Άδεια Χρήσης
ΑΕΙ ΠΕΙΡΑΙΑ ΤΤ. Σχολή Τεχνολογικών Εφαρμογών Τμήμα : Μηχανολόγων Μηχανικών ΤΕ. Πτυχιακή Εργασία
 ΑΕΙ ΠΕΙΡΑΙΑ ΤΤ Σχολή Τεχνολογικών Εφαρμογών Τμήμα : Μηχανολόγων Μηχανικών ΤΕ Πτυχιακή Εργασία Σχεδίαση τριών εως πέντε μικρού μεγέθους εξαρτημάτων αεροσκάφους και δημιουργία με το Inventor των αντίστοιχων
ΑΕΙ ΠΕΙΡΑΙΑ ΤΤ Σχολή Τεχνολογικών Εφαρμογών Τμήμα : Μηχανολόγων Μηχανικών ΤΕ Πτυχιακή Εργασία Σχεδίαση τριών εως πέντε μικρού μεγέθους εξαρτημάτων αεροσκάφους και δημιουργία με το Inventor των αντίστοιχων
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2009
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2009 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία Ημερομηνία
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2009 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία Ημερομηνία
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
Οριζόντιο κέντρο τόρνευσης. Tυπικές εργαλειομηχανές CNC. Κέντρο τόρνευσης χαρακτηριστικά Ι. Κάθετο κέντρο τόρνευσης 13/10/2014
 Οριζόντιο κέντρο τόρνευσης Tυπικές εργαλειομηχανές CNC Κέντρα τόρνευσης Κέντρα κατεργασιών Κέντρα διαμόρφωσης ελάσματος CMM RP-RM Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Τυπικές εργαλειομηχανές CNC 1 Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ
Οριζόντιο κέντρο τόρνευσης Tυπικές εργαλειομηχανές CNC Κέντρα τόρνευσης Κέντρα κατεργασιών Κέντρα διαμόρφωσης ελάσματος CMM RP-RM Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Τυπικές εργαλειομηχανές CNC 1 Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι
 ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
Επισκόπηση εργαλειομηχανών κοπής. Τόρνος Φρέζα Δράπανο Λειαντικό Συγκρότηση Λειτουργία Εργαλεία
 Επισκόπηση εργαλειομηχανών κοπής Τόρνος Φρέζα Δράπανο Λειαντικό Συγκρότηση Λειτουργία Εργαλεία Δεκ-09 Γ.Βοσνιάκος Εργαλειομηχανές κοπής - ΕΜΤ Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative
Επισκόπηση εργαλειομηχανών κοπής Τόρνος Φρέζα Δράπανο Λειαντικό Συγκρότηση Λειτουργία Εργαλεία Δεκ-09 Γ.Βοσνιάκος Εργαλειομηχανές κοπής - ΕΜΤ Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
Συμβατικός προγραμματισμός CNC. κέντρα τόρνευσης
 Συμβατικός προγραμματισμός CNC κέντρα τόρνευσης Κέντρα τόρνευσης Δομή προγράμματος Αρχές προγραμματισμού Τυποποιημένες εντολές Παραδείγματα Γ.Βοσνιάκος-2013 Συμβατικός προγραμματισμός CNC Άδεια Χρήσης
Συμβατικός προγραμματισμός CNC κέντρα τόρνευσης Κέντρα τόρνευσης Δομή προγράμματος Αρχές προγραμματισμού Τυποποιημένες εντολές Παραδείγματα Γ.Βοσνιάκος-2013 Συμβατικός προγραμματισμός CNC Άδεια Χρήσης
7.2. ΤΟΡΝΟΙ. Σχήμα 111
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 109 7.2. ΤΟΡΝΟΙ Ο τόρνος είναι ιστορικά η αρχαιότερη ίσως εργαλειομηχανή που χρησιμοποίησε ο άνθρωπος, προερχόμενη κατά πάσα πιθανότητα από τον τροχό του αγγειοπλάστη. Στο σχήμα
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 109 7.2. ΤΟΡΝΟΙ Ο τόρνος είναι ιστορικά η αρχαιότερη ίσως εργαλειομηχανή που χρησιμοποίησε ο άνθρωπος, προερχόμενη κατά πάσα πιθανότητα από τον τροχό του αγγειοπλάστη. Στο σχήμα
Λυμένες ασκήσεις εργαλειομηχανών CNC (φρέζας, τόρνου) με χρήση προγραμματισμού G,M Για εκπαιδευτικούς σκοπούς
 με χρήση προγραμματισμού G,M Για εκπαιδευτικούς σκοπούς") ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. Λυμένες ασκήσεις εργαλειομηχανών CNC (φρέζας, τόρνου) με χρήση προγραμματισμού G,M Για εκπαιδευτικούς σκοπούς ΠΤΥΧΙΑΚΗ
ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. Λυμένες ασκήσεις εργαλειομηχανών CNC (φρέζας, τόρνου) με χρήση προγραμματισμού G,M Για εκπαιδευτικούς σκοπούς ΠΤΥΧΙΑΚΗ
ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ
 ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ Α.Ε.Ι ΠΕΙΡΑΙΑ Τ.Τ. ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Τίτλος πτυχιακής: ΔΗΜΙΟΥΡΓΙΑ 6 ΑΣΚΗΣΕΩΝ ΚΑΤΑΣΚΕΥΗΣ ΙΔΙΟΣΥΣΚΕΥΩΝ
ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ Α.Ε.Ι ΠΕΙΡΑΙΑ Τ.Τ. ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Τίτλος πτυχιακής: ΔΗΜΙΟΥΡΓΙΑ 6 ΑΣΚΗΣΕΩΝ ΚΑΤΑΣΚΕΥΗΣ ΙΔΙΟΣΥΣΚΕΥΩΝ
ΣΧΕΔΙΑΣΜΟΣ ΚΑΤΑΣΚΕΥΩΝ
 Τ.Ε.Ι. Θεσσαλίας Σχολή Τεχνολογικών Εφαρμογών (Σ.Τ.ΕΦ.) Τμήμα Μηχανολογίας ΣΧΕΔΙΑΣΜΟΣ ΚΑΤΑΣΚΕΥΩΝ Κώστας Κιτσάκης Μηχανολόγος Μηχανικός ΤΕ MSc Διασφάλιση ποιότητας Επιστημονικός Συνεργάτης Λειτουργικές
Τ.Ε.Ι. Θεσσαλίας Σχολή Τεχνολογικών Εφαρμογών (Σ.Τ.ΕΦ.) Τμήμα Μηχανολογίας ΣΧΕΔΙΑΣΜΟΣ ΚΑΤΑΣΚΕΥΩΝ Κώστας Κιτσάκης Μηχανολόγος Μηχανικός ΤΕ MSc Διασφάλιση ποιότητας Επιστημονικός Συνεργάτης Λειτουργικές
Tυπικές εργαλειομηχανές CNC
 Tυπικές εργαλειομηχανές CNC Κέντρα τόρνευσης Κέντρα κατεργασιών Κέντρα διαμόρφωσης ελάσματος CMM RP-RM Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Τυπικές εργαλειομηχανές CNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες
Tυπικές εργαλειομηχανές CNC Κέντρα τόρνευσης Κέντρα κατεργασιών Κέντρα διαμόρφωσης ελάσματος CMM RP-RM Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Τυπικές εργαλειομηχανές CNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες
Eur.Ing. Δρ. Φ. Σκιττίδης. xxi ΠΕΡΙΕΧΟΜΕΝΑ
 Eur.Ing. Δρ. Φ. Σκιττίδης ΠΕΡΙΕΧΟΜΕΝΑ xxi ΚΕΦΑΛΑΙΟ 1. ΣΥΣΤΗΜΑΤΑ ΑΡΙΘΜΗΤΙΚΟΥ ΕΛΕΓΧΟΥ 1.1 Ορισμός του αριθμητικού ελέγχου. 1 1.2 Ιστορική εξέλιξη του αριθμητικού ελέγχου. 1 1.3 Η εξέλιξη της τεχνολογίας
Eur.Ing. Δρ. Φ. Σκιττίδης ΠΕΡΙΕΧΟΜΕΝΑ xxi ΚΕΦΑΛΑΙΟ 1. ΣΥΣΤΗΜΑΤΑ ΑΡΙΘΜΗΤΙΚΟΥ ΕΛΕΓΧΟΥ 1.1 Ορισμός του αριθμητικού ελέγχου. 1 1.2 Ιστορική εξέλιξη του αριθμητικού ελέγχου. 1 1.3 Η εξέλιξη της τεχνολογίας
ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε.
 ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ «ΣΧΕΔΙΑΣΗ ΜΕ CAD (AUTODESK INVENTOR) 6 ΕΩΣ 12 ΔΟΜΙΚΩΝ ΣΤΟΙΧΕΙΩΝ ΑΕΡΟΣΚΑΦΟΥΣ
ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ «ΣΧΕΔΙΑΣΗ ΜΕ CAD (AUTODESK INVENTOR) 6 ΕΩΣ 12 ΔΟΜΙΚΩΝ ΣΤΟΙΧΕΙΩΝ ΑΕΡΟΣΚΑΦΟΥΣ
Εφαρμογές και Παραδείγματα
 ΚΕΦΑΛΑΙΟ 5 ΕΦΑΡΜΟΓΕΣ ΚΑΙ ΠΑΡΑΔΕΙΓΜΑΤΑ Στο κεφάλαιο αυτό αναφέρονται ορισμένα παραδείγματα εφαρμογής των συστημάτων CAD/CAM στο σχεδιασμό και την κατασκευή διαφόρων καλουπιών και εξαρτημάτων. 5.1 ΠΑΡΑΔΕΙΓΜΑ
ΚΕΦΑΛΑΙΟ 5 ΕΦΑΡΜΟΓΕΣ ΚΑΙ ΠΑΡΑΔΕΙΓΜΑΤΑ Στο κεφάλαιο αυτό αναφέρονται ορισμένα παραδείγματα εφαρμογής των συστημάτων CAD/CAM στο σχεδιασμό και την κατασκευή διαφόρων καλουπιών και εξαρτημάτων. 5.1 ΠΑΡΑΔΕΙΓΜΑ
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
Κεφάλαιο 1. Εργαλειομηχανές. 1. Εισαγωγή Ιστορική Αναδρομή. Κεφάλαιο 1: Εργαλειομηχανές
 Κεφάλαιο 1: Εργαλειομηχανές Κεφάλαιο 1 Εργαλειομηχανές Εργαλειομηχανή ονομάζεται μία μηχανή η οποία χρησιμοποιείται κατά κύριο λόγο στην κατασκευή εξαρτημάτων, με την απομάκρυνση υλικού. Ο όρος «Εργαλειομηχανή»,
Κεφάλαιο 1: Εργαλειομηχανές Κεφάλαιο 1 Εργαλειομηχανές Εργαλειομηχανή ονομάζεται μία μηχανή η οποία χρησιμοποιείται κατά κύριο λόγο στην κατασκευή εξαρτημάτων, με την απομάκρυνση υλικού. Ο όρος «Εργαλειομηχανή»,
ΡΕΠΑΝΗΣ ΙΩΑΝΝΗΣ Μ. Ε. Π. Ε.
 Το εργοστάσιο SPINNER έχει έδρα την Γερµανία είναι το µεγαλύτερο Ευρωπαϊκών προδιαγραφών µε εµπειρία από το 1950 σε κατασκευή αυτόµατων (CNC) τόρνων δυο αξόνων, τριών αξόνων, τύπου revolver µε επικλινές
Το εργοστάσιο SPINNER έχει έδρα την Γερµανία είναι το µεγαλύτερο Ευρωπαϊκών προδιαγραφών µε εµπειρία από το 1950 σε κατασκευή αυτόµατων (CNC) τόρνων δυο αξόνων, τριών αξόνων, τύπου revolver µε επικλινές
Κώδικας Προγραµµατισµού, Μορφή των Λέξεων
 Κώδικας Προγραµµατισµού, Μορφή των Λέξεων Οι κώδικες προγραµµατισµού και η ερµηνεία τους δίνονται αναλυτικά στους παρακάτω πίνακες. Ν0000 Αριθµός block Εισάγεται στην αρχή κάθε block και προσδιορίζει τα
Κώδικας Προγραµµατισµού, Μορφή των Λέξεων Οι κώδικες προγραµµατισµού και η ερµηνεία τους δίνονται αναλυτικά στους παρακάτω πίνακες. Ν0000 Αριθµός block Εισάγεται στην αρχή κάθε block και προσδιορίζει τα
ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ
 ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ Σκοπός Εργασίας Σκοπός της παρούσας εργασίας είναι η μελέτη της εξέλιξης της έρευνας πάνω στη λείανση μέχρι σήμερα, προτείνοντας λύσεις για χρήση μοναδικού
ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ Σκοπός Εργασίας Σκοπός της παρούσας εργασίας είναι η μελέτη της εξέλιξης της έρευνας πάνω στη λείανση μέχρι σήμερα, προτείνοντας λύσεις για χρήση μοναδικού
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΗΜΙΟΥΡΓΙΑ ΤΕΛΙΚΟΥ ΕΠΕΞΕΡΓΑΣΤΗ 5ΑΞΟΝΙΚΟΥ ΚΕΝΤΡΟΥ ΚΑΤΕΡΓΑΣΙΑΣ ΚΑΙ ΙΑΣΥΝ ΕΣΗ ΤΟΥ ΜΕ ΤΟ ΣΥΣΤΗΜΑ CAD/CAM PRO/ENGINEER WILDFIRE.
 1 ΗΜΙΟΥΡΓΙΑ ΤΕΛΙΚΟΥ ΕΠΕΞΕΡΓΑΣΤΗ 5ΑΞΟΝΙΚΟΥ ΚΕΝΤΡΟΥ ΚΑΤΕΡΓΑΣΙΑΣ ΚΑΙ ΙΑΣΥΝ ΕΣΗ ΤΟΥ ΜΕ ΤΟ ΣΥΣΤΗΜΑ CAD/CAM PRO/ENGINEER WILDFIRE CAD/CAM CNC Post Processor Αν. Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης
1 ΗΜΙΟΥΡΓΙΑ ΤΕΛΙΚΟΥ ΕΠΕΞΕΡΓΑΣΤΗ 5ΑΞΟΝΙΚΟΥ ΚΕΝΤΡΟΥ ΚΑΤΕΡΓΑΣΙΑΣ ΚΑΙ ΙΑΣΥΝ ΕΣΗ ΤΟΥ ΜΕ ΤΟ ΣΥΣΤΗΜΑ CAD/CAM PRO/ENGINEER WILDFIRE CAD/CAM CNC Post Processor Αν. Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης
ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ (Α.Ε.Ι. ΠΕΙΡΑΙΑ Τ.Τ) ΤΜΗΜΑ MHXΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Σ.Τ.ΕΦ. ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ
 ΤΜΗΜΑ MHXΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Σ.Τ.ΕΦ. ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ") ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ (Α.Ε.Ι. ΠΕΙΡΑΙΑ Τ.Τ) ΤΜΗΜΑ MHXΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Σ.Τ.ΕΦ. ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΣΧΕΔΙΑΣΗ ΜΕΣΑΙΟΥ ΜΕΓΕΘΟΥΣ ΙΔΙΟΣΥΣΚΕΥΩΝ ΣΥΓΚΡΑΤΗΣΗΣ ΕΞΑΡΤΗΜΑΤΩΝ ΓΙΑ ΜΗΧΑΝΟΥΡΓΙΚΕΣ
ΑΝΩΤΑΤΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ (Α.Ε.Ι. ΠΕΙΡΑΙΑ Τ.Τ) ΤΜΗΜΑ MHXΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Σ.Τ.ΕΦ. ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΣΧΕΔΙΑΣΗ ΜΕΣΑΙΟΥ ΜΕΓΕΘΟΥΣ ΙΔΙΟΣΥΣΚΕΥΩΝ ΣΥΓΚΡΑΤΗΣΗΣ ΕΞΑΡΤΗΜΑΤΩΝ ΓΙΑ ΜΗΧΑΝΟΥΡΓΙΚΕΣ
ΕΙΣΑΓΩΓΗ ΣΤΟΝ ΣΧΕΔΙΑΣΜΟ ΤΕΧΝΟΛΟΓΙΚΩΝ ΣΥΣΤΗΜΑΤΩΝ ΣΠΕΙΡΩΜΑΤΑ - ΚΟΧΛΙΕΣ
 ΕΙΣΑΓΩΓΗ ΣΤΟΝ ΣΧΕΔΙΑΣΜΟ ΤΕΧΝΟΛΟΓΙΚΩΝ ΣΥΣΤΗΜΑΤΩΝ ΣΠΕΙΡΩΜΑΤΑ - ΚΟΧΛΙΕΣ Διαμόρφωση Σπειρώματος Το σπείρωμα δημιουργείται από την κίνηση ενός παράγοντος σχήματος (τρίγωνο, ορθογώνιο κλπ) πάνω σε έλικα που
ΕΙΣΑΓΩΓΗ ΣΤΟΝ ΣΧΕΔΙΑΣΜΟ ΤΕΧΝΟΛΟΓΙΚΩΝ ΣΥΣΤΗΜΑΤΩΝ ΣΠΕΙΡΩΜΑΤΑ - ΚΟΧΛΙΕΣ Διαμόρφωση Σπειρώματος Το σπείρωμα δημιουργείται από την κίνηση ενός παράγοντος σχήματος (τρίγωνο, ορθογώνιο κλπ) πάνω σε έλικα που
Συστήµατα Computer Aided Manufacturing - CAM
 Συστήµατα Computer Aided Manufacturing - CAM Σχεδιασµός της διαδικασίας παραγωγής τεµαχίων σε ψηφιακά καθοδηγούµενες εργαλειοµηχανές Στόχος του λογισµικού CAM: Η δηµιουργία του προγράµµατος ψηφιακής καθοδήγησης
Συστήµατα Computer Aided Manufacturing - CAM Σχεδιασµός της διαδικασίας παραγωγής τεµαχίων σε ψηφιακά καθοδηγούµενες εργαλειοµηχανές Στόχος του λογισµικού CAM: Η δηµιουργία του προγράµµατος ψηφιακής καθοδήγησης
ΠΕΙΡΑΜΑΤΑ ΓΙΑ ΤΟΝ ΠΡΟΣΔΙΟΡΙΣΜΟ ΤΗΣ ΕΠΙΔΡΑΣΗΣ ΔΥΝΑΜΙΚΩΝ ΦΑΙΝΟΜΕΝΩΝ ΚΑΙ ΤΟΥ ΜΗΧΑΝΙΣΜΟΥ ΤΗΣ ΚΟΠΗΣ ΣΤΗΝ ΤΟΠΟΜΟΡΦΙΑ ΤΟΥ ΤΕΜΑΧΙΟΥ
 ΠΕΙΡΑΜΑΤΑ ΓΙΑ ΤΟΝ ΠΡΟΣΔΙΟΡΙΣΜΟ ΤΗΣ ΕΠΙΔΡΑΣΗΣ ΔΥΝΑΜΙΚΩΝ ΦΑΙΝΟΜΕΝΩΝ ΚΑΙ ΤΟΥ ΜΗΧΑΝΙΣΜΟΥ ΤΗΣ ΚΟΠΗΣ ΣΤΗΝ ΤΟΠΟΜΟΡΦΙΑ ΤΟΥ ΤΕΜΑΧΙΟΥ Επίδραση του ακτινικού βάθους κοπής και της πρόωσης στην προκύπτουσα τραχύτητα
ΠΕΙΡΑΜΑΤΑ ΓΙΑ ΤΟΝ ΠΡΟΣΔΙΟΡΙΣΜΟ ΤΗΣ ΕΠΙΔΡΑΣΗΣ ΔΥΝΑΜΙΚΩΝ ΦΑΙΝΟΜΕΝΩΝ ΚΑΙ ΤΟΥ ΜΗΧΑΝΙΣΜΟΥ ΤΗΣ ΚΟΠΗΣ ΣΤΗΝ ΤΟΠΟΜΟΡΦΙΑ ΤΟΥ ΤΕΜΑΧΙΟΥ Επίδραση του ακτινικού βάθους κοπής και της πρόωσης στην προκύπτουσα τραχύτητα
ΔΙΑΙΡΕΤΗΣ. Το ΤΕ είναι συνήθως κυλινδρικό, μπορεί όμως να είναι και κωνικό ή πρισματικό.
 ΔΙΑΙΡΕΤΗΣ ΓΕΝΙΚΑ O διαιρέτης είναι μηχανουργική συσκευή, με την οποία μπορούμε να εκτελέσουμε στην επιφάνεια τεμαχίου (TE) κατεργασίες υπό ίσες ακριβώς γωνίες ή σε ίσες αποστάσεις. Το ΤΕ είναι συνήθως
ΔΙΑΙΡΕΤΗΣ ΓΕΝΙΚΑ O διαιρέτης είναι μηχανουργική συσκευή, με την οποία μπορούμε να εκτελέσουμε στην επιφάνεια τεμαχίου (TE) κατεργασίες υπό ίσες ακριβώς γωνίες ή σε ίσες αποστάσεις. Το ΤΕ είναι συνήθως
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ & ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ & ΑΥΤΟΜΑΤΙΣΜΟΥ «ΕΚΤΙΜΗΣΗ ΚΟΣΤΟΥΣ ΔΙΕΡΓΑΣΙΑΣ ΤΟΡΝΕΥΣΗΣ»
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ & ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ & ΑΥΤΟΜΑΤΙΣΜΟΥ «ΕΚΤΙΜΗΣΗ ΚΟΣΤΟΥΣ ΔΙΕΡΓΑΣΙΑΣ ΤΟΡΝΕΥΣΗΣ» ΕΡΓΑΣΙΑ ΣΤΑ ΠΛΑΙΣΙΑ ΤΟΥ ΜΑΘΗΜΑΤΟΣ «ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ»
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ & ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ & ΑΥΤΟΜΑΤΙΣΜΟΥ «ΕΚΤΙΜΗΣΗ ΚΟΣΤΟΥΣ ΔΙΕΡΓΑΣΙΑΣ ΤΟΡΝΕΥΣΗΣ» ΕΡΓΑΣΙΑ ΣΤΑ ΠΛΑΙΣΙΑ ΤΟΥ ΜΑΘΗΜΑΤΟΣ «ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ»
ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ
 1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
ΚΑΤΑΣΚΕΥΗ ΚΑΛΟΥΠΙΟΥ ΜΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΚΑΙ ΠΑΡΑΛΛΗΛΗ ΑΠΟΠΕΡΑΤΩΣΗ ΜΕ ΧΑΡΑΞΗ ΜΕ LASER
 1 ΚΑΤΑΣΚΕΥΗ ΚΑΛΟΥΠΙΟΥ ΜΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΚΑΙ ΠΑΡΑΛΛΗΛΗ ΑΠΟΠΕΡΑΤΩΣΗ ΜΕ ΧΑΡΑΞΗ ΜΕ LASER 2 ΔΙΑΣΥΝΔΕΣΗ ΔΥΟ ΔΙΑΦΟΡΕΤΙΚΩΝ ΚΑΤΕΡΓΑΣΙΩΝ ΣΕ ΔΥΟ ΨΗΦΙΑΚΑ ΚΑΘΟΔΗΓΟΥΜΕΝΕΣ ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ αποπεράτωση με χάραξη
1 ΚΑΤΑΣΚΕΥΗ ΚΑΛΟΥΠΙΟΥ ΜΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΚΑΙ ΠΑΡΑΛΛΗΛΗ ΑΠΟΠΕΡΑΤΩΣΗ ΜΕ ΧΑΡΑΞΗ ΜΕ LASER 2 ΔΙΑΣΥΝΔΕΣΗ ΔΥΟ ΔΙΑΦΟΡΕΤΙΚΩΝ ΚΑΤΕΡΓΑΣΙΩΝ ΣΕ ΔΥΟ ΨΗΦΙΑΚΑ ΚΑΘΟΔΗΓΟΥΜΕΝΕΣ ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ αποπεράτωση με χάραξη
ΕΙΣΑΓΩΓΗ ΒΑΣΙΚΕΣ ΕΝΝΟΙΕΣ ΣΧΕΔΙΑΣΗΣ ΔΡ ΛΕΩΝΙΔΑΣ ΑΝΘΟΠΟΥΛΟΣ, ΕΠΙΚΟΥΡΟΣ ΚΑΘΗΓΗΤΗΣ ΤΜΗΜΑ ΔΙΟΙΚΗΣΗΣ ΚΑΙ ΔΙΑΧΕΙΡΙΣΗΣ ΕΡΓΩΝ ΤΕΙ ΛΑΡΙΣΑΣ
 Σχεδίαση με τη χρήση Η/Υ ΕΙΣΑΓΩΓΗ ΒΑΣΙΚΕΣ ΕΝΝΟΙΕΣ ΣΧΕΔΙΑΣΗΣ ΔΡ ΛΕΩΝΙΔΑΣ ΑΝΘΟΠΟΥΛΟΣ, ΕΠΙΚΟΥΡΟΣ ΚΑΘΗΓΗΤΗΣ ΤΜΗΜΑ ΔΙΟΙΚΗΣΗΣ ΚΑΙ ΔΙΑΧΕΙΡΙΣΗΣ ΕΡΓΩΝ ΤΕΙ ΛΑΡΙΣΑΣ Ορισμοί: Σχέδιο (sketch/schizzo): από την αρχαία
Σχεδίαση με τη χρήση Η/Υ ΕΙΣΑΓΩΓΗ ΒΑΣΙΚΕΣ ΕΝΝΟΙΕΣ ΣΧΕΔΙΑΣΗΣ ΔΡ ΛΕΩΝΙΔΑΣ ΑΝΘΟΠΟΥΛΟΣ, ΕΠΙΚΟΥΡΟΣ ΚΑΘΗΓΗΤΗΣ ΤΜΗΜΑ ΔΙΟΙΚΗΣΗΣ ΚΑΙ ΔΙΑΧΕΙΡΙΣΗΣ ΕΡΓΩΝ ΤΕΙ ΛΑΡΙΣΑΣ Ορισμοί: Σχέδιο (sketch/schizzo): από την αρχαία
ΜΗΧΑΝΟΥΡΓΙΚΟ ΕΡΓΑΣΤΗΡΙΟ-ΑΝΤΙΠΡΟΣΩΠΕΙΕΣ ΜΗΧΑΝΗΜΑΤΩΝ MACHINING WORKSHOP-MACHINERY AGENCIES
 ΜΗΧΑΝΟΥΡΓΙΚΟ ΕΡΓΑΣΤΗΡΙΟ-ΑΝΤΙΠΡΟΣΩΠΕΙΕΣ ΜΗΧΑΝΗΜΑΤΩΝ MACHINING WORKSHOP-MACHINERY AGENCIES Προμηθευτές του Ευρωπαϊκού Οργανισμού Πυρηνικών Ερευνών METALLO Group ΕΝΗΜΕΡΩΤΙΚΟ ΕΝΤΥΠΟ 5 Spilias St., 144 52 Metamorfosis
ΜΗΧΑΝΟΥΡΓΙΚΟ ΕΡΓΑΣΤΗΡΙΟ-ΑΝΤΙΠΡΟΣΩΠΕΙΕΣ ΜΗΧΑΝΗΜΑΤΩΝ MACHINING WORKSHOP-MACHINERY AGENCIES Προμηθευτές του Ευρωπαϊκού Οργανισμού Πυρηνικών Ερευνών METALLO Group ΕΝΗΜΕΡΩΤΙΚΟ ΕΝΤΥΠΟ 5 Spilias St., 144 52 Metamorfosis
Μη φοβάστε την κρίση, έχουµε τη λύση!
 Μη φοβάστε την κρίση, έχουµε τη λύση! Νέα σειρά µηχανηµάτων Άνθρωποι που διαφέρουν... Αγαπητοί φίλοι, Οι καλοί συνεργάτες στα δύσκολα φαίνονται. Αυτή την εποχή που η κρίση έχει επεκταθεί σε όλους τους
Μη φοβάστε την κρίση, έχουµε τη λύση! Νέα σειρά µηχανηµάτων Άνθρωποι που διαφέρουν... Αγαπητοί φίλοι, Οι καλοί συνεργάτες στα δύσκολα φαίνονται. Αυτή την εποχή που η κρίση έχει επεκταθεί σε όλους τους
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ
 ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΣΧΕΔΙΑΣΗ ΑΤΡΑΚΤΩΝ. Λειτουργικές Παράμετροι
 Άτρακτος: περιστρεφόμενο στοιχείο κυκλικής (συνήθως) διατομής (πλήρους ή σωληνωτής) που χρησιμοποιείται για να μεταφέρει ισχύ ή κίνηση Άξονας: μη περιστρεφόμενο στοιχείο που δεν μεταφέρει ροπή και χρησιμοποιείται
Άτρακτος: περιστρεφόμενο στοιχείο κυκλικής (συνήθως) διατομής (πλήρους ή σωληνωτής) που χρησιμοποιείται για να μεταφέρει ισχύ ή κίνηση Άξονας: μη περιστρεφόμενο στοιχείο που δεν μεταφέρει ροπή και χρησιμοποιείται
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ
 ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
Άσκηση 1: Να υπολογιστεί η μέση τραχύτητα R a της κατανομής του σχήματος..
 ΑΣΚΗΣΕΙΣ στο μάθημα Κατεργασίες Αποβολής Υλικού & Ε/Μ CNC (Ε εξαμ.) Άσκηση 1: Να υπολογιστεί η μέση τραχύτητα R a της κατανομής του σχήματος.. Λ Υ Σ Η y α Λόγω ομοιότητας των τριγώνων ισχύει ότι : εφφ
ΑΣΚΗΣΕΙΣ στο μάθημα Κατεργασίες Αποβολής Υλικού & Ε/Μ CNC (Ε εξαμ.) Άσκηση 1: Να υπολογιστεί η μέση τραχύτητα R a της κατανομής του σχήματος.. Λ Υ Σ Η y α Λόγω ομοιότητας των τριγώνων ισχύει ότι : εφφ
ΕΡΓΑΣΤΗΡΙΟ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ & ΑΥΤΟΜΑΤΙΣΜΟΥ Διευθυντής Καθ. Γ. Χρυσολούρης
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ & ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ & ΑΥΤΟΜΑΤΙΣΜΟΥ Διευθυντής Καθ. Γ. Χρυσολούρης «ΕΚΤΙΜΗΣΗ ΚΟΣΤΟΥΣ ΔΙΕΡΓΑΣΙΑΣ ΤΟΡΝΕΥΣΗΣ» ΕΡΓΑΣΙΑ ΣΤΑ ΠΛΑΙΣΙΑ
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ & ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ & ΑΥΤΟΜΑΤΙΣΜΟΥ Διευθυντής Καθ. Γ. Χρυσολούρης «ΕΚΤΙΜΗΣΗ ΚΟΣΤΟΥΣ ΔΙΕΡΓΑΣΙΑΣ ΤΟΡΝΕΥΣΗΣ» ΕΡΓΑΣΙΑ ΣΤΑ ΠΛΑΙΣΙΑ
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2011
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2011 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία Ημερομηνία
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2011 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία Ημερομηνία
Ασκήσεις κοπής σε τόρνο
 Ασκήσεις κοπής σε τόρνο. Σε τόρνο γίνεται κατεργασία άξονα από χάλυβα St 60. µε δύο παράλληλα εργαλειοφορεία ταυτόχρονα, όπως φαίνεται στο Σχ.. ίνονται: ιάµετροι κατεργασίας: d = 300 mm, d = 00 mm. Κοινή
Ασκήσεις κοπής σε τόρνο. Σε τόρνο γίνεται κατεργασία άξονα από χάλυβα St 60. µε δύο παράλληλα εργαλειοφορεία ταυτόχρονα, όπως φαίνεται στο Σχ.. ίνονται: ιάµετροι κατεργασίας: d = 300 mm, d = 00 mm. Κοινή
ΘΕΜΑ ΠΤΥΧΙΑΚΗΣ: ΗΜΙΟΥΡΓΙΑ ΑΣΚΗΣΕΩΝ ΦΡΕΖΑΣ ΚΑΙ ΤΟΡΝΟΥ ΓΙΑ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟ ΕΡΓΑΛΕΙΟΜΗΧΑΝΩΝ CNC ΜΕ ΚΩ ΙΚΟΥΣ G, M ΓΙΑ ΕΚΠΑΙ ΕΥΤΙΚΟΥΣ ΣΚΟΠΟΥΣ.
 1 ΑΝΩΤΑΤΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΠΕΙΡΑΙΑ Τ.Τ. ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΤΟΜΕΑΣ ΚΑΤΑΣΚΕΥΑΣΤΙΚΟΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΣΠΟΥ ΑΣΤΕΣ : ΚΑΡΑΛΗΣ ΠΑΝΑΓΙΩΤΗΣ ΜΕ ΑΜ 30040 ΛΙΒΑΣΙ ΗΣ ΓΙΩΡΓΟΣ
1 ΑΝΩΤΑΤΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΠΕΙΡΑΙΑ Τ.Τ. ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΤΟΜΕΑΣ ΚΑΤΑΣΚΕΥΑΣΤΙΚΟΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΣΠΟΥ ΑΣΤΕΣ : ΚΑΡΑΛΗΣ ΠΑΝΑΓΙΩΤΗΣ ΜΕ ΑΜ 30040 ΛΙΒΑΣΙ ΗΣ ΓΙΩΡΓΟΣ
Εκτέλεση προγράμματος
 ιεπιφάνεια controller Επισκόπηση λειτουργιών CNC Επισκόπηση λειτουργιών DNC Επικοινωνίες 1 2 Αυτόματα Εκτέλεση προγράμματος παραγωγή Χειροκίνητα για απλές λίγες κινήσεις Εντολή προς εντολή για έλεγχο ορθότητας
ιεπιφάνεια controller Επισκόπηση λειτουργιών CNC Επισκόπηση λειτουργιών DNC Επικοινωνίες 1 2 Αυτόματα Εκτέλεση προγράμματος παραγωγή Χειροκίνητα για απλές λίγες κινήσεις Εντολή προς εντολή για έλεγχο ορθότητας
ΕΙΣΑΓΩΓΗ ΣΤΟΝ ΣΧΕΔΙΑΣΜΟ ΤΕΧΝΟΛΟΓΙΚΩΝ ΣΥΣΤΗΜΑΤΩΝ ΣΠΕΙΡΩΜΑΤΑ - ΚΟΧΛΙΕΣ
 ΕΙΣΑΓΩΓΗ ΣΤΟΝ ΣΧΕΔΙΑΣΜΟ ΤΕΧΝΟΛΟΓΙΚΩΝ ΣΥΣΤΗΜΑΤΩΝ ΣΠΕΙΡΩΜΑΤΑ - ΚΟΧΛΙΕΣ Διαμόρφωση Σπειρώματος Το σπείρωμα δημιουργείται από την κίνηση ενός παράγοντος σχήματος (τρίγωνο, ορθογώνιο κλπ) πάνω σε έλικα που
ΕΙΣΑΓΩΓΗ ΣΤΟΝ ΣΧΕΔΙΑΣΜΟ ΤΕΧΝΟΛΟΓΙΚΩΝ ΣΥΣΤΗΜΑΤΩΝ ΣΠΕΙΡΩΜΑΤΑ - ΚΟΧΛΙΕΣ Διαμόρφωση Σπειρώματος Το σπείρωμα δημιουργείται από την κίνηση ενός παράγοντος σχήματος (τρίγωνο, ορθογώνιο κλπ) πάνω σε έλικα που
ΔΡΑΠΑΝΑ. ΕΚΠΑΙΔΕΥΤΗΣ:Ανδρέας Ιωάννου 1
 ΔΡΑΠΑΝΑ ΕΚΠΑΙΔΕΥΤΗΣ:Ανδρέας Ιωάννου 1 ΔΡΑΠΑΝΑ Είναι μια εργαλειομηχανή με την βοήθεια της οποίας αφαιρούμε υλικό από μια εργασία με σκοπό να ανοίξουμε μια τρύπα, η για να διευρύνομε μια τρύπα. ΕΚΠΑΙΔΕΥΤΗΣ:Ανδρέας
ΔΡΑΠΑΝΑ ΕΚΠΑΙΔΕΥΤΗΣ:Ανδρέας Ιωάννου 1 ΔΡΑΠΑΝΑ Είναι μια εργαλειομηχανή με την βοήθεια της οποίας αφαιρούμε υλικό από μια εργασία με σκοπό να ανοίξουμε μια τρύπα, η για να διευρύνομε μια τρύπα. ΕΚΠΑΙΔΕΥΤΗΣ:Ανδρέας
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι ΕΡΓΑΣΤΗΡΙΟ-1 Υ: TΡΑΧΥΤΗΤΑ - ΣΚΛΗΡΟΤΗΤΑ
 1 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι ΕΡΓΑΣΤΗΡΙΟ-1 Υ: TΡΑΧΥΤΗΤΑ - ΣΚΛΗΡΟΤΗΤΑ Δηµοκρίτειο Πανεπιστήµιο Θράκης Πολυτεχνική Σχολή Τµήµα Μηχανικών Παραγωγής & Διοίκησης Τοµέας Υλικών, Διεργασιών και Μηχανολογίας Αναπλ.
1 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι ΕΡΓΑΣΤΗΡΙΟ-1 Υ: TΡΑΧΥΤΗΤΑ - ΣΚΛΗΡΟΤΗΤΑ Δηµοκρίτειο Πανεπιστήµιο Θράκης Πολυτεχνική Σχολή Τµήµα Μηχανικών Παραγωγής & Διοίκησης Τοµέας Υλικών, Διεργασιών και Μηχανολογίας Αναπλ.
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2014 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 014 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 014 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΕΠΑ.Σ. ΜΑΘΗΤΕΙΑΣ ΣΧΕ ΙΟ ΠΡΟΓΡΑΜΜΑΤΟΣ ΜΑΘΗΣΗΣ ΣΤΟΝ ΧΩΡΟ ΕΡΓΑΣΙΑΣ ΟΑΕ / ΙΕΥΘΥΝΣΗ Α4 ΕΠΑ.Σ ΜΑΘΗΤΕΙΑΣ ΕΙ ΙΚΟΤΗΤΑ: ΤΕΧΝΙΤΩΝ ΕΡΓΑΛΕΙΟΜΗΧΑΝΩΝ
 ΕΠΑ.Σ. ΜΑΘΗΤΕΙΑΣ ΣΧΕ ΙΟ ΠΡΟΓΡΑΜΜΑΤΟΣ ΜΑΘΗΣΗΣ ΣΤΟΝ ΧΩΡΟ ΕΡΓΑΣΙΑΣ 1 ΕΙΣΑΓΩΓΗ Στο σχέδιο προδιαγραφών που ακολουθεί στις επόµενες σελίδες καταγράφεται το σύνολο των γνώσεων, δεξιοτήτων και ικανοτήτων, οι
ΕΠΑ.Σ. ΜΑΘΗΤΕΙΑΣ ΣΧΕ ΙΟ ΠΡΟΓΡΑΜΜΑΤΟΣ ΜΑΘΗΣΗΣ ΣΤΟΝ ΧΩΡΟ ΕΡΓΑΣΙΑΣ 1 ΕΙΣΑΓΩΓΗ Στο σχέδιο προδιαγραφών που ακολουθεί στις επόµενες σελίδες καταγράφεται το σύνολο των γνώσεων, δεξιοτήτων και ικανοτήτων, οι
Σκοπός της εργασίας Ποιότητα επιφάνειας και επιφανειακή τραχύτητα Είδη φραιζαρίσματος Διαδικασία πειραμάτων Αποτελέσματα Συμπεράσματα
 ΣΧΕΔΙΑΣΗ ΚΑΙ ΚΑΤΕΡΓΑΣΙΑ ΠΟΛΥΑΞΟΝΙΚΩΝ ΕΠΙΦΑΝΕΙΩΝ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΛΟΓΙΣΜΙΚΟΥ CAD/CAM NX Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Αντωνίου Μαρία Πολυτεχνείο Κρήτης Χανιά
ΣΧΕΔΙΑΣΗ ΚΑΙ ΚΑΤΕΡΓΑΣΙΑ ΠΟΛΥΑΞΟΝΙΚΩΝ ΕΠΙΦΑΝΕΙΩΝ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΛΟΓΙΣΜΙΚΟΥ CAD/CAM NX Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Αντωνίου Μαρία Πολυτεχνείο Κρήτης Χανιά
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
Σχεδιαστικά Προγράμματα Επίπλου
 Σχεδιαστικά Προγράμματα Επίπλου Καθηγήτρια ΦΕΡΦΥΡΗ ΣΩΤΗΡΙΑ Τμήμα ΣΧΕΔΙΑΣΜΟΥ & ΤΕΧΝΟΛΟΓΙΑΣ ΞΥΛΟΥ - ΕΠΙΠΛΟΥ Σχεδιαστικά Προγράμματα Επίπλου Η σχεδίαση με τον παραδοσιακό τρόπο απαιτεί αυξημένο χρόνο, ενώ
Σχεδιαστικά Προγράμματα Επίπλου Καθηγήτρια ΦΕΡΦΥΡΗ ΣΩΤΗΡΙΑ Τμήμα ΣΧΕΔΙΑΣΜΟΥ & ΤΕΧΝΟΛΟΓΙΑΣ ΞΥΛΟΥ - ΕΠΙΠΛΟΥ Σχεδιαστικά Προγράμματα Επίπλου Η σχεδίαση με τον παραδοσιακό τρόπο απαιτεί αυξημένο χρόνο, ενώ
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ
 ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΕΠΙΒΛΕΠΩΝ ΚΑΘΗΓΗΤΗΣ: ΣΚΙΤΤΙ ΗΣ ΦΙΛΗΜΩΝ
 ΑΝΩΤΑΤΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΤΙΤΛΟΣ: Επεξήγηση της χρήσης των κωδικών που χρησιµοποιούνται στον προγραµµατισµό µηχανών
ΑΝΩΤΑΤΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΠΕΙΡΑΙΑ ΤΕΧΝΟΛΟΓΙΚΟΥ ΤΟΜΕΑ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΤΙΤΛΟΣ: Επεξήγηση της χρήσης των κωδικών που χρησιµοποιούνται στον προγραµµατισµό µηχανών
Έλεγχος Κίνησης
 ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα 1501 - Έλεγχος Κίνησης Ενότητα: Αυτόματος Έλεγχος Συστημάτων Κίνησης Μιχαήλ Παπουτσιδάκης Τμήμα Αυτοματισμού Άδειες Χρήσης Το
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα 1501 - Έλεγχος Κίνησης Ενότητα: Αυτόματος Έλεγχος Συστημάτων Κίνησης Μιχαήλ Παπουτσιδάκης Τμήμα Αυτοματισμού Άδειες Χρήσης Το
ΔΙΑΣΤΑΣΕΙΣ ΣΧΕΔΙΟΥ. Αναγκαιότητα τοποθέτησης διαστάσεων. 29/10/2015 Πολύζος Θωμάς
 Αναγκαιότητα τοποθέτησης διαστάσεων 29/10/2015 Πολύζος Θωμάς 1 Αναγκαιότητα τοποθέτησης διαστάσεων Σφάλμα μέτρησης που οφείλεται: Σε υποκειμενικό λάθος εκείνου που κάνει την μέτρηση. Σε σφάλμα του οργάνου
Αναγκαιότητα τοποθέτησης διαστάσεων 29/10/2015 Πολύζος Θωμάς 1 Αναγκαιότητα τοποθέτησης διαστάσεων Σφάλμα μέτρησης που οφείλεται: Σε υποκειμενικό λάθος εκείνου που κάνει την μέτρηση. Σε σφάλμα του οργάνου
Αξιολόγηση εργαλειομηχανών CNC
 Αξιολόγηση εργαλειομηχανών CNC Σύγκριση με Συμβατικές μηχανές Αυτόματες μηχανές Θεωρία ΕΒQ Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Αξιολόγηση Εργαλειομηχανών CNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης
Αξιολόγηση εργαλειομηχανών CNC Σύγκριση με Συμβατικές μηχανές Αυτόματες μηχανές Θεωρία ΕΒQ Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Αξιολόγηση Εργαλειομηχανών CNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης
Κεφάλαιο 1. Εισαγωγή στα συστήματα σχεδιομελέτης και παραγωγής με χρήση υπολογιστή computer aided design and manufacture (cad/cam)
") Κεφάλαιο 1 Εισαγωγή στα συστήματα σχεδιομελέτης και παραγωγής με χρήση υπολογιστή computer aided design and manufacture (cad/cam) 1.1 Ορισμός σχεδιομελέτης και παραγωγής με χρήση υπολογιστή CAD (Computer
Κεφάλαιο 1 Εισαγωγή στα συστήματα σχεδιομελέτης και παραγωγής με χρήση υπολογιστή computer aided design and manufacture (cad/cam) 1.1 Ορισμός σχεδιομελέτης και παραγωγής με χρήση υπολογιστή CAD (Computer
ΚΕΦΑΛΑΙΟ 2 ΣΥΣΤΗΜΑΤΑ CAD/CAM. 2.1 Γενικά για το CAD - 16 -
 ΚΕΦΑΛΑΙΟ 2 ΣΥΣΤΗΜΑΤΑ CAD/CAM 2.1 Γενικά για το CAD Ο όρος CAD προέρχεται από τις λέξεις Computer Aided Design, που σημαίνει σχεδίαση με τη βοήθεια ηλεκτρονικού υπολογιστή. Το CAD χρησιμοποιείται για το
ΚΕΦΑΛΑΙΟ 2 ΣΥΣΤΗΜΑΤΑ CAD/CAM 2.1 Γενικά για το CAD Ο όρος CAD προέρχεται από τις λέξεις Computer Aided Design, που σημαίνει σχεδίαση με τη βοήθεια ηλεκτρονικού υπολογιστή. Το CAD χρησιμοποιείται για το
ΜΗΧΑΝΟΥΡΓΙΚΟ ΕΡΓΑΣΤΗΡΙΟ-ΑΝΤΙΠΡΟΣΩΠΕΙΕΣ ΜΗΧΑΝΗΜΑΤΩΝ MACHINING WORKSHOP-MACHINERY AGENCIES
 ΜΗΧΑΝΟΥΡΓΙΚΟ ΕΡΓΑΣΤΗΡΙΟ-ΑΝΤΙΠΡΟΣΩΠΕΙΕΣ ΜΗΧΑΝΗΜΑΤΩΝ MACHINING WORKSHOP-MACHINERY AGENCIES Προμηθευτές του Ευρωπαϊκού Οργανισμού Πυρηνικών Ερευνών METALLO Group ΕΝΗΜΕΡΩΤΙΚΟ ΕΝΤΥΠΟ 5 Spilias St., 144 52 Metamorfosis
ΜΗΧΑΝΟΥΡΓΙΚΟ ΕΡΓΑΣΤΗΡΙΟ-ΑΝΤΙΠΡΟΣΩΠΕΙΕΣ ΜΗΧΑΝΗΜΑΤΩΝ MACHINING WORKSHOP-MACHINERY AGENCIES Προμηθευτές του Ευρωπαϊκού Οργανισμού Πυρηνικών Ερευνών METALLO Group ΕΝΗΜΕΡΩΤΙΚΟ ΕΝΤΥΠΟ 5 Spilias St., 144 52 Metamorfosis
ΠΡΙΟΝΟΚΟΡΔΕΛΑ ΜΕΤΑΛΛΩΝ CY-135 (62-05-000326) Προσφέρεται με βάση και ταχυμέγγινη. ΠΡΙΟΝΟΚΟΡΔΕΛΑ ΜΕΤΑΛΛΩΝ CY-210 (62-05-000099)
 Προσφέρεται με βάση και ταχυμέγγινη. ΠΡΙΟΝΟΚΟΡΔΕΛΑ ΜΕΤΑΛΛΩΝ CY-210 (62-05-000099)") ΠΡΙΟΝΟΚΟΡΔΕΛΑ ΜΕΤΑΛΛΩΝ MD150 (62-05-000294) Προσφέρεται με λάμα Bimetal M42, με 6/10 δ/ίντζα. Είναι ξηρής κοπής. ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΥΓΡΟΥ ΠΡΙΟΝΟΚΟΡΔΕΛΑ ΜΕΤΑΛΛΩΝ CY-275 (62-05-000207) ΠΡΙΟΝΟΚΟΡΔΕΛΛΑ ΜΕΤΑΛΛΩΝ
ΠΡΙΟΝΟΚΟΡΔΕΛΑ ΜΕΤΑΛΛΩΝ MD150 (62-05-000294) Προσφέρεται με λάμα Bimetal M42, με 6/10 δ/ίντζα. Είναι ξηρής κοπής. ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΥΓΡΟΥ ΠΡΙΟΝΟΚΟΡΔΕΛΑ ΜΕΤΑΛΛΩΝ CY-275 (62-05-000207) ΠΡΙΟΝΟΚΟΡΔΕΛΛΑ ΜΕΤΑΛΛΩΝ
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΕΝΤΡΙΚΗΣ ΜΑΚΕΔΟΝΙΑΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ
 ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΕΝΤΡΙΚΗΣ ΜΑΚΕΔΟΝΙΑΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ Σέρρες, Νοέμβριος 2015 Εκπονητής: Σαρακινούδης Ευάγγελος Επιβλέπων: Δρ. Μηχ. Σαγρής Δημήτριος Σκοπός της παρούσας πτυχιακής εργασίας
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΕΝΤΡΙΚΗΣ ΜΑΚΕΔΟΝΙΑΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ Σέρρες, Νοέμβριος 2015 Εκπονητής: Σαρακινούδης Ευάγγελος Επιβλέπων: Δρ. Μηχ. Σαγρής Δημήτριος Σκοπός της παρούσας πτυχιακής εργασίας
ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ
 19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
Λειτουργίες CNC-DNC. Επισκόπηση λειτουργιών CNC Επισκόπηση λειτουργιών DNC Επικοινωνίες. Λειτουργίες CNC-DNC. Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ
 Λειτουργίες CNC-DNC Επισκόπηση λειτουργιών CNC Επισκόπηση λειτουργιών DNC Επικοινωνίες Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Λειτουργίες CNC-DNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative Commons
Λειτουργίες CNC-DNC Επισκόπηση λειτουργιών CNC Επισκόπηση λειτουργιών DNC Επικοινωνίες Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Λειτουργίες CNC-DNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative Commons
ΓΡΑΠΤΕΣ ΠΡΟΑΓΩΠΚΕΣ ΕΞΕΤΑΣΕΙΣ ΜΑΪΟΥ / ΙΟΥΝΙΟΥ 2014
 ΤΕΧΝΙΚΗ ΣΧΟΛΗ ΜΑΚΑΡΙΟΣ Γ ΣΧΟΛΙΚΗ ΧΡΟΝΙΑ: 2013 2014 Κατεύθυνση: Πρακτική ΓΡΑΠΤΕΣ ΠΡΟΑΓΩΠΚΕΣ ΕΞΕΤΑΣΕΙΣ ΜΑΪΟΥ / ΙΟΥΝΙΟΥ 2014 Κλάδος: Μηχανολογίας Αρ. Μαθητών: 12 Ειδικότητα: Μηχ. Παραγωγής-Εργαλειομηχανών
ΤΕΧΝΙΚΗ ΣΧΟΛΗ ΜΑΚΑΡΙΟΣ Γ ΣΧΟΛΙΚΗ ΧΡΟΝΙΑ: 2013 2014 Κατεύθυνση: Πρακτική ΓΡΑΠΤΕΣ ΠΡΟΑΓΩΠΚΕΣ ΕΞΕΤΑΣΕΙΣ ΜΑΪΟΥ / ΙΟΥΝΙΟΥ 2014 Κλάδος: Μηχανολογίας Αρ. Μαθητών: 12 Ειδικότητα: Μηχ. Παραγωγής-Εργαλειομηχανών
7.3 ΔΡΑΠΑΝΑ. Σχήμα 142
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 129 7.3 ΔΡΑΠΑΝΑ Η διάνοιξη οπών είναι αναμφισβήτητα η συνηθέστερη κατεργασία κοπής στην μηχανουργική παραγωγή, οι δε μηχανές διάνοιξης οπών, οι κοινότερες εργαλειομηχανές σε ένα
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 129 7.3 ΔΡΑΠΑΝΑ Η διάνοιξη οπών είναι αναμφισβήτητα η συνηθέστερη κατεργασία κοπής στην μηχανουργική παραγωγή, οι δε μηχανές διάνοιξης οπών, οι κοινότερες εργαλειομηχανές σε ένα
RAM SLC SF Κοπτικό μηχάνημα CNC 3-αξόνων, οριζόντια κοπή με κορδέλα η οποία περιστρέφεται με μεγάλη ταχύτητα.
 RAM SLC SF Κοπτικό μηχάνημα CNC 3-αξόνων, οριζόντια κοπή με κορδέλα η οποία περιστρέφεται με μεγάλη ταχύτητα. SLC SF: Βασικά χαρακτηριστικά Τομείς εφαρμογής: Στρώματα, Ακουστική, Αυτοκινητοβιομηχανία,
RAM SLC SF Κοπτικό μηχάνημα CNC 3-αξόνων, οριζόντια κοπή με κορδέλα η οποία περιστρέφεται με μεγάλη ταχύτητα. SLC SF: Βασικά χαρακτηριστικά Τομείς εφαρμογής: Στρώματα, Ακουστική, Αυτοκινητοβιομηχανία,
Εισαγωγικές έννοιες θεωρίας Συστημάτων Αυτομάτου Ελέγχου Ενότητα 1 η : Εισαγωγή
 Εισαγωγικές έννοιες θεωρίας Συστημάτων Αυτομάτου Ελέγχου Ενότητα 1 η : Εισαγωγή Επ. Καθηγητής Γαύρος Κωνσταντίνος ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΒΙΟΜΗΧΑΝΙΚΟΥ ΣΧΕΔΙΑΣΜΟΥ ΤΕ Άδειες Χρήσης Το παρόν εκπαιδευτικό
Εισαγωγικές έννοιες θεωρίας Συστημάτων Αυτομάτου Ελέγχου Ενότητα 1 η : Εισαγωγή Επ. Καθηγητής Γαύρος Κωνσταντίνος ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΒΙΟΜΗΧΑΝΙΚΟΥ ΣΧΕΔΙΑΣΜΟΥ ΤΕ Άδειες Χρήσης Το παρόν εκπαιδευτικό
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ
 ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Ενότητα 2: Βασικές Κατασκευαστικές Τεχνολογίες Ι. Γιαννατσής Τμ. Βιομηχανικής Διοίκησης & Τεχνολογίας Πανεπιστήμιο Πειραιώς Διαδικασίες Κατασκευής Επεξεργασία
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Ενότητα 2: Βασικές Κατασκευαστικές Τεχνολογίες Ι. Γιαννατσής Τμ. Βιομηχανικής Διοίκησης & Τεχνολογίας Πανεπιστήμιο Πειραιώς Διαδικασίες Κατασκευής Επεξεργασία
ΠΕΙΡΑΜΑΤΙΚΑ ΑΠΟΤΕΛΕΣΜΑΤΑ ΦΘΟΡΑΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ
 ΠΕΙΡΑΜΑΤΙΚΑ ΑΠΟΤΕΛΕΣΜΑΤΑ ΦΘΟΡΑΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΠΕΡΙΓΡΑΦΗ ΤΗΣ ΠΕΙΡΑΜΑΤΙΚΗΣ ΙΑ ΙΚΑΣΙΑΣ Αρχικά γίνεται η προετοιµασία της εργαλειοµηχανής. Το κάθε κατεργαζόµενο τεµάχιο, πριν υποστεί την τελική κατεργασία
ΠΕΙΡΑΜΑΤΙΚΑ ΑΠΟΤΕΛΕΣΜΑΤΑ ΦΘΟΡΑΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΠΕΡΙΓΡΑΦΗ ΤΗΣ ΠΕΙΡΑΜΑΤΙΚΗΣ ΙΑ ΙΚΑΣΙΑΣ Αρχικά γίνεται η προετοιµασία της εργαλειοµηχανής. Το κάθε κατεργαζόµενο τεµάχιο, πριν υποστεί την τελική κατεργασία
Εργαλειομηχανές CNC. Χαρακτηριστικά κώδικα G (ISO) -2/4-
 -2/4-") Χαρακτηριστικά κώδικα G (ISO) -1/4- Ορισμός Είναι η γλώσσα προγραμματισμού των ΕΜ CNC Συντάσσεται όπως οι περισσότερες γλώσσες προγραμματισμού των υπολογιστών και μπορεί να φέρει λογικές πράξεις και επαναλήψεις
Χαρακτηριστικά κώδικα G (ISO) -1/4- Ορισμός Είναι η γλώσσα προγραμματισμού των ΕΜ CNC Συντάσσεται όπως οι περισσότερες γλώσσες προγραμματισμού των υπολογιστών και μπορεί να φέρει λογικές πράξεις και επαναλήψεις
1) Τι είναι ένα Σύστημα Αυτομάτου Ελέγχου 2) Παραδείγματα εφαρμογών Συστημάτων Ελέγχου 3) Τι είναι ανατροφοδότηση (Feedback) και ποιες είναι οι
 Τι είναι ένα Σύστημα Αυτομάτου Ελέγχου 2) Παραδείγματα εφαρμογών Συστημάτων Ελέγχου 3) Τι είναι ανατροφοδότηση (Feedback) και ποιες είναι οι") 1) Τι είναι ένα Σύστημα Αυτομάτου Ελέγχου 2) Παραδείγματα εφαρμογών Συστημάτων Ελέγχου 3) Τι είναι ανατροφοδότηση (Feedback) και ποιες είναι οι επιπτώσεις της 4) Μαθηματικό υπόβαθρο για την μελέτη των
1) Τι είναι ένα Σύστημα Αυτομάτου Ελέγχου 2) Παραδείγματα εφαρμογών Συστημάτων Ελέγχου 3) Τι είναι ανατροφοδότηση (Feedback) και ποιες είναι οι επιπτώσεις της 4) Μαθηματικό υπόβαθρο για την μελέτη των
Τεχνολογικό Εκπαιδευτικό Ίδρυμα Σερρών ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ. Πτυχιακή εργασία
 Τεχνολογικό Εκπαιδευτικό Ίδρυμα Σερρών ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ Πτυχιακή εργασία ΑΥΤΟΜΑΤΗ ΜΗΧΑΝΗ ΜΕΤΑΦΟΡΑΣ ΚΑΙ ΣΥΣΣΩΡΕΥΣΗΣ ΔΙΣΚΩΝ ΕΛΕΓΧΟΜΕΝΗ ΜΕ ΠΡΟΓΡΑΜΜΑΤΙΖΟΜΕΝΟ ΛΟΓΙΚΟ ΕΛΕΓΚΤΗ εισηγητής: Δρ Δαυίδ Κωνσταντίνος
Τεχνολογικό Εκπαιδευτικό Ίδρυμα Σερρών ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ Πτυχιακή εργασία ΑΥΤΟΜΑΤΗ ΜΗΧΑΝΗ ΜΕΤΑΦΟΡΑΣ ΚΑΙ ΣΥΣΣΩΡΕΥΣΗΣ ΔΙΣΚΩΝ ΕΛΕΓΧΟΜΕΝΗ ΜΕ ΠΡΟΓΡΑΜΜΑΤΙΖΟΜΕΝΟ ΛΟΓΙΚΟ ΕΛΕΓΚΤΗ εισηγητής: Δρ Δαυίδ Κωνσταντίνος
Κίνηση σε Ηλεκτρικό Πεδίο.
 Κίνηση σε Ηλεκτρικό Πεδίο. 3.01. Έργο κατά την μετακίνηση φορτίου. Στις κορυφές Β και Γ ενός ισοπλεύρου τριγώνου ΒΓ πλευράς α= 2cm, βρίσκονται ακλόνητα δύο σημειακά ηλεκτρικά φορτία 1 =2μC και 2 αντίστοιχα.
Κίνηση σε Ηλεκτρικό Πεδίο. 3.01. Έργο κατά την μετακίνηση φορτίου. Στις κορυφές Β και Γ ενός ισοπλεύρου τριγώνου ΒΓ πλευράς α= 2cm, βρίσκονται ακλόνητα δύο σημειακά ηλεκτρικά φορτία 1 =2μC και 2 αντίστοιχα.
Φυσικά μεγέθη. Φυσική α λυκείου ΕΙΣΑΓΩΓΗ. Όλα τα φυσικά μεγέθη τα χωρίζουμε σε δύο κατηγορίες : Α. τα μονόμετρα. Β.
 ΕΙΣΑΓΩΓΗ Φυσικά μεγέθη Όλα τα φυσικά μεγέθη τα χωρίζουμε σε δύο κατηγορίες : Α. τα μονόμετρα Β. τα διανυσματικά Μονόμετρα ονομάζουμε τα μεγέθη εκείνα τα οποία για να τα γνωρίζουμε χρειάζεται να ξέρουμε
ΕΙΣΑΓΩΓΗ Φυσικά μεγέθη Όλα τα φυσικά μεγέθη τα χωρίζουμε σε δύο κατηγορίες : Α. τα μονόμετρα Β. τα διανυσματικά Μονόμετρα ονομάζουμε τα μεγέθη εκείνα τα οποία για να τα γνωρίζουμε χρειάζεται να ξέρουμε
Άσκηση µελέτης τόρνευσης
 Άσκηση µελέτης τόρνευσης Σχήµα : Άξονας για κατεργασία σε τόρνο revolver Χαρακτηριστικά τόρνευσης Στροφές τόρνου: 60 200 250 35 400 500 630 800. Προώσεις: 0.06 0.08 0.0 0.25 0.6 0.20 0.25 0.35 0.40 0.50
Άσκηση µελέτης τόρνευσης Σχήµα : Άξονας για κατεργασία σε τόρνο revolver Χαρακτηριστικά τόρνευσης Στροφές τόρνου: 60 200 250 35 400 500 630 800. Προώσεις: 0.06 0.08 0.0 0.25 0.6 0.20 0.25 0.35 0.40 0.50
ΚΑΤΕΡΓΑΣΙΑ ΚΙΝΗΣΗ ΕΡΓΑΛΕΙΟΥ ΚΙΝΗΣΗ ΤΕΜΑΧΙΟΥ
 29 ΚΑΤΕΡΓΑΣΙΑ ΚΙΝΗΣΗ ΕΡΓΑΛΕΙΟΥ ΚΙΝΗΣΗ ΤΕΜΑΧΙΟΥ Τόρνευση μετατόπιση περιστροφή Φραιζάρισμα περιστροφή μετατόπιση Διάτρηση περιστροφή - Επιφανειακή λείανση περιστροφή μετατόπιση Κυλινδρική λείανση περιστροφή
29 ΚΑΤΕΡΓΑΣΙΑ ΚΙΝΗΣΗ ΕΡΓΑΛΕΙΟΥ ΚΙΝΗΣΗ ΤΕΜΑΧΙΟΥ Τόρνευση μετατόπιση περιστροφή Φραιζάρισμα περιστροφή μετατόπιση Διάτρηση περιστροφή - Επιφανειακή λείανση περιστροφή μετατόπιση Κυλινδρική λείανση περιστροφή
ΑΣΚΗΣΗ ΤΟΡΝΟΥ. ΑΡΧΙΚΟ ΚΟΜΜΑΤΙ, ΚΟΜΜΕΝΟ ΣΤΟ ΠΡΙΟΝΙ, ΑΠΟ ΑΤΡΑΚΤΟ ΕΜΠΟΡΙΟΥ Ø 30x5m. ίδονται
 ΑΣΚΗΣΗ ΤΟΡΝΟΥ ΑΡΧΙΚΟ ΚΟΜΜΑΤΙ, ΚΟΜΜΕΝΟ ΣΤΟ ΠΡΙΟΝΙ, ΑΠΟ ΑΤΡΑΚΤΟ ΕΜΠΟΡΙΟΥ Ø 30x5m. ΙΑΣΤΑΣΕΩΝ Ø 30 Χ 150 20 Μ16x2 15 80 D α 2 +β 2 95 ίδονται 1) Υλικό κοµµατιού : Χάλυβας St.37. 2) Υλικό εργαλείου : Ταχυχάλυβας,
ΑΣΚΗΣΗ ΤΟΡΝΟΥ ΑΡΧΙΚΟ ΚΟΜΜΑΤΙ, ΚΟΜΜΕΝΟ ΣΤΟ ΠΡΙΟΝΙ, ΑΠΟ ΑΤΡΑΚΤΟ ΕΜΠΟΡΙΟΥ Ø 30x5m. ΙΑΣΤΑΣΕΩΝ Ø 30 Χ 150 20 Μ16x2 15 80 D α 2 +β 2 95 ίδονται 1) Υλικό κοµµατιού : Χάλυβας St.37. 2) Υλικό εργαλείου : Ταχυχάλυβας,
Εισαγωγή στα συστήματα σχεδιομελέτης και παραγωγής με χρήση υπολογιστή - Computer aided design and manufacture (cad/cam)
") 1 ΚΕΦΑΛΑΙΟ Εισαγωγή στα συστήματα σχεδιομελέτης και παραγωγής με χρήση υπολογιστή - Computer aided design and manufacture (cad/cam) Περιεχόμενα κεφαλαίου 1.4 Εξέλιξη συστημάτων Cad σελ. 20 1.1 Ορισμός
1 ΚΕΦΑΛΑΙΟ Εισαγωγή στα συστήματα σχεδιομελέτης και παραγωγής με χρήση υπολογιστή - Computer aided design and manufacture (cad/cam) Περιεχόμενα κεφαλαίου 1.4 Εξέλιξη συστημάτων Cad σελ. 20 1.1 Ορισμός
ΕΝΟΤΗΤΑ 9: ΙΔΙΟΣΥΣΚΕΥΕΣ
 96 ΕΝΟΤΗΤΑ 9: ΙΔΙΟΣΥΣΚΕΥΕΣ ΣΤΟΧΟΙ: Με τη συμπλήρωση της ύλης της ενότητας αυτής ο μαθητής θα πρέπει να: 1. Ορίζει την έννοια ιδιοσυσκευή και εξηγεί τη χρησιμότητά της. 2. Αναφέρει τους παράγοντες που καθορίζουν
96 ΕΝΟΤΗΤΑ 9: ΙΔΙΟΣΥΣΚΕΥΕΣ ΣΤΟΧΟΙ: Με τη συμπλήρωση της ύλης της ενότητας αυτής ο μαθητής θα πρέπει να: 1. Ορίζει την έννοια ιδιοσυσκευή και εξηγεί τη χρησιμότητά της. 2. Αναφέρει τους παράγοντες που καθορίζουν
ΔΙΑΣΤΑΣΕΙΣ. Διαστάσεις σε κύκλους, τόξα, γωνίες κώνους Μέθοδοι τοποθέτησης διαστάσεων
 ΔΙΑΣΤΑΣΕΙΣ Διαστάσεις σε κύκλους, τόξα, γωνίες κώνους Μέθοδοι τοποθέτησης διαστάσεων Η Σωστή τοποθετηση Διαστασεων στο Μηχανολογικο Σχεδιο ειναι απαραιτητη για τη Σωστή Κατασκευή Εχετε κατι να παρατηρησετε;
ΔΙΑΣΤΑΣΕΙΣ Διαστάσεις σε κύκλους, τόξα, γωνίες κώνους Μέθοδοι τοποθέτησης διαστάσεων Η Σωστή τοποθετηση Διαστασεων στο Μηχανολογικο Σχεδιο ειναι απαραιτητη για τη Σωστή Κατασκευή Εχετε κατι να παρατηρησετε;
ΛΥΣΕΙΣ ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2007
 ΛΥΣΕΙΣ ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2007 ΤΕΧΝΟΛΟΓΙΑ T.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθηµα: Βασικά Στοιχεία Μηχανολογίας
ΛΥΣΕΙΣ ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2007 ΤΕΧΝΟΛΟΓΙΑ T.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθηµα: Βασικά Στοιχεία Μηχανολογίας
Εισαγωγή στη Μηχανουργική Τεχνολογία. Παρουσίαση του μαθήματος - ΕΜΤ
 Εισαγωγή στη Μηχανουργική Τεχνολογία Παρουσίαση του μαθήματος Οκτ-15 Γ. Βοσνιάκος Παρουσίαση του μαθήματος - ΕΜΤ Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative Commons και δημιουργήθηκε
Εισαγωγή στη Μηχανουργική Τεχνολογία Παρουσίαση του μαθήματος Οκτ-15 Γ. Βοσνιάκος Παρουσίαση του μαθήματος - ΕΜΤ Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative Commons και δημιουργήθηκε
Κεφάλαιο 7 - Συστήματα CAD/CAM και CNC
 Κεφάλαιο 7 - Συστήματα CAD/CAM και CNC Πίνακας Περιεχομένων Κεφάλαιο 7 - Συστήματα CAD/CAM και CNC... 1 Συντομεύσεις - Ακρωνύμια... 2 Σύνοψη... 3 Προαπαιτούμενη γνώση... 3 7.1 Εισαγωγή στα συστήματα CAD/CAM...
Κεφάλαιο 7 - Συστήματα CAD/CAM και CNC Πίνακας Περιεχομένων Κεφάλαιο 7 - Συστήματα CAD/CAM και CNC... 1 Συντομεύσεις - Ακρωνύμια... 2 Σύνοψη... 3 Προαπαιτούμενη γνώση... 3 7.1 Εισαγωγή στα συστήματα CAD/CAM...
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση
 Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
ΘΕΜΑΤΑ ΕΞΕΤΑΣΕΩΝ ΠΙΣΤΟΠΟΙΗΣΗΣ ΑΡΧΙΚΗΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΚΑΤΑΡΤΙΣΗΣ ΕΙΔΙΚΟΤΗΤΑΣ Ι.Ε.Κ. "ΤΕΧΝΙΚΟΣ ΕΡΓΑΛΕΙΟΜΗΧΑΝΩΝ ΑΡΙΘΜΗΤΙΚΟΥ ΕΛΕΓΧΟΥ (C.N.C.
 ΥΠΟΥΡΓΕΙΟ ΠΟΛΙΤΙΣΜΟΥ, ΠΑΙΔΕΙΑΣ ΚΑΙ ΘΡΗΣΚΕΥΜΑΤΩΝ ΘΕΜΑΤΑ ΕΞΕΤΑΣΕΩΝ ΠΙΣΤΟΠΟΙΗΣΗΣ ΑΡΧΙΚΗΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΚΑΤΑΡΤΙΣΗΣ ΕΙΔΙΚΟΤΗΤΑΣ Ι.Ε.Κ. "ΤΕΧΝΙΚΟΣ ΕΡΓΑΛΕΙΟΜΗΧΑΝΩΝ ΑΡΙΘΜΗΤΙΚΟΥ ΕΛΕΓΧΟΥ (C.N.C.)" 1 η ΠΕΡΙΟΔΟΣ 2015
ΥΠΟΥΡΓΕΙΟ ΠΟΛΙΤΙΣΜΟΥ, ΠΑΙΔΕΙΑΣ ΚΑΙ ΘΡΗΣΚΕΥΜΑΤΩΝ ΘΕΜΑΤΑ ΕΞΕΤΑΣΕΩΝ ΠΙΣΤΟΠΟΙΗΣΗΣ ΑΡΧΙΚΗΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΚΑΤΑΡΤΙΣΗΣ ΕΙΔΙΚΟΤΗΤΑΣ Ι.Ε.Κ. "ΤΕΧΝΙΚΟΣ ΕΡΓΑΛΕΙΟΜΗΧΑΝΩΝ ΑΡΙΘΜΗΤΙΚΟΥ ΕΛΕΓΧΟΥ (C.N.C.)" 1 η ΠΕΡΙΟΔΟΣ 2015
ΕΝΙΣΧΥΣΗ ΕΡΕΥΝΗΤΙΚΩΝ ΟΜΑΔΩΝ Τ.Ε.Ι «ΑΡΧΙΜΗΔΗΣ»
 ΕΝΙΣΧΥΣΗ ΕΡΕΥΝΗΤΙΚΩΝ ΟΜΑΔΩΝ Τ.Ε.Ι «ΑΡΧΙΜΗΔΗΣ» ΥΠΟΕΡΓΟ 2 «Μετροτεχνική Ανάλυση και παρακολούθηση σε πραγματικό χρόνο κατεργασιών πολυαξονικού φραιζαρίσματος με χρήση πολλαπλών αισθητηρίων και κατάλληλο
ΕΝΙΣΧΥΣΗ ΕΡΕΥΝΗΤΙΚΩΝ ΟΜΑΔΩΝ Τ.Ε.Ι «ΑΡΧΙΜΗΔΗΣ» ΥΠΟΕΡΓΟ 2 «Μετροτεχνική Ανάλυση και παρακολούθηση σε πραγματικό χρόνο κατεργασιών πολυαξονικού φραιζαρίσματος με χρήση πολλαπλών αισθητηρίων και κατάλληλο
ΠΑΓΚΑΛΟΣ Α.Ε ΚΕΝΤΡΟ ΕΠΕΞΕΡΓΑΣΙΑΣ EMMEGI MOD. PHANTOMATIC M4L
 ΠΑΓΚΑΛΟΣ Α.Ε ΕΜΠΟΡΙΑ ΜΗΧΑΝΗΜΑΤΩΝ ΑΛΟΥΜΙΝΙΟΥ & PVC Δαιδάλου 42 & Άργους (Έναντι γηπέδου Αγ. Δημητρίου), Άγιος Δημήτριος Τηλ.:210-9833055 210-9833279, Fax : 210-9827535 Web: http://www.pagalos.gr, E-Mail:
ΠΑΓΚΑΛΟΣ Α.Ε ΕΜΠΟΡΙΑ ΜΗΧΑΝΗΜΑΤΩΝ ΑΛΟΥΜΙΝΙΟΥ & PVC Δαιδάλου 42 & Άργους (Έναντι γηπέδου Αγ. Δημητρίου), Άγιος Δημήτριος Τηλ.:210-9833055 210-9833279, Fax : 210-9827535 Web: http://www.pagalos.gr, E-Mail: