Στους γονείς μου Παναγιώτη και Ελένη και στον αδελφό μου Αποστόλη.
|
|
|
- Ἡσίοδος Λαμέρας
- 7 χρόνια πριν
- Προβολές:
Transcript
1 1
2 Στους γονείς μου Παναγιώτη και Ελένη και στον αδελφό μου Αποστόλη. 2
3 Θα ήθελα να ευχαριστήσω όλους τους καθηγητές και συμφοιτητές μου για τις γνώσεις, τις συμβουλές, τις εμπειρίες αλλά και το χρόνο που μοιραστήκαν μαζί μου αυτά τα χρόνια. Ιδιαίτερα θα ήθελα να ευχαριστήσω τον Αναπληρωτή Καθηγητή κ. Αριστομένη Αντωνιάδη και τον Υποψήφιο ιδάκτορα κ. Νικόλαο Ταπόγλου για τη χρήσιμη βοήθειά τους στην εκπόνηση της διπλωματικής μου εργασίας. εν θα μπορούσα να μην ευχαριστήσω τους φίλους μου και την οικογένεια μου για τη στήριξη που μου δίνουν σε οποιαδήποτε περίσταση της ζωής μου. 3
4 ΠΕΡΙΕΧΟΜΕΝΑ 1. ΕΙΣΑΓΩΓΗ 4 2. ΣΤΑΘΜΗ ΤΩΝ ΓΝΩΣΕΩΝ Βασικές αρχές Προσομοίωση της κατεργασίας φραιζαρίσματος με κύλιση στο CAD ΠΡΟΦΡΑΙΖΑΡΙΣΜΑ Υπολογισμός κοπτικής κατατομής εργαλείου με διορθωμένη κεφαλή 17 (Protuberanz) 3.2 Περιγραφή της κινηματικής του κοπτικού εργαλείου Προσδιορισμός αποβλίττων στο προφραιζάρισμα ΑΠΟΦΛΟΙΩΣΗ (GEAR SKIVING) Υπολογισμός κατατομής του κοπτικού δοντιού στο φραιζάρισμα 25 αποφλοίωσης με κύλιση 4.2 Περιγραφή της κινηματικής του κοπτικού εργαλείου στην κατεργασία 28 αποφλοίωσης με κύλιση οδοντώσεων 4.3 Προσδιορισμός αποβλίττων στην αποφλοίωση ΑΠΟΤΕΛΕΣΜΑΤΑ ΣΥΝΟΨΗ ΒΙΒΛΙΟΓΡΑΦΙΑ 65 4
 είναι η κύρια μέθοδος κοπής εξωτερικών οδοντώσεων.")
5 1. ΕΙΣΑΓΩΓΗ Για την κατασκευή οδοντώσεων που λειτουργούν σε υψηλό αριθμό στροφών και με υψηλές ποιοτικές προδιαγραφές, χρησιμοποιούνται αποκλειστικά κατεργασίες κοπής με κύλιση όπως: Το φραιζάρισμα με κύλιση Η πλάνιση με κύλιση Η πλάνιση με κύλιση με οδοντωτό κανόνα Η αποφλοίωση με κύλιση Το φραιζάρισμα με κύλιση (Gear Hobbing) είναι η κύρια μέθοδος κοπής εξωτερικών οδοντώσεων. Σε αντίθεση με το παραδοσιακή αυτή κοπή εξωτερικών οδοντώσεων, το φραιζάρισμα αποφλοίωσης με κύλιση (Gear Skiving) είναι μία από τις δευτερεύουσες κατεργασίες για την αποπεράτωση των οδοντώσεων. Οι δυνατές ακολουθίες κατεργασιών με τη χρήση της αποφλοίωσης είναι οι εξής: προκατεργασία, θερμική κατεργασία και τέλος η αποπεράτωση των οδοντώσεων με την κατεργασία του φραιζαρίσματος αποφλοίωσης με κύλιση (Gear Skiving). Οι δύο δυνατότητες στο φραιζάρισμα αποφλοίωσης με κύλιση, συνδέονται με αντίστοιχες μεθόδους προκατεργασίας. Προκατεργασία με τυποποιημένη κοπτική κατατομή κατά DIN 3972 ή προκατεργασία με κοπτικό εργαλείο με διορθωμένη κεφαλή (Protuberanz). Στην παρούσα εργασία η προκατεργασία του φραιζαρίσματος με κύλιση πραγματοποιείται με εργαλείο με διορθωμένη κεφαλή (Protuberanz). Η χρήση του εργαλείου με διορθωμένη κεφαλή είναι απαραίτητη γιατί έτσι η κατεργασία φραιζαρίσματος αφήνει μικρό πάχος υλικού στον οδοντωτό τροχό που στη συνέχεια απομακρύνεται με την αποφλοίωση. Έτσι, με τη χρήση της κατεργασίας αποφλοίωσης επιτυγχάνεται μεγαλύτερη ακρίβεια στις διαστάσεις του τελικού τροχού. Η βασική ορολογία των κατεργασιών αυτών παρουσιάζεται στο σχήμα 1.1. ιακρίνονται ο κατεργαζόμενος τροχός, το κοπτικό εργαλείο καθώς και τα βασικά δεδομένα της κατεργασίας που αφορούν το εργαλείο, τον κατεργαζόμενο τροχό και τις συνθήκες κοπής. Σχήμα 1.1 : Ορολογία στο ζεύγος φραίζα κατεργαζόμενος τροχός. 5
6 Οδοντωτός τροχός Κοπτικό εργαλείο (Hob) Κατεργασία d g : ιάμετρος τροχού d h : ιάμετρος φραίζας θ s : Γωνία κλίσεως θ s = h a - γ h a : Γωνία κλίσεως γ : Γωνία ελικώσεως f a : Αξονική πρόωση οδόντωσης z 2 : Αριθμός δοντιών z 1 : Αριθμός αρχών t : Βάθος κοπής w : Πλάτος τροχού ε : Αξονικό βήμα n 1 :Αριθμός στηλών γ κ : Γωνία κεφαλής δ κ : Απόσταση επιπέδου επιφάνειας αποβλίττου Στην παρούσα εργασία γίνεται παρουσίαση της μοντελοποίησης με χρήση συστήματος CAD για το φραιζάρισμα αποφλοίωσης οδοντώσεων με κύλιση (Gear Skiving), με σκοπό την περαιτέρω ανάλυση της κατεργασίας και σε άλλους τομείς, όπως τον υπολογισμό των αναπτυσσόμενων τάσεων κατά τη διάρκεια της κοπής. Η μοντελοποίηση της κατεργασίας πραγματοποιείται με τη βοήθεια του Autodesk Inventor, ενώ η γλώσσα προγραμματισμού που χρησιμοποιήθηκε για την ανάπτυξη του λογισμικού είναι η Visual Basic. Η ανάπτυξη τέτοιων προγραμμάτων προσομοίωσης είναι ιδιαίτερης σημασίας, αφού με αυτό τον τρόπο επιτυγχάνεται βελτιστοποίηση της κατεργασίας, αύξηση της παραγωγικότητας καθώς και δίνεται η δυνατότητα για επιλογή της κατάλληλης εργαλειομηχανής. 6

7 2. ΣΤΑΘΜΗ ΤΩΝ ΓΝΩΣΕΩΝ 2.1 Βασικές αρχές Κατά την κατασκευή οδοντωτών τροχών, τα παραγόμενα προϊόντα είναι απαραίτητο να πληρούν προϋποθέσεις όπως: αντοχή στις υψηλές τάσεις που αναπτύσσονται κατά τη λειτουργία τους, αυξανόμενη απόδοση κατά τη χρήση τους, μεγιστοποίηση της διάρκειας ζωής τους καθώς και ελαχιστοποίηση του θορύβου. Η κατασκευή των οδοντωτών τροχών μπορεί να πραγματοποιηθεί με διάφορες μεθόδους όπως το φραιζάρισμα με κύλιση (gear hobbing) που αποτελεί την πιο ευρέως χρησιμοποιούμενη μέθοδο. Το φραιζάρισμα με κύλιση συνήθως ακολουθεί η λείανση ως κατεργασία αποπεράτωσης. Ειδικά για σκληρά υλικά και κυρίως για ήδη ενανθρακωμένες παρειές, χρησιμοποιείται ως φινίρισμα η αποφλοίωση των οδοντώσεων με κύλιση (gear skiving) που ακολουθεί την κοπή με φραιζάρισμα με κύλιση με διορθωμένη κεφαλή. Τα τελευταία χρόνια η κατεργασία κυλινδρικών οδοντωτών τροχών με αποφλοίωση με κύλιση τείνει να αντικαταστήσει την παραδοσιακή μέθοδο της λείανσης με κύλιση (gear honning) εξαιτίας της εξέλιξης των εργαλειομηχανών, οι οποίες καθιστούν τη μέθοδο πρακτική και οικονομική ενώ παράλληλα επιτυγχάνεται και η απαιτούμενη ποιότητα. Η κατεργασία κυλινδρικών οδοντωτών τροχών με φραιζάρισμα αποφλοίωσης με κύλιση αλλά και το φραιζάρισμα με κύλιση διαφέρουν από άλλες κατεργασίες (φραιζάρισμα, τόρνευση) λόγω της αρχής της κύλισης και της μορφής του κατεργαζόμενου τροχού. Η απαιτούμενη αύξηση της παραγωγικότητας προϋποθέτει τη γνώση μηχανισμού της κοπής, της κινηματικής της κατεργασίας και των καταπονήσεων των κοπτικών εργαλείων. Η βασική κινηματική της κατεργασίας περιγράφεται από ανεξάρτητες μεταξύ τους κινήσεις, της φραίζας και του κατεργαζόμενου τροχού, γεγονός που καθιστά περίπλοκη την προσομοίωση της. Οι κινήσεις αυτές παραστατικά φαίνονται στο σχήμα 2.1. Σχήμα 2.1 : Κινηματική της κατεργασίας του φραιζαρίσματος με κύλιση οδοντώσεων. 7
 και αντίρροπο (f a < 0).")
8 Η αξονική μετατόπιση που πραγματοποιεί η φραίζα ανά μία περιστροφή του τροχού ονομάζεται πρόωση. Η πρόωση f a, ανάλογα τη φορά της, διακρίνει το φραιζάρισμα των οδοντώσεων σε ομόρροπο (f a > 0) και αντίρροπο (f a < 0). Στις πλάγιες οδοντώσεις διακρίνονται δυο ακόμη παραλλαγές, ανάλογα με την κατεύθυνση της ελίκωσης του εργαλείου, σχετικά με την κατεύθυνση της ελίκωσης του τροχού (ομοιόστροφο αντίστροφο φραιζάρισμα). Ο συνδυασμός των παραλλαγών αυτών προσφέρει στις πλάγιες οδοντώσεις τέσσερεις δυνατότητες κατεργασίας, κάθε μια με τις δικές της τεχνολογικές ιδιαιτερότητες. Οι τέσσερεις αυτές δυνατότητες κατεργασίας του φραιζαρίσματος παρουσιάζονται στο σχήμα 2.2. Σχήμα 2.2 : Παραλλαγές κατεργασίας φραιζαρίσματος πλάγιων οδοντώσεων με κύλιση. Το φραιζάρισμα αποφλοίωσης με κύλιση όπως και το φραιζάρισμα με κύλιση χρησιμοποιούνται κυρίως σαν μέθοδοι κοπής οδοντώσεων μετωπικών οδοντοτροχών και οδοντοτροχών που συνεργάζονται με ατέρμονα κοχλία. Κατά την κοπή φραιζαρίσματος αποφλοίωσης με κύλιση και φραιζαρίσματος με κύλιση, ανάλογα με τη μέθοδο κατεργασίας, αλλά και σε συνάρτηση με τα διάφορα δεδομένα της, τα σχηματιζόμενα απόβλιττα έχουν μορφή και διαστάσεις που ποικίλουν. Αντίστοιχη συμπεριφορά παρουσιάζεται και στα αναπτυσσόμενα φορτία κατά την κοπή καθώς και στη συμπεριφορά της φθοράς των δοντιών του κοπτήρα. Εκτός της δημιουργούμενης φθοράς που παρατηρείται κατά κύριο λόγο στην ελεύθερη επιφάνεια των δοντιών, σημαντικά προβλήματα που προκύπτουν στην κατεργασία σχετίζονται με τις μηχανικές υπερκαταπονήσεις που δέχεται το κοπτικό εργαλείο. Έτσι παρουσιάζονται περιπτώσεις κατεργασιών κοπής οδόντωσης, που παρατηρούνται θραύσεις των κοπτικών ακμών ακόμα και στην αρχή της κατεργασίας ιδιαίτερα στις περιπτώσεις χρησιμοποίησης εργαλείων από σκληρομέταλλα. Τα σκληρομέταλλα, προϊόντα της κονιομεταλλουργίας, συνίστανται από σωματίδια καρβιδίων, κυρίως καρβιδίου του Βολφραμίου (WC) σε συνδυασμό με άλλα καρβίδια, σε μικρότερο όμως ποσοστό. Ως συνδετική υλη χρησιμοποιείται κατ εξοχήν το Κοβάλτιο (Co). Από τη φύση τους τα σκληρομέταλλα είναι ψαθυρά υλικά και κατά συνέπεια η 8

9 δημιουργία υψηλών εφελκυστικών τάσεων εγκυμονεί κινδύνους δημιουργίας ρωγμών ή και θραύσεων. Η ψαθυρή αυτή θραύση συμβαίνει ύστερα από ελαχίστη η και καθόλου πλαστική παραμόρφωση, σε συχνά απρόβλεπτα επίπεδα. Μελέτες, για την εκτίμηση των αιτιών των θραύσεων των κοπτικών δοντιών στο φραιζάρισμα αποφλοίωσης με κύλιση οδοντώσεων αλλά και στο φραιζάρισμα με κύλιση, έδειξαν πως αρκετοί παράγοντες επιδρούν στη δημιουργία θραύσεων. Για τις συγκεκριμένες κατεργασίες οι παράγοντες αυτοί κατατάσσονται σε σχέση με: Το κοπτικό εργαλείο (μορφή, σκληρομέταλλο, τρόπος κατασκευής λείανσης) Γεωμετρία κοπτικού δοντιού (γωνία ελευθερίας, γωνία αποβλίττου, κυκλικότητα κοπτικής ακμής) Γεωμετρία αποβλίττου (τομές αποβλίττου, διαίρεση βάθους κοπής, συνθήκες διείσδυσης) Συνθήκες κατεργασίας (θερμική καταπόνηση, δυναμική συμπεριφορά εργαλειομηχανής) Ο τρόπος με τον οποίο πραγματοποιείται η κατεργασία φραιζαρίσματος με κύλιση είναι πλήρως κατανοητός. Επίσης από παλαιότερες έρευνες έχουν αναπτυχθεί πολύπλοκα λογισμικά (FRS, FRSDYN, FRSFEM, FRSSKIV) που ανάλογα με τα δεδομένα της κατεργασίας δίνουν μια πολύ καλή προσέγγιση για τα στοιχεία της, όπως η γεωμετρία των αποβλίττων, τα αναπτυσσόμενα φορτία κατά την κοπή καθώς και η συμπεριφορά της φθοράς των δοντιών του κοπτήρα. Αυτά τα λογισμικά έχουν αναπτυχθεί με τέτοιο τρόπο ώστε να δίνεται η δυνατότητα να χρησιμοποιηθούν και σε άλλες κατεργασίες κοπής που στηρίζονται στην ίδια βασική αρχή, δηλαδή την κύλιση. Σχήμα 2.3 : Η αρχή της κατεργασίας κοπής στο φραιζάρισμα αποφλοίωσης οδοντώσεων με κύλιση καθώς και η αντιπαράθεση της με το φραιζάρισμα κύλισης. 9
10 Η ομοιότητα που υπάρχει μεταξύ των δυο κατεργασιών, διευκολύνει την έρευνα αφού επιτρέπει την εκμετάλλευση της εμπειρίας του φραιζαρίσματος με κύλιση, η οποία έχει αποκτηθεί μέσα από τις ήδη υπάρχουσες έρευνες. Αυτό που διακρίνει το φραιζάρισμα αποφλοίωσης με κύλιση είναι ότι αποτελεί μέθοδο κατεργασίας αποπεράτωσης των οδοντώσεων, δηλαδή πραγματοποιείται πάνω σε προκατεργασμένο κομμάτι το οποίο έχει δημιουργηθεί με διάφορες κοπτικές κατατομές, όπως η προκατεργασία με κοπτικό εργαλείο με διορθωμένη κεφαλή (Protuberanz). Είναι προφανές λοιπόν ότι για την ολοκλήρωση της προσομοίωσης του οδοντωτού τροχού απαιτείται αρχικά να πραγματοποιηθεί μια προσομοίωση της προκατεργασίας πάνω στον ακατέργαστο τροχό με το κοπτικό εργαλείο με διορθωμένη κεφαλή (Protuberanz), ενώ στη συνέχεια θα γίνει η προσομοίωση του φραιζαρίσματος αποφλοίωσης με κύλιση, όπου η κοπτική κατατομή του δοντιού της φραίζας έχει ιδιαίτερη γεωμετρία. Στο σχήμα 2.3 (α) απεικονίζεται μια τυπική φραίζα (Skiving hob) για την κατεργασία αποφλοίωσης οδοντώσεων με κύλιση της οποίας όπως παρατηρείται η γεωμετρία είναι όμοια με αυτή της κατεργασίας φραιζαρίσματος με κύλιση (Hobbing hob). Επίσης στο σχήμα 2.3 (β) φαίνεται η διαδικασία της κατεργασίας κοπής. Για τη δημιουργία των οδοντώσεων απαιτείται να πραγματοποιούνται ταυτόχρονα τρεις κινήσεις, η περιστροφή του εργαλείου κοπής (φραίζα) γύρω από τον άξονα του, η περιστροφή του κατεργαζόμενου τροχού γύρω από τον άξονα του και τέλος η αξονική πρόωση του εργαλείου κοπής. Η ιδιαίτερη γεωμετρία του εργαλείου κοπής για την αποφλοίωση οδοντώσεων με κύλιση παρουσιάζεται στο σχήμα 2.3 (γ), όπου απεικονίζεται η αντιπαράθεση μεταξύ της κοπτικής κατατομής του φραιζαρίσματος με κύλιση και του φραιζαρίσματος αποφλοίωσης με κύλιση με γωνίες κλίσης γ κ =0 ο και γ κ =-30 ο, αντίστοιχα. Οι βασικές διαφορές που υπάρχουν μεταξύ αυτού και του εργαλείου κοπής οδόντωσης στο φραιζάρισμα με κύλιση εντοπίζονται στην αρνητική δίεδρη γωνία κλήσης γ κ καθώς και στην απόσταση δ κ της επιφάνειας αποβλίττου. H αρνητική γωνία κλίσης της κεφαλής, προστατεύει το κοπτικό (καρβιδίου) από κραδασμούς και στιγμιαίες υπερφορτίσεις. Όταν η γωνία κλίσης γ κ της κεφαλής της φραίζας ισούται με μηδέν τότε το επίπεδο που δημιουργείται από την κοπτική επιφάνεια περιλαμβάνει και τον άξονα του κοπτικού εργαλείου. Η διακεκομμένη περιοχή του σχήματος αντιστοιχεί στο ενεργό μέρος κοπής της φραίζας. Επίσης τα κοπτικά εργαλεία και για τις δυο κατεργασίες έχουν το ίδιο ενεργό μέρος κοπής. Όπως στην κατεργασία φραιζαρίσματος με κύλιση, έτσι και στην κατεργασία αποφλοίωσης με κύλιση, λόγω της περίπλοκης κινηματικής δημιουργείται πρόβλημα ως προς τη μοντελοποίησή της, αφού η μορφοποίηση ενός αυλακιού της οδόντωσης λαμβάνει χώρα σε διαδοχικές διεισδύσεις των δοντιών της φραίζας σχετικά με τον κατεργαζόμενο τροχό. Τα διαδοχικά αυτά περάσματα ονομάζονται θέσεις κύλισης. Το σχήμα 2.4 δείχνει την αλγοριθμική διαδικασία που εφαρμόστηκε για την προσομοίωση της κατεργασίας φραιζαρίσματος αποφλοίωσης με κύλιση. Η γεωμετρία του κοπτικού εργαλείου και του κατεργαζόμενου τροχού καθώς και οι συνθήκες κοπής αποτελούν τα δεδομένα για τον προσδιορισμό των διεισδύσεων στο χώρο μεταξύ εργαλείου και τεμαχίου. Τα δεδομένα αυτά είναι ίδια με τα αντίστοιχα της κατεργασίας φραιζαρίσματος με κύλιση με εξαίρεση ότι επιπρόσθετα υπάρχει η γωνία γ κ και η απόσταση δ κ. Η ανάπτυξη του κώδικα γίνεται με τέτοιο τρόπο ώστε να δίνεται η δυνατότητα στο χρήστη να επηρεάζει εύκολα τα δεδομένα του προγράμματος. Η προσομοίωση αυτή έχει τη δυνατότητα αναλυτικού υπολογισμού της γεωμετρικής μορφής του απαραμόρφωτου αποβλίττου καθώς και τον προσδιορισμό των δυνάμεων που αναπτύσσονται κατά την κοπή. Εκτός από τα δεδομένα, υπενθυμίζοντας ότι η κατεργασία φραιζαρίσματος αποφλοίωσης με κύλιση αποτελεί μέθοδο αποπεράτωσης, απαιτείται επίσης η γεωμετρία 10

11 της αυλάκωσης δεδομένου ότι έχει προηγηθεί κοπή με εργαλείο με διορθωμένη κεφαλή. Η γεωμετρία της αυλάκωσης εξαρτάται από τη γεωμετρία που έχει το κοπτικό δόντι. Σχήμα 2.4 : ιαδικασία υπολογισμού αποβλίττων στο φραιζάρισμα αποφλοίωσης οδοντώσεων με κύλιση. Η αρχή του παραπάνω αλγορίθμου βασίστηκε στη μαθηματική περιγραφή των διεισδύσεων του κοπτικού εργαλείου στον κατεργαζόμενο τροχό. Ο αναπτυχθείς κώδικας επιτρέπει τον προσδιορισμό του απαραμόρφωτου αποβλίττου καθώς και έναν ακριβή υπολογισμό των αποβλίττων μέσω τομών με τα επίπεδα από τα όποια διέρχεται η επιφάνεια αποβλίττου (Chip cross section), όπως φαίνεται στο κάτω μέρος του σχήματος Προσομοίωση της κατεργασίας φραιζαρίσματος με κύλιση στο CAD Όπως έχει αναφερθεί, για τη χρήση της κατεργασίας φραιζαρίσματος αποφλοίωσης οδοντώσεων με κύλιση απαιτείται το προφραιζάρισμα. Πριν λοιπόν γίνει ιδιαίτερη αναφορά για τα δυο αυτά στάδια δημιουργίας οδόντωσης, θα ήταν σκόπιμο να περιγραφεί η βασική λογική που ακολουθήθηκε κατά τον προγραμματισμό για την προσομοίωση της κινηματικής της κατεργασίας φραιζαρίσματος με κύλιση, η οποία και αποτελεί τη βάση για τη δημιουργία της προσομοίωσης της κατεργασίας φραιζαρίσματος αποφλοίωσης με κύλιση. Όπως είναι γνωστό, η βασική κινηματική τόσο της κατεργασίας φραιζαρίσματος με κύλιση όσο και της κατεργασίας φραιζαρίσματος αποφλοίωσης με κύλισης, περιγράφεται από ανεξάρτητες μεταξύ τους κινήσεις, της φραίζας και του κατεργαζόμενου τεμαχίου. Η διαφορά ανάμεσα στις δυο κατεργασίες έγκειται στην διαφορετική μορφή και γεωμετρία του κοπτικού δοντιού, όπως θα φανεί λεπτομερώς σε επόμενο κεφάλαιο. Για την προσομοίωση της κατεργασίας, η βασική ιδέα είναι η δημιουργία ενός κυλίνδρου που αποτελεί το κατεργαζόμενο τροχό και στη συνέχεια η δημιουργία της κίνησης που διαγράφουν όλα τα δόντια του κοπτικού εργαλείου ως προς τον κατεργαζόμενο τροχό, 11
 μεταξύ αυτών των δύο κατά την οποία αφαιρείται το κοινό υλικό μεταξύ")
12 λαμβάνοντας υπόψη όλες τις κινήσεις της κατεργασίας. Έχοντας λοιπόν την πορεία όλων των οδοντώσεων του κοπτικού εργαλείου και τον κατεργαζόμενο τροχό, γίνεται συναρμολόγηση (assembly) μεταξύ αυτών των δύο κατά την οποία αφαιρείται το κοινό υλικό μεταξύ των δυο στερεών. Το κοινό υλικό που αφαιρείται από το κάθε πέρασμα αποτελεί το απόβλιττο που δίνει το συγκεκριμένο πέρασμα (θέση κύλισης). Όταν πραγματοποιηθεί η συναρμολόγηση για όλα τα δόντια του κοπτικού και αφού έχουν γίνει τα απαραίτητα περάσματα (μπασίματα) δημιουργείται η τελική μορφή της οδόντωσης (αυλάκωσης) πάνω στον κατεργαζόμενο τροχό, όπως ενδεικτικά φαίνεται στο σχήμα 2.5. Σχήμα 2.5 : Ενδεικτικά η αυλάκωση οδοντωτού τροχού (γρανάζι) και απόβλιττο κοπής. Με τη βοήθεια εικόνων θα γίνει λοιπόν μια περιγραφή της λειτουργίας του λογισμικού, ώστε να γίνει πλήρως κατανοητός ο τρόπος με τον οποίο αναπτύχτηκε ο κώδικας προκειμένου να δημιουργηθούν τα απόβλιττα της κοπής και κατ επέκταση το τελικό αυλάκι. Όπως παρουσιάζεται και στο σχήμα 2.6 απαραίτητη είναι η αρχικοποίηση των εισόδων του προγράμματος, δηλαδή των δεδομένων και των συνθηκών κάτω από τις οποίες πραγματοποιείται η προσομοίωση της κοπής. Τα δεδομένα αυτά αφορούν τη γεωμετρία του κοπτικού εργαλείου, τη γεωμετρία του κατεργαζόμενου τροχού, καθώς και τις συνθήκες κοπής. Συγκεκριμένα απαιτείται: Γεωμετρία κοπτικού εργαλείου m (module) [mm] : Μέτρο οδόντωσης κοπτικού εργαλείου Ισχύει : ύψος δοντιού φραίζας = 2,25 m n i : Αριθμός στηλών φραίζας z 1 : Αριθμός αρχών κοπτικών δοντιών d h : Εξωτερική διάμετρος φραίζας ε : Αξονικό βήμα, δηλαδή καθορίζει την απόσταση του επόμενου δοντιού. Ισχύει : ε = (m pi 1) / n i γ : Γωνία ελίκωσης φραίζας 12
 d g [mm] : ιάμετρος τροχού h a [deg] : Γωνία κλίσης οδόντωσης z 2 : Αριθμός δοντιών οδοντωτού τροχού w [mm] : Πλάτος τροχού Συνθήκες κοπής t [mm] : Βάθος")
13 Σχήμα 2.6 : ιάγραμμα ροής της προσομοίωσης του φραιζαρίσματος με κύλιση. Γεωμετρία κατεργαζόμενου τροχού (γρανάζι) d g [mm] : ιάμετρος τροχού h a [deg] : Γωνία κλίσης οδόντωσης z 2 : Αριθμός δοντιών οδοντωτού τροχού w [mm] : Πλάτος τροχού Συνθήκες κοπής t [mm] : Βάθος κοπής. Ισχύει : t = 2.2 m / cos(h a ) f a [mm/wrev] : Αξονική πρόωση, δηλαδή η ταχύτητα του κοπτικού εργαλείου σε μία πλήρη περιστροφή του γραναζιού z [mm] : Απόσταση της πάνω επιφάνειας του κατεργαζόμενου τροχού με το κάθετο επίπεδο που περνάει από το κέντρο του κοπτικού εργαλείου Μετά την αρχικοποίηση των δεδομένων του προγράμματος μπορεί να δημιουργηθεί ο στερεός κύλινδρος, ο όποιος αποτελεί τον κατεργαζόμενο τροχό (γρανάζι), καθώς και η ακριβής μορφή της κοπτικής κατατομής κατά DIN 3972 ΙΙ που θα έχουν τα κοπτικά δόντια της φραίζας. Τα αποτελέσματα μέσω του CAD φαίνονται στο σχήμα

14 Σχήμα 2.7 : Κοπτική κατατομή κοπτικού εργαλείου. Βασικό χαρακτηριστικό για την προσομοίωση της κατεργασίας φραιζαρίσματος με κύλιση όπως και της κατεργασίας φραιζαρίσματος αποφλοίωσης με κύλιση είναι ότι οι περιστροφές και οι μετατοπίσεις που λαμβάνουν χώρα κατά την προσομοίωση μεταξύ του κοπτικού εργαλείου και του κατεργαζόμενου τροχού μεταφέρονται όλες στο κοπτικό εργαλείο. ηλαδή όλες κινήσεις πραγματοποιούνται από το κοπτικό εργαλείο ενώ ο τροχός παραμένει σταθερός. Σχήμα 2.8 : Κινηματική της κατεργασίας φραιζαρίσματος με κύλιση. Στο σχήμα 2.8 παρουσιάζεται το σύστημα συντεταγμένων που χρησιμοποιείται για την προσομοίωση μεταξύ του κατεργαζόμενου τροχού και του κοπτικού εργαλείου. Όπως φαίνεται το κέντρο του συστήματος XYZ βρίσκεται στο κέντρο της άνω επιφάνειας του τεμαχίου κατεργασίας. Με αυτό τρόπο παρέχεται ένα σταθερό σύστημα αναφοράς για την πορεία που διαγράφει το κοπτικό εργαλείο ως προς τον τροχό. Το κάθε δόντι του κοπτικού εργαλείου θεωρείται ότι αντιστοιχεί σε κάποιον αριθμό, ο οποίος παρέχει κατά κάποιο τρόπο μια σταθερή ονομασία στα δόντια του εργαλείου. Με αυτή την αρίθμηση δίνεται η δυνατότητα γνώσης της γεωμετρικής θέσης που βρίσκεται το κάθε δόντι του εργαλείου κοπής. Η αρίθμηση περιέχει το δόντι 0, τα αρνητικά δόντια 14
 πάνω στον Y h άξονα του κοπτικού εργαλείου και τέλος τη μέση της ακμής της επιφάνειας αποβλίττου, το μέτρο του")
15 καθώς και τα θετικά δόντια. Το διάνυσμα v 0 για το δόντι 0 έχει αρχή το C H (κέντρο του κοπτικού εργαλείου) πάνω στον Y h άξονα του κοπτικού εργαλείου και τέλος τη μέση της ακμής της επιφάνειας αποβλίττου, το μέτρο του διανύσματος αυτού ισούται με d h /2. Αυτό το διάνυσμα καθορίζει τη διεύθυνση του Z h άξονα του συστήματος συντεταγμένων X h Y h Z h του κοπτικού εργαλείου. H απόσταση L 1 δείχνει την απόσταση που απέχει το σύστημα X h Y h Z h του κοπτικού εργαλείου από την άνω επιφάνεια του κατεργαζόμενου τροχού στην αρχή της κατεργασίας κοπής. Τη στιγμή που αρχίζει η προσομοίωση της κατεργασίας θεωρείται μηδενικός χρόνος. Στην αρχή της προσομοίωσης (t = 0) οι επιφάνειες που δημιουργούνται από τους άξονες YZ και Y h Z h θεωρούνται παράλληλες. Η οριζόντια απόσταση μεταξύ του κοπτικού εργαλείου και του κατεργαζόμενου τροχού είναι σταθερή σε όλη τη διάρκεια της κατεργασίας και ισούται με : L 2 = (d h / 2) + (d g / 2) t. Η απόσταση L 2 πρακτικά ορίζει το βάθος όπου πραγματοποιείται η κοπή. Για την απαιτούμενη γωνία κλήσεως θ s του κοπτικού εργαλείου ως προς τον κατεργαζόμενο τροχό, περιστρέφεται το σύστημα συντεταγμένων X h Y h Z h ως προς τον άξονα X h. Σχήμα 2.9 : Αλγοριθμικό διάγραμμα κατεργασίας φραιζαρίσματος με κύλιση. Με γνώμονα το διάνυσμα v 0 του δοντιού 0, είναι εύκολο να υπολογιστούν τα διανύσματα v i των υπολοίπων Ν δοντιών σε σχεση με το δυάνυσμα v 0, λαμβάνοντας υπόψη τα γεωμετρικά δεδομένα που αφορούν το κοπτικό εργαλείο. Η ανεξάρτητη παράμετρος θ 1 μετράει την περιστροφική γωνία που διαγράφει το κοπτικό εργαλείο γύρω από τον άξονα Y h κατά τη διάρκεια της προσομοίωσης της κοπής. Η παράμετρος θ 2 αναφέρεται στην γωνία που διαγράφει το κοπτικό εργαλείο γύρω από τον κατεργαζόμενο τροχό και f a αξονική πρόωση του εργαλείου κοπής. Οι παράμετροι θ 2 και f a εξαρτώνται από την θ 1 και οι τιμές τους καθορίζονται σε σχέση με την τιμή της γωνίας θ 1. Η προς τα εμπρός κινηματική που διαγράφει το καθένα από τα Ν δόντια του κοπτικού εργαλείου λαμβάνει χώρα μέσα σε ένα αυλάκι (gap) το όποιο δημιουργείται προοδευτικά 15
16 με το πέρασμα όλων των δοντιών. Μετά τον προσδιορισμό του διανύσματος v 0 καθώς και των διανυσμάτων v i, εφαρμόζεται η προς τα εμπρός κινηματική αρχικά στο διάνυσμα v 0 και διαδοχικά στα ακόλουθα διανύσματα v i, μέχρι και το τελευταίο κοπτικό δόντι του κύκλου εργασίας, προσομοιώνοντας με ακρίβεια την πραγματική παραγωγική διαδικασία. Στην περίπτωση προσομοίωσης οδοντωτών τροχών με ελικοειδή μορφή, μια διαφορική γωνία προστίθεται στο εκ περιστροφής σύστημα του τροχού, έτσι ώστε να αυξάνεται ή να μειώνεται γωνιακή ταχύτητα του περιστρεφόμενου κατεργαζόμενου τροχού, διασφαλίζοντας έτσι τη συναρμογή μεταξύ των γωνιών του εργαλείου κοπής και του κατεργαζόμενου τροχού. Ανάλογα με το είδος κοπής φραιζαρίσματος με κύλιση μια νέα γωνιακή παράμετρος dθ πρέπει να παρεμβάλλεται σε ολόκληρη την κινηματική αλυσίδα για την επιτάχυνση ή επιβράδυνση της θ 2. Ο υπολογισμός της παραμετρικής τιμής dθ λαμβάνει χώρα σε ένα κυκλικό τμήμα όπως περιγράφεται αναλυτικά στο σχήμα Σχήμα 2.10 : Κινηματική της κατεργασίας αποφλοίωσης με κύλιση οδοντώσεων με ελίκωση. Η καθορισμένη κινηματική αλυσίδα χρησιμοποιείται για τη δημιουργία της τρισδιάστατης (3d spline path) πορείας της οδόντωσης στο περιβάλλον CAD. Αυτές οι πορείες που διαγράφουν τα δόντια του κοπτικού εργαλείου προκύπτουν από την παρεμβολή των σημείων που παράγονται από τα v i διανύσματα, τα οποία με ακρίβεια μεταφέρονται και περιστρέφονται με τη βοήθεια των παραμέτρων προσομοίωσης θ 1, θ 2 και f a. Ακολουθώντας την ίδια τακτική τα μοναδιαία διανύσματα (CH n1)i και (CH n2)i πρέπει να μεταφερθούν και να περιστραφούν για την παράγωγη ενός επίπεδου το οποίο θα βρίσκεται στη σωστή θέση στον τρισδιάστατο χώρο, για κάθε περιστροφική θέση του δοντιού i. 16
 του κοπτικού εργαλείου σχεδιάζεται σε καθένα από τα χωρικά επίπεδα, όπως παρουσιάζεται στη μέση του σχήματος 2.11.")
17 Σχήμα 2.11 : Η τρισδιάστατη κινηματική της κατεργασίας σε CAD περιβάλλον. Το προφίλ της κοπτικής κατατομής (βλέπε σχήμα 2.7) του κοπτικού εργαλείου σχεδιάζεται σε καθένα από τα χωρικά επίπεδα, όπως παρουσιάζεται στη μέση του σχήματος Στην συνέχεια με κατάλληλη εντολή του CAD μπορεί να δημιουργηθεί μια τρισδιάστατη ανοιχτή επιφάνεια η οποία όπως φαίνεται και δεξιά στο σχήμα 2.11 βρίσκεται μέσα στην αυλάκωση του κατεργαζόμενου τροχού. Αυτή η πορεία της ανοιχτής επιφάνειας που δημιουργείται αντιπροσωπεύει την παραγωγική θέση του i δοντιού ενώ δείχνει και τα όρια των διεισδύσεων του όγκου στον κατεργαζόμενο τροχό. Με τη βοήθεια της διαδρομής της επιφάνειας, δηλαδή της πορείας του κοπτικού δοντιού, μια στερεή γεωμετρία αποβλίττου ορίζεται για κάθε παραγωγική θέση του δοντιού, χρησιμοποιώντας δυνατότητες του CAD. Η γεωμετρία του αποβλίττου οριοθετείται από την τομή της αυλάκωσης του κατεργαζόμενου τροχού και της επιφάνειας που δημιουργήθηκε. Η εντοπιζόμενη στερεή γεωμετρία αφαιρείται στη συνέχεια από τον κατεργαζόμενο τροχό σχηματίζοντας έτσι το στερεό απόβλιττο καθώς και τη νέα γεωμετρία της αυλάκωσης του τεμαχίου κατεργασίας. 17
18 3. ΠΡΟΦΡΑΙΖΑΡΙΣΜΑ Στη συνέχεια γίνεται μια πλήρης περιγραφή της προκατεργασιας του φραιζαρίσματος κύλισης με εργαλείο με διορθωμένη κεφαλή (Protuberanz). 3.1 Υπολογισμός κοπτικής κατατομής εργαλείου με διορθωμένη κεφαλή (Protuberanz) Το εργαλείο με διορθωμένη κεφαλή (Protuberanz) χρησιμοποιείται, όπως έχει αναφερθεί, στην προκατεργασία φραιζαρίσματος με κύλιση οδοντώσεων (προφραιζάρισμα). Η χρήση εργαλείου με διορθωμένη κεφαλή είναι απαραίτητη όταν προηγείται της κατεργασίας φραιζαρίσματος αποφλοίωσης. Με το εργαλείο αυτό διαμορφώνεται η βάση στο αυλάκι της οδόντωσης και παραμένει υλικό στις παρειές σε κάποιο επιθυμητό πάχος, το όποιο θα αφαιρεθεί με την αποφλοίωση. H κοπτική κατατομή του εργαλείου με διορθωμένη κεφαλή για φραιζάρισμα με κύλιση οδοντώσεων υπολογίζεται με ακρίβεια από αναλυτικές σχέσεις που την περιγράφουν. Ο υπολογισμός αυτός γίνεται ανάλογα με την επιθυμητή ακρίβεια, με προσέγγιση τμήματος της κοπτικής ακμής με έναν ή δυο κύκλους όπως φαίνεται στο σχήμα 3.1. Οι αντίστοιχες αναλυτικές σχέσεις δίνονται στο κάτω μέρος του ίδιου σχήματος. Σχήμα 3.1 : Μέθοδοι προσδιορισμού εργαλείου Protuberanz για φραιζάρισμα με κύλιση οδοντώσεων. Το εργαλείο με διορθωμένη κεφαλή υπολογίζεται για κάποια απόσταση dp στην παρειά που σχετίζεται με το επιδιωκόμενο εναπομένον πάχος στην παρειά του κατεργαζόμενου τροχού που πρόκειται να απομακρυνθεί κατά την κατεργασία της αποφλοίωσης με κύλιση. Η κατατομή του εργαλείου με διορθωμένη κεφαλή παρουσιάζεται στο σχήμα

19 Σχήμα 3.2 : Εργαλείο με διορθωμένη κεφαλή για το φραιζάρισμα οδοντώσεων με κύλιση. 3.2 Περιγραφή της κινηματικής του κοπτικού εργαλείου Στη συνέχεια γίνεται με τη βοήθεια σχημάτων μία πλήρης περιγραφής του τρόπου με τον όποιο πραγματοποιήθηκε η προσομοίωση της κατεργασίας προφραιζαρίσματος στο CAD και πιο συγκεκριμένα στο Autodesk Inventor. Το δυσκολότερο κομμάτι εστιάζεται στην κίνηση που διαγράφει το κάθε δόντι του κοπτικού εργαλείου στον τρισδιάστατο χώρο, καθώς, όπως έχει ήδη αναφερθεί, όλες οι κινήσεις της κατεργασίας πραγματοποιούνται από το κοπτικό εργαλείο. Ενδεικτικά στο σχήμα 3.3 παρουσιάζεται η κίνηση που διαγράφει κάποιο δόντι στον τρισδιάστατο χώρο. Σχήμα 3.3 : Η επιφάνεια που διαγράφει το κοπτικό δόντι στον τρισδιάστατο χώρο. 19

20 Για τη δημιουργία της τρισδιάστατης πορείας που διαγράφει το δόντι του εργαλείου κοπής στο περιβάλλον CAD, απαιτείται να προσδιοριστούν τα χωρικά επίπεδα που παρουσιάζονται σχήμα 3.4, στα οποία σχεδιάζεται στο καθένα χωριστά, το προφίλ του εργαλείου Protuberanz. Στη συνέχεια με κατάλληλη εντολή του Autodesk Inventor μπορεί να δημιουργηθεί μια τρισδιάστατη ανοιχτή επιφάνεια όπως φαίνεται στο σχήμα 3.3. Σχήμα 3.4 : Επίπεδα αναφοράς για τη δημιουργία της κινηματικής του δοντιού. Τα επίπεδα αναφοράς ουσιαστικά ορίζονται από τις στιγμιαίες θέσεις της επιφάνειας αποβλίττου του κοπτικού δοντιού κατά τη διάρκεια μιας διείσδυσης στον κατεργαζόμενο τροχό, όπως φαίνεται στο σχήμα 3.5. Το πλήθος των επιπέδων αναφοράς καθορίζει και την ακρίβεια υπολογισμού του αποβλίττου, μιας και ο υπολογισμός αυτός γίνεται στις διάφορες θέσεις περιστροφής που αντιστοιχούν στα επίπεδα αναφοράς. Σχήμα 3.5 : ιείσδυση δοντιού στον κατεργαζόμενο τροχό. Η λογική για τον υπολογισμό και τη σωστή τοποθέτηση των επιπέδων στο χώρο είναι ότι, κατά την περιστροφή ενός δοντιού του κοπτικού εργαλείου κατά γωνία d_phi ως προς τον άξονα του, ταυτόχρονα πρέπει να υπολογιστούν, τόσο η περιστροφική κίνηση του 20
21 εργαλείου ως προς τον κατακόρυφο άξονα του κατεργαζόμενου τροχού όσο και η κατακόρυφη πρόωση που λαμβάνουν χώρα στον ίδιο χρόνο. Ανάλογα με το πλήθος των επιπέδων αναφοράς που απαιτούνται για την προσομοίωση, πραγματοποιούνται και τόσες περιστροφές του δοντιού κατά γωνία d_phi. Στη συνέχεια περιγράφονται τα στάδια που ακολουθήθηκαν κατά τον προγραμματισμό της προσομοίωσης για τον προσδιορισμό των επιπέδων αναφοράς στον τρισδιάστατο χώρο. Στάδιο 1 Προσδιορισμός του κέντρου του κοπτικού εργαλείου στον τρισδιάστατο χώρο XYZ, για κάθε επιπλέον περιστροφή του δοντιού του κοπτικού εργαλείου κατά d_phi. Για τον υπολογισμό των XYZ συντεταγμένων σε κάθε νέα περιστροφή d_phi του κοπτικού ως προς τον άξονα του, απαιτείται να υπολογιστεί η γωνια Theta, η οποία προσδιορίζει τη γωνία που έχει διαγράψει μέχρι τότε το κοπτικό εργαλείο ως προς τον κατακόρυφο άξονα του κατεργαζόμενου τροχού. Στο σχήμα 3.6 διακρίνονται τα διαδοχικά κέντρα του κοπτικού εργαλείου. Όπως παρατηρείται στο σχήμα 3.6 τα σημεία διαγράφουν την περιστροφική κίνηση καθώς και την κατακόρυφη μετακίνηση προς τα πάνω εξαιτίας της θετικής πρόωσης. Σχήμα 3.6 : ιαδοχικά κέντρα κατά την κίνηση του εργαλείου κοπής. Στάδιο 2 Στη συνέχεια για κάθε διαδοχική θέση του κέντρου του κοπτικού εργαλείου, υπολογίστηκε και σχεδιάστηκε ένα ακόμη σημείο το οποίο βρίσκεται πάνω στον άξονα περιστροφής του εργαλείου κοπής. Φέρνοντας λοιπόν μία γραμμή που ενώνει τα δυο σημεία δημιουργήθηκε ο άξονας περιστροφής του κοπτικού εργαλείου για κάθε διαδοχική θέση. Τα αποτελέσματα φαίνονται στα σχήματα 3.7 και 3.8. Στο πρώτο διακρίνεται η θετική πρόωση που πραγματοποιείται από το κοπτικό εργαλείο, ενώ στο δεύτερο η περιστροφική κίνηση γύρω από τον άξονα περιστροφής του κατεργαζόμενου τροχού. Σχήμα 3.7 : Άξονες περιστροφής για κάθε διαδοχική θέση του κοπτικού. ιακρίνεται η θετική πρόωση της φραίζας. 21

22 Σχήμα 3.8 : Άξονες περιστροφής για κάθε διαδοχική θέση του κοπτικού. ιακρίνεται η περιστροφική κίνηση της φραίζας. Στάδιο 3 Μετά από την τοποθέτηση των αξόνων περιστροφής και αφού πριν σχεδιάστηκε ένας κατακόρυφος άξονα ο οποίος τέμνει τον άξονα περιστροφής του κοπτικού εργαλείου, δημιουργήθηκε για κάθε διαδοχική θέση ένα κατακόρυφο επίπεδο αναφοράς το οποίο όπως φαίνεται στο σχήμα 3.9 άγεται από τον άξονα περιστροφής του κοπτικού εργαλείου. Αυτό το επίπεδο δημιουργήθηκε με βάση τον άξονα περιστροφής της εκάστοτε θέσης του κοπτικού εργαλείου, δηλαδή αποτελεί το επίπεδο που δημιουργείται από την κατακόρυφη μετακίνηση του άξονα προς τα επάνω. Για καλύτερη ευκρίνεια στο σχήμα 3.9 παρουσιάζεται το κατακόρυφο επίπεδο αναφοράς για μία μόνο θέση του κοπτικού εργαλείου, το ίδιο δημιουργήθηκε για όλες τις διαδοχικές θέσεις της κίνησης του δοντιού. Σχήμα 3.9 : ημιουργία κατακόρυφου επιπέδου αναφοράς. 22

23 Στάδιο 4 Μετά τη δημιουργία του κατακόρυφου επιπέδου αναφοράς, έγινε περιστροφή του κατακόρυφου επιπέδου ως προς τον άξονα περιστροφής από τον οποίο προήλθε, κατά γωνία phi, όπου phi ισούται με τη γωνία που έχει διαγράψει το δόντι του κοπτικού εργαλείου μέχρι την εκάστοτε θέση, δηλαδή phi = θέση_i d_phi. Τα τελικά επίπεδα αναφοράς, πάνω στα οποία στη συνέχεια σχεδιάστηκε στο καθένα χωριστά το προφίλ του δοντιού του εργαλείου κοπής φαίνονται στο σχήμα 3.4. Η τοποθέτηση του προφίλ του δοντιού έγινε με γνώμονα ότι κατά την προσομοίωση της θέσης κύλισης 0, η μέση της κεφαλής του κοπτικού δοντιού βρίσκεται σε απόσταση μηδενική από τον κατακόρυφο άξονα, ενώ για κάθε άλλη θέση κύλισης η αντίστοιχη απόσταση ισούται με dx 1 όπου dx 1 = θέση_κύλισης ε. ηλαδή αν η προσομοίωση γίνεται για κάποιο θετικό δόντι του εργαλείου κοπής, η τοποθέτηση του προφίλ του δοντιού γίνετε δεξιά από τον κατακόρυφο άξονα σε απόσταση dx 1 ενώ αντίστοιχα αν γίνετε για κάποιο αρνητικό δόντι η τοποθέτηση γίνετε σε απόσταση -dx Προσδιορισμός αποβλίττων στο προφραιζάρισμα Ο μεγαλύτερος όγκος αποβλίττων για τη δημιουργία των οδοντώσεων αφαιρείται στο προφραιζάρισμα με εργαλείο με διορθωμένη κεφαλή (Protuberanz). Τα παραγόμενο απόβλιττο για μια τέτοια κατεργασία παρουσιάζεται στο σχήμα Πάνω αριστερά στο σχήμα διακρίνεται το παραγωγικό τμήμα αποβλίττου για τη θέση κύλισης 0. Το παραγωγικό αυτό τμήμα του δοντιού έχει χωριστεί σε 15 διαδοχικά επίπεδα αναφοράς πάνω στα οποία είναι υπολογισμένες οι τομές (chip cross sections) του απαραμόρφωτου αποβλίττου καθώς και τα αναπτύγματα αυτών των τομών με το Protuberanz προφίλ. Όπως είναι αναμενόμενο στο προφραιζάρισμα εκτός από τις δυο πλευρές του δοντιού του κοπτικού εργαλείου, δηλαδή εισερχόμενη και εξερχόμενη παρειά, υπάρχει παραγόμενο απόβλιττο και από την κεφαλή του δοντιού, σε αντίθεση με το φραιζάρισμα αποφλοίωσης. εξιά στο σχήμα απεικονίζεται η διάταξη των 15 διαδοχικών θέσεων σχετικά με τον κατεργαζόμενο τροχό. Από αυτές τις ανακυκλούμενες θέσεις που εξεταστήκαν, είναι φανερό από σχήμα ότι μόνο οι 11 είναι ενεργές (5-15), δηλαδή συμβάλουν στην απομάκρυνση υλικού. Τα αποτελέσματα του σχήματος 3.10 προέρχονται από το λογισμικό του FRSSKIV που είχε αναπτυχθεί από άλλους ερευνητές. Σχήμα 3.10 : Υπολογισμός εγκάρσιων τομών αποβλίττου στο προφραιζάρισμα με εργαλείο με Protuberanz προφίλ. 23
24 Το αντίστοιχο απόβλιττο για τη θέση κύλισης 0, που παράχθηκε κατά την προσομοίωση της κατεργασίας προφραιζάρισμα με εργαλείο με διορθωμένη κεφαλή στο CAD, παρουσιάζεται στο σχήμα Όπως παρατηρείται, η μορφή του παραγόμενου αποβλίττου παρουσιάζει περίπου την ίδια μορφή με αυτή του σχήματος 3.10, η ομοιότητα αυτή αποτελεί κριτήριο για την ορθότητα της προσομοίωσης της κατεργασίας. Σχήμα 3.11 : Απόβλιττο στο προφραιζάρισμα για τη θέση κύλισης 0. Αφού πραγματοποιήθηκε διαδοχικά στο CAD η προσομοίωση της κατεργασίας προφραιζάρισμα για όλες τις θέσεις κύλισης του εργαλείου κοπής και για όσα περάσματα (μπασίματα) χρειάστηκε, δημιουργήθηκε η τελική μορφή της αυλάκωσης πάνω στον κατεργαζόμενο τροχό η οποία και παρουσιάζεται στο σχήμα

25 Σχήμα 3.12 : Η μορφή της τελικής αυλάκωσης στο προφραιζάρισμα με εργαλείο Protuberanz όπως δημιουργήθηκε στο CAD. Στο σχήμα 3.13 παρουσιάζεται το εναπομένον πάχος που αφήνει το εργαλείο Protuberanz σε σχέση με με την κοπή με κοπτική κατατομή κατά DIN 3972 II.Επίσης το πάχος που παραμένει στην παρειά είναι περίπου ίσο με το επιδιωκόμενο. Οι υπολογισμοί του σχήματος 3.13 έχουν γίνει μέσα από πρόγραμμα που έχει αναπτυχθεί από το εργαστήριο m3 του Πολυτεχνείου Κρήτης. Σχήμα 3.13 : Η τελική μορφή της εισερχόμενης παρειάς της αυλάκωσης μετά το πέρας κατεργασία του προφραιζαρίσματος(protuberanz). 25

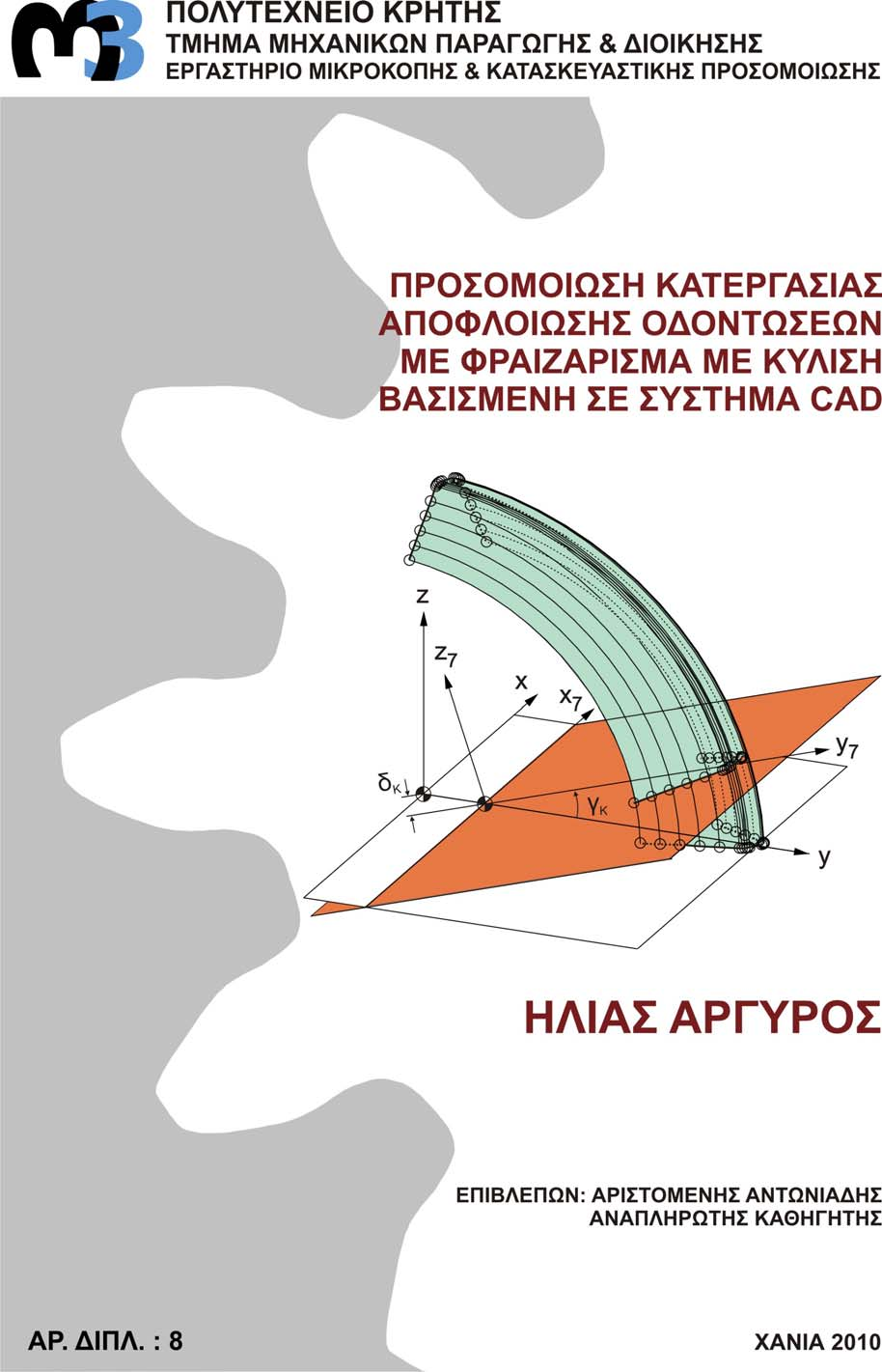
26 4. ΑΠΟΦΛΟΙΩΣΗ (GEAR SKIVING) Η κατεργασία αποφλοίωσης με φραιζάρισμα με κύλιση (Gear Skiving), σαν τελική κατεργασία αποπεράτωσης της οδόντωσης, απαιτεί τον ακριβή προσδιορισμό της κοπτικής κατατομής του κοπτικού εργαλείου. Αντίστοιχα με το φραιζάρισμα κύλισης οδοντώσεων με διορθωμένη κεφαλή παρουσιάζεται μια υπολογιστική διαδικασία για τον προσδιορισμό της κοπτικής κατατομής και των διεισδύσεων του κοπτικού εργαλείου στον κατεργαζόμενο τροχό. 4.1 Υπολογισμός κατατομής του κοπτικού δοντιού στο φραιζάρισμα αποφλοίωσης με κύλιση Η κοπτική κατατομή του εργαλείου του φραιζαρίσματος αποφλοίωσης προσδιορίζεται με τη βοήθεια της κινηματικής της κατεργασίας. Το κοπτικό δόντι διαγράφει στο χώρο την ίδια τροχιά με αυτήν του αντίστοιχου κοπτικού δοντιού στο φραιζάρισμα με κύλιση (Gear Hobbing). Μέσω αυτής της ιδιότητας υπολογίζεται η κοπτική κατατομή του φραιζαρίσματος αποφλοίωσης από την αντίστοιχη κατατομή αναφοράς, με βασικά δεδομένα τη γωνία της κεφαλής γ κ καθώς και την αξονική απόσταση δ κ, όπως αυτά φαίνονται στο σχήμα 4.1. Σχήμα 4.1 : εδομένα για τον υπολογισμό της κοπτικής κατατομής του εργαλείου για την κατεργασία της αποφλοίωσης με φραιζάρισμα με κύλιση οδοντώσεων. Η κοπτική κατατομή, για την αποφλοίωση οδοντώσεων με κύλιση, προσδιορίζεται σαν η τομή της έλικας που διαγράφεται από την κίνηση της κοπτικής κατατομής με ένα επίπεδο που σχηματίζει δίεδρη γωνία γ κ με το επίπεδο της κατατομής αναφοράς και απέχει απόσταση δ κ από τον άξονα περιστροφής. Το επίπεδο της τομής καθώς και η μορφή της ελικοειδούς επιφάνειας που διαγράφει η κατατομή αναφοράς παρουσιάζονται στο σχήμα
,")
27 Σχήμα 4.2 : Υπολογισμός κοπτικής κατατομής φραιζαρίσματος αποφλοίωσης. Κατά την προσομοίωση της κατεργασίας στο CAD, προκειμένου να δημιουργηθεί η κατατομή που θα έχει το εργαλείο κοπής για την κατεργασία φραιζαρίσματος αποφλοίωσης με κύλιση (Gear skiving), δημιουργήθηκε μέσω κατάλληλου προγραμματισμού στο CAD η ελικοειδής επιφάνεια που διαγράφει μία φραίζα κυλίσεως όταν περιστρέφεται γύρω από τον άξονα της. ίνοντας λοιπόν στην εντολή δημιουργίας ελικοειδούς επιφάνειας τα κατάλληλα δεδομένα που αφορούν τη φραίζα κυλίσεως, δηλαδή τη γωνία ελίκωσης γ καθώς και την κατατομή αναφοράς του κοπτικού δοντιού στη σωστή θέση από τον άξονα περιστροφής δημιουργήθηκε όπως παρουσιάζεται στο σχήμα 4.3, η κίνηση που διαγράφει η ελίκωση της φραίζας στον τρισδιάστατο χώρο. Σχήμα 4.3 : Ελικοειδή επιφάνεια φραίζας κυλίσεως. 27

28 Σαν κατατομή αναφοράς για τη δημιουργία της ελικοειδούς επιφάνειας χρησιμοποιήθηκε η κατατομή κατά DIN 3972 II. Για τον προσδιορισμό της κοπτικής κατατομής του φραιζαρίσματος αποφλοίωσης στο CAD, χρειάστηκε να τοποθετηθούν δυο επίπεδα αναφοράς σε κατάλληλες θέσεις, όπως παρουσιάζεται στο σχήμα 4.4. Αρχικά τοποθετήθηκε το Plane 2 το οποίο σχηματίζει δίεδρη γωνία γ κ με το επίπεδο της κατατομής αναφοράς, ενώ στην συνέχεια τοποθετήθηκε το επίπεδο αναφοράς Plane 3, παράλληλα, σε απόσταση δ κ από το Plane 2. Στη συνέχεια με κατάλληλο προγραμματισμό στο CAD υπάρχει η δυνατότητα προσδιορισμού της τομής του Plane 3 με την ελίκωση της φραίζας κυλίσεως. Σχήμα 4.4 : Υπολογισμός κοπτικής κατατομής φραιζαρίσματος αποφλοίωσης στο CAD. Η, με αυτόν τον τρόπο, υπολογισμένη κοπτική κατατομή του φραιζαρίσματος αποφλοίωσης παρουσιάζεται στο σχήμα 4.5. Από το σχήμα 4.5 γίνεται φανερό ότι η υπολογισμένη κατατομή δεν έχει ευθείες ακμές όπως η κατατομή κατά DIN 3972 II, αλλά καμπύλες. Η κοπτική κατατομή του φραιζαρίσματος αποφλοίωσης δεν είναι συμμετρική και έτσι οι αποκλίσεις από την ευθεία κάθε παρειάς δεν έχουν την ίδια τιμή. Η μορφή της υπολογισμένης κατατομής, όπως φαίνεται στο σχήμα 4.5, παρουσιάζεται με καμπύλες ακμές και μάλιστα και οι δύο παρειές είναι κοίλες. Η μέγιστη διαφορά από την ευθεία των καμπύλων κοπτικών ακμών εξαρτάται από τις τιμές των γ κ και δ κ. 28

29 Σχήμα 4.5 : Κοπτική κατατομή φραιζαρίσματος αποφλοίωσης στο CAD. Στο σχήμα 4.4 φαίνεται η γωνιακή διαφορά deg μεταξύ της κεφαλής της κατατομής φραίζας αποφλοίωσης που υπολογίστηκε, με την κατατομή της φραίζας κυλίσεως από την οποία και δημιουργήθηκε η ελίκωση του εργαλείου κοπής. Όταν η κατατομή της φραίζας κυλίσεως είναι τοποθετημένη ώστε η μέση της κεφαλής της να είναι σε μηδενική απόσταση από τον κατακόρυφο άξονα, λόγω της ελίκωσης γ του εργαλείου κοπής και του γεγονότος ότι η κατατομή της φραίζας κυλίσεως προηγείται της κατατομής της φραίζας αποφλοίωσης, η κατατομή της αποφλοίωσης που υπολογίστηκε δεν θα είναι τοποθετημένη σε μηδενική απόσταση από τον κατακόρυφο άξονα αλλά η μέση της κεφαλής της θα βρίσκεται σε απόσταση dx 2, όπως παρουσιάζεται στο σχήμα 4.5. Η τιμή της απόστασης dx 2 ισούται με: dx 2 = (deg e n 1 ) / Περιγραφή της κινηματικής του κοπτικού εργαλείου στην κατεργασίας αποφλοίωσης με κύλιση οδοντώσεων Για την προσομοίωση της κινηματικής που διαγράφει το δόντι της φραίζας αποφλοίωσης στο CAD, ακολουθήθηκε η αντίστοιχη διαδικασία που περιγράφτηκε στο κεφάλαιο 4 για το προφραιζάρισμα, με εξαίρεση το στάδιο 4 όπου και παρουσιάζεται η διαφορά μεταξύ των δυο κατεργασιών. Μετά τη δημιουργία των επιπέδων αναφοράς κυλίσεως που φαίνονται στο σχήμα 4.6, δημιουργήθηκαν τα επίπεδα αναφοράς της αποφλοίωσης (Gear skiving) με τον ίδιο τρόπο όπως δημιουργήθηκε το Plane 3 σε σχέση με το Plane 1 στο σχήμα 4.4 για δεδομένη γωνιά γ κ και απόσταση κατατομής αποβλίττου δ κ. Στην συνέχεια σε καθένα από τα επίπεδα αναφοράς αποφλοίωσης σχεδιάστηκε η κατατομή του φραιζαρίσματος αποφλοίωσης του σχήματος 4.5. Όπως είναι γνωστό το κοπτικό δόντι κατά την κατεργασία φραιζαρίσματος αποφλοίωσης (Gear Skiving) διαγράφει στον χώρο την ίδια τροχιά με αυτήν του αντίστοιχου κοπτικού δοντιού στο φραιζάρισμα με κύλιση (Gear Hobbing) με διορθωμένη κεφαλή. Προκειμένου να ταυτίζονται οι τροχιές των δυο κατεργασιών, ήταν απαραίτητη η σωστή τοποθέτηση της κοπτικής κατατομής πάνω στα επίπεδα αναφοράς της αποφλοίωσης. Για τη σωστή τοποθέτηση λοιπόν, εκτός από τη μετακίνηση της κατατομής αποφλοίωσης λόγω της εκάστοτε θέσης κύλισης υπολογίστηκε και η μετατόπιση του προφίλ λόγω της γωνιακής διαφοράς μεταξύ των δυο κατεργασιών. Ο τύπος που δίνει τη σωστή τοποθέτηση της κοπτικής κατατομής είναι ο έξης: x = dx 1 + dx 2, όπου dx 1 = θέση_κύλισης ε και dx 2 = (deg e n 1 ) /

30 Σχήμα 4.6 : Επίπεδα αναφοράς αποφλοίωσης στο CAD. 4.3 Προσδιορισμός αποβλίττων στην αποφλοίωση Η αποπεράτωση των οδοντώσεων με αποφλοίωση με κύλιση γίνεται αφού έχει προηγηθεί η κοπή της οδόντωσης με εργαλείο με διορθωμένη κεφαλή. Στο φραιζάρισμα αποφλοίωσης τα απόβλιττα που δημιουργούνται είναι πολύ μικρού πάχους. Έτσι οι αντίστοιχες δυνάμεις κοπής είναι πολύ μικρότερες από το φραιζάρισμα με κύλιση οδοντώσεων. Στο επάνω αριστερά τμήμα του σχήματος 4.7 παρουσιάζεται το παραγόμενο απόβλιττο από την κατεργασία της αποφλοίωσης για τη θέση κύλισης 0. Τα αποτελέσματα του σχήματος 4.7 προέρχονται από το λογισμικό του FRSSKIV. Σχήμα 4.7 : Απόβλιττο στην κατεργασία αποφλοίωσης οδοντώσεων. 30
31 Όπως προαναφέρθηκε το εργαλείο του φραιζαρίσματος αποφλοίωσης δεν κόβει καθόλου απόβλιττο στην περιοχή της κεφαλής, μια και η βάση της οδόντωσης έχει διαμορφωθεί από το προφραιζάρισμα. Έτσι στο σχήμα 4.7 δεν παρουσιάζεται απόβλιττο στην περιοχή της κεφαλής της κοπτικής κατατομής της φραίζας αποφλοίωσης. Στο σχήμα 4.8 φαίνεται το αντίστοιχο απόβλιττο που δημιουργήθηκε κατά την προσομοίωση στο CAD για τα δεδομένα που παρουσιάζονται δεξιά στο κάτω μέρος του σχήματος 4.7. Όπως φαίνεται στο σχήμα 4.8 η κοπτική κατατομή έκτος από τις παρειές δείχνει ότι κόβει και στην κεφαλή, ωστόσο όπως υπολογίστηκε μέσα από το CAD, το πάχος του αποβλίττου στην κεφαλή είναι σχεδόν αμελητέο (της τάξης των 2-3 μm). Σχήμα 4.8 : Απόβλιττο στην αποφλοίωση για τη θέση κύλισης 0. Όπως παρατηρείται η μορφή του παραγόμενου αποβλίττου στο CAD παρουσιάζει περίπου την ίδια μορφή με αυτή του σχήματος 4.7, η ομοιότητα αυτή αποτελεί κριτήριο για την ορθότητα της προσομοίωση της κατεργασίας. Τα απόβλιττα στο φραιζάρισμα αποφλοίωσης είναι εξαιρετικά μικρού πάχους (της τάξης των 10-30μm). Αριστερά στο κάτω μέρος του σχήματος 4.7 παρουσιάζεται το μέγιστο πάχος αποβλίττου που εμφανίζεται ανά θέση κύλισης. Το εργαλείο για την αποφλοίωση απομακρύνει ανά παρειά το ίδιο πάχος υλικού και το αναμενόμενο μέγιστο πάχος αποβλίττου είναι περίπου ίδιο για τις δυο παρειές του κοπτικού δοντιού. Αφού πραγματοποιήθηκε διαδοχικά στο CAD η προσομοίωση της κατεργασίας αποφλοίωσης για όλες τις θέσεις κύλισης του εργαλείου κοπής και για όσα περάσματα (μπασίματα) χρειάστηκε, δημιουργήθηκε η τελική μορφή της αυλάκωσης πάνω στον κατεργαζόμενο τροχό η οποία παρουσιάζεται στο σχήμα 4.9. Παρατηρώντας τη μορφή της τελικής αυλάκωσης μετά την κατεργασία της αποφλοίωσης, είναι φανερή η διαφορά με την αντίστοιχη αυλάκωση του κατεργαζόμενου τροχού πριν την αποφλοίωση. 31

32 Φραίζα : θέση κύλισης 0, m= =8mm, d h =169mm, n 1 =12, γ κ =-30 ο, δκ=3,1mm Τροχός : z 2 =33, h a =0 Κατεργασία : f a =3mm/wrev, dp=0,1mm/παρειά, t= =17,6mm, Ομόρροπο Σχήμα 4.9 : Αριστερά η μορφή της τελικής αυλάκωσης μετά το πέρας της αποφλοίωσης και δεξιά πριν την αποφλοίωση. Στο σχήμα 4.10 αριστερά, παρουσιάζεται η τελική μορφή της εισερχόμενης παρειάς της αυλάκωσης μετά την αποφλοίωση. Όπως παρατηρείται η μέγιστη διαφορά μεταξύ της κοπής με κοπτική κατατομή κατά DIN 3972 II και του εργαλείου της αποφλοίωσης είναι της τάξης του 0,04mm. εξιά στο σχήμα 4.10 φαίνεται το εναπομένον πάχος που αφήνει το εργαλείο Protuberanz σε σχέση με με την κοπή με κοπτική κατατομή κατά DIN 3972 II. Τα δεδομένα κατεργασίας είναι ιδια με αυτά του σχήματος 4.9. Οι υπολογισμοί του σχήματος 4.10 έχουν γίνει μέσα από πρόγραμμαα που έχει αναπτυχθεί από το εργαστήριο m3 του Πολυτεχνείου Κρήτης. Σχήμα 4.10 : Αριστερά η τελική μορφή της εισερχόμενης παρειάς της αυλάκωσης μετά το πέρας της αποφλοίωσης και δεξιά η αντίστοιχη παρειά μετα την κατεργασία του προφραιζαρίσματος(protuberanz). 32
33 5. ΑΠΟΤΕΛΕΣΜΑΤΑ Στο παρόν κεφάλαιο γίνεται μια παρουσίαση των αποτελεσμάτων της προσομοίωσης της κατεργασίας. Συγκεκριμένα αφού δημιουργήθηκε ο κώδικας για τη μοντελοποίηση της κατεργασίας, στη συνέχεια προσομοιώθηκαν έξι διαφορετικές περιπτώσεις για τη δημιουργία των αποβλίττων και κατ επέκταση των αυλακώσεων. Οι περιπτώσεις για τις οποίες έγιναν προσομοιώσεις αφορούν έξι διαφορετικές τιμές της αξονικής πρόωσης f a (mm/wrev) από -3mm/wrev μέχρι και 3mm/wrev. Tα υπόλοιπα δεδομένα πλην της πρόωσης f a και για τις έξι περιπτώσεις παρέμειναν ίδια. Τα δεδομένα εισόδου του προγράμματος είχαν ως εξής: Φραίζα: Τροχός: Modul m=8 (mm) Εξωτερική ιάμετρος d h =169 (mm) Γωνία πίεσης 20 (deg) Στήλες n 1 =12 Απόσταση e=2,094 (mm) Γωνία ελίκωσης γ=3,077 (deg) Γωνία κεφαλής γ κ = -30 (deg) Απόσταση επιφάνειας αποβλίττου δ κ = -3,1(mm) Γωνία ελίκωσης h a =0 (deg) Πλάτος w=160 (mm) Αριθμός δοντιών z 2 =33 Εξωτερική διάμετρος d g =280 (mm) Κατεργασία: Βάθος κοπής t=17,6 (mm) εδομένα προσομοίωσης: Πρώτο κοπτικό δόντι το -30 Τελευταίο κοπτικό δόντι το 30 Περάσματα (μπασίματα) 2 Γωνία μεταξύ επιπέδων αναφοράς d_phi=2 (deg) Στο σχήμα 5.1 παραθέτονται οι κοπτικές κατατομές με τις οποίες πραγματοποιήθηκαν οι προσομοιώσεις για το προφραιζάρισμα και την αποφλοίωση. 33
 παρουσιάζονται οι τελικές αυλακώσεις των δυο κατεργασιών στη δεξιά και στην αριστερή παρειά καθώς και τα παραγόμενα απόβλιττα τόσο στο")
34 Σχήμα 5.1 : Αριστερά η μορφή της κατατομής για το προφραιζάρισμα (Protuberanz) και δεξιά η κατατομή της αποφλοίωσης. Στη συνέχεια για κάθε τιμή της πρόωσης (-3mm/wrev έως 3mm/wrev) παρουσιάζονται οι τελικές αυλακώσεις των δυο κατεργασιών στη δεξιά και στην αριστερή παρειά καθώς και τα παραγόμενα απόβλιττα τόσο στο προφραιζάρισμα όσο και στην αποφλοίωση. Στους πινάκες αποβλίττων φαίνονται οι θέσεις κύλισης οι οποίες ήταν ενεργές, δηλαδή πραγματοποίησαν κοπή. 34
35 Φραίζα m=8mm a np =5 o, a no =20 o d h =169mm, n 1 =12, z 1 =1 γ κ =-30 o, δ κ =3,1mm Τροχός z 2 =33, h a =0 o Κατεργασία dp=0,1mm/παρειά f a =3mm/wrev, Ομόρροπο 35
36 36
37 Εισερχόμενη παρειά Εξερχόμενη παρειά 37
38 38
39 Εισερχόμενη παρειά Εξερχόμενη παρειά 39
40 Φραίζα m=8mm a np =5 o, a no =20 o d h =169mm, n 1 =12, z 1 =1 γ κ =-30 o, δ κ =3,1mm Τροχός z 2 =33, h a =0 o Κατεργασία dp=0,1mm/παρειά f a =2mm/wrev, Ομόρροπο 40
41 41
42 Εισερχόμενη παρειά Εξερχόμενη παρειά 42
43 43
44 Εισερχόμενη παρειά Εξερχόμενη παρειά 44
45 Φραίζα m=8mm a np =5 o, a no =20 o d h =169mm, n 1 =12, z 1 =1 γ κ =-30 o, δ κ =3,1mm Τροχός z 2 =33, h a =0 o Κατεργασία dp=0,1mm/παρειά f a =1mm/wrev, Ομόρροπο 45
46 46
47 Εισερχόμενη παρειά Εξερχόμενη παρειά 47
48 48
49 Εισερχόμενη παρειά Εξερχόμενη παρειά 49
50 Φραίζα m=8mm a np =5 o, a no =20 o d h =169mm, n 1 =12, z 1 =1 γ κ =-30 o, δ κ =3,1mm Τροχός z 2 =33, h a =0 o Κατεργασία dp=0,1mm/παρειά f a =-1mm/wrev, Αντίρροπο 50
51 51
52 Εισερχόμενη παρειά Εξερχόμενη παρειά 52
53 53
54 Εισερχόμενη παρειά Εξερχόμενη παρειά 54
55 Φραίζα m=8mm a np =5 o, a no =20 o d h =169mm, n 1 =12, z 1 =1 γ κ =-30 o, δ κ =3,1mm Τροχός z 2 =33, h a =0 o Κατεργασία dp=0,1mm/παρειά f a =-2mm/wrev, Αντίρροπο 55
56 56
57 Εισερχόμενη παρειά Εξερχόμενη παρειά 57
58 58

59 Εισερχόμενη παρειά Εξερχόμενη παρειά 59
60 Φραίζα m=8mm a np =5 o, a no =20 o d h =169mm, n 1 =12, z 1 =1 γ κ =-30 o, δ κ =3,1mm Τροχός z 2 =33, h a =0 o Κατεργασία dp=0,1mm/παρειά f a =-3mm/wrev, Αντίρροπο 60
61 61
62 Εισερχόμενη παρειά Εξερχόμενη παρειά 62
63 63
64 Εισερχόμενη παρειά Εξερχόμενη παρειά 64
65 6. ΣΥΝΟΨΗ Ο ακριβής υπολογισμός της μορφής των αποβλίττων είναι απαραίτητος για την ορθή εκτίμηση της καταλληλότητας των χρησιμοποιούμενων εργαλείων και των συνθηκών κοπής. Στην παρούσα εργασία παρουσιάστηκε μια προσομοίωση της κατεργασίας αποφλοίωσης οδοντώσεων με κύλιση σε περιβάλλον CAD. Η διαδικασία για την ολοκλήρωση της τελικής μορφής της οδόντωσης στον κατεργαζόμενο τροχό πραγματοποιήθηκε σε δυο διαδοχικές προσομοιώσεις, αρχικά έγινε η προσομοίωση της κατεργασίας φραιζαρίσματος κύλισης με εργαλείο με διορθωμένη κεφαλή (προφραιζάρισμα) ενώ στη συνέχεια ακολούθησε η προσομοίωση της κατεργασίας αποφλοίωσης οδοντώσεων με κύλιση (αποφλοίωση) πάνω στον ήδη κατεργασμένο τροχό. Για την επιβεβαίωση της ορθότητας των αποτελεσμάτων της προσομοιώσεις χρησιμοποιήθηκαν τα αποτελέσματα του λογισμικού FRSSKIV που είχε αναπτυχθεί από άλλους ερευνητές και δίνει μια καλή προσέγγιση για τη μορφή που πρέπει να έχουν τα παραγόμενα απόβλιττα της κοπής ανάλογα με τα δεδομένα και τη θέση κύλισης. Μετά την ολοκλήρωση του λογισμικού για την προσομοίωση της κατεργασίας και τον προσδιορισμό του απαραμόρφωτου αποβλίττου δίνεται η δυνατότητα για μια περεταίρω ανάλυση, προκειμένου να υπολογιστούν μέσω του CAD οι αναπτυσσόμενες δυνάμεις κοπής της κατεργασίας. 65
66 7. ΒΙΒΛΙΟΓΡΑΦΙΑ A simulation model of gear skiving. A. Antoniadis, N. Vidakis, N. Bilalis CAD-based simulation of the hobbing process for the manufacturing of spur and helical gears. V. Dimitriou, A. Antoniadis Προσδιορισμός κρουστικών καταπονήσεων των εργαλείων στο φραιζάρισμα κυλίσεως οδοντώσεων και προσδιορισμός των δυνάμεων κοπής κατά την αποφλοίωση στην αυτή κατεργασία μορφοποιήσεως οδοντώσεων. ιδακτορική διατριβή του κ. Αριστομένη Αντωνιάδη 66
ΠΡΟΣΟΜΟΙΩΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΑΠΟΦΛΟΙΩΣΗΣ Ο ΟΝΤΩΣΕΩΝ ΜΕ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ ΒΑΣΙΣΜΕΝΗ ΣΕ ΣΥΣΤΗΜΑ CAD
 1 ΠΡΟΣΟΜΟΙΩΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΑΠΟΦΛΟΙΩΣΗΣ Ο ΟΝΤΩΣΕΩΝ ΜΕ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ ΒΑΣΙΣΜΕΝΗ ΣΕ ΣΥΣΤΗΜΑ CAD ΠΑΡΟΥςΙΑςΗ ΙΠΛΩΜΑΤΙΚΗς ΕΡΓΑςΙΑς 2 Για την κατασκευή οδοντώσεων (γραναζιών) που λειτουργούν σε υψηλό αριθμό
1 ΠΡΟΣΟΜΟΙΩΣΗ ΚΑΤΕΡΓΑΣΙΑΣ ΑΠΟΦΛΟΙΩΣΗΣ Ο ΟΝΤΩΣΕΩΝ ΜΕ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ ΒΑΣΙΣΜΕΝΗ ΣΕ ΣΥΣΤΗΜΑ CAD ΠΑΡΟΥςΙΑςΗ ΙΠΛΩΜΑΤΙΚΗς ΕΡΓΑςΙΑς 2 Για την κατασκευή οδοντώσεων (γραναζιών) που λειτουργούν σε υψηλό αριθμό
Προσομοιωτικό μοντέλο κοπής οδοντώσεων με πλάνιση με κύλιση
 1 Προσομοιωτικό μοντέλο κοπής οδοντώσεων με πλάνιση με κύλιση Παρουσίαση Διπλωματικής Εργασίας 2 Για την κατασκευή οδοντώσεων που λειτουργούν σε υψηλό αριθμό στροφών και με υψηλές ποιοτικές προδιαγραφές,
1 Προσομοιωτικό μοντέλο κοπής οδοντώσεων με πλάνιση με κύλιση Παρουσίαση Διπλωματικής Εργασίας 2 Για την κατασκευή οδοντώσεων που λειτουργούν σε υψηλό αριθμό στροφών και με υψηλές ποιοτικές προδιαγραφές,
ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΙΣ ΑΝΑΠΤΥΣΣΟΜΕΝΕΣ ΥΝΑΜΕΙΣ ΚΟΠΗΣ ΣΤΟ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ Ο ΟΝΤΩΣΕΩΝ
 ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΙΣ ΑΝΑΠΤΥΣΣΟΜΕΝΕΣ ΥΝΑΜΕΙΣ ΚΟΠΗΣ ΣΤΟ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ Ο ΟΝΤΩΣΕΩΝ Μαμμάς Ανδρέας Πολυτεχνείο Κρήτης Χανιά 2012 Φραιζάρισμα με κύλιση οδοντώσεων (Gear Hobbing) Μέθοδος
ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΙΣ ΑΝΑΠΤΥΣΣΟΜΕΝΕΣ ΥΝΑΜΕΙΣ ΚΟΠΗΣ ΣΤΟ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ Ο ΟΝΤΩΣΕΩΝ Μαμμάς Ανδρέας Πολυτεχνείο Κρήτης Χανιά 2012 Φραιζάρισμα με κύλιση οδοντώσεων (Gear Hobbing) Μέθοδος
ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ
 19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
Προσομοιωτικό μοντέλο κοπής οδοντώσεων με αποφλοίωση με κύλιση
 1 Προσομοιωτικό μοντέλο κοπής οδοντώσεων με αποφλοίωση με κύλιση Παρουσίαση ιπλωματικής εργασίας 2 Οι πιο δημοφιλείς κατεργασίες μαζικής κοπής οδοντώσεων με υψηλές προδιαγραφές είναι όλες οι κατεργασίες
1 Προσομοιωτικό μοντέλο κοπής οδοντώσεων με αποφλοίωση με κύλιση Παρουσίαση ιπλωματικής εργασίας 2 Οι πιο δημοφιλείς κατεργασίες μαζικής κοπής οδοντώσεων με υψηλές προδιαγραφές είναι όλες οι κατεργασίες
Ανάλυση με πεπερασμένα στοιχεία της κατεργασίας κοπής οδοντώσεων με φραιζάρισμα με κύλιση
 Ανάλυση με πεπερασμένα στοιχεία της κατεργασίας κοπής οδοντώσεων με φραιζάρισμα με κύλιση Χριστοδουλόπουλος Αντώνιος 1 Εισαγωγή Κατηγορίες οδοντωτών τροχών Χαρακτηριστικά μεγέθη Κατασκευαστικές τεχνολογίες
Ανάλυση με πεπερασμένα στοιχεία της κατεργασίας κοπής οδοντώσεων με φραιζάρισμα με κύλιση Χριστοδουλόπουλος Αντώνιος 1 Εισαγωγή Κατηγορίες οδοντωτών τροχών Χαρακτηριστικά μεγέθη Κατασκευαστικές τεχνολογίες
ΓΕΩΜΕΤΡΙΚΗ ΑΝΑΛΥΣΗ ΤΩΝ ΑΠΟΒΛΙΤΤΩΝ ΣΤΟ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ Ο ΟΝΤΩΣΕΩΝ
 ΓΕΩΜΕΤΡΙΚΗ ΑΝΑΛΥΣΗ ΤΩΝ ΑΠΟΒΛΙΤΤΩΝ ΣΤΟ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ Ο ΟΝΤΩΣΕΩΝ Σκοπός εργασίας Σκοπός του λογισμικού που δημιουργήθηκε είναι η μελέτη της γεωμετρίας του αποβλίττου στο φραιζάρισμα με κύλιση οδοντώσεων,
ΓΕΩΜΕΤΡΙΚΗ ΑΝΑΛΥΣΗ ΤΩΝ ΑΠΟΒΛΙΤΤΩΝ ΣΤΟ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ Ο ΟΝΤΩΣΕΩΝ Σκοπός εργασίας Σκοπός του λογισμικού που δημιουργήθηκε είναι η μελέτη της γεωμετρίας του αποβλίττου στο φραιζάρισμα με κύλιση οδοντώσεων,
2. ΕΦΑΡΜΟΓΗ ΤΟΥ ΠΡΟΣΟΜΟΙΩΤΙΚΟΥ ΜΟΝΤΕΛΟΥ
 2. ΕΦΑΡΜΟΓΗ ΤΟΥ ΠΡΟΣΟΜΟΙΩΤΙΚΟΥ ΜΟΝΤΕΛΟΥ 2.1 Δεδομένα εισόδου 2.1.1 Κοπτικό εργαλείο Το κοπτικό εργαλείο που χρησιμοποιήθηκε ήταν ένα δίπτερο κοπτικό εργαλείο με σφαιρική απόληξη χωρίς ελίκωση διαμέτρου
2. ΕΦΑΡΜΟΓΗ ΤΟΥ ΠΡΟΣΟΜΟΙΩΤΙΚΟΥ ΜΟΝΤΕΛΟΥ 2.1 Δεδομένα εισόδου 2.1.1 Κοπτικό εργαλείο Το κοπτικό εργαλείο που χρησιμοποιήθηκε ήταν ένα δίπτερο κοπτικό εργαλείο με σφαιρική απόληξη χωρίς ελίκωση διαμέτρου
Φρεζάρισμα. Με το φρεζάρισμα μπορούμε να κατεργαστούμε επίπεδες ή καμπύλες επιφάνειες, εσοχές, αυλάκια ακόμα και οδοντωτούς τροχούς.
 ΦΡΕΖΕΣ ΦΡΕΖΕΣ Είναι εργαλειομηχανές αφαίρεσης υλικού από διάφορες εργασίες με μηχανική κοπή. Η κατεργασία διαμόρφωσης των μεταλλικών υλικών στη φρέζα, ονομάζεται φρεζάρισμα. Φρεζάρισμα Με το φρεζάρισμα
ΦΡΕΖΕΣ ΦΡΕΖΕΣ Είναι εργαλειομηχανές αφαίρεσης υλικού από διάφορες εργασίες με μηχανική κοπή. Η κατεργασία διαμόρφωσης των μεταλλικών υλικών στη φρέζα, ονομάζεται φρεζάρισμα. Φρεζάρισμα Με το φρεζάρισμα
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι
 ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
Σκοπός της εργασίας Ποιότητα επιφάνειας και επιφανειακή τραχύτητα Είδη φραιζαρίσματος Διαδικασία πειραμάτων Αποτελέσματα Συμπεράσματα
 ΣΧΕΔΙΑΣΗ ΚΑΙ ΚΑΤΕΡΓΑΣΙΑ ΠΟΛΥΑΞΟΝΙΚΩΝ ΕΠΙΦΑΝΕΙΩΝ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΛΟΓΙΣΜΙΚΟΥ CAD/CAM NX Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Αντωνίου Μαρία Πολυτεχνείο Κρήτης Χανιά
ΣΧΕΔΙΑΣΗ ΚΑΙ ΚΑΤΕΡΓΑΣΙΑ ΠΟΛΥΑΞΟΝΙΚΩΝ ΕΠΙΦΑΝΕΙΩΝ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΛΟΓΙΣΜΙΚΟΥ CAD/CAM NX Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Αντωνίου Μαρία Πολυτεχνείο Κρήτης Χανιά
ΠΡΟΣΟΜΟΙΩΤΙΚΟ ΜΟΝΤΕΛΟ ΚΟΠΗΣ ΟΔΟΝΤΩΣΕΩΝ ΜΕ ΠΛΑΝΙΣΗ ΜΕ ΚΥΛΙΣΗ ΖΟΥΡΕΛΛΗΣ ΑΝΔΡΕΑΣ ΕΠΙΒΛΕΠΩΝ: ΑΡΙΣΤΟΜΕΝΗΣ ΑΝΤΩΝΙΑΔΗΣ ΚΑΘΗΓΗΤΗΣ ΑΡ. ΔΙΠΛ.
 ΠΡΟΣΟΜΟΙΩΤΙΚΟ ΜΟΝΤΕΛΟ ΚΟΠΗΣ ΟΔΟΝΤΩΣΕΩΝ ΜΕ ΠΛΑΝΙΣΗ ΜΕ ΚΥΛΙΣΗ ΖΟΥΡΕΛΛΗΣ ΑΝΔΡΕΑΣ ΕΠΙΒΛΕΠΩΝ: ΑΡΙΣΤΟΜΕΝΗΣ ΑΝΤΩΝΙΑΔΗΣ ΚΑΘΗΓΗΤΗΣ ΑΡ. ΔΙΠΛ. : 25 ΧΑΝΙΑ 2013 Στον Ανδρέα και την Κλεοπάτρα 1 Με την παρούσα διπλωματική
ΠΡΟΣΟΜΟΙΩΤΙΚΟ ΜΟΝΤΕΛΟ ΚΟΠΗΣ ΟΔΟΝΤΩΣΕΩΝ ΜΕ ΠΛΑΝΙΣΗ ΜΕ ΚΥΛΙΣΗ ΖΟΥΡΕΛΛΗΣ ΑΝΔΡΕΑΣ ΕΠΙΒΛΕΠΩΝ: ΑΡΙΣΤΟΜΕΝΗΣ ΑΝΤΩΝΙΑΔΗΣ ΚΑΘΗΓΗΤΗΣ ΑΡ. ΔΙΠΛ. : 25 ΧΑΝΙΑ 2013 Στον Ανδρέα και την Κλεοπάτρα 1 Με την παρούσα διπλωματική
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
Οδοντωτοί τροχοί. Εισαγωγή. Είδη οδοντωτών τροχών. Σκοπός : Μετωπικοί τροχοί με ευθύγραμμους οδόντες
 Εθνικό Μετσόβιο Πολυτεχνείο Σχολή Ναυπηγών Μηχανολόγων Μηχανικών Διδάσκοντες : X. Παπαδόπουλος Λ. Καικτσής Οδοντωτοί τροχοί Εισαγωγή Σκοπός : Μετάδοση περιστροφικής κίνησης, ισχύος και ροπής από έναν άξονα
Εθνικό Μετσόβιο Πολυτεχνείο Σχολή Ναυπηγών Μηχανολόγων Μηχανικών Διδάσκοντες : X. Παπαδόπουλος Λ. Καικτσής Οδοντωτοί τροχοί Εισαγωγή Σκοπός : Μετάδοση περιστροφικής κίνησης, ισχύος και ροπής από έναν άξονα
Προσομοίωση μετωπικού φραιζαρίσματος με πεπερασμένα στοιχεία
 1 Προσομοίωση μετωπικού φραιζαρίσματος με πεπερασμένα στοιχεία 2 Μετωπικό φραιζάρισμα: Χρησιμοποιείται κυρίως στις αρχικές φάσεις της κατεργασίας (φάση εκχόνδρισης) Μεγάλη διάμετρο Μεγάλες προώσεις μείωση
1 Προσομοίωση μετωπικού φραιζαρίσματος με πεπερασμένα στοιχεία 2 Μετωπικό φραιζάρισμα: Χρησιμοποιείται κυρίως στις αρχικές φάσεις της κατεργασίας (φάση εκχόνδρισης) Μεγάλη διάμετρο Μεγάλες προώσεις μείωση
Τίτλος ιατριβής : ΠΡΟΣ ΙΟΡΙΣΜΟΣ ΤΡΑΧΥΤΗΤΑΣ ΠΑΡΕΙΑΣ Ο ΟΝΤΩΤΩΝ ΤΡΟΧΩΝ ΣΕ ΠΕΡΙΒΑΛΛΟΝ CAD. ιατριβή που υπεβλήθη για τη μερική ικανοποίηση των
 ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΑΡΑΓΩΓΗΣ ΚΑΙ ΙΟΙΚΗΣΗΣ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ Τίτλος ιατριβής : ΠΡΟΣ ΙΟΡΙΣΜΟΣ ΤΡΑΧΥΤΗΤΑΣ ΠΑΡΕΙΑΣ Ο ΟΝΤΩΤΩΝ ΤΡΟΧΩΝ ΣΕ ΠΕΡΙΒΑΛΛΟΝ CAD ιατριβή που υπεβλήθη για τη μερική
ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΑΡΑΓΩΓΗΣ ΚΑΙ ΙΟΙΚΗΣΗΣ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ Τίτλος ιατριβής : ΠΡΟΣ ΙΟΡΙΣΜΟΣ ΤΡΑΧΥΤΗΤΑΣ ΠΑΡΕΙΑΣ Ο ΟΝΤΩΤΩΝ ΤΡΟΧΩΝ ΣΕ ΠΕΡΙΒΑΛΛΟΝ CAD ιατριβή που υπεβλήθη για τη μερική
ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ
 1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
Στους γονείς μου Γιώργο και Ευφροσύνη και στην αδελφή μου Αλεξάνδρα.
 2 Στους γονείς μου Γιώργο και Ευφροσύνη και στην αδελφή μου Αλεξάνδρα. 3 Μετά την ολοκλήρωση της διπλωματικής μου εργασίας θα ήθελα να ευχαριστήσω θερμά: Τον Αν. Καθηγητή Αριστομένη Αντωνιάδη, Δρ. Μηχανολόγο
2 Στους γονείς μου Γιώργο και Ευφροσύνη και στην αδελφή μου Αλεξάνδρα. 3 Μετά την ολοκλήρωση της διπλωματικής μου εργασίας θα ήθελα να ευχαριστήσω θερμά: Τον Αν. Καθηγητή Αριστομένη Αντωνιάδη, Δρ. Μηχανολόγο
ΠΕΙΡΑΜΑΤΙΚΗ ΙΕΡΕΥΝΗΣΗ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΜΙΚΡΟΦΡΑΙΖΑΡΙΣΜΑ AL7075-T6
 1 ΠΕΙΡΑΜΑΤΙΚΗ ΙΕΡΕΥΝΗΣΗ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΜΙΚΡΟΦΡΑΙΖΑΡΙΣΜΑ AL7075-T6 2 Σκοπός της εργασίας είναι η διερεύνηση των παραμέτρων από τους οποίους επηρεάζεται η ποιότητα επιφάνειας κατά το μικροφραιζάρισμα
1 ΠΕΙΡΑΜΑΤΙΚΗ ΙΕΡΕΥΝΗΣΗ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΜΙΚΡΟΦΡΑΙΖΑΡΙΣΜΑ AL7075-T6 2 Σκοπός της εργασίας είναι η διερεύνηση των παραμέτρων από τους οποίους επηρεάζεται η ποιότητα επιφάνειας κατά το μικροφραιζάρισμα
Οδοντωτοί τροχοί. Σφάλματα οδοντώσεων. Μετρολογία ΑΠΟΚΛΙΣΕΙΣ ΚΑΙ ΣΦΑΛΜΑΤΑ ΟΔΟΝΤΩΣΕΩΝ. Φασιλής Νικόλαος. Πολυτεχνείο Κρήτης Χανιά 2019
 1 ΑΠΟΚΛΙΣΕΙΣ ΚΑΙ ΣΦΑΛΜΑΤΑ ΟΔΟΝΤΩΣΕΩΝ Φασιλής Νικόλαος Πολυτεχνείο Κρήτης Χανιά 2019 2 Οδοντωτοί τροχοί Σφάλματα οδοντώσεων Μετρολογία Τύποι οδοντωτών τροχών Βασικά γεωμετρικά χαρακτηριστικά Τεχνικά χαρακτηριστικά
1 ΑΠΟΚΛΙΣΕΙΣ ΚΑΙ ΣΦΑΛΜΑΤΑ ΟΔΟΝΤΩΣΕΩΝ Φασιλής Νικόλαος Πολυτεχνείο Κρήτης Χανιά 2019 2 Οδοντωτοί τροχοί Σφάλματα οδοντώσεων Μετρολογία Τύποι οδοντωτών τροχών Βασικά γεωμετρικά χαρακτηριστικά Τεχνικά χαρακτηριστικά
ΣΧΕΔΙΑΣΗ ΠΕΙΡΑΜΑΤΩΝ ΣΤΙΣ ΚΑΤΕΡΓΑΣΙΕΣ ΚΟΠΗΣ
 1 ΣΧΕΔΙΑΣΗ ΠΕΙΡΑΜΑΤΩΝ ΣΤΙΣ ΚΑΤΕΡΓΑΣΙΕΣ ΚΟΠΗΣ 2 Η συνήθης κατεργασία κοπής με εργαλείο πολλαπλής σημειακής επαφής είναι το φραιζάρισμα. Η κοπή πραγματοποιείται με τη χρήση ενός περιστρεφόμενου κοπτικού
1 ΣΧΕΔΙΑΣΗ ΠΕΙΡΑΜΑΤΩΝ ΣΤΙΣ ΚΑΤΕΡΓΑΣΙΕΣ ΚΟΠΗΣ 2 Η συνήθης κατεργασία κοπής με εργαλείο πολλαπλής σημειακής επαφής είναι το φραιζάρισμα. Η κοπή πραγματοποιείται με τη χρήση ενός περιστρεφόμενου κοπτικού
ΠΕΙΡΑΜΑΤΑ ΓΙΑ ΤΟΝ ΠΡΟΣΔΙΟΡΙΣΜΟ ΤΗΣ ΕΠΙΔΡΑΣΗΣ ΔΥΝΑΜΙΚΩΝ ΦΑΙΝΟΜΕΝΩΝ ΚΑΙ ΤΟΥ ΜΗΧΑΝΙΣΜΟΥ ΤΗΣ ΚΟΠΗΣ ΣΤΗΝ ΤΟΠΟΜΟΡΦΙΑ ΤΟΥ ΤΕΜΑΧΙΟΥ
 ΠΕΙΡΑΜΑΤΑ ΓΙΑ ΤΟΝ ΠΡΟΣΔΙΟΡΙΣΜΟ ΤΗΣ ΕΠΙΔΡΑΣΗΣ ΔΥΝΑΜΙΚΩΝ ΦΑΙΝΟΜΕΝΩΝ ΚΑΙ ΤΟΥ ΜΗΧΑΝΙΣΜΟΥ ΤΗΣ ΚΟΠΗΣ ΣΤΗΝ ΤΟΠΟΜΟΡΦΙΑ ΤΟΥ ΤΕΜΑΧΙΟΥ Επίδραση του ακτινικού βάθους κοπής και της πρόωσης στην προκύπτουσα τραχύτητα
ΠΕΙΡΑΜΑΤΑ ΓΙΑ ΤΟΝ ΠΡΟΣΔΙΟΡΙΣΜΟ ΤΗΣ ΕΠΙΔΡΑΣΗΣ ΔΥΝΑΜΙΚΩΝ ΦΑΙΝΟΜΕΝΩΝ ΚΑΙ ΤΟΥ ΜΗΧΑΝΙΣΜΟΥ ΤΗΣ ΚΟΠΗΣ ΣΤΗΝ ΤΟΠΟΜΟΡΦΙΑ ΤΟΥ ΤΕΜΑΧΙΟΥ Επίδραση του ακτινικού βάθους κοπής και της πρόωσης στην προκύπτουσα τραχύτητα
Σχήμα 3.13 : Τεμάχια κατεργασμένα με φραιζάρισμα
 40 3.3 Φραιζάρισμα (milling) Με φραιζάρισμα κατεργάζονται τεμάχια από διάφορα υλικά όπως χάλυβας, χυτοσίδηρος, συνθετικά υλικά κ.λπ, με επίπεδες ή καμπύλες επιφάνειες, εσοχές, αυλάκια ακόμα και οδοντωτοί
40 3.3 Φραιζάρισμα (milling) Με φραιζάρισμα κατεργάζονται τεμάχια από διάφορα υλικά όπως χάλυβας, χυτοσίδηρος, συνθετικά υλικά κ.λπ, με επίπεδες ή καμπύλες επιφάνειες, εσοχές, αυλάκια ακόμα και οδοντωτοί
ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ
 ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ Σκοπός Εργασίας Σκοπός της παρούσας εργασίας είναι η μελέτη της εξέλιξης της έρευνας πάνω στη λείανση μέχρι σήμερα, προτείνοντας λύσεις για χρήση μοναδικού
ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ Σκοπός Εργασίας Σκοπός της παρούσας εργασίας είναι η μελέτη της εξέλιξης της έρευνας πάνω στη λείανση μέχρι σήμερα, προτείνοντας λύσεις για χρήση μοναδικού
ΑΡΧΙΜΗΔΗΣ ΙΙΙ Ενίσχυση Ερευνητικών Ομάδων στο ΤΕΙ Δυτικής Μακεδονίας» - MIS
 ΑΡΧΙΜΗΔΗΣ ΙΙΙ Ενίσχυση Ερευνητικών Ομάδων στο ΤΕΙ Δυτικής Μακεδονίας» - MIS 383583 Υποέργο 11: 3D Προσομοίωση της κατεργασίας της διάτρησης, βασισμένη στον προγραμματισμό συστήματος CAD Παραδοτέο του Π.Ε.
ΑΡΧΙΜΗΔΗΣ ΙΙΙ Ενίσχυση Ερευνητικών Ομάδων στο ΤΕΙ Δυτικής Μακεδονίας» - MIS 383583 Υποέργο 11: 3D Προσομοίωση της κατεργασίας της διάτρησης, βασισμένη στον προγραμματισμό συστήματος CAD Παραδοτέο του Π.Ε.
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 1
 ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 1 Τόρνος / Συμβατικός και CNC Assistant Prof. John Kechagias Mechanical Engineer, Ph.D. Κατηγορίες τορναρίσματος 2 Με βάση τις κινήσεις του κοπτικού, την τοποθέτηση του ως προς
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 1 Τόρνος / Συμβατικός και CNC Assistant Prof. John Kechagias Mechanical Engineer, Ph.D. Κατηγορίες τορναρίσματος 2 Με βάση τις κινήσεις του κοπτικού, την τοποθέτηση του ως προς
ΔΙΑΙΡΕΤΗΣ. Το ΤΕ είναι συνήθως κυλινδρικό, μπορεί όμως να είναι και κωνικό ή πρισματικό.
 ΔΙΑΙΡΕΤΗΣ ΓΕΝΙΚΑ O διαιρέτης είναι μηχανουργική συσκευή, με την οποία μπορούμε να εκτελέσουμε στην επιφάνεια τεμαχίου (TE) κατεργασίες υπό ίσες ακριβώς γωνίες ή σε ίσες αποστάσεις. Το ΤΕ είναι συνήθως
ΔΙΑΙΡΕΤΗΣ ΓΕΝΙΚΑ O διαιρέτης είναι μηχανουργική συσκευή, με την οποία μπορούμε να εκτελέσουμε στην επιφάνεια τεμαχίου (TE) κατεργασίες υπό ίσες ακριβώς γωνίες ή σε ίσες αποστάσεις. Το ΤΕ είναι συνήθως
Μηχανουργικές Κατεργασίες. Τόρνευση. Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός
 Μηχανουργικές Κατεργασίες Τόρνευση Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός ΓΕΝΙΚΑ Με τη τόρνευση κατεργάζονται κομμάτια συμμετρικά εκ περιστροφής με κατά κανόνα κυκλική
Μηχανουργικές Κατεργασίες Τόρνευση Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός ΓΕΝΙΚΑ Με τη τόρνευση κατεργάζονται κομμάτια συμμετρικά εκ περιστροφής με κατά κανόνα κυκλική
ΠΡΟΣΟΜΟΙΩΣΗ ΟΡΘΟΓΩΝΙΚΗΣ ΚΑΙ ΛΟΞΗΣ ΚΟΠΗΣ ΜΕ ΧΡΗΣΗ ΠΕΠΕΡΑΣΜΕΝΩΝ ΣΤΟΙΧΕΙΩΝ. Ευάγγελος Καστής. Καθ. Αριστομένης Αντωνιάδης ιπλ. Μηχ. (MSc) Χαρά Ευσταθίου
 Χαρά Ευσταθίου") ΠΡΟΣΟΜΟΙΩΣΗ ΟΡΘΟΓΩΝΙΚΗΣ ΚΑΙ ΛΟΞΗΣ ΚΟΠΗΣ ΜΕ ΧΡΗΣΗ ΠΕΠΕΡΑΣΜΕΝΩΝ ΣΤΟΙΧΕΙΩΝ Καθ. Αριστομένης Αντωνιάδης ιπλ. Μηχ. (MSc) Χαρά Ευσταθίου Ευάγγελος Καστής Πολυτεχνείο Κρήτης-Χανιά 016 Παρουσίαση διπλωματικής
ΠΡΟΣΟΜΟΙΩΣΗ ΟΡΘΟΓΩΝΙΚΗΣ ΚΑΙ ΛΟΞΗΣ ΚΟΠΗΣ ΜΕ ΧΡΗΣΗ ΠΕΠΕΡΑΣΜΕΝΩΝ ΣΤΟΙΧΕΙΩΝ Καθ. Αριστομένης Αντωνιάδης ιπλ. Μηχ. (MSc) Χαρά Ευσταθίου Ευάγγελος Καστής Πολυτεχνείο Κρήτης-Χανιά 016 Παρουσίαση διπλωματικής
ΣΧΕΔΙΑΣΗ ΑΤΡΑΚΤΩΝ. Λειτουργικές Παράμετροι
 Άτρακτος: περιστρεφόμενο στοιχείο κυκλικής (συνήθως) διατομής (πλήρους ή σωληνωτής) που χρησιμοποιείται για να μεταφέρει ισχύ ή κίνηση Άξονας: μη περιστρεφόμενο στοιχείο που δεν μεταφέρει ροπή και χρησιμοποιείται
Άτρακτος: περιστρεφόμενο στοιχείο κυκλικής (συνήθως) διατομής (πλήρους ή σωληνωτής) που χρησιμοποιείται για να μεταφέρει ισχύ ή κίνηση Άξονας: μη περιστρεφόμενο στοιχείο που δεν μεταφέρει ροπή και χρησιμοποιείται
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2011
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2011 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία Ημερομηνία
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2011 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία Ημερομηνία
ΕΙΣΑΓΩΓΗ ΣΤΗ ΜΗΧΑΝΟΛΟΓΙΑ (7 Ο ΕΞΑΜΗΝΟ)
") ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΜΕΤΑΛΛΕΙΩΝ - ΜΕΤΑΛΛΟΥΡΓΩΝ ΕΙΣΑΓΩΓΗ ΣΤΗ ΜΗΧΑΝΟΛΟΓΙΑ (7 Ο ΕΞΑΜΗΝΟ) Νίκος Μ. Κατσουλάκος Μηχανολόγος Μηχανικός Ε.Μ.Π., PhD, Msc ΜΕΤΑΔΟΣΗ ΚΙΝΗΣΗΣ - ΟΔΟΝΤΩΤΟΙ ΤΡΟΧΟΙ
ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΜΕΤΑΛΛΕΙΩΝ - ΜΕΤΑΛΛΟΥΡΓΩΝ ΕΙΣΑΓΩΓΗ ΣΤΗ ΜΗΧΑΝΟΛΟΓΙΑ (7 Ο ΕΞΑΜΗΝΟ) Νίκος Μ. Κατσουλάκος Μηχανολόγος Μηχανικός Ε.Μ.Π., PhD, Msc ΜΕΤΑΔΟΣΗ ΚΙΝΗΣΗΣ - ΟΔΟΝΤΩΤΟΙ ΤΡΟΧΟΙ
ΕΝΙΣΧΥΣΗ ΕΡΕΥΝΗΤΙΚΩΝ ΟΜΑΔΩΝ Τ.Ε.Ι «ΑΡΧΙΜΗΔΗΣ»
 ΕΝΙΣΧΥΣΗ ΕΡΕΥΝΗΤΙΚΩΝ ΟΜΑΔΩΝ Τ.Ε.Ι «ΑΡΧΙΜΗΔΗΣ» ΥΠΟΕΡΓΟ 2 «Μετροτεχνική Ανάλυση και παρακολούθηση σε πραγματικό χρόνο κατεργασιών πολυαξονικού φραιζαρίσματος με χρήση πολλαπλών αισθητηρίων και κατάλληλο
ΕΝΙΣΧΥΣΗ ΕΡΕΥΝΗΤΙΚΩΝ ΟΜΑΔΩΝ Τ.Ε.Ι «ΑΡΧΙΜΗΔΗΣ» ΥΠΟΕΡΓΟ 2 «Μετροτεχνική Ανάλυση και παρακολούθηση σε πραγματικό χρόνο κατεργασιών πολυαξονικού φραιζαρίσματος με χρήση πολλαπλών αισθητηρίων και κατάλληλο
το άκρο Β έχει γραμμική ταχύτητα μέτρου.
 ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 1: ΚΙΝΗΣΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ 1. Μια ράβδος ΑΒ περιστρέφεται με σταθερή γωνιακή ταχύτητα γύρω από έναν σταθερό οριζόντιο άξονα που περνάει από ένα σημείο πάνω
ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 1: ΚΙΝΗΣΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ 1. Μια ράβδος ΑΒ περιστρέφεται με σταθερή γωνιακή ταχύτητα γύρω από έναν σταθερό οριζόντιο άξονα που περνάει από ένα σημείο πάνω
Κεφάλαιο 10 Περιστροφική Κίνηση. Copyright 2009 Pearson Education, Inc.
 Κεφάλαιο 10 Περιστροφική Κίνηση Περιεχόμενα Κεφαλαίου 10 Γωνιακές Ποσότητες Διανυσματικός Χαρακτήρας των Γωνιακών Ποσοτήτων Σταθερή γωνιακή Επιτάχυνση Ροπή Δυναμική της Περιστροφικής Κίνησης, Ροπή και
Κεφάλαιο 10 Περιστροφική Κίνηση Περιεχόμενα Κεφαλαίου 10 Γωνιακές Ποσότητες Διανυσματικός Χαρακτήρας των Γωνιακών Ποσοτήτων Σταθερή γωνιακή Επιτάχυνση Ροπή Δυναμική της Περιστροφικής Κίνησης, Ροπή και
Μηχανουργικές κατεργασίες με χρήση Η/Υ για βιομηχανική παραγωγή
 Προγραμματισμός Εργαλειομηχανών CNC Ο προγραμματισμός για την κατεργασία ενός τεμαχίου σε εργαλειομηχανή, με ψηφιακή καθοδήγηση, γίνεται με τον κώδικα μηχανής. Πρόκειται για μια σειρά τυποποιημένων εντολών,
Προγραμματισμός Εργαλειομηχανών CNC Ο προγραμματισμός για την κατεργασία ενός τεμαχίου σε εργαλειομηχανή, με ψηφιακή καθοδήγηση, γίνεται με τον κώδικα μηχανής. Πρόκειται για μια σειρά τυποποιημένων εντολών,
Πολυτεχνείο Κρήτης Χανιά 2010
 ΠΡΟΣΔΙΟΡΙΣΜΟΣ ΦΘΟΡΑΣ ΣΕ ΚΑΤΕΡΓΑΣΙΕΣ ΟΔΟΝΤΩΣΕΩΝ ΜΕ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ Αν. Καθ.. Αριστομένης Αντωνιάδης Καθ.. Νικόλαος Μπιλάλης Καθ.. Γεώργιος Σταυρουλάκης Διπλ.. Μηχ. Ταξιάρχης Μπελής Πολυτεχνείο Κρήτης
ΠΡΟΣΔΙΟΡΙΣΜΟΣ ΦΘΟΡΑΣ ΣΕ ΚΑΤΕΡΓΑΣΙΕΣ ΟΔΟΝΤΩΣΕΩΝ ΜΕ ΦΡΑΙΖΑΡΙΣΜΑ ΜΕ ΚΥΛΙΣΗ Αν. Καθ.. Αριστομένης Αντωνιάδης Καθ.. Νικόλαος Μπιλάλης Καθ.. Γεώργιος Σταυρουλάκης Διπλ.. Μηχ. Ταξιάρχης Μπελής Πολυτεχνείο Κρήτης
ΑΡΧΙΜΗΔΗΣ ΙΙΙ Ενίσχυση Ερευνητικών Ομάδων στο ΤΕΙ Δυτικής Μακεδονίας» - MIS
 ΑΡΧΙΜΗΔΗΣ ΙΙΙ Ενίσχυση Ερευνητικών Ομάδων στο ΤΕΙ Δυτικής Μακεδονίας» - MIS 383583 Υποέργο 11: 3D Προσομοίωση της κατεργασίας της διάτρησης, βασισμένη στον προγραμματισμό συστήματος CAD Παραδοτέο του Π.Ε.1:
ΑΡΧΙΜΗΔΗΣ ΙΙΙ Ενίσχυση Ερευνητικών Ομάδων στο ΤΕΙ Δυτικής Μακεδονίας» - MIS 383583 Υποέργο 11: 3D Προσομοίωση της κατεργασίας της διάτρησης, βασισμένη στον προγραμματισμό συστήματος CAD Παραδοτέο του Π.Ε.1:
ΕΠΙΔΡΑΣΗ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΜΙΚΡΟ-ΦΡΑΙΖΑΡΙΣΜΑ Al 7075-T6
 ΕΠΙΔΡΑΣΗ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΜΙΚΡΟ-ΦΡΑΙΖΑΡΙΣΜΑ Al 7075-T6 1 2 Μικρο-φραιζάρισμα Τραχύτητα Τοπομορφία επιφάνειας Εξοπλισμός πειραμάτων Σχεδιασμός πειραμάτων Αποτελέσματα Συμπεράσματα Δομή παρουσίασης
ΕΠΙΔΡΑΣΗ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΜΙΚΡΟ-ΦΡΑΙΖΑΡΙΣΜΑ Al 7075-T6 1 2 Μικρο-φραιζάρισμα Τραχύτητα Τοπομορφία επιφάνειας Εξοπλισμός πειραμάτων Σχεδιασμός πειραμάτων Αποτελέσματα Συμπεράσματα Δομή παρουσίασης
From The Man Who Sold the World
 1 We will forsake our countries. We will leave our motherlands behind us and become one with this earth. We have no nation, no philosophy, no ideology. We go where we're needed, fighting, not for government,
1 We will forsake our countries. We will leave our motherlands behind us and become one with this earth. We have no nation, no philosophy, no ideology. We go where we're needed, fighting, not for government,
Σχήμα 1: Βασικές διαστάσεις μετωπικών οδοντωτών τροχών
 hπ hκ ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ Πάτρα 9 Μαΐου 2016 ΠΑΡΑΜΕΤΡΙΚΗ ΣΧΕΔΙΑΣΗ ΜΕΤΩΠΙΚΩΝ ΟΔΟΝΤΩΤΩΝ ΤΡΟΧΩΝ: ΕΡΓΑΣΤΗΡΙΟ 11 Ο Να σχεδιαστεί παραμετρικά ένας μετωπικός οδοντωτός τροχός. Οι παράμετροι σχεδιασμού πρέπει
hπ hκ ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ Πάτρα 9 Μαΐου 2016 ΠΑΡΑΜΕΤΡΙΚΗ ΣΧΕΔΙΑΣΗ ΜΕΤΩΠΙΚΩΝ ΟΔΟΝΤΩΤΩΝ ΤΡΟΧΩΝ: ΕΡΓΑΣΤΗΡΙΟ 11 Ο Να σχεδιαστεί παραμετρικά ένας μετωπικός οδοντωτός τροχός. Οι παράμετροι σχεδιασμού πρέπει
ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 1: ΚΙΝΗΣΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ [Υποκεφάλαιο 4.2 Οι κινήσεις των στερεών σωμάτων του σχολικού βιβλίου]
![ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 1: ΚΙΝΗΣΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ [Υποκεφάλαιο 4.2 Οι κινήσεις των στερεών σωμάτων του σχολικού βιβλίου]](/thumbs/52/29790189.jpg "ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 1: ΚΙΝΗΣΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ [Υποκεφάλαιο 4.2 Οι κινήσεις των στερεών σωμάτων του σχολικού βιβλίου]") ΤΟ ΥΛΙΚΟ ΕΧΕΙ ΑΝΤΛΗΘΕΙ ΑΠΟ ΤΑ ΨΗΦΙΑΚΑ ΕΚΠΑΙΔΕΥΤΙΚΑ ΒΟΗΘΗΜΑΤΑ ΤΟΥ ΥΠΟΥΡΓΕΙΟΥ ΠΑΙΔΕΙΑΣ http://www.study4exams.gr/ ΕΧΕΙ ΤΑΞΙΝΟΜΗΘΕΙ ΑΝΑ ΕΝΟΤΗΤΑ ΚΑΙ ΑΝΑ ΤΥΠΟ ΓΙΑ ΔΙΕΥΚΟΛΥΝΣΗ ΤΗΣ ΜΕΛΕΤΗΣ ΣΑΣ ΚΑΛΗ ΕΠΙΤΥΧΙΑ ΣΤΗ
ΤΟ ΥΛΙΚΟ ΕΧΕΙ ΑΝΤΛΗΘΕΙ ΑΠΟ ΤΑ ΨΗΦΙΑΚΑ ΕΚΠΑΙΔΕΥΤΙΚΑ ΒΟΗΘΗΜΑΤΑ ΤΟΥ ΥΠΟΥΡΓΕΙΟΥ ΠΑΙΔΕΙΑΣ http://www.study4exams.gr/ ΕΧΕΙ ΤΑΞΙΝΟΜΗΘΕΙ ΑΝΑ ΕΝΟΤΗΤΑ ΚΑΙ ΑΝΑ ΤΥΠΟ ΓΙΑ ΔΙΕΥΚΟΛΥΝΣΗ ΤΗΣ ΜΕΛΕΤΗΣ ΣΑΣ ΚΑΛΗ ΕΠΙΤΥΧΙΑ ΣΤΗ
Μοντελοποίηση (FEM) της δυναµικής συµπεριφοράς του κοπτικού εργαλείου κατά το φραιζάρισµα
 της δυναµικής συµπεριφοράς του κοπτικού εργαλείου κατά το φραιζάρισµα") Μοντελοποίηση (FEM) της δυναµικής συµπεριφοράς του κοπτικού εργαλείου κατά το φραιζάρισµα Κατά την διάρκεια των κοπών η κοπτική ακµή καταπονείται οµοιόµορφα σε µήκος της επιφάνειας αποβλίττου ίσο µε το
Μοντελοποίηση (FEM) της δυναµικής συµπεριφοράς του κοπτικού εργαλείου κατά το φραιζάρισµα Κατά την διάρκεια των κοπών η κοπτική ακµή καταπονείται οµοιόµορφα σε µήκος της επιφάνειας αποβλίττου ίσο µε το
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΕΠΙΣΚΟΠΗΣΗ ΘΕΩΡΙΑΣ. Για την καλύτερη κατανόηση των γραναζιών αρχικά αγνοούμε τις εγκοπές τους, έτσι παρατηρούμε ότι:
 1 ΕΠΙΣΚΟΠΗΣΗ ΘΕΩΡΙΑΣ Ο ΟΝΤΩΣΕΩΝ 2 Για την καλύτερη κατανόηση των γραναζιών αρχικά αγνοούμε τις εγκοπές τους, έτσι παρατηρούμε ότι: Ηπεριστροφήτωνδύοαξόνωνθαείναι αντίθετης φοράς Η διάμετρος των δίσκων
1 ΕΠΙΣΚΟΠΗΣΗ ΘΕΩΡΙΑΣ Ο ΟΝΤΩΣΕΩΝ 2 Για την καλύτερη κατανόηση των γραναζιών αρχικά αγνοούμε τις εγκοπές τους, έτσι παρατηρούμε ότι: Ηπεριστροφήτωνδύοαξόνωνθαείναι αντίθετης φοράς Η διάμετρος των δίσκων
ΚΑΤΕΡΓΑΣΙΑ ΚΙΝΗΣΗ ΕΡΓΑΛΕΙΟΥ ΚΙΝΗΣΗ ΤΕΜΑΧΙΟΥ
 29 ΚΑΤΕΡΓΑΣΙΑ ΚΙΝΗΣΗ ΕΡΓΑΛΕΙΟΥ ΚΙΝΗΣΗ ΤΕΜΑΧΙΟΥ Τόρνευση μετατόπιση περιστροφή Φραιζάρισμα περιστροφή μετατόπιση Διάτρηση περιστροφή - Επιφανειακή λείανση περιστροφή μετατόπιση Κυλινδρική λείανση περιστροφή
29 ΚΑΤΕΡΓΑΣΙΑ ΚΙΝΗΣΗ ΕΡΓΑΛΕΙΟΥ ΚΙΝΗΣΗ ΤΕΜΑΧΙΟΥ Τόρνευση μετατόπιση περιστροφή Φραιζάρισμα περιστροφή μετατόπιση Διάτρηση περιστροφή - Επιφανειακή λείανση περιστροφή μετατόπιση Κυλινδρική λείανση περιστροφή
ΦΘΟΡΑ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΚΑΤΑ ΤΟ ΠΟΛΥΑΞΟΝΙΚΟ ΦΡΑΙΖΑΡΙΣΜΑ
 ΦΘΟΡΑ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΚΑΤΑ ΤΟ ΠΟΛΥΑΞΟΝΙΚΟ ΦΡΑΙΖΑΡΙΣΜΑ Είναι γνωστό ότι η διάρκεια ζωής ενός κοπτικού εργαλείου είναι ένας από τους σηµαντικότερους παράγοντες κατά την κοπή των µετάλλων, επειδή επηρεάζει
ΦΘΟΡΑ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΚΑΤΑ ΤΟ ΠΟΛΥΑΞΟΝΙΚΟ ΦΡΑΙΖΑΡΙΣΜΑ Είναι γνωστό ότι η διάρκεια ζωής ενός κοπτικού εργαλείου είναι ένας από τους σηµαντικότερους παράγοντες κατά την κοπή των µετάλλων, επειδή επηρεάζει
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση
 Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 1
 ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ειδική αντίσταση κοπής Assistnt Pro. John Kehgis Mehnil Engineer, Ph.D. Περίγραμμα Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της ορθογωνικής κοπής. Εισαγωγή - Κατεργασίες
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ειδική αντίσταση κοπής Assistnt Pro. John Kehgis Mehnil Engineer, Ph.D. Περίγραμμα Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της ορθογωνικής κοπής. Εισαγωγή - Κατεργασίες
ΚΑΤΑΣΚΕΥΗ ΚΑΛΟΥΠΙΟΥ ΜΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΚΑΙ ΠΑΡΑΛΛΗΛΗ ΑΠΟΠΕΡΑΤΩΣΗ ΜΕ ΧΑΡΑΞΗ ΜΕ LASER
 1 ΚΑΤΑΣΚΕΥΗ ΚΑΛΟΥΠΙΟΥ ΜΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΚΑΙ ΠΑΡΑΛΛΗΛΗ ΑΠΟΠΕΡΑΤΩΣΗ ΜΕ ΧΑΡΑΞΗ ΜΕ LASER 2 ΔΙΑΣΥΝΔΕΣΗ ΔΥΟ ΔΙΑΦΟΡΕΤΙΚΩΝ ΚΑΤΕΡΓΑΣΙΩΝ ΣΕ ΔΥΟ ΨΗΦΙΑΚΑ ΚΑΘΟΔΗΓΟΥΜΕΝΕΣ ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ αποπεράτωση με χάραξη
1 ΚΑΤΑΣΚΕΥΗ ΚΑΛΟΥΠΙΟΥ ΜΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΚΑΙ ΠΑΡΑΛΛΗΛΗ ΑΠΟΠΕΡΑΤΩΣΗ ΜΕ ΧΑΡΑΞΗ ΜΕ LASER 2 ΔΙΑΣΥΝΔΕΣΗ ΔΥΟ ΔΙΑΦΟΡΕΤΙΚΩΝ ΚΑΤΕΡΓΑΣΙΩΝ ΣΕ ΔΥΟ ΨΗΦΙΑΚΑ ΚΑΘΟΔΗΓΟΥΜΕΝΕΣ ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ αποπεράτωση με χάραξη
ΕΝΟΤΗΤΑ 1: ΚΙΝΗΣΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΛΥΜΕΝΑ ΘΕΜΑΤΑ ΘΕΜΑ Β
 ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ : ΚΙΝΗΣΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΛΥΜΕΝΑ ΘΕΜΑΤΑ ΘΕΜΑ Β Ερώτηση. Tο γιο-γιο του σχήματος έχει ακτίνα R και αρχικά είναι ακίνητο. Την t=0 αφήνουμε ελεύθερο το δίσκο
ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ : ΚΙΝΗΣΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΛΥΜΕΝΑ ΘΕΜΑΤΑ ΘΕΜΑ Β Ερώτηση. Tο γιο-γιο του σχήματος έχει ακτίνα R και αρχικά είναι ακίνητο. Την t=0 αφήνουμε ελεύθερο το δίσκο
ΚΑΤΑΣΚΕΥΗ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΠΟΙΚΙΛΗΣ ΓΕΩΜΕΤΡΙΑΣ ΣΕ ΠΕΡΙΒΑΛΛΟΝ CAD
 1 ΚΑΤΑΣΚΕΥΗ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΠΟΙΚΙΛΗΣ ΓΕΩΜΕΤΡΙΑΣ ΣΕ ΠΕΡΙΒΑΛΛΟΝ CAD Χρήστος Γεώργιος Κ. Γεωργακόπουλος Χανιά 2014 2 Δομή της παρουσίασης Εισαγωγή Μορφές κονδυλίων Παραγωγή κονδυλίων Γεωμετρία των κονδυλίων
1 ΚΑΤΑΣΚΕΥΗ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΠΟΙΚΙΛΗΣ ΓΕΩΜΕΤΡΙΑΣ ΣΕ ΠΕΡΙΒΑΛΛΟΝ CAD Χρήστος Γεώργιος Κ. Γεωργακόπουλος Χανιά 2014 2 Δομή της παρουσίασης Εισαγωγή Μορφές κονδυλίων Παραγωγή κονδυλίων Γεωμετρία των κονδυλίων
ΕΠΙΔΡΑΣΗ ΣΤΡΑΤΗΓΙΚΩΝ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΣΤΗΝ ΠΡΟΚΥΠΤΟΥΣΑ ΤΡΑΧΥΤΗΤΑ ΕΠΙΦΑΝΕΙΑΣ ΣΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ AL7075-T6
 1 ΕΠΙΔΡΑΣΗ ΣΤΡΑΤΗΓΙΚΩΝ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΣΤΗΝ ΠΡΟΚΥΠΤΟΥΣΑ ΤΡΑΧΥΤΗΤΑ ΕΠΙΦΑΝΕΙΑΣ ΣΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ AL7075-T6 Dept. of Production Eng. & Management Micromachining & Manufacturing Modeling Lab Brotzakis
1 ΕΠΙΔΡΑΣΗ ΣΤΡΑΤΗΓΙΚΩΝ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΣΤΗΝ ΠΡΟΚΥΠΤΟΥΣΑ ΤΡΑΧΥΤΗΤΑ ΕΠΙΦΑΝΕΙΑΣ ΣΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ AL7075-T6 Dept. of Production Eng. & Management Micromachining & Manufacturing Modeling Lab Brotzakis
Κεφάλαιο 10 Περιστροφική Κίνηση. Copyright 2009 Pearson Education, Inc.
 Κεφάλαιο 10 Περιστροφική Κίνηση Περιεχόµενα Κεφαλαίου 10 Γωνιακές Ποσότητες Διανυσµατικός Χαρακτήρας των Γωνιακών Ποσοτήτων Σταθερή γωνιακή Επιτάχυνση Ροπή Δυναµική της Περιστροφικής Κίνησης, Ροπή και
Κεφάλαιο 10 Περιστροφική Κίνηση Περιεχόµενα Κεφαλαίου 10 Γωνιακές Ποσότητες Διανυσµατικός Χαρακτήρας των Γωνιακών Ποσοτήτων Σταθερή γωνιακή Επιτάχυνση Ροπή Δυναµική της Περιστροφικής Κίνησης, Ροπή και
Βελτιστοποίηση τεχνολογικών παραμέτρων κατεργασίας οδοντώσεων με φραιζάρισμα με κύλιση. Διπλ. Μηχ. (M.Sc.) Ταπόγλου Νικόλαος
 Ταπόγλου Νικόλαος") Βελτιστοποίηση τεχνολογικών παραμέτρων κατεργασίας οδοντώσεων με φραιζάρισμα με κύλιση Διπλ. Μηχ. (M.Sc.) Ταπόγλου Νικόλαος 2 Κατεργασία οδοντώσεων με φραιζάρισμα με κύλιση Στάθμη των γνώσεων Μοντέλο Προσομοίωσης
Βελτιστοποίηση τεχνολογικών παραμέτρων κατεργασίας οδοντώσεων με φραιζάρισμα με κύλιση Διπλ. Μηχ. (M.Sc.) Ταπόγλου Νικόλαος 2 Κατεργασία οδοντώσεων με φραιζάρισμα με κύλιση Στάθμη των γνώσεων Μοντέλο Προσομοίωσης
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ- 2018
 ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ- 2018 Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Περιεχόμενα ενότητας Α Βασικές έννοιες Στατική υλικού σημείου Αξιωματικές αρχές Νόμοι Νεύτωνα
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ- 2018 Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Περιεχόμενα ενότητας Α Βασικές έννοιες Στατική υλικού σημείου Αξιωματικές αρχές Νόμοι Νεύτωνα
ΤΥΠΟΛΟΓΙΟ ΟΔΟΝΤΟΤΡΟΧΩΝ
 1. Σημασίες δεικτών και σύμβολα ΤΥΠΟΛΟΓΙΟ ΟΔΟΝΤΟΤΡΟΧΩΝ - Σημασίες δεικτών: 1 Μικρός οδοντοτροχός («πινιόν») ενός ζεύγους Μεγάλος οδοντοτροχός (ή σκέτα «τροχός») ούτε 1 ούτε : Εξετάζεται ο οδοντοτροχός
1. Σημασίες δεικτών και σύμβολα ΤΥΠΟΛΟΓΙΟ ΟΔΟΝΤΟΤΡΟΧΩΝ - Σημασίες δεικτών: 1 Μικρός οδοντοτροχός («πινιόν») ενός ζεύγους Μεγάλος οδοντοτροχός (ή σκέτα «τροχός») ούτε 1 ούτε : Εξετάζεται ο οδοντοτροχός
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
ΗΜΙΟΥΡΓΙΑ ΤΕΛΙΚΟΥ ΕΠΕΞΕΡΓΑΣΤΗ 5ΑΞΟΝΙΚΟΥ ΚΕΝΤΡΟΥ ΚΑΤΕΡΓΑΣΙΑΣ ΚΑΙ ΙΑΣΥΝ ΕΣΗ ΤΟΥ ΜΕ ΤΟ ΣΥΣΤΗΜΑ CAD/CAM PRO/ENGINEER WILDFIRE.
 1 ΗΜΙΟΥΡΓΙΑ ΤΕΛΙΚΟΥ ΕΠΕΞΕΡΓΑΣΤΗ 5ΑΞΟΝΙΚΟΥ ΚΕΝΤΡΟΥ ΚΑΤΕΡΓΑΣΙΑΣ ΚΑΙ ΙΑΣΥΝ ΕΣΗ ΤΟΥ ΜΕ ΤΟ ΣΥΣΤΗΜΑ CAD/CAM PRO/ENGINEER WILDFIRE CAD/CAM CNC Post Processor Αν. Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης
1 ΗΜΙΟΥΡΓΙΑ ΤΕΛΙΚΟΥ ΕΠΕΞΕΡΓΑΣΤΗ 5ΑΞΟΝΙΚΟΥ ΚΕΝΤΡΟΥ ΚΑΤΕΡΓΑΣΙΑΣ ΚΑΙ ΙΑΣΥΝ ΕΣΗ ΤΟΥ ΜΕ ΤΟ ΣΥΣΤΗΜΑ CAD/CAM PRO/ENGINEER WILDFIRE CAD/CAM CNC Post Processor Αν. Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΕΠΑΝΑΛΗΠΤΙΚΕΣ ΑΣΚΗΣΕΙΣ ΦΥΣΙΚΗΣ 2019
 ΕΠΑΝΑΛΗΠΤΙΚΕΣ ΑΣΚΗΣΕΙΣ ΦΥΣΙΚΗΣ 019 Κινηματική ΑΣΚΗΣΗ Κ.1 Η επιτάχυνση ενός σώματος που κινείται ευθύγραμμα δίνεται από τη σχέση a = (4 t ) m s. Υπολογίστε την ταχύτητα και το διάστημα που διανύει το σώμα
ΕΠΑΝΑΛΗΠΤΙΚΕΣ ΑΣΚΗΣΕΙΣ ΦΥΣΙΚΗΣ 019 Κινηματική ΑΣΚΗΣΗ Κ.1 Η επιτάχυνση ενός σώματος που κινείται ευθύγραμμα δίνεται από τη σχέση a = (4 t ) m s. Υπολογίστε την ταχύτητα και το διάστημα που διανύει το σώμα
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2016
 ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2016 Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Περιεχόμενα ενότητας Α Βασικές έννοιες Στατική υλικού σημείου Αξιωματικές αρχές Νόμοι Νεύτωνα Εξισώσεις
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2016 Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Περιεχόμενα ενότητας Α Βασικές έννοιες Στατική υλικού σημείου Αξιωματικές αρχές Νόμοι Νεύτωνα Εξισώσεις
Συστήµατα Computer Aided Manufacturing - CAM
 Συστήµατα Computer Aided Manufacturing - CAM Σχεδιασµός της διαδικασίας παραγωγής τεµαχίων σε ψηφιακά καθοδηγούµενες εργαλειοµηχανές Στόχος του λογισµικού CAM: Η δηµιουργία του προγράµµατος ψηφιακής καθοδήγησης
Συστήµατα Computer Aided Manufacturing - CAM Σχεδιασµός της διαδικασίας παραγωγής τεµαχίων σε ψηφιακά καθοδηγούµενες εργαλειοµηχανές Στόχος του λογισµικού CAM: Η δηµιουργία του προγράµµατος ψηφιακής καθοδήγησης
7.2. ΤΟΡΝΟΙ. Σχήμα 111
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 109 7.2. ΤΟΡΝΟΙ Ο τόρνος είναι ιστορικά η αρχαιότερη ίσως εργαλειομηχανή που χρησιμοποίησε ο άνθρωπος, προερχόμενη κατά πάσα πιθανότητα από τον τροχό του αγγειοπλάστη. Στο σχήμα
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 109 7.2. ΤΟΡΝΟΙ Ο τόρνος είναι ιστορικά η αρχαιότερη ίσως εργαλειομηχανή που χρησιμοποίησε ο άνθρωπος, προερχόμενη κατά πάσα πιθανότητα από τον τροχό του αγγειοπλάστη. Στο σχήμα
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ- 2015
 ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ- 2015 1. Εισαγωγικές έννοιες στην μηχανική των υλικών Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών 1 Περιεχόμενο μαθήματος Μηχανική των Υλικών: τμήμα των θετικών επιστημών που
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ- 2015 1. Εισαγωγικές έννοιες στην μηχανική των υλικών Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών 1 Περιεχόμενο μαθήματος Μηχανική των Υλικών: τμήμα των θετικών επιστημών που
Τα πλεονεκτήματα των οδοντωτών τροχών με ελικοειδή δόντια είναι:
 Οδοντώσεις 1. Ποιος είναι ο λειτουργικός σκοπός των οδοντώσεων (σελ. 227) Λειτουργικός σκοπός των οδοντώσεων είναι η μετάδοση κίνησης σε περιπτώσεις ατράκτων με γεωμετρικούς άξονες παράλληλους, τεμνόμενους
Οδοντώσεις 1. Ποιος είναι ο λειτουργικός σκοπός των οδοντώσεων (σελ. 227) Λειτουργικός σκοπός των οδοντώσεων είναι η μετάδοση κίνησης σε περιπτώσεις ατράκτων με γεωμετρικούς άξονες παράλληλους, τεμνόμενους
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα. Στοιχεία Μηχανών ΙΙ
 ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα Στοιχεία Μηχανών ΙΙ Ενότητα 1: Γενικά στοιχεία οδοντωτών τροχών - Γεωμετρία οδόντωσης Μετωπικοί τροχοί με ευθεία οδόντωση Δρ Α.
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα Στοιχεία Μηχανών ΙΙ Ενότητα 1: Γενικά στοιχεία οδοντωτών τροχών - Γεωμετρία οδόντωσης Μετωπικοί τροχοί με ευθεία οδόντωση Δρ Α.
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 3: ΡΟΠΗ ΑΔΡΑΝΕΙΑΣ - ΘΕΜΕΛΙΩΔΗΣ ΝΟΜΟΣ ΣΤΡΟΦΙΚΗΣ ΚΙΝΗΣΗΣ
 ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 3: ΡΟΠΗ ΑΔΡΑΝΕΙΑΣ - ΘΕΜΕΛΙΩΔΗΣ ΝΟΜΟΣ ΣΤΡΟΦΙΚΗΣ ΚΙΝΗΣΗΣ 12. Ένας οριζόντιος ομογενής δίσκος ακτίνας μπορεί να περιστρέφεται χωρίς τριβές, γύρω από κατακόρυφο
ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 3: ΡΟΠΗ ΑΔΡΑΝΕΙΑΣ - ΘΕΜΕΛΙΩΔΗΣ ΝΟΜΟΣ ΣΤΡΟΦΙΚΗΣ ΚΙΝΗΣΗΣ 12. Ένας οριζόντιος ομογενής δίσκος ακτίνας μπορεί να περιστρέφεται χωρίς τριβές, γύρω από κατακόρυφο
ταχύτητα μέτρου. Με την άσκηση κατάλληλης σταθερής ροπής, επιτυγχάνεται
 ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 4: ΣΤΡΟΦΟΡΜΗ 26. Δύο σημειακές σφαίρες που η καθεμιά έχει μάζα συνδέονται μεταξύ τους με οριζόντια αβαρή ράβδο. Το σύστημα περιστρέφεται γύρω από κατακόρυφο
ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 4: ΣΤΡΟΦΟΡΜΗ 26. Δύο σημειακές σφαίρες που η καθεμιά έχει μάζα συνδέονται μεταξύ τους με οριζόντια αβαρή ράβδο. Το σύστημα περιστρέφεται γύρω από κατακόρυφο
ΔΙΑΣΤΑΣΕΙΣ ΣΧΕΔΙΟΥ. Αναγκαιότητα τοποθέτησης διαστάσεων. 29/10/2015 Πολύζος Θωμάς
 Αναγκαιότητα τοποθέτησης διαστάσεων 29/10/2015 Πολύζος Θωμάς 1 Αναγκαιότητα τοποθέτησης διαστάσεων Σφάλμα μέτρησης που οφείλεται: Σε υποκειμενικό λάθος εκείνου που κάνει την μέτρηση. Σε σφάλμα του οργάνου
Αναγκαιότητα τοποθέτησης διαστάσεων 29/10/2015 Πολύζος Θωμάς 1 Αναγκαιότητα τοποθέτησης διαστάσεων Σφάλμα μέτρησης που οφείλεται: Σε υποκειμενικό λάθος εκείνου που κάνει την μέτρηση. Σε σφάλμα του οργάνου
ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ ΔΙΑΓΩΝΙΣΜΑ ΣΤΗ ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ 2013
 ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ ΔΙΑΓΩΝΙΣΜΑ ΣΤΗ ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ 2013 ΘΕΜΑ Α Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1- Α4 και δίπλα το γράμμα που αντιστοιχεί στη σωστή
ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ ΔΙΑΓΩΝΙΣΜΑ ΣΤΗ ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ 2013 ΘΕΜΑ Α Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1- Α4 και δίπλα το γράμμα που αντιστοιχεί στη σωστή
3. ΑΞΙΟΛΟΓΗΣΗ ΑΠΟΤΕΛΕΣΜΑΤΩΝ ΤΟΥ ΠΡΟΣΟΜΟΙΩΤΙΚΟΥ ΜΟΝΤΕΛΟΥ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ
 3. ΑΞΙΟΛΟΓΗΣΗ ΑΠΟΤΕΛΕΣΜΑΤΩΝ ΤΟΥ ΠΡΟΣΟΜΟΙΩΤΙΚΟΥ ΜΟΝΤΕΛΟΥ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ 3.1 Εισαγωγή Στο κεφάλαιο αυτό παρουσιάζεται η αξιολόγηση μίας μικρής δέσμης αποτελεσμάτων που εξήχθησαν από το λογισμικό προσομοίωσης
3. ΑΞΙΟΛΟΓΗΣΗ ΑΠΟΤΕΛΕΣΜΑΤΩΝ ΤΟΥ ΠΡΟΣΟΜΟΙΩΤΙΚΟΥ ΜΟΝΤΕΛΟΥ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ 3.1 Εισαγωγή Στο κεφάλαιο αυτό παρουσιάζεται η αξιολόγηση μίας μικρής δέσμης αποτελεσμάτων που εξήχθησαν από το λογισμικό προσομοίωσης
Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC
 Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC Ιστορία Κύρια μέρη Εργαλειομηχανών Αρχές CNC Γ.Βοσνιάκος- ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Εισαγωγή στις εργαλειομηχανές CNC 1 Ιστορία -1 1949-1952 από J. Parsons - ΜΙΤ εφεύρεση
Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC Ιστορία Κύρια μέρη Εργαλειομηχανών Αρχές CNC Γ.Βοσνιάκος- ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Εισαγωγή στις εργαλειομηχανές CNC 1 Ιστορία -1 1949-1952 από J. Parsons - ΜΙΤ εφεύρεση
ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΗΝ ΤΡΑΧΥΤΗΤΑ ΕΠΙΦΑΝΕΙΑΣ ΣΤΟ ΜΕΤΩΠΙΚΟ ΦΡΑΙΖΑΡΙΣΜΑ
 1 ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΗΝ ΤΡΑΧΥΤΗΤΑ ΕΠΙΦΑΝΕΙΑΣ ΣΤΟ ΜΕΤΩΠΙΚΟ ΦΡΑΙΖΑΡΙΣΜΑ 2 Η ποιότητα, όπως ορίζεται απότοδιεθνές πρότυπο ISO 8402(1986), είναι το σύνολο των ιδιοτήτων ενός προϊόντος, διαδικασίας
1 ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΗΝ ΤΡΑΧΥΤΗΤΑ ΕΠΙΦΑΝΕΙΑΣ ΣΤΟ ΜΕΤΩΠΙΚΟ ΦΡΑΙΖΑΡΙΣΜΑ 2 Η ποιότητα, όπως ορίζεται απότοδιεθνές πρότυπο ISO 8402(1986), είναι το σύνολο των ιδιοτήτων ενός προϊόντος, διαδικασίας
ΘΕΜΑ 1ο Στις ερωτήσεις 1 4 να επιλέξετε τη σωστή απάντηση
 ΜΑΘΗΜΑ - ΕΞΕΤΑΖΟΜΕΝΗ ΥΛΗ ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ ΕΠΑΝΑΛ. ΔΙΑΓΩΝΙΣΜΑ 2018 ΚΑΘΗΓΗΤΗΣ ΤΜΗΜΑ ΠΑΡΑΡΤΗΜΑ ΔΙΑΡΚΕΙΑ 3 ΩΡΕΣ ΘΕΜΑ 1ο Στις ερωτήσεις 1 4 να επιλέξετε τη σωστή απάντηση Α1 Περιπολικό ακολουθεί αυτοκίνητο
ΜΑΘΗΜΑ - ΕΞΕΤΑΖΟΜΕΝΗ ΥΛΗ ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ ΕΠΑΝΑΛ. ΔΙΑΓΩΝΙΣΜΑ 2018 ΚΑΘΗΓΗΤΗΣ ΤΜΗΜΑ ΠΑΡΑΡΤΗΜΑ ΔΙΑΡΚΕΙΑ 3 ΩΡΕΣ ΘΕΜΑ 1ο Στις ερωτήσεις 1 4 να επιλέξετε τη σωστή απάντηση Α1 Περιπολικό ακολουθεί αυτοκίνητο
ΙΣΟΣΤΑΤΙΚΑ ΠΛΑΙΣΙΑ ΜΕ ΣΥΝΔΕΣΜΟΥΣ Υπολογισμός αντιδράσεων και κατασκευή Μ,Ν, Q Γραμμές επιρροής. Διδάσκων: Γιάννης Χουλιάρας
 ΙΣΟΣΤΑΤΙΚΑ ΠΛΑΙΣΙΑ ΜΕ ΣΥΝΔΕΣΜΟΥΣ Υπολογισμός αντιδράσεων και κατασκευή Μ,Ν, Q Γραμμές επιρροής Διδάσκων: Γιάννης Χουλιάρας Ισοστατικά πλαίσια με συνδέσμους (α) (β) Στατική επίλυση ισοστατικών πλαισίων
ΙΣΟΣΤΑΤΙΚΑ ΠΛΑΙΣΙΑ ΜΕ ΣΥΝΔΕΣΜΟΥΣ Υπολογισμός αντιδράσεων και κατασκευή Μ,Ν, Q Γραμμές επιρροής Διδάσκων: Γιάννης Χουλιάρας Ισοστατικά πλαίσια με συνδέσμους (α) (β) Στατική επίλυση ισοστατικών πλαισίων
ΟΔΟΝΤΩΣΕΙΣ. Κιβώτιο ταχυτήτων
 Οδοντωσεις ΟΔΟΝΤΩΣΕΙΣ Κιβώτιο ταχυτήτων ΟΔΟΝΤΩΣΕΙΣ Μειωτήρας στροφών με ελικοειδείς οδοντωτούς τροχούς ΟΔΟΝΤΩΣΕΙΣ: Κωνικοί οδοντοτροχοί ΟΔΟΝΤΩΣΕΙΣ : Κορώνα - Ατέρμονας κοχλίας ΟΔΟΝΤΩΣΕΙΣ Ανταλλακτικοί
Οδοντωσεις ΟΔΟΝΤΩΣΕΙΣ Κιβώτιο ταχυτήτων ΟΔΟΝΤΩΣΕΙΣ Μειωτήρας στροφών με ελικοειδείς οδοντωτούς τροχούς ΟΔΟΝΤΩΣΕΙΣ: Κωνικοί οδοντοτροχοί ΟΔΟΝΤΩΣΕΙΣ : Κορώνα - Ατέρμονας κοχλίας ΟΔΟΝΤΩΣΕΙΣ Ανταλλακτικοί
Μηχανική Στερεού Ασκήσεις Εμπέδωσης
 Μηχανική Στερεού Ασκήσεις Εμπέδωσης Όπου χρειάζεται, θεωρείστε δεδομένο ότι g = 10m/s 2. 1. Μία ράβδος ΟΑ, μήκους L = 0,5m, περιστρέφεται γύρω από σταθερό άξονα που περνάει από το ένα άκρο της Ο, με σταθερή
Μηχανική Στερεού Ασκήσεις Εμπέδωσης Όπου χρειάζεται, θεωρείστε δεδομένο ότι g = 10m/s 2. 1. Μία ράβδος ΟΑ, μήκους L = 0,5m, περιστρέφεται γύρω από σταθερό άξονα που περνάει από το ένα άκρο της Ο, με σταθερή
ΠΡΟΩΘΗΣΗ ΠΥΡΑΥΛΩΝ. Η προώθηση των πυραύλων στηρίζεται στην αρχή διατήρησης της ορμής.
 ΠΡΟΩΘΗΣΗ ΠΥΡΑΥΛΩΝ Η προώθηση των πυραύλων στηρίζεται στην αρχή διατήρησης της ορμής. Ο πύραυλος καίει τα καύσιμα που αρχικά βρίσκονται μέσα του και εκτοξεύει τα καυσαέρια προς τα πίσω. Τα καυσαέρια δέχονται
ΠΡΟΩΘΗΣΗ ΠΥΡΑΥΛΩΝ Η προώθηση των πυραύλων στηρίζεται στην αρχή διατήρησης της ορμής. Ο πύραυλος καίει τα καύσιμα που αρχικά βρίσκονται μέσα του και εκτοξεύει τα καυσαέρια προς τα πίσω. Τα καυσαέρια δέχονται
Ασκήσεις κοπής σε τόρνο
 Ασκήσεις κοπής σε τόρνο. Σε τόρνο γίνεται κατεργασία άξονα από χάλυβα St 60. µε δύο παράλληλα εργαλειοφορεία ταυτόχρονα, όπως φαίνεται στο Σχ.. ίνονται: ιάµετροι κατεργασίας: d = 300 mm, d = 00 mm. Κοινή
Ασκήσεις κοπής σε τόρνο. Σε τόρνο γίνεται κατεργασία άξονα από χάλυβα St 60. µε δύο παράλληλα εργαλειοφορεία ταυτόχρονα, όπως φαίνεται στο Σχ.. ίνονται: ιάµετροι κατεργασίας: d = 300 mm, d = 00 mm. Κοινή
Φυσική Θετικών Σπουδών Γ τάξη Ενιαίου Λυκείου 2 0 Κεφάλαιο
 Φυσική Θετικών Σπουδών Γ τάξη Ενιαίου Λυκείου 0 Κεφάλαιο Περιέχει: Αναλυτική Θεωρία Ερωτήσεις Θεωρίας Ερωτήσεις Πολλαπλής Επιλογής Ερωτήσεις Σωστού - λάθους Ασκήσεις ΘΕΩΡΙΑ 4- ΕΙΣΑΓΩΓΗ Στην μέχρι τώρα
Φυσική Θετικών Σπουδών Γ τάξη Ενιαίου Λυκείου 0 Κεφάλαιο Περιέχει: Αναλυτική Θεωρία Ερωτήσεις Θεωρίας Ερωτήσεις Πολλαπλής Επιλογής Ερωτήσεις Σωστού - λάθους Ασκήσεις ΘΕΩΡΙΑ 4- ΕΙΣΑΓΩΓΗ Στην μέχρι τώρα
ΜΟΝΤΕΛΟΠΟΙΗΣΗ ΜΕΤΩΠΙΚΟΥ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΜΕ ΤΗ ΒΟΗΘΕΙΑ ΣΥΣΤΗΜΑΤΟΣ CAD. Διατριβή που υπεβλήθη για τη μερική ικανοποίηση των
 ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΑΡΑΓΩΓΗΣ ΚΑΙ ΔΙΟΙΚΗΣΗΣ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ ΤΙΤΛΟΣ ΔΙΑΤΡΙΒΗΣ: ΜΟΝΤΕΛΟΠΟΙΗΣΗ ΜΕΤΩΠΙΚΟΥ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΜΕ ΤΗ ΒΟΗΘΕΙΑ ΣΥΣΤΗΜΑΤΟΣ CAD Διατριβή που υπεβλήθη για τη
ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΑΡΑΓΩΓΗΣ ΚΑΙ ΔΙΟΙΚΗΣΗΣ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ ΤΙΤΛΟΣ ΔΙΑΤΡΙΒΗΣ: ΜΟΝΤΕΛΟΠΟΙΗΣΗ ΜΕΤΩΠΙΚΟΥ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΜΕ ΤΗ ΒΟΗΘΕΙΑ ΣΥΣΤΗΜΑΤΟΣ CAD Διατριβή που υπεβλήθη για τη
Μηχανουργικές Κατεργασίες. Τόρνευση- Φασεολόγιο. Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός
 Μηχανουργικές Κατεργασίες Τόρνευση- Φασεολόγιο Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός Κατεργασία κοπής με τόρνο Κατεργασία κοπής με τόρνο Αρχικοί έλεγχοι λειτουργίας
Μηχανουργικές Κατεργασίες Τόρνευση- Φασεολόγιο Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός Κατεργασία κοπής με τόρνο Κατεργασία κοπής με τόρνο Αρχικοί έλεγχοι λειτουργίας
Κεφάλαιο 4 ΜΕΤΑΒΟΛΗ ΚΕΝΤΡΟΥ ΑΝΤΩΣΗΣ ΚΑΙ ΜΕΤΑΚΕΝΤΡΟΥ ΛΟΓΩ ΕΓΚΑΡΣΙΑΣ ΚΛΙΣΗΣ
 Κεφάλαιο 4 ΜΕΤΑΒΟΛΗ ΚΕΝΤΡΟΥ ΑΝΤΩΣΗΣ ΚΑΙ ΜΕΤΑΚΕΝΤΡΟΥ ΛΟΓΩ ΕΓΚΑΡΣΙΑΣ ΚΛΙΣΗΣ Σύνοψη Αυτό το κεφάλαιο έχει επίσης επαναληπτικό χαρακτήρα. Σε πρώτο στάδιο διερευνάται η μορφή της καμπύλης την οποία γράφει το
Κεφάλαιο 4 ΜΕΤΑΒΟΛΗ ΚΕΝΤΡΟΥ ΑΝΤΩΣΗΣ ΚΑΙ ΜΕΤΑΚΕΝΤΡΟΥ ΛΟΓΩ ΕΓΚΑΡΣΙΑΣ ΚΛΙΣΗΣ Σύνοψη Αυτό το κεφάλαιο έχει επίσης επαναληπτικό χαρακτήρα. Σε πρώτο στάδιο διερευνάται η μορφή της καμπύλης την οποία γράφει το
ΣΧΕΔΙΑΣΜΟΣ ΚΑΤΑΣΚΕΥΩΝ
 Τ.Ε.Ι. Θεσσαλίας Σχολή Τεχνολογικών Εφαρμογών Τμήμα Μηχανολογίας ΣΧΕΔΙΑΣΜΟΣ ΚΑΤΑΣΚΕΥΩΝ Κώστας Κιτσάκης Μηχανολόγος Μηχανικός ΤΕ MSc Διασφάλιση ποιότητας Επιστημονικός Συνεργάτης Άσκηση 1 Στο κιβώτιο ταχυτήτων
Τ.Ε.Ι. Θεσσαλίας Σχολή Τεχνολογικών Εφαρμογών Τμήμα Μηχανολογίας ΣΧΕΔΙΑΣΜΟΣ ΚΑΤΑΣΚΕΥΩΝ Κώστας Κιτσάκης Μηχανολόγος Μηχανικός ΤΕ MSc Διασφάλιση ποιότητας Επιστημονικός Συνεργάτης Άσκηση 1 Στο κιβώτιο ταχυτήτων
ΘΕΜΑ Α Ι. Στις ερωτήσεις 1-4 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση.
 ΔΙΑΓΩΝΙΣΜΑ ΠΡΟΣΟΜΟΙΩΣΗΣ ΦΥΣΙΚΗ ΘΕΤΙΚΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ ΘΕΜΑ Α Ι. Στις ερωτήσεις 1-4 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση. 1.
ΔΙΑΓΩΝΙΣΜΑ ΠΡΟΣΟΜΟΙΩΣΗΣ ΦΥΣΙΚΗ ΘΕΤΙΚΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ ΘΕΜΑ Α Ι. Στις ερωτήσεις 1-4 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση. 1.
3. Εγκάρσιο γραμμικό κύμα που διαδίδεται σε ένα ομογενές ελαστικό μέσον και κατά την
 ΚΥΜΑΤΑ 1. Μια πηγή Ο που βρίσκεται στην αρχή του άξονα, αρχίζει να εκτελεί τη χρονική στιγμή 0, απλή αρμονική ταλάντωση με εξίσωση 6 10 ημ S. I.. Το παραγόμενο γραμμικό αρμονικό κύμα διαδίδεται κατά τη
ΚΥΜΑΤΑ 1. Μια πηγή Ο που βρίσκεται στην αρχή του άξονα, αρχίζει να εκτελεί τη χρονική στιγμή 0, απλή αρμονική ταλάντωση με εξίσωση 6 10 ημ S. I.. Το παραγόμενο γραμμικό αρμονικό κύμα διαδίδεται κατά τη
Δεδομένα: Στοιχεία ατράκτων Μορφή του άκρου: πολύγωνο κατά DIN AP3G 60 g6 Διάμετρος: D 40 έως 63 mm με βαθμίδες κατά R 10
 Παράδειγμα 1 (σύλληψη της ιδέας) Το ακόλουθο παράδειγμα δείχνει τον τρόπο εργασίας για το σχεδιασμό ενός μηχανισμού, σύμφωνα με τα προηγούμενα (κεφάλαιο σύλληψη της Ιδέας). Στο Σχήμα 1 φαίνεται ο αρχικός
Παράδειγμα 1 (σύλληψη της ιδέας) Το ακόλουθο παράδειγμα δείχνει τον τρόπο εργασίας για το σχεδιασμό ενός μηχανισμού, σύμφωνα με τα προηγούμενα (κεφάλαιο σύλληψη της Ιδέας). Στο Σχήμα 1 φαίνεται ο αρχικός
ΣΕΙΡΑ: 3 Κύματα: αρμονικό έως στάσιμο, Στερεό: κινηματική έως διατήρηση στροφορμής
 ΜΑΘΗΜΑ /ΤΑΞΗ: Φυσική Κατεύθυνσης Γ Λυκείου ΟΝΟΜΑΤΕΠΩΝΥMΟ: ΗΜΕΡΟΜΗΝΙΑ: 16/03/014 ΣΕΙΡΑ: 3 ΕΞΕΤΑΣΤΕΑ ΥΛΗ: Κύματα: αρμονικό έως στάσιμο, Στερεό: κινηματική έως διατήρηση στροφορμής ΘΕΜΑ Α Να γράψετε στο τετράδιό
ΜΑΘΗΜΑ /ΤΑΞΗ: Φυσική Κατεύθυνσης Γ Λυκείου ΟΝΟΜΑΤΕΠΩΝΥMΟ: ΗΜΕΡΟΜΗΝΙΑ: 16/03/014 ΣΕΙΡΑ: 3 ΕΞΕΤΑΣΤΕΑ ΥΛΗ: Κύματα: αρμονικό έως στάσιμο, Στερεό: κινηματική έως διατήρηση στροφορμής ΘΕΜΑ Α Να γράψετε στο τετράδιό
ΚΕΦΑΛΑΙΟ 7.1 ΜΑΚΡΟΣΚΟΠΙΚΗ ΚΟΠΗ
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 103 ΚΕΦΑΛΑΙΟ 7.1 ΜΑΚΡΟΣΚΟΠΙΚΗ ΚΟΠΗ Κατά την μακροσκοπική κοπή το κοπτικό εργαλείο υπό την επίδραση ισχυρών δυνάμεων πιέζεται στην επιφάνεια του υπό κατεργασία μετάλλου. Η πίεση αυτή
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 103 ΚΕΦΑΛΑΙΟ 7.1 ΜΑΚΡΟΣΚΟΠΙΚΗ ΚΟΠΗ Κατά την μακροσκοπική κοπή το κοπτικό εργαλείο υπό την επίδραση ισχυρών δυνάμεων πιέζεται στην επιφάνεια του υπό κατεργασία μετάλλου. Η πίεση αυτή
[1kgm 2, 5m/s, 3,2cm, 8rad/s][1kgm 2, 5m/s, 3,2cm, 8rad/s]
![[1kgm 2, 5m/s, 3,2cm, 8rad/s][1kgm 2, 5m/s, 3,2cm, 8rad/s]](/thumbs/61/46095927.jpg "[1kgm 2, 5m/s, 3,2cm, 8rad/s][1kgm 2, 5m/s, 3,2cm, 8rad/s]") ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 5: ΚΙΝΗΤΙΚΗ ΕΝΕΡΓΕΙΑ ΚΑΙ ΕΡΓΟ ΔΥΝΑΜΗΣ ΣΤΗ ΣΤΡΟΦΙΚΗ ΚΙΝΗΣΗ 34. Μία κατακόρυφη ράβδος μάζας μήκους, μπορεί να περιστρέφεται στο κατακόρυφο επίπεδο γύρω από
ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 5: ΚΙΝΗΤΙΚΗ ΕΝΕΡΓΕΙΑ ΚΑΙ ΕΡΓΟ ΔΥΝΑΜΗΣ ΣΤΗ ΣΤΡΟΦΙΚΗ ΚΙΝΗΣΗ 34. Μία κατακόρυφη ράβδος μάζας μήκους, μπορεί να περιστρέφεται στο κατακόρυφο επίπεδο γύρω από
Μηχανολογικό Σχέδιο με τη Βοήθεια Υπολογιστή. Γεωμετρικός Πυρήνας Παραμετρική Σχεδίαση
 Μηχανολογικό Σχέδιο με τη Βοήθεια Υπολογιστή Γεωμετρικός Πυρήνας Παραμετρική Σχεδίαση Παραμετρική σχεδίαση Παραμετρικό αντικείμενο (2D σχήμα/3d στερεό) ονομάζουμε το αντικείμενο του οποίου η (γεωμετρική)
Μηχανολογικό Σχέδιο με τη Βοήθεια Υπολογιστή Γεωμετρικός Πυρήνας Παραμετρική Σχεδίαση Παραμετρική σχεδίαση Παραμετρικό αντικείμενο (2D σχήμα/3d στερεό) ονομάζουμε το αντικείμενο του οποίου η (γεωμετρική)
ΣΧΕΔΙΑΣΗ ΤΕΜΑΧΙΩΝ ΣΕ ΣΥΣΤΗΜΑ CAD ΚΑΙ ΕΝΤΑΞΗ ΤΟΥΣ ΣΕ ΕΚΠΑΙΔΕΥΤΙΚΗ ΒΑΣΗ ΔΕΔΟΜΕΝΩΝ
 ΣΧΕΔΙΑΣΗ ΤΕΜΑΧΙΩΝ ΣΕ ΣΥΣΤΗΜΑ CAD ΚΑΙ ΕΝΤΑΞΗ ΤΟΥΣ ΣΕ ΕΚΠΑΙΔΕΥΤΙΚΗ ΒΑΣΗ ΔΕΔΟΜΕΝΩΝ Δρ. Αριστομένης Αντωνιάδης Δρ. Νικόλαος Μπιλάλης Δρ. Παύλος Κουλουριδάκης ΚΑΝΙΑΔΑΚΗ ΑΙΜΙΛΙΑ Τρισδιάστατη μοντελοποίηση Είδη
ΣΧΕΔΙΑΣΗ ΤΕΜΑΧΙΩΝ ΣΕ ΣΥΣΤΗΜΑ CAD ΚΑΙ ΕΝΤΑΞΗ ΤΟΥΣ ΣΕ ΕΚΠΑΙΔΕΥΤΙΚΗ ΒΑΣΗ ΔΕΔΟΜΕΝΩΝ Δρ. Αριστομένης Αντωνιάδης Δρ. Νικόλαος Μπιλάλης Δρ. Παύλος Κουλουριδάκης ΚΑΝΙΑΔΑΚΗ ΑΙΜΙΛΙΑ Τρισδιάστατη μοντελοποίηση Είδη
ΦΥΣΙΚΗ Ο.Π Β Λ-Γ Λ ΧΡΗΣΤΟΣ ΚΑΡΑΒΟΚΥΡΟΣ ΙΩΑΝΝΗΣ ΤΖΑΓΚΑΡΑΚΗΣ
 ΦΥΣΙΚΗ Ο.Π Β Λ-Γ Λ 25/11/2018 ΧΡΗΣΤΟΣ ΚΑΡΑΒΟΚΥΡΟΣ ΙΩΑΝΝΗΣ ΤΖΑΓΚΑΡΑΚΗΣ ΘΕΜΑ Α Οδηγία: Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1-Α4 και δίπλα το γράμμα που αντιστοιχεί
ΦΥΣΙΚΗ Ο.Π Β Λ-Γ Λ 25/11/2018 ΧΡΗΣΤΟΣ ΚΑΡΑΒΟΚΥΡΟΣ ΙΩΑΝΝΗΣ ΤΖΑΓΚΑΡΑΚΗΣ ΘΕΜΑ Α Οδηγία: Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1-Α4 και δίπλα το γράμμα που αντιστοιχεί
Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC
 Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC Ιστορία Κύρια μέρη Εργαλειομηχανών Αρχές CNC Γ.Βοσνιάκος- ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Εισαγωγή στις εργαλειομηχανές CNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης
Εισαγωγή στις σύγχρονες Εργαλειομηχανές CNC Ιστορία Κύρια μέρη Εργαλειομηχανών Αρχές CNC Γ.Βοσνιάκος- ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Εισαγωγή στις εργαλειομηχανές CNC Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης
ΑΠΟΤΜΗΣΗ 1. ΠΕΡΙΓΡΑΦΗ/ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ
 ΑΠΟΤΜΗΣΗ 1. ΠΕΡΙΓΡΑΦΗ/ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ Είναι ο αποχωρισµός τµήµατος ελάσµατος κατά µήκος µιας ανοικτής ή κλειστής γραµµής µέσω κατάλληλου εργαλείου (Σχ. 1). Το εργαλείο απότµησης αποτελείται από το έµβολο
ΑΠΟΤΜΗΣΗ 1. ΠΕΡΙΓΡΑΦΗ/ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ Είναι ο αποχωρισµός τµήµατος ελάσµατος κατά µήκος µιας ανοικτής ή κλειστής γραµµής µέσω κατάλληλου εργαλείου (Σχ. 1). Το εργαλείο απότµησης αποτελείται από το έµβολο
Σπειρώματα. Περιεχόμενα. Είδη σύνδεσης. Τύποι σύνδεσης. 1. Μόνιμες συνδέσεις. 2. Λυόμενες συνδέσεις. Εισαγωγή. Σπειρώματα - ονοματολογία
 Εθνικό Μετσόβιο Πολυτεχνείο Σχολή Ναυπηγών Μηχανολόγων Μηχανικών Περιεχόμενα Εισαγωγή Σπειρώματα Κοχλίες Σχεδίαση και διαστασιολόγηση σπειρωμάτων Κοχλίες Τύποι σύνδεσης 1. Μόνιμες συνδέσεις Συγκόλληση
Εθνικό Μετσόβιο Πολυτεχνείο Σχολή Ναυπηγών Μηχανολόγων Μηχανικών Περιεχόμενα Εισαγωγή Σπειρώματα Κοχλίες Σχεδίαση και διαστασιολόγηση σπειρωμάτων Κοχλίες Τύποι σύνδεσης 1. Μόνιμες συνδέσεις Συγκόλληση
Καλλιρρόη Πορφύρη Πολυτεχνείο Κρήτης Χανιά 2012
 ΑΝΑΠΤΥΞΗ ΜΟΝΤΕΛΟΥ ΠΡΟΒΛΕΨΗΣ ΔΥΝΑΜΕΩΝ ΚΟΠΗΣ ΣΤΟ ΦΡΑΙΖΑΡΙΣΜΑ ΚΑΙ ΕΦΑΡΜΟΓΗ ΣΤΟ ΝΤΟΥΡΑΛΟΥΜΙΝΙΟ Al7075 T6 Αν. Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Καλλιρρόη Πορφύρη
ΑΝΑΠΤΥΞΗ ΜΟΝΤΕΛΟΥ ΠΡΟΒΛΕΨΗΣ ΔΥΝΑΜΕΩΝ ΚΟΠΗΣ ΣΤΟ ΦΡΑΙΖΑΡΙΣΜΑ ΚΑΙ ΕΦΑΡΜΟΓΗ ΣΤΟ ΝΤΟΥΡΑΛΟΥΜΙΝΙΟ Al7075 T6 Αν. Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Καλλιρρόη Πορφύρη
Τμήμα Φυσικής Πανεπιστημίου Κύπρου Χειμερινό Εξάμηνο 2016/2017 ΦΥΣ102 Φυσική για Χημικούς Διδάσκων: Μάριος Κώστα
 Τμήμα Φυσικής Πανεπιστημίου Κύπρου Χειμερινό Εξάμηνο 2016/2017 ΦΥΣ102 Φυσική για Χημικούς Διδάσκων: Μάριος Κώστα ΔΙΑΛΕΞΗ 08 Δυναμική περιστροφικής κίνησης Ροπή Ροπή Αδρανείας ΦΥΣ102 1 Περιστροφική κίνηση
Τμήμα Φυσικής Πανεπιστημίου Κύπρου Χειμερινό Εξάμηνο 2016/2017 ΦΥΣ102 Φυσική για Χημικούς Διδάσκων: Μάριος Κώστα ΔΙΑΛΕΞΗ 08 Δυναμική περιστροφικής κίνησης Ροπή Ροπή Αδρανείας ΦΥΣ102 1 Περιστροφική κίνηση