Αναλυτική Περιγραφή Προγραμματισμού CNC Τόρνου (Κέντρο Κατεργασίας) Επιλογές Προγραμματισμού
|
|
|
- Ἁλκυόνη Σερπετζόγλου
- 9 χρόνια πριν
- Προβολές:
Transcript
1 Αναλυτική Περιγραφή Προγραμματισμού CNC Τόρνου (Κέντρο Κατεργασίας) Επιλογές Προγραμματισμού Πτυχιακή Εργασία Κατάκης Εμμανουήλ Επιβλέπων Καθηγητής : Δρ. Αναστάσιος Καρκάνης

2

3 Ευχαριστίες Με την παρουσίαση της πτυχιακής μου εργασίας ολοκληρώνεται ένας μικρός κύκλος σπουδών που ξεκίνησε το 2006 με την εισαγωγή μου στο Τμήμα Μηχανολογίας του Τεχνολογικού Εκπαιδευτικού Ιδρύματος Καβάλας. Αρχικά θέλω να ευχαριστήσω τους γονείς μου Κατάκη Στέλιο και Κατάκη Αλεξάνδρα για την αμέριστη και συνεχή τους συμπαράσταση, την ψυχολογική στήριξη και καθοδήγηση τους καθ όλη τη διάρκεια των σπουδών μου. Ευχαριστώ επίσης, των επιβλέπων καθηγητή μου κύριο Αναστάσιο Καρκάνη για την εμπεριστατωμένη του καθοδήγηση, της εύστοχες υποδείξεις και οδηγίες κατά την διάρκεια της εκπόνησης της πτυχιακής μου εργασίας. Χανιά 2012

4 Πρόλογος Εργαλειομηχανή ονομάζεται µία μηχανή η οποία χρησιµοποιείται κατά κύριο λόγο στην κατασκευή µεταλλικών εξαρτηµάτων, µε την απομάκρυνση υλικού. Ο όρος «Εργαλειομηχανή», χρησιμοποιείται για µηχανές οι οποίες έχουν ως κινητήρια δύναµη οποιαδήποτε πηγή, εκτός από τον άνθρωπο. Αρχικά, οι εργαλειοµηχανές είχαν ως κινητήρια δύναµη τα ζώα και το νερό, ενώ στη συνέχεια, µε την βιοµηχανική επανάσταση, τον ατµό. Σήµερα, όλες οι εργαλειομηχανές κινούνται µε τον ηλεκτρισµό. Ο έλεγχος των εργαλειοµηχανών γίνεται είτε χειροκίνητα είτε αυτόµατα. Οι πρώτες εργαλειοµηχανές είχαν µεγάλους σφονδύλους για να σταθεροποιήσουν την κίνηση, καθώς και ένα πολύπλοκο σύστηµα γραναζιών και µοχλών για τον έλεγχο τους. Μετά τον εύτερο Παγκόσµιο Πόλεµο, αναπτύχθηκε ο «Αριθµητικός Έλεγχος». Οι µηχανές αριθµητικού ελέγχου χρησιµοποιούσαν οπές σε κάρτες ή ταινίες για τον έλεγχο τους. Μετά το 1960, άρχισε η ανάπτυξη των ηλεκτρονικών υπολογιστών και σύντοµα χρησιµοποιήθηκαν στον αριθµητικό έλεγχο. Αυτές οι µηχανές ονοµάζονται µηχανές αριθµητικού ελέγχου µε υπολογιστή (Computer Numeric Control). Με τον τρόπο αυτό έγινε δυνατή η κατασκευή εξαρτηµάτων µε επαναλαµβανόµενη ακολουθία εντολών, επιτυγχάνοντας µεγάλη επαναληπτικότητα. Η ακρίβεια κατασκευής ήταν τέτοια που ήταν αδύνατο να επιτευχθεί ακόµη και από υψηλά εκπαιδευµένους και εξειδικευµένους χειριστές. Με την εξέλιξη των εργαλειοµηχανών, υπήρξε η δυνατότητα αυτόµατης αλλαγής του εργαλείου κοπής. Το επόµενο βήµα, ήταν ο συνδυασµός διάφορων µηχανών κάτω από τον έλεγχο ενός υπολογιστικού συστήµατος. Αυτές οι µηχανές ονοµάζονται «Κέντρα Κατεργασίας» Η συνεργασία των μηχανουργικών κατεργασιών με NC, CNC και DNC μηχανές με άλλες λειτουργίες που υποστηρίζονται από ηλεκτρονικό υπολογιστή, οδήγησαν στη δημιουργία των ολοκληρωμένων με υπολογιστή συστημάτων παραγωγής (CIM). Έτσι, από τη σύλληψη ενός νέου προϊόντος, αυτό σχεδιάζεται, εξελίσσεται και βελτιστοποιείται μέσω των συστημάτων ανάπτυξης CAE (Computer Aided Engineering), που περιλαμβάνουν συστήματα σχεδίασης μέσω Η/Υ CAD (Computer Aided Design) και προγράμματα υπολογισμών αντοχής με τη χρήση της μεθόδου των Πεπερασμένων Στοιχείων, FEM (Finite Element Method - που αποτελεί υπολογιστική μέθοδο στατικής και δυναμικής αντοχής κατασκευών και όχι μόνο). Κατόπιν, ο προγραμματισμός των κατεργασιών γίνεται σε συστήματα CAM, λαμβάνοντας υπόψη τεχνολογικές παραμέτρους των κατεργασιών αυτών. Τα σύγχρονα μηχανουργεία εντάσσουν τις ΝC, CNC και DNC εργαλειομηχανές σε ακόμα πιο σύνθετες δομές, που ονομάζονται ευέλικτα συστήματα παραγωγής FMS (Flexible Manufacturing System). Τα συστήματα αυτά ενσωματώνουν ηλεκτρονικό σχεδιασμό της παραγωγής, αυτόματες μεταφορικές διατάξεις και αποθήκες, βιομηχανικά ρομπότ και διατάξεις ποιοτικού ελέγχου. Όλα αυτά καθοδηγούνται και εποπτεύονται από έμπειρους μηχανικούς και τεχνικούς, με τη βοήθεια δικτύου ηλεκτρονικών υπολογιστών. Με τον τρόπο αυτό, η σύγχρονη παραγωγή μετατρέπεται από σπαζοκεφαλιά σε ελεγχόμενη και απλοποιημένη διαδικασία. Η χρήση της τεχνολογίας λογισμικού και υπολογιστών, με στοιχεία τεχνητής νοημοσύνης (Artificial Intelligence), οδηγεί στην πρώιμη έννοια του αυτόματου εργοστασίου, στο οποίο η συμμετοχή του ανθρώπινου παράγοντα στη λήψη αποφάσεων και στην καθοδήγηση μειώνεται ακόμα περισσότερo.

5 Πιστοποιητικό Εγγύησης Κάλυψη από την Haas Automation, Inc., CNC Ισχύς από 1 Ιανουαρίου 2003 ΟΡΟΙ ΤΗΣ ΕΓΓΥΗΣΗΣ Όλοι οι νέοι τόρνοι Haas είναι εγγυημένοι αποκλειστικά από την Haas Automation s ("Κατασκευαστής") με τους ακόλουθους όρους εγγύησης: Κάθε CNC μηχάνημα Haas ("Μηχάνημα") και τα μέρη του ("Μέρη") (εκτός εκείνων που εξαιρούνται παρακάτω) είναι εγγυημένο για ελαττωματικά υλικά και κατασκευή για περίοδο ενός (1) έτους (εκτός των TL-1s και TL-2s, τα οποία είναι για έξι (6) μήνες) από την ημερομηνία αγοράς, που είναι η ημερομηνία που το μηχάνημα εγκαταστάθηκε στον τελικό χρήστη. Τα ακόλουθα είναι οι όροι της εγγύησης και μόνο αυτά είναι εγγυημένα από τον κατασκευαστή. Ο κατασκευαστής αρνείται κάθε άλλη εγγύηση, ρητή ή υπονοούμενη, που περιλαμβάνεται, αλλά δεν είναι σε αυτούς τους όρους, σε όλες τις εγγυήσεις εμπορευσιμότητας και καταλληλότητας για συγκεκριμένο σκοπό. ΕΠΙΣΚΕΥΗ Η ΑΝΤΙΚΑΤΑΣΤΑΣΗ: Η ΕΥΘΥΝΗ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ ΥΠΟ ΑΥΤΗ ΤΗ ΣΥΜΦΩΝΙΑ ΘΑ ΠΕΡΙΟΡΙΖΕΤΑΙ ΣΤΗΝ ΕΠΙΣΚΕΥΗ Η ΑΝΤΙΚΑΤΑΣΤΑΣΗ, ΚΑΤΑ ΤΗ ΔΙΑΚΡΙΤΙΚΗ ΕΥΧΕΡΕΙΑ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ, ΜΕΡΩΝ Η ΑΝΤΑΛΛΑΚΤΙΚΩΝ. Επιπρόσθετή επέκταση εγγύησης μπορεί να αγοραστεί από τον εξουσιοδοτημένο αντιπρόσωπο της Haas. ΟΡΙΑ ΚΑΙ ΕΞΑΙΡΕΣΕΙΣ ΤΗΣ ΕΓΓΥΗΣΗΣ Αποδέχεται όπως δηλώθηκε παραπάνω, ο αγοραστής και συμφωνεί ότι όλες οι άλλες εγγυήσεις, ρητές ή υπονοούμενες, σε οποιοδήποτε θέμα και να αναφέρονται σε εγγυήσεις εμπορευσιμότητας και καταλληλότητας για συγκεκριμένο σκοπό, αλλά δεν είναι σε αυτούς τους όρους, ότι εξαιρούνται. Φθορές μερών από κανονική χρήση και την πάροδο του χρόνου όπως μπογιά, καθαρότητα και κατάσταση παραθύρων, λάμπες, τσιμούχες, σύστημα αφαίρεσης αποβλήτων κλπ εξαιρούνται από την εγγύηση Οι εργοστασιακές διαδικασίες συντήρησης πρέπει να τηρούνται και να καταγράφονται για να διατηρηθεί η εγγύηση. Η εγγύηση ακυρώνεται αν το μηχάνημα υποστεί κακούς χειρισμούς, κακή χρήση, αμέλεια, ατύχημα, λάθος εγκατάσταση, ακατάλληλη συντήρηση, ή ακατάλληλη λειτουργία, ή αν το μηχάνημα επισκευάστηκε ακατάλληλα από τον πελάτη ή μη εξουσιοδοτημένο τεχνικό. Υπηρεσίες συντήρησης και επισκευής διατίθενται μόνο από τους εξουσιοδοτημένους διανομείς της Haas. Χωρίς να περιορίζεται η γενικότητα οποιασδήποτε εξαίρεσης ή περιορισμού που περιγράφονται σε άλλες παραγράφους, η εγγύηση του κατασκευαστή δεν περιλαμβάνει οποιαδήποτε εγγύηση του μηχανήματος ή των μερών που δεν ικανοποιεί τις προδιαγραφές παραγωγής του αγοραστή ή άλλες απαιτήσεις ή την αδιάκοπη λειτουργία και χωρίς βλάβες του μηχανήματος και των μερών του. Ο Κατασκευαστής θεωρεί ότι δεν φέρει ευθύνη σχετικά με τη χρήση του Μηχανήματος και των Μερών από τον Αγοραστή, και ο Κατασκευαστής δεν φέρει ευθύνη ή ο πωλητής προς τον Αγοραστή για οποιοδήποτε σφάλμα σχεδιασμού, παραγωγής, λειτουργίας, ή άλλο από τη χρήση του Μηχανήματος ή των Μερών εκτός από την επισκευή του και την αντικατάσταση χαλασμένων μερών όπως δηλώνεται στους παραπάνω Όρους της Εγγύηση. Ο Κατασκευαστής δεν φέρει ευθύνη για ζημιές σε μηχανήματα, επαγγελματικές υποσχέσεις, ή σε άλλη περιουσία του Αγοραστή, ή για άλλες επακόλουθες ζημιές που μπορεί να προκληθούν από κακή λειτουργία του Μηχανήματος ή των Μερών του. ΟΡΟΙ ΕΥΘΥΝΗΣ ΚΑΙ ΖΗΜΙΩΝ: Ο ΚΑΤΑΣΚΕΥΑΣΤΗΣ ΔΕΝ ΦΕΡΕΙ ΕΥΘΥΝΗ ΣΤΟΝ ΑΓΟΡΑΣΤΗ, ΤΟΝ ΠΩΛΗΤΗ Η ΟΠΟΙΟΝ ΠΕΛΑΤΗ ΤΟΥ ΑΓΟΡΑΣΤΗ ΓΙΑ ΑΠΩΛΕΙΑ ΚΕΡΔΩΝ, ΔΕΔΟΜΕΝΩΝ, ΠΑΡΑΓΩΓΗΣ, ΕΙΣΟΔΗΜΑΤΟΣ, ΑΠΩΛΕΙΕΣ ΛΟΓΩ ΧΡΗΣΗΣ, ΚΟΣΤΟΥΣ ΧΑΜΕΝΟΥ ΧΡΟΝΟΥ, ΑΞΙΟΠΙΣΤΙΑΣ, Η ΑΛΛΗΣ ΕΠΑΚΟΛΟΥΘΗΣ ΖΗΜΙΑΣ, ΕΑΝ ΕΙΝΑΙ ΣΕ ΣΥΜΒΑΣΗ, ΣΥΜΒΌΛΑΙΟ Ή ΖΗΜΙΑ, ΠΟΥ ΕΓΕΙΡΕΤΑΙ Η ΣΧΕΤΙΖΕΤΑΙ ΜΕ ΤΟ ΜΗΧΑΝΗΜΑ Η ΤΑ ΜΕΡΗ, ΑΛΛΑ ΠΡΟΪΟΝΤΑ Ή ΥΠΗΡΕΣΙΕΣ ΣΥΝΤΗΡΗΣΗΣ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ Ή ΤΟΥ ΠΩΛΗΤΗ, Ή ΣΕ ΑΣΤΟΧΙΑ ΑΝΤΑΛΛΑΚΤΙΚΩΝ Η ΠΡΟΪΟΝΤΩΝ ΠΟΥ ΠΑΡΑΓΟΝΤΑΙ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ Η ΤΩΝ ΜΕΡΩΝ ΤΟΥ, ΑΚΟΜΑ ΚΙ ΑΝ Ο ΚΑΤΑΣΚΕΥΑΣΤΗΣ Η ΠΩΛΗΤΗΣ ΕΧΟΥΝ ΕΝΗΜΕΡΩΘΕΙ ΓΙΑ ΤΗΝ ΠΙΘΑΝΟΤΗΤΑ ΤΕΤΟΙΩΝ ΖΗΜΙΩΝ. Η ΕΥΘΥΝΗ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ ΓΙΑ ΖΗΜΙΕΣ ΟΠΟΙΑΣΔΗΠΟΤΕ ΑΙΤΙΑΣ ΘΑ ΠΕΡΙΟΡΙΣΤΕΙ ΣΤΗΝ ΕΠΙΣΚΕΥΗ Η ΤΗΝ ΑΝΤΙΚΑΤΑΣΤΑΣΗ, ΚΑΤΑ ΤΗΝ ΕΥΧΕΡΕΙΑ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ, ΤΩΝ ΕΛΑΤΤΩΜΑΤΙΚΩΝ ΑΝΤΑΛΛΑΚΤΙΚΩΝ, ΜΕΡΩΝ Ή ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ Ο αγοραστής δέχεται αυτόν τον περιορισμό στα δικαιώματα του να καλυφθεί για επακόλουθες ζημίες ως μέρος της συμφωνίας με τον Πωλητή. Αναγνωρίζει ότι ο εξοπλισμός θα ήταν ακριβότερος αν ο Πωλητής ή ο Κατασκευαστής ήταν υπεύθυνοι για επακόλουθες ή ποινικές ζημιές. Αυτό το Πιστοποιητικό Εγγύησης αντικαθιστά κάθε άλλη συμφωνία, προφορική ή γραπτή, μεταξύ των συμβαλλομένων σχετικά με τις εγγυήσεις, τους περιορισμούς ευθύνης και/ή τις ζημιές σχετικά με το Μηχάνημα ή τα Μέρη του και περιέχει όλες τους όρους μεταξύ των συμβαλλομένων σχετικά με τέτοιες εγγυήσεις, περιορισμούς ευθύνης και/ή ζημιές. Κάθε συμβαλλόμενο μέρος σε αυτή την εγγύηση αναγνωρίζει ότι ο ίδιος ή άλλο πρόσωπο που ενεργεί εκ μέρους του, δεν έχει κάνει καμία συμφωνία ή υπόσχεση, προφορική ή διαφορετική, που δεν εμπίπτει στα εγγυώμενα, περιορισμούς ευθύνης και/ή ζημιές, και ότι οποιαδήποτε συμφωνία, δήλωση ή υπόσχεση που δεν περιέχεται σε αυτό το Πιστοποιητικό Εγγύησης δεν θα ισχύσει σχετικά με τέτοιες εγγυήσεις, περιορισμούς ευθύνης και ζημιές ΜΕΤΑΒΙΒΑΣΙΜΟΤΗΤΑ Αυτή η εγγύηση είναι μεταβιβάσιμη από τον πρώτο τελικό χρήστη σε κάποιον άλλον αν το μηχάνημα πουληθεί ιδιωτικά πριν τη λήξη της περιόδου εγγύησης. Haas Automation, Inc Sturgis Road, Oxnard, CA Phone: (805) FAX: (805)
 μήνες) από την ημερομηνία αγοράς, που είναι η ημερομηνία που το μηχάνημα εγκαταστάθηκε στον τελικό χρήστη.")
6 Καταχώρηση Πιστοποιητικό Εγγύησης ΟΡΟΙ ΤΗΣ ΕΓΓΥΗΣΗΣ Όλοι οι νέοι τόρνοι Haas είναι εγγυημένοι αποκλειστικά από την Haas Automation s ("Κατασκευαστής") με τους ακόλουθους όρους εγγύησης: Κάθε CNC μηχάνημα Haas ("Μηχάνημα") και τα μέρη του ("Μέρη") (εκτός εκείνων που εξαιρούνται παρακάτω) είναι εγγυημένο για ελαττωματικά υλικά και κατασκευή για περίοδο ενός (1) έτους (εκτός των TL-1s και TL-2s, τα οποία είναι για έξι (6) μήνες) από την ημερομηνία αγοράς, που είναι η ημερομηνία που το μηχάνημα εγκαταστάθηκε στον τελικό χρήστη. Τα ακόλουθα είναι οι όροι της εγγύησης και μόνο αυτά είναι εγγυημένα από τον κατασκευαστή. Ο κατασκευαστής αρνείται κάθε άλλη εγγύηση, ρητή ή υπονοούμενη, που περιλαμβάνεται, αλλά δεν είναι σε αυτούς τους όρους, σε όλες τις εγγυήσεις εμπορευσιμότητας και καταλληλότητας για συγκεκριμένο σκοπό. ΕΠΙΣΚΕΥΗ Η ΑΝΤΙΚΑΤΑΣΤΑΣΗ: Η ΕΥΘΥΝΗ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ ΥΠΟ ΑΥΤΗ ΤΗ ΣΥΜΦΩΝΙΑ ΘΑ ΠΕΡΙΟΡΙΖΕΤΑΙ ΣΤΗΝ ΕΠΙΣΚΕΥΗ Η ΑΝΤΙΚΑΤΑΣΤΑΣΗ, ΚΑΤΑ ΤΗ ΔΙΑΚΡΙΤΙΚΗ ΕΥΧΕΡΕΙΑ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ, ΜΕΡΩΝ Η ΑΝΤΑΛΛΑΚΤΙΚΩΝ. Επιπρόσθετή επέκταση εγγύησης μπορεί να αγοραστεί από τον εξουσιοδοτημένο αντιπρόσωπο της Haas. ΟΡΙΑ ΚΑΙ ΕΞΑΙΡΕΣΕΙΣ ΤΗΣ ΕΓΓΥΗΣΗΣ Αποδέχεται όπως δηλώθηκε παραπάνω, ο αγοραστής και συμφωνεί ότι όλες οι άλλες εγγυήσεις, ρητές ή υπονοούμενες, σε οποιοδήποτε θέμα και να αναφέρονται σε εγγυήσεις εμπορευσιμότητας και καταλληλότητας για συγκεκριμένο σκοπό, αλλά δεν είναι σε αυτούς τους όρους, ότι εξαιρούνται. Φθορές μερών από κανονική χρήση και την πάροδο του χρόνου όπως μπογιά, καθαρότητα και κατάσταση παραθύρων, λάμπες, τσιμούχες, σύστημα αφαίρεσης αποβλήτων κλπ εξαιρούνται από την εγγύηση Οι εργοστασιακές διαδικασίες συντήρησης πρέπει να τηρούνται και να καταγράφονται για να διατηρηθεί η εγγύηση. Η εγγύηση ακυρώνεται αν το μηχάνημα υποστεί κακούς χειρισμούς, κακή χρήση, αμέλεια, ατύχημα, λάθος εγκατάσταση, ακατάλληλη συντήρηση, ή ακατάλληλη λειτουργία, ή αν το μηχάνημα επισκευάστηκε ακατάλληλα από τον πελάτη ή μη εξουσιοδοτημένο τεχνικό. Υπηρεσίες συντήρησης και επισκευής διατίθενται μόνο από τους εξουσιοδοτημένους διανομείς της Haas. Χωρίς να περιορίζεται η γενικότητα οποιασδήποτε εξαίρεσης ή περιορισμού που περιγράφονται σε άλλες παραγράφους, η εγγύηση του κατασκευαστή δεν περιλαμβάνει οποιαδήποτε εγγύηση του μηχανήματος ή των μερών που δεν ικανοποιεί τις προδιαγραφές παραγωγής του αγοραστή ή άλλες απαιτήσεις ή την αδιάκοπη λειτουργία και χωρίς βλάβες του μηχανήματος και των μερών του. Ο Κατασκευαστής θεωρεί ότι δεν φέρει ευθύνη σχετικά με τη χρήση του Μηχανήματος και των Μερών από τον Αγοραστή, και ο Κατασκευαστής δεν φέρει ευθύνη ή ο πωλητής προς τον Αγοραστή για οποιοδήποτε σφάλμα σχεδιασμού, παραγωγής, λειτουργίας, ή άλλο από τη χρήση του Μηχανήματος ή των Μερών εκτός από την επισκευή του και την αντικατάσταση χαλασμένων μερών όπως δηλώνεται στους παραπάνω Όρους της Εγγύηση. Ο Κατασκευαστής δεν φέρει ευθύνη για ζημιές σε μηχανήματα, επαγγελματικές υποσχέσεις, ή σε άλλη περιουσία του Αγοραστή, ή για άλλες επακόλουθες ζημιές που μπορεί να προκληθούν από κακή λειτουργία του Μηχανήματος ή των Μερών του. ΟΡΟΙ ΕΥΘΥΝΗΣ ΚΑΙ ΖΗΜΙΩΝ: Ο ΚΑΤΑΣΚΕΥΑΣΤΗΣ ΔΕΝ ΦΕΡΕΙ ΕΥΘΥΝΗ ΣΤΟΝ ΑΓΟΡΑΣΤΗ, ΤΟΝ ΠΩΛΗΤΗ Η ΟΠΟΙΟΝ ΠΕΛΑΤΗ ΤΟΥ ΑΓΟΡΑΣΤΗ ΓΙΑ ΑΠΩΛΕΙΑ ΚΕΡΔΩΝ, ΔΕΔΟΜΕΝΩΝ, ΠΑΡΑΓΩΓΗΣ, ΕΙΣΟΔΗΜΑΤΟΣ, ΑΠΩΛΕΙΕΣ ΛΟΓΩ ΧΡΗΣΗΣ, ΚΟΣΤΟΥΣ ΧΑΜΕΝΟΥ ΧΡΟΝΟΥ, ΑΞΙΟΠΙΣΤΙΑΣ, Η ΑΛΛΗΣ ΕΠΑΚΟΛΟΥΘΗΣ ΖΗΜΙΑΣ, ΕΑΝ ΕΙΝΑΙ ΣΕ ΣΥΜΒΑΣΗ, ΣΥΜΒΌΛΑΙΟ Ή ΖΗΜΙΑ, ΠΟΥ ΕΓΕΙΡΕΤΑΙ Η ΣΧΕΤΙΖΕΤΑΙ ΜΕ ΤΟ ΜΗΧΑΝΗΜΑ Η ΤΑ ΜΕΡΗ, ΑΛΛΑ ΠΡΟΪΟΝΤΑ Ή ΥΠΗΡΕΣΙΕΣ ΣΥΝΤΗΡΗΣΗΣ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ Ή ΤΟΥ ΠΩΛΗΤΗ, Ή ΣΕ ΑΣΤΟΧΙΑ ΑΝΤΑΛΛΑΚΤΙΚΩΝ Η ΠΡΟΪΟΝΤΩΝ ΠΟΥ ΠΑΡΑΓΟΝΤΑΙ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ Η ΤΩΝ ΜΕΡΩΝ ΤΟΥ, ΑΚΟΜΑ ΚΙ ΑΝ Ο ΚΑΤΑΣΚΕΥΑΣΤΗΣ Η ΠΩΛΗΤΗΣ ΕΧΟΥΝ ΕΝΗΜΕΡΩΘΕΙ ΓΙΑ ΤΗΝ ΠΙΘΑΝΟΤΗΤΑ ΤΕΤΟΙΩΝ ΖΗΜΙΩΝ. Η ΕΥΘΥΝΗ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ ΓΙΑ ΖΗΜΙΕΣ ΟΠΟΙΑΣΔΗΠΟΤΕ ΑΙΤΙΑΣ ΘΑ ΠΕΡΙΟΡΙΣΤΕΙ ΣΤΗΝ ΕΠΙΣΚΕΥΗ Η ΤΗΝ ΑΝΤΙΚΑΤΑΣΤΑΣΗ, ΚΑΤΑ ΤΗΝ ΕΥΧΕΡΕΙΑ ΤΟΥ ΚΑΤΑΣΚΕΥΑΣΤΗ, ΤΩΝ ΕΛΑΤΤΩΜΑΤΙΚΩΝ ΑΝΤΑΛΛΑΚΤΙΚΩΝ, ΜΕΡΩΝ Ή ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ

7 Ο αγοραστής δέχεται αυτόν τον περιορισμό στα δικαιώματα του να καλυφθεί για επακόλουθες ζημίες ως μέρος της συμφωνίας με τον Πωλητή. Αναγνωρίζει ότι ο εξοπλισμός θα ήταν ακριβότερος αν ο Πωλητής ή ο Κατασκευαστής ήταν υπεύθυνοι για επακόλουθες ή ποινικές ζημιές. Αυτό το Πιστοποιητικό Εγγύησης αντικαθιστά κάθε άλλη συμφωνία, προφορική ή γραπτή, μεταξύ των συμβαλλομένων σχετικά με τις εγγυήσεις, τους περιορισμούς ευθύνης και/ή τις ζημιές σχετικά με το Μηχάνημα ή τα Μέρη του και περιέχει όλες τους όρους μεταξύ των συμβαλλομένων σχετικά με τέτοιες εγγυήσεις, περιορισμούς ευθύνης και/ή ζημιές. Κάθε συμβαλλόμενο μέρος σε αυτή την εγγύηση αναγνωρίζει ότι ο ίδιος ή άλλο πρόσωπο που ενεργεί εκ μέρους του, δεν έχει κάνει καμία συμφωνία ή υπόσχεση, προφορική ή διαφορετική, που δεν εμπίπτει στα εγγυώμενα, περιορισμούς ευθύνης και/ή ζημιές, και ότι οποιαδήποτε συμφωνία, δήλωση ή υπόσχεση που δεν περιέχεται σε αυτό το Πιστοποιητικό Εγγύησης δεν θα ισχύσει σχετικά με τέτοιες εγγυήσεις, περιορισμούς ευθύνης και ζημιές ΜΕΤΑΒΙΒΑΣΙΜΟΤΗΤΑ Αυτή η εγγύηση είναι μεταβιβάσιμη από τον πρώτο τελικό χρήστη σε κάποιον άλλον αν το μηχάνημα πουληθεί ιδιωτικά πριν τη λήξη της περιόδου εγγύησης. Αν έχετε πρόβλημα με το μηχάνημα, συμβουλευτείτε πρώτα τις οδηγίες χειρισμού. Αν δεν λυθεί το πρόβλημα, καλέστε τον εξουσιοδοτημένο διανομέα της Haas. Ως τελική επιλογή, καλέστε την Haas απευθείας στο παρακάτω τηλέφωνο Haas Automation, Inc Sturgis Road Oxnard, California USA Phone: (805) FAX: (805) Για την αρχειοθέτηση του τελικού χρήστη του μηχανήματος για ενημερώσεις και ειδοποιήσεις, πρέπει να έχουμε άμεσα την καταχώρηση του μηχανήματος. Παρακαλούμε συμπληρώστε πλήρως και στείλτε στην παραπάνω διεύθυνση ΥΠΟΨΙΝ (SL-20, SL-30, etc. όποιο ισχύει) ΚΑΤΑΧΩΡΗΣΗΣ. Παρακαλούμε να συμπεριλάβετε ένα αντίγραφο του τιμολογίου για την επικύρωση της ημερομηνίας αγοράς και την κάλυψη με εγγύηση όποιων επιπρόσθετων επιλογών έχετε αγοράσει. Όνομα εταιρείας: Όνομα Επαφής: Διευθυνση: Διανομέας: Ημερ. εγκατάστασης: Αρ.μοντέλου. : Αύξων Αριθμός: Τηλέφωνο: ( ) FAX: ( ) ΣΗΜΑΝΤΙΚΟ!!! ΠΑΡΑΚΑΛΩ ΔΙΑΒΑΣΤΕ ΑΜΕΣΩΣ!!! Αυτό το μηχάνημα είναι εξοπλισμένο με έναν ηλεκτρονικά-καταγραμμένο αύξοντα αριθμό που δεν μπορεί να αλλάξει. Αυτό γίνεται για να σας προστατεύσει σε περίπτωση κλοπής και να εντοπιστούν τα μηχανήματα όταν πωλούνται σε άλλους. Μετά από περίπου 800 ώρες χρήσης, το μηχάνημα θα διακόψει αυτόματα την λειτουργία εάν δεν έχει ξεκλειδωθεί ηλεκτρονικά από την Haas Factory Outlet. Για να ξεκλειδώσουμε τη μηχανή, πρέπει να έχουμε την ανωτέρω καταχώρηση με τον σειριακό αριθμό. Θα λάβετε έναν αριθμό από την Haas Factory Outlet που θα γράψετε πάνω από τον σειριακό αριθμό στη σελίδα ρυθμίσεων (# 26). Εάν, για οποιοδήποτε λόγο, ο σειριακό αριθμός σβηστεί από τη μνήμη, το μηχάνημα θα επανέλθει στο όριο των 200 ωρών για τη δική σας προστασία.


8 Διαδικασία Ικανοποίησης Πελάτη Αγαπητέ πελάτη της Haas, Η πλήρης ικανοποίηση σας είναι το πιο σημαντικό τόσο για την Haas Automation, Inc., όσο και για τον διανομέα της Haas από όπου αγοράσατε τον εξοπλισμό σας. Κανονικά, όποια ερωτήματα σχετικά με τις διαδικασίες πώλησης ή λειτουργίας του εξοπλισμού σας θα επιλυθούν άμεσα από τον διανομέα. Εντούτοις, αν τα ερωτήματα σας δεν έχουν απαντηθεί πλήρως, και τα έχετε συζητήσει με τη διοίκηση της αντιπροσωπείας ή απευθείας με τον ιδιοκτήτη της αντιπροσωπείας, παρακαλούμε ενεργείστε ως εξής: Καλέστε την εξυπηρέτηση πελατών της Haas Automation s στο και ζητήστε το τμήμα εξυπηρέτησης πελατών. Για τη γρήγορη απάντηση στα ερωτήματα σας, παρακαλούμε να έχετε διαθέσιμα τα παρακάτω στοιχεία όταν μας καλέσετε: Όνομα, όνομα εταιρείας, διεύθυνση και τηλέφωνο Μοντέλο και αύξων αριθμό μηχανήματος Όνομα διανομέα και του ατόμου του διανομέα που μιλήσατε τελευταία φορά Φύση του ερωτήματος σας Αν θέλετε να γράψετε στην Haas Automation, παρακαλούμε χρησιμοποιείστε αυτή τη διεύθυνση: Haas Automation, Inc Sturgis Road Oxnard, CA Att: Customer Satisfaction Manager e- mail: Service@HaasCNC.com Μόλις επικοινωνήσετε με την Εξυπηρέτηση Πελατών της Haas Automation, θα κάνουμε ότι είναι δυνατό για να απαντήσουμε γρήγορα στα ερωτήματα σας. Στην Haas Automation, ξέρουμε ότι μια καλή συνεργασία Πελάτη- Διανομέα-Κατασκευαστή βοηθά στην εξασφάλιση συνεχούς επιτυχίας για όλους. Ενημέρωση με τον Πελάτη Αν έχετε ερωτήσεις σχετικά με τις οδηγίες χειρισμού της Haas, παρακαλούμε επικοινωνήστε μαζί μας στο , pubs@haascnc.com. Προσβλέπουμε σε όποιες υποδείξεις μπορεί να έχετε. Πιστοποιητικά Όλα τα εργαλεία του μηχανήματος Haas CNC έχουν το σήμα ETL Listed, πιστοποιώντας ότι συμμορφώνονται με τα NFPA 79 Ηλεκτρολογική Τυποποίηση για Βιομηχανικά Μηχανήματα και το Καναδικό ισότιμο CAN/CSA C22.2 No. 73. Το ETL Listed και το cetl Listed απονέμονται σε προϊόντα που πέρασαν επιτυχώς τους ελέγχους Intertek Testing Services (ITS), εναλλακτικά των Underwriters' Laboratories. Η πιστοποίηση ISO 9001:2000 από την TUV Management Service (Υπεύθυνος τυποποίησης της ISO) είναι μία αντικειμενική αξιολόγηση της ποιότητας των Αυτοματισμών Haas. Αυτή επιβεβαιώνει τη συμμόρφωση των Αυτοματισμών Haas με την τυποποίηση που έχει αναπτυχθεί από τον Διεθνή Οργανισμό Τυποποίησης, και πιστοποιεί τη δέσμευση της Haas να ικανοποιήσει τις απαιτήσεις των πελατών της στη παγκόσμια αγορά.

9 Οι πληροφορίες που περιέχονται σε αυτό το εγχειρίδιο ανανεώνονται συνεχώς. Οι τελευταίες ενημερώσεις, και άλλες χρήσιμες πληροφορίες διατίθενται online με ελεύθερο κατέβασμα σε μορφή.pdf (στο κάνοντας κλικ στο "Manual Updates" που βρίσκεται στο μενού που βγαίνει κάτω από το "Customer Services" στη μπάρα πλοήγησης). Περιεχόμενα ΑΣΦΑΛΕΙΑ ΤΡΟΠΟΠΟΙΗΣΕΙΣ ΣΤΟ ΜΑΧΑΝΗΜΑ ΕΠΙΚΟΛΛΗΜΕΝΑ ΣΗΜΑΤΑ ΑΣΦΑΛΕΙΑΣ. 15 ΠΡΟΕΙΔΟΠΟΙΗΤΙΚΑ ΣΗΜΑΤΑ ΚΙΝΔΥΝΟΥ ΦΡΕΖΑΣ ΔΙΕΥΚΡΙΝΙΣΕΙΣ ΓΙΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΙΣ ΚΙΝΔΥΝΟΥ, ΠΡΟΣΟΧΗΣ ΚΑΙ ΣΗΜΕΙΩΣΕΩΝ ΠΡΟΕΙΔΟΠΟΙΗΤΙΚΑ ΣΗΜΑΤΑ ΚΙΝΔΥΝΟΥ ΤΟΡΝΟΥ ΛΕΙΤΟΥΡΓΙΑ ΕΙΣΑΓΩΓΗ ΣΤΟ ΚΡΕΜΑΣΤΟ ΠΛΗΚΤΡΟΛΟΓΙΑ ΠΛΗΚΤΡΑ ΣΥΝΘΕΤΩΝ ΛΕΙΤΟΥΡΓΙΩΝ ΠΛΗΚΤΡΑ ΕΛΕΓΧΟΥ ΚΙΝΗΣΕΩΝ.. 22 ΠΛΗΚΤΡΑ ΡΥΘΜΙΣΗΣ ΤΑΧΥΤΗΤΑΣ.. 23 ΠΛΗΚΤΡΑ ΕΛΕΓΧΟΥ ΕΜΦΑΝΙΣΗΣ ΣΤΗΝ ΟΘΟΝΗ ΠΛΗΚΤΡΑ ΕΛΕΓΧΟΥ ΤΟΥ ΔΕΙΚΤΗ ΣΤΗΝ ΟΘΟΝΗ ΑΛΦΑΒΗΤΙΚΑ ΠΛΗΚΤΡΑ., ΠΛΗΚΤΡΑ ΕΠΙΛΟΓΗΣ ΛΕΙΤΟΥΡΓΙΑΣ ΑΡΙΘΜΗΤΙΚΑ ΠΛΗΚΤΡΑ ΟΘΟΝΕΣ ΕΝΔΕΙΞΗΣ ΘΕΣΗΣ ΟΘΟΝΗ ΝΕΩΝ ΟΡΙΖΟΜΕΝΩΝ ΣΧΕΤΙΚΩΝ ΘΕΣΕΩΝ ΟΘΟΝΗ ΕΚΤΕΛΟΥΜΕΝΩΝ ΕΝΤΟΛΩΝ ΟΘΟΝΗ ΣΗΜΑΤΩΝ ΚΙΝΔΥΝΟΥ/ΜΗΝΥΜΑΤΩΝ ΟΘΟΝΗ ΤΩΝ ΛΕΙΤΟΥΡΓΙΩΝ ΡΥΘΜΙΣΗΣ/ΓΡΑΦΗΚΑ ΗΜΕΡΟΜΗΝΙΑ ΚΑΙ ΩΡΑ ΠΡΟΣΤΑΣΙΑ ΟΘΟΝΗΣ. 30 ΛΕΙΤΟΥΡΓΙΕΣ ΒΟΗΘΕΙΑΣ/ΑΡΙΘΜΟΜΗΧΑΝΗΣ ΜΕΤΡΗΣΗ ΕΠΙΠΕΔΟΥ ΨΥΚΤΙΚΟΥ.. 33 ΔΥΝΑΤΟΤΗΤΕΣ ΕΝΑΡΞΗ ΛΕΙΤΟΥΡΓΙΑΣ ΜΗΧΑΝΗΜΑΤΟΣ ΕΙΣΑΓΩΓΗ ΣΤΟΝ ΠΡΟΓΡΑΜΑΤΙΣΜΟ ΑΛΦΑΒΗΤΙΚΟΙ ΚΩΔΙΚΟΙ ΕΛΕΓΧΟΥ ΑΡΧΙΚΗ ΤΟΠΟΘΕΤΗΣΗ ΤΟΥ ΠΡΟΣ ΕΠΕΞΕΡΓΑΣΙΑ ΚΟΜΜΑΤΙΟΥ ΧΕΙΡΙΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΥΠΟΡΟΥΤΙΝΕΣ ΛΕΙΤΟΥΡΓΙΕΣ ΠΕΡΙΣΤΡΕΦΟΜΕΝΟΥ ΠΥΡΓΟΥ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΣΥΝΑΡΤΗΣΕΙΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΛΕΙΤΟΥΡΓΕΙΑ ΣΩΛΗΝΑ ΣΥΓΚΡΑΤΗΣΗΣ ΤΟΥ ΠΡΟΣ ΚΑΤΕΡΓΑΣΙΑ ΚΟΜΜΑΤΙΟΥ ΑΝΤΙΚΑΤΑΣΤΑΣΗ ΣΦΙΚΤΗΡΑ ΤΟΡΝΟΥ (ΤΣΟΚ) ΚΑΙ ΔΑΚΤΥΛΙΟΥ ΣΥΣΦΙΞΗΣ. 48 ΚΑΠΑΚΙ ΣΩΛΗΝΑ ΣΥΓΚΡΑΤΗΣΗΣ ΕΠΑΝΑΤΟΠΟΘΕΤΟΝΤΑΣ ΤΙΣ ΣΙΑΓΩΝΕΣ ΤΟΥ ΣΦΙΚΤΗΡΑ ΤΟΥ ΤΟΡΝΟΥ (ΤΣΟΚ)

10 ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΚΚΕΝΤΡΟΤΗΤΑΣ.. 49 ΕΝΕΡΓΑ ΚΟΠΤΙΚΑ ΕΡΓΑΛΕΙΑ ΣΥΓΧΡΟΝΙΣΜΟΣ ΦΡΕΖΑΡΙΣΜΑΤΟΣ.. 51 ΤΟΠΟΘΕΤΗΣΗ ΕΝΕΡΓΟΥ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ. 52 ΑΞΟΝΑΣ C 54 ΜΕΤΑΣΧΙΜΑΤΙΣΜΟΣ ΚΑΡΤΕΣΙΑΝΩΝ ΣΕ ΠΟΛΙΚΕΣ ΣΥΝΤΕΤΑΓΜΕΝΕΣ. 55 ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ ΜΕ ΧΡΗΣΗ ΤΗΣ G ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ 59 ΚΙΝΗΣΕΙΣ ΠΡΟΣΕΓΓΙΣΗΣ ΚΑΙ ΑΠΟΧΩΡΗΣΗΣ ΣΤΗΝ ΑΝΤΙΣΤΑΘΜΙΣΗ ΤΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ 61 ΝΕΑ ΟΡΙΖΟΜΕΝΗ ΣΧΕΤΙΚΗ ΘΕΣΗ ΛΟΓΩ ΑΚΤΙΝΑΣ ΚΑΜΠΥΛΟΤΗΤΑΣ ΤΟΥ ΑΚΡΟΥ ΚΟΠΤΙΚΟΥ ΚΑΙ ΦΘΟΡΑΣ 62 ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΑΙ ΓΕΩΜΕΤΡΙΚΕΣ ΔΙΑΣΤΑΣΕΙΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ ΘΕΩΡΗΤΙΚΟ ΑΚΡΟ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ ΚΑΙ ΚΑΤΕΥΘΥΝΣΗ ΚΟΠΗΣ.. 69 ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΧΩΡΙΣ ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ ΓΕΩΜΕΤΡΙΑ ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ. 70 ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ 78 ΩΦΕΛΙΜΕΣ ΠΛΗΡΟΦΟΡΙΕΣ ΚΑΙ ΤΕΧΝΑΣΜΑΤΑ.. 79 ΣΥΣΤΗΜΑ ΟΠΤΙΚΟΠΟΙΗΜΕΝΟΥ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΥ (IPS).. 82 ΕΙΣΑΓΩΓΗ.. 82 ΕΠΙΛΟΓΗ ΛΛΕΙΤΟΥΡΓΙΑΣ ΑΥΤΟΜΑΤΗ 82 ΕΠΙΛΟΓΗ ΛΕΙΤΟΥΡΓΙΑΣ ΣΥΣΤΗΜΑ. 82 ΕΛΕΓΧΟΣ ΕΠΙΚΟΥΡΙΚΟΥ ΑΞΟΝΑ. 85 ΚΟΥΚΟΥΒΑΓΙΑ 85 ΠΑΡΑΛΗΠΤΗΣ ΕΠΕΞΕΡΓΑΣΜΕΝΟΥ ΚΟΜΜΑΤΙΟΥ.. 90 ΠΡΟΡΥΘΜΙΣΗ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ.. 91 ΕΞΕΛΙΓΜΕΝΟΣ ΕΠΕΞΕΡΓΑΣΤΗΣ. 93 ΜΕΝΟΥ ΠΡΟΓΡΑΜΜΑ 93 ΜΕΝΟΥ ΕΠΕΞΕΡΓΑΣΙΑ 93 ΜΕΝΟΥ ΑΝΑΖΗΤΗΣΗ.. 94 ΜΕΝΟΥ ΤΡΟΠΟΠΟΙΗΣΗ. 94 ΜΕΝΟΥ Ι/Ο (ΕΙΣΟΔΟΥ/ΕΞΟΔΟΥ) 94 F1:ΜΕΝΟΥ ΒΟΗΘΕΙΑΣ 95 ΕΞΕΛΙΓΜΕΝΟΥ ΕΠΕΞΕΡΓΑΣΤΗ ΠΛΗΚΤΡΑ ΣΥΝΤΟΜΕΥΣΗΣ ΕΝΤΟΛΩΝ 96 ΓΡΗΓΟΡΗ ΔΗΜΙΟΥΡΓΙΑ ΚΩΔΙΚΑ. 97 ΑΝΤΙΚΕΙΜΕΝΟΣΤΡΑΦΗΣ ΓΡΗΓΟΡΗ ΔΗΜΙΟΥΡΓΙΑ ΚΩΔΙΚΑ 100 ΜΑΚΡΟΕΝΤΟΛΕΣ (ΠΡΟΑΙΡΕΤΙΚΟ) ΕΙΣΑΓΩΓΗ ΣΗΜΕΙΩΣΕΙΣ ΛΕΙΤΟΥΡΓΙΑΣ ΜΕΤΑΒΛΗΤΕΣ ΣΥΣΤΗΜΑΤΟΣ ΣΕ ΒΑΘΟΣ ΑΝΤΙΚΑΤΑΣΤΑΣΗ ΚΩΔΙΚΩΝ ΕΛΕΓΧΟΥ. 111 ΙΔΙΟΜΟΡΦΕΣ ΜΕΚΡΟΕΝΤΟΛΕΣ ΤΥΠΟΥ FANUC ΔΕΝ ΠΕΡΙΛΑΜΒΑΝΟΝΤΑΙ ΣΤΟΝ ΕΛΕΓΚΤΗ HAAS. 119 ΠΑΡΑΔΕΙΓΜΑ ΠΡΟΓΡΑΜΜΑΤΟΣ ΜΕ ΧΡΗΣΗ ΜΑΚΡΟΕΝΤΟΛΩΝ ΚΩΔΙΚΕΣ G ΠΡΟΠΑΡΑΣΚΕΥΑΣΤΙΚΕΣ ΣΥΝΑΡΤΗΣΕΙΣ ΚΩΔΙΚΕΣ Μ (ΕΤΕΡΟΚΛΗΤΕΣ ΣΥΝΑΡΤΗΣΕΙΣ) ΡΥΘΜΙΣΕΙΣ. 180 ΣΥΝΤΗΡΗΣΗ ΕΥΡΕΤΗΡΙΟ Το εγχειρίδιο και το σύνολο των περιεχομένων του προστατεύονται με πνευματικά δικαίωμα από το 2007, και δεν επιτρέπεται να αναπαραχθεί χωρίς τη γραπτή άδεια της Haas Automation, Inc. 10

11 ΔΙΑΔΙΚΑΣΙΕΣ ΑΣΦΑΛΕΙΑΣ ΤΗΣ HAAS ΣΚΕΦΤΕΙΤΕ ΜΕ ΑΣΦΑΛΕΙΑ! ΜΗΝ ΠΑΓΙΔΕΥΕΣΤΕ ΣΤΗΝ ΕΡΓΑΣΙΑ ΣΑΣ Όλες οι περιστρεφόμενες μηχανές περιέχουν κινδύνους από περιστρεφόμενα εξαρτήματα, ιμάντες και τροχαλίες, υψηλής τάσης ηλεκτρισμό, θόρυβο, και πεπιεσμένο αέρα. Όταν χρησιμοποιείτε μηχανήματα CNC και εξαρτήματά τους, πρέπει πάντα να ακολουθείτε τις βασικές προφυλάξεις ασφάλειας για να μειωθεί ο κίνδυνος προσωπικού τραυματισμού και μηχανικής βλάβης. Σημαντικό - Αυτό το μηχάνημα θα πρέπει να χρησιμοποιείται μόνο από το εκπαιδευμένο προσωπικό που θα ακολουθεί τις πινακίδες ασφαλείας, τις διαδικασίες και τις οδηγίες ασφάλειας για την ασφαλή λειτουργία του μηχανήματος όπως αναφέρονται στις οδηγίες χειρισμού. Περιεχόμενα Ασφαλείας ΟΦΕΛΗ ΚΑΙ ΟΔΗΓΙΕΣ ΣΩΣΤΗΣ ΛΕΙΤΟΥΡΓΙΑ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ ΤΡΟΠΟΠΟΙΗΣΕΙΣ ΣΤΟ ΜΗΧΑΝΗΜΑ ΕΠΙΚΟΛΛΗΜΕΝΑ ΣΗΜΑΤΑ ΑΣΦΑΛΕΙΑΣ ΠΡΟΕΙΔΟΠΟΙΗΤΙΚΑ ΣΗΜΑΤΑ ΚΙΝΔΥΝΟΥ ΦΡΕΖΑΣ ΔΙΕΥΚΡΙΝΙΣΕΙΣ ΓΙΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΙΣ ΚΙΝΔΥΝΟΥ, ΠΡΟΣΟΧΗΣ ΚΑΙ ΣΗΜΕΙΩΣΕΩΝ ΠΡΟΕΙΔΟΠΟΙΗΤΙΚΑ ΣΗΜΑΤΑ ΚΙΝΔΥΝΟΥ ΤΟΡΝΟΥ. 17 Γενικές Λειτουργικές Προδιαγραφές και Όρια Χρήσης του Προϊόντος Περιβαλλοντολογικές (Χρήση μόνο σε εσωτερικούς χώρους)* Ελάχιστο Μέγιστο Θερμοκρασία Λειτουργίας 41 F (5 C) 104 F (40 C) Θερμοκρασία Αποθήκευσης -4 F (-20 C) 158 F (70 C) Υγρασία Περιβάλλοντος 20% σχετική, χωρίς υγροποίηση 90% σχετική, χωρίς υγροποίηση Υψόμετρο Επίπεδο Θαλάσσης 6000 ft. (1829 m) Θόρυβος Εκπεμπόμενος συνολικά από το μηχάνημα κατά την χρήση Ελάχιστο Μέγιστο ** Μεγαλύτερο από 70 Db Μεγαλύτερο από 85dB * Μη χρησιμοποιείτε το μηχάνημα σε εκρηκτική ατμόσφαιρα (εκρηκτικοί ατμοί και / ή αιωρούμενα σωματίδια) **Λάβετε μέτρα αποφυγής τραυματισμού της ακοής από το θόρυβο του μηχανήματος. Φοράτε ωτοασπίδες, αλλάξτε τα εφαρμοζόμενα δεδομένα κοπής (κοπτικό εργαλείο, ταχύτητα περιστροφής, πρόωση, συγκράτηση, βήματα προγραμματισμού) για τη μείωση του θορύβου, και / ή απαγορεύστε την προσέγγιση στο μηχάνημα κατά τη διάρκεια της κοπής. 11

12 ΔΙΑΒΑΣΤΕ ΠΡΙΝ ΘΕΣΕΤΕ ΣΕ ΛΕΙΤΟΥΡΓΙΑ ΤΟ ΜΗΧΑΝΗΜΑ : Μόνο το αρμόδιο προσωπικό θα πρέπει να δουλεύει σε αυτό το μηχάνημα. Ανειδίκευτο προσωπικό αποτελεί κίνδυνο για τους ίδιους και το μηχάνημα, και η μη σωστή λειτουργία θα ακυρώσει την εγγύηση. Ελέγξτε για χαλασμένα εξαρτήματα και κοπτικά εργαλεία πριν τη λειτουργία του μηχανήματος. Κάθε χαλασμένο εξάρτημα ή κοπτικό εργαλείο πρέπει να επισκευάζεται ή να αντικαθίσταται σωστά από ειδικευμένο προσωπικό. Μη λειτουργείτε το μηχάνημα αν κάποιο μέρος φαίνεται να μην λειτουργεί σωστά. Καλέστε τον προϊστάμενο. Χρησιμοποιείστε κατάλληλη προστασία για τα μάτια και τα αυτιά όταν λειτουργείτε το μηχάνημα. Συνιστάται η χρήση εγκεκριμένων προστατευτικών γυαλιά ANSI και ωτοασπίδες OSHA για τη μείωση του κινδύνου βλάβης στην όραση και απώλειας της ακοής Μην χρησιμοποιείτε το μηχάνημα αν δεν έχουν κλείσει οι πόρτες και οι μανταλώσεις των θυρών δεν λειτουργούν σωστά. Τα περιστρεφόμενα εργαλεία κοπής μπορούν να προκαλέσουν σοβαρούς τραυματισμούς. Όταν εκτελείται ένα πρόγραμμα, ο περιστρεφόμενος εργαλειοφορέας των κοπτικών εργαλείων μπορεί να κινηθεί γρήγορα οποιαδήποτε στιγμή και προς οποιαδήποτε κατεύθυνση. Το κουμπί Παύσης Ανάγκης (γνωστό και ως Κουμπί Άμεσης Διακοπής Ισχύος - Emergency Power Off button -) είναι το μεγάλο, στρογγυλό κόκκινο κουμπί στον Πίνακα Ελέγχου. Πιέζοντας το κουμπί Παύσης Ανάγκης σταματούν άμεσα όλες οι κινήσεις του μηχανήματος, οι σερβοκινητήρες, η μονάδα αλλαγής εργαλείων, και η αντλία του ψυκτικού υγρού. Χρησιμοποιείτε το κουμπί Παύσης Ανάγκης μόνο σε περιπτώσεις έκτακτης ανάγκης για να αποφύγετε κατάρρευση του μηχανήματος. Ο ηλεκτρικός πίνακας πρέπει να είναι κλειστός και οι τρεις σύρτες στο θάλαμο ρυθμίσεων πρέπει να είναι ασφαλισμένοι συνεχώς εκτός από τη διάρκεια εγκατάστασης και συντήρησης. Κατά τη διάρκεια τους, μόνο ειδικοί ηλεκτρολόγοι θα πρέπει να έχουν πρόσβαση στον πίνακα. Όταν ο κύριος διακόπτης κυκλώματος είναι ενεργοποιημένος υπάρχει υψηλή τάση στον ηλεκτρικό πίνακα (συμπεριλαμβανομένων των τυπωμένων πλακέτων και των λογικών κυκλωμάτων) και κάποιων εξαρτημάτων που λειτουργούν σε υψηλές θερμοκρασίες. Γι αυτό απαιτείται ιδιαίτερη προσοχή. Μετά την εγκατάσταση του μηχανήματος, ο θάλαμος ελέγχου πρέπει να κλειδωθεί και το κλειδί να είναι διαθέσιμο μόνο στο ειδικευμένο προσωπικό. ΜΗΝ τροποποιείτε ή μεταποιείτε τον εξοπλισμό με κανένα τρόπο. Αν υπάρχει ανάγκη τροποποιήσεων, αυτές πρέπει να γίνουν από την Haas Automation, Inc. Οποιαδήποτε αλλαγή ή τροποποίηση οποιουδήποτε κέντρου κατεργασίας τόρνου ή φρέζας της Hass μπορεί να επιφέρει τραυματισμό στο προσωπικό και/ή μηχανική βλάβη και να ακυρώσει την εγγύηση σας. Είναι ευθύνη του καταστηματάρχη να βεβαιωθεί ότι όσοι εμπλέκονται στην εγκατάσταση και λειτουργία του μηχανήματος είναι εξοικειωμένοι με τις οδηγίες εγκατάστασης, λειτουργίας και ασφάλειας του μηχανήματος ΠΡΙΝ εκτελέσουν οποιαδήποτε εργασία. Η ευθύνη ασφάλειας βαρύνει εξολοκλήρου τον καταστηματάρχη και τα πρόσωπα που δουλεύουν το μηχάνημα 12

13 ΑΚΟΛΟΥΘΗΣΤΕ ΟΛΕΣ ΤΙΣ ΠΑΡΑΚΑΤΩ ΠΡΟΕΙΔΟΠΟΙΗΣΕΙΣ ΚΑΙ ΕΝΤΟΛΕΣ: Μην λειτουργείτε το μηχάνημα με την πόρτα ανοιχτή. Μην λειτουργείτε το μηχάνημα χωρίς ειδική εκπαίδευση. Φοράτε πάντα προστατευτικά γυαλιά. Το μηχάνημα ελέγχεται αυτόματα και μπορεί να ξεκινήσει οποιαδήποτε στιγμή. Λανθασμένα ή ανεπαρκώς στερεωμένα κομμάτια προς κατεργασία μπορεί να εκτιναχθούν με θανατηφόρες επιπτώσεις. Μην υπερβαίνετε το καθορισμένο αριθμό στροφών του σφιγκτήρα του τόρνου. Υψηλότερος αριθμός στροφών μειώνει την δύναμη συγκράτησης του σφιγκτήρα. Ράβδος προς κατεργασία χωρίς πρόσθετη στήριξη, δεν πρέπει να εξέχει πέρα από το άκρο του σωλήνα συγκράτησης του κατεργαζόμενου κομματιού. Ο σφικτήρας πρέπει να λιπαίνεται κάθε εβδομάδα και να συντηρείται τακτικά. Οι σιαγώνες του σφικτήρα δεν πρέπει να προεξέχουν από τη διάμετρο του σφιγκτήρα. Μην επεξεργάζεστε εξαρτήματα μεγαλύτερα από τον σφικτήρα του τόρνου. Ακολουθήστε όλες τις οδηγίες του κατασκευαστή του σφικτήρα σχετικά με τον σφιγκτήρα και τις διαδικασίες της εργασίας σύσφιξης του κομματιού σε αυτόν. Η υδραυλική πίεση πρέπει να ρυθμιστεί σωστά για να συγκρατήσει με ασφάλεια το κατεργαζόμενο κομμάτι χωρίς να το παραμορφώσει. Η παροχή ηλεκτρικής ισχύος πρέπει να είναι σύμφωνη με τις προδιαγραφές του εγχειριδίου. Προσπάθεια να λειτουργήσει το μηχάνημα από άλλη πηγή ενέργειας μπορεί να προκαλέσει σοβαρές ζημιές και θα ακυρώσει την εγγύηση. ΜΗΝ πιέζετε το κουμπί ΕΚΚΙΝΗΣΗΣ (POWER UP/RESTART) στον πίνακα ελέγχου παρά μόνο όταν ολοκληρωθεί η τοποθέτηση του κομματιού. ΜΗΝ προσπαθήσετε να λειτουργήσετε το μηχάνημα πριν ολοκληρωθούν όλες οι οδηγίες εγκατάστασης ΠΟΤΕ μην κάνετε συντήρηση στο μηχάνημα όταν είναι στο ρεύμα. Ακατάλληλα στερεωμένα εξαρτήματα σε μεγάλες ταχύτητες μπορεί να τρυπήσουν την πόρτα ασφαλείας. Μειώστε το ρυθμό στροφών rpm για την προστασία του χειριστή όταν εκτελούνται επικίνδυνες λειτουργίες (π.χ. περιστροφή με υπερμεγέθη ή οριακά στερεωμένα τεμάχια). Η περιστροφή με υπερμεγέθη ή οριακά στερεωμένα τεμάχια δεν είναι ασφαλής. Τα παράθυρα πρέπει να αντικαθίστανται αν έχουν ζημιά ή έχουν γδαρθεί σημαντικά- Αντικαταστήστε τα σπασμένα παράθυρα άμεσα. Μην επεξεργάζεστε τοξικά ή εύφλεκτα υλικά. Μπορεί να εμφανιστούν θανατηφόρες αναθυμιάσεις. Συμβουλευτείτε τον κατασκευαστή του υλικού για τον ασφαλή χειρισμό των παρα-προϊόντων του υλικού πριν συνεχίσετε. 13

14 ΟΦΕΛΗ ΚΑΙ ΟΔΗΓΙΕΣ ΣΩΣΤΗΣ ΛΕΙΤΟΥΡΓΙΑΣ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ Όλες οι περιστρεφόμενες μηχανές περιέχουν κινδύνους από περιστρεφόμενα κοπτικά εργαλεία, ιμάντες και τροχαλίες, υψηλής τάσης ηλεκτρισμό, θόρυβο, και πεπιεσμένο αέρα. Όταν χρησιμοποιείτε μηχανήματα που πριστρέφονται και εξαρτήματά τους, πρέπει πάντα να ακολουθείτε τις βασικές προφυλάξεις ασφάλειας για να μειωθεί ο κίνδυνος προσωπικού τραυματισμού και μηχανικής βλάβης. ΔΙΑΒΑΣΤΕ ΟΛΕΣ ΤΙΣ ΠΡΟΕΙΔΟ- ΠΟΙΗΣΕΙΣ, ΕΠΙΣΗΜΑΝΣΕΙΣ ΚΑΙ ΟΔΗΓΙΕΣ ΠΡΙΝ ΘΕΣΕΤΕ ΣΕ ΛΕΙΤΟΥΡΓΙΑ ΑΥΤΗ ΤΗ ΜΗΧΑΝΗ. ΤΡΟΠΟΠΟΙΗΣΕΙΣ ΜΗΧΑΝΗΜΑΤΟΣ ΜΗΝ τροποποιείτε ή μεταποιείτε τον εξοπλισμό με κανένα τρόπο. Αν υπάρχει ανάγκη τροποποιήσεων, αυτές πρέπει να γίνουν από την Haas Automation, Inc. Οποιαδήποτε αλλαγή ή τροποποίηση οποιουδήποτε κέντρου κατεργασίας τόρνου ή φρέζας της Hass μπορεί να επιφέρει τραυματισμό στο προσωπικό και/ή μηχανική βλάβη και να ακυρώσει την εγγύηση σας. ΠΛΑΚΙΔΙΑ ΑΣΦΑΛΕΙΑΣ Για να εξασφαλιστεί το γεγονός ότι οι κίνδυνοι από αυτό το CNC εργαλείο γίνονται γρήγορα αντιληπτοί και κατανοητοί, έχουν τοποθετηθεί πινακίδες με σύμβολα κινδύνου στα μηχανήματα Haas σε σημεία όπου υπάρχει κίνδυνος. Αν οι πινακίδες φθαρούν ή χαλάσουν, ή αν χρειάζεται επιπρόσθετες πινακίδες για έμφαση σε ένα συγκεκριμένο σημείο, ελάτε σε επαφή με τον διανομέα σας ή το εργοστάσιο της Haas. Μην επιτρέπετε σε κανένα να αλλάζει ή να μετακινεί τις πινακίδες ασφαλείας ή τα σύμβολα. Κάθε κίνδυνος ορίζεται και εξηγείται στην γενική πινακίδα ασφαλείας στο μπροστινό μέρος του μηχανήματος. Συγκεκριμένες θέσεις κινδύνων σημειώνονται με προειδοποιητικά σύμβολα. Επανεξετάστε και κατανοήστε τα τέσσερα μέρη κάθε προειδοποίησης ασφαλείας που εξηγείται παρακάτω και εξοικειωθείτε με τα σύμβολα των επόμενων σελίδων. Σύμβολο Προειδοποίησης Επίπεδο Σοβαρότητας Κινδύνου / Λεκτικό μήνυμα Σύμβολο Ενέργειας Σύμβολο Προειδοποίησης Αναγνωριστικό πιθανού κίνδυνου και τονίζει το λεκτικό μήνυμα Λεκτικό Μήνυμα- Διευκρινίζει ή τονίζει την σοβαρότητα του συμβόλου ειδοποίησης Α: Κίνδυνος Β: Συνέπεια αν αγνοηθεί η προειδοποίηση Γ: Ενέργεια για την αποφυγή τραυματισμού. Αναφέρεται επίσης στο Σύμβολο Ενέργειας. Α. Κίνδυνος σοβαρού τραυματισμού. Το μηχάνημα δεν σε προστατεύει από τις τοξίνες. Β. Θάμπωμα, μικρά σωματίδια, απόβλητα και αναθυμιάσεις που μπορεί να είναι επικίνδυνα Γ. Ακολουθήστε τις ειδικές οδηγίες ασφαλείας και προειδοποιήσεις για το υλικό του κατασκευαστή του υλικού. Επίπεδο Σοβαρότητας Κινδύνου - Κωδικοποιημένο με χρώματα για να επισημαίνεται ο κίνδυνος αγνόησής του. Κόκκινο+ DANGER = Ο κίνδυνος ΘΑ επιφέρει θάνατο ή τραυματισμό αν αγνοηθεί Πορτοκαλί+ WARNING = Ο κίνδυνος ΜΠΟΡΕΙ να επιφέρει θάνατο ή τραυματισμό αν αγνοηθεί Κίτρινο+ CAUTION = Ο κίνδυνος ΙΣΩΣ επιφέρει θάνατο ή τραυματισμό αν αγνοηθεί Μπλε+ NOTICE = Υποδεικνύει μια ενέργεια για την αποφυγή βλάβης στο μηχάνημα. Πράσινο+ INFORMATION = Οδηγίες για εξαρτήματα του μηχανήματος Σύμβολο Δράσης- Υποδεικνύει ενέργειες για την αποφυγή τραυματισμού. Οι μπλε κύκλοι υποδηλώνουν υποχρεωτικές ενέργειες για την αποφυγή ζημιάς, Οι κόκκινοι κύκλοι με τις διαγώνιες γραμμές υποδηλώνουν απαγορευτικές ενέργειες για την αποφυγή ζημιάς 14

15 Το μηχάνημα μπορεί να ξεκινήσει οποιαδήποτε στιγμή. Τραυματισμός ή θάνατος μπορεί να προκληθεί από ανειδίκευτο χειριστή. Διαβάστε και κατανοήστε το εγχειρίδιο του χειριστή και τα σύμβολα ασφάλειας πριν χρησιμοποιήσετε το μηχάνημα. Κίνδυνος ηλεκτροπληξίας. Μπορεί να προκληθεί θάνατος από ηλεκτροπληξία. Σβήστε και ασφαλίστε το σύστημα ενέργειας πριν κάνετε συντήρηση. Κίνδυνος σοβαρού τραυματισμού. Το κάλυμμα μπορεί να μην σταματήσει κάθε τύπο εκτοξευόμενου αντικειμένου. Διπό-ελέγξτε τις αρχικές ρυθμίσεις της εργασίας πριν ξεκινήσετε οποιαδήποτε μηχανουργική κατεργασία. Ακολουθείτε πάντα ασφαλείς μηχανουργικές πρακτικές. Μην πειράζετε τις πόρτες ή τα παράθυρα. Κίνδυνος σοβαρού τραυματισμού στα μάτια. Ιπτάμενα θραύσματα μπορούν να προκαλέσουν απώλεια όρασης σε απροστάτευτα μάτια. Φοράτε πάντα προστατευτικά γυαλιά όταν χειρίζεστε το μηχάνημα. Κίνδυνος έκρηξης και πυρκαγιάς. Το μηχάνημα δεν είναι σχεδιασμένο για να αντέχει ή να περιορίζει εκρήξεις ή φωτιά. Μην κατεργάζεστε εκρηκτικά ή εύφλεκτα υλικά ή ψυκτικά. Δείτε τις οδηγίες ασφαλείας και τις προειδοποιήσεις του κατασκευαστή του υλικού για την χρήση του. Κίνδυνος σωματικού τραυματισμού. Σοβαρά κοψίματα, εκδορές, και σωματικός τραυματισμός μπορεί να προκληθεί από ολισθήσεις και πτώσεις. Αποφύγετε τη χρήση του μηχανήματος σε βρεγμένες, νωπές ή βρώμικες περιοχές 15

16 ΠΡΟΕΙΔΟΠΟΙΗΤΙΚΑ ΣΗΜΑΤΑ ΚΙΝΔΥΝΟΥ ΦΡΕΖΑΣ Κίνδυνος σοβαρού σωματικού τραυματισμού. Ακολουθήστε ασφαλείς μεθόδους στερέωσης. Μη κατάλληλα στερεωμένα μέρη μπορούν να εκτιναχθούν με θανατηφόρες συνέπειες. Κίνδυνος εγκλωβισμού. Τα μέρη του μηχανήματος μπορούν να συνθλίψουν και να κόψουν. Ποτέ μην πιέζετε κουμπιά όταν το σώμα ή τα χέρια σας ακουμπούν το μηχάνημα. Αφήνετε πάντα ελεύθερη την επιφάνεια των κινούμενων μερών. Μπορεί να προκληθεί σοβαρός τραυματισμός. Τα κινούμενα μέρη μπορούν να εμπλέξουν και να παγιδεύσουν. Μαζεύετε πάντα τα μακριά μαλλιά και τα χαλαρά ρούχα. Τα κινούμενα μέρη μπορούν να συνθλίψουν. Το σύστημα αλλαγής κοπτικών θα κινηθεί μέσα και θα συνθλίψει το χέρι σας. Μην βάζετε ποτέ το χέρι σας στον άξονα περιστροφής ενώ πιέζετε ATC FWD, ATC REV, NEXT TOOL ή προκαλείτε την εκτέλεση ενός κύκλου αλλαγής κοπτικού εργαλείου. ΔΙΕΥΚΡΙΝΙΣΕΙΣ ΓΙΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΙΣ ΚΙΝΔΥΝΟΥ, ΠΡΟΣΟΧΗΣ ΚΑΙ ΣΗΜΕΙΩΣΕΩΝ Σε αυτό το εγχειρίδιο σημαντικές και κρίσιμες πληροφορίες εμφανίζονται με τη λέξη «Warning - Προειδοποίηση», «Caution - Προσοχή» και «Note - Σημείωση». Προειδοποιήσεις χρησιμοποιούνται όταν υπάρχει εξαιρετικός κίνδυνος για τον χειριστή και/ή το μηχάνημα. Κάντε όλες τα αναγκαία βήματα λαμβάνοντας σοβαρά υπ όψιν την προειδοποίηση. Μην συνεχίζετε αν δεν μπορείτε να ακολουθήσετε τις οδηγίες προειδοποίησης. Ένα παράδειγμα προειδοποίησης είναι: ΠΡΟΕΙΔΟΠΟΙΗΣΗ - WARNING! Ποτέ μην βάζετε τα χέρια σας μεταξύ μονάδας αλλαγής εργαλείων και της περιστρεφόμενης κεφαλής Προσοχή χρησιμοποιείται όταν υπάρχει ενδεχόμενος κίνδυνος μικροτραυματισμού ή μικρής μηχανικής βλάβης πχ ΠΡΟΣΟΧΗ - CAUTION! Κλείστε την παροχή ισχύος στο μηχάνημα πριν προβείτε σε εργασίες συντήρησης Σημειώσεις δίνουν πρόσθετες πληροφορίες στον χειριστή για κάποιο συγκεκριμένο βήμα ή διαδικασία. Πρέπει να ληφθεί υπ όψιν από τον χειριστή κατά τη διάρκεια της διαδικασίας για να μην υπάρξει σύγχυση πχ.: ΣΗΜΕΙΩΣΗ: Αν το μηχάνημα είναι εφοδιασμένο με προαιρετική τράπεζα Ζ-ανοχών, ακολουθήστε τις οδηγίες: - Αποφύγετε βαριά φορτία στο κέντρο της τράπεζας ή στην άκρη της. Το βάρος του εξαρτήματος πρέπει να κατανέμεται ομοιόμορφα στην τράπεζα ή σε μια επιφάνεια - Η επιπεδότητα του εξαρτήματος πρέπει να είναι ως

17 ΠΡΟΕΙΔΟΠΟΙΗΤΙΚΑ ΣΗΜΑΤΑ ΤΟΡΝΟΥ Μπορεί να προκληθεί σοβαρός τραυματισμός. Τα κινούμενα μέρη μπορούν να σε εμπλέξουν και να σε παγιδεύσουν. Μαζεύετε πάντα τα μακριά μαλλιά και τα χαλαρά ρούχα. Κίνδυνος σοβαρού τραυματισμού. Ακατάλληλα στερεωμένα μέρη θα εκτιναχθούν με δύναμη που μπορεί να προκαλέσει θάνατο. Ο υψηλός αριθμός στροφών RPM μειώνει τη δύναμη σύσφιξης του σφικτήρα.μη χρησιμοποιείτε το μηχάνημα με μη-ασφαλείς ρυθμίσεις ή υπερβαίνετε τον καθορισμένο αριθμό στροφών RPM του σφιγκτήρα. Τα κινούμενα μέρη μπορεί να κόψουν. Τα αιχμηρά εργαλεία μπορούν εύκολα να κόψουν το δέρμα. Μην πατάτε ποτέ κουμπιά όταν το σώμα ή τα χέρια σας ακουμπούν το μηχάνημα. Μην ακουμπάτε περιστρεφόμενα μέρη. Κίνδυνος πρόσκρουσης. Ράβδος χωρίς πρόσθετη στήριξη μπορεί να ταλαντεύεται με θανατηφόρες συνέπειες. Ράβδος προς κατεργασία που εκτείνεται έξω από τον σωλήνα συγκράτησης ή πίσω από τον σφικτήρα πρέπει να έχει καλή πρόσθετη στήριξη. Κίνδυνος σοβαρού τραυματισμού. Οι δυνάμεις της μηχανουργικής κατεργασίας μπορούν να κάμψουν τη ράβδο και να την αποσπάσουν από την υποστήριξη της κεντροφορέας ή το καβαλέτο. Μην εφαρμόζετε υπερβολικά φορτία κοπής στο κατεργαζόμενο κομμάτι. Μην σφίγγετε υπερβολικά το καβαλέτο. 17

18 18

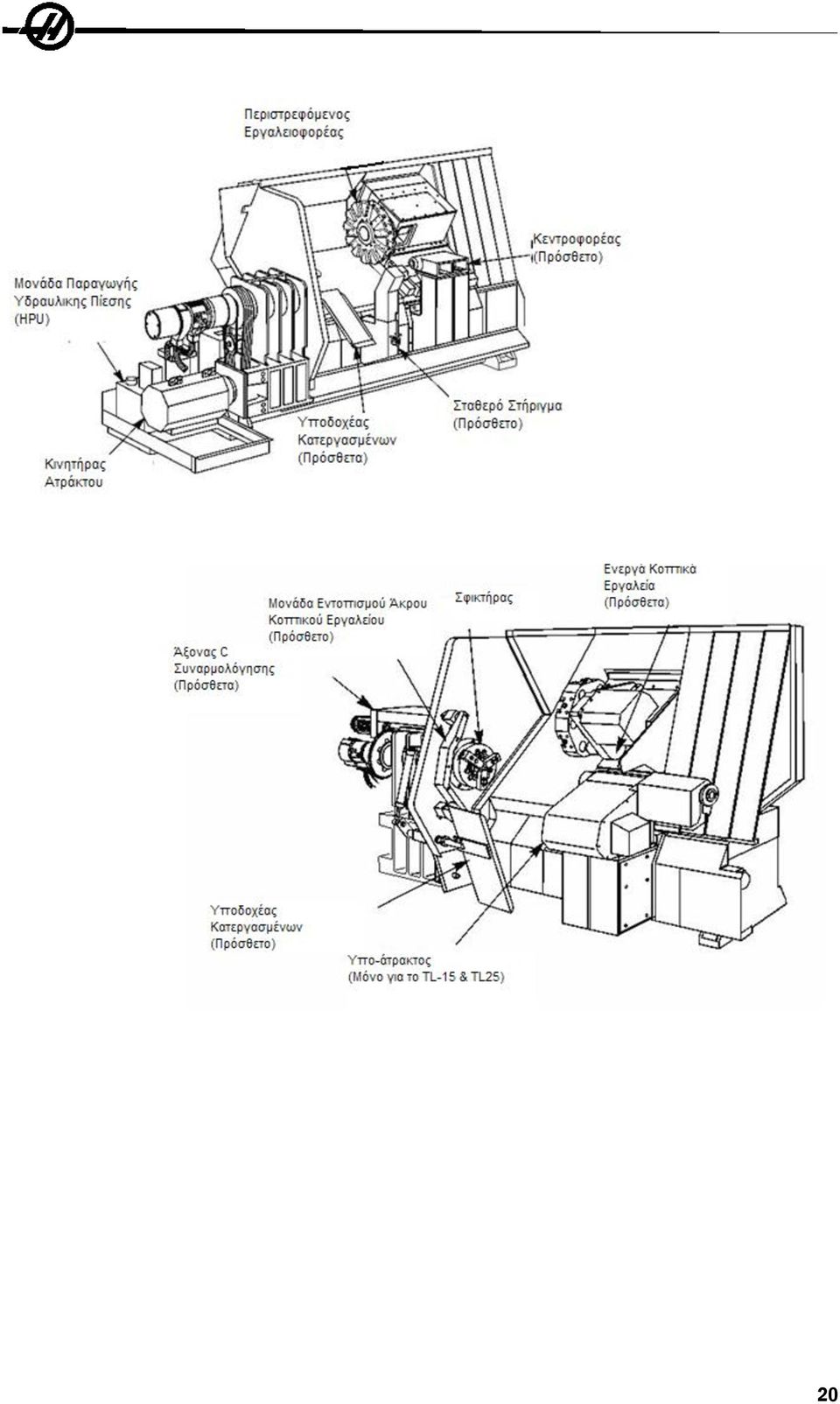
19 ΛΕΙΤΟΥΡΓΙΑ Το παρακάτω αποτελεί μια οπτική εισαγωγή στον τόρνο Haas. Κάποια από τα χαρακτηριστικά θα τονιστούν ιδιαίτερα στα ανάλογο κεφάλαιο. 19

20 20
21 ΕΙΣΑΓΩΓΗ ΣΤΟ ΕΙΔΙΚΟ ΚΡΕΜΑΣΤΟ ΠΛΗΚΤΡΟΛΟΓΙΟ Το πληκτρολόγιο χωρίζεται σε οκτώ τμήματα: Πλήκτρα Λειτουργίας, Πλήκτρα Μετακίνησης, Πλήκτρα Ρύθμισης Ταχύτητας, Πλήκτρα Εμφάνισης, Πλήκτρα Κέρσορα, Αλφαβητικά Πλήκτρα, Πλήκτρα Επιλογής Λειτουργίας και Αριθμητικά Πλήκτρα. Επιπρόσθετα υπάρχουν διάφορα πλήκτρα και δυνατότητες που βρίσκονται στη κρεμαστή μονάδα και το πληκτρολόγιο που περιγράφονται εν συντομία. Power On - Ενεργοποιεί τη μηχανή. Power Off - Απενεργοποιεί τη μηχανή. Spindle Load Meter - Εμφανίζει το περιστροφικό φορτίο της ατράκτου, επί τοις εκατό. Emergency Stop - Αυτό σταματά τις κινήσεις σε όλους τους άξονες, σταματά την περιστροφή των αξόνων και του συστήματος αλλαγής εργαλείων, και απενεργοποιεί την αντλία ψυκτικού μέσου. Jog Handle - Αυτό χρησιμοποιείται για κινήσεις σε όλους τους άξονες. Μπορεί επίσης να χρησιμοποιηθεί για τη μετακίνηση ανάμεσα σε κωδικούς ενός προγράμματος ή σε στοιχεία των μενού κατά τη διάρκεια διορθώσεων. Cycle Start - Ξεκινά την εκτέλεση ενός προγράμματος. Αυτό το κουμπί χρησιμοποιείται επίσης για να αρχίσει ένα πρόγραμμα στη λειτουργία γραφικών. (Graphics mode). Feed Hold - Σταματά την κίνηση σε όλους τους άξονες. Σημείωση: Ο άξονας θα συνεχίσει να περιστρέφεται αν πιεστεί κατά τη διάρκεια που εκτελείτο κοπή. Reset - Σταματά το μηχάνημα (οι κινήσεις στους άξονες, η περιστροφή, η αντλία ψυκτικού μέσου, και το σύστημα αλλαγής εργαλείων σταματούν). Αυτή δεν είναι συνιστώμενη μέθοδος παύσης του μηχανήματος, καθώς μπορεί να είναι δύσκολο να συνεχίσει να λειτουργεί από το σημείο διακοπής. Power Up/Restart - Όταν αυτό το πλήκτρο πιεστεί, οι άξονες θα επιστρέψουν στη μηδενική θέση της μηχανής και υπάρχει περίπτωση να γίνει αλλαγή εργαλείου. Δείτε τη Ρύθμιση 81 στο κεφάλαιο ρυθμίσεων για περισσότερες πληροφορίες. Auto Off - Θέτει αυτόματα τους άξονες στη θέση μηδέν του μηχανήματος και προετοιμάζει το μηχάνημα για αποσύνδεση από την παροχή ηλεκτρικής ισχύος. 21
22 Memory Lock Key Switch - Αυτός ο διακόπτης εμποδίζει τον χειριστή να αλλάξει προγράμματα ή αρχικές ρυθμίσεις όταν είναι γυρισμένο στη θέση κλειδώματος. Παρακάτω περιγράφεται η ιεραρχία κλειδώματος: Ο διακόπτης με κλειδί κλειδώνει τις Ρυθμίσεις και όλα τα προγράμματα. Ρύθμιση 7 κλειδώνει παραμέτρους. Ρύθμιση 8 κλειδώνει όλα τα προγράμματα. Ρύθμιση 23 κλειδώνει τα 9xxx προγράμματα. Ρύθμιση 119 κλειδώνει τις νέες οριζόμενες σχετικές θέσεις. Ρύθμιση 120 κλειδώνει μάκρο μεταβλητές. Second Home Button - Αυτό το πλήκτρο μετακινεί γρήγορα όλους τους άξονες στις συντεταγμένες που ορίσθηκαν με την εντολή θέση G129. Αυτό το χαρακτηριστικό λειτουργεί σε όλες τις επιλογές εκτός της DNC. Work Light Switch - Ανάβει το φωτισμό εργασίας μέσα στο μηχάνημα. Keyboard Beeper - Ο βομβητής πληκτρολογίου βρίσκεται στο πάνω μέρος του ραφιού εξαρτημάτων. Η έντασή του ρυθμίζεται γυρνώντας το κάλυμμά του. ΠΛΗΚΤΡΑ ΣΥΝΘΕΤΩΝ ΛΕΙΤΟΥΡΓΙΩΝ F1- F4 Keys - Αυτά τα πλήκτρα έχουν διαφορετικές λειτουργίες ανάλογα με την επιλογή λειτουργίας στην οποία βρίσκεστε. Για παράδειγμα, τα F1-F4 θα ενεργήσουν διαφορετικά στην επιλέγοντας τη λειτουργία Επεξεργασία, από ότι στην λειτουργία Πρόγραμμα, ή στην λειτουργία Ορισμός σχετικής θέσης. Δείτε το συγκεκριμένο κεφάλαιο επιλογής λειτουργίας για περισσότερες περιγραφές και παραδείγματα. X Dia Mesur (Μέτρηση διαμέτρου X) - Χρησιμοποιείται στην καταγραφή, της σχετικής θέσης του κοπτικού εργαλείου στον άξονα-x, στη σελίδα νέων οριζόμενων θέσεων κατά την αρχική οργάνωσης της κοπής. Next Tool - Χρησιμοποιείται στην επιλογή του επόμενου κοπτικού από τον εργαλειοδέτη. (συνήθως χρησιμοποιείται κατά την αρχική οργάνωση της κοπής). X/Z Χρησιμοποιείται στην εναλλαγή μεταξύ των αξόνων-χ και Ζ για τις μικρομετακινήσεις κατά την αρχική οργάνωση της κοπής. Z Face Mesur (Μέτρηση από μέτωπο κοπής στο Z) - Χρησιμοποιείται στην καταγραφή, της σχετικής θέσης του κοπτικού εργαλείου στον άξονα-z από το μέτωπο κοπής, στη σελίδα νέων οριζόμενων θέσεων κατά την αρχική οργάνωσης της κοπής. ΠΛΗΚΤΡΑ ΕΛΕΓΧΟΥ ΚΙΝΗΣΕΩΝ Chip FWD (Κοχλίας Αποβλήτων προς τα Εμπρός) - Ξεκινά τον προαιρετικό κοχλία αποβλήτων στην κατεύθυνση "Εμπρός", μεταφέροντας τα απόβλητα έξω από το μηχάνημα. Chip Stop (Σταματά τον Κοχλία Αποβλήτων) - Σταματάει την κίνηση του κοχλία αποβλήτων. Chip REV (Κοχλίας Αποβλήτων προς τα Πίσω) - Ξεκινά τον προαιρετικό κοχλία αποβλήτων στην κατεύθυνση "Πίσω", που είναι χρήσιμη για το καθάρισμα του κοχλία από μπλοκάρισμα και απόβλητα. X/-X and Z/-Z (πλήκτρα αξόνων) - Επιτρέπει στο χειριστή να μετακινεί τους άξονες χειροκίνητα κρατώντας πιεσμένο το κατάλληλο πλήκτρο ή πιέζοντας τον επιθυμητό άξονα και χρησιμοποιώντας το περιστροφικό χειριστήριο μετακίνησης. Rapid - Όταν το πιέζετε ταυτόχρονα με ένα από τα παραπάνω πλήκτρα (X+, X-, Z+, Z-), ο άξονας αυτός θα κινηθεί προς την επιλεγμένη κατεύθυνση με τη μέγιστη ταχύτητα. <- TS - Πιέζοντας αυτό το πλήκτρο κινείται ο κεντροφορέας προς την άτρακτο. TS Rapid - Αυξάνει την ταχύτητα κίνησης του κεντροφορέα όταν πιέζεται ταυτόχρονα με ένα από τα υπόλοιπα πλήκτρα ελέγχου του κεντροφορέα. -> TS - Πιέζοντας αυτό το πλήκτρο ο κεντροφορέας απομακρύνεται από την άτρακτο. XZ (2-Axis) Jogging - Μετακίνηση σε 2 Άξονες Οι άξονες-χ και Ζ μπορούν να μετακινηθούν ταυτόχρονα με τη χρήση των πλήκτρων μετακίνησης X και Z. Πιέζοντας οποιοδήποτε συνδυασμό πλήκτρων +/-X και +/-Z προκαλείται μετακίνηση σε 2 άξονες. Αφήνοντας και τα δύο πλήκτρα μετακίνησης η ρύθμιση θα επιστρέψει στην λειτουργίας του άξονα-x. Αφήνοντας μόνο ένα πλήκτρο θα συνεχίσει να μετακινείται ο άξονας του οποίου το πλήκτρο είναι ακόμα πατημένο. Σημείωση: Κατά τη διάρκεια μετακίνησης των δύο αξόνων-xz είναι ενεργοποιημένοι οι περιορισμοί κίνησης του κεντροφορέα. 22
23 ΠΛΗΚΤΡΑ ΡΥΘΜΙΣΗΣ ΤΑΧΥΤΗΤΑΣ Δίνουν την δυνατότητα στον χειριστή να αυξομειώνει την ταχύτητα της γρήγορης κίνησης των αξόνων, τις προγραμματισμένες προώσεις και ταχύτητες της ατράκτου. -10 Μειώνει την τρέχουσα ταχύτητα πρόωσης κατά 10%. 100% - Ακυρώνει τις ρυθμίσεις πρόωσης και δίνει τον έλεγχο στην προγραμματισθήσα ταχύτητα πρόωσης Αυξάνει την τρέχουσα ταχύτητα πρόωσης κατά 10%. -10 Μειώνει την τρέχουσα ταχύτητα περιστροφής της ατράκτου κατά 10%. 100% - Ακυρώνει τις ρυθμίσεις ταχύτητας και δίνει τον έλεγχο στην προγραμματισθήσα ταχύτητα περιστροφής της ατράκτου Αυξάνει την τρέχουσα ταχύτητα περιστροφής της ατράκτου κατά 10%. Χειροκίνητος έλεγχος της ταχύτητας πρόωσης (Hand Cntrl. Feed) - Πιέζοντας αυτό το πλήκτρο επιτρέπεται η χρήση του περιστροφικού χειριστηρίου για τον έλεγχο της πρόωσης με βήματα ±1%. Χειροκίνητος έλεγχος ταχύτητας περιστροφής (Hand Cntrl Spin) - Πιέζοντας αυτό το πλήκτρο επιτρέπεται η χρήση του περιστροφικού χειριστηρίου για τον έλεγχο της ταχύτητας της ατράκτου με βήματα ±1%. FWD - Ξεκινά την άτρακτο με κατεύθυνση Εμπρός (ωρολογιακά). Αυτό το πλήκτρο είναι απενεργοποιημένο στα μηχανήματα για CE (εξαγωγής). REV - Ξεκινά την άτρακτο με κατεύθυνση Ανάστροφα (αντιωρολογιακά). Αυτό το πλήκτρο είναι απενεργοποιημένο στα μηχανήματα για CE (εξαγωγής). Η άτρακτος μπορεί να ξεκινήσει ή να σταματήσει με τα πλήκτρα Fwd ή Rev οποιαδήποτε στιγμή το μηχάνημα είναι σε αδράνεια μετά από εκτέλεση μιας μόνο εντολής ή όταν έχει πατηθεί το πλήκτρο Feed Hold. Όταν το πρόγραμμα επανεκκινήσει με το Cycle Start, η ταχύτητα περιστροφής θα επιστρέψει στην προηγούμενη ορισμένη ταχύτητα. STOP - Σταματά την περιστροφή της ατράκτου. 5% / 25% / 50% / 100% Rapid - Περιορίζει τις γρήγορες ταχύτητες του μηχανήματος στην τιμή που αναγράφεται στο πλήκτρο. Το πλήκτρο 100% Rapid επιτρέπει τη μέγιστη ταχύτητα κίνησης. Χρήση της ρύθμισης ταχύτητας Η ταχύτητα πρόωσης μπορεί να μεταβάλλεται από 0% ως 999% της προγραμματισθήσας τιμής όταν βρίσκεται σε λειτουργία. Αυτό γίνεται με τα πλήκτρα +10%, -10% and 100%. Η ρύθμιση της πρόωσης δεν λειτουργεί κατά τη διάρκεια των κύκλων σπειροτόμησης. Η ρύθμιση της πρόωσης δεν αλλάζει την ταχύτητα οποιουδήποτε βοηθητικού αξόνα. Κατά τη διάρκεια της χειροκίνητης αλλαγής, η ρύθμιση της πρόωσης θα ρυθμίζει τις τιμές που έχουν επιλεγεί από το πληκτρολόγιο. Αυτό επιτρέπει την βέλτιστη ρύθμιση της ταχύτητας πρόωσης. Η ταχύτητα περιστροφής της ατράκτου μπορεί επίσης να μεταβάλλεται από 0% ως 999%, με τη χρήση των ρυθμίσεων ταχύτητας της ατράκτου. Επίσης είναι ανενεργή κατά τη διάρκεια των κύκλων σπειρωτόμησης. Στην επιλογή λειτουργίας Single Block, η άτρακτος μπορεί να σταματήσει. Θα ξεκινήσει εκ νέου αυτόματα συνεχίζοντας το πρόγραμμα με το πλήκτρο Cycle Start. Πιέζοντας το πλήκτρο Χειροκίνητος έλεγχος της ταχύτητας πρόωσης, μπορεί να χρησιμοποιηθεί το περιστροφικό χειριστήριο μετακίνησης για ρύθμιση της πρόωσης με βήματα ±1%. Οι γρήγορες κινήσεις (G00) μπορούν να περιοριστούν στο 5%, 25%, ή 50% της μέγιστης με τη χρήση του πληκτρολογίου. Αν το 100% είναι πολύ γρήγορο, ρυθμιζεται στο 50% του μέγιστου με το Setting 10. Στη σελίδα των Ρυθμίσεων, υπάρχει δυνατότητα απενεργοποίησης των πλήκτρων ρύθμισης ταχύτητας έτσι ώστε ο χειριστής να μην μπορεί να τα επιλέξει. Αυτές είναι οι Ρυθμίσεις 19, 20 και 21. Το πλήκτρο Feed Hold λειτουργεί σαν πλήκτρο ρύθμισης ταχύτητας αφού όταν πατηθεί μηδενίζει την πρόωση και τις γρήγορες κινήσεις. Για να συνεχίσει η λειτουργία μετά την πίεση του Feed Hold πρέπει να πατηθεί το πλήκτρο Cycle Start. Ο διακόπτης της πόρτας στο περίβλημα έχει το ίδιο αποτέλεσμα αλλά εμφανίζεται το μήνυμα "Door Hold" όταν η πόρτα είναι ανοιχτή. Όταν η πόρτα κλείσει, ο έλεγχος είναι όπως στην περίπτωση του Feed Hold και πρέπει να πιεσθεί το Cycle Start για να συνεχίσει. Τα Door Hold και Feed Hold δεν σταματούν τους βοηθητικούς άξονες. 23
24 Ο χειριστής μπορεί να ρυθμίσει το ψυκτικό πιέζοντας το πλήκτρο Coolnt. Η αντλία θα παραμείνει ανοιχτή ή κλειστή μέχρι την επόμενη M-εντολή ή την ενέργεια του χειριστή (βλέπε Ρύθμιση 32). Οι ρυθμίσεις ταχύτητας μπορούν να επιστρέψουν στις αρχικές τιμές με το M30 και/ή πατώντας το Reset (βλέπε Ρύθμιση 83). ΠΛΗΚΤΡΑ ΕΛΕΓΧΟΥ ΕΜΦΑΝΙΣΗΣ ΣΤΗΝ ΟΘΟΝΗ Τα πλήκτρα εμφάνισης δίνουν πρόσβαση σε οθόνες με στοιχεία του μηχανήματος, λειτουργικές πληροφορίες και σελίδες βοήθειας. Η πίεση ορισμένων πλήκτρων περισσότερες από μία φορές προκαλεί την εμφάνιση επιπρόσθετων οθονών. Prgrm/Convrs Εμφανίζει το τρέχον επιλεγμένο πρόγραμμα. Αν πιέσετε το πλήκτρο δύο φορές θα μπείτε στην επιλογή Γρήγορη Δημιουργία Κώδικα (βλέπε σχετικό κεφάλαιο) κι αν το πατήσετε τρεις φορές θα μπείτε στην επιλογή Αντικειμενοστρεφής Γρήγορη Δημιουργία Κώδικα (βλέπε σχετικό κεφάλαιο). Θέση (Posit) - Εμφανίζει τη θέση των αξόνων του μηχανήματος. Πιέζοντας τα πλήκτρα Page Up/Down κινήστε σε οθόνες χειριστή, μηχανήματος, εργασίας, και υπολοίπου απόστασης και μεγαλύτερης εμφάνισής τους Offset - Εμφανίζει τη γεωμετρία του κοπτικού, τις δηλωθείσες ακτίνες, την δηλωθείσα φθορά και τη στάθμη του ψυκτικού. Πιέζοντας το Offset δύο φορές ή το πλήκτρο Page Up εμφανίζονται σελίδες με τις λοιπές δηλωθείσες διαστάσεις. Τρέχουσες Εντολές (Curnt Comds) - Εμφανίζει τα τρέχοντα στοιχεία του προγράμματος (π.χ. G, M, H και T εντολές), Εμφανίζει πληροφορίες για το φορτίο της ατράκτου και τις θέσεις των αξόνων ενώ τρέχει το πρόγραμμα. Πιέστε Page Up/ Down για να δείτε το φορτίο/δόνηση του κοπτικού (βλέπε κεφάλαιο φορτίο/ δόνηση κοπτικού), τη διάρκεια ζωής του κοπτικού (βλέπε κεφάλαιο διάρκεια ζωής κοπτικού), τη συντήρηση, τις μάκρομεταβλητές, τα χρονόμετρα του προγράμματος και τις λεπτομέρειες των εντολών του προγράμματος. Προειδοποιήσεις/Μηνύματα (Alarms/Mesgs) - Εμφανίζει οθόνες προειδοποίησης και μηνυμάτων. Υπάρχουν τρεις οθόνες προειδοποιήσεων, η πρώτη δείχνει τις τρέχουσες προειδοποιήσεις (πίεση του πλήκτρου Alarm/Mesgs πρώτη φορά). Πιέζοντας το πλήκτρο Δεξί Βέλος εμφανίζεται η οθόνη με το Ιστορικό των Προειδοποιήσεων, στην οποία τηρείται το ιστορικό των πρόσφατων ειδοποιήσεων. Πατώντας ξανά το Δεξί Βέλος εμφανίζεται η οθόνη προειδοποίησης. Αυτή η οθόνη δείχνει μία προειδοποίηση τη φορά και την περιγραφή της. Η προκαθορισμένη ρύθμιση είναι η εμφάνιση της τελευταίας προειδοποίησης στο ιστορικό. Ο χειριστής μπορεί να κινηθεί μεταξύ των προειδοποιήσεων πιέζοντας τα πλήκτρα με τα βέλη πάνω και κάτω. Επίσης ο χειριστής μπορεί να εισάγει τον αριθμό της προειδοποίησης να πιέσει το Enter/Write και θα εμφανιστεί το όνομα και η περιγραφή της προειδοποίησης. Πιέζοντας το πλήκτρο Alarm/Mesgs δεύτερη φορά θα εμφανίσει μία σελίδα με μηνύματα και σημειώσεις για τον χρήστη. Χρησιμοποιείστε το πληκτρολόγιο για να εισάγετε μηνύματα για άλλους χειριστές/προγραμματιστές ή γράψτε σημειώσεις για την εκτελούμενη εργασία. Αν υπάρχει μήνυμα, κάθε φορά που το μηχάνημα ενεργοποιείται θα εμφανίζεται η σελίδα των μηνυμάτων. Τα μηνύματα εμφανίζονται κατά την εκκίνηση μέχρι να διαγραφούν. Βλέπε το κεφάλαιο Μηνύματα για περισσότερες λεπτομέρειες. Παράμετροι/Διαγνώσεις (Param/Dgnos) - Εμφανίζει τις παραμέτρους που καθορίζουν τη λειτουργία του μηχανήματος. Για να βρείτε μια γνωστή παράμετρο, γράψτε το νούμερο και πιέστε τα πλήκτρα με τα βέλη πάνω ή κάτω. Οι παράμετροι ορίζονται εργοστασιακά και δεν πρέπει να τροποποιούνται από τον χρήστη. Δεύτερη πίεση του πλήκτρου Param/Dgnos θα εμφανίσει την πρώτη σελίδα των δεδομένων διάγνωσης. Αυτές οι πληροφορίες χρησιμοποιούνται κυρίως για την επίλυση προβλημάτων από τους ειδικούς τεχνικούς της Haas. Η πρώτη σελίδα διάγνωσης είναι διαχωρισμένη σε δεδομένα εισόδου και εξόδου. Πιέζοντας το Page Down θα εμφανιστούν επιπλέον σελίδες δεδομένων διάγνωσης. Ρυθμίσεις/Γραφικά (Setng/Graph) - Εμφανίζει και επιτρέπει την αλλαγή ρυθμίσεων του χειριστή. (Σημειώστε ότι οι ρυθμίσεις είναι ομαδοποιημένες. Αυτές οι ομάδες είναι για συγκεκριμένα θέματα). Για να βρείτε μια γνωστή παράμετρο, γράψτε το νούμερο και πιέστε τα πλήκτρα με τα βέλη πάνω ή κάτω. Δεύτερη πίεση του πλήκτρου Setng/Graph ενεργοποιεί λειτουργία Γραφικών. Στην επιλογή λειτουργίας Γραφικών ο χρήστης μπορεί να δει τη διαδρομή του κοπτικού που δημιουργήθηκε από το πρόγραμμα και αν χρειάζεται, να ελέγξει το πρόγραμμα για σφάλματα πριν το τρέξει (βλέπε επιλογή λειτουργίας Γραφικών στο κεφάλαιο Λειτουργία). Βοήθεια/Αριθμομηχανή (Help/Calc) - Εμφανίζει ένα συντομευμένο εγχειρίδιο. Σε αυτό υπάρχουν περιγραφές των κωδικών G και M, ορισμοί χαρακτηριστικών ρυθμίσεων, θέματα συντήρησης και επίλυσης προβλημάτων. Πιέζοντας το πλήκτρο Help/Calc για δεύτερη φορά θα εμφανιστεί μια βοηθητική αριθμομηχανή. Πιέστε το πλήκτρο Page Down για να κινηθείτε στις σελίδες της αριθμομηχανής (βλέπε κεφάλαιο αριθμομηχανής). 24
25 ΠΛΗΚΤΡΑ ΕΛΕΓΧΟΥ ΤΟΥ ΔΕΙΚΤΗ ΣΤΗΝ ΟΘΟΝΗ Τα πλήκτρα του δείκτη δίνουν τη δυνατότητα στο χρήστη να κινηθεί σε διάφορες οθόνες και πεδία στη μονάδα ελέγχου και χρησιμοποιούνται στην επεξεργασία των προγραμμάτων CNC. Home - Αυτό το πλήκτρο θα κινήσει τον δείκτη στο στοιχείο που βρίσκεται στην κορυφή της οθόνης. Στην επεξεργασία αυτό είναι το πάνω αριστερά τμήμα του προγράμματος. Βέλη Πάνω/Κάτω - Μετακινεί τον δείκτη πάνω ή κάτω κατά ένα στοιχείο, τμήμα ή πεδίο. Page Up/Down - Χρησιμοποιείται στην αλλαγή οθονών ή στην αλλαγή σελίδας πάνω ή κάτω όταν βλέπετε ένα πρόγραμμα. Αριστερό Βέλος - Χρησιμοποιείται για να επιλέξει μεμονωμένα στοιχεία όταν βλέπετε ένα πρόγραμμα. Κινεί τον δείκτη προς τα αριστερά. Χρησιμοποιείται για την πλοήγηση στις επιλογές των ρυθμίσεων και κινεί το παράθυρο μεγέθυνσης προς τα αριστερά όταν χρησιμοποιείται στην λειτουργία των Γραφικών. Δεξί Βέλος - Χρησιμοποιείται για να επιλέξει μεμονωμένα στοιχεία όταν βλέπετε ένα πρόγραμμα. Κινεί τον δείκτη προς τα δεξιά. Χρησιμοποιείται για την πλοήγηση στις επιλογές των ρυθμίσεων και κινεί το παράθυρο μεγέθυνσης προς τα δεξιά όταν χρησιμοποιείται στην λειτουργία των Γραφικών. End - Αυτό το πλήκτρο θα κινήσει τον κέρσορα στο στοιχείο που βρίσκεται στο κάτω μέρος της οθόνης. Στην επεξεργασία αυτό είναι το τελευταίο τμήμα του προγράμματος. ΑΛΦΑΒΗΤΙΚΑ ΠΛΗΚΤΡΑ Τα αλφαβητικά πλήκτρα επιτρέπουν στο χρήστη να εισάγει τα γράμματα της αλφαβήτου μαζί με ειδικούς χαρακτήρες. Κάποιοι από τους ειδικούς χαρακτήρες εισάγονται πιέζοντας πρώτα το πλήκτρο "Shift". Shift Το πλήκτρο shift παρέχει πρόσβαση σε επιπρόσθετους χαρακτήρες στο πληκτρολόγιο. Οι επιπρόσθετοι χαρακτήρες φαίνονται στο πάνω αριστερά μέρος κάποιων αλφαβητικών και αριθμητικών πλήκτρων. Πατώντας Shift και μετά τον χαρακτήρα, θα εισαχθεί ο χαρακτήρας στην γραμμή εισαγωγής δεδομένων. Όταν γράφετε κείμενο, είναι ρυθμισμένο στα Κεφαλαία. Για να γυρίσετε στα πεζά γράμματα, πιέστε και κρατήστε πατημένο το πλήκτρο Shift. Όταν μία μονάδα ελέγχου έχει εγκατεστημένο πέμπτο άξονα, ο άξονας-b επιλέγεται για μετακίνηση πιέζοντας το πλήκτρο Shift και τα αντίστοιχα πλήκτρα μετακίνησης +/-A EOB Είναι ο χαρακτήρας Τέλος Τμήματος (End-Of-Block). Εμφανίζεται σαν (;) στην οθόνη και δηλώνει το τέλος μιας γραμμής προγράμματος. ( ) Οι παρενθέσεις χρησιμοποιούνται για να διαχωρίσουν τις εντολές του προγράμματος CNC από τα σχόλια του χρήστη. Πρέπει πάντα να εισάγονται σε ζεύγη. Σημείωση: Κάθε φορά που λαμβάνεται μια λανθασμένη γραμμή κωδικού μέσω της θύρας RS-232, ενώ γίνεται λήψη προγράμματος, αυτή προστίθεται στο πρόγραμμα ανάμεσα σε παρενθέσεις. / - Η δεξιά διαγώνιος χρησιμοποιείται στη λειτουργία Block Delete και στις Μακροεντολές. Αν αυτό το σύμβολο είναι το πρώτο σύμβολο σε ένα τμήμα και το Block Delete είναι ενεργοποιημένο, τότε το τμήμα αυτό αγνοείται κατά τη διάρκεια εκτέλεσης του προγράμματος. Το σύμβολο χρησιμοποιείται επίσης ως σύμβολο διαίρεσης (διαιρείται από) στις μακροεντολές (βλέπε κεφάλαιο Μακροεντολών). [ ] Οι τετράγωνες αγκύλες χρησιμοποιούνται στις συναρτήσεις μακροεντιλών. Οι Μακροεντολές είναι ένα πρόσθετο προαιρετικό λογισμικό (βλέπε κεφάλαιο Μακροεντολών). ΠΛΗΚΤΡΑ ΕΠΙΛΟΓΗΣ ΛΕΙΤΟΥΡΓΙΑΣ Τα πλήκτρα επιλογής λειτουργίας αλλάζουν τον τρόπο λειτουργίας του μηχανήματος CNC. Όταν πατηθεί ένα πλήκτρο επιλογής λειτουργίας, τα πλήκτρα της ίδιας σειράς είναι διαθέσιμα στο χρήστη. Η επιλογή λειτουργίας εμφανίζεται πάντα στην κορυφαία γραμμή στα δεξιά της τρέχουσας οθόνης. Επεξεργασία (Edit) - Επιλέγει την επιλογή λειτουργίας επεξεργασίας. Αυτή η σελίδα χρησιμοποιείται για την επεξεργασία προγράμματος για τη ρύθμιση στη μνήμη. Εισαγωγή (Insert) - Πιέζοντας το πλήκτρο θα εισάγει εντολές στο πρόγραμμα στο σημείο του κέρσορα. Το πλήκτρο θα εισάγει επίσης το κείμενο από το clipboard στην τρέχουσα τοποθεσία του κέρσορα, και χρησιμοποιείται επίσης για να αντιγράψει τμήματα του κώδικα σε ένα πρόγραμμα (βλέπε κεφάλαιο Advanced Editor) 25
26 Αλλαγή (Alter) - Πιέζοντας το πλήκτρο θα αλλάξει την έντονα φωτισμένη εντολή ή κείμενο με τις νεοεισαγόμενες εντολές ή κείμενο. Το πλήκτρο θα αλλάξει επίσης τις έντονα φωτισμένες εντολές στο κείμενο που είναι αποθηκευμένο στο clipboard, ή θα μετακινήσει ένα επιλεγμένο τμήμα σε άλλη θέση. Διαγραφή (Delete) - Διαγράφει το στοιχείο στο οποίο είναι ο κέρσορας, ή διαγράφει ένα επιλεγμένο τμήμα προγράμματος. Αναίρεση (Undo)- Αναιρεί έως και 9 τελευταίες αλλαγές επεξεργασίας, και αναιρεί την επιλογή ενός έντονα φωτισμένου τμήματος. Μνήμη (Memory) - Επιλέγει τη λειτουργία μνήμης. Αυτή η σελίδα επιλέγει το τρέχον πρόγραμμα που επιλέχθηκε στη ρύθμιση. Μονό Τμήμα (Single Block) - Ανάβει ή σβήνει το μονό τμήμα. Όταν είναι αναμμένο, μόνο ένα τμήμα του προγράμματος εκτελείται, για κάθε πίεση του πλήκτρου Έναρξη Κύκλου. Απλή Κίνηση (Dry Run) - Χρησιμοποιείται για τον έλεγχο της κίνησης του μηχανήματος χωρίς εκτέλεση κοπής ενός εξαρτήματος (βλέπε τμήμα Dry Run στο κεφάλαιο Λειτουργία). Προαιρετική Στάση (Opt Stop) - Ανάβει και σβήνει τις προαιρετικές στάσεις. Βλέπε G103 στο κεφάλαιο G- Code. Όταν είναι στο On και ένας κώδικας M01 (προαιρετική στάση) είναι προγραμματισμένος, το μηχάνημα θα σταματήσει όταν φτάσει στο M01. Το μηχάνημα θα σταματήσει όταν πατηθεί το πλήκτρο Έναρξη Κύκλου. Εντούτοις, ανάλογα με τη λειτουργία τμήματος πρόβλεψης (G103), μπορεί να μην σταματήσει αμέσως (βλέπε κεφάλαιο τμήματος πρόβλεψης). Με άλλα λόγια, το χαρακτηριστικό τμήμα πρόβλεψης μπορεί να προκαλέσει στην εντολή Optional Stop να αγνοήσει το πλησιέστερο M01. Αν το πλήκτρο Optional Stop πιεστεί κατά τη διάρκεια ενός προγράμματος θα επηρεάσει τη γραμμή μετά την έντονα φωτισμένη γραμμή. Διαγραφή Τμήματος (Block Delete) - Ανάβει/σβήνει τη λειτουργία διαγραφής τμήματος. Τμήματα με μια διαγώνιο ("/") σαν πρώτο στοιχείο αγνοούνται (δεν εκτελούνται) όταν η επιλογή είναι ενεργοποιημένη. Αν μια διαγώνιος είναι σε μια σειρά κώδικα, οι εντολές μετά τη διαγώνιο θα αγνοηθούν αν το χαρακτηριστικό είναι ενεργοποιημένο. Η Διαγραφή Τμήματος θα επηρεάσει δύο γραμμές αφού πατηθεί, εκτός από όταν χρησιμοποιείται η αντιστάθμιση κοπής όπου τότε η διαγραφή τμήματος δεν θα επηρεάσει μέχρι τουλάχιστον τέσσερις γραμμές μετά την έντονα φωτισμένη γραμμή. Ο ρυθμός της διαδικασίας θα μειωθεί για τα βήματα που περιέχουν διαγραφή τμήματος κατά τη διάρκεια διαδικασιών με μεγάλη ταχύτητα. Η Διαγραφή Τμήματος θα παραμείνει ενεργό όταν σβήσετε το μηχάνημα. MDI/DNC - MDI είναι η επιλογή λειτουργίας "Χειροκίνητη Εισαγωγή Δεδομένων" όπου ένα πρόγραμμα μπορεί να γραφτεί αλλά δεν εισάγεται στη μνήμη. DNC, η επιλογή λειτουργίας "Απευθείας Αριθμητική Ρύθμιση", επιτρέπει σε μεγάλα προγράμματα να "μπουν" στη ρύθμιση ώστε να μπορούν να εκτελεστούν (βλέπε κεφάλαιο επιλογή λειτουργίας DNC) Ψυκτικό υγρό (Coolt) - Ανοίγει και κλείνει το προαιρετικό ψυκτικό υγρό. Το προαιρετικό HPC (High Pressure Coolant) Ψυκτικό υγρό Υψηλής Πίεσης ενεργοποιείται πατώντας το πλήκτρο Shift και το πλήκτρο Coolnt. Σημειώστε ότι καθώς το HPC και το κανονικό ψυκτικό υγρό μοιράζονται ένα κοινό άνοιγμα, δεν μπορούν να λειτουργούν ταυτόχρονα. Μετακίνηση Ατράκτου (Spindle Jog) - Μετακινεί την άτρακτο με ταχύτητα που επιλέγεται στη Ρύθμιση 98 (Spindle Jog RPM). Κίνηση Εργαλειοφορέα Μπροστά (Turrent FWD) - Μετακινεί τον περιστρεφόμενο εργαλειοφορέα μπροστά, στο επόμενο διαδοχικό εργαλείο. Αν το Tnn έχει μπει στη γραμμή εισαγωγής, ο περιστρεφόμενος εργαλειοφορέας θα μετακινηθεί προς τα εμπρός, προς το εργαλείο nn Κίνηση Εργαλειοφορέα Πίσω (Turrent REV) - Μετακινεί τον περιστρεφόμενο εργαλειοφορέα πίσω στο προηγούμενο εργαλείο. Αν το Tnn έχει μπει στη γραμμή εισαγωγής, ο περιστρεφόμενος εργαλειοφορέας θα μετακινηθεί προς τα πίσω, προς το εργαλείο nn Χειρισμός Μετακίνησης (Handle Jog) - Επιλέγει τον τρόπο μετακίνησης των αξόνων.0001, ίντσες (0.001χιλ) για κάθε τμήμα του χειρισμού μετακίνησης. Για απλή κίνηση.1 ίντσες /λεπτό..0001/.1,.001/1.,.01/10.,.1/100. Το πρώτο νούμερο (κορυφαίο νούμερο), όταν βρίσκεται σε επιλογή λειτουργίας ιντσών (inch mode), επιλέγει το ποσό μετακίνησης για κάθε κλικ του χειρισμού μετακίνησης (jog handle). Όταν είναι γυρισμένο σε επιλογή λειτουργίας με χιλιοστά (MM mode) το πρώτο νούμερο πολλαπλασιάζεται επί 10 κατά τη μετακίνηση των αξόνων (π.χ γίνεται 0.001χιλ). Το δεύτερο νούμερο (το νούμερο στο κατώτατο σημείο) χρησιμοποιείται για την επιλογή λειτουργίας απλής κίνησης (dry run) και χρησιμοποιείται για να επιλέξει την ταχύτητα των διαδικασιών και την κίνηση των αξόνων. 26
27 Επιστροφή στο Μηδέν (Zero Return) - Επιλέγει τη λειτουργία Επιστροφή στο Μηδέν-Zero Return, που εμφανίζει τη θέση των αξόνων σε 4 διαφορετικές κατηγορίες; Χειριστής, Εργασία G54, Μηχάνημα και απόσταση προς διάνυση. Μπορείτε να αλλάζετε τις σελίδες για να δείτε κάθε κατηγορία μόνη της σε μεγαλύτερο σχέδιο. Όλα (All) - Επιστρέφει όλους τους άξονες στο σημείο μηδέν. Μοιάζει με το πλήκτρο Επανεκκίνηση εκτός από το ότι δεν θα γίνει αλλαγή εργαλείου. Μπορεί να χρησιμοποιηθεί για να θέσει την αρχική θέση μηδέν των αξόνων. Αφετηρία (Origin) - Θέτει τις επιλεγμένες οθόνες και μετρητές χρόνου στο μηδέν. Μονό (Singl) - Επιστρέφει έναν άξονα στο σημείο μηδέν. Πιέστε το γράμμα του άξονα που θέλετε και πιέστε το πλήκτρο Singl Axis. Μπορεί να χρησιμοποιηθεί για να θέσει την αρχική θέση μηδέν του άξονα. Αρχική G28 (Home G28) - Επιστρέφει όλους τους άξονες στο σημείο μηδέν με γρήγορη κίνηση. Επιστρέφει επίσης έναν μόνο άξονα με τον ίδιο τρόπο αν εισάγετε το γράμμα του άξονα και πιέσετε το πλήκτρο home G28 ΠΡΟΣΟΧΗ! Δεν υπάρχει προειδοποιητικό μήνυμα για να ειδοποιήσει το χειριστή για πιθανή πρόσκρουση. Λίστα προγραμμάτων (List Programs) - Εμφανίζει τα προγράμματα που είναι αποθηκευμένα στη ρύθμιση. Επιλογή Προγράμματος (Select Prog) - Μετατρέπει το επισημασμένο πρόγραμμα της λίστας σε τρέχον πρόγραμμα. Σημειώστε ότι το τρέχον πρόγραμμα θα έχει ένα "*" μπροστά του στη λίστα. Αποστολή (Send) - Μεταδίδει προγράμματα από τη σειριακή θύρα RS-232 (βλέπε κεφάλαιο RS-232). Παραλαβή (Recv) - Παραλαμβάνει προγράμματα από τη σειριακή θύρα RS-232 (βλέπε κεφάλαιο RS-232). Διαγραφή (Erase Prog) - Διαγράφει το έντονα φωτισμένο πρόγραμμα όταν είναι στην επιλογή λειτουργίας Μνήμης ή ολόκληρο το πρόγραμμα όταν είναι στην επιλογή λειτουργίας MDI (MDI mode). ΑΡΙΘΜΗΤΙΚΑ ΠΛΗΚΤΡΑ Τα αριθμητικά πλήκτρα δίνουν στο χειριστή την ικανότητα να εισάγει νούμερα και κάποιους ειδικούς χαρακτήρες στη ρύθμιση into the control. Ακύρωση (Cancel) - Το πλήκτρο Ακύρωσης χρησιμοποιείται για να διαγράψει το χαρακτήρα που εισήχθη τελευταίος. Διάστημα (Space) - Χρησιμοποιείται για να διαμορφώσει σχόλια που μπαίνουν στα προγράμματα ή στο χώρο μηνυμάτων. Εγγραφή/Εισαγωγή (Write/Enter) - Πλήκτρο εισαγωγής γενικού σκοπού. - (Minus Sign) - Αρνητικό πρόσημο - Χρησιμοποιείται για την εισαγωγή αρνητικών αριθμών.. (Decimal Point) - Δεκαδικό Σημείο- Χρησιμοποιείται για την ακρίβεια των δεκαδικών. ΟΘΟΝΕΣ ΕΝΔΕΙΞΗΣ ΘΕΣΗΣ Αρχική Σελίδα (Home Page) - Δείχνει τις 4 οθόνες ταυτόχρονα (Χειριστής, Εργασία, Μηχάνημα και Απόσταση προς διάνυση). Χρησιμοποιείστε τα πλήκτρα με τα βελάκια Page Up/Down ή Πάνω/Κάτω για να περιηγηθείτε στις σελίδες. Χειριστής (Operator Display) - Αυτή η οθόνη είναι για το χειριστή/ρυθμιστή για να τη χρησιμοποιήσει όπως θέλει, και δεν χρησιμοποιείται από τη ρύθμιση για οποιεσδήποτε λειτουργίες τοποθεσίας. Στην επιλογή λειτουργίας μετακίνησης και με αυτή την οθόνη επιλεγμένη, επιλέξτε έναν άξονα (πιέστε X- ή X+ για τον άξονα-x ή Z- ή Z+ για τον άξονα-z). Μετά πιέστε το πλήκτρο Αφετηρία για να θέσετε την οθόνη στο μηδέν. Τότε αυτή η οθόνη θα εμφανίσει τη θέση σχετικά με τη νεορυθμισμένη θέση μηδέν. Εργασία (Work Display) - Αυτή η οθόνη δείχνει πόσο μακριά είναι το εργαλείο από το σημείο μηδέν του X και του Z του προγραμματισμένου εξαρτήματος. Όταν ανάβει, θα εμφανίσει αυτόματα την τιμή στη νέα οριζόμενη σχετική θέση εργασίας G54. Το μηχάνημα χρησιμοποιεί αυτό το σύστημα συντεταγμένων για να λειτουργήσει το εξάρτημα. Μηχάνημα (Machine Display) - Είναι το σύστημα συντεταγμένων του μηχανήματος που ρυθμίζεται αυτόματα μόλις ανάβει και το πρώτο σημείο μηδέν. Δεν μπορεί να αλλάξει από τον χειριστή ή άλλα συστήματα συντεταγμένων εργασίας και πάντα θα δείχνει την απόσταση από το σημείο μηδέν του μηχανήματος. Απόσταση προς Διάνυση (Distance To Go) - Είναι μια οθόνη που δείχνει την απόσταση που απομένει πριν σταματήσουν οι άξονες, κατά τη διάρκεια προγραμματισμένης κίνησης 27
28 ΟΘΟΝΗ ΝΕΩΝ ΟΡΙΖΟΜΕΝΩΝ ΣΧΕΤΙΚΩΝ ΘΕΣΕΩΝ Υπάρχουν 3 σελίδες νέας οριζόμενης σχετικής θέσης: Γεωμετρία Εργαλείου, Νέες οριζόμενες σχετικές θέσεις Μηδέν, Εργαλείου και Εργασίας. Γεωμετρία Εργαλείου/Φθορά (Tool Geometry/Wear) Η σελίδα εμφανίζεται πατώντας το πλήκτρο Νέα οριζόμενη σχετική θέση. Εμφανίζει τους αριθμούς των εργαλείων και τη γεωμετρία τους. Πιέζοντας ξανά το πλήκτρο Offset θα εμφανίσει την οθόνη φθοράς εργαλείου. Για να εισάγετε τιμές σε αυτά τα πεδία εισάγετε τον αριθμό-κλειδί και πιέστε F1. Εισάγοντας τον αριθμό-κλειδί και πατώντας F2 θα ρυθμίσει το αρνητικό της τιμής που εισήχθη στις νέες οριζόμενες σχετικές θέσεις. Μπαίνοντας σε μία τιμή και πατώντας το πλήκτρο Write/Enter θα προσθέσει την τιμή στην ήδη υπάρχουσα. Για να καθαρίσετε όλες τις τιμές στη σελίδα πιέστε Origin, θα εμφανιστεί Μηδενισμός Όλων- Ν/Ο(Y/N) πιέστε Y για να τα μηδενίσετε όλα ή πιέστε N για να αφήσετε τις τιμές όπως είναι. Νέα Οριζόμενη Σχετική Θέση Εργασίας Μηδέν (Work Zero Offset) Εμφανίζεται πατώντας το πλήκτρο Offset δύο φορές. Εμφανίζει τις τιμές που έχουν εισαχθεί ώστε κάθε εργαλείο πού είναι τοποθετημένο το εξάρτημα πάνω στο τραπέζι. Μπορεί να ρυθμιστεί μια τιμή για κάθε άξονα. Χρησιμοποιείστε τα πλήκτρα με τα βελάκια για να περιηγηθείτε σε κάθε κολώνα ή τα πλήκτρα Page Up ή Down για να δείτε τις άλλες νέες οριζόμενες σχετικές θέσεις στο τμήμα Εργασία Μηδέν. Για να εντοπίσει κάθε εργαλείο το εξάρτημα, τα εργαλεία που χρησιμοποιούνται στο πρόγραμμα πρέπει να μην ακουμπάνε Χωρίς Επαφή το εξάρτημα (βλέπε το κεφάλαιο Λειτουργία). Μια τιμή μπορεί να εισαχθεί πληκτρολογώντας ένα νούμερο και πατώντας F1, ή η τιμή μπορεί να προστεθεί στην ήδη υπάρχουσα πατώντας Enter/Write. Εισάγοντας έναν αριθμό-κλειδί και πατώντας F2 θα ρυθμίσει το αρνητικό της τιμής που εισήχθη στις νέες οριζόμενες σχετικές θέσεις. Για να καθαρίσετε όλες τις τιμές στη σελίδα πιέστε Origin, θα εμφανιστεί Μηδενισμός Όλων-Ν/Ο(Y/N) πιέστε Y για να τα μηδενίσετε όλα ή πιέστε N για να αφήσετε τις τιμές όπως είναι. ΟΘΟΝΗ ΕΚΤΕΛΟΥΜΕΝΩΝ ΕΝΤΟΛΩΝ Οι παρακάτω σελίδες είναι σελίδες Τρέχουσας Εντολής (Current Command). Πιέστε το πλήκτρο Current Commands και με τη χρήση των πλήκτρων Page Up/Down θα πλοηγηθείτε στις σελίδες. Έλεγχος Προγραμματισμένων Εντολών (Program Command Check Display) - Εμφανίζει την τρέχουσα εικόνα των σημαντικών εντολών. Εμφανίζει την προγραμματισμένη ταχύτητα της ατράκτου (PGM), την ταχύτητα της ατράκτου όπως έχει επιβληθεί από το πρόγραμμα (CMD), και την πραγματική ταχύτητα της ατράκτου (ACT). Επιπρόσθετα, εμφανίζει τις εντολές CW, CCW, ή εντολές παύσης που στάλθηκαν στην άτρακτο και την τρέχουσα θέση του γραναζιού μετάδοσης κίνησης (αν υπάρχει). Αυτή η οθόνη εμφανίζει επίσης τη θέση των αξόνων. Εμφανίζονται 4 συντεταγμένες (χειριστής, εργασία, μηχάνημα, ή απόσταση προς διάνυση) (βλέπε το παραπάνω κεφάλαιο εμφάνιση θέσεων για την περιγραφή) και επιλέγονται χρησιμοποιώντας τον κέρσορα και τα πλήκτρα Πάνω/Κάτω ή Page Up/Down. Αν το μηχάνημα έχει την προαιρετική Προγραμματισμένη Ψύξη (P-Cool), θα εμφανιστεί επίσης η τρέχουσα θέση του κρουνού. Τρέχουσες Εντολές (Current Display Command) - Εμφανίζει τους τρέχοντες κωδικούς προγράμματος και τις τρέχουσες τιμές τους. Αυτές οι τιμές μπορεί να μην αλλάζουν σε αυτή την οθόνη. Χρονομετρητές Λειτουργίας (Operation Timers Display) - Εμφανίζει τον τρέχον χρόνο που είναι το μηχάνημα αναμμένο, το χρόνο έναρξης κύκλου (το συνολικό χρόνο που το μηχάνημα τρέχει ένα πρόγραμμα), και το χρόνο τροφοδότησης (το συνολικό χρόνο που το μηχάνημα τροφοδοτεί). Αυτοί οι χρόνοι μπορούν να επανέλθουν στο μηδέν χρησιμοποιώντας τον κέρσορα για να φωτίσετε έντονα τον τίτλο που θέλετε και πατώντας το πλήκτρο Origin. Κάτω από αυτούς τους χρόνους βρίσκονται 2 μετρητές M30, που χρησιμοποιούνται για να μετρούν τα ολοκληρωμένα εξαρτήματα. Μπορούν να ρυθμιστούν στο μηδέν ανεξάρτητα και να παρέχουν τον αριθμό των κομματιών ανά βάρδια και το σύνολο των εξαρτημάτων. Μάκρο Μεταβλητές (Macro Variables Display) - Εμφανίζει μια λίστα μάκρο-μεταβλητών και τις παρούσες τιμές τους. Καθώς η ρύθμιση τρέχει το πρόγραμμα, οι μεταβλητές θα ανανεώνονται. Επιπρόσθετα, οι μεταβλητές μπορούν να τροποποιηθούν. Δείτε το κεφάλαιο "Macros" για περισσότερες πληροφορίες. 28
29 Συντήρηση (Maintenance) - Αυτή η σελίδα επιτρέπει στο χειριστή να ενεργοποιήσει και να απενεργοποιήσει μια σειρά ελέγχων (βλέπε κεφάλαιο Συντήρηση). Διάρκεια Ζωής Εργαλείου (Tool Life Display) - Εμφανίζει το χρόνο που χρησιμοποιείται το εργαλείο σε μία πρόωση (Feed-Time), το χρόνο που το εργαλείο βρίσκεται σε θέση κοπής (Total-Time), και πόσες φορές επιλέχθηκε το εργαλείο (Usage). Αυτές οι πληροφορίες χρησιμοποιούνται ως βοήθεια για τον προσδιορισμό της διάρκειας ζωής του εργαλείου. Οι τιμές μπορούν να επανέλθουν στο μηδέν επισημαίνοντας την τιμή και πατώντας το πλήκτρο Origin. Η μέγιστη τιμή είναι 32767, όταν φτάσει αυτή την τιμή, ξεκινάει πάλι από το μηδέν. Αυτή η οθόνη χρησιμοποιείται επίσης ως προειδοποίηση όταν ένα εργαλείο χρησιμοποιείται για ένα συγκεκριμένο αριθμό φορών. Η τελευταία κολώνα ονομάζεται Ειδοποίηση. Εισάγοντας έναν αριθμό σε αυτή την κολώνα το μηχάνημα θα εμφανίσει ειδοποίηση (#362 Tool Usage Alarm) όταν φτάσει αυτόν τον αριθμό. Φορτίο Εργαλείου (Tool Load Monitor and Display) - Ο χειριστής μπορεί να εισάγει το μέγιστο ποσό του φορτίου εργαλείου, επί τοις εκατό %, για κάθε εργαλείο. Ο χειριστής μπορεί να επιλέξει την κατάλληλη ενέργεια όταν γίνει υπέρβαση του φορτίου. Αυτή η οθόνη επιτρέπει την εισαγωγή αυτού του σημείου ειδοποίησης και εμφανίζει επίσης το μεγαλύτερο φορτίο που είχε το εργαλείο σε προηγούμενη πρόωση. Η οθόνη φορτίου εργαλείου λειτουργεί όταν το μηχάνημα είναι σε λειτουργία πρόωσης (G01, G02, ή G03). Αν υπάρχει υπέρβαση ορίου, τότε θα συμβεί η ενέργεια που καθορίζεται στη Ρύθμιση 84 (βλέπε κεφάλαιο ρυθμίσεων για την περιγραφή). Δεν συνιστάται να χρησιμοποιήσετε την οθόνη φορτίου εργαλείου όταν βρίσκεστε στο G96, Επιλογή Λειτουργίας Συνεχούς Ταχύτητας Επιφάνειας. Το σύστημα δεν μπορεί να διακρίνει το φορτίο της επιτάχυνσης της ατράκτου από το φορτίο του εργαλείου. Οι συνθήκες υπερφόρτωσης του εργαλείου μπορούν να προκληθούν κατά τη διάρκεια της πρόωσης του άξονα-χ εξαιτίας της επιτάχυνσης της ατράκτου όταν βρίσκεστε στο G96 Επιλογή Λειτουργίας Συνεχούς Ταχύτητας Επιφάνειας. Φορτίο Άξονα (Axis Load Monitor) - Το φορτίο του άξονα στο 100% παρουσιάζει το μέγιστο συνεχόμενο φορτίο. Μπορεί να εμφανιστεί στην οθόνη έως και 250%, όμως ένα φορτίο άξονα πάνω από 100%, για αρκετή ώρα, μπορεί να σημάνει ειδοποίηση υπερφόρτωσης. ΟΘΟΝΗ ΣΗΜΑΤΩΝ ΚΙΝΔΥΝΟΥ/ΜΗΝΥΜΑΤΩΝ Ειδοποιήσεις (Alarms) Επιλέγετε την οθόνη ειδοποιήσεων πατώντας το πλήκτρο Alarm/Mesgs. Υπάρχουν 3 τύποι οθονών ειδοποιήσεων. Η πρώτη εμφανίζει τις τρέχουσες ειδοποιήσεις. Πατώντας το δεξί βέλος γυρίζει στην οθόνη Ιστορικό Ειδοποιήσεων, που εμφανίζει τις ειδοποιήσεις που έχουν ληφθεί. Πατώντας ξανά το Δεξί βέλος γυρίζει στην οθόνη ειδοποίησης που εμφανίζει μία ειδοποίηση τη φορά και την περιγραφή της. Ο χρήστης μπορεί να περιηγηθεί σε όλες τις ειδοποιήσεις πατώντας τα πλήκτρα με τα βελάκια Πάνω και Κάτω. Επίσης ο χρήστης μπορεί να εισάγει ένα νούμερο ειδοποίησης να πιέσει το πλήκτρο Write/Enter και θα εμφανιστεί το όνομα και η περιγραφή. Πατώντας το Page Down θα εμφανιστεί μια σελίδα για μηνύματα και σημειώσεις του χρήστη. Σημειώστε ότι ο κέρσορας και τα πλήκτρα Page Up και Page Down μπορούν να χρησιμοποιηθούν για τη μετακίνηση ανάμεσα σε μεγάλο αριθμό ειδοποιήσεων. Μηνύματα (Messages) Επιλέγετε την οθόνη μηνυμάτων πατώντας το πλήκτρο Alarm/Mesgs δύο φορές. Αυτή είναι μια οθόνη μηνυμάτων του χειριστή και δεν επηρεάζει τη λειτουργία της ρύθμισης. Χρησιμοποιείστε το πληκτρολόγιο για να εισάγετε μηνύματα. Τα πλήκτρα Ακύρωση και Κενό μπορούν να χρησιμοποιηθούν για να απομακρύνετε τα υπάρχοντα μηνύματα και το πλήκτρο Διαγραφή για να απομακρύνετε μια ολόκληρη γραμμή. Τα δεδομένα αποθηκεύονται και διατηρούνται αυτόματα ακόμα και σε κατάσταση μη λειτουργίας. Η σελίδα οθόνης μηνυμάτων θα εμφανιστεί κατά την έναρξη λειτουργίας αν δεν υπάρχουν ειδοποιήσεις. ΟΘΟΝΗ ΤΩΝ ΛΕΙΤΟΥΡΓΙΩΝ ΡΥΘΜΙΣΗΣ/ΓΡΑΦΙΚΑ Οι Ρυθμίσεις επιλέγονται πατώντας το πλήκτρο Setng/Graph. Υπάρχουν κάποιες ειδικές λειτουργίες στις ρυθμίσεις που αλλάζουν τη συμπεριφορά του τόρνου. Δείτε το κεφάλαιο "Ρυθμίσεις" για πιο λεπτομερή περιγραφή. Τα Γραφικά επιλέγονται πατώντας το πλήκτρο Setng/Graph δύο φορές. Είναι μια οπτική απλή λειτουργία του προγράμματος χωρίς να χρειάζεται να μετακινήσετε τους άξονες με τον κίνδυνο ζημιών στα εργαλεία ή το εξάρτημα από σφάλματα στο πρόγραμμα. Αυτή η επιλογή λειτουργίας θεωρείται πιο χρήσιμη από αυτή της Απλής Λειτουργίας, γιατί όλες οι νέες οριζόμενες σχετικές θέσεις εργασίας και εργαλείων και τα όρια μετακίνησης μπορούν να ελεγχθούν πριν λειτουργήσει το μηχάνημα. Ο κίνδυνος κατάρρευσης/κρασαρίσματος κατά τη διάρκεια της αρχικής οργάνωσης μειώνεται κατά πολύ. 29
30 Επιλογή Λειτουργίας Γραφικών (Graphics Mode Operation) - Για να τρέξει ένα πρόγραμμα στην λειτουργία γραφικών, πρέπει να φορτωθεί ένα πρόγραμμα και η ρύθμιση να βρίσκεται σε Mem η MDI λειτουργία. Πιέζοντας το Setng/Graph δυο φορές επιλέγετε η λειτουργία γραφικών. Η οθόνη γραφικών έχει ορισμένα χαρακτηριστικά. Βοηθητική περιοχή πλήκτρων (Key Help Area) - Στην δεξιά πλευρά στην κορυφή τις γραμμής βρίσκεται η βοηθητική περιοχή πλήκτρων. Τα πλήκτρα που είναι διαθέσιμα εμφανίζονται παρακάτω με μία σύντομη περιγραφή για την χρήση τους. Παράθυρο Εντοπισμού (Locator Window) - Στο κάτω δεξιά μέρος της οθόνης υπάρχουν δυο επιλογές λειτουργίας. Μπορεί να δείξει όλη την περιοχή του τραπεζιού και υποδεικνύει την ακριβή θέση του κοπτικού εργαλείου κατά την διάρκεια της προσομοιώσεις. Η μπορεί να χρησιμοποιηθεί για να εμφανίζει τις τέσσερις του προγράμματος που εκτελείται. Το πλήκτρο F4 χρησιμοποιείται για να εναλλάσσει αυτές τις δυο λειτουργίες. Παράθυρο Διαδρομή Εργαλείου (Tool Path Window) - Στο κέντρο τις οθόνης υπάρχει ένα μεγάλο παράθυρο που αναπαριστά την όψη των αξόνων. Εμφανίζει τα βήματα των εργαλείων κατά την διάρκεια τις γραφικής προσομοίωσης του προγράμματος. Οι γρήγορες κινήσεις εμφανίζονται σαν διακεκομμένες γραμμές, ενώ η κίνηση πρόωσης εμφανίζεται με κύριες γραμμές. (Σημειώστε ότι η Ρύθμιση 4 μπορεί να απενεργοποιήσει την γρήγορη διαδρομή.) Τα σημεία που χρησιμοποιείται ένας κύκλος κατεργασίας με τρυπάνι σημειώνεται με ένα Χ. Σημείωση: Η Ρύθμιση 5 μπορεί να απενεργοποιήσει την σημείωση αυτή. Κλιμάκωση του Παραθύρου Διαδρομής Εργαλείου (Scaling the Tool Path Window) - Το παράθυρο διαδρομής εργαλείου μπορεί να κλιμακωθεί. Αφού τρέξει το πρόγραμμα, πιέζοντας το πλήκτρο F2 θα κλιμακωθεί η διαδρομή του εργαλείου. Χρησιμοποιώντας το πλήκτρο Page Down και τα βελάκια για να επιλέγω το τμήμα τις διαδρομής του εργαλείου. Πιέζοντας το F2 θα εμφανιστή ένα ορθογώνιο παράθυρο εστίασης (zoom windows) που προσδιορίζει τη μεγενθιμένη περιοχή. Σημείωση: Η βοηθητική περιοχή θα επισημανθεί, δείχνοντας τη διαδικασία αποκλιμάκωσης. Το παράθυρο εντοπισμού (στο κάτω δεξιά μέρος) δείχνει ολόκληρο το τραπέζι με ένα περίγραμμα όπου έχει εστιάσει το παράθυρο διαδρομής εργαλείου. Το πλήκτρο Page Up μειώνει την εστίαση ( un-zooms ) στο ορθογώνιο. Αφού μεγεθύνατε και/η μετακινήσατε το παράθυρο εστίασης, πιέζοντας το πλήκτρο Write/Enter θα ολοκληρώσει την διαδικασία τις μεγέθυνσης και θα αποκλιμακώσει το Παράθυρο Διαδρομής Εργαλείου. Αφού αποκλιμακωθεί το Παράθυρο Διαδρομής Εργαλείου είναι καθαρό και το πρόγραμμα πρέπει να τρέξει ξανά για να δείτε τη διαδρομή του εργαλείου. Η κλίμακα και η θέσει του Παραθύρου Διαδρομής Εργαλείου αποθηκεύονται στις Ρυθμίσεις 65 εως 68. Αφήνοντας τα Γραφικά για να επεξεργαστείτε το πρόγραμμα και επιστρέφοντας πίσω στα Γραφικά θα διατηρήσει την προηγούμενη κλιμάκωση σε ισχύ. Πιέζοντας το πλήκτρο F2 και μετα το πλήκτρο Home θα μεγαλώσει το παράθυρο Διαδρομής Εργαλείου για να καλύψη ολόκληρο το τραπέζι. Κατάσταση Ρύθμισης (Control Status) - Η κάτω αριστερή πλευρά της οθόνης εμφανίζει την κατάσταση της ρύθμισης. Είναι το ίδιο όπως οι τελευταίες 4 γραμμές όλων των άλλων οθονών. Παράθυρο Θέσης (Position Window) - Σε αυτό το παράθυρο μπορείτε να δείτε την τοποθεσία όλων των ενεργοποιημένων αξόνων. Αντίθετα πιέζοντας το πλήκτρο F3 η τα βελάκια πάνω και κάτω θα εμφανιστούν διάφορες μορφές θέσεων. Επίσης το παράθυρο αυτό εμφανίζει την κλίμακα του παράθυρου Διαδρομής Εργαλείου και τον αριθμό του τρέχοντος εργαλείου που εξομοιώθηκε. ΗΜΕΡΟΜΗΝΙΑ ΚΑΙ ΩΡΑ Η ρύθμιση διατηρεί ρολόι και ημερομηνία. Για να δείτε την ώρα και την ημερομηνία, πιέστε το πλήκτρο Help μέχρι η ημερομηνία και η ώρα να εμφανιστούν. Για να ρυθμίσετε την ημερομηνία και την ώρα, χρησιμοποιήστε τα πλήκτρα με τα βελάκια πάνω και κάτω για να επιλέξετε την ημερομηνία και την ώρα. Χρησιμοποιήστε τα πλήκτρα με τα βελάκια δεξιά και αριστερά ή τον χειρισμό κίνησης για να κάνετε τις μετατροπές. ΠΡΟΣΤΑΣΙΑ ΟΘΟΝΗΣ Τα μηχανήματα Haas διαθέτουν προστασία οθόνης για το χειριστήριο του χρήστη. Μετά από κάποιο χρονικό περιθώριο, που δεν θα χρησιμοποιήστε το πληκτρολόγιο θα αρχίσει η προστασία οθόνης. Όταν η προστασία οθόνης είναι ενεργή, οι λέξεις screen saver θα εμφανιστούν και θα αλλάζουν θέση κάθε 2 δευτερόλεπτα. Η προστασία οθόνης ακυρώνεται αν πατήσετε οποιοδήποτε πλήκτρο, χειρισμό κίνησης ή ειδοποίηση μηχανήματος. Η προστασία οθόνης δεν θα ενεργοποιηθεί αν η ρύθμιση είναι στην λειτουργία ύπνου, Μετακίνησης, Επεξεργασίας, Γραφικών, Μνήμης, Δεδομένων, και εμφανίζεται η οθόνη Prgm. 30
31 ΛΕΙΤΟΥΡΓΙΕΣ ΒΟΗΘΕΙΑΣ/ΑΡΙΘΜΟΜΗΧΑΝΗΣ Βοήθεια (Help) Πιέζοντας το πλήκτρο Help, θα εμφανιστεί ένα μικρό εγχειρίδιο. Χρησιμοποιήστε τα αλφαριθμητικά πλήκτρα για να επιλέξετε το θέματα, ή χρησιμοποιήστε τα πλήκτρα Page Up/Page Down ή τα βελάκια Πάνω/Κάτω για να πλοηγηθείτε στα βοηθητικά θέματα και στις περιγραφές. Αριθμητικός Υπολογιστής (Calculator) Η λειτουργία του αριθμητικού υπολογιστή επιλέγεται πιέζοντας δυο φόρες το πλήκτρο Help. Χρησιμοποιήστε τα πλήκτρα Page Up/Down για να κινηθείς στις σελίδες. Όλες οι λειτουργίες του αριθμητικού υπολογιστή κάνουν απλές προσθέσεις, αφαιρέσεις, πολλαπλασιασμούς και διαιρέσεις. Όταν επιλεγεί μια λειτουργία, ένα παράθυρο αριθμητικού υπολογιστή θα εμφανιστή με τους πιθανές λειτουργίες (Φόρτωση, +, -, * και /). Η Φόρτωση αρχικά φωτίζεται έντονα, και άλλες επιλογές μπορούν να επιλεχθούν με τα αριστερά και τα δεξιά βελάκια του κέρσορα. Τα νούμερα πληκτρολογούνται πιέζοντας το πλήκτρο Write/Enter. Όταν πληκτρολογήσετε το νούμερο και επιλεγεί η φόρτωση τα νούμερα θα μπουν αμέσως στο παράθυρο του αριθμητικό υπολογιστή. Όταν το νούμερο εισαχθεί ενώ επιλεγεί κάποια από τι άλλες λειτουργίες (+ - * /), θα γίνει η πράξη με το νούμερο που εισάγατε και το νούμερο που ήταν ήδη στο παράθυρο. Ο αριθμητικός υπολογιστής δέχεται επίσης μαθηματικές εκφράσεις όπως 23* /2. Θα την αξιολογήσει (κάνοντας πρώτα τον πολλαπλασιασμό και τη διαίρεση) και θα βγάλει το αποτέλεσμα, εδώ 89.8, στο παράθυρο. Πλήκτρα Λειτουργίας (Function Keys) : Τα πλήκτρα λειτουργίας μπορούν να χρησιμοποιηθούν για να αντιγράψουν και να επικολλήσουν το αποτέλεσμα του υπολογισμού σε ένα τμήμα του προγράμματος ή σε μια άλλη περιοχή του αριθμητικού υπολογιστή. F3 Στις επιλογές λειτουργίας Edit και MDI το πλήκτρο F3 θα αντιγράψει την έντονα φωτιζόμενη τιμή στη γραμμή εισαγωγής δεδομένων στο κάτω μέρος της οθόνης. Αυτό είναι χρήσιμο όταν ένα αποτέλεσμα θα χρησιμοποιηθεί σε κάποιο πρόγραμμα. Στην λειτουργία του αριθμητικού υπολογιστή, πιέζοντας το πλήκτρο F3 αντιγράφει την τιμή από το παράθυρο του αριθμητικού υπολογιστή στην εισαγωγή δεδομένων με έντονο φωτισμό για υπολογισμούς. F4 Στην λειτουργία του αριθμητικού υπολογιστή, αυτό το πλήκτρο χρησιμοποιεί την έντονα φωτισμένη δεδομένη τιμή για να φορτώσει, προσθέσει, αφαιρέσει, πολλαπλασιάσει ή διαιρέσει, με τον αριθμητικό υπολογιστή. Τριγωνομετρική Βοήθεια (Trigonometry Help Function) Η σελίδα υπολογισμού Τριγωνομετρίας θα βοηθήσει λύνοντας κάποιο τριγωνομετρικό πρόβλημα. Εισάγετε τα μήκη και τις γωνίες ενός τριγώνου και όταν εισαχθούν αρκετά δεδομένα, το σύστημα θα λύση το πρόβλημα του τριγώνου και θα εμφανίσει τις υπόλοιπες τιμές. Χρησιμοποιείστε τα πλήκτρα του κέρσορα Πάνω/Κάτω για να επιλέξετε την τιμή που θα εισαχθεί με το Write. Για στοιχεία που έχουν παραπάνω από μια λύσεις, εισάγοντας την τελευταία δεδομένη τιμή δεύτερη φορά θα προκαλέσει την εμφάνιση της δεύτερης πιθανής λύσης. 31

32 Κυκλική Παρεμβολή (Circular Interpolation) Η σελίδα κυκλικού υπολογιστή θα βοηθήσει στην επίλυση προβλήματος κύκλου. Εισάγετε το κέντρο, την ακτίνα, τις γωνίες, την αρχή και το τέλος των σημείων, όταν έχουν εισήχθη αρκετά δεδομένα, η ρύθμιση θα επιλύσει για την κυκλική κίνηση και θα απεικονίσει τις τιμές. Χρησιμοποιήστε τον κέρσορα με τα πλήκτρα πάνω/κάτω για να επιλέξετε την αξία που θα αναγράφετε με το Write. Επιπλέον, θα καταγραφούν εναλλακτικές μορφές ότι μια τέτοια κίνηση θα μπορούσε να προγραμματιστεί με G02 ή G03. Τα σχήματα μπορούν να επιλεχτούν πληκτρολογώντας με τον κέρσορα τα πλήκτρα πάνω/κάτω, και το πλήκτρο F3 θα εισάγει μια έντονα φωτισμένη γραμμή σε ένα πρόγραμμα που επεξεργάζεστε. Για τα προβλήματα που έχουν πάνω από μια λύση, εισάγοντας την τελευταία τιμή δεδομένου για δεύτερη φορά θα εμφανίσει την επόμενη δυνατή λύση. Για να αλλάξετε την τιμή CW σε CCW τιμή, φωτίστε έντονα τη στήλη CW/CCW και πιέστε το πλήκτρο Write/Enter. Εφαπτομένη Κύκλου-Ευθείας (Circle-Line Tangent Calculator) Το χαρακτηριστικό αυτό παρέχει την δυνατότητα να καθορίζονται τα σημεία τομής όπου ένας κύκλος και μια ευθεία εφάπτονται. Εισάγετε δυο σημεία, Α και Β, και ένα τρίτο σημείο C, μακριά από την εν λόγω ευθεία. Η ρύθμιση θα υπολογίσει το σημείο τομής. Το σημείο είναι εκεί όπου μια κανονική ευθεία από το σημείο C, θα τέμνει την ευθεία ΑΒ, καθώς και η κατακόρυφη απόσταση προς αυτήν την ευθεία. Εφαπτομένη Κύκλου-Κύκλου (Circle-Circle Tangent Calculator) Το χαρακτηριστικό αυτό παρέχει τη δυνατότητα να καθορίσετε τα σημεία τομής μεταξύ δυο κύκλων η σημείων. Ο χρήστης δίνει τη θέση των δυο κύκλων και των ακτινών τους. Η ρύθμιση υπολογίζει τότε όλα τα σημεία τομής που σχηματίζονται από τις γραμμές που εφάπτονται και στους δυο κύκλους. Σημειώστε ότι για όλες τις εισαγωγές συνθήκης όπου υπάρχουν δυο ασύνδετοι κύκλοι, υπάρχουν μέχρι και οκτώ σημεία τομής. Τέσσερα σημεία από τον σχεδιασμό ευθειών εφαπτόμενων και τέσσερα από την διαμόρφωση σχηματίζουν σταυρό εφαπτόμενων. Το πλήκτρο F1 χρησιμοποιείται για την εναλλαγή μεταξύ των δυο διαγραμμάτων. Όταν το πλήκτρο F είναι πατημένο, η ρύθμιση θα απαγορεύσει τα από και προς σημεία (A, B, C, κλπ.) που προσδιορίζουν ένα τμήμα του διαγράμματος. Εάν το τμήμα είναι τόξο, η ρύθμιση θα υπαγόρευση τα σημεία C ή W (CW ή CCW). Τότε εμφανίζεται το δείγμα του κώδικα G στο κάτω μέρος της οθόνης. Όταν εισάγετε το T, το προηγούμενο σημείο προς γίνετε το νέο σημείο από το σημείο κι η ρύθμιση ζητά ένα νέο σημείο προς. Για να εισάγετε την λύση (γραμμή κώδικα), πρέπει να αλλάξετε την λειτουργία σε MDI ή Edit και πιέστε F3,καθώς το G- code είναι ήδη στην γραμμή εισόδου. 32
33 Διάγραμμα Τρυπανιού/Κολαούζων (Drill/Tap Chart) Πιέζοντας το πλήκτρο Help/Calc την τρίτη φορά εμφανίζει ένα Διάγραμμα Τρυπανιού/Κολαούζων. ΜΕΤΡΗΤΗΣ ΕΠΙΠΕΔΟΥ ΨΥΚΤΙΚΟΥ Το Επίπεδο του ψυκτικού υγρού εμφανίζεται στιν σελίδα Τρέχουσων Εντολών. Μία κάθετη μπάρα στην αριστερή πλευρά της οθόνης δείχνει την κατάσταση του ψυχτικού υγρού. Η εμφάνιση θα αναβοσβήσει όταν το ψυκτικό υγρό φτάσει ένα σημείο που μπορεί να προκαλέσει περιοδική διαρροή. ΔΥΝΑΤΟΤΗΤΕΣ Δοκιμαστική Λειτουργία Επιλογής 200 Ωρών (200 Hour Control Option Try-Out) Οι επιλογές πού χρειάζονται συνήθως κωδικό ξεκλειδώματος για να ενεργοποιηθούν (Rigid Tap, Macros, κλπ.) μπορούν να ενεργοποιηθούν και να απενεργοποιηθούν εύκολα εισάγοντας το νούμερο 1 αντί για τον κώδικα ξεκλειδώματος. Εισάγετε το 0 για να τερματίσετε την λειτουργία. Μια επιλογή που ενεργοποιείται με αυτόν τον τρόπο αυτόματα θα απενεργοποιηθεί μετά από αυτές τις 200 ώρες λειτουργίας. Σημειώστε ότι η απενεργοποίηση πραγματοποιείται μόνο όταν το μηχάνημα έχει σβήσει (Turn off), όχι όταν βρίσκεται σε λειτουργία. Μια επιλογή μπορεί να ενεργοποιηθεί μόνιμα εισάγοντας τον κωδικό ξεκλειδώματος. Σημειώστε ότι το γράμμα T θα εμφανίζεται δεξιά τις επιλογής στην οθόνη παραμέτρου κατά την διάρκεια τις περιόδου των 200 ωρών. Σημειώστε η επιλογή του κυκλώματος ασφαλείας εξαιρείται, ενεργοποιείται και απενεργοποιείται μόνο με τους κώδικες ξεκλειδώματος. Για να εισάγετε το 1 ή το 0 στην επιλογή πρέπει να έχετε απενεργοποιήσει την Ρύθμιση 7 (Παράμετρος Κλειδώματος) και το πλήκτρο Επείγουσας Παύσης πατημένο. Όταν η επιλογή φτάσει τις 100 ώρες το μηχάνημα θα δώσει ένα προειδοποιητικό ήχο ότι ο χρόνος δοκιμαστικής λειτουργίας σχεδόν τελειώνει. Για μόνιμη ενεργοποίηση μιας επιλογής, επικοινωνήστε με τον διανομέα σας. Σκληρός Δίσκος USB και Πρωτόκολλο Δικτύου Ethernet (Hard Disk Drive, USB and Ethernet) Αποθηκεύουν και μεταφέρουν μνήμη μεταξύ του Haas μηχανήματος σας και ενός δικτύου. Τα αρχεία του προγράμματος μεταφέρονται εύκολα από και προς την μνήμη, και επιτρέπουν την μεταφορά DNC μεγάλων αρχείων με ταχύτητα 800 χαρακτήρων ανά δευτερόλεπτο. Macros Δημιουργεί υπορουτίνες για κύκλους επεξεργασίας, ρουτίνες εξέτασης, εντολές του χειριστή, μαθηματικές εξισώσεις ή συναρτήσεις, και επεξεργασία συγγενικών εξαρτημάτων με μεταβλητές. Αυτόματη Πόρτα (Auto Door) Η επιλογή της αυτόματης πόρτας ανοίγει αυτόματα της πόρτες του μηχανήματος μέσω του προγράμματος. Αυτό μειώνει την κούραση του χειριστή, ή επιτρέπει την λειτουργία χωρίς επίβλεψη όταν γίνεται χρήση του ρομποτικού φορτωτή. Αυτόματη Ισχυρή Πίεση (Auto Jet Blast) Η επιλογή αυτή κρατάει το κατεργαζόμενο κομμάτι καθαρό. Με της πόρτες κλειστές, η M-Code ενεργοποιεί την πίεση αέρα και καθαρίζει τους σφικτήρες και το κατεργαζόμενο κομμάτι από το ψυκτικό υγρό και απόβλητα. Προρύθμιση Εργαλείου (Tool Presetter) Η χειροκίνητη Μονάδα Εντοπισμού Άκρου Κοπτικού Εργαλείου κατεβαίνει για γρήγορη ρύθμιση εργαλείου. Ακουμπήστε την άκρη του κοπτικού εργαλείου στον αισθητήρα και οι νέες οριζόμενες θέσεις εισάγονται αυτόματα. Έντονος Φωτισμός (High Intensity Lighting) Τα φώτα Αλογόνου παρέχουν δυνατό φώς, ακόμα και στην περιοχή εργασίας για την επιθεώρηση του εξαρτήματος, την αρχική οργάνωση εργασίας και τις αλλαγές - ιδανικό για εργασίες όπως διάπλαση / καλούπωμα. Ο φωτισμός ανοίγει και κλείνει αυτόματα όταν οι πόρτες ανοίγουν και κλείνουν, ή μπορούν να ενεργοποιηθούν χειροκίνητα από ένα διακόπτη. Παροχή Σταθερού Στηρίγματος (Steady Rest Provision) Η πλατφόρμα σταθερού στηρίγματος παρέχει αυξημένη στήριξη σε λειτουργίες μακρών ή στενών αξόνων. Οι βιομηχανοποιημένες οπές δέχονται τους περισσότερους βραχίονες σταθερού στηρίγματος εναλλακτικής αγοράς. 33
34 M - Ηλεκτρονόμοι Λειτουργίας (M-Function Relays) Προσθέτει παραπάνω ηλεκρτονόμους για να αυξήσει την παραγωγικότητα. Αυτές οι επιπρόσθετες παροχές του M-Code μπορουν να χρησιμοποιηθουν για να ενεργοποιήσούν τα ακροφύσια, τις βοηθητικές αντλίες, τους φορτωτές εξαρτημάτων,κλπ. Έλεγχος μικροκινήσεων από απόσταση (Remote Jog Handle) Ο πολύπλευρος έλεγχος μικροκινήσεων από απόσταση της Haas μπορεί να χρησιμοποιηθεί για να κινεί όλους τους άξονες, όπως επίσης και για να επεξεργάζεται προγράμματα, την ρύθμιση της ταχύτητας της ατράκτου και των διαδικασιών και πολλά άλλα. Κεντροφορέας (Tailstock) Ο πλήρως προγραμματισμένος υδραυλικός κεντροφορέας μπορεί να ενεργοποιηθεί μέσω προγράμματος ή να τον διαχειρίζεται απευθείας ο χειριστής από τον στάνταρ διακόπτη ποδιού. Υποδοχέας Εξαρτήματος (Parts Catcher) Ο προαιρετικός αγωγός γυρίζει σε θέση ώστε να πιάσει τα τελειωμένα εξαρτήματα και να τα κατευθύνει σε ένα κάδο που τοποθετείτε στην μπροστινή πόρτα. Δεν χρειάζεται να σταματήσει το μηχάνημα και να ανοίξει η πόρτα για να αποσύρετε τα εξαρτήματα. Τροφοδότης Ράβδων (Barfeeder) Σχεδιασμένος για να αυξήσει την παραγωγικότητα και να δώσει αεροδυναμικό σχήμα στης λειτουργίες περιστροφής, αυτός ο σερβοκινούμενος Τροφοδότης Ράβδων είναι αποκλειστικά για τους CNC τόρνους της Haas. Μοναδικά χαρακτηριστικά κάνουν οργάνωση και την λειτουργία απλή, όπως μια μεγάλη θύρα πρόσβασης για την αλλαγή της ράβδου της ατράκτου, και μια προσαρμογή για την ρύθμιση της διαμέτρου της ράβδου. Ενεργά Κοπτικά Εργαλεία (Live Tooling) Η επιλογή των ενεργών εργαλείων σας επιτρέπει να καθοδηγείται τα στάνταρ εργαλεία καθοδήγησης αξόνων και ακτινών DVI να εκτελέσουν δευτερεύουσες λειτουργίες όπως τρύπημα ή χτύπημα, στην πρόσοψη και γύρο από την διάμετρο του εξαρτήματος. Η κύρια άτρακτος παρέχει προσαυξήσεις στην θέση του εξαρτήματος και την επαναληψιμότητα. Άξονας-C (C-Axis) Ο Άξονας-C παρέχει μεγάλη ακρίβεια, που παρεμβάλλεται πλήρως στις κινήσεις του άξονα-χ και / ή Ζ. Η παρέμβαση καρτεσιανών πολικών συντεταγμένων επιτρέπει τον προγραμματισμό λειτουργιών περιγράμματος πρόσοψης χρησιμοποιώντας παραδοσιακά Χ και Ζ συντεταγμένες. Διακόπτης Κλειδώματος Μνήμης (Memory Lock Key Switch) Κλειδώνει την μνήμη για να αποτρέψει τυχαία ή ακατάλληλο προγραμματισμό από μη εξουσιοδοτημένο προσωπικό. Μπορεί επίσης να χρησιμοποιηθεί για να κλειδώσει ρυθμίσεις, παραμέτρους, νέα οριζόμενη σχετική θέση και μακρομεταβλητες. Προσανατολισμός Ατράκτου (Spindle Orientation) Η επιλογή Προσανατολισμού Ατράκτου επιτρέπει την τοποθέτηση της ατράκτου σε μια συγκεκριμένη, προγραμματισμένη γωνία, χρησιμοποιώντας των στάνταρ κινητήρα ατράκτου και του στάνταρ κωδικοποιητή ατράκτου για ανατροφοδότηση. Η επιλογή αυτή παρέχει ακρίβεια θέσεις (0.1 μοίρες). Βοηθητικό φίλτρο (Auxiliary Filter) Αυτό το σύστημα φίλτρου τύπου σακούλας #2 25-micro απομακρύνει μόλυνση και κόκκους σκόνης από το ψυκτικό υγρό πριν από την επανακυκλοφορία του από την αντλία. Το φίλτρο αυτό είναι υποχρεωτικό για μηχανήματα εξοπλισμένα με ψυκτικό υγρό μέσω ατράκτου όταν επεξεργάζονται χυτοσίδηρο, χυτοχάλυβα και άλλα στιλωβατικά υλικά, και μπορεί να χρησιμοποιηθεί επίσης και σε μηχανήματα non-tsc. 34
35 ΕΝΑΡΞΗ ΛΕΙΤΟΥΡΓΙΑΣ ΜΗΧΑΝΗΜΑΤΟΣ Θέτεται το μηχάνημα σε λειτουργία πιέζοντας το πλήκτρο Power On στο ειδικό χειριστήριο. Το μηχάνημα θα κάνει αυτόματα έναν έλεγχο και θα εμφανίσει ή στην οθόνη μηνυμάτων, αν υπάρχει κάποιο μήνυμα, ή την οθόνη ειδοποιήσεων. Σε κάθε περίπτωση, σε κάθε περίπτωση ο μύλος θα έχει μια ειδοποίηση. Πιέζοντας το πλήκτρο Reset μερικές φορές θα διαγράψει τις ειδοποιήσεις απο την οθόνη. Αν κάποια ειδοποίηση δεν μπορεί να διαγραφεί, το μηχάνημα ίσως χρειάζεται συντήρηση. Στην περίπτωση αυτή καλέστε τον διανομέα σας. Όταν οι ειδοποιήσεις έχουν διαγραφεί, το μηχάνημα χρειάζεται κάποιο σημείο αναφοράς όπου θα ξεκινάει όλες τις λειτουργίες. Αυτό το σημείο ονομάζεται Αρχικό. Για να βάλετε το μηχάνημα στο Αρχικό σημείο, πιέστε το πλήκτρο επανεκκίνησης. Προσοχή: Μόλις πιέσουμε το πλήκτρο επανεκκίνησης θα ξεκινήσει η αυτόματη κίνηση. Μείνετε μακριά από το εσωτερικό του μηχανήματος και από την μονάδα αλλαγής κοπτικού. Εφόσον βρεθεί το αρχικό σημείο, θα εμφανιστεί η σελίδα τρεχουσών εντολών, και το μηχάνημα είναι έτοιμο για λειτουργία. ΕΙΣΑΓΩΓΗ ΣΤΟΝ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟ Χειροκίνητη Εισαγωγή Δεδομένων (Manual Data Input-MDI) Η Χειροκίνητη Εισαγωγή Δεδομένων είναι ένας τρόπος να δώσετε εντολή στο αυτόματο CNC για να κινηθεί χωρίς να χρησιμοποίει κάποιο επίσημο πρόγραμμα. Πιέζοντας το πλήκτρο MDI για να μπείτε σε αυτήν την λειτουργία. Ο κώδικας προγραμματισμού εισάγεται πληκτρολογώντας τις εντολές και πιέζοντας Enter στο τέλος κάθε γραμμής. Σημειώστε ότι ένα Τέλος Τμήματος End Of Block (EOB) θα εισαχθεί αυτόματα στο τέλος κάθε γραμμής. Για να επεξεργαστείτε ένα πρόγραμμα MDI, χρησιμοποιήστε τα πλήκτρα δεξιά του πλήκτρου Edit. Όταν ο κέρσορας βρίσκεται στο σημείο που αλλάζει, τότε οι επεξεργασμένες λειτουργίες μπορούν να χρησιμοποιηθούν. Για να εισάγετε μια επιπλέον εντολή στην γραμμή, πληκτρολογήστε την νέα εντολή και πιέστε το πλήκτρο Enter. Για να αλλάξετε μια τιμή, χρησιμοποιήστε τα πλήκτρα με τα βέλη ή το χειρισμό μετακίνησης για να φωτίσετε έντονα την εντολή, πληκτρολογήστε την νέα εντολή και πιέστε Αλλαγή Για να διαγράψετε μια εντολή, επισημάνετε την εντολή και πιέστε το πλήκτρο Delete. Το πλήκτρο Αναίρεσης θα επαναφέρει της αλλαγές (έως 9 φορές) που έχουν γίνει στο πρόγραμμα MDI. Ένα MDI πρόγραμμα μπορεί να αποθηκευθεί στην μνήμη της ρύθμισης. Για να γίνει αυτό, ο κέρσορας πρέπει να βρίσκετε στην αρχή του προγράμματος (ή πιέστε το πλήκτρο Αρχικό), πληκτρολογήστε το όνομα του προγράμματος (τα προγράμματα πρέπει να ονομάζονται με τη χρήση της μορφής Onnnnn, δηλαδή το γράμμα "O" που ακολουθείται από το πολύ 5 νούμερα) και πιέστε το πλήκτρο Αλλαγή. Έτσι το πρόγραμμα θα προστεθεί στην λίστα τον προγραμμάτων και θα καθαρίσει το MDI. Για να ξαναχρησιμοποιήσετε το πρόγραμμα, πιέστε το πλήκτρο Λίστα Προγράμματος και επιλέξτε το. Τα δεδομένα MDI διατηρούνται και μετά την έξοδο από την επιλογή λειτουργίας MDI ακόμα και όταν το μηχάνημα είναι εκτός λειτουργίας. Για να διαγράψετε τις τρέχουσες εντολές MDI πιέστε το πλήκτρο Διαγραφή Προγράμματος. Αριθμημένα Προγράμματα (Numbered Programs) Για να δημιουργήσετε ένα νέο πρόγραμμα, πιέστε το πλήκτρο Λίστα Προγράμματος για να σας εισάγει στην οθόνη προγραμμάτων και την λίστα της επιλογής λειτουργίας προγραμμάτων. Εισάγετε ένα αριθμό προγράμματος (Onnnnn) και πιέστε το πλήκτρο Επιλογή Προγράμματος ή το Enter. Αν το πρόγραμμα αυτό υπάρχει, θα επιλεγεί. Αν δεν υπάρχει, θα δημιουργηθεί. Πιέστε το πλήκτρο Edit για να δείξει το νέο πρόγραμμα. Το νέο πρόγραμμα θα αποτελείται από το όνομα του προγράμματος και ένα τέλος τμήματος (;). Τα αριθμημένα προγράμματα διατηρούνται όταν το μηχάνημα είναι κλειστό. 35
36 Βασική Επεξεργασία των Προγραμμάτων MDI και των Αριθμημένων Προγραμμάτων (Basic Editing of MDI and Numbered Programs) Η μόνη διαφορά ανάμεσα σε ένα MDI και ενός αριθμημένου προγράμματος είναι ο κώδικας Ο. Για να επεξεργαστείτε ένα πρόγραμμα MDI, πιέστε απλά το πλήκτρο MDI. Για να επεξεργαστείτε ένα αριθμημένο πρόγραμμα, επιλέξτε το, και πιέστε το πλήκτρο Επεξεργασία. Πληκτρολογήστε τα δεδομένα του προγράμματος και πιέστε το πλήκτρο Enter. Τα δεδομένα του προγράμματος κατατάσσονται σε 3 κατηγορίες, διευθύνσεις, σχόλια, ή Τέλος Τμήματος. Για να προσθέσετε ένα κώδικα προγράμματος σε ένα πρόγραμμα που ήδη υπάρχει, φωτίστε έντονα την περιοχή που θα εισήχθη μπροστά ο νέος κώδικας, πληκτρολογήστε τα δεδομένα, και πιέστε το πλήκτρο Εισαγωγής. Περισσότεροι από ένας κώδικας, όπως X, Y, και Z, μπορούν να εισαχθούν πριν από την Εισαγωγή. Στοιχείο διεύθυνσης είναι ένα γράμμα που ακολουθείται από αριθμητική τιμή. Για παράδειγμα : G04 Ρ1.0. Το G04 δίνει μια εντολή διακοπής (pause) και το P1.0 είναι το μήκος (1 δευτερόλεπτο) της διακοπής. Τα σχόλια μπορούν να είναι είτε αλφαβητική ή αριθμητική χαρακτήρες, αλλά πρέπει να βρίσκονται μέσα σε παρενθέσεις. Για παράδειγμα : (1 δευτερόλεπτο διακοπής). Τα σχόλια μπορούν να έχουν το περισσότερο 80 χαρακτήρες. Το κείμενο ανάμεσα στις παρενθέσεις πρέπει να είναι με μικρά γράμματα (σχόλια). Για να πληκτρολογήσετε κείμενο με μικρά γράμματα, πιέστε το πλήκτρο Shift πρώτα και μετα το γράμμα ή τα γράμματα. Το Τέλος Τμήματος εισάγετε πιέζοντας το πλήκτρο EOB και εμφανίζεται ως άνω τελεία (;). Χρησιμοποιούνται σαν επιστροφή σελίδας στο τέλος μιας παραγράφου. Στον προγραμματισμό CNC, ένα Τέλος Τμήματος εισάγετε στο τέλος μιας σειράς του κώδικα. Ένα παράδειγμα μιας γραμμής κώδικα με την χρήση 3 τύπων εντολών θα ήταν:g04 P1. (1 δευτερόλεπτο). Δεν χρειάζεται να μπει κάποιο σύμβολο ή κενά ανάμεσα στις εντολές. Συνήθως τα κενά μπαίνουν ανάμεσα στα στοιχεία για ευκολία ανάγνωσης. (Editing) Για να αλλάξετε τους χαρακτήρες, φωτίστε έντονα ένα τμήμα του προγράμματος χρησιμοποιώντας τα βελάκια ή το χειρισμό μετακίνησης, εισάγετε τον κωδικό αντικατάστασης, και πιέστε το πλήκτρο Αλλαγή. Για να μετακινήσετε τους χαρακτήρες, φωτίστε έντονα τους χαρακτήρες και πιέστε το πλήκτρο Διαγραφή. Για να διαγράψετε τους χαρακτήρες, φωτίστε έντονα την εντολή και πιέστε το πλήκτρο Διαγραφή. Χρησιμοποιήστε το πλήκτρο της Αναίρεσης για να ανατρέψετε τις αλλαγές. Το πλήκτρο Αναίρεσης θα λειτουργεί για τις εννέα τελευταίες αλλαγές. Δεν υπάρχει εντολή αποθήκευσης. Κάθε γραμμή που εισάγετε αποθηκεύεται αυτόματα. Μετατρέποντας ένα πρόγραμμα MDI σε ένα αριθμημένο πρόγραμμα (Converting an MDI Program to a Numbered Program) Ένα πρόγραμμα MDI μπορεί να μετατραπεί σε ένα αριθμημένο πρόγραμμα. Πηγαίνετε τον κέρσορα στην αρχή του προγράμματος (ή πιέστε το πλήκτρο Αρχικό), εισάγετε το όνομα του προγράμματος (το πρόγραμμα χρειάζεται να έχει όνομα με την χρήση της μορφής Onnnnn, δηλαδή το γράμμα O να ακολουθείται από το πολύ 5 νούμερα) και πιέστε το πλήκτρο Αλλαγή. Έτσι θα προστεθεί το πρόγραμμα στην λίστα προγραμμάτων και θα καθαρίσει το MDI. Για να ξαναδείτε το πρόγραμμα, πιέστε Λίστα Προγραμμάτων και επιλέξτε το. Ψάχνοντας το πρόγραμμα (Searching the Program) Όταν βρίσκεστε στην επιλογή λειτουργίας Edit ή Mem τα πλήκτρα του κέρσορα πάνω και κάτω μπορούν να χρησιμοποιηθούν για να ψάξετε το πρόγραμμα για συγκεκριμένους κώδικες ή κείμενο. Για να ψάξετε για συγκεκριμένους χαρακτιρά(ες), εισάγετε τον χαρακτίρα(ες) στην γραμμή εισαγωγής δεδομένων (π.χ. G40) και πιέστε τα πλήκτρα του κέρσορα πάνω ή κάτω. Το πλήκτρο πάνω του κέρσορα θα ψάξει για το στοιχείο ανάποδα (προς την αρχή του προγράμματος) και το πληκτρο κάτω του κέρσορα θα ψάξει προς τα εμπρός (προς το τέλος του προγράμματος). 36
37 Διαγράφοντας Προγράμματα (Deleting Programs) Για να διαγράψετε ένα πρόγραμμα, πιέστε Λίστα Προγραμμάτων. Χρησιμοποιήστε τα πλήκτρα του κέρσορα πάνω ή κάτω για να φωτίσετε έντονα τον αριθμό του προγράμματος (ή πληκτρολογήστε τον αριθμό του προγράμματος) και πιέστε το πλήκτρο Διαγραφή Προγράμματος. Φωτίστε έντονα το ALL στο τέλος της λίστας και πιέστε το πλήκτρο της Διαγραφείς Προγράμματος και έτσι θα διαγραφούν όλα τα προγράμματα της λίστας. Υπάρχουν κάποια σημαντικά προγράμματα που θα λάβετε μαζί με το μηχάνημα σας, αυτά είναι Ο02020 (ζέσταμα ατράκτου) και Ο09997, Ο09999 (Οπτικός Γρήγορος Κώδικας).Θα θέλετε να αποθηκεύσετε τα προγράμματα αυτά σε μια δισκέτα ή στον ηλεκτρονικό σας υπολογιστή πριν διαγράψετε όλα τα προγράμματα. Σημειώστε ότι το πλήκτρο της αναίρεσης δεν επαναφέρει προγράμματα που διαγραφεί. Παραμένοντα Προγράμματα (Renaming Programs) Αφού δημιουργήσετε ένα πρόγραμμα, ο αριθμός του προγράμματος μπορεί να μετονομασθεί αλλάζοντας το όνομα (Onnnnn), στην επιλογή λειτουργίας Edit, στην πρώτη γραμμή και πιέζοντας το πλήκτρο Αλλαγή. Μια άλλη μέθοδος για την αλλαγή του ονόματος ενός προγράμματος είναι να μπείτε στην λίστα τον προγραμμάτων (πιέστε Λίστα Προγραμμάτων) πατήστε τον κέρσορα στο πρόγραμμα, πληκτρολογήστε το γράμμα O ακολουθώντας 5-αψήφιο νούμερο, όπως Ο12345, και πιέστε το πλήκτρο Αλλαγή. Μέγιστος Αριθμός Προγραμμάτων (Maximum Programs Numbers) Αν ο μέγιστος αριθμός προγραμμάτων (500) είναι στην μνήμη ρύθμισης, το μήνυμα Πλήρες Αρχείο θα εμφανιστεί και δεν θα μπορεί να δημιουργηθεί το νέο πρόγραμμα. Επιλογή Προγράμματος (Program Selection) Εισάγετε το αρχείο των προγραμμάτων πιέζοντας το πλήκτρο Λίστα Προγραμμάτων, αυτό θα εμφανίσει τα αποθηκευμένα προγράμματα. Βρείτε το επιθυμητό πρόγραμμα και πιέστε το πλήκτρο Επιλογή Προγράμματος" για να επιλέξετε το πρόγραμμα. Εισάγοντας το όνομα του προγράμματος και πιέζοντας το πλήκτρο Επιλογή Προγράμματος" επίσης θα επιλέξει το πρόγραμμα. Όταν πιέσετε το πλήκτρο Επιλογή Προγράμματος", θα εμφανιστή ένας αστερίσκος ( * ) δίπλα στο όνομα του προγράμματος. Αυτό είναι το πρόγραμμα που θα τρέξει όταν η επιλογή λειτουργίας γυρίσει στο Mem και έχει πατηθεί το πλήκτρο Έναρξη Κύκλου. Είναι επίσης αυτό που θα δείτε στην οθόνη Edit. Όταν βρίσκεστε στην επιλογή Mem, ένα άλλο πρόγραμμα μπορεί να επιλεγεί και να εμφανιστή γρήγορα πληκτρολογώντας τον αριθμό του προγράμματος (Onnnnn) και να πιέσετε το πλήκτρο πάνω/κάτω, η το πλήκτρο F4. Το πρόγραμμα επιλεγμένο και μετά το κλείσιμο του μηχανήματος. Φορτώνοντας Προγράμματα στη Ρύθμιση CNC (Loading Programs to the CNC Control) Τα αριθμημένα προγράμματα μπορούν να αντιγραφούν από την ρύθμιση CNC σε ένα προσωπικό υπολογιστή και το αντίστροφο. Είναι καλύτερο αν το πρόγραμμα αποθηκευτή σε κάποιον φάκελο που έχει κατάληξη ".txt". Έτσι, κάθε ηλεκτρονικός υπολογιστής θα μπορεί να τα αναγνωρίζει σαν απλό αρχείο κειμένου. Τα προγράμματα μπορούν να μεταφερθούν με πολλές διάφορες μεθόδους όπως USB, RS-232 και δισκέτες. Οι ρυθμίσεις, οι νέες οριζόμενες σχετικές θέσεις και οι μάκρο-μεταβλητές μπορούν να μεταφερθούν από το CNC και τον Η/Υ με τον ίδιο τρόπο. Αν ληφθούν παραποιημένα δεδομένα από το CNC, μετατρέπονται σε σχόλια, αποθηκεύονται στο πρόγραμμα, και δημιουργείται μια ειδοποίηση. Τα δεδομένα θα συνεχίσουν να φορτώνονται στην ρύθμηση. USB Η συσκευή μνήμης USB συνδεθεί με την θύρα και το αρχείο εμφανίζεται στο μενού των προγραμμάτων ρύθμισης. Η ρύθμιση Haas ενσωματώνει ένα διαχειριστή συσκευών που δείχνει ποιες συσκευές μνήμης είναι διαθέσιμες στο μηχάνημα. Μπείτε στο Διαχειριστή Συσκευών, πιέζοντας Λίστα Προγραμμάτων". Η οθόνη έχει δυο παράθυρα, το παράθυρο Συσκευών, στα αριστερά, και το παράθυρο Αρχείο, στα δεξιά. Τα αριστερά και δεξιά βελάκια μεταξύ των παραθύρων Συσκευών και Αρχείο. Τα πάνω και κάτω βελάκια πλοηγούνται στις επιλογές του ενεργού παραθύρου. Πιέζοντας "Enter" επιλέγει το επισημασμένο πρόγραμμα. Δεν χρειάζεται να πατήσετε "Enter" στην κολώνα Συσκευής. Το ακόλουθο παράδειγμα δείχνει το αρχείο για τη συσκευή USB. Το επιλεγμένο στη μνήμη πρόγραμμα εμφανίζεται με ένα "*". Το επιλεγμένο αρχείο εμφανίζεται επίσης στο πεδίο Πηγή". Σημείωση : Πριν αποσυνδέσετε την συσκευή USB, πηγαίνετε στην οθόνη LIST/PROG και πιέστε το πλήκτρο Αφετηρία. Περιμένετε μέχρι το μήνυμα αποσύνδεσης εξαφανιστεί, τότε αφαιρέστε την συσκευή προσεκτικά. Η αποτυχία της κατάλληλης αποσυνδέσεις της συσκευής USB, μπορεί να έχει ως αποτέλεσμα την απώλεια των αρχείων που αντιγράφηκαν στη συσκευή USB. 37

38 Πλοήγηση στους Καταλόγους (Navigating Directories) Για να μπείτε σε ένα υποκατάλογο, πλοηγηθείτε στους υποκαταλόγους και πιέστε το πλήκτρο Enter. Για να βγείτε από ένα υποκατάλογο, πηγαίνετε στην κορυφή του υποκαταλόγου. Χρησιμοποιήστε το πλήκτρο με το πάνω βελάκι για να περιηγηθείτε πιέστε το πλήκτρο Αρχικό-Home για να πάτε στην αρχή του καταλόγου. Στην κορυφή θα υπάρχει το, "..<DIR>", φωτίστε έντονα αυτή τη γραμμή και πιέστε "Enter". Σημείωση: Η κορυφή του καταλόγου της συσκευής εμφανίζεται με ".\". Δημιουργία Καταλόγων (Create Directories) Δημιουργήστε ένα νέο φάκελο, εισάγοντας ένα όνομα και πιέστε το πλήκτρο Insert. Για να δημιουργήσετε ένα νέο υποκατάλογο, πηγαίνετε στο αρχείο όπου βρίσκεται ένας υποκατάλογος, εισάγετε το όνομα και πιέστε το πλήκτρο Insert. Οι υποκατάλογοι εμφανίζονται με το όνομα τους ακολουθούμενα από το <DIR>". Αντιγράφοντας Αρχεία (Copying Files) Επιλέξτε ένα αρχείο και πιέστε, Enter για να αντιγράψετε το αρχείο. Σημειώστε ότι η Πηγή- Source", στο κάτω μέρος της οθόνης ακολουθείται από την επιλεγμένη συσκευή και το όνομα του αρχείου. Η διαδρομή ή ο υποκατάλογος δεν εμφανίζονται εξαιτίας του μήκους του ονόματος του αρχείου. Χρησιμοποιείστε τα πλήκτρα μα τα βελάκια για να περιηγηθείτε στον κατάλογο προορισμού και πιέστε το πλήκτρο F2 για να αντιγράψετε το αρχείο Σημειώστε ότι τα αρχεία που αντιγράφονται από τη μνήμη της ρύθμισης σε μια συσκευή θα έχουν την επέκταση ".NC" στο τέλος του ονόματος του αρχείου. Εντούτοις το όνομα μπορεί να αλλάξει εισάγοντας ένα νέο όνομα, στο αρχείο προορισμού, και πιέζοντας το πλήκτρο F2. Αναπαράγοντας ένα Αρχείο (Duplicating a File) Ένα υπάρχον αρχείο μπορεί να αναπαραχθεί με τη χρήση του διαχειριστή συσκευών. Ρυθμίστε τις συσκευές Πηγής και Προορισμού σαν την ίδια συσκευή, πληκτρολογήστε ένα νέο όνομα αρχείου και πιέστε το πλήκτρο F2. Συνθήκη Ονομασίας Αρχείων (File Naming Convention) Τα ονόματα των αρχείων πρέπει να τηρούνται σε μια τυπική μορφή eight-dot-three. Για παράδειγμα: program1.txt. Εντούτοις, κάποια προγράμματα CAD/ CAM χρησιμοποιούν ".NC" ως τύπο αναγνώρισης αρχείου, το οποίο είναι αποδεκτό. Τα αρχεία που σχηματίζονται στη ρύθμιση θα ονομαστούν με το γράμμα "O" που ακολουθείται από 5 ψηφία. Παράδειγμα O12345.NC. 38
 Για να διαγράψετε ένα πρόγραμμα αρχείου από μια συσκευή, φωτίστε έντονα το αρχείο και πιέστε Διαγραφή Προγράμματος.")
39 Μετονομασία (Renaming) Για να αλλάξετε το όνομα ενός αρχείου, φωτίστε έντονα το αρχείο αυτό και πιέστε το πλήκτρο Enter. Πληκτρολογήστε το νέο όνομα και πιέστε το πλήκτρο Alter. Διαγραφή (Deleting) Για να διαγράψετε ένα πρόγραμμα αρχείου από μια συσκευή, φωτίστε έντονα το αρχείο και πιέστε Διαγραφή Προγράμματος. Βοήθεια επί της Οθόνης (On-Screen Help) Η βοήθεια επί της οθόνης είναι διαθέσιμη επιλέγοντας το παράθυρο Συσκευής (αριστερό βελάκι) και πιέστε το πλήκτρο Τέλος. Για να βγείτε από την Βοήθεια Οθόνης, πιέστε το πλήκτρο Αρχικό" για να επιστρέψετε στο διαχειριστή συσκευής. RS-232 Το RS-232 είναι ένας τρόπος σύνδεσης της ρύθμισης του Haas CNC σε έναν άλλο υπολογιστή. Αυτό επιτρέπει στον προγραμματιστή να ανεβάζει και να κατεβάζει προγράμματα, ρυθμίσεις και νέες οριζόμενες σχετικές θέσεις εργαλείων από έναν υπολογιστή. Τα προγράμματα στέλνονται ή παραλαμβάνονται από τη θύρα RS-232 (Σειριακή Θύρα 1) που βρίσκεται στο πλάι του κουτιού ελέγχου (όχι στο ειδικό χειριστήριο). Ένα καλώδιο (δεν περιλαμβάνεται) είναι απαραίτητο για να συνδεθεί η ρύθμιση CNC με τον υπολογιστή. Υπάρχουν 2 τρόποι σύνδεσης RS-232: ο κονέκτορας 25-pin και ο κονέκτορας 9-pin. Ο κονέκτορας 9-pin είναι πιο διαδεδομένος στους υπολογιστές. ΠΡΟΕΙΔΟΠΟΙΗΣΗ! Μία από τις μεγαλύτερες αιτίες ηλεκτρονικών βλαβών είναι η έλλειψη καλής γείωσης και στο μύλο CNC και στον υπολογιστή. Η έλλειψη γείωσης θα βλάψει το CNC, ή τον υπολογιστή, ή και τα δύο. Μήκος Καλωδίου (Cable Length) Στην ακόλουθη λίστα καταγράφεται η ταχύτητα επικοινωνίας και το αντίστοιχο μέγιστο μήκος καλωδίου. 9,600 ταχύτητα επικοινωνίας: 100 πόδια (30m) RS ,400 ταχύτητα επικοινωνίας: 25 πόδια (8 m) RS ,200 ταχύτητα επικοινωνίας: 6 πόδια (2 m) RS-232 Οι ρυθμίσεις ανάμεσα στη ρύθμιση CNC και τον άλλο υπολογιστή πρέπει να ταιριάζουν. Για να αλλάξετε τις ρυθμίσεις στη ρύθμιση CNC, μπείτε στη σελίδα Ρυθμίσεων (πιέστε Setng/Graph) και κατεβείτε στις ρυθμίσεις RS-232 (ή πιέστε "11" και πιέστε τα βελάκια πάνω-up ή κάτω-down). Χρησιμοποιείστε τα βελάκια πάνω-up/κάτωdown για να φωτίσετε έντονα τις ρυθμίσεις και τα βελάκια αριστερά-left και δεξιά-right για να αλλάξετε τις τιμές. Πιέστε Enter όταν φωτίστε έντονα την κατάλληλη επιλογή. Οι ρυθμίσεις (και οι προκαθορισμένες ρυθμίσεις) που ελέγχουν τη θύρα RS-232 είναι: 11 Ταχύτητα Επικοινωνίας (9600) 24 Οδηγός προς Διάτρηση (Κανένα) 12 Ισοτιμία (Άρτια) 25 Σχέδιο Τέλος Τμήματος (CR LF) 13 Ψηφία Τερματισμού (1) 37 Ψηφία Αριθμητικών Δεδομένων (7) 14 Συγχρονισμός Xon/Xoff 39
40 Υπάρχουν πολλά διαφορετικά προγράμματα που μπορούν να συνδεθούν με τη ρύθμιση Haas. Ένα παράδειγμα είναι το πρόγραμμα Hyper Terminal που είναι εγκατεστημένο στις περισσότερες εφαρμογές των Microsoft Windows. Για να αλλάξετε τις ρυθμίσεις σε αυτό το πρόγραμμα πηγαίνετε στο μενού Αρχείο" πάνω αριστερά. Επιλέξτε Ιδιότητες" και πιέστε το πλήκτρο Διαμόρφωση". Αυτό θα ανοίξει τη θύρα των ρυθμίσεων, αλλάξτε τις ώστε να ταιριάζουν με αυτές της ρύθμισης CNC. Για να λάβετε ένα πρόγραμμα από τον υπολογιστή, πιέστε το πλήκτρο Λίστα Προγραμμάτων. Μετακινήστε τον κέρσορα στη λέξη ALL, και πιέστε το πλήκτρο Recv RS-232 και η ρύθμιση θα λάβει όλα τα κύρια και τα υποπρογράμματα μέχρι να λάβει ένα "%" υποδεικνύοντας το τέλος της εισαγωγής στοιχείων. Όλα τα προγράμματα που στάλθηκαν στη ρύθμιση από τον υπολογιστή πρέπει να αρχίζουν με μία γραμμή που περιέχει ένα "%" και να τελειώνουν με μία γραμμή που περιέχει ένα "%". Σημειώστε ότι όταν χρησιμοποιείτε το "Όλα-ALL", τα προγράμματα σας πρέπει να έχουν ένα σχηματισμένο αριθμό προγράμματος Haas (Onnnnn). Αν δεν έχετε αριθμό προγράμματος, πληκτρολογήστε έναν αριθμό προγράμματος πριν πιέσετε το πλήκτρο Recv RS-232 και το πρόγραμμα θα αποθηκευτεί με αυτόν τον αριθμό. Μπορείτε επίσης να επιλέξετε ένα υπάρχον πρόγραμμα για εισαγωγή και θα γίνει αντικατάσταση. Για να στείλετε ένα πρόγραμμα στον υπολογιστή, χρησιμοποιείστε τον κέρσορα για να επιλέξετε το πρόγραμμα και πιέστε το πλήκτρο Send RS-232. Μπορείτε να επιλέξετε το Όλα" για να στείλετε όλα τα προγράμματα στη μνήμη της ρύθμισης. Μια ρύθμιση (Ρύθμιση 41) μπορεί να ανοίξει για να προσθέσει διαστήματα στην εξαγωγή στοιχείων του RS-232 και να βελτιώσουν την ικανότητα ανάγνωσης των προγραμμάτων σας. Οι σελίδες παραμέτρων, ρυθμίσεων, νέων οριζόμενων σχετικών θέσεων και μάκρο-μεταβλητών μπορούν να σταλούν ξεχωριστά μέσω του RS-232 επιλέγοντας τη λειτουργία "List Prog", επιλέγοντας την οθόνη που θέλετε, και πιέζοντας το πλήκτρο Αποστολή. Μπορούν να ληφθούν πιέζοντας το πλήκτρο Λήψη και επιλέγοντας το αρχείο που πρέπει να ληφθεί στον υπολογιστή. Μπορείτε να δείτε το αρχείο στον υπολογιστή προσθέτοντας ".txt" στο όνομα του αρχείου από τη ρύθμιση CNC. Για να ανοίξτε το αρχείο στον υπολογιστή χρησιμοποιώντας ένα πρόγραμμα όπως το Windows Notepad. Αν ληφθεί ένα μήνυμα που έχει ματαιωθεί, ελέγξτε τις ρυθμίσεις ανάμεσα στο μύλο, τον υπολογιστή και το καλώδιο. Προαιρετικός Οδηγός Δισκέτας (Optional Floppy Drive) Όλα τα αρχεία πρέπει να είναι σε δισκέτες 1.44M φορμαρισμένες σε MS-DOS και πρέπει να βρίσκονται στον βασικό κατάλογο. Αυτό σημαίνει ότι το αρχείο που θέλετε δεν μπορεί να βρίσκεται σε ένα φάκελο στον δίσκο. Όλα τα προγράμματα πρέπει να αρχίζουν με μια γραμμή που ξεκινάει μία κατάληξη με ένα "%". Σημειώστε ότι τα αρχεία που αποθηκεύονται από τη ρύθμιση θα έχουν αυτές τις γραμμές. Για να φορτώσετε ένα πρόγραμμα από τη δισκέτα, πιέστε το πλήκτρο Λίστα Προγραμμάτων, εισάγετε το όνομα του αρχείου της δισκέτας και πιέστε το πλήκτρο F3. Η ρύθμιση θα λάβει όλα τα κύρια αλλά και τα υποπρογράμματα. Παρακαλώ σημειώστε ότι όταν χρησιμοποιείτε την εντολή Όλα" για να λάβετε κάθε πρόγραμμα του δίσκου, όλα τα προγράμματα πρέπει να έχουν τη συνθήκη ονομασίας αρχείων Haas (Onnnnn). Για να αποθηκεύσετε ένα πρόγραμμα σε δισκέτα, πιέστε το πλήκτρο Πρόγραμμα και μετά το πλήκτρο Λίστα Προγραμμάτων. Εισάγετε ένα όνομα αρχείου και πιέστε το πλήκτρο F2. Μπορείτε να επιλέξετε το Όλα" για να στείλετε όλα τα προγράμματα στη μνήμη της ρύθμισης. Σημειώστε ότι η Ρύθμιση 23 (Επεξεργασία Κλειδώματος Προγράμματος) πρέπει να είναι κλειστή. Για να σβήσετε ένα αρχείο από τη δισκέτα, πιέστε το πλήκτρο Λίστα Προγραμμάτων, πληκτρολογήστε "Del <όνομα αρχείου>" όπου "< όνομα αρχείου >" είναι το όνομα του αρχείου στη δισκέτα. Μη χρησιμοποιήσετε τον αριθμό του προγράμματος, εκτός κι αν είναι και το όνομα του αρχείου. Πιέστε Write/Enter. Οι Παράμετροι, οι Νέες οριζόμενες σχετικές θέσεις και οι Μάκρο-μεταβλητές στέλνονται στη δισκέτα πιέζοντας Λίστα Προγραμμάτων, επιλέγοντας την οθόνη που θέλετε (Param, Setng, Ofset, ή Macro Variables σελίδα του Crnt Cmds), εισάγοντας το όνομα του αρχείου και πιέζοντας το πλήκτρο F2. Μπορούν να ληφθούν πιέζοντας το πλήκτρο F3. ΣΗΜΕΙΩΣΗ: Δεν συνιστάται οι παράμετροι να φορτώνονται στο μηχάνημα. Αν χρειαστεί να φορτωθούν καλέστε το τμήμα συντήρησης της Haas. Δίσκος Καταλόγου (Disk Directory) Για να έχετε ένα πρόγραμμα λίστας καταλόγου, επιλέξτε τη λειτουργία Prgm/List Prog, και πιέστε το πλήκτρο F4. Αυτό θα δημιουργήσει ένα δίσκο λίστας καταλόγου που θα αποθηκευθεί στο πρόγραμμα (το προκαθορισμένο πρόγραμμα είναι O08999). Πιέστε Επεξεργασία για να δείτε τα περιεχόμενα του δίσκου. 40
41 Διαγραφή Αρχείου (File Delete) Στη σελίδα Λίστα Προγραμμάτων, πληκτρολογήστε "Del <όνομα αρχείου>" όπου "< όνομα αρχείου >" είναι το όνομα του αρχείου στη δισκέτα. Πιέστε Write. Το μήνυμα Διαγραφή από Δισκέτα" θα εμφανιστεί, και το αρχείο θα διαγραφεί από τη δισκέτα. Άμεσος Αριθμητικός Έλεγχος (Direct Numeric Contro-DNC) Ο Άμεσος Αριθμητικός Έλεγχος (DNC) είναι μια άλλη μέθοδος για τη φόρτωση προγράμματος στη ρύθμιση. Ο Άμεσος Αριθμητικός Έλεγχος (DNC) έχει την ικανότητα να τρέχει ένα πρόγραμμα όπως λαμβάνεται από την θύρα RS-232. Αυτή η εφαρμογή διαφέρει από ένα πρόγραμμα που φορτώνεται από την θύρα RS-232 διότι δεν υπάρχει όριο στο μέγεθος του προγράμματος του CNC. Το πρόγραμμα τρέχει από τη ρύθμιση όπως έχει σταλεί στη ρύθμιση. Το πρόγραμμα δεν αποθηκεύεται στη ρύθμιση. Το DNC ενεργοποιείται χρησιμοποιώντας την Παράμετρο 57 χαρακτήρας 18 και τη Ρύθμιση 55. Γυρίστε το χαρακτήρα παραμέτρου στο (1) και αλλάξτε τη Ρύθμιση 55 στο On. Συνιστάται ότι το DNC να τρέχει με Xmodem ή την επιλεγμένη ισοτιμία γιατί ένα λάθος στη μετάδοση θα εντοπιστεί κα θα σταματήσει το πρόγραμμα DNC χωρίς να καταρρεύσει. Οι ρυθμίσεις ανάμεσα στη ρύθμιση CNC και τον άλλο υπολογιστή πρέπει να ταιριάζουν. Για να αλλάξετε τις ρυθμίσεις στο CNC, μπείτε στη σελίδα Ρυθμίσεων (πιέστε Setng/Graph) και κατεβείτε στις ρυθμίσεις RS-232 (ή πατήστε 11 και πιέστε τα βελάκια πάνω ή κάτω). Χρησιμοποιείστε τα βελάκια πάνω/κάτω για να φωτίσετε έντονα τις μεταβλητές και τα αριστερά και δεξιά βελάκια για να αλλάξετε τις τιμές. Πιέστε Enter όταν έχει φωτιστή έντονα η κατάλληλη επιλογή. Οι συνιστώμενες RS-232 ρυθμίσεις για DNC είναι: Ρυθμίσεις: 11 Ταχύτητα Επικοινωνίας Επιλέξτε: Ισοτιμία Επιλέξτε: ΝΟΝΕ - ΚΑΜΙΑ 13 Χαρακτήρες Παύσης: 1 14 Συγχρονισμός: XMODEM 37 RS-232 Ψηφία ημέρας : 8 Το DNC επιλέγεται πιέζοντας το πλήκτρο MDI δυο φορές (Η σελίδα DNC Program DNC ) στην κορυφή της σελίδας. Σημειώστε ότι το DNC χρειάζεται το λιγότερο 8k bytes από την διαθέσιμη μνήμη χρήστη. Αυτό γίνεται πηγαίνοντας στη σελίδα Λίστα Προγραμμάτων και ελέγχεται το πόσο της ελεύθερης μνήμης στο κάτω μέρος της οθόνης. Το πρόγραμμα που στάλθηκε στην ρύθμιση πρέπει να ξεκινάει και να τελειώνει με %. Ο επιλεγμένος ρυθμός δεδομένων (Ρύθμιση 11) για τη θύρα RS-232 πρέπει να είναι αρκετά γρήγορος για να συμβαδίζει με το ρυθμό εκτέλεσης των τμημάτων του προγράμματος σας. Αν ο ρυθμός δεδομένων είναι πολύ αργός, το κοπτικό εργαλείο μπορεί να σταματήσει. Ξεκινήστε την αποστολή του προγράμματος στη ρύθμιση πριν πατηθεί το πλήκτρο Έναρξη Κύκλου. Όταν εμφανιστή το μήνυμα Πρόγραμμα DNC Βρέθηκε, πιέστε το πλήκτρο Cycle Start. Δισκέτα DNC (Floppy Disk DNC) Η Δισκέτα DNC επιλέγεται μπαίνοντας στο όνομα αρχείου και πιέζοντας MDI δεύτερη φορά όταν (πρέπει να είναι σε επιλογή λειτουργίας MDI). Πιέζοντας MDI Τρίτη φορά θα σταματήσει το DNC και θα εμφανιστή το μήνυμα Ματαίωση Δίσκου. Σημειώσεις DNC (DNC Notes) Όταν ένα DNC πρόγραμμα τρέχει, δεν μπορείτε να αλλάξετε λειτουργίες. Γι αυτό, χαρακτηριστικά επεξεργασίας όπως Background Edit δεν είναι διαθέσιμα. Το DNC υποστηρίζει την Επιλογή Λειτουργίας Ροής. Η ρύθμιση θα εκτελέσει ένα τμήμα (εντολή) την φορά. Κάθε τμήμα θα εκτελεστεί αμέσως χωρίς τμήμα πρόβλεψης. Εξαίρεση αποτελεί όταν δίνεται η εντολή Αντιστάθμιση Κοπής. Η Αντιστάθμιση Κοπής απαιτεί την ανάγνωση εντολών τριών τμημάτων κίνησης πριν την εκτέλεση αντιστάθμισης σε ένα τμήμα. Η πλήρης διπλή επικοινωνία κατά την διάρκεια του DNC είναι δυνατή με την χρήση της εντολής G102 ή Dprnt για να βάλετε της συντεταγμένες των αξόνων πίσω στον υπολογιστή. 41
42 ΑΛΦΑΒΗΤΙΚΟΙ ΚΩΔΙΚΟΙ ΕΛΕΓΧΟΥ Το ακόλουθο είναι μια λίστα κωδικών διευθύνσεων που χρησιμοποιούνται στον προγραμματισμό του CNC. A, B, C, U, W, X, Z Κίνηση Αξόνων Καθορίζει την κίνηση των αξόνων (απόσταση ή γωνία) D Βάθος κοπής Επιλέγει το βάθος κοπής για κάθε πέρασμα κύκλου αφαιρέσεις υλικού. Ε Ρυθμός πρόωσης, 6 θέσεων (το ίδιο όπως το F) Επιλέγει το ρυθμό πρόωσης που εφαρμόζεται σε κάθε παρένθετους κώδικες G ή κύκλους κατεργασίας. F Ρυθμός πρόωσης Επιλέγει το ρυθμό πρόωσης που εφαρμόζεται σε κάθε παρένθετους κώδικες G ή κύκλους κατεργασίας. G, M Προκαταρτικές λειτουργίες Δείτε τα κεφάλαια για τους κώδικες G ή M I, J, Κ Κύκλος κατεργασίας και προαιρετικά δεδομένα κυκλικών κινήσεων - Χρησιμοποιούνται για να ορίσουν δεδομένα για κάποιους κύκλους κατεργασίας και κυκλικές κινήσεις. Εισάγονται είτε σαν ίντσες ή σαν χιλιοστά. L Μέτρημα επαναλαμβανόμενων κύκλων Καθορίζει το μέτρημα των επαναλήψεων για κάποιους κύκλους κατεργασίας και κάποιες βοηθητικές λειτουργίες. N Αριθμός Τμημάτων Αναγνωρίζει ή καταμετρά κάθε τμήμα του προγράμματος (προαιρετικό). O Αριθμός/όνομα Προγράμματος Αναγνωρίζει ένα πρόγραμμα. Ακολουθείται από ένα νούμερο μεταξύ 0 και P Καθυστέρηση χρόνου ή αριθμητικού προγράμματος Εισάγει είτε χρόνο σε δευτερόλεπτα ή σε ένα αριθμητικό πρόγραμμα για μια κλήση υπορουτίνας. Q Προαιρετικά δεδομένα κύκλων κατεργασίας - Χρησιμοποιείται στους κύκλους κατεργασίας σαν θετικός αριθμός σε ίντσες/χιλιοστά μεταξύ 0 και 100.0, ή για να αναγνωρίσει το τελικό τμήμα σε μια διαδρομή απομάκρυνσης υλικού. R Κύκλος κατεργασίας και προαιρετικά δεδομένα κυκλικών κινήσεων Ορίζει το πλάνο αναφοράς για τους κύκλους κατεργασίας και την κυκλική παρεμβολή. Το R ακολουθείται από έναν αριθμό μεταξύ και για ίντσες ή μεταξύ και για χιλιοστά. S Εντολή ταχύτητας ατράκτου Ορίζει την ταχύτητα της ατράκτου ή την ταχύτητα επιφανείας. T Κώδικας επιλογής εργαλείου Επιλέγει τον αριθμό εργαλείου και ορίζει τις τιμές μετακίνησης γεωμετρίας και φθοράς εργαλείου ΑΡΧΙΚΗ ΤΟΠΟΘΕΤΗΣΗ ΤΟΥ ΠΡΟΣ ΕΠΕΞΕΡΓΑΣΙΑ ΚΟΜΜΑΤΙΟΥ Είναι αναγκαίο να ασφαλίζεται το εξάρτημα στο σφιγκτήρα. Δείτε το εγχειρίδιο του κατασκευαστή του σφιγκτήρα για της σωστές διαδικασίες εγκατάστασης του κατεργασμένου κομματιού. ΧΕΙΡΙΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ Ο κώδικας Tnn χρησιμοποιείται για να επιλέξει το εργαλείο που θα χρησιμοποιηθεί στο πρόγραμμα. Επιλογή Λειτουργίας Μετακίνησης (Jog Mode) Η Επιλογή Λειτουργίας Μετακίνησης σας επιτρέπει να μετακινείτε κάθε άξονα σε όποια επιθυμητή τοποθεσία. Προτού μετακινήσετε τους άξονες είναι απαραίτητο να τους βάλετε στην αρχική τους θέση (σημείο αναφοράς εκκίνησης των αξόνων). Για να μπείτε στην επιλογή λειτουργίας μετακίνησης, πιέστε το πλήκτρο χειρισμός μετακίνησης, Μετά πιέστε έναν από τους άξονες που θέλετε (π.χ. X, Z, κλπ.) και είτε χρησιμοποιήστε τα πλήκτρα μετακίνησης ή το χειρισμό μετακίνησης για να κινήσετε τους άξονες. Υπάρχουν διάφορες προσαυξήσεις ταχύτητας που μπορούν να χρησιμοποιηθούν όταν είστε στην επιλογή λειτουργίας μετακίνησης:.0001,.001,.01 και.1. Ένας προαιρετικός έλεγχος μικροκινήσεων από απόσταση (RJH) μπορεί να χρησιμοποιηθεί για την κίνηση των αξόνων. Το RJH περιέχει το χειρισμό μετακίνησης, το πλήκτρο Έναρξη Κύκλου, το πλήκτρο Παύση Πρόωσης, το καντράν επιλογής Αξόνων και το καντράν προσαύξησης. Για να μετακινήσετε τους άξονες με τον προαιρετικό έλεγχο μικροκινήσεων από απόσταση (RJH) επιλέξτε τους άξονες που θέλετε (X, U, Z, W, B, C ή V) από το καντράν, επιλέξτε την τιμή προσαύξησης (X1, X10 ή X100) και χρησιμοποιείστε το χειρισμό μετακίνησης για να κινήσετε τους άξονες. Ρύθμιση Νέων οριζομένων σχετικών θέσεων Εργαλείων (Setting the Tool Offset) Το επόμενο βήμα είναι η εκκίνηση των εργαλείων. Έτσι ορίζεται η απόσταση από την άκρη του εργαλείου ως την πλευρά του εξαρτήματος. Μπείτε στη σελίδα Νέες οριζόμενες σχετικές θέσεις Γεωμετρίας Εργαλείου. Αυτή πρέπει να είναι η πρώτη σελίδα στις οθόνες νέων οριζόμενων σχετικών θέσεων, αν όχι, χρησιμοποιείστε το πλήκτρο page up μέχρι να επιλεχθεί η σελίδα Ρυθμίσεις Γεωμετρίας Εργαλείου, και πιέστε X Dia. Meas. Η ρύθμιση θα ζητήσει την εισαγωγή της διαμέτρου του εξαρτήματος. Η ρύθμιση θα προσθέσει τη διάμετρο του εξαρτήματος στη θέση του άξονα-x. Έπειτα πιέστε το πλήκτρο Z Face Meas, Η ρύθμιση θα ζητήσει την εισαγωγή της διαμέτρου του εξαρτήματος. Η ρύθμιση θα προσθέσει τη διάμετρο του εξαρτήματος στη θέση του άξονα-z. 42
43 Οι νέες οριζόμενες σχετικές θέσεις εισάγονται επίσης και χειροκίνητα επιλέγοντας μια από τις σελίδες νέων οριζόμενων σχετικών θέσεων, κινώντας τον κέρσορα στη επιθυμητή κολώνα, πληκτρολογώντας ένα νούμερο και πιέζοντας το πλήκτρο Write ή F1. Πιέζοντας το πλήκτρο F1 θα εισαχθεί το νούμερο στην επιλεγμένη κολώνα. Εισάγοντας μία τιμή και πιέζοντας το πλήκτρο Write θα προσθέσει την τιμή που εισάγατε στο νούμερο της επιλεγμένης κολώνας. 1. Φορτώστε ένα εργαλείο στον πύργο εργαλείων. 2. Πιέστε το πλήκτρο Χειρισμός Μετακίνησης-Jog Handle (A) 3. Πιέστε.1/100. (B) (Ο τόρνος θα κινηθεί σε γρήγορο ρυθμό όταν γυρίσετε το χειρισμό). 4. Κάντε εναλλαγή ανάμεσα στα πλήκτρα μετακίνησης X και Z μέχρι το εργαλείο να αγγίξει την πλευρά του εξαρτήματος σε περίπου 1/8 της ίντσας από την μπροστινή άκρη. 5. Βάλτε ένα φύλλο χαρτιού ανάμεσα στο εργαλείο και στο κατεργαζόμενο κομμάτι. Προσεκτικά κινείστε το εργαλείο όσο πιο κοντά γίνεται, ώστε να είστε σε θέση να κινείτε ακόμα το χαρτί. 6. Πιέστε το πλήκτρο Offset (C), πρέπει να εμφανιστεί η σελίδα Γεωμετρία Εργαλείου. Αν όχι, πιέστε το πλήκτρο page up μέχρι να εμφανιστεί η σελίδα Γεωμετρία Εργαλείου. 7. Πιέστε το πλήκτρο X Diam. Mesur (D) ο χειριστής τότε θα πρέπει να βάλει τη διάμετρο του κατεργαζόμενου κομματιού. Έτσι θα πάρει τη θέση του άξονα-x που βρίσκεται στο κάτω αριστερό μέρος της οθόνης και τη διάμετρο του κατεργαζόμενου κομματιού και θα τα βάλει μαζί με τη θέση του εργαλείου. 8. Απομακρύνετε το εργαλείο από το κατεργαζόμενο κομμάτι και βάλτε την άκρη του εργαλείου να ακουμπάει την πρόσοψη του υλικού. 9. Πιέστε το πλήκτρο Z Face Meas (E). Αυτό θα πάρει την τρέχουσα θέση του Z και θα τη γράψει στις νέες οριζόμενες σχετικές θέσεις του εργαλείου. 10. Ο κέρσορας θα κινηθεί στη θέση του άξονα-z για το εργαλείο. 11. Πιέστε Next Tool (F). Επιπρόσθετη Αρχική Οργάνωση Εργαλείου (Additional Tooling Setup) Υπάρχουν και άλλες σελίδες αρχικής οργάνωσης εργαλείων στις Τρέχουσες Εντολές. Πιέστε το πλήκτρο Curnt Comds και χρησιμοποιείστε τα πλήκτρα Page Up/Down για να περιηγηθείτε σε αυτές τις σελίδες. Η πρώτη είναι η σελίδα Φόρτωσης Ατράκτου" στη κορυφή της σελίδας. Ο προγραμματιστής μπορεί να βάλει ένα όριο φορτίου εργαλείου. Η ρύθμιση θα μεταφέρει αυτές τις τιμές και μπορεί να ρυθμιστεί ορισμένη ενέργεια όταν το φορτίο φτάσει σε αυτό το όριο (βλέπε Ρύθμιση 84). Η δεύτερη είναι η σελίδα Διάρκεια Ζωής Εργαλείου. Σε αυτή τη σελίδα υπάρχει μια κολώνα που ονομάζεται Ειδοποίηση". Ο προγραμματιστής μπορεί να βάλει μια τιμή σε αυτή την κολώνα που θα κάνει το μηχάνημα να σταματά όταν το εργαλείο έχει χρησιμοποιηθεί τόσες φορές όσο η τιμή αυτή. Ρύθμιση Θέσης Μηδέν Εξαρτήματος(Κατεργασμένου Κομματιού) (Setting Part (Work piece) Zero) Είναι ένα σημείο αναφοράς για το χρήστη από όπου η ρύθμιση CNC θα ξεκινήσει τον προγραμματισμό όλων των κινήσεων. 43
44 1. Επιλέξτε Tool #1 πιέζοντας MDI, εισάγετε "T1" και πιέστε Turret Fwd. 2. Μετακινήστε τον X και Z μέχρι το εργαλείο να ακουμπάει σχεδόν το κατεργαζόμενο κομμάτι (περίπου 1/8 ίντσας από το μπροστινό μέρος του εξαρτήματος). 3. Βάλτε ένα φύλλο χαρτιού ανάμεσα στο εργαλείο και στο κατεργαζόμενο κομμάτι. Προσεκτικά κινείστε το εργαλείο όσο πιο κοντά γίνεται, ώστε να μπορείτε να κινείτε ακόμα το χαρτί. Μη μετακινήσετε περισσότερο γιατί θα προκαλέσετε ζημιά στο εργαλείο. 4. Βάλτε τις νέες οριζόμενες σχετικές θέσεις εργασίας G54 φωτίζοντας έντονα το G54 άξονα-x στη οθόνη Νέες οριζόμενες σχετικές θέσεις Εργασίας. Εισάγετε την θέση του X, που βρίσκεται κάτω αριστερά, συν τη διάμετρο του κομματιού στην κολώνα X χρησιμοποιώντας το πλήκτρο F1. 5. Βάλτε τον κέρσορα στον άξονα-z. Εισάγετε την θέση του Z, που βρίσκεται κάτω αριστερά στην οθόνη, συν τη διάμετρο του εξαρτήματος στην κολώνα Z, χρησιμοποιώντας το πλήκτρο F1. 6. Επαναλάβετε τα βήματα 1-5 για όλα τα εργαλεία που χρησιμοποιούνται. Επιλογή Λειτουργίας Γραφικών (Graphics Mode) Η επιλογή λειτουργίας Γραφικών μπορεί να τρέξει από τις επιλογές λειτουργίας Memory, MDI ή DNC. Για να τρέξετε ένα πρόγραμμα πιέστε το πλήκτρο Setng/Graph μέχρι να εμφανιστεί η σελίδα Γραφικά. Για να τρέξετε το DNC στα γραφικά, πρέπει να επιλέξετε πρώτα το DNC, να πάτε στην οθόνη γραφικών και να στείλετε το πρόγραμμα σας στη ρύθμιση του μηχανήματος (βλέπε κεφάλαιο DNC). Υπάρχουν τρία βοηθητικά χαρακτηριστικά στην επιλογή λειτουργίας Γραφικών που μπορείτε να δείτε πιέζοντας ένα από τα πλήκτρα λειτουργίας (F1, F2, F3 και F4). F1 είναι το βοηθητικό πλήκτρο, που δίνει μια μικρή περιγραφή κάθε δυνατής λειτουργίας στην επιλογή λειτουργίας Γραφικών. Το F2 είναι το πλήκτρο εστίασης, που εστιάζει σε μία περιοχή της οθόνης γραφικών χρησιμοποιώντας τα πλήκτρα με τα βελάκια και πιέζοντας το πλήκτρο Write. Το F3 είναι το πλήκτρο θέσεων, που σας επιτρέπει να δείτε διάφορες σελίδες Θέσεων όταν είστε στην επιλογή λειτουργίας Γραφικών. Το F4 είναι το πλήκτρο προγράμματος, που εμφανίζει το τρέχον πρόγραμμα. ΣΗΜΕΙΩΣΗ: Δεν γίνεται γραφική εξομοίωση λειτουργιών και κινήσεων σε όλα τα μηχανήματα Λειτουργία Απλής Κίνησης (Dry Run Operation) Η Λειτουργία Απλής Κίνησης χρησιμοποιείται για να ελέγξει γρήγορα ένα πρόγραμμα χωρίς την πραγματική κοπή κατεργαζόμενου κομματιού. Επιλέγεται πιέζοντας το πλήκτρο Dry Run όταν είστε στην επιλογή λειτουργίας Mem ή MDI. Όταν είστε στη λειτουργία Απλής Κίνησης, όλες οι γρήγορες κινήσεις και οι διαδικασίες εκτελούνται με ταχύτητα που επιλέγεται από τα πλήκτρα ταχύτητας μετακίνησης. Η λειτουργία Απλής Κίνησης μπορεί να ανοίξει και να κλείσει όταν ένα πρόγραμμα έχει τελειώσει ή όταν έχει πιεστεί το πλήκτρο Reset. Η λειτουργία Απλής Κίνησης θα συνεχίσει να κάνει όλες τις αιτούμενες αλλαγές εργαλείων. Τα πλήκτρα ρύθμισης ταχύτητας μπορούν να χρησιμοποιηθούν για να προσαρμόσουν τις ταχύτητες Ατράκτου στη λειτουργία Απλής Κίνησης. Σημειώστε ότι η επιλογή λειτουργίας Γραφικών είναι το ίδιο χρήσιμη και ίσως πιο ασφαλής αφού δεν κινεί τους άξονες πριν ελεγχθεί το πρόγραμμα (βλέπε προηγούμενα κεφάλαια λειτουργίας Γραφικών). Εκτέλεση Προγραμμάτων (Running programs) Για να εκτελεστεί ένα πρόγραμμα πρέπει να έχει φορτωθεί στο μηχάνημα. Αφού εισάγετε το πρόγραμμα και κάνετε τις νέες οριζόμενες σχετικές θέσεις, εκτελέστε το πρόγραμμα πιέζοντας το πλήκτρο Έναρξη Κύκλου. Προτεινόμενο είναι να τρέξετε το πρόγραμμα στην επιλογή λειτουργίας Γραφικών πριν οποιαδήποτε διαδικασία κοπής. Επεξεργασία Φόντου (Background Edit) Η Επεξεργασία Φόντου επιτρέπει την επεξεργασία ενός προγράμματος ενώ εκτελείται ένα άλλο. Η Επεξεργασία Φόντου ενεργοποιείται στην επιλογή λειτουργίας Mem πιέζοντας το πλήκτρο Prgrm/Convrs, πληκτρολογώντας το όνομα (Onnnnn) ενός προγράμματος προς επεξεργασία και πιέζοντας F4. Αν δεν εισάγετε κανένα όνομα προγράμματος, εμφανίζεται το Αναθεώρηση Προγραμμάτων, που επιτρέπει την επεξεργασία του προγράμματος που τρέχει εκείνη τη στιγμή. Επιλέγοντας κάποια άλλη οθόνη ή πιέζοντας το πλήκτρο F4 βγαίνει από το Επεξεργασία Φόντου. Όταν εκτελείται ένα πρόγραμμα, πιέστε το πλήκτρο List Prog για να εμφανιστεί μια λίστα με τα προγράμματα που είναι στη φρέζα. Όλες οι αλλαγές που γίνονται κατά τη διάρκεια της Επεξεργασίας Φόντου δεν επηρεάζουν το πρόγραμμα που εκτελείται, ή τα υποπρογράμματα του. Οι αλλαγές θα επηρεάσουν το πρόγραμμα την επόμενη φορά που θα εκτελεστεί. Το πλήκτρο Έναρξη Κύκλου μπορεί να μην χρησιμοποιηθεί κατά της Επεξεργασία Φόντου. Αν το πρόγραμμα περιέχει μια προγραμματισμένη παύση (M00) βγείτε από την Επεξεργασία Φόντου (πιέζοντας το πλήκτρο F4) και πιέστε την Έναρξη Κύκλου για να ξαναρχίσει το πρόγραμμα. 44
45 ΥΠΟΡΟΥΤΙΝΕΣ Οι Υπορουτίνες (υποπρογράμματα) είναι συνήθως μια σειρά εντολών που επαναλαμβάνονται αρκετές φορές σε ένα πρόγραμμα. Αντί να επαναλαμβάνονται οι εντολές πολλές φορές στο κύριο πρόγραμμα, οι υπορουτίνες γράφονται σε ένα ξεχωριστό πρόγραμμα. Το κύριο πρόγραμμα έχει μια ξεχωριστή εντολή που "καλεί" το πρόγραμμα υπορουτίνας. Μια υπορουτίνα καλείται με τη χρήση των M97 ή M98 και μια διεύθυνση P. Ο κώδικας P είναι ο ίδιος με τον αριθμό προγράμματος (Onnnnn) αριθμός της υπορουτίνας που καλείται. Οι υπορουτίνες μπορούν να συμπεριλαμβάνουν ένα L ή μετρητή επαναλήψεων. Αν υπάρχει ένα L, η κλήση της υπορουτίνας επαναλαμβάνεται τόσες φορές πριν το κύριο πρόγραμμα να συνεχίσει με το επόμενο τμήμα. ΛΕΙΤΟΥΡΓΙΕΣ ΠΕΡΙΣΤΡΕΦΟΜΕΝΟΥ ΠΥΡΓΟΥ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ Η χαμηλή πίεση του αέρα ή ο ανεπαρκής όγκος θα μειώσει την πίεση που εφαρμόζεται στο πιστόνι συσφίξεις/αποσίσφηξεις του πύργου και θα μειώσει το χρόνο τοποθέτησης του πύργου ή δεν θα ξεσφίξει τον περιστρεφόμενο εργαλειοφορέα. Για να φορτώσετε ή να αλλάξετε εργαλεία, επιλέξτε τη λειτουργία MDI, και πιέστε το πλήκτρο Turret Fwd ή Turret Rev και το μηχάνημα θα βάλει περιστρεφόμενο εργαλειοφορέα στη θέση εργαλείων. Αν πιέσετε το πλήκτρο Tnn πριν πιέσετε το πλήκτρο Turret Fwd ή Turret Rev, ο περιστρεφόμενος εργαλειοφορέας θα φέρει το εισαχθέν εργαλείο σε θέση κοπής. ΣΗΜΑΝΤΙΚΟ: Προσθέστε προστατευτικά καπάκια στις άδειες θέσεις του περιστρεφόμενου εργαλειοφορέα για να προστατευτούν από υπολείμματα. Έκκεντρα Τοποθέτησης (μόνο στη σειρά SL-Series) (Eccentric Cam Locating Button (SL- Series only)) Τα μπουλόνια στον πύργο είναι εξοπλισμένα με έκκεντρα τοποθέτησης που επιτρέπουν ακριβή ευθυγράμμιση των υποδοχών του εργαλείου με την κεντρική γραμμή της ατράκτου. Βάλτε την υποδοχή εργαλείου στον περιστρεφόμενο εργαλειοφορέα και ευθυγραμμίστε την υποδοχή με την άτρακτο στον άξονα-x. Υπολογίστε την ευθυγράμμιση στον άξονα-y. Αν χρειαστεί μετακινήστε την υποδοχή και χρησιμοποιείστε ένα στενό εργαλείο στην οπή, για να περιστρέψετε το έκκεντρο στη σωστή ευθυγράμμιση. Ο παρακάτω πίνακας δείχνει τα αποτελέσματα συγκεκριμένων θέσεων του έκκεντρου. 45
46 ΣΥΝΑΡΤΗΣΕΙΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ Ο κώδικας Tnnoo χρησιμοποιείται για να επιλέξει το επόμενο εργαλείο (nn) και τη νέα οριζόμενη σχετική θέση (oo). Η χρήση αυτού του κώδικα διαφέρει ελαφρά ανάλογα με τη Ρύθμιση 33 FANUC ή YASNAC συστήματος συντεταγμένων. Σύστημα Συντεταγμένων FANUC (FANUC Coordinate System) Οι κώδικες T έχουν τη μορφή Txxyy όπου το xx ορίζει τον αριθμό του εργαλείου από το 1 ως την τιμή στην Παράμετρο 65 και το yy ορίζει τη γεωμετρία και τη φθορά του εργαλείου από το 1 ως το 50. Οι τιμές της γεωμετρίας εργαλείου X και Z προστίθενται στις νέες οριζόμενες σχετικές θέσεις εργασίας. Αν χρησιμοποιείται αντιστάθμιση μύτης εργαλείου, το yy ορίζει το γεωμετρικό δείκτη του εργαλείου για την ακτίνα, την κωνική κλίση και το πτερύγιο. Αν το yy = 00 δεν θα εφαρμοστεί καμία γεωμετρία ή φθορά εργαλείου. Σύστημα Συντεταγμένων YASNAC (YASNAC Coordinate System) Οι κώδικες T έχουν τη μορφή Tnnoo, το nn έχει διάφορες έννοιες ανάλογα με το αν ο κώδικας T είναι μέσα ή έξω από ένα τμήμα G50. Η τιμή oo ορίζει τη φθορά του κοπτικού εργαλείου από το 1 ως το 50. Αν χρησιμοποιείται αντιστάθμιση κοπτικού εργαλείου, το 50+oo καθρίζει τη γεωμετρική θέση του κοπτικού εργαλείου για την ακτίνα, την κωνική κλίση και το πτερύγιο. Αν είναι oo+00, δεν θα εφαρμοστεί καμιά φθορά του κοπτικού εργαλείου ή αντιστάθμιση μύτης του κοπτικού εργαλείου. Έξω από ένα τμήμα G50, το nn καθορίζει τον αριθμό του κοπτικού εργαλείου από την τιμή 1 εως την τιμή στην Παράμετρο 65. Μέσα από ένα τμήμα G50, το nn καθορίζει τον δείκτη μετατόπισης του κοπτικού εργαλείου από το 51 έως το 100. Οι τιμές X και Y του δείκτη μετατόπισης κοπτικού εργαλείου αφαιρούνται από τις νέες οριζόμενες σχετικές θέσεις εργασίας (και γι αυτό έχουν αντίθετο πρόσημο από τις γεωμετρίες εργαλείων που χρησιμοποιούνται στο σύστημα συντεταγμένων FANUC). Νέες Οριζόμενες Σχετικές Θέσεις Εργαλείων που Εφαρμόζονται από T0101, το FANUC αντί του YASNAC (Tool Offsets Applied by T0101, FANUC vs YASNAC) Βάζοντας μια αρνητική τιμή φθοράς κοπτικόυ εργαλείου στις νέες οριζόμενες σχετικές θέσεις φθοράς κοπτικού εργαλείου, θα κινήσει το κοπτικό εργαλείο μακρύτερα προς την αρνητική κατεύθυνση του άξονα. Γι αυτό, για την στροφή και την πρόσοψη O.D., βάζοντας μια αρνητική νέα οριζόμενη σχετική θέση στον άξονα-x θα έχει ως αποτέλεσμα μια μικρότερη διάμετρο εξαρτήματος και βάζοντας μια αρνητική ρύθμιση στον άξονα-z θα έχει ως αποτέλεσμα την αποβολή περισσότερου υλικού από την πρόσοψη. ΣΗΜΕΙΩΣΗ: Δεν χρειάζεται καμία κίνηση των αξόνων-x ή Z πριν την αλλαγή κοπτικού εργαλείου και είναι χάσιμο χρόνου στις περισσότερες περιπτώσεις να επιστέψουν οι άξονες-x ή Z στην αρχική θέση. Όμως, αν το επεξεργασμένο κομμάτι σας είναι αρκετά μεγάλο, μπορεί να χρειαστεί να τοποθετήσετε τον άξονα-x ή Z πριν την αλλαγή κοπτικού εργαλείου ώστε να προλάβετε την σύγκρουση μεταξύ των κοπτικών εργαλείων και του εξαρτήματος. Η χαμηλή πίεση του αέρα ή ανεπαρκής όγκος θα μειώσει την πίεση που εφαρμόζεται στο πιστόνι στερέωσης του πύργου και θα μειώσει το χρόνο τοποθέτησης του πύργου ή δεν θα ξεσφίξει τον πύργο. Μετά το Power Up/Restart και το Zero Ret, η ρύθμιση θα εξασφαλίσει ότι ο περιστρεφόμενος εργαλειοφορέας είναι στην κανονική θέση. Για να φορτώσετε ή να αλλάξετε εργαλεία, επιλέξτε τη λειτουργία MDI, και πιέστε το πλήκτρο Turret Fwd ή Turret Rev και το μηχάνημα θα βάλει τον πύργο στη θέση εργαλείων. Η οθόνη Curnt Comds θα εμφανίσει ποιο κοπτικό εργαλείο είναι τώρα σε θέση. 46
 1. Πηγαίνετε στην Ρύθμιση 92 στην σελίδα Ρυθμίσεων και επιλέξτε ή I.D. ή O.D. Clamping.")
47 ΛΕΙΤΟΥΡΓΙΑ ΣΩΛΗΝΑ ΣΥΓΚΡΑΤΗΣΗΣ ΤΟΥ ΠΡΟΣ ΚΑΤΕΡΓΑΣΙΑ ΚΟΜΜΑΤΙΟΥ Η υδραυλική μονάδα παρέχει την απαραίτητη πίεση για το στερέωμα ενός εξαρτήματος. Διαδικασία Προσαρμογής Δύναμης Στερέωσης (Clamping Force Adjustment Procedure) 1. Πηγαίνετε στην Ρύθμιση 92 στην σελίδα Ρυθμίσεων και επιλέξτε ή I.D. ή O.D. Clamping. Μην το κάνετε ενώ εκτελείται ένα πρόγραμμα. 2. Χαλαρώστε το πόμολο κλειδώματος στη βάση του πόμολου ρύθμισης. 3. Γυρίστε το πόμολο ρύθμισης μέχρι ο μετρητής να δείξει την επιθυμητή πίεση. 4. Σφίξτε το πόμολο κλειδώματος. Προειδοποιήσεις (Drawtube Warnings) Ποτέ μην συνδέετε οδηγούς μήκους στον υδραυλικό σωλήνα, θα προκληθεί ζημιά. Μη δουλεύετε με εξαρτήματα μεγαλύτερα από το σφιγκτήρα. Ακολουθείστε όλες τις προειδοποιήσεις του κατασκευαστή του σφιγκτήρα. Η υδραυλική πίεση πρέπει να ρυθμιστεί σωστά. Δείτε της Πληροφορίες Υδραυλικού Συστήματος στο μηχάνημα για ασφαλή λειτουργία. Βάζοντας πίεση διαφορετική από την προτεινόμενη θα βλάψει το μηχάνημα και/ή δεν θα κρατήσει σωστά τα κομμάτια. Οι σιαγόνες του σφιγκτήρα δεν πρέπει να εξέχουν από τη διάμετρο του σφιγκτήρα Ακατάλληλα στερεωμένα εξαρτήματα μπορεί να εκτοξευθούν με θανατηφόρες συνέπειες. Μην υπερβαίνετε το ρυθμό στροφών-rpm του σφιγκτήρα. Μεγαλύτερες στροφές-rpm μειώνει τη δύναμη στερέωσης του σφιγκτήρα. Δείτε το παρακάτω διάγραμμα. ΣΗΜΕΙΩΣΗ: Οι σφιγκτήρες πρέπει να λιπαίνονται κάθε εβδομάδα και να μένουν καθαρά από υπολείμματα. 47
 βίδες που συγκρατούν το κεντρικό καπάκι (η πιάτο) από το κέντρο του σφιγκτήρα και απομακρύνετε το καπάκι. 3.")
48 ΑΝΤΙΚΑΤΑΣΤΑΣΗ ΣΦΙΓΚΤΗΡΑ ΤΟΡΝΟΥ (ΤΣΟΚ) ΚΑΙ ΔΑΚΤΥΛΙΟΥ ΣΥΣΦΙΞΗΣ Απομάκρυνση Σφιγκτήρα (Chuck Removal) 1. Κινήστε και τους δύο άξονες στην μηδενική τους θέση. Απομακρύνετε τις σιαγόνες του σφιγκτήρα. 2. Απομακρύνετε τις τρεις (3) βίδες που συγκρατούν το κεντρικό καπάκι (η πιάτο) από το κέντρο του σφιγκτήρα και απομακρύνετε το καπάκι. 3. Στερεώστε το σφιγκτήρα και απομακρύνετε τις έξι (6) SHCS που κρατούν το σφιγκτήρα στη ροδέλα. 4. Βάλτε ένα κλειδί σφιγκτήρα μέσα στην κεντρική οπή του σφιγκτήρα και ξεβιδώστε το σφιγκτήρα από το σωλήνα στερέωσης. Αν υπάρχει, αφαιρέστε το πιάτο προσαρμογής. Απομάκρυνση Ροδέλας (Collet Removal) 1. Χαλαρώστε το ρυθμιστικό κοχλία στο πλάι της μύτης της ατράκτου. Χρησιμοποιείστε το κλειδί της ροδέλας, ξεβιδώστε τη ροδέλα από τη μύτη της ατράκτου. 2. Απομακρύνετε τις έξι (6) SHCS από τη μύτη της ατράκτου και μετακινήστε την. 3. Απομακρύνετε τον προσαρμογέα ροδέλας από το σωλήνα στερέωσης. Εγκατάσταση Σφιγκτήρα (Chuck Installation) Σημείωση: Αν χρειαστεί, βάλτε μία πλακέτα προσαρμογέα πριν εγκαταστήστε το σφιγκτήρα. 1. Καθαρίστε την πρόσοψη της ατράκτου και το πίσω μέρος του σφιγκτήρα. Βάλτε τον οδηγό στην κορυφή της ατράκτου. 2. Απομακρύνετε τις σιαγόνες του σφιγκτήρα. Απομακρύνετε το κεντρικό καπάκι ή πιάτο από το μπροστινό μέρος του σφιγκτήρα. Αν είναι διαθέσιμο, βάλτε έναν οδηγό μέσα στο σωλήνα στερέωσης και γλιστρήστε το σφιγκτήρα πάνω του. 3. Προσανατολίστε το σφιγκτήρα ώστε μια από τις οπές του οδηγού να ευθυγραμμίζεται με τον οδηγό. Χρησιμοποιήστε το κλειδί του σφιγκτήρα για να περάσετε το σφιγκτήρα στο σωλήνα στερέωσης. 4. Βιδώστε το σφιγκτήρα στο σωλήνα στερέωσης και τραβήξτε το 1/4 της στροφής. Ευθυγραμμίστε τον οδηγό με μια από τις οπές στο σφιγκτήρα. Σφίξτε τις έξι (6) SHCS. 5. Βάλτε το κεντρικό καπάκι ή πιάτο με τρεις (3) SHCS. 6. Βάλτε τα δόντια. Αν χρειαστεί αντικαταστήστε το πίσω καπάκι. Αυτό βρίσκεται στο αριστερό μέρος του μηχανήματος. Εγκατάσταση Ροδέλας (Collet Installation) 1. Βάλτε τον προσαρμογέα ροδέλας μέσα στο σωλήνα στερέωσης. 2. Βάλτε τη μύτη της ατράκτου στην άτρακτο και ευθυγραμμίστε μια από τις οπές στο πίσω μέρος της μύτης της ατράκτου με τον οδηγό. 3. Δέστε τη μύτη της ατράκτου στην άτρακτο με έξι (6) SHCS. 4. Βάλτε τη ροδέλα στη μύτη της ατράκτου και ευθυγραμμίστε τη σχισμή στη ροδέλα με τον ρυθμιστικό κοχλία στη μύτη της ατράκτου. Σφίξτε το ρυθμιστικό κοχλία στην πλευρά της μύτης της ατράκτου. 48
49 ΚΑΠΑΚΙ ΣΩΛΗΝΑ ΣΥΓΚΡΑΤΗΣΗΣ Είναι αναγκαίο να απομακρύνετε το καπάκι στο τέλος του σωλήνα στερέωσης όταν χρησιμοποιείται μια ράβδο τροφοδοσίας. Αντικαταστήστε το καπάκι όποτε η ράβδος υλικού δεν τροφοδοτείται αυτόματα. ΕΠΑΝΑΤΟΠΟΘΕΤΩΝΤΑΣ ΤΙΣ ΣΙΑΓΩΝΕΣ ΤΟΥ ΣΦΙΚΤΗΡΑ ΤΟΥ ΤΟΡΝΟΥ (ΤΣΟΚ) Επανατοποθέτηση των σιαγόνων του σφιγκτήρα όταν δεν μπορούν να έχουν αρκετή δύναμη ώστε να κρατήσουν το υλικό, π.χ. όταν αλλάζει σε μικρότερη η διάμετρος του υλικού. Το εξάρτημα δεν θα στερεωθεί σωστά αν δεν υπάρχει αρκετή διαδρομή πριν τραβηχτούν οι σιαγόνες προς τα κάτω. 1. Χρησιμοποιήστε ένα κλειδί εξαγωνικού κοχλία για να χαλαρώσετε τις δυο SHCS βιδες που συνδέουν την σιαγόνα στο σφιγκτήρα. 2. Γλιστρήστε την σιαγόνα στη νέα θέση και ξανασφίξτε τις δυο SHCS βιδες. 3. Επαναλάβετε την διαδικασία για τους εναπομείναντες δυο σφιγκτήρες. Οι σιαγόνες πρέπει να μείνουν ομόκεντροι. ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΚΚΕΝΤΡΟΤΗΤΑΣ Παρέκκλιση του εξαρτήματος συμβαίνει αν δεν υποστηρίζεται σωστά στο κέντρο, ή αν είναι πολύ μακρύ και δεν υποστηρίζεται. Αυτό προκαλεί πολύ επιφανειακή κοπή και το εξάρτημα δεν έχει κοπεί σωστά. Αυτό μπορεί να γίνει στην κοπή O.D και I.D. Η Αντιστάθμιση Λέπτυνσης δίνει τη δυνατότητα αντιστάθμισης προσθέτοντας μια υπολογισμένη τιμή στην κίνηση X βασισμένη στη θέση κοπής Z. Η θέση μηδέν της λέπτυνσης ορίζεται από το 0.0 της μηδενικής συντεταγμένης εργασίας του Z. Η λέπτυνση εισάγεται στη σελίδα μετατόπισης εργαλείου ως 5- ψήφιο και αποθηκεύεται σε ένα πίνακα περιεχομένων ανά εργαλείο, που λέγεται Λέπτυνση" στη σελίδα Μετατόπιση Εργαλείου/Γεωμετρία. Η τιμή που εισάγεται πρέπει να είναι η παρέκκλιση στον άξονα-x διαιρούμενη με το μήκος του άξονα-z, όπου γίνεται η παρέκκλιση. Το εύρος της τιμής κυμαίνεται από 0 ως.005. Αυτή η τιμή αναπαριστά μια κλίση. 49
50 ΕΝΕΡΓΑ ΚΟΠΤΙΚΑ ΕΡΓΑΛΕΙΑ Αυτή η επιλογή δεν μπορεί να εγκατασταθεί. ΕΙΣΑΓΩΓΗ Η επιλογή Ενεργά Κοπτικά Εργαλεία επιτρέπει στο χρήστη να καθοδηγήσει τα εργαλεία αξόνων ή ακτινών VDI να εκτελούν λειτουργίες όπως φρεζάρισμα, άνοιγμα με τρυπάνι ή χάραγμα. Η κύρια άτρακτος του τόρνου προσαρμόζεται σε προσαυξήσεις μιας μοίρας για ακριβή τοποθέτηση του εξαρτήματος και επαναληψιμότητα. Φρεζαρισμένα σχήματα είναι δυνατά με τη χρήση των κωδικών G της κίνησης της ατράκτου. Σημειώσεις Προγραμματισμού Ο οδηγός Ενεργών Κοπτικών Εργαλείων θα κλείσει αυτόματα όταν δίνεται εντολή αλλαγής κοπτικού εργαλείου. Η κύρια άτρακτος μπορεί να στερεωθεί (M14 και M15) για τη χρήση των Ενεργών Κοπτικών Εργαλείων. Θα ξεσφιχτεί αυτόματα όταν δοθεί νέα εντολή ταχύτητας της κύριας ατράκτου ή όταν πατηθεί το Reset. Η μέγιστη ταχύτητα του οδηγού Ενεργών Κοπτικών Εργαλείων είναι 3000 RPM. Τα Ενεργά Κοπτικά Εργαλεία της Haas σχεδιάστηκε για φρεζάρισμα μεσαίου βαθμού, π.χ.: 3/4" διάμετρος άκρης φρέζας σε μαλακό ατσάλι. Μεγάλες διάμετροι εργαλείων μπορεί να απαιτήσουν αύξηση (διαμέτρων) των υποδοχών των εργαλείων. ΚΩΔΙΚΕΣ Μ ΕΝΕΡΓΩΝ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ Δείτε επίσης το κεφάλαιο Κώδικες Μ Γωνία M19 CMD (Προαιρετικό) Μια M19 θα προσανατολίσει την άτρακτο στη θέση μηδέν. Μια τιμή P μπορεί να προστεθεί η οποία θα κάνει την άτρακτο να γυρίσει σε μια ορισμένη θέση (σε μοίρες). Οι μοίρες ακριβείας - P γυρίζουν την άτρακτο στην πλησιέστερη ολόκληρη μοίρα, και οι μοίρες R γυρίζουν την άτρακτο στην πλησιέστερη εκατοντάδα της μοίρας (x.xx) Η γωνία εμφανίζεται στην οθόνη Τρεχουσών Εντολών Φορτίου Εργαλείου. M133 Καθοδήγηση Ενεργών Κοπτικών Εργαλείων προς τα Εμπρός M134 Καθοδήγηση Ενεργών Κοπτικών Εργαλείων προς τα Πίσω M135 Καθοδήγηση Ενεργών Κοπτικών Εργαλείων Παύση Προγράμματος Παράδειγμα: Κύκλος Οπής Βίδας o σε 3" BHC G00 X3.0 Z0.1 G98 M19 P0 G04 P2. (Κίνηση σταθεροποίησης, η έκταση του χρόνου εξαρτάται από τη ρύθμιση) M14 M133 P2000 G01 Z-0.5 F40.0 G00 Z0.1 50
51 M19 P120 G04 P2. (Κίνηση σταθεροποίησης, η έκταση του χρόνου εξαρτάται από τη ρύθμιση) M14 G01 Z-0.5 G00 Z0.1 M19 P240 G04 P2. (Κίνηση σταθεροποίησης, η έκταση του χρόνου εξαρτάται από τη ρύθμιση) M14 G01 Z-0.5 G00 Z0.1 M15 M135 ΣΥΓΧΡΟΝΙΣΜΟΣ ΦΡΕΖΑΡΙΣΜΑΤΟΣ Η εντολή συγχρονισμός φρεζαρίσματος G32 είναι μια επιλογή λειτουργίας ρύθμισης όπου δίνεται εντολή στους άξονες-x, Z να κάνουν αποστάσεις σε σταθερές ταχύτητες και στην άτρακτο να περιστρέφεται σε σταθερή ταχύτητα. Η G32 χρησιμοποιείται κυρίως για να δημιουργεί σπειρώματα, η άτρακτος περιστρέφεται σε σταθερές στροφέςrpm και η σταθερή κίνηση του άξονα-z ξεκινά από το ίδιο σημείο αναφοράς του άξονα-z για κάθε σταδιακή διάτρηση. Πολλές σταδιακές διατρήσεις μπορούν να επαναληφθούν γιατί το σημείο αναφοράς θέτει το σημείο έναρξης του σπειρώματος. Μπορούν να γίνουν και γεωμετρικά σχήματα με τη χρήση του G32, όμως, οι κινήσεις G32 μπορεί να είναι δύσκολες και δύσκολα προσαρμόζονται στο τελικό πρόγραμμα. Για να ελαφρύνει αυτό το βάρος, η ρύθμιση Haas CNC έχει έναν κώδικα κύκλου κατεργασίας G που απλοποιεί τη δημιουργία γεωμετρικών σχημάτων. Το G77, Ομαλός Κύκλος, αυτοματοποιεί τις κινήσεις ενός ή περισσότερων ομοιόμορφων σχημάτων. Επιπρόσθετα στις συγχρονισμένες κινήσεις, η G5 είναι μια επιλογή λειτουργίας κίνησης που δέχεται εντολές ανά σημείο και ρυθμίζει την άτρακτο σαν συσκευή περιστροφής, όμοια με την περιστροφή του τραπεζιού. Δέχεται εντολές για τις γωνίες και τις αποστάσεις σημείο προς σημείο. Οι G32 διαδρομές ανάμεσα στα Η κίνηση G32 θέτει σε συνεχείς στροφές Με το G32 πολλές μικρές εντολές ίσως σημεία εντολών είναι καμπύλες. τις εντολές θέσης και ταχύτητας του άξονα-χ κάνουν μικρά γεωμετρικά σχήματα 51

52 ΚΩΔΙΚΕΣ G ΑΡΙΣΤΟΥ ΕΛΕΓΧΟΥ ΑΤΡΑΚΤΟΥ ΚΑΙ ΕΝΕΡΓΩΝ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ Εισαγωγή Πολλές χρήσεις ενεργών κοπτικών εργαλείων ζητούν την άτρακτο σταθερή ενώ εκτελείται η κοπή με το ενεργό κοπτικό εργαλείο. Για ορισμένους τύπους λειτουργιών, είναι απαραίτητο να κινηθεί η άτρακτος με ελεγχόμενο τρόπο ενώ εκτελείται μια κοπή με το ενεργό κοπτικό εργαλείο. Ο Άριστος Έλεγχος Ατράκτου (FSC) χρησιμοποιείται κυρίως για να δημιουργήσει χαρακτηριστικά πάνω ή κοντά στο πρόσωπο του κατεργαζόμενου κομματιού, όπως αυλακώσεις, σχισμές και επίπεδες επιφάνειες. Τυπικά ένα κονδύλι που είναι στραμμένο στον άξονα-ζ χρησιμοποιείται για να εκτελέσει την κοπή, εφόσον έχουν ανοιχτεί οι οπές οδηγεί. Τα ενεργά κοπτικά εργαλεία είναι σχεδόν πάντα απαραίτητα για να χρησιμοποιείται ο (FSC). Η περιστροφή ενός μόνο σημείου δεν συνιστάται καθώς μέτρα επιφάνειας ανά λεπτό που απαιτείται είναι πολύ υψηλή για τη λειτουργία FSC. Περιορισμοί Η κύρια λειτουργία της ατράκτου είναι να γυρίζει γρήγορα. Η εισαγωγή των κωδικών G για το FSC δεν αλλάζει τον μηχανικό σχεδιασμό του κινητήρα της ατράκτου. Γι αυτό πρέπει να προσέχετε ορισμένους παράγοντες που ισχύουν όταν η άτρακτος κινείται με πολύ αργές περιστροφές. Αυτό περιορίζει το βάθος κοπής που μπορεί να γίνει πρακτικά με το ενεργό κοπτικό εργαλείο όταν η άτρακτος δεν είναι κλειδωμένη. Σε πολλές περιπτώσεις θα θέλετε να "ακολουθήσει" ή κίνηση της ατράκτου την κίνηση του άξονα-x. Ο περιορισμός ισχύει και για τη γενική τοποθέτηση της ατράκτου. Αυτό έχει ως αποτέλεσμα όταν προσπαθείτε να εκτελέσετε κοπή που βρίσκεται κοντά στην κεντρική γραμμή. Ο αριθμός των σημείων ελέγχου εξαρτάται από την ακτίνα και από την κατεύθυνση της διαδρομής του κόφτη. Οι διαδρομές του κόφτη με μεγάλη ακτίνα και μια μικρή γωνία προς το κέντρο θα έχει ως αποτέλεσμα λιγότερα σημεία ελέγχου. ΤΟΠΟΘΕΤΗΣΗ ΕΝΕΡΓΟΥ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ 1. Εισάγετε την αιχμή του εργαλείου στο ER-AN παξιμάδι εισαγωγής. Περάστε το παξιμάδι υποδοχής στο παξιμάδι υποδοχής ροδέλας 2. Βάλτε το ER-32-AN δακτύλιο σωλήνα πάνω στην αιχμή του εργαλείου και δεσμεύστε τα δόντια ER-AN του παξιμαδιού εισαγωγής. Ασφαλίστε το ER-AN παξιμάδι υποδοχής με το χέρι χρησιμοποιώντας το δακτύλιο σωλήνα 52
53 3. Βάλτε το Κλειδί 1 στον πείρο και κλειδώστε προς το παξιμάδι υποδοχής ροδέλας. Ίσως είναι αναγκαίο να γυρίσετε το παξιμάδι υποδοχής ροδέλας για να κρατηθεί το κλειδί. 4. Δεσμεύστε τα δοντάκια του δακτυλίου σωλήνα με το κλειδί 2 και σφίξτε. VDI ΔΙΑΔΙΚΑΣΙΑ ΕΓΚΑΤΑΣΤΑΣΗΣ Οι VDI αντάπτορες κάνουν δυνατή τη χρήση VDI-40 εργαλείων στους πύργους Haas. Διαδικασία Εγκατάστασης 1. Βάλτε την πλακέτα του εργαλείου VDI-40. Προσανατολίστε την προεξοχή της πλακέτας στην αντίστοιχη εσοχή του εργαλείου VDI. 2. Γλιστρήστε τον σφιγκτήρα στο στέλεχος του εργαλείου με τη σχισμή να κοιτάει προς τη βάση του στελέχους του εργαλείου. Ευθυγραμμίστε τη σχισμή με την πλάγια όψη του δοντιού του στελέχους. 3. Βάλτε το κλειδί στη σχισμή του στελέχους. Σιγουρευτείτε ότι η πλάγια όψη του δοντιού του κλειδιού ταιριάζει στο στέλεχος του εργαλείου. 4. Βάλτε το δακτύλιο O στην αυλάκωση όπως φαίνεται. Ο δακτύλιος O θα κρατήσει το κλειδί να μην πέσει. 5. Βάλτε το εργαλείο VDI με τον προσαρμογέα στον εργαλειοφορέα. Σιγουρευτείτε ότι ο πείρος κλειδώματος του πύργου και η οπή της πλακέτας είναι σωστά ευθυγραμμισμένες. 6. Σφίξτε το παξιμάδι για να κλειδώσει η συναρμολόγηση 53

 Η προσαύξηση στην κίνηση του")
54 ΑΞΟΝΑΣ-C Αυτή η επιλογή παρέχει υψηλής ακρίβειας κίνηση ατράκτου και προς τις δύο κατευθύνσεις που παρεμβάλλεται πλήρως στον άξονα-x και/ή Z. Μπορεί να δοθεί εντολή για την ταχύτητα της ατράκτου από.01 ως 60 στροφές RPM. ΛΕΙΤΟΥΡΓΙΑ M154 εμπλοκή άξονα-c M154 απεμπλοκή άξονα-c Η ρύθμιση 101, Διάμετρος, χρησιμοποιείται για να υπολογίσει την ταχύτητα πρόωσης. Ο τόρνος θα απεμπλακεί αυτόματα από το φρένο της ατράκτου όταν δοθεί εντολή κίνησης στον άξονα-c και μετά θα το επανεμπλέξει (αν έχει προηγουμένως εμπλοκή) Η προσαύξηση στην κίνηση του άξονα-c είναι δυνατή με τη χρήση του κώδικα διεύθυνσης "H" όπως φαίνεται στο παρακάτω παράδειγμα. G0 C90: H-10.: (ο άξονας-c κινείται στις 90 μοίρες) (ο άξονας-c κινείται στις 80 μοίρες.) ΠΑΡΑΔΕΙΓΜΑΤΑ ΠΡΟΓΡΑΜΜΑΤΩΝ 54

55 Παράδειγμα #2 ΜΕΤΑΣΧΗΜΑΤΙΣΜΟΣ ΚΑΡΤΕΣΙΑΝΩΝ ΣΕ ΠΟΛΙΚΕΣ ΣΥΝΤΕΤΑΓΜΕΝΕΣ Ο προγραμματισμός μετατροπής Καρτεσιανών σε Πολικές συντεταγμένες που αλλάζει την θέση των Χ, Υ δίνει εντολή περιστροφικής κίνησης στον άξονα-c και γραμμική κίνηση στον άξονα-χ. Οι προγραμματισμένες Καρτεσιανές-Πολικές συντεταγμένες μειώνουν το ποσοστό των κωδικών που απαιτούνται για να δώσουν εντολή για περίπλοκες κινήσεις. Κανονικά μια ευθεία γραμμή θα απαιτούσε πολλά σημεία για να καθορίσει την διαδρομή, όμως, στις Καρτεσιανές, μόνο τα σημεία τερματισμού είναι απαραίτητα. Αυτό το χαρακτηριστικό επιτρέπει κατεργασία της πρόσοψης με προγραμματισμό Καρτεσιανών συντεταγμένων. Σημειώσεις προγραμματισμού: Οι προγραμματισμένες κινήσεις πρέπει πάντα να εντοπίζουν την κεντρική γραμμή του εργαλείου. Οι διαδρομές των κοπτικών εργαλείων δεν πρέπει ποτέ να διασταυρώνονται με την κεντρική γραμμή της ατράκτου. Ο μετασχηματισμός Καρτεσιανών σε Πολικές συντεταγμένες είναι μια εντολή λειτουργίας (δείτε το κεφάλαιο με τον κώδικα-g). ΚΑΡΤΕΣΙΑΝΗ ΠΑΡΕΜΒΟΛΗ Οι εντολές καρτεσιανών συντεταγμένων μεταφράζονται σαν κινήσεις γραμμικού άξονα (περιστροφικές κινήσεις) και κινήσεις ατράκτου (περιστροφή κατεργαζόμενου κομματιου) Παράδειγμα Προγράμματος % Ο00069 Ν6 (Τετράγωνο) G59 ( Εργαλείο 11,.75 DIA. Κονδύλι) (Κοπή στο Κέντρο) Τ1111 Μ154 G00 C0. G97 M133 P1500 G00 Z1 G00 G98 X2.35 Z0.1 (Θέση) G01 Z-0.05 F25. G112 G17 G0 X-.75 Y.5 G01 X0.45 F10. (Σημείο 1) G02 X0.5 Y0.45 R0.05 (Σημείο 2) G01 Y-0.45 (Σημείο 3) 55
56 G02 X0.45 Y-0.5 R0.05 (Σημείο 4) G01 X-0.45 (Σημείο 5) G02 X-0.5 Y-0.45 R0.05 (Σημείο 6) G01 Y0.45 (Σημείο 7) G02 X-0.45 Y0.5 R0.05 (Σημείο 8) G01 X0.45 (Σημείο 9) Y.6 G113 G00 Z3. M30 % ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ ΜΕ ΧΡΗΣΗ G112 Η αντιστάθμιση εμπρόσθιου άκρου κοπής κοπτικού εργαλείου μετατοπίζει την προγραμματισμένη διαδρομή εργαλείου έτσι ώστε η κεντρική γραμμή του εργαλείου να κινείται δεξιά ή αριστερά της προγραμματισμένης διαδρομής. Η σελίδα της νέας οριζόμενης σχετικής θέσης χρησιμοποιείται για να εισάγει το μέγεθος μετατόπισης της διαδρομής εργαλείου στην κολώνα της ακτίνας. Η νέα οριζόμενη σχετική θέση εισάγεται ως τιμή ακτίνας και για της δυο γεωμετρικές τιμές. Η αντισταθμισμένη τιμή υπολογίζεται από την ρύθμιση από τις τιμές που εισάγονται στην Ακτίνα. Η ακτίνα αντιστάθμισης κοπτικού είναι διαθέσιμη μόνο με την χρήση G17 έως και G112. G41 θα επιλέξει αντιστάθμιση κοπτικού αριστερά. G42 θα επιλέξει αντιστάθμιση κοπτικού δεξιά. G40 ακυρώνει την αντιστάθμιση κοπτικού. Οι τιμές των νέων οριζόμενων σχετικών θέσεων εισάγονται για την ακτίνα και πρέπει να είναι σε θετικούς αριθμούς. Αν οι νέα οριζόμενη σχετική θέση εμπεριέχει μια αρνητική τιμή, η αντιστάθμιση κοπτικού θα λειτουργήσει σαν να είχε ορισθεί ο αντίθετος κωδικός G. Για παράδειγμα, εισάγετε μια αρνητική τιμή για μια εντολή G41 θα συμπεριφερθεί σαν να έχει εισαχθεί μια θετική τιμή για μια εντολή G42. Όταν επιλέγετε Yasnac για την Ρύθμιση 58, ο έλεγχος πρέπει να είναι σε θέση να τοποθετήσει την πλευρά του εργαλείου παράλληλα με όλες τις πλευρές του προγραμματισμένου περιγράμματος χωρίς να περικόπτει τις επόμενες δυο κινήσεις. Μία κυκλική κίνηση ενώνει όλες τις εξωτερικές γωνίες. Όταν επιλέγετε το Fanuc για την Ρύθμιση 58, ο έλεγχος δεν απαιτεί την κοπτική πλευρά του εργαλείου να τοποθετείται παράλληλα με όλες τις πλευρές του προγραμματισμένου περιγράμματος, εμποδίζοντας την υπερβολική κοπή. Οι εξωτερικές γωνίες που είναι μικρότερες ή ίσες με 270 ο ενώνονται με μία οξεία γωνία και οι εξωτερικές γωνίες είναι μεγαλύτερες από 270 ο ενώνονται με μια επιπλέον γραμμική κίνηση. Το ακόλουθα διαγράμματα δείχνουν πως δουλεύει η αντιστάθμιση του κοπτικού για της δυο τιμές της Ρυθμισης 58. Σημείωση: Όταν ακυρώνεται, η προγραμματισμένη διαδρομή επιστρέφει στο κέντρο της διαδρομής κοπτικού. Ακυρώστε την αντιστάθμιση (G40) πριν τερματίσετε το πρόγραμμα. G42 Αντιστάθμιση Κοπτικού - (YASNAC) G42 Αντιστάθμιση Κοπτικού (FANUC) 56
57 Είσοδος και Έξοδος Δεν πρέπει να εκτελείτε κοπή όταν εισάγετε ή βγάζετε την αντιστάθμιση κοπτικού ή όταν αλλάζετε αντιστάθμιση από την αριστερή στην δεξιά πλευρά. Όταν ανοίγει η αντιστάθμιση κοπτικού, η αρχική θέση της κίνησης είναι ίδια με την προγραμματισμένη, αλλά η τελική θέση θα ρυθμιστή, είτε αριστερά είτε δεξιά της προγραμματισμένης διαδρομής, από το μέγεθος που θα εισαχθεί στην κολώνα της νέας οριζόμενης σχετικής θέσης ακτίνας. Στο τμήμα που κλείνει η αντιστάθμιση κοπτικού, η αντιστάθμιση θα κλείσει όταν το κοπτικό θα φτάσει την θέση του κοπτικού τμήματος. Παρόμοια, όταν γίνεται αλλαγή αντιστάθμισης από αριστερά προς τα δεξιά ή από δεξιά προς τα αριστερά, το αρχική θέση της αναγκαίας κίνησης για την αλλαγή κατεύθυνσης της αντιστάθμισης θα ρυθμιστεί στη μια πλευρά της προγραμματισμένης διαδρομής και θα τελειώσει σε ένα σημείο που ρυθμίζεται στην αντίθετη πλευρά της προγραμματισμένης διαδρομής. Το αποτέλεσμα όλων αυτών θα είναι ότι το εργαλείο θα κινείται ανάμεσα σε μια διαδρομή που μπορεί να μην είναι ίδια με την σχεδιασμένη διαδρομή ή κατεύθυνση. Αν η αντιστάθμιση κοπτικού είναι ενεργοποιημένη ή απενεργοποιημένη σε ένα τμήμα χωρίς καμία κίνηση X-Y, δεν γίνεται καμία αλλαγή στην θέση του κοπτικού μέχρι να συναντήσει την επόμενη κίνηση των αξόνων X ή Y. Όταν ανοίγετε την αντιστάθμιση κοπτικού σε μια κίνηση που ακολουθείται από μια δεύτερη κίνηση σε μια γωνία μικρότερη των 90 ο, υπάρχουν δυο τρόποι υπολογισμού της πρώτης κίνησης, τύπος Α ή τύπος Β (Ρύθμιση 43). Ο πρώτος, τύπος Α, κινεί το εργαλείο απευθείας στη νέα οριζόμενη σχετική θέση αρχικού σημείου για την δεύτερη κοπή. Τα διαγράμματα στις ακόλουθες σελίδες παρουσιάζουν τις διαφορές ανάμεσα στον τύπο Α και στον τύπο Β για τις ρυθμίσεις Fanuc και Yasnac (Ρύθμιση 58). Ακατάλληλη Εφαρμογή Αντιστάθμισης Κοπτικού Σημειώστε ότι μια μικρή κοπή μικρότερη από την ακτίνα του κοπτικού και σε ορθή γωνία με την προηγούμενη κίνηση θα λειτουργήσει μόνο με την ρύθμιση Fanuc. Μια ειδοποίηση αντιστάθμισης κοπτικού θα δημιουργηθεί αν το μηχάνημα έχει ρύθμιση Yasnac. Ρύθμιση Πρόωσης στην Αντιστάθμιση Κοπτικού Όταν χρησιμοποιείτε την αντιστάθμιση κοπτικού σε κυκλικές κινήσεις, υπάρχει πιθανότητα ρύθμισης της προγραμματισμένης ταχύτητας. Αν το σχεδιασμένο τέλος κοπής είναι μέσα στην κυκλική κίνηση, το εργαλείο θα πρέπει να μειώσει ταχύτητα για να εξασφαλιστεί ότι η επιφάνεια πρόωσης δεν υπερβαίνει τη σχεδιασμένη. 57

58 Παράδειγμα Αντιστάθμισης Κοπτικού T0101 (Εργαλείο Αυλάκωση Κονδυλίου) G54 G03 X-.5Y-.75R.25 G17 G01X.5 G112 G03X.75Y-.5R25 M154 G01Y.75 G0G98Z.3 G01X1.1036Y G0X1.457Y G0G40X1.4571Y M8 G0Z0 G97P3000M133 G113 Z.15 G18 G01Z-.25F20 M9 GO1G42X1.1036Y1.1036F10. M155 G01X.75Y.75 M135 G01X-.5 G28U0. G03X-.75Y.5R.25 G28W0.H0. G01Y-.5 M30 % 58

59 ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ Εισαγωγή Η αντιστάθμιση εμπρόσθιου άκρου κοπής κοπτικού εργαλείου είναι ένα χαρακτηριστικό που επιτρέπει στο χρήστη να προσαρμόζει μια προγραμματισμένη διαδρομή εργαλείου ανάλογα με τα διάφορα μεγέθη κοπτικού ή την κανονική φθορά κοπτικού. Ο χρήστης μπορεί να το κάνει αυτό εισάγοντας ελάχιστα δεδομένα νέων σχετικών θέσεων κατά την διάρκεια εκτέλεσης χωρίς επιπρόσθετες προσπάθειες προγραμματισμού. Προγραμματισμός Η Αντιστάθμιση Μύτης Εργαλείου χρησιμοποιείται όταν η μύτη της ακτίνας του εργαλείου αλλάζει, και η φθορά του κοπτικού υπολογίζεται για κυρτές επιφάνειες ή κωνική κοπή. Η Αντιστάθμιση Μύτης Κοπτικού συνήθως δεν χρειάζεται να χρησιμοποιηθεί όταν η προγραμματισμένη κοπή γίνεται μόνο κατά μήκος κοπής των αξόνων-χ ή Ζ. Για κωνική και κυκλική κοπή, καθώς αλλάζει η ακτίνα της μύτης του κοπτικού εργαλείου, μπορεί να συμβεί λιγότερη ή υπερβολική κοπή. Στην εικόνα, εμφανίζεται αμέσως μετά την αρχική οργάνωση, C1 είναι η ακτίνα του κοπτικού που κόβει στην προγραμματισμένη διαδρομή εργαλείου. Καθώς το κοπτικό τρίβεται προς το C2, ο χειριστής μπορεί να ρυθμίσει τη νέα οριζόμενη σχετική θέση γεωμετρία του εργαλείου για να φέρει το μήκος και τη διάμετρο του κομματιού στη σωστή διάσταση. Αν γίνει αυτό, θα δημιουργηθεί μικρότερη ακτίνα. Αν η αντιστάθμιση μύτης εργαλείου χρησιμοποιείται, θα επιτευχτεί η σωστή κοπή. Η ρύθμιση αυτόματα θα προσαρμόσει την προγραμματισμένη διαδρομή που βασίζεται στην νέα οριζόμενη σχετική θέση ακτίνας της μύτης του εργαλείου που έχει τεθεί από τη ρύθμιση. Η ρύθμιση θα δημιουργήσει κώδικα κοπής της σωστής γεωμετρίας του κομματιού. Διαδρομή Εργαλείου για 2 Ακτίνες Κοπτικού Διαδρομή που Δημιουργείται με τη χρήση της Αντιστάθμισης Μύτης Εργαλείου Σημειώστε ότι η δεύτερη προγραμματισμένη διαδρομή συμπίπτει με την τελική διάσταση του κομματιού. Αν και τα εξαρτήματα δεν χρειάζεται να προγραμματίζονται με την χρήση της αντιστάθμισης μύτης εργαλείου, είναι η επιλεγμένη μέθοδος γιατί τα προβλήματα του προγράμματος ανιχνεύονται και λύνονται ευκολότερα. ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ Η αντιστάθμιση μύτης του κοπτικού εργαλείου λειτουργεί γυρίζοντας την Προγραμματισμένη Γραμμή Εργαλείου προς δεξιά ή προς τα αριστερά. Ο χρήστης συνήθως προγραμματίζει την διαδρομή του εργαλείου στο τελειωμένο μέγεθος. Όταν χρησιμοποιείται η αντιστάθμιση μύτης εργαλείου, η ρύθμιση θα αντισταθμίσει την διάμετρο του εργαλείου βασισμένο σε ειδικές οδηγίες που είναι γραμμένες στο πρόγραμμα. Δυο εντολές G- κώδικα χρησιμοποιούνται για να το κάνουν αυτό σε ένα σχέδιο δυο διαστάσεων. Η G41 δίνει εντολή στη ρύθμιση να γυρίσει στα αριστερά της προγραμματισμένης διαδρομής εργαλείου, και η G42 δίνει εντολή στην ρύθμιση να γυρίσει δεξιά της προγραμματισμένης διαδρομής εργαλείου. Μια άλλη εντολή, G40, μπορεί να ακυρώσει οποιαδήποτε κίνηση με την αντιστάθμιση μύτης εργαλείου. 59

60 Κατεύθυνση Μετατόπισης Υποτιθέμενη Άκρη εργαλείου Η κατεύθυνση της μετατόπισης βασίζεται στην κατεύθυνση της κίνησης του εργαλείου, και πάνω σε ποια μεριά του εξαρτήματος είναι. Όταν σκέφτεστε ποια κατεύθυνση θα πάρει η μετατόπιση στην αντιστάθμιση μύτης εργαλείου, φανταστείτε να κοιτάτε την άκρη του εργαλείου και να το οδηγείτε. Με την εντολή G41 θα γυρίσετε την άκρη του εργαλείου προς τα αριστερά και η εντολή G42 θα γυρίσει την άκρη του εργαλείου προς τα δεξιά. Αυτό σημαίνει πως η κανονική στροφή O.D. θα χρειαστεί μια εντολή G42 για την σωστή αντιστάθμιση εργαλείου, ενώ η κανονική στροφή I.D. θα χρειαστεί μια εντολή G41. Η αντιστάθμιση μύτης εργαλείου θεωρεί ότι το αντισταθμισμένο εργαλείο έχει μια ακτίνα που πρέπει να αντισταθμιστεί. Αυτή ονομάζεται Ακτίνα Μύτης Εργαλείου. Εφόσον είναι δύσκολο να καθορίσετε που ακριβώς είναι το κέντρο αυτής της ακτίνας, ένα εργαλείο ρυθμίζεται με την χρήση του ονομαζόμενου Υποτιθέμενη Άκρη Εργαλείου. Η ρύθμιση επίσης χρειάζεται να ξέρει την κατεύθυνση της άκρης του εργαλείου σχετικά με το κέντρο της ακτίνας της μύτης του εργαλείου, ή την Κατεύθυνση της Άκρης. Η κατεύθυνση τηυς άκρης πρέπει να καθορίζεται σε κάθε εργαλείο. Η πρώτη αντισταθμισμένη κίνηση είναι γενικά μια κίνηση από μια μη-αντισταθμισμένη θέση προς μια αντισταθμισμένη θέση και ως εκ τούτου είναι ασυνήθιστη. Αυτή η πρώτη κίνηση ονομάζεται κίνηση Προσέγγισης και χρειάζεται όταν χρησιμοποιείτε την αντιστάθμιση μύτης εργαλείου. Παρόμοια, απαιτείται μια κίνηση Αναχώρησης. Σε μια κίνηση αναχώρησης, η ρύθμιση κινείται από μια αντισταθμισμένη θέση σε μια μηαντισταθμισμένη θέση. Μια κίνηση αναχώρησης συμβαίνει όταν η αντιστάθμιση μύτης εργαλείου ακυρώνεται με μια εντολή G40 ή Txx00. Αν και οι κινήσεις προσέγγισης και αναχώρησης μπορούν να σχεδιαστούν με ακρίβεια, είναι γενικά κινήσεις που δεν ρυθμίζονται και όταν συμβαίνουν, το εργαλείο δεν πρέπει να είναι σε επαφή με το εξάρτημα. ΧΡΗΣΗ ΑΝΤΙΣΤΑΘΜΙΣΗΣ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ Παρακάτω είναι τα βήματα που χρησιμοποιούνται για να προγραμματίσουν το εξάρτημα με χρήση TNC: Προγραμματίστε το κομμάτι των τελειωτικών διαστάσεων. Προσέγγιση και Αναχώρηση Βεβαιωθείτε ότι υπάρχει μια κίνηση προσέγγισης για κάθε αντισταθμισμένη διαδρομή και καθορίστε πια κατεύθυνση (G41 Ή G42) χρησιμοποιείται. Βεβαιωθείτε ότι υπάρχει ακόμα μια κίνηση αναχώρησης για κάθε αντισταθμισμένη διαδρομή. Μύτη Εργαλείου Ακτίνα και Φθορά Επιλέξτε μια σταθερή εισαγωγή (εργαλείο με ακτίνα) που χρησιμοποιείται για κάθε εργαλείο. Ρυθμίστε την ακτίνα της μύτης του εργαλείου για κάθε αντισταθμισμένο εργαλείο. Καθαρίστε την αντίστοιχη οριζόμενη σχετική θέση φθοράς μύτης εργαλείου στο μηδέν για κάθε εργαλείο. Κατεύθυνση Άκρης Εργαλείου Εισάγετε την κατεύθυνση της άκρης εργαλείου για κάθε εργαλείο που χρησιμοποιεί αντιστάθμιση, G41 ή G42. Νέα Οριζόμενη Σχετική Θέση Γεωμετρίας Εργαλείου Ρυθμίστε τη γεωμετρία μήκους εργαλείου και καθαρίστε τις νέες οριζόμενες σχετικές θέσεις φθοράς μήκους του κάθε εργαλείου. Ελέγξτε την Αντιστάθμιση Γεωμετρίας Ελέγξτε το πρόγραμμα στην επιλογή λειτουργίας γραφικών και διορθώστε οποιαδήποτε προβλήματα αντιστάθμισης γεωμετρίας μύτης εργαλείου προκύπτουν. Ένα πρόβλημα μπορεί να εντοπιστεί με δυο τρόπους: μια ειδοποίηση θα δημιουργηθεί δείχνοντας παρεμβολή αντιστάθμισης, ή θα δημιουργηθεί λάθος γεωμετρία στην επιλογή λειτουργίας γραφικών. Εκτελέστε και Ελέγξτε το Πρώτο Μέρος Προσαρμόστε την αντιστάθμιση φθοράς για την αρχική οργάνωση του εξαρτήματος. 60

61 ΚΙΝΗΣΕΙΣ ΠΡΟΣΕΓΓΙΣΗΣ ΚΑΙ ΑΠΟΧΩΡΗΣΗΣ ΓΙΑ ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ Η πρώτη κίνηση Χ ή Ζ στην ίδια γραμμή που συμπεριλαμβάνει μια G41 ή G42 ονομάζεται κίνηση Προσέγγισης. Η προσέγγιση πρέπει να είναι μια γραμμική κίνηση, δηλαδή G01 ή G00. Η πρώτη κίνηση δεν αντισταθμίζεται, όμως στο τέλος της κίνησης προσέγγισης η θέση του μηχανήματος θα έχει αντισταθμιστή πλήρως. Δείτε το ακόλουθο σχήμα. Κινήσεις Προσέγγισης και Αναχώρησης Οποιαδήποτε γραμμή κώδικα με μια εντολή G40 θα ακυρώσει την αντιστάθμιση μύτης εργαλείου και ονομάζεται κίνηση Αναχώρησης. Η αναχώρηση πρέπει να είναι μια γραμμική κίνηση, δηλαδή G01 ή G00. Η αρχή της κίνησης αναχώρησης αντισταθμίζεται πλήρως, η θέση σε αυτό το σημείο θα βρίσκεται σε ορθή γωνία με το τελευταίο προγραμματισμένο τμήμα. Στο τέλος της κίνησης αναχώρησης το μηχάνημα δεν είναι αντισταθμισμένο. Δείτε το προηγούμενο σχήμα. Το ακόλουθο σχήμα απεικονίζει την κατάσταση ακριβώς πριν την ακύρωση της αντιστάθμισης μύτης εργαλείου. Κάποιες γεωμετρίες θα έχουν ως αποτέλεσμα μικρότερη ή υπερβολική κοπή ενός εξαρτήματος. Αυτό ελέγχεται όταν συμπεριλαμβάνεται ένας κώδικας διεύθυνσης Ι και Κ στο τμήμα ακύρωσης G40. Οι Ι και Κ σε ένα τμήμα G40 ορίζουν ένα διάνυσμα που χρησιμοποιείται για να καθορίσει την αντισταθμισμένη θέση-στόχο του προηγούμενου τμήματος. Το διάνυσμα συνήθως ευθυγραμμίζεται με την πλευρά ενός ολοκληρωμένου εξαρτήματος. Το ακόλουθο σχήμα δείχνει πως I και J μπορούν να διορθώσουν μια ανεπιθύμητη κοπή σε μια κίνηση αναχώρησης. Χρήση των I και K σε ένα τμήμα G40 61
 καθορίζει την αντιστάθμιση της ρύθμισης για κάθε εργαλείο.")
62 ΝΕΑ ΟΡΙΖΟΜΕΝΗ ΣΧΕΤΙΚΗ ΘΕΣΗ ΛΟΓΩ ΑΚΤΙΝΑΣ ΚΑΜΠΥΛΟΤΗΤΑΣ ΤΟΥ ΑΚΡΟΥ ΚΟΠΤΙΚΟΥ ΚΑΙ ΦΘΟΡΑΣ Κάθε εργαλείο που γυρίζει και χρησιμοποιεί αντιστάθμιση μύτης εργαλείου χρειάζεται μια Ακτίνα Μύτης Εργαλείου. Η άκρη του εργαλείου (ακτίνα μύτης εργαλείου) καθορίζει την αντιστάθμιση της ρύθμισης για κάθε εργαλείο. Αν χρησιμοποιούνται στάνταρ δεδομένα εισαγωγής για το εργαλείο, τότε η ακτίνα μύτης εργαλείου είναι απλά η ακτίνα της άκρης του εργαλείου των δεδομένων εισαγωγής. Μια νέα οριζόμενη σχετική θέση Ακτίνας Μύτης Εργαλείου σχετίζεται με κάθε εργαλείο στη σελίδα νέων οριζόμενων σχετικών θέσεων γεωμετρίας. Η κολώνα ακτίνας είναι η τιμή για την ακτίνα μύτης του κάθε εργαλείου. Αν η τιμή οποιασδήποτε νέας οριζόμενης σχετικής θέσης ακτίνας μύτης εργαλείου είναι ρυθμισμένη στο μηδέν, δεν θα δημιουργηθεί αντιστάθμιση για αυτό το εργαλείο. Μια νέα οριζόμενη σχετική Φθορά Ακτίνας σχετίζεται με κάθε νέα οριζόμενη σχετική θέση ακτίνας στη σελίδα νέων οριζόμενων σχετικών θέσεων φθοράς. Η ρύθμιση προσθέτει τη νέα οριζόμενη σχετική θέση φθοράς στη νέα οριζόμενη σχετική θέση ακτίνας για να βγάλει μια αποτελεσματική ακτίνα που θα χρησιμοποιηθεί για τη δημιουργία αντισταθμιστικών τιμών. Μικρές αλλαγές (θετικές τιμές) στην νέα οριζόμενη σχετική θέση ακτίνας κατά την διάρκεια παραγωγής πρέπει να τοποθετηθούν στη σελίδα νέας οριζόμενης σχετικής θέσης φθοράς. Αυτό επιτρέπει στον χρήστη να εντοπίσει εύκολα τη φθορά για το κάθε εργαλείο. Καθώς χρησιμοποιείται το εργαλείο, θα φθείρεται και θα υπάρχει μεγαλύτερη ακτίνα στο τέλος του εργαλείου. Όταν κάνετε αντικατάσταση ενός φθαρμένου εργαλείου με ένα νέο, η νέα οριζόμενη σχετική θέση φθοράς πρέπει να γυρίσει στο μηδέν. Είναι σημαντικό να θυμάστε ότι οι τιμές αντιστάθμισης της μύτης εργαλείου συμφωνούν με την ακτίνα πάρα με τη διάμετρο. Αυτό είναι σημαντικό όταν η αντιστάθμιση μύτης εργαλείου ακυρώνεται. Αν η επαυξανόμενη απόσταση της αντισταθμισμένης κίνησης αναχώρησης δεν είναι διπλάσια της ακτίνας του κοπτικού εργαλείου, θα συμβεί υπερβολική κοπή. Να θυμάστε πάντα ότι οι προγραμματισμένες διαδρομές συμφωνούν με την διάμετρο και επιτρέπουν τη διπλάσια ακτίνα εργαλείου στις κινήσεις αναχώρησης. Το τμήμα Q των κύκλων κατεργασίας που απαιτούν μια ακολουθία PQ μπορεί να είναι συνήθως μια κίνηση αναχώρησης. Το ακόλουθο παράδειγμα δείχνει πως ο λάθος προγραμματισμός οδηγεί σε υπερβολική κοπή Παράδειγμα Η Ρύθμηση 33 είναι FANUC: X Z Ακτίνα Άκρη Γεωμετρία Εργαλείου 8: -8,0000-8,0000 0, Ο0010 ; G28 ; T808 ; (Ράβδος διάτρησης) G97 G00 X.49 Z.05; G41 G01 X5156 F.004 ; Z-.05 ; X.3438 Z-.25 Z-.5 ; X.33 ; (Κινείται λιγότερο από,032; η απαιτούμενη τιμή για να αποφευχθεί η κοπή με μια κίνηση αναχώρησης πριν ακυρωθεί το TNC.) G40 G00 X.25 ; Z.05 ; G28 ; M30 ; Ακατάλληλο Πρόγραμμα χρησιμοποιώντας TNC και 70 62

63 ΑΝΤΙΣΤΑΘΜΙΣΗ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΑΙ ΓΕΩΜΕΤΡΙΚΕΣ ΔΙΑΣΤΑΣΕΙΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ Οι γεωμετρίες μήκους των εργαλείων που χρησιμοποιούν αντιστάθμιση μύτης εργαλείου ρυθμίζονται το ίδιο με των εργαλείων που δεν χρησιμοποιούν αντιστάθμιση. Δείτε το κεφάλαιο Εργαλεία σε αυτό το εγχειρίδιο για λεπτομέρειες της ακριβούς ρύθμισης των εργαλείων και της καταγραφής των γεωμετριών των εργαλείων. Όταν ρυθμίζεται ένα νέο εργαλείο, η φθορά γεωμετρίας πρέπει να είναι στο μηδέν. Συχνά ένα εργαλείο θα παρουσιάσει άνιση φθορά. Συμβαίνει όταν λαμβάνουν χώρα ιδιαιτέρα μεγάλα φορτία στην άκρη του εργαλείου. Σε αυτή την περίπτωση ίσως να είναι επιθυμητό να προσαρμόσετε την Χ ή Ζ Γεωμετρία Φθοράς παρά την Φθορά Ακτίνας. Προσαρμόζοντας το Χ ή Ζ Μήκος Γεωμετρίας Φθοράς, ο χρήστης μπορεί συχνά να κάνει αντιστάθμιση για άνιση φθορά μύτης εργαλείου. Το μήκος γεωμετρίας φθοράς θα μετατοπιστεί για όλες τις διαστάσεις ενός άξονα. Ο σχεδιασμός του προγράμματος μπορεί να μην επιτρέπει στον χρήστη να κάνει αντιστάθμιση φθοράς με τη χρήση μετατόπισης γεωμετρίας. Ο καθορισμός της φθοράς που θα προσαρμοστεί μπορεί να γίνει ελέγχοντας κάποιες διαστάσεις Χ και Ζ σε ένα τελειωμένο εξάρτημα. Η ίση φθορά θα έχει ως αποτέλεσμα παρόμοιες αλλαγές διαστάσεων στους άξονες-χ και Ζ, και θα προτείνει την αύξηση της νέας οριζόμενης σχετικής θέσης φθοράς ακτίνας. Φθορά που επηρεάζει τις διαστάσεις μόνο σε ένα άξονα θα προτείνει μόνο τη φθορά γεωμετρίας. Ο καλός σχεδιασμός προγράμματος βασίζεται στην γεωμετρία του εξαρτήματος που βρίσκετε σε διαδικασία κοπής πρέπει να εξαφανιστεί το πρόβλημα άνισης φθοράς. Γενικά, να χρησιμοποιείτε εργαλεία φινιρίσματος που χρησιμοποιούν όλη την ακτίνα του κοπτικού για την αντιστάθμιση μύτης εργαλείου. ΑΝΤΙΣΤΑΘΜΙΣΗ ΜΥΤΗΣ ΕΡΓΑΛΕΙΟΥ ΣΕ ΚΥΚΛΟΥΣ ΚΑΤΕΡΓΑΣΙΑΣ Μερικοί κύκλοι κατεργασίας αγνοούν την αντιστάθμιση τις μύτης εργαλείου, εκτός από μια συγκεκριμένη δομή κώδικα, ή εκτελούν την δική τους συγκεκριμένη δραστηριότητα κύκλου κατεργασίας (επίσης κοιτάξτε το κεφάλαιο "Κύκλοι Κατεργασίας"). Οι ακόλουθοι κύκλοι κατεργασίας θα αγνοήσουν την αντιστάθμιση της ακτίνα της μύτης εργαλείου. Ακυρώστε την αντιστάθμιση μύτης εργαλείου πριν από τους κύκλους κατεργασίας. G74 κύκλος μετωπικής αυλάκωσης, βηματική διάτρηση G75 εξώτ.διαμ./εσώτ. διαμ. κύκλος αυλάκωσης, βηματική διάτρηση G76 κύκλος κοπής σπειρώματος, πολλαπλά περάσματα G92 κύκλος κοπής σπειρώματος, τροποποιητικός ΠΑΡΑΔΕΙΓΜΑΤΑ ΠΡΟΓΡΑΜΜΑΤΩΝ ΜΕ ΤΗ ΧΡΗΣΗ ΑΝΤΙΣΤΑΘΜΙΣΗΣ ΜΥΤΗΣ ΕΡΓΑΛΕΙΟΥ Παράδειγμα 1 Γενική Αντιστάθμιση Μύτης Εργαλείου χρησιμοποιώντας στάνταρ παρένθετες επιλογές λειτουργίας G01/G02/G03. Προετοιμασία Γυρίστε τη Ρύθμιση 33 στο FANUC. Ρυθμίστε τα παρακάτω εργαλεία Τ1 Εισάγετε με ακτίνα.3121, εκχονδριση Τ2 Εισάγετε με ακτίνα.0312, τελείομα Τ3.250 εργαλείο πλατιάς χάραξης.016 ακτίνα/ίδιο εργαλείο για νέες οριζόμενες σχετικές θέσεις 3 και 13 Εργαλείο Νέα οριζόμενη σχετική θέση Χ Ζ Ακτίνα Άκρη T T T , T ,
64 Παράδειγμα Προγράμματος Περιγραφή % O0811 (G42 Test BCA) (Παράδειγμα 1) N1 G54 S1000 T101 G97 S500 M03 G54 G00 X2.1 Z0.1 (Κινηθείτε στο σημείο S) G96 S200 G71 P10 Q20 U0.02 W0.005 D.1 F0.015 N10 G42 G00 X0. Z0.1 F.01 G01 Z0 F.005 X0.065 X0.075 Z-0.05 Z-0.57 G02 X1.25 Z-1. R0.25 G01 Z-1.5 G02 X1. Z R0.125 G01 Z-2.5 G02 X1.25 Z R0.125 G01 Z-3.5 X2. Z-3.75 N20 G00 G40 X2.1 G97 S500 G28 M01 N2 G50 S1000 T202 G97 S750 M03 (Επιλέξτε εργαλείο 1 και νέα οριζόμενη σχετική θέση 1 - κατεύθυνση άκρης για νέα οριζόμενη σχετική θέση είναι 3) (Εκχόνδριση P στο Q με T1 με χρήση G71 και TNC) (Ορίστε ακολουθία διαδρομής εξαρτήματος PQ) (P)(G71 Τύπος ΙΙ, TNC δεξιά) (Α) (Β) (TNC Ακύρωση) (Μηδέν για καθάρισμα αλλαγής εργαλείου) (Επιλέξτε εργαλείο 2 και νέα οριζόμενη σχετική θέση 2 κατεύθυνση άκρης είναι 3) G00 X2.1 Z0.1 (Κινηθείτε στο σημείο S) G96 S400 G70 P10 Q20 (Τελειώστε P σε Q με T2 με χρήση G70 καιtnc) G97 S750 G28 (Μηδέν για καθάρισμα αλλαγής εργαλείου) M01 N3 G50 S1000 T303 (Επιλέξτε εργαλείο 3, νέα οριζόμενη σχετική θέση κατεύθυνσης άκρης είναι 3) G97 S500 M03 (Χαράξτε στο σημείο Β με Χρήση νέας οριζόμενης σχετικής θέσης 3) G54 G42 X1.5 Z-2.0 G96 S200 G01 X1. F0.003 G01 Z-2.5 G02 X1.25 Z R0.125 G40 G01 X1.5 T313 G00 G41 X1.5 Z G01 X1. F0.003 G01 Z G03 X1.25 Z-1.5 R0.125 G40 G01 X1.6 G97 S500 G28 M30 % (Κινηθείτε στο σημείο C TNC δεξιά (Β) (TNC ακύρωση Χαράξτε στο σημείο Α με νέα οριζόμενη σχετική θέση 4) (Αλλάξτε νέα οριζόμενη σχετική θέση στην άλλη πλευρά του εργαλείου) (Κινηθείτε στο σημείο C TNC προσέγγιση) (Α) (TNC Ακύρωση) Σημειώστε ότι χρησιμοποιείται ο παραπάνω προτεινόμενος πίνακας του προηγούμενου κεφαλαίου για το G70. Επίσης σημειώστε ότι η αντιστάθμιση ενεργοποιείται στην ακολουθία PQ αλλά ακυρώνεται αφού τελειώσει το G70. 64
65 Παράδειγμα 2 TNC με κύκλο κατεργασίας εκχόνδρισης G71 Προετοιμασία Γυρίστε τη Ρύθμιση 33 στο FANUC. Εργαλεία Τ1 Εισάγετε με.032 ακτίνα, εκχόνδριση Εργαλείο Ρύθμιση Ακτίνα Άκρη Τ Παράδειγμα Προγράμματος Περιγραφή % Ο0813 (Παράδειγμα 3) G50 S1000 T101 (Επιλέξτε εργαλείο 1) G00 X1.5 Z.1 (Γρήγορη κίνηση στο σημείο έναρξης) G96 S100M03 G71 P80 Q180 U.01 W.005 D.08 F.012 (Εκχόνδριση Ρ σε Q με Τ1 με χρήση G71 και TNC) N80 G42 G00 X0.6 G01 Z0 F0.01 X0.8 Z-0.1 Fx Z-0.5 G02 X1.0 Z-0.6 I0.1 G01 X1,5 X2.0 Z-.85 Z-1.6 X2.3 G03 X2.8 Z-1.85 K-.25 G01 Z-2.1 N180 G40 G00 X3.0 M05 G28 M30 % (Ορίστε Ακολουθία Διαδρομής εξαρτήματος PQ) (P) (G71 Τύπος I, TNC δεξιά) (Έναρξη διαδρομής φινιρίσματος εξαρτήματος) (Q) (Τέλος διαδρομής εξαρτήματος) (TNC ακύρωση) (Μήδεν Χ για καθάρισμα αλλαγής εργαλείου) Σημειώστε ότι αυτό το μέρος είναι μια διαδρομή G71 Τύπος Ι. Όταν χρησιμοποιείτε TNC είναι ασυνήθιστο να έχετε μια Τύπου ΙΙ διαδρομή. Αυτό γίνεται γιατί οι τρέχουσες μέθοδοι αντιστάθμισης μπορούν να αντισταθμίσουν την άκρη του εργαλείου μόνο προς τη μία κατεύθυνση. 65
66 Παράδειγμα 3 TNC με ένα G72 κύκλο κατεργασίας εκχόνδρισης Παράδειγμα Προγράμματος Περιγραφή % O0814 (Παράδειγμα 3) G50 S1000 T101 (Επιλέξτε εργαλείο 1) G00 X3.5 Z0.1 (Κινηθείτε στο σημείο εκκίνησης) G96 S190 M03 (Εκχόνδριση Ρ σε Q με Τ1 με χρήση G72 και TNC) G72 P80 Q180 U0.005 W0.01 D0.05 F.010 (Ορίστε ακολουθία διαδρομής PQ) N80 G41 G00 Z-1.6 (P) (G72 Τύπος Ι, TNC αριστερά) G01 X2. F0.005 X1.4 Z-0.9 X1.0 Z-0.6 G03 X0.8 Z-0.5 K0.1 G01M Z-.01 X0.6 Z0. X0. N180 G40 G00 Z0.01 (TNS ακύρωση) (******Προαιρετική Ακολουθία Φινιρίσματος *****) G28 M01 T202 (Επιλέξτε εργαλείο 2) N2 G50 S1000 G00 X3.5 Z0.1 (Κινηθείτε στο σημείο έναρξης) G96 S325 M03 (Τελείωμα P σε Q με T2με χρήση G70 και TNC) G70 P80 Q180 G00 Z0.5 M05 G28 (Μηδέν για καθάρισμα αλλαγής εργαλείων) M30 % 66
67 Το G72 χρησιμοποιείται αντί για το G71 επειδή τα χτυπήματα εκχόνδρισης στο X είναι μακρύτερα από ότι είναι στο Z ενός G71. Γι αυτό είναι πιο αποτελεσματικό να χρησιμοποιείτε το G72. Παράδειγμα 4 TNC με G73 κύκλο κατεργασίας εκχόνδρισης Προετοιμασία Γυρίστε τη Ρύθμιση 33 στο FANUC Εργαλεία Τ1 Εισάγετε με ακτίμα.032, εκχόνδριση Τ2 Εισάγετε με ακτίνα.016, φινίρισμα Εργαλείο Ρύθμιση Ακτίνα Άκρη Τ Τ Παράδειγμα Προγράμματος Περιγραφή % Ο0815 (Παράδειγμα 4) T101 (Επιλέξτε Εργαλείο 1) G50 S1000 G00 X3.5 Z.1 (Κινηθείτε στο σημείο S) G96 S100 M03 G73 P80 Q180 U.01 W0.005 I0.3 K0.15 D4 F.012 (Εκχόνδριση P σε Q με T1 με χρήση G73 και TNC) N80 G42 G00 X0.6 (Ακολουθία διαδρομής PQ, G72 Τύπος I, TNC δεξιά) G01 Z0 F0.1 X0.8 Z-0.1 F.005 Z-0.5 G02 X1.0 Z-0.6 I0.1 G01 X1.4 X2.0 Z-0.9 Z-1.6 X2.3 G03 X2.8 Z-1.85 K-0.25 G01 Z-2.1 N180 G40 X3.1 (Q) G00 Z0.1 M05 (TNC Ακύρωση) (******Προαιρετική Ακολουθία Φινιρίσματοσ*****) G28 (Μηδεν για καθάρισμα αλλαγή εργαλείων) M01 T202 (Επιλέξτε εργαλείο 2) N2 G50 S1000 G00 X3.0 Z0.1 (Κινηθείτε στο σημείο έναρξης) G96 S100 M03 (P Q T G TNC) G70 P80 Q180 G00 Z0.5 M05 G28 (Μηδέν για καθάρισμα αλλαγής εργαλείων) M30 % Το G73 είναι καλύτερα να χρησιμοποιείται όταν θέλετε να κινήσετε μια συνεχή ποσότητα υλικού και στους 2 άξονες-χ και Ζ. 67
 G96 S100 M03 (ΕΚΧΟΝΔΡΙΣΗ ΓΩΝΙΑΣ 30 Ο ΣΕ X2. ΚΑΙ Z-1.5 ΜΕ ΧΡΗΣΗ G90 ΚΑΙ TNC) G90 G42 X2.55 Z-1.5 I-0.9238 F0.012 X2.45 (Προαιρετικά Επιπρόσθετα Περάσματα) X2.")
68 Παράδειγμα 5 TNC με G90 τροποποιητικό κύκλο εκχόνδρισης Παράδειγμα Προγράμματος Περιγραφή % O0816 (Παράδειγμα 5) T101 (Επιλέξτε εργαλείο 1) G50 S1000 G00 X4.0 Z0.1 (Κινηθείτε στη θέση έναρξης) G96 S100 M03 (ΕΚΧΟΝΔΡΙΣΗ ΓΩΝΙΑΣ 30 Ο ΣΕ X2. ΚΑΙ Z-1.5 ΜΕ ΧΡΗΣΗ G90 ΚΑΙ TNC) G90 G42 X2.55 Z-1.5 I F0.012 X2.45 (Προαιρετικά Επιπρόσθετα Περάσματα) X G00 G40 X3.0 Z0.1 M05 (TNC Ακύρωση) G28 (Μηδέν για καθάρισμα αλλαγής εργαλείων) M30 % Παράδειγμα 6 TNC με κύκλο περιστροφής εκχονδρισης G94 Παράδειγμα Προγράμματος Περιγραφή % O0817 (Παράδειγμά 6) G50 S1000 T101 (Επιλέξτε εργαλείο 1) G00 X3.0 Z0.1 (Κινηθείτε στη θέση έναρξης) G96 S100 M03 G94 G41 X1.0 Z-0.5 K F.03 (Εκχονδριση γωνίας 30 ο σε Χ1. και Ζ-0.7 με χρήση G94 και TNC) Z-0.6 (Προαιρετικά Επιπρόσθετα Περάσματα) Z-0.7 G00 G40 X3. Z0.1 M05 (TNC Ακύρωση) G28 (Μηδέν για καθάρισμα αλλαγής εργαλείων) M30 % 68
69 ΘΕΩΡΗΤΙΚΟ ΑΚΡΟ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ ΚΑΙ ΚΑΤΕΥΘΥΝΣΗ ΚΟΠΗΣ Για ένα τόρνο δεν είναι εύκολο να καθορίσεις το κέντρο της ακτίνας του εργαλείου. Οι άκρες κοπής ρυθμίζονται όταν ένα εργαλείο έχει ρυθμιστεί με ακρίβεια για να καταγραφεί η γεωμετρία εργαλείου. Η ρύθμιση δεν μπορεί να υπολογίσει που είναι το κέντρο της ακτίνας του εργαλείου χρησιμοποιώντας τα δεδομένα της άκρης, την ακτίνα εργαλείου, και την κατεύθυνση που αναμένεται να κόψει το κοπτικό. Οι νέες οριζόμενες σχετικές θέσεις γεωμετρίας των αξόνων-χ και Ζ διασταυρώνονται σε ένα σημείο, που ονομάζεται Υποτιθέμενη Άκρη εργαλείου, που βοηθά στον καθορισμό της κατεύθυνσης της άκρης του εργαλείου. Η Κατεύθυνση της Άκρης Εργαλείου ορίζεται από ένα διάνυσμα από το κέντρο της ακτίνας του εργαλείου που εκτείνεται προς την υποτιθέμενη άκρη εργαλείου. Δείτε τα επόμενα σχήματα. Η κατεύθυνση της άκρης κάθε εργαλείου κωδικοποιείται ως ένας ακέραιος αριθμός από το 0 ως το 9. Ο κωδικός κατεύθυνσης της άκρης βρίσκεται δίπλα στη νέα οριζόμενη σχετική θέση ακτίνας στη σελίδα νέων οριζόμενων σχετικών θέσεων γεωμετρίας. Συνιστάται η διεύθυνση της άκρης να ορίζεται για όλα τα εργαλεία με τη χρήση της αντιστάθμιση μύτης εργαλείου. Το ακόλουθο σχήμα είναι μια περίληψη του σχεδίου κωδικοποίησης μαζί με παραδείγματα προσανατολισμού του κοπτικού. Σημειώστε ότι η άκρη υποδεικνύει στο χρήστη πώς το πρόγραμμα τείνει να υπολογίσει τη νέα οριζόμενη σχετική θέση γεωμετρίας εργαλείου. Για παράδειγμα, αν το σχέδιο αρχικής οργάνωσης δείχνει την κατεύθυνση άκρης 8, ο προγραμματιστείς δείχνει τη γεωμετρία εργαλείου να τείνει προς την άκρη του και πάνω στην κεντρική γραμμή της εισαγωγής εργαλείου. Κώδικας Προσανατολισμός Θέση Κέντρου Κώδικας Προσανατολισμός Θέση Κέντρου Άκρης Υποτιθέμενης Άκρης Εργαλείου Εργαλείου Άκρης Υποτιθέμενης Άκρης Εργαλείου Εργαλείου 69
70 ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ ΧΩΡΙΣ ΑΝΤΙΣΤΑΘΜΙΣΗΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ Χειροκίνητος Υπολογισμός Αντιστάθμισης Όταν προγραμματίζετε μια ευθεία γραμμή σε οποιοδήποτε άξονα-x ή Z η άκρη του εργαλείου ακουμπά το εξάρτημα στο ίδιο σημείο όπου ακουμπήσατε τις αρχικές νέες οριζόμενες σχετικές θέσεις εργαλείου στους άξονες-x και Z. Όμως, όταν προγραμματίζετε ένα σπάσιμο γωνίας ή μια γωνία, η άκρη δεν ακουμπά το εξάρτημα σε αυτά τα ίδια σημεία. Το πού θα ακουμπήσει η άκρη το εξάρτημα εξαρτάται από τις μοίρες της γωνίας κοπής και από το μέγεθος της εισαγωγής εργαλείου. Αν προγραμματίζετε κοπή εξαρτήματος χωρίς τη χρήση αντιστάθμισης, θα επέλθει μικρότερη κοπή και υπερβολική κοπή. Οι παρακάτω σελίδες εμπεριέχουν πίνακες που δείχνουν πώς να υπολογίσετε την αντιστάθμιση ώστε να προγραμματίσετε το εξάρτημα με ακρίβεια. Μαζί με κάθε διάγραμμα υπάρχουν τρία παραδείγματα αντιστάθμισης με τη χρήση και των δύο τύπων εισαγωγής και με τρείς διαφορετικές γωνίες κοπής. Διπλα σε κάθε εικόνα υπάρχει ένα δείγμα προγράμματος και επεξηγήσεις για τον υπολογισμό της αντιστάθμισης. Αναφορά στις εικόνες των επόμενων σελίδων. Η άκρη του εργαλείου φαίνεται σαν ένας κύκλος με Χ και Ζ σημεία. Τα σημεία αυτά καθορίζουν με ακρίβεια την διάμετρο Χ και τις νέες οριζόμενες σχετικές θέσεις Ζ. Κάθε εικόνα είναι ένα εξάρτημα διαμέτρου 3" με γραμμές που εκτείνονται από το εξάρτημα και διασταυρώνονται σε γωνίες 30 ο, 45 ο και 60 ο. Το σημείο το οποίο η άκρη του εργαλείου διασταυρώνεται με τις γραμμές είναι το σημείο όπου υπολογίζεται η τιμή της αντιστάθμισης. Η τιμή της αντιστάθμισης είναι η απόσταση από την πρόσοψη της άκρης του εργαλείου προς τη γωνία του εξαρτήματος. Σημειώστε ότι η άκρη του εργαλείου παρεκκλίνει ελαφρώς από την πραγματική γωνία του εξαρτήματος, αυτό γίνεται ώστε η άκρη του εργαλείου να είναι στην σωστή θέση για να κάνει την επόμενη κίνηση και να αποφήγη λιγότερη η υπερβολική κοπή. Χρησιμοποιήστε τις τιμές των διαγραμμάτων (μέγεθος γωνίας και ακτίνας) για να υπολογίσετε τη σωστή θέση διαδρομής εργαλείου για το πρόγραμμα. ΓΕΩΜΕΤΡΙΑ ΑΝΤΙΣΤΑΘΜΙΣΗΣ ΕΜΠΡΟΣΘΙΟΥ ΑΚΡΟΥ ΚΟΠΗΣ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ Το επόμενο σχέδιο μας δείχνει διάφορες γεωμετρίες της αντιστάθμισης μύτης εργαλείου. Είναι οργανωμένο σε τέσσερις κατηγορίες διασταύρωσης. Οι διασταυρώσεις μπορεί να είναι: 1) γραμμική με γραμμική, 2) γραμμική με κυκλική, 3) κυκλική με γραμμική, ή 4) κυκλική με κυκλική. Πέρα από αυτές τις κατηγορίες οι διασταυρώσεις διακρίνονται σε γωνία διασταύρωσης και προσέγγιση, λειτουργία με λειτουργία, ή κινήσεις αναχώρησης. Υποστηρίζονται δύο τύποι αντισταθμίσεων FANUC, ο Τύπος A και ο Τύπος B. Ο προκαθορισμένος τύπος αντιστάθμισης είναι ο Τύπος A. 70
71 Γραμμική-με-Γραμμική (Τύπος Α) Γωνία : <90 Γωνία : >=90, <180 Γωνία : >180 Γραμμική-με-Κυκλική (Τύπος Α) Γωνία : <90 Γωνία : >=90, <80 Γωνία :
72 Κυκλική-με-Γραμμική (Τύπος Α) Γωνία : <90 Γωνία : >=90, <180 Γωνία : >180 Κυκλική-με-Κυκλική (Τύπος Α) Γωνία : <90 Γωνία : >=90, <180 Γωνία : >180 72
73 Διάγραμμα Υπολογισμού Ακτίνας Μύτης Εργαλείου Κώδικας G0 X0 Z.1 G1 Z0 X.4736 X3.0 Z Πρόγραμμα Αντιστάθμιση (1/32 TNR) (X Comp) (Z Comp) Σημείωση: Τιμή Αντιστάθμισης για γωνία 30 ο Πρόγραμμα Κώδικας G0 X0 Z.1 G1 Z0 X.4634 X 3.0 Z Αντιστάθμιση (1/32 TNR) (X Comp) (z Comp) Σημείωση: Τιμή Αντιστάθμισης για γωνία 45 ο Κώδικας G0 X0 Z.1 G1 Z0 X.4542 X3.0 Z-7349 Πρόγραμμα Αντιστάθμιση (1/32 TNR) (X Comp) (Z Comp) Σημείωση: Τιμή Αντιστάθμισης για γωνία 60 ο 73
74 74 Διάγραμμα Ακτίνας Και Γωνία Εργαλείου (1/32 ΑΚΤΙΝΑ) Η μέτρηση Χ βασίζεται στην διάμετρο του εξαρτήματος. ΓΩΝΙΑ Xc ΔΙΑΣΤΑΥΡΩΣΗ Zc ΔΙΑΜΗΚΗ ΓΩΝΙΑ Xc ΔΙΑΣΤΑΥΡΩΣΗ Zc ΔΙΑΜΗΚΗ
75
 (Z-2.1651 +.0114 Comp) Σημείωση: Χρήση Τιμών Αντιστάθμισης Για Γωνία 30 ο Κώδικας G0 X0 Z.1 G1 Z0 X.4816 X 3.0 Z-1.")
 Σημείωση: Χρήση Τιμών Αντιστάθμισης Για Γωνία 45 o Κώδικας G0 X0 Z.1 G1 Z0 X.4772 X3.0 Z-.")
76 Διάγραμμα Υπολογισμού Ακτίνας Μύτης Εργαλείου Κώδικας G0 X0 Z.1 G1 Z0 Πρόγραμμα Αντιστάθμιση(1/64 TNR) X.4868 X 3.0 Z (X Comp) (Z Comp) Σημείωση: Χρήση Τιμών Αντιστάθμισης Για Γωνία 30 ο Κώδικας G0 X0 Z.1 G1 Z0 X.4816 X 3.0 Z Πρόγραμμα Αντιστάθμιση (1/64 TNR) (X Comp) (z Comp) Σημείωση: Χρήση Τιμών Αντιστάθμισης Για Γωνία 45 o Κώδικας G0 X0 Z.1 G1 Z0 X.4772 X3.0 Z-.467 Πρόγραμμα Αντιστάθμιση (1/64 TNR) (X Comp) (Z Comp) Σημείωση: Χρήση Τιμών Αντιστάθμισης Για Γωνία 60 o 76
77 77 Διάγραμμα Ακτίνας Εργαλείου και Γωνίας (1/64 Ακτίνα) Η μέτρηση X βασίζεται στη διάμετρο του εξαρτήματος. ΓΩΝΙΑ Xc ΔΙΑΣΤΑΥΡΩΣΗ Zc ΔΙΑΜΗΚΗΣ ΓΩΝΙΑ Xc ΔΙΑΣΤΑΥΡΩΣΗ Zc ΔΙΑΜΗΚΗΣ
78 ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ Η ρύθμιση CNC χρησιμοποιεί μια πληθώρα συστημάτων συντεταγμένων και νέων οριζόμενων σχετικών θέσεων που επιτρέπουν τη ρύθμιση της θέσης του σημείου του εργαλείου στο εξάρτημα. Αυτό το κεφάλαιο περιγράφει την αλληλεπίδραση ανάμεσα σε διάφορα συστήματα συντεταγμένων και νέων οριζόμενων σχετικών θέσεων. Σύστημα Ενεργών Συντεταγμένων Το σύνολο των συστημάτων ενεργών συντεταγμένων και νέων οριζόμενων σχετικών θέσεων σε ισχύ. Είναι το σύστημα που εμφανίζεται κάτω από την ταμπέλα "Εργασία" στην οθόνη θέσεων. Είναι επίσης το ίδιο σαν να εκτελούνται οι προγραμματισμένες τιμές σε ένα πρόγραμμα κώδικα G που δεν υποθέτει Αντιστάθμιση Μύτης Εργαλείου. Ενεργές Συντεταγμένες = σφαιρική συντεταγμένη + κοινή συντεταγμένη + συντεταγμένη εργασίας + παραγόμενη συντεταγμένη + νέες οριζόμενες σχετικές θέσεις εργαλείων. FANUC Σύστημα Συντεταγμένων εργασίας Οι συντεταγμένες εργασίας είναι μια πρόσθετη προαιρετική μεταβολή συντεταγμένων που σχετίζεται με το σφαιρικό σύστημα συντεταγμένων. Υπάρχουν 26 διαθέσιμα συστήματα συντεταγμένων εργασιών στην ρύθμιση Haas, που ορίζονται από το G54 έως το G59 και G110 έως το G129. Το G54 είναι η συντεταγμένη εργασίας που ισχύει όταν ενεργοποιείται η ρύθμιση. Η τελευταία χρησιμοποιημένη εργασία συντεταγμένων παραμένει σε ισχύ μέχρι να χρησιμοποιηθεί άλλη συντεταγμένη εργασίας ή μέχρι να κλείσει το μηχάνημα. Το G54 μπορεί να αποεπιλεγεί εξασφαλίζοντας ότι οι τιμές Χ και Ζ για το G54 στη σελίδα νέων οριζόμενων σχετικών θέσεων εργασίας είναι στο μηδέν. FANUC Σύστημα Παραγόμενης Συντεταγμένης Ένα σύστημα παραγόμενης συντεταγμένης είναι ένα σύστημα συντεταγμένων μέσα σε μια συντεταγμένη εργασία. Μόνο ένα σύστημα παραγόμενης συντεταγμένης είναι διαθέσιμο και ρυθμίζεται από την εντολή G52. Κάθε εντολή G52 που ρυθμίζεται κατά τη διάρκεια του προγράμματος απομακρύνεται μόλις το πρόγραμμα τελειώνει σε ένα Μ30, γίνεται Επαναφορά ή σβήνει το μηχάνημα. FANUC Κοινό Σύστημα Συντεταγμένων Το κοινό (Comm) σύστημα συντεταγμένων βρίσκεται στην δεύτερη σελίδα εμφάνισης νέων οριζόμενων σχετικών θέσεων συντεταγμένων εργασίας ακριβώς κάτω από το σφαιρικό σύστημα συντεταγμένων (G50). Το κοινό σύστημα συντεταγμένων διατηρείται στην μνήμη όταν σβήνει το μηχάνημα. Το κοινό σύστημα συντεταγμένων μπορεί να αλλάξει χειροκίνητα με την εντολή G10 ή χρησιμοποιώντας μάκρο μεταβλητών. YASNAC Μεταβολή Συντεταγμένης Εργασίας Οι ρυθμίσεις YASNAC πραγματεύονται μια μεταβολή συντεταγμένης εργασίας. Λειτουργεί με το ίδιο κοινό σύστημα συντεταγμένων. Όταν η Ρύθμιση 33 είναι στο YASNA, βρίσκεται στην σελίδα εμφάνισης νέων οριζόμενων σχετικών θέσεων εργασίας σαν Τ00. YASNAC Σύστημα Συντεταγμένων Μηχανήματος Οι ενεργές συντεταγμένες παίρνουν την τιμή από τις μηδενικές συντεταγμένες του μηχανήματος. Οι μηχανικές συντεταγμένες μπορούν να αναφερθούν ορίζοντας το G53 με Χ και Ζ σε μια κίνηση τμήματος. YASNAC Νέες Σχετικές Θέσεις Εργαλείων - Υπάρχουν δυο νέες οριζόμενες σχετικές θέσεις διαθέσιμες: νέες οριζόμενες σχετικές θέσεις γεωμετρίας και νέες οριζόμενες σχετικές θέσεις φθοράς. Οι νέες οριζόμενες σχετικές θέσεις γεωμετρίας προσαρμόζονται για διάφορα μήκη και πλάτη εργαλείων, ώστε κάθε εργαλείο να βρίσκεται στο ίδιο σχέδιο αναφοράς. Οι νέες οριζόμενες σχετικές θέσεις γεωμετρίας συνήθως γίνονται κατά τη διάρκεια της αρχικής οργάνωσης και παραμένουν σταθερές. Οι νέες οριζόμενες σχετικές θέσεις φθοράς επιτρέπουν στο χειριστή να κάνει μικρές προσαρμογές στις νέες οριζόμενες σχετικές θέσεις γεωμετρίας για την αντιστάθμιση της φυσικής φθοράς του εργαλείου. Οι νέες οριζόμενες σχετικές θέσεις φθοράς είναι συνήθως μηδενικές στην αρχή της εκτέλεσης παραγωγής και μπορεί να αλλάζουν στην πορεία. Σε ένα FANUC συμβατό σύστημα, και οι δυο νέες οριζόμενες σχετικές θέσεις χρησιμοποιούνται στον υπολογισμό του συστήματος ενεργών συντεταγμένων. Οι νέες οριζόμενες σχετικές θέσεις γεωμετρίας δεν είναι διαθέσιμες; αντικαθιστώνται από τις νέες οριζόμενες σχετικές θέσεις μετατόπισης εργαλείου (50 νέες οριζόμενες σχετικές θέσεις μετατόπισης εργαλείου από το 51 ως το 100). Οι νέες οριζόμενες σχετικές θέσεις μετατόπισης εργαλείου YASNAC τροποποιούν την σφαιρική συντεταγμένη για να επιτρέπονται διάφορα μήκη εργαλείων. Οι νέες οριζόμενες σχετικές θέσεις μετατόπισης εργαλείου πρέπει να χρησιμοποιούνται πριν από το κάλεσμα για την χρήση του εργαλείου με μια εντολή G50 Txx00. Η νέα οριζόμενη σχετική θέση μετατόπισης και μια εντολή G50 παρακάμπτει μια προηγούμενη επιλογή μετατόπισης εργαλείου. G50 YASNAC Μετατόπιση Εργαλείο N1 G51 (Επιστροφή στο Σημείο Μηδέν του Μηχανήματος ) N2 G50 T5100; (Νέα οριζόμενη σχετική θέση για Εργαλείο 1)... % 78
79 Αυτόματη Ρύθμιση Νέων Οριζόμενων Σχετικών θέσεων Εργαλείων Οι νέες οριζόμενες σχετικές θέσεις εργαλείων καταγράφονται αυτόματα με τη χρήση του πλήκτρου X Dia Mesur ή Z Face Mesur. Αν η κοινή, σφαιρική, ή τρέχουσα επιλεγμένη νέα οριζόμενη σχετική θέση εργασίας έχει τιμές, η καταγεγραμμένη νέα οριζόμενη σχετική θέση εργαλείου θα διαφέρει από τις πραγματικές συντεταγμένες του μηχανήματος κατά τις τιμές αυτές. Αφού ρυθμιστούν τα εργαλεία για μια εργασία, πρέπει να δοθεί εντολή σε όλα τα εργαλεία για ένα ασφαλές σημείο αναφοράς X, Z ως σημείο αλλαγής εργαλείου. Σύστημα Σφαιρικών Συντεταγμένων (G50) Είναι ένα σύστημα συντεταγμένων που μετατοπίζει όλες τις συντεταγμένες εργασίας και τις νέες οριζόμενες σχετικές θέσεις εργαλείου μακριά από το σημείο μηδέν του μηχανήματος. Υπολογίζεται από τη ρύθμιση έτσι ώστε στην τρέχουσα θέση μηχανήματος να γίνονται οι ενεργές συντεταγμένες που ορίζονται από την εντολή G50. Οι υπολογισμένες τιμές του συστήματος σφαιρικών συντεταγμένων φαίνονται στην οθόνη νέων οριζόμενων σχετικών θέσεων συντεταγμένης εργασίας, ακριβώς κάτω από τη βοηθητική νέα οριζόμενη σχετική θέση εργασίας 129. Το σύστημα σφαιρικών συντεταγμένων καθαρίζει αυτόματα στο μηδέν όταν ανάβει η ρύθμιση CNC. Δεν αλλάζει όταν πιέζετε το πλήκτρο Επαναφορά. ΟΦΕΛΙΜΕΣ ΠΛΗΡΟΦΟΡΙΕΣ ΚΑΙ ΤΕΧΝΑΣΜΑΤΑ Προγραμματισμός Τα μικρά προγράμματα που επαναλαμβάνονται πολλές φορές δεν θα επαναφέρουν τον μεταφορέα αποβλήτων αν είναι ενεργοποιημένο το περιοδικό χαρακτηριστικό. Ο μεταφορέας θα συνεχίζει να σταματά και να ξεκινά όπως έχει πάρει εντολή. Δείτε Ρυθμίσεις 114 και 115. Η οθόνη Τρεχουσών Εντολών εμφανίζει τα φορτία ατράκτου και αξόνων, την τρέχουσα τροφοδοσία και ταχύτητα, και 15 γραμμές του τρέχοντος προγράμματος. Το πλήκτρο Origin μπορεί να χρησιμοποιηθεί για να καθαρίσει όλες τις νέες οριζόμενες σχετικές θέσεις και τις μάκρο-μεταβλητές. Αυτό επιτυγχάνεται πηγαίνοντας στην οθόνη Νέων οριζόμενων σχετικών θέσεων (Macros) και πιέζοντας το πλήκτρο Origin. Η ρύθμιση θα εμφανίσει: Zero All (Y/N). Αν εισάγετε το"y" όλες οι Νέες οριζόμενες σχετικές θέσεις (Macros), στο εμφανιζόμενο πεδίο θα γυρίσουν στο μηδέν. Οι τιμές στις σελίδες Τρεχουσών Εντολών μπορούν επίσης να καθαριστούν. Οι εγγραφές Διάρκεια Ζωής Εργαλείου, Φορτίο Εργαλείου και Χρονομετρητής μπορούν να καθαριστούν επιλέγοντας αυτό που θέλετε και πιέζοντας Origin. Για να καθαρίσετε τα πάντα στην κολώνα, βάλτε τον κέρσορα στην κορυφή της κολώνας σε έναν τίτλο και πιέστε Origin. Η γρήγορη επιλογή ενός άλλου προγράμματος γίνεται εισάγοντας το νούμερο του προγράμματος (Onnnnn) και πιέζοντας τα βελάκια up ή down. Το μηχάνημα πρέπει να είναι είτε στην επιλογή λειτουργίας Mem ή Edit. Η αναζήτηση μιας συγκεκριμένης εντολής σε ένα πρόγραμμα μπορεί να γίνει είτε στη λειτουργία Mem ή Edit. Εισάγετε τον κώδικα διεύθυνσης (A, B, C κλπ.), ή τον κώδικα διεύθυνσης και την τιμή. (A1.23) και πιέστε τα βελάκια up ή down. Αν ο κώδικας διεύθυνσης εισαχθεί χωρίς τιμή, η αναζήτηση θα σταματήσει στην επόμενη χρήση του γράμματος. Μπορείτε να μεταφέρετε και να αποθηκεύσετε ένα πρόγραμμα στη λίστα των προγραμμάτων σας στη λειτουργία MDI. Όταν είστε στην οθόνη προγράμματος MDI, βάλτε τον κέρσορα στην αρχή του προγράμματος MDI. Εισάγετε ένα νούμερο προγράμματος (Onnnnn), και πιέστε Alter. Αυτό θα μεταφέρει το πρόγραμμα MDI στη λίστα των προγραμμάτων σας με αυτό το νούμερο προγράμματος. Επιθεώρηση Προγράμματος - Πιέζοντας F4 ενώ είστε στην οθόνη Prgrm ή στην επιλογή λειτουργίας Mem, εμφανίζεται μια διαιρεμένη οθόνη, που δείχνει το πρόγραμμα που τρέχει στα αριστερά και εμφανίζει το πρόγραμμα στα δεξιά για επιθεώρηση από τον χειριστή. Επεξεργασία Φόντου - Πληκτρολογήστε ένα νούμερο προγράμματος (Onnnnn) του προγράμματος που θέλετε να επεξεργαστείτε και πιέστε F4, ενώ είστε στην οθόνη Prgrm (το πρόγραμμα μπορεί να τρέχει στην επιλογή λειτουργίας Mem). Απλές επεξεργασίες, Εισαγωγή, Αλλαγή, Διαγραφή, και Αναίρεση μπορούν να γίνουν είτε σε ένα υπάρχον πρόγραμμα ή ένα νέο ή ακόμα και στο πρόγραμμα που τρέχει. Όμως, το πρόγραμμα που τρέχει δεν θα κάνει ενημερώσεις μέχρι να τερματίσει με ένα M30 ή με Επαναφορά. Παράθυρο Εστίασης Γραφικών - Το F2 θα ενεργοποιήσει το παράθυρο εστίασης. Το Page down μεγεθύνει την εστίαση και το page up επεκτείνει τη θέαση. Χρησιμοποιήστε τα πλήκτρα με τα βελάκια για να κινήσετε το παράθυρο πάνω από την επιθυμητή περιοχή του εξάρτηματος και πιέστε Enter. Πιέστε F2 και Home για να δείτε όλο το τραπέζι. Αντιγραφή Προγραμμάτων - Στην επιλογή λειτουργίας Edit ένα πρόγραμμα μπορεί να αντιγραφεί (Εισαγωγή) σε ένα άλλο πρόγραμμα, γραμμή, ή τμήμα γραμμών ενός προγράμματος. Ορίστε ένα τμήμα με Edit: επιλέξτε μενού Text, βάλτε τον κέρσορα στην τελευταία γραμμή του προγράμματος που ορίσατε, πιέστε F2 ή Write για να φωτίσετε έντονα το τμήμα. Επιλέξτε ένα άλλο πρόγραμμα όπου θα αντιγράψετε την επιλογή σας. Βάλτε τον κέρσορα στο σημείο όπου θα τοποθετηθεί το αντιγραμμένο τμήμα και πιέστε Εισαγωγή. 79
80 Φορτώνοντας Αρχεία - Η φόρτωση πολλών αρχείων είναι δυνατή από τον Εξελιγμένο Επεξεργαστή. Πηγαίνετε στο μενού Floppy Disk Directory. Η ρύθμιση θα φορτώσει το επιλεγμένο αρχείο όταν πατήσετε Enter. Ο κέρσορας θα παραμείνει για να επιτρέψει να επιλεγούν και να αντιγραφούν επιπλέον αρχεία. Επεξεργασία Προγραμμάτων - Πιέζοντας F4 ενώ είστε στον Εξελιγμένο Επεξεργαστή θα εμφανίσει μια άλλη έκδοση του τρέχοντος προς επεξεργασία προγράμματος. Διάφορα τμήματα του προγράμματος μπορούν εναλλακτικά να επεξεργαστούν πιέζοντας Edit για να αλλάζετε από το ένα στο άλλο. Το πρόγραμμα θα κάνει ενημερώσεις μόλις γυρίσετε σε άλλο πρόγραμμα. Αναπαραγωγή Προγράμματος - Στην επιλογή λειτουργίας List Prog, ένα υπάρχον πρόγραμμα μπορεί να αναπαραχθεί. Επιλέξτε το νούμερο προγράμματος που θέλετε να αναπαράγετε, πληκτρολογήστε το νέο νούμερο προγράμματος (Onnnnn) και πιέστε F1. Η αναπαραγωγή μπορεί ακόμα να γίνει επιλέγοντας το μενού Program, και μετά το μενού Αναπαραγωγή Ενεργού Προγράμματος στη λειτουργία Edit. Κάποια προγράμματα μπορούν να σταλούν στη σειριακή θύρα πληκτρολογώντας όλα τα ονόματα των προγραμμάτων στη γραμμή εισαγωγής χωρίς διαστήματα (π.χ. O12345O98765O45678) και πιέζοντας Αποστολή RS232. Όταν στέλνετε αρχεία στη δισκέτα, πρέπει να βάλετε τον κέρσορα που φωτίζει έντονα το πρόγραμμα που αποθηκεύετε ή στο "All". Το όνομα που εισάγεται στη γραμμή εισαγωγής είναι το όνομα αρχείου στη δισκέτα. Νέες οριζόμενες σχετικές θέσεις Εισάγοντας τις νέες οριζόμενες σχετικές θέσεις: Πιέζοντας Write θα προσθέσει τους εισαχθέντες αριθμούς στην τιμή που επιλέγεται από τον κέρσορα. Πιέζοντας F1 θα πάρει τους εισαχθέντες αριθμούς και θα σβήσει την καταγραφή της νέας οριζόμενης σχετικής θέσης που επιλέχθηκε από τον κέρσορα. Πιέζοντας F2 θα εισάγει αρνητική τιμή ως νέα οριζόμενη σχετική θέση. Πιέζοντας Offset θα πηγαίνει μπροστά και πίσω ανάμεσα στις σελίδες Νέες οριζόμενες σχετικές θέσεις Μήκους Εργαλείων και Μηδενικές Νέες οριζόμενες σχετικές θέσεις Εργασίας. Ρυθμίσεις και Παράμετροι Ο χειρισμός μετακίνησης μπορεί να χρησιμοποιηθεί για την περιήγηση στις ρυθμίσεις και τις παραμέτρους Αυτή η ρύθμιση μπορεί να σβήσει μόνη της με τη χρήση ρυθμίσεων. Αυτές είναι: Ρύθμιση 1 για να σβήσει όταν το μηχάνημα είναι αδρανές για nn λεπτά, και Ρύθμιση 2 για να σβήσει όταν εκτελείται το M30. Κλείδωμα Μνήμης (Ρύθμιση 8) όταν είναι αναμμένο (On), κλειδώνονται οι λειτουργίες επεξεργασίας μνήμης. Όταν είναι σβηστό (Off), η μνήμη μπορεί να τροποποιηθεί. Η Αλλαγή Διάστασης (Ρύθμιση 9) αλλάζει από ίντσες σε χιλιοστά. Αυτό θα αλλάξει και όλες τις τιμές των νέων οριζόμενων σχετικών θέσεων. Ο Δείκτης Επαναφοράς Προγράμματος (Ρύθμιση 31) ανάβει και σβήνει τον δείκτη προγράμματος που γυρίζει στην αρχή του προγράμματος. Ο Ακέραιος Κλίμακας F (Ρύθμιση 77) χρησιμοποιείται για να αλλάξει την ερμηνεία της ταχύτητας πρόωσης. Η ταχύτητα πρόωσης μπορεί να παρερμηνευθεί αν δεν υπάρχει δεκαδικό σημείο στην εντολή Fnn. Η επιλογή εδώ μπορεί να είναι "Προκαθορισμένη", για να αναγνωρίσει έναν δεκαδικό 4 ψηφίων. Άλλη επιλογή είναι το "Ακέραιος" όπου θα αναγνωρίσει μια ταχύτητα πρόωσης για ένα επιλεγμένο δεκαδικό σημείο, για μια ταχύτητα πρόωσης που δεν έχει δεκαδικό. Μέγιστη στρογγύλευση Γωνίας (Ρύθμιση 85) για να ρυθμίσει την ακρίβεια στρογγύλευσης της γωνίας που απαιτείται από το χρήστη. Μπορεί να προγραμματιστεί οποιαδήποτε ταχύτητα ως την μέγιστη τιμή, χωρίς σφάλματα πάνω από αυτή τη ρύθμιση. Η ταχύτητα θα μειωθεί ΜΟΝΟ όταν χρειαστεί στις γωνίες Επαναφορά Υπερβολικής Ρύθμισης (Ρύθμιση 88) ανάβει και σβήνει το πλήκτρο Reset γυρίζοντας την υπερβολική ρύθμιση πίσω στο 100%. Έναρξη Κύκλου/Παύση Πρόωσης (Ρύθμιση 103) όταν είναι αναμμένο (On), το πλήκτρο Cycle Start πρέπει να κρατιέται πατημένο για να τρέξει ένα πρόγραμμα. Αφήνοντας το Cycle Start δημιουργεί μια συνθήκη παύσης. Χειρισμός Μετακίνησης σε Ένα Τμήμα (Ρύθμιση 104) επιτρέπει το χειρισμό μετακίνησης να χρησιμοποιείται για να εισέλθει σε ένα πρόγραμμα. Αντιστρέφοντας το χειρισμό μετακίνησης δημιουργείται μια συνθήκη παύσης. Κλείδωμα Νέων οριζόμενων σχετικών θέσεων (Ρύθμιση 119) αποτρέπει το χειριστή να αλλάξει νέες οριζόμενες σχετικές θέσεις. Κλείδωμα Μάκρο-μεταβλητών (Ρύθμιση 120) αποτρέπει το χειριστή να αλλάξει μάκρο-μεταβλητές. Λειτουργία Διακόπτης με κλειδί Κλειδώματος Μνήμης - αποτρέπει το χειριστή να επεξεργάζεται προγράμματα και να αλλάξει ρυθμίσεις όταν είναι στη θέση κλειδώματος. 80
81 Αρχική G28 Πλήκτρο Επιστρέφει όλους τους άξονες στη θέση μηδέν του μηχανήματος. Για να στείλετε έναν μόνο άξονα στην αρχική θέση, εισάγετε το γράμμα του άξονα και πιέστε Home G28. Για να μηδενίσετε όλους τους άξονες στην οθόνη Pos-to-Go, ενώ είστε στο χειρισμό μετακίνησης, πιέστε οποιαδήποτε άλλη επιλογή λειτουργίας (Edit, Mem, MDI, κλπ.) και πίσω στο Χειρισμό Μετακίνησης. Κάθε άξονας μπορεί να μηδενιστεί ξεχωριστά για να δείξει μια θέση σχετική με την επιλεγμένη μηδενική. Για να το κάνετε αυτό πηγαίνετε στη σελίδα Pos-Oper, βάλτε την επιλογή λειτουργίας χειρισμού μετακίνησης, βάλτε τους άξονες στην επιθυμητή θέση και πιέστε Origin για να μηδενίσετε αυτή την οθόνη. Επιπλέον μπορεί να εισαχθεί ένας αριθμός για την εμφάνιση της θέσης του άξονα. Για να το κάνετε αυτό, εισάγετε έναν άξονα και ένα νούμερο, παράδειγμα, X2.125 και μετά Origin. Διάρκεια Ζωής Εργαλείου Στη σελίδα των Τρεχουσών Εντολών υπάρχει μια οθόνη διάρκειας ζωής εργαλείου (χρήσης). Αυτή μετράει τις φορές που χρησιμοποιήθηκε ένα εργαλείο. Η οθόνη σταματάει το μηχάνημα μόλις το εργαλείο φτάσει την τιμή στην κολώνα ειδοποιήσεων. Υπερφόρτωση Εργαλείου Το φορτίο του εργαλείου μπορεί να οριστεί από την οθόνη Φορτίου Εργαλείου, αυτή θα αλλάξει την κανονική λειτουργία του μηχανήματος αν φτάσει την τιμή φορτίου εργαλείου που ορίστηκε για το εργαλείο. Όταν διαπιστωθεί υπερφόρτωση μπορούν να γίνουν 4 ενέργειες από τη Ρύθμιση 84. Ειδοποίηση Δημιουργεί μια ειδοποίηση Παύση τροφοδοσίας Σταματά την τροφοδοσία Ηχητικό Σήμα Κάνει έναν ευδιάκριτο ήχο Αυτόματη πρόωση Μειώνει ή αυξάνει αυτόματα το ρυθμό πρόωσης Μπορείτε να επιβεβαιώσετε την ακριβή ταχύτητα της ατράκτου ελέγχοντας την οθόνη Curnt Comds "Act". Σε αυτή τη σελίδα εμφανίζονται ακόμα οι στροφές RPM του άξονα της ατράκτου στα Ενεργά Κοπτικά Εργαλεία. Μπορείτε να επιλέξετε έναν άξονα για μετακίνηση εισάγοντας το όνομα του άξονα στη γραμμή εισαγωγής και πιέζοντας Handle Jog. Η οθόνη Βοήθειας έχει όλους τους κώδικες G και M. Για να τους δείτε γρήγορα, πιέστε το πλήκτρο Help και μετά το πλήκτρο C. Οι ταχύτητες μετακίνησης των 100, 10, 1.0 and 0.1 ιντσών ανά δευτερόλεπτο προσαρμόζονται από τα πλήκτρα Ρύθμιση Ταχύτητας Ρυθμού Πρόωσης. Αυτό δίνει επιπλέον 10% ως 200% στη ρύθμιση ταχύτητας. Εξελιγμένος Επεξεργαστής Επιτρέπει στο χειριστή να επιλέξει διάφορα προγράμματα (με τη χρήση του πλήκτρου Insert) και να τα στείλει όλα στη θύρα RS-232. Για να περιηγηθείτε γραμμή-γραμμή σε ένα πρόγραμμα, πιέστε F2, και μετά χρησιμοποιήστε το χειρισμό μετακίνησης. Για να σταματήσετε και να μείνετε σε μια θέση του προγράμματος πιέστε Undo. Αριθμητικός Υπολογιστής Το νούμερο στον αριθμητικό υπολογιστή μπορεί να μεταφερθεί στη γραμμή εισαγωγής δεδομένων πιέζοντας F3 στην επιλογή λειτουργίας Edit ή MDI. Αυτό θα μεταφέρει το νούμερο από τον αριθμητικό υπολογιστή στον ρυθμιστή εισαγωγής Edit ή MDI (Εισάγετε ένα γράμμα, X, Z, κλπ. Για την εντολή χρήσης μαζί με το νούμερο από τον αριθμητικό υπολογιστή). Τα έντονα φωτισμένα δεδομένα Trig, Circular ή Milling μπορούν να μεταφερθούν για να φορτωθούν, προστεθούν, αφαιρεθούν, πολλαπλασιαστούν, ή διαιρεθούν στον αριθμητικό υπολογιστή επιλέγοντας την τιμή και πιέζοντας F4. Στον αριθμητικό υπολογιστή μπορούν να εισαχθούν απλές μαθηματικές εκφράσεις. Παράδειγμα 23* /2, θα αξιολογηθεί όταν πατηθεί το πλήκτρο Write και το αποτέλεσμα (εδώ 89.8) θα εμφανιστεί στον αριθμητικό υπολογιστή. 81
82 ΣΥΣΤΗΜΑ ΟΠΤΙΚΟΠΟΙΗΜΕΝΟΥ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΥ (IPS) ΕΙΣΑΓΩΓΗ Το προαιρετικό λογισμικό Διαισθητικό Σύστημα Προγραμματισμού - Intuitive Programming System (IPS) απλοποιεί την ανάπτυξη προγραμμάτων CNC. Για να μπείτε στο μενού IPS πιέστε το χειρισμό μετακίνησης. Πλοηγηθείτε στα μενού, χρησιμοποιώντας τα πλήκτρα με τα βελάκια αριστερά και δεξιά. Για να επιλέξτε μενού πιέστε Write/Enter. Κάποια μενού έχουν υπο-μενού, που επίσης χρησιμοποιούν τα πλήκτρα με τα βελάκια αριστερά και δεξιά και πατήστε Enter για να επιλέξετε υπο-μενού. Χρησιμοποιήστε τα πλήκτρα με τα βελάκια για να πλοηγηθείτε στις μεταβλητές. Βάλτε μια μεταβλητή από το αριθμητικό πληκτρολόγιο και πιέστε Write/Enter. Για να βγείτε από το μενού πιέστε Cancel. Για να βγείτε από τα μενού IPS πιέστε οποιοδήποτε πλήκτρο Εμφάνιση, εκτός από το Offset. Πιέστε Handle Jog για να επιστρέψετε στα μενού IPS. Σημειώστε ότι ένα πρόγραμμα που εισάγεται μέσα στα μενού IPS είναι προσβάσιμο και στην επιλογή λειτουργίας MDI. ΕΠΙΛΟΓΗ ΛΕΙΤΟΥΡΓΙΑΣ ΑΥΤΟΜΑΤΗ Οι νέες οριζόμενες σχετικές θέσεις Εργασίας και Εργαλείων πρέπει να γίνονται πριν τρέξει η αυτόματη λειτουργία. Εισάγετε τιμές για κάθε εργαλείο που χρησιμοποιείται στην οθόνη Αρχικής οργάνωσης. Οι νέες οριζόμενες σχετικές θέσεις εργαλείων αναφέρονται όταν ένα εργαλείο καλείται σε αυτόματη λειτουργία. Σε κάθε μια από τις ακόλουθες διαδραστικές οθόνες ο χρήστης θα κληθεί να εισάγει τα δεδομένα που απαιτούνται για να ολοκληρωθούν οι κοινές εργασίες του μηχανήματος. Όταν εισαχθούν όλα τα δεδομένα, πιέζοντας "Cycle Start" θα ξεκινήσει τη διαδικασία του μηχανήματος. ΕΠΙΛΟΓΗ ΛΕΙΤΟΥΡΓΙΑΣ ΣΥΣΤΗΜΑ Οι οθόνες Λειτουργίας Συστήματος ρυθμίζονται για να δείξουν στο χρήστη τις τρέχουσες ειδοποιήσεις, ένα ιστορικό ειδοποιήσεων, μια άποψη των ειδοποιήσεων και μια οθόνη εγγραφής μηνυμάτων. Επιπλέον, το χαρακτηριστικό Καταγραφέας βρίσκεται σε αυτή την ομάδα. Καταγραφέας IPS Ο Καταγραφέας χρησιμοποιείται για να δημιουργήσει προγράμματα για διάφορα εξαρτήματα συνδυάζοντας τμήματα των προγραμμάτων που δημιουργήθηκαν με τη χρήση ενός χαρακτηριστικού αυτόματου προγραμματισμού. Η οθόνη του καταγραφέα έχει έναν αριθμό εντολών που φωτίζονται έντονα με τη χρήση των πλήκτρων με τα βέλη αριστερά και δεξιά. 82
83 Αυτές οι εντολές είναι: Παύση (Stop) - Σταματά την καταγραφή. Κίνηση (Play) - Ξεκινάει την κίνηση με την έντονα φωτισμένη διαδικασία. Ο τόρνος δεν θα ξεκινήσει μέχρι να πατηθεί το πλήκτρο Cycle Start. Καταγραφή (Record) - Ξεκινάει την καταγραφή των διαδικασιών και των εισαχθέντων δεδομένων. Διαγραφή Όλων (Delete All) - Διαγράφει όλες τις καταγεγραμμένες διαδικασίες. Διαγραφή Ενός (Delete One) - Διαγράφει μια μόνο διαδικασία. Σημειώστε ότι θα διαγράψει την τελευταία διαδικασία στη λίστα. Αν μια διαδικασία δεν είναι τελευταία, θα πρέπει να διαγράψετε όλες τις διαδικασίες μετά από αυτή μέχρι να φτάσετε σε αυτή που χρειάζεστε. Πιέζοντας "Delete" θα διαγράψει επίσης και την τελευταία διαδικασία. Παράλειψη Έναρξης (Skip Start) - Γυρίζει το πρόγραμμα στην πρώτη διαδικασία. Πιέζοντας "Home" θα επιστρέψει και στην πρώτη διαδικασία στη λίστα. Παράλειψη Λήξης (Skip End) - Γυρίζει το πρόγραμμα στην τελευταία διαδικασία. Πιέζοντας "End" θα επιστρέψει και στην τελευταία διαδικασία στη λίστα. Ένα βήμα Πίσω (Back One) - Πάει ένα βήμα πίσω στις διαδικασίες. Πιέζοντας το βελάκι up θα κάνει το ίδιο. Ένα βήμα Εμπρός (Forward One) - Πάει ένα βήμα πίσω στις διαδικασίες. Πιέζοντας το βελάκι down θα κάνει το ίδιο. Λειτουργία Μπείτε στο IPS, πιέζοντας το "Handle Jog". Χρησιμοποιείστε τα βελάκια αριστερά και δεξιά για να φωτίσετε έντονα το "System" και πιέστε "Enter". Χρησιμοποιείστε τα βελάκια αριστερά και δεξιά για να φωτίσετε έντονα το "Recorder" και πιέστε "Enter". Επιπλέον, η επιλογή λειτουργίας Recorder εισάγεται εύκολα πιέζοντας F4 από οποιαδήποτε οθόνη IPS. Το F4 θα κινηθεί στο άναμμα (on) και σβήσιμο (off) της επιλογής λειτουργίας Recorder. Δημιουργία ενός Μέρους Προγράμματος Για να δημιουργήσετε ένα μέρος προγράμματος, βάλτε τον Καταγραφέα στο "Record", βγείτε από την επιλογή λειτουργίας System και μπείτε στην επιλογή λειτουργίας για την πρώτη διαδικασία. Σημειώστε ότι όταν η ρύθμιση είναι στην επιλογή λειτουργίας "Record" ένα κόκκινο οπτικό σήμα "Recording" θα εμφανιστεί πάνω αριστερά. Ρυθμίστε τη διαδικασία επεξεργασίας, βάλτε τις τιμές και πιέστε "Cycle Start". Ο τόρνος θα εκτελέσει το πρόγραμμα και θα κόψει το πρώτο κομμάτι. Όταν τελειώσει, επαναλάβετε τα προηγούμενα βήματα για τα υπόλοιπα τμήματα. Σημείωση: Όταν πατηθεί το Cycle Start, η λειτουργία καταγράφεται, ακόμα κι αν η λειτουργία δεν έχει ολοκληρωθεί. Όταν εισαχθούν όλες οι διαδικασίες επεξεργασίας, γυρίστε στον Καταγραφέα (ή πιέστε F4 για να φέρετε μπροστά τον Καταγραφέα), φωτίστε έντονα το "Stop" και πιέστε "Enter" (ή πιέστε F4), αυτό θα σταματήσει την καταγραφή. Θα σημειώσετε ότι τώρα υπάρχει μια λίστα διαδικασιών στο παράθυρο καταγραφέα. Αυτές μπορούν να επεξεργαστούν από αυτή τη σελίδα με τη χρήση των άλλων πλήκτρων Recorder/Player. Μια άλλη εναλλακτική είναι να εκτελέσετε τη λειτουργία, μετά πιέστε την επιλογή λειτουργίας MDI. Η επιλογή λειτουργίας MDI αποκαλύπτει των κώδικα του μηχανήματος και μπορεί να επεξεργαστεί εκεί. Σημείωση: Αν το μηχάνημα είναι εξοπλισμένο με έναν μετατροπέα εργαλείων, ο τόρνος θα αλλάζει αυτόματα εργαλεία όπου χρειάζεται στο πρόγραμμα. 83
84 Εκτέλεση ενός Προγράμματος Φορτώστε ένα εξάρτημα, πηγαίνετε στην επιλογή λειτουργίας Recorder/Player, φωτίστε έντονα το "Play" και πιέστε "Enter"; Αυτό ξεκινάει τον Καταγραφέα. Πατώντας το πλήκτρο Cycle Start θα ξεκινήσει την καταγεγραμμένη διαδικασία του μηχανήματος. Ο Καταγραφέας θα ξεκινήσει στην έντονα φωτισμένη γραμμή στην ουρά. ΠΡΟΕΙΔΟΠΟΙΗΣΗ: Ο τόρνος θα ξεκινήσει όταν πατηθεί το πλήκτρο Cycle Start. Οι διαδοχικές λειτουργίες θα εκτελεστούν, αν θέλετε, αλλά το πλήκτρο Cycle Start πρέπει να πιέζεται για να συνεχιστεί κάθε λειτουργία. ΠΡΟΕΙΔΟΠΟΙΗΣΗ: Ο χειριστής πρέπει να αλλάζει εργαλεία, αν χρειάζεται, πριν πατηθεί το Cycle Start για την επόμενη λειτουργία. Τα χαρακτηριστικά του προγράμματος μπορούν να επιβεβαιωθούν ανοίγοντας το μενού Recorder/Player, φωτίζοντας έντονα το "Play", και πιέζοντας "Enter". Μπείτε στη λειτουργία MDI, μετά πιέστε το πλήκτρο "Graphics". Η οθόνη γραφικών επιτρέπει στο χρήστη να δει κάθε λειτουργία πριν την πραγματική κοπή. Από την επιλογή λειτουργίας MDI, είναι επίσης δυνατό να δημιουργήσετε ένα νέο πρόγραμμα κώδικα G στη μνήμη βάζοντας τον κέρσορα στην κορυφαία γραμμή, γράφοντας Onnnnn (το γράμμα "O" που ακολουθείται από έναν αριθμό προγράμματος), και μετά πιέζοντας το πλήκτρο "Alter". Αυτό θα δημιουργήσει ένα νέο πρόγραμμα στη μνήμη. Αυτό είναι χρήσιμο για επεξεργασία, αντίγραφα ασφαλείας κλπ. Επεξεργασία Διαδικασίας Μπορείτε να απομακρύνετε τις διαδικασίες διαγράφοντας τις μια τη φορά, φωτίζοντας έντονα το "Delete One" και πιέζοντας Εnter, ή απομακρύνοντας όλη τη λίστα, φωτίζοντας έντονα το "Delete All" και πιέζοντας "Enter". Χρησιμοποιείστε τα πλήκτρα με τα βελάκια για να περιηγηθείτε στη λίστα. Τα άλλα πλήκτρα επεξεργασίας, Παράλειψη Έναρξης, Παράλειψη Λήξης, Ένα βήμα Πίσω και Ένα Βήμα Μπροστά, μπορούν να χρησιμοποιηθούν για να ξεκινήσετε ένα μέρος του προγράμματος σε ένα συγκεκριμένο σημείο. Ο χειριστής μπορεί να προσθέσει λειτουργίες οποιαδήποτε στιγμή πιέζοντας F4 (για να μπει στην επιλογή λειτουργίας Recorder/Player και να εκτελέσει μια νέα λειτουργία). Άλλα Πεδία Συστήματος Το πεδίο Ειδοποιήσεις, εμφανίζει τις τρέχουσες ειδοποιήσεις. Αν εμφανιστεί ειδοποίηση, διορθώστε το πρόβλημα, πιέστε Reset, και ο τόρνος θα συνεχίσει. Το πεδίο Ιστορικό Ειδοποιήσεων εμφανίζει τις προηγούμενες ειδοποιήσεις. Τα πλήκτρα με τα βελάκια χρησιμοποιούνται για να περιηγηθείτε στις ειδοποιήσεις. Το πεδίο Θέαση Ειδοποίησης επιτρέπει στο χρήστη να εισάγει έναν αριθμό ειδοποίησης, και μόλις πατήσει Enter, η ρύθμιση θα δώσει την επεξήγηση. Το πεδίο Μηνύματα επιτρέπει στο χρήστη να αφήσει ένα μήνυμα στον επόμενο, ή υπενθυμίσεις για τον ίδιο. Τα μηνύματα εισάγονται στο κάτω αριστερό μέρος της οθόνης. Πιέστε Enter για να βάλετε το κείμενο στο παράθυρο μηνυμάτων. Χρησιμοποιήστε τα πλήκτρα με τα βελάκια για να περιηγηθείτε στις γραμμές. Το πλήκτρο Delete θα διαγράψει όλη τη γραμμή στην οποία βρίσκεται ο κέρσορας. Ανοίγοντας και Κλείνοντας την Επιλογή Η επιλογή IPS ανοίγει και κλείνει με τη χρήση της παραμέτρου 315 ψηφίο 31 (Διαισθητικό Σύστημα Προγράμματος). Οι τόρνοι με αυτή την επιλογή μπορούν να επιστρέψουν στην παραδοσιακή εμφάνιση προγράμματος Haas γυρίζοντας το ψηφίο αυτής της παραμέτρου στο 0. Για να το κάνετε αυτό, πιέστε το πλήκτρο PARAM/DGNOS. Εισάγετε "315" και πιέστε το βελάκι κάτω. Χρησιμοποιήστε το δεξί και αριστερό βελάκι ή το χειρισμό μετακίνησης για να κατεβείτε στο τελευταίο ψηφίο της παραμέτρου (Διαισθητικό Σύστημα Προγράμματος). Πιέστε το Emergency Stop, γράψτε "0" (μηδέν) και πιέστε enter. Για να απενεργοποιήσετε την επιλογή IPS, κατεβείτε στο ψηφίο της παραμέτρου όπως περιγράφεται παραπάνω, πιέστε το Emergency Stop, γράψτε "1" και πιέστε Enter. 84
85 ΕΛΕΓΧΟΣ ΕΠΙΚΟΥΡΙΚΟΥ ΑΞΟΝΑ Μια επιπλέων, εξωτερική τοποθέτηση άξονα μπορεί να προστεθεί στους απευθείας ρυθμιζόμενους άξονες. Αυτός ο άξονας, ο V, μπορεί να παίρνει εντολή απευθείας από το πρόγραμμα, αλλά επιτρέπεται μόνο σε τμήματα G00 ή G01. Η σύνδεση αυτών των αξόνων γίνεται μέσω της δεύτερης θύρας RS-232 port στη ρύθμιση μονού άξονα Haas. Η Ρύθμιση 38 χρησιμοποιείται για την επιλογή των βοηθητικών αξόνων (0 ή 1). Η οθόνη θέσης μηχανήματος θα εμφανίσει την παρούσα θέση αυτού του άξονα. Δεν υπάρχουν νέες οριζόμενες σχετικές θέσεις εργασίας για αυτόν τον άξονα, έτσι όλες οι εντολές βρίσκονται στο σύστημα συντεταγμένων του μηχανήματος. Όμως αν μια μετατοπισμένη μηδενική θέση έχει εισαχθεί στη σερβοκινούμενη ρύθμιση Haas, αυτή η θέση θα χρησιμοποιηθεί ως μηδέν. Όταν ανάβει το CNC, θα ξεκινήσει και η βοηθητική ρύθμιση άξονα. Για να βάλετε μια μετατοπισμένη μηδενική θέση, πρέπει να βάλετε τη ρύθμιση μετακίνησης σε μια νέα μηδενική θέση και μετά να κρατήσετε πατημένο το πλήκτρο Clear στη ρύθμιση μονού άξονα. Αν έχει προγραμματιστεί μια πρόωση (G01), η προγραμματισμένη στο CNC ταχύτητα πρόωσης στέλνεται στη βοηθητική ρύθμιση χωρίς αλλαγές. Για την πρόωση του άξονα V στα F30.0, σημαίνει ότι ο άξονας V θα κινηθεί κατά 30 μοίρες το δευτερόλεπτο. Μια κίνηση G00 θα κινήσει τον άξονα στο μέγιστο της ταχύτητας. Τα πλήκτρα Παύση Πρόωσης και Επαναφορά δεν θα σταματήσουν τον βοηθητικό άξονα. Τα πλήκτρα Επείγουσα Παύση και Μονό Τμήμα θα σταματήσουν τον βοηθητικό άξονα. Όταν η ρύθμιση CNC περιμένει έναν βοηθητικό άξονα να ολοκληρώσει την κίνηση του, το κάτω μέρος της οθόνης θα εμφανίσει "V FIN". Το πλήκτρο Reset θα τερματίσει οποιαδήποτε επικοινωνία "κρεμάσματος" του βοηθητικού άξονα. Το καλώδιο που συνδέει το CNC με τη ρύθμιση μονού άξονα πρέπει να είναι ένα καλώδιο DB-25 (αρσενικό και στις δύο άκρες) και πρέπει να συνδέει τις ακίδες 1, 2, 3, και 7 απευθείας από τη δεύτερη (χαμηλότερη) σειριακή θύρα του CNC στη σερβοκινούμενη ρύθμιση. ΚΟΥΚΟΥΒΑΓΙΑ Ο προαιρετικός Κεντροφορέας (δεν είναι εγκατεστημένος) είναι ένα υδραυλικό κομμάτι από χυτοσίδηρο που εκτελεί δύο γραμμικές καθοδηγήσεις. Οι 20 ίντσες (33 1/2 ίντσες στο SL-30, 44 ίντσες στο SL-40) διαδρομής επιτρέπουν την επεξεργασία εξαρτήματος με μεγάλο μήκος. Η κίνηση του κεντροφορέα ρυθμίζεται μέσα από κώδικα προγράμματος, στην επιλογή λειτουργίας μετακίνησης, ή διακόπτη ποδιού (δείτε ακόμα το "SL-10 Tailstock Operation" στο τέλος αυτού του κεφαλαίου). Ο κεντροφορέας σχεδιάστηκε για να πηγαίνει προς τη θέση με 2 ταχύτητες. Η υψηλή πίεση ονομάζεται "γρήγορη" και προγραμματίζεται με το G00. Η χαμηλή πίεση ονομάζεται "πρόωση" και προγραμματίζεται με το G01. Χρησιμοποιείται για να συγκρατεί το εξάρτημα. Χρειάζεται ένας κώδικας F για την επιλογή λειτουργίας πρόωσης (ακόμα κι αν έχει επικαλεστεί νωρίτερα) αλλά δεν επηρεάζει την πραγματική ταχύτητα πρόωσης. Η προτεινόμενη υδραυλική πίεση λειτουργίας του κεντροφορέα είναι 120 PSI. ΠΡΟΣΟΧΗ! Αν η υδραυλική πίεση του κεντροφορέα ρυθμιστεί χαμηλότερα από 120 psi, μπορεί να μην λειτουργεί αξιόπιστα. Είναι σημαντικό να επιβεβαιώσετε το καθάρισμα του κεντροφορέα και του πύργου πριν λειτουργήσετε το μηχάνημα αλλιώς μπορεί να προκληθούν σοβαρές ζημιές. Προσαρμόστε τις Ρυθμίσεις 93 και 94 όπως χρειάζεται. Η Παύση Πρόωσης δεν θα σταματήσει τον υδραυλικό κεντροφορέα. 85
86 Ρύθμιση μιας Περιοριστικής Ζώνης του Κεντροφορέα Η Ρύθμιση 93 (Tail ST.X Clearance) και 94 (Z/TS X Clearance) χρησιμοποιούνται για να εξασφαλίσουν ότι ο κεντροφορέας δεν συγκρούεται με τον εργαλειοφορέα ή κάποια εργαλεία του εργαλειοφορέα. Η ζώνη περιορισμού είναι μια ορθογώνια περιοχή στην κάτω δεξιά πλευρά του χώρου εργασίας του τόρνου. Η ζώνη περιορισμού θα αλλάξει έτσι ώστε ο άξονας-z και ο κεντροφορέας να έχουν μια σχετική απόσταση μεταξύ τους κάτω από ένα συγκεκριμένο ελεύθερο χώρο του άξονα-x. Η Ρύθμιση 93 ορίζει τον ελεύθερο χώρο και η Ρύθμιση 94 ορίζει την απόσταση μεταξύ των αξόνων-z και B (άξονας, κεντροφορέα). Αν μια προγραμματισμένη κίνηση διασταυρωθεί με τη ζώνη περιορισμού του κεντροφορέα, θα δημιουργηθεί μια ειδοποίηση. Θυμηθείτε ότι ζώνη περιορισμού δεν είναι πάντα επιθυμητή (π.χ. όταν στήνετε το μηχάνημα). Για ακύρωση πιέστε 0 στη Ρύθμιση 94 και μεγιστοποιήστε τη διαδρομή μηχανήματος X στη Ρύθμιση 93). Βάζοντας τιμή στον ελεύθερο χώρο του άξονα-χ: 1. Βάλτε τη ρύθμιση στην επιλογή λειτουργίας MDI. 2. Επιλέξτε το μακρύτερο εργαλείο στον περιστρεφόμενο εργαλειοφορέα (το εργαλείο που εξέχει περισσότερο πάνω στον άξονα-x). 3. Βάλτε τη ρύθμιση στην επιλογή λειτουργίας μετακίνησης. 4. Επιλέξτε τον άξονα-x για μετακίνηση και κινήστε τον άξονα-x μακριά από τον κεντροφορέα. 5. Επιλέξτε τον κεντροφορέα (άξονας-b) για μετακίνηση και κινήστε τον κεντροφορέα κάτω από το επιλεγμένο εργαλείο. 6. Επιλέξτε τον άξονα-x και προσεγγίστε τον κεντροφορέα μέχρι το εργαλείο και ο κεντροφορέας να απέχουν περίπου 0.25 ίντσες. 7. Βρείτε τη θέση "μηχανήματος" του άξονα-χ στην οθόνη, και εισάγετε αυτήν την τιμή στη Ρύθμιση 93. Απομακρύνετε λίγο το εργαλείο στον άξονα-x πριν εισάγετε αυτήν την τιμή στη Ρύθμιση 93. Χωρισμός των αξόνων-ζ και Β κάτω από το ελεύθερο πεδίο του άξονα-χ: 1. Βάλτε τη ρύθμιση στη λειτουργία Zero Ret και βάλτε όλους τους άξονες στη θέση Home G Επιλέξτε τον άξονα-x και κινήστε τον εργαλειοφορέα μπροστά από το κέντρο της άκρης του κεντροφορέα. 3. Κινήστε τον άξονα-z ώστε το πίσω μέρος του εργαλειοφορέα να έχει απόσταση περίπου 0.25 ίντσες από την άκρη του κεντροφορέα. 4. Βρείτε τη θέση "μηχανήματος" του άξονα-z, στην οθόνη, και εισάγετε αυτήν την τιμή στη Ρύθμιση 94. Μια σωστά καθορισμένη περιοριστική ζώνη θα χειριστεί τα περισσότερα, όχι όμως όλα, τα προβλήματα σύγκρουσης μεταξύ περιστρεφόμενου εργαλειοφορέα και κεντροφορέα. 86

87 Ρυθμίσεις Κεντροφορέα Οι προκαθορισμένες εργοστασιακά τιμές για αυτές τις ρυθμίσεις, θα εμποδίσουν τον κεντροφορέα να πέσει πάνω στον εργαλειοφορέα, δεδομένου ότι ο περιστρεφόμενος εργαλειοφορέας είναι άδειος. Θα χρειαστεί να αλλάξετε τις προστατευτικές ρυθμίσεις για τις εργασίες που εκτελείτε για να αποφύγετε τις συγκρούσεις με βάση το μέγεθος του εργαλείου και του εξαρτήματος. Συνιστάται να ελέγχετε τα όρια όταν κάνετε τέτοιες αλλαγές στις ρυθμίσεις. Παρέχονται δύο ρυθμίσεις για την προστασία του κεντροφορέα. Η Ρύθμιση 93 (Tail St.X Clearance) και η Ρύθμιση 94 (Z/TS X Clearance). Όταν γίνουν σωστά, αυτές οι ρυθμίσεις θα σταματήσουν οποιαδήποτε κίνηση θα έκανε τον κεντροφορέα να χτυπήσει τον εργαλειοφορέα. Τα επόμενα σχέδια δείχνουν τις Ρυθμίσεις 93, , 106, και 107. Δείτε το κεφάλαιο Ρυθμίσεις για περισσότερες πληροφορίες. Περιοριστική Ζώνη Διάγραμμα Ρυθμίσεων 105, 106 και 107 Η Ρύθμιση 93 είναι ο ελεύθερος χώρος του άξονα-x όπως ορίζεται από το μηχάνημα κάτω από τον οποίον ο άξονας-x δεν μπορεί να κινηθεί όταν η διαφορά μεταξύ θέσης αξόνων-z και B είναι μικρότερη από τη Ρύθμιση 94. Όταν η διαφορά μεταξύ θέσης αξόνων-z και B είναι μεγαλύτερη από τη Ρύθμιση 94, ο άξονας-x επιτρέπεται να μετακινηθεί μέσα στα όρια διαδρομής του. Όσο διατηρείται η σωστή απόσταση μεταξύ αξόνων-z και B, ο άξονας-x μπορεί να μετακινηθεί στην πλήρη διαδρομή του. Παρομοίως και αν ο άξονας-x είναι στην πλήρη διαδρομή του, ή κάτω από τον ελεύθερο χώρο που ορίζεται από τη Ρύθμιση 93. Δεν είναι δυνατή η μείωση της διαφοράς μεταξύ των αξόνων-z και B κάτω από αυτή της Ρύθμισης 94. Λειτουργία Κεντροφορέα από το Πεντάλ Ποδιού Πιέζοντας το πεντάλ ποδιού του κεντροφορέα θα δώσει εντολή είτε στο M21 ή στο M22, ανάλογα με την τρέχουσα θέση. Με άλλα λόγια, αν ο κεντροφορέας είναι αριστερά από το σημείο ανάκλησης, πιέζοντας το πεντάλ θα κινήσει τον κεντροφορέα προς το σημείο ανάκλησης (M22). Αν ο κεντροφορέας είναι δεξιά από το σημείο ανάκλησης, το πεντάλ θα κινήσει επίσης τον κεντροφορέα προς το σημείο ανάκλησης (M22). Αν ο κεντροφορέας είναι στο σημείο ανάκλησης, πιέζοντας το πεντάλ θα κινήσει τον κεντροφορέα προς το σημείο παύσης (M21). Αν το πεντάλ πιεστεί ενώ ο κεντροφορέας κινείται, ο κεντροφορέας θα σταματήσει και μια νέα ακολουθία πρέπει να ξεκινήσει. Μετακίνηση του Κεντροφορέα Στην επιλογή λειτουργίας Μετακίνησης, τα πλήκτρα "TS < " και TS " >" χρησιμοποιούνται για να μετακινήσουν τον κεντροφορέα σε χαμηλή πίεση (πρόωση). Επιλέγοντας το TS Rapid και πιέζοντας TS < ή TS > ο κεντροφορέας θα κινηθεί με γρήγορη ταχύτητα. Όταν αφήνετε τα πλήκτρα, η ρύθμιση επιστρέφει στον τελευταία μετακινούμενο άξονα Μηνύματα /Ειδοποιήσεις Αν κρατιέται ένα εξάρτημα και ανιχνευτεί κίνηση κεντροφορέα, δημιουργείται μια ειδοποίηση. Αυτό θα σταματήσει το πρόγραμμα και την άτρακτο. Αυτή η ειδοποίηση δημιουργείται επίσης αν ο κεντροφορέας φτάσει το σημείο κρατήματος κατά τη διάρκεια ταχύτητας χαμηλής πίεσης, υποδεικνύοντας ότι το εξάρτημα έχει πέσει κάτω. 87
88 Λειτουργία Κεντροφορέα SL-10 Ο προαιρετικός κεντροφορέας Haas για το SL-10 είναι ένα υδραυλικά κινούμενο στέλεχος που κινείται μέσα σε ένα χειροκίνητα τοποθετούμενο σταθερό μέρος του τόρνου. Ο κεντροφορέας τοποθετείται και διατηρείται στη θέση της χειροκίνητα με ένα μοχλό κλειδώματος. Η κίνηση του κεντροφορέα ρυθμίζεται από κώδικα προγράμματος, στην επιλογή λειτουργίας μετακίνησης, ή από το πεντάλ ποδιού. Ο κεντροφορέας SL-10 αποτελείται από μια σταθερή κεφαλή και μια κινούμενη κεντρική ράβδο. Γι αυτό, το μόνο κινούμενο μέρος είναι το κέντρο του κεντροφορέα. Πιέζοντας PowerUp/Restart ή AutoAll Axes δεν θα προκαλέσει τη φυσική κίνηση του κέντρου του κεντροφορέα. Είναι ευθύνη του χειριστή να αποφύγει τη σύγκρουση. Δεν είναι δυνατή η κίνηση του κέντρου του κεντροφορέα με τη χρήση των χειρισμών μετακίνησης. Το κέντρο του κεντροφορέα θεωρείται πάντα ότι είναι στο μηδέν, καθώς η ρύθμιση δεν ξέρει πού είναι το κέντρο του κεντροφορέα. Λειτουργία Κεντροφορέα SL-10 με Πεντάλ Ποδιού Πιέζοντας το πεντάλ θα προωθήσει ή θα ανακαλέσει τον κεντροφορέα. Όμως, πιέζοντας και κρατώντας το πεντάλ για 5 δευτερόλεπτα, θα ανακαλέσει τον κεντροφορέα και θα διατηρήσει την πίεση ανάκλησης για να εξασφαλίσει ότι ο κεντροφορέας δεν θα συρθεί μπροστά. Χρησιμοποιήστε αυτή τη μέθοδο για να φυλάξετε τον κεντροφορέα όταν δεν τον χρησιμοποιείτε. ΠΡΟΕΙΔΟΠΟΙΗΣΗ Είναι σημαντικό να επιβεβαιώσετε το καθάρισμα του κεντροφορέα και του εργαλειοφορέα πριν λειτουργήσετε το μηχάνημα αλλιώς μπορεί να προκληθούν σοβαρές ζημιές. Προσαρμόστε τις Ρυθμίσεις 93, Tail ST. X Clearance και 94, Z/TS X Clearance όπου χρειάζεται. Η Παύση Πρόωσης ΔΕΝ θα σταματήσει τον κεντροφορέα. Το πλήκτρο Emergency Stop είναι ο μόνος τρόπος να σταματήσει τον κεντροφορέα Προγραμματισμός Κεντροφορέα ΤΟ M21 θα προκαλέσει το στέλεχος του κεντροφορέα να επεκταθεί προς την άτρακτο και το M22 θα προκαλέσει το στέλεχος του κεντροφορέα να τραβηχτεί μακριά από την άτρακτο. Όταν δίνεται η εντολή M21, το κέντρο του κεντροφορέα θα πάρει εντολή να κινηθεί προς την άτρακτο και να διατηρήσει συνεχόμενη πίεση. Σημειώστε Ότι Το Πρόγραμμα Δεν Θα Περιμένει Να Ολοκληρωθεί Αυτό. Αντιθέτως, το επόμενο τμήμα θα εκτελεστεί αμέσως. Θα πρέπει να δοθεί μια εντολή παύσης για να επιτρέψει στην κίνηση του κέντρου του κεντροφορέα να ολοκληρωθεί, ή το πρόγραμμα θα πρέπει να τρέχει στην επιλογή λειτουργίας Single Block. Όταν δίνεται η εντολή M22, το κέντρο του κεντροφορέα θα κινηθεί μακριά από την άτρακτο, και μετά θα σταματήσει. ΠΡΟΣΟΧΗ! Μην χρησιμοποιείτε το M21 στο πρόγραμμα αν κεντροφορέας έχει τοποθετηθεί χειροκίνητα. Αν γίνει αυτό, ο κεντροφορέας θα φύγει από το εξάρτημα και θα επανατοποθετηθεί στο κομμάτι κάτι που μπορεί να κάνει το εξάρτημα να πέσει. Ο προσαρμοζόμενος κεντροφορέας για το SL-20L και SL-30L χρησιμοποιεί δύο πείρους για να συνδέσει τον κεντροφορέα στον υδραυλικό κύλινδρο με τρεις διαφορετικούς τρόπους, δημιουργώντας διαδρομές 20.25" (SL-20L) και 30.75" (SL-30L) από μικρές, μέτριες και μεγάλες διαδρομές προς το σφιγκτήρα. 88
89 Προσαρμογή Κεντροφορέα 1. Βάλτε τον κεντροφορέα σε πλήρη διαδρομή στα αριστερά 2. Πιέστε Emergency Stop για να κλείσετε τα υδραυλικά και να αποφύγετε τυχαίες κινήσεις του μηχανήματος. 3. Αποδεσμεύστε τη σύνδεση με τον υδραυλικό κύλινδρο ξεβιδώνοντας το πόμολο. 4. Χειροκίνητα γλιστρήστε τον κεντροφορέα για να ευθυγραμμίσετε την κυλινδρική ράβδο σύνδεσης με τον κεντροφορέα στη σωστή θέση για το επιθυμητό εύρος διαδρομής. Για τη μικρότερη ελάχιστη διαδρομή προς το σφιγκτήρα, γλιστρήστε τον κεντροφορέα αριστερά μέχρι να βρει στο σκληρό σημείο παύσης. Για τη μέτρια ελάχιστη διαδρομή προς το σφιγκτήρα, γλιστρήστε τον κεντροφορέα μέχρι η δεξιά πλευρά του οδηγού του κεντροφορέα να έρθει στο ίδιο επίπεδο με τη δεξιά πλευρά της κυλινδρικής ράβδου σύνδεσης. Για τη μέγιστη ελάχιστη διαδρομή προς το σφιγκτήρα, γλιστρήστε τον κεντροφορέα δεξιά μέχρι να βρει στο σκληρό σημείο παύσης. Δείτε την εικόνα. 5. Όταν ο κύλινδρος σύνδεσης και ο πείρος ευθυγραμμιστούν στην επιθυμητή θέση, δεσμεύστε τον πείρο βιδώνοντας το πόμολο. 6. Επαναφέρετε το Emergency Stop και μηδενίστε ξανά τον κεντροφορέα για να συνεχίσετε τη λειτουργία του μηχανήματος. 89
.")
90 ΠΑΡΑΛΥΠΤΗΣ ΕΠΕΞΕΡΓΑΣΜΕΝΟΥ ΚΟΜΜΑΤΙΟΥ Ο υποδοχέας κατεργασμένων εξαρτημάτων είναι ένα αυτόματο σύστημα απώθησης κατεργασμένων εξαρτημάτων που σχεδιάστηκε να δουλεύει μαζί με τις εφαρμογές πρόωσης ράβδων. Στους υποδοχείς κατεργασμένων εξαρτημάτων δίνονται εντολές με τους Κώδικες M (M36 για ενεργοποίηση και 37 για απενεργοποίηση). Ο υποδοχέας κατεργασμένων εξαρτημάτων περιστρέφεται για να πιάσει τα ολοκληρωμένα κατεργασμένα εξαρτήματα και τα κατευθύνει στον κάδο που βρίσκεται στην μπροστινή πόρτα. Λειτουργία Ο υποδοχέας κατεργασμένων εξαρτημάτων πρέπει να είναι πλήρως ευθυγραμμισμένος πριν τη λειτουργία. 1. Ανάψτε το μηχάνημα. Στην επιλογή λειτουργίας MDI, ενεργοποιήστε τον υποδοχέα κατεργασμένων εξαρτημάτων (M36). 2. Χαλαρώστε τη βίδα στη στεφάνη του άξονα στον εξωτερικό άξονα του υποδοχέα κατεργασμένων εξαρτημάτων. SL-20 Στεφάνη Του Άξονα 3. Γλιστρήστε το δίσκο του υποδοχέα μέσα στον άξονα τόσο μακριά ώστε να υποδέχεται το εξάρτημα και να καθαρίζει το σφιγκτήρα. Περιστρέψτε το ράφι για να ανοίξετε το καπάκι του υποδοχέα κατεργασμένων εξαρτημάτων που βρίσκεται στην πόρτα και σφίξτε τη στεφάνη του άξονα στον άξονα του υποδοχέα κατεργασμένων εξαρτημάτων. ΠΡΟΕΙΔΟΠΟΙΗΣΗ Ελέγξτε τη θέση των αξόνων Z και X, του εργαλείου και του εργαλειοφορέα κατά την κίνηση του υποδοχέα κατεργασμένων εξαρτημάτων για την αποφυγή πιθανών συγκρούσεων κατά τη λειτουργία. ΣΗΜΕΙΩΣΗ: Η πόρτα του χειριστή πρέπει να είναι κλειστή όταν κινείται ο υποδοχέας. 4. Όταν προγραμματίζετε τον υποδοχέα σε ένα πρόγραμμα πρέπει να χρησιμοποιείτε έναν κώδικα G04 ανάμεσα στο M53 και το M63 ώστε να σταματήσει το κοίλωμα του υποδοχέα σε ανοιχτή θέση τέτοιου μήκους ώστε να κόψει το εξάρτημα και να του επιτρέψει να πέσει στο συλλέκτη. SL-10 Προειδοποίηση Οι μεγάλοι σιαγόνες του σφιγκτήρα μπορεί να εμπλακούν στη λειτουργία του υποδοχέα. Βεβαιωθείτε ότι ελέγξατε τις αποστάσεις πριν ξεκινήσετε τη λειτουργία του υποδοχέα. 90
 για να καταγράψει τη θέση του εργαλείου.")
91 ΠΡΟΡΥΘΜΙΣΗ ΚΟΠΤΙΚΟΥ ΕΡΓΑΛΕΙΟΥ Η Προ-Ρύθμιση Εργαλείου επιτρέπει στο χειριστή να ρυθμίσει γρήγορα στο μηχάνημα τις απαραίτητες νέες οριζόμενες σχετικές θέσεις εργαλείων και εργασίας αντί να πρέπει να τις κάνει χειροκίνητα. Κάθε εργαλείο πρέπει να είναι ρυθμισμένο με ακρίβεια στον αισθητήρα (ένα γνωστό σημείο στο χώρο) για να καταγράψει τη θέση του εργαλείου. Όταν καταγραφούν οι θέσεις, πρέπει να καταγραφεί και η θέση το εργαλείου σε σχέση με το εξάρτημα. Σε αυτό το σημείο ο χρήστης πρέπει μόνο να έχει ρυθμίσει με ακρίβεια ένα εργαλείο στη θέση μηδέν του εξαρτήματος και το μηχάνημα θα προσαρμόσει τις νέες οριζόμενες σχετικές θέσεις εργασίας για κάθε εργαλείο. Αυτές οι νέες οριζόμενες σχετικές θέσεις εργαλείων και εργασίας χρησιμοποιούνται για να δείξουν στο μηχάνημα πού βρίσκεται το εξάρτημα σε σχέση με την "αρχική" θέση, και πόση απόσταση έχει να διανύσει το εργαλείο για να φτάσει στο εξάρτημα. Όταν ο αισθητήρας είναι κάτω, το μηχάνημα δεν θα επιτρέψει να εκτελεστούν προγράμματα και οι άξονες θα μπορούν να κινηθούν μόνο με το χειρισμό μετακίνησης. Η διάσταση Νέα οριζόμενη σχετική θέση Εργαλείου θα καταγραφεί στη σελίδα νέων οριζόμενων σχετικών θέσεων με τον αντίστοιχο αριθμό από G52 ως G59 (συνήθως χρησιμοποιείται το G54). ΣΗΜΕΙΩΣΗ: Υπάρχουν έως και 200 διαθέσιμες τιμές νέων οριζόμενων σχετικών θέσεις ώστε να καταγράφονται πολλαπλές νέες οριζόμενες σχετικές θέσεις για κάθε εργαλείο. Σε ένα πρόγραμμα, ένα παράδειγμα θα έμοιαζε σαν: "T417" που θα επέλεγε το εργαλείο νούμερο 4 με τη νέα οριζόμενη σχετική θέση νούμερο 17, κλπ. Λειτουργία ΣΗΜΑΝΤΙΚΟ: Η αυτόματη αποθήκευση της θέσης του μηχανήματος γίνεται μόνο με τη χρήση των πλήκτρων μετακίνησης. Μόλις γίνει επαφή με τον αισθητήρα, θα ηχήσει η ρύθμιση, ο περιστρεφόμενος εργαλειοφορέας θα σταματήσει, και η θέση του εργαλείου θα αποθηκευθεί. Ο χειριστής δεν θα μπορεί να συνεχίσει τη μετακίνηση προς το βραχίονα. Αυτό αποτρέπει το χειριστή να κάνει ζημιά στο βραχίονα και εξασφαλίζει μεγαλύτερη ακρίβεια. ΣΗΜΕΙΩΣΗ: Αν ο χειριστής μετακινήσει την άκρη του εργαλείου στο βραχίονα πολύ γρήγορα, το βραχίονα μπορεί να φύγει από την άκρη του εργαλείου Ο άξονας που μετακινήθηκε τελευταίος θα απενεργοποιηθεί. Χρησιμοποιήστε τον άλλον άξονα για να μετακινήσετε τον εργαλειοφορέα μακριά από το βραχίονα. Τότε όλοι οι άξονες θα ενεργοποιηθούν ξανά. Αν δεν λειτουργήσει αυτό, σηκώστε το βραχίονα του αισθητήρα στην αρχική του θέση. Αν δεν είναι δυνατόν, μπορεί να ενεργοποιηθεί ο αισθητήρας που νοιώθει ότι ο βραχίονας είναι όρθιος, ο οποίος θα ενεργοποιήσει εκ νέου όλους τους άξονες και το εργαλείο θα μπορεί να μετακινηθεί μακριά. ΠΡΟΕΙΔΟΠΟΙΗΣΗ Όταν αλλάζετε εργαλεία, κρατήστε το εργαλείο σε ασφαλή απόσταση από το βραχίονα γιατί μπορεί να χτυπήσετε το εργαλείο πάνω στο βραχίονα! Νέες οριζόμενες σχετικές θέσεις Γεωμετρίας και Μετατόπισης Εργαλείων με τη Χρήση του Αισθητήρα 1. Η Ρύθμιση 33, Συντεταγμένη Συστήματος, ρυθμίζει αν οι τρέχουσες νέες οριζόμενες σχετικές θέσεις του εργαλείου που έγιναν με τη χρήση του ρυθμιστή εργαλείων αποθηκεύτηκαν στη Γεωμετρία Εργαλείων (FANUC) ή στη Μετατόπιση Εργαλείων (YASNAC). 2. Βάλτε τον πύργο προς τον αισθητήρα. 3. Μετακινήστε το εργαλείο σε ασφαλή θέση και χαμηλώστε τον βραχίονα. Ρυθμίζοντας με ακρίβεια τα εργαλεία I.D. or O.D. 4. Μετακινήστε τον πύργο προς την κατεύθυνση X μέχρι η άκρη του εργαλείου να είναι κοντά στο βραχίονα (χρησιμοποιήστε την ταχύτητα μετακίνησης.001"). Πιέστε το πλήκτρο του άξονα-x μέχρι το εργαλείο να ακουμπήσει τον αισθητήρα. 91
92 ΣΗΜΕΙΩΣΗ: Μόλις η άκρη του εργαλείου ακουμπήσει τον αισθητήρα, η ρύθμιση θα ηχήσει και δεν θα αφήσει το χειριστή να συνεχίσει τη μετακίνηση προς αυτήν την κατεύθυνση. Όταν ξαναέλθει σε επαφή ένα εργαλείο, η Ρύθμιση 64 πρέπει να είναι κλειστή για να αγνοήσει την τιμή στο G54. ΣΗΜΑΝΤΙΚΟ! Τα πλήκτρα μετακίνησης πρέπει να χρησιμοποιούνται για να αποθηκεύουν αυτόματα τη θέση του εργαλείου. Μπορεί να χρησιμοποιηθεί και ο χειρισμός μετακίνησης, όμως, οι τιμές θα πρέπει να μπουν χειροκίνητα στη ρύθμιση. 5. Έπειτα, μετακινήστε το εργαλείο στην κατεύθυνση Z μέχρι να ακουμπήσει το βραχίονα. Τότε η τιμή αυτή αποθηκεύεται στη σελίδα Νέων οριζόμενων σχετικών θέσεων. Ρυθμίζοντας με ακρίβεια Τρυπάνια, Κολαούζους ή Κέντρο Κοπτικών Εργαλείων 6. Βάλτε τον πύργο προς τον αισθητήρα. 7. Μετακινήστε το εργαλείο προς την κατεύθυνση Z μέχρι να ακουμπήσει τον αισθητήρα (χρησιμοποιήστε την ταχύτητα μετακίνησης.001"). Τότε η τιμή αυτή αποθηκεύεται στην επιλεγμένη νέα οριζόμενη σχετική θέση εργαλείου του άξονα-z. Βάζοντας τις Μηδενικές Νέες οριζόμενες σχετικές θέσεις Εργασίας Πριν εκτελέσετε το πρόγραμμα σας, πρέπει να εισαχθούν οι Μηδενικές Νέες οριζόμενες σχετικές θέσεις Εργασίας του μηχανήματος (G52-129). 1. Στη σελίδα νέων οριζόμενων σχετικών θέσεων, επιλέξτε τη νέα οριζόμενη σχετική θέση εργασίας που θέλετε. 2.Βάλτε τον πύργο προς το εργαλείο που θέλετε και ρυθμίστε με ακρίβεια την πρόσοψη του εξαρτήματος. 3.Πιέστε Z Face Mesur για να παραπέμψετε τα υπόλοιπα εργαλεία προς την πρόσοψη του εξαρτήματος. Ευθυγράμμιση Προ-Ρυθμιστή Εργαλείου 1. Εγκαταστήστε ένα περιστρεφόμενο εργαλείο στη θέση εργαλείου 1 του εργαλειοφορέα και στερεώστε ένα κομμάτι υλικού στην άτρακτο ώστε να μπορεί να στρέψει μια διάμετρο στο υλικό. 2. Χρησιμοποιήστε το περιστρεφόμενο εργαλείο στη θέση εργαλείου 1 για να πάρετε ένα μικρό κομμάτι στη διάμετρο του υλικού που στερεώθηκε στην άτρακτο. 3. Μετακινήστε το περιστρεφόμενο εργαλείο μακριά από το εξάρτημα μόνο στον άξονα-z μη μετακινήσετε τον άξονα-x μακριά από τη διάμετρο. Η θέση του εργαλείου είναι αναγκαία για να γίνει η νέα οριζόμενη σχετική θέση γεωμετρίας του εργαλείου στη θέση 1 με τη χρήση του πλήκτρου X Diameter Measure. 4. Μετρήστε τη διάμετρο της κοπής που έγινε στο εξάρτημα με ένα μικρόμετρο και πιέστε το πλήκτρο X DIA MEASURE εισάγετε τη διάμετρο που μετρήσατε. 5. Γράψτε τη Νέα οριζόμενη σχετική θέση Γεωμετρίας για το εργαλείο νούμερο 1. Πηγαίνετε στη σελίδα ρυθμίσεων και γυρίστε τις ρυθμίσεις 59 και 63 στο 0 (μηδέν). 6. Τραβήξτε τον Προ-Ρυθμιστή Εργαλείου και ακουμπήστε το εργαλείο 1 στον αισθητήρα. Αφαιρέστε τη νέα τιμή Νέας οριζόμενης σχετικής θέσης Γεωμετρίας του εργαλείου 1 από την τιμή νέας οριζόμενης σχετικής θέσης που είχατε γράψει προηγούμενα. Εισάγετε αυτήν τη τιμή στη Ρύθμιση Μετρήστε το μήκος της άκρης του εργαλείου και πολλαπλασιάστε το επί 2. Αφαιρέστε αυτή την τιμή από τη Ρύθμιση #59, και εισάγετε την νέα τιμή στη Ρύθμιση 60 (νέα οριζόμενη σχετική θέση αισθητήρα άξονα-χ). 8. Εισάγετε το 0 (μηδέν) για τη ρύθμιση 61. Η τιμή για τη ρύθμιση 62 είναι το μήκος της άκρης ως αρνητικός αριθμός και για τη ρύθμιση 63 είναι το μήκος της άκρης ως θετικός αριθμός. Μόλις η Μονάδα Εντοπισμού Άκρου Κοπτικού Εργαλείου ευθυγραμμιστεί σωστά, η τιμή του X Dia Measure και η τιμή της άκρης θα είναι η ίδια. 92
93 ΕΞΕΛΙΓΜΕΝΟΣ ΕΠΕΞΕΡΓΑΣΤΗΣ Ο Εξελιγμένος Επεξεργαστής της Haas δίνει τη δυνατότητα στο χρήστη να επεξεργαστεί προγράμματα με τη χρήση κυλιόμενων μενού. Πιέζοντας το πλήκτρο Edit εισάγετε τον Εξελιγμένο Επεξεργαστή. Ο χρήστης μπορεί να εναλλάσσει τον Εξελιγμένο Επεξεργαστή με τον στάνταρτ επεξεργαστή και το Γρήγορο Κώδικα πιέζοντας το πλήκτρο Prgrm/Convrs. Για να επεξεργαστείτε ένα πρόγραμμα, εισάγετε το νούμερο του προγράμματος (Onnnnn) και πιέστε F4. Το πρόγραμμα θα ανοίξει στο ενεργό παράθυρο. Πιέζοντας F4 θα ανοίξει δεύτερη φορά το πρόγραμμα. Χρησιμοποιείστε το χειρισμό μετακίνησης ή τα πλήκτρα με τα βελάκια κάτω/πάνω για να περιηγηθείτε στον κώδικα του προγράμματος. Χρησιμοποιείστε το πλήκτρο Edit για να επιλέξετε μεταξύ των 2 προγραμμάτων. Το επόμενο σχήμα δείχνει το σχεδιάγραμμα του εξελιγμένου επεξεργαστή. ΜΕΝΟΥ ΠΡΟΓΡΑΜΜΑ Σχεδιάγραμμα Οθόνης Εξελιγμένου Επεξεργαστή Δημιουργία Νέου Προγράμματος - Αυτό το τμήμα του μενού θα δημιουργήσει ένα νέο πρόγραμμα. Για να το κάνετε, εισάγετε το όνομα ενός προγράμματος (Onnnnn) (που δεν υπάρχει στον κατάλογο προγραμμάτων) και πιέστε Enter για να δημιουργήσετε το πρόγραμμα. Επιλογή Προγράμματος Από Τη Λίστα - Αυτό το τμήμα του μενού θα επεξεργαστεί ένα πρόγραμμα που υπάρχει στον κατάλογο. Όταν επιλεγεί αυτό το τμήμα του μενού θα εμφανιστούν τα προγράμματα της ρύθμισης. Περιηγηθείτε στη λίστα με τη χρήση των πλήκτρων του κέρσορα ή το χειρισμό μετακίνησης. Πιέζοντας Enter ή Select Prog θα αντικαταστήσει το έντονα φωτισμένο πρόγραμμα της λίστας με το επιλεγμένο. Αναπαραγωγή Ενεργού Προγράμματος - Αυτή η επιλογή θα αντιγράψει το τρέχον πρόγραμμα. Ο χρήστης θα πρέπει να εισάγει ένα νούμερο προγράμματος (Onnnnn) για το αντιγραμμένο πρόγραμμα. Διαγραφή Προγράμματος Από Τη Λίστα - Αυτό το τμήμα του μενού θα διαγράψει ένα πρόγραμμα από τον κατάλογο προγραμμάτων. Αλλαγή Μεταξύ Αριστερής Και Δεξιάς Πλευράς - Αυτό το τμήμα του μενού θα αλλάζει το ενεργό παράθυρο μεταξύ των 2 προγραμμάτων, για να κάνει το ενεργό πρόγραμμα ανενεργό και αντίστροφα. ΜΕΝΟΥ ΕΠΕΞΕΡΓΑΣΙΑ Αναίρεση - Θα αναιρεθεί η τελευταία λειτουργία επεξεργασίας, αναιρούνται ως και 9 λειτουργίες επεξεργασίας. Επιλογή Κειμένου - Αυτό το τμήμα του μενού θα επιλέξει γραμμές του κώδικα προγράμματος για να θέσει το σημείο έναρξης του επιλεγμένου κειμένου. Χρησιμοποιήστε τα πλήκτρα με τα βελάκια ή με το χειρισμό μετακίνησης για να κατεβείτε στην τελευταία γραμμή του κώδικα και πιέστε F2 ή το πλήκτρο Write/Enter. Το επιλεγμένο κείμενο θα φωτιστεί έντονα. Για να απεπιλέξετε το τμήμα, πιέστε Undo. Μετακίνηση Επιλεγμένου Κειμένου - Αυτό το τμήμα λειτουργεί με το χαρακτηριστικό "Select Text". Κατεβείτε με τα βελάκια στο επιθυμητό μέρος του κώδικα και πιέστε Write/Enter για να μετακινήσετε το επιλεγμένο κείμενο στη νέα του θέση. Το επιλεγμένο κείμενο θα μετακινηθεί στο σημείο μετά από τον κέρσορα (>). 93
94 Αντιγραφή Επιλεγμένου Κειμένου - Για να επιλέξετε το κείμενο, κατεβάστε το βελάκι του κέρσορα (>) σε ένα τμήμα του κειμένου και πιέστε Write/Enter. Το αντιγραμμένο κείμενο θα φωτιστεί έντονα. Κατεβάστε το βελάκι του κέρσορα στο τμήμα του κειμένου όπου θέλετε να εισάγετε το αντιγραμμένο κείμενο. Πιέστε F2 ή Write/Enter για να εισάγετε το αντιγραμμένο κείμενο στο σημείο μετά τον κέρσορα (>). Διαγραφή Επιλεγμένου Κειμένου - Για να επιλέξετε το κείμενο, κατεβάστε το βελάκι του κέρσορα (>) σε ένα τμήμα του κειμένου και πιέστε Write/Enter. Το αντιγραμμένο κείμενο θα φωτιστεί έντονα. Μόλις φωτιστεί έντονα, πιέστε Write/Enter για να διαγράψετε το κείμενο. Αν δεν επιλεγεί κανένα τμήμα, το τρέχον έντονα φωτισμένο τμήμα διαγράφεται. Αποκοπή Επιλογής Στον Πίνακα - Όλο το επιλεγμένο κείμενο θα μετακινηθεί από το τρέχον πρόγραμμα σε ένα νέο που ονομάζεται πίνακας. Όλα τα προηγούμενα περιεχόμενα του πίνακα θα διαγραφούν. Αντιγραφή Επιλογής Στον Πίνακα - Όλο το επιλεγμένο κείμενο θα αντιγραφεί από το τρέχον πρόγραμμα σε ένα νέο που ονομάζεται πίνακας. Όλα τα προηγούμενα περιεχόμενα του πίνακα θα διαγραφούν. Επικόλληση Από Τον Πίνακα - Τα περιεχόμενα του πίνακα αντιγράφονται στο τρέχον πρόγραμμα στη γραμμή μετά τη θέση του κέρσορα. ΜΕΝΟΥ ΑΝΑΖΗΤΗΣΗ Εύρεση Κειμένου - Αυτό το τμήμα του μενού θα ψάξει για κείμενο ή κώδικα προγράμματος στο τρέχον πρόγραμμα. Επανεύρεση Κειμένου - Αυτό το τμήμα του μενού θα ψάξει ξανά για το ίδιο κείμενο ή κώδικα προγράμματος. Εύρεση Και Αντικατάσταση Κειμένου - Αυτό το τμήμα του μενού θα ψάξει το τρέχον πρόγραμμα για ένα συγκεκριμένο κείμενο ή πρόγραμμα και προαιρετικά θα το αντικαταστήσει (ή όλα) με ένα άλλο κώδικα G. ΜΕΝΟΥ ΤΡΟΠΟΠΟΙΗΣΗ Απομάκρυνση Όλων Των Αριθμών Γραμμών - Αυτό το τμήμα του μενού θα απομακρύνει αυτόματα όλους τους μη-αναφερόμενους κώδικες N (αριθμούς γραμμών) από το επεξεργασμένο πρόγραμμα. Αν επιλεγεί μια ομάδα γραμμών, μόνο αυτές οι γραμμές θα επηρεαστούν. Επαναρίθμηση Όλων Των Γραμμών - Αυτό το τμήμα του μενού είτε θα αριθμήσει εκ νέου όλα τα επιλεγμένα κείμενα στο πρόγραμμα ή, αν επιλεγεί ένας αριθμός γραμμών, θα γίνει επαναρίθμηση μόνο αυτών των γραμμών. Επαναρίθμηση Ανά Εργαλείο - Ψάχνει για κώδικες T (εργαλείου), φωτίστε έντονα όλον τον κώδικα προγράμματος ως τον επόμενο κώδικα T και επαναριθμεί τον κώδικα N (αριθμούς γραμμών) στον κώδικα του προγράμματος. Αντιστροφή + & - Πρόσημων - Αυτό το τμήμα του μενού θα αντιστρέψει τα πρόσημα στις αριθμητικές τιμές. Πιέστε το enter για να ξεκινήσει η διαδικασία και μετά εισάγετε τους άξονες στους οποίους θα γίνουν αλλαγές (π.χ. X, Z κλπ.). Όταν χρησιμοποιείτε αυτό το τμήμα προσέχετε μήπως το πρόγραμμα σας περιέχει ένα G10 ή G92 (Δείτε το κεφάλαιο Κώδικας G για την περιγραφή). ΜΕΝΟΥ Ι/Ο (ΕΙΣΟΔΟΥ/ΕΞΟΔΟΥ) Αποστολή Στο RS Αυτό το μενού θα στείλει ένα πρόγραμμα(τα) στη θύρα RS-232. Όταν επιλεγεί αυτό το τμήμα του μενού, θα εμφανιστεί η λίστα προγραμμάτων. Για να επιλέξετε ένα πρόγραμμα, βάλτε τον κέρσορα στο νούμερο του προγράμματος και πιέστε το πλήκτρο Insert. Ένα έντονα φωτισμένο σημείο θα εμφανιστεί πριν το πρόγραμμα που θα υποδεικνύει ότι αυτό έχει επιλεγεί. (Πιέστε ξανά Insert για να απεπιλέξετε το πρόγραμμα). Το πλήκτρο Delete μπορεί να χρησιμοποιηθεί για να απεπιλέξετε όλα τα επιλεγμένα προγράμματα. Για να στείλετε το επιλεγμένο πρόγραμμα(τα), πιέστε Write/Enter. Αν επιλεγεί παραπάνω από ένα προγράμματα ή το Όλα, τα δεδομένα θα σταλούν με ένα "%" στη αρχή και ένα "%" στο τέλος της ροής προγραμμάτων. Λήψη Από Το RS Αυτό το τμήμα του μενού θα λάβει ένα πρόγραμμα(τα) από τη θύρα RS-232. Στην οθόνη List Prog το Όλα πρέπει πρώτα να φωτιστεί έντονα πριν το χρησιμοποιήσετε σε αυτό το τμήμα του μενού. Σημειώστε ότι το Όλα πρέπει να επιλέγεται εκ νέου στην οθόνη List Prog μετά τη μεταφορά κάθε αρχείου transfer. Αποστολή Σε Δισκέτα - Αυτό το τμήμα του μενού θα στείλει ένα πρόγραμμα(τα) στη δισκέτα. Όταν επιλεγεί αυτό το τμήμα του μενού θα εμφανιστεί η λίστα προγραμμάτων. Για να επιλέξετε ένα πρόγραμμα, βάλτε τον κέρσορα στο νούμερο του προγράμματος και πιέστε το πλήκτρο Insert (ή εισάγετε ένα όνομα αρχείου, Onnnnn, και πιέστε Write/Enter). Ένα έντονα φωτισμένο σημείο θα εμφανιστεί πριν το πρόγραμμα που θα υποδεικνύει ότι αυτό έχει επιλεγεί (Πιέστε ξανά Insert για να απεπιλέξετε το πρόγραμμα). Το πλήκτρο Delete μπορεί να χρησιμοποιηθεί για να απεπιλέξετε όλα τα επιλεγμένα προγράμματα. 94
95 Λήψη Από Δισκέτα - Αυτό το τμήμα του μενού θα λάβει ένα πρόγραμμα(τα) από τη δισκέτα. Γράψτε το όνομα του αρχείου (Κείμενο, π.χ. JOB5.NC, ή Onnnnn) που θα ληφθεί και πατήστε Enter. Κατάλογος Δισκέτας - Αυτό το τμήμα του μενού θα εμφανίσει τον κατάλογο της δισκέτας. Για να επιλέξετε ένα αρχείο, πιέστε τα πλήκτρα με τα βελάκια πάνω και κάτω ή χρησιμοποιείστε το χειρισμό μετακίνησης για να περιηγηθείτε στον κατάλογο και πιέστε Write/Enter για να φορτώστε ένα αρχείο. F1: ΜΕΝΟΥ ΒΟΗΘΕΙΑΣ Πώς Να Χρησιμοποιήσετε Τον Επεξεργαστή - Βοήθεια εμφανίζεται σε κάθε μενού στο οποίο έχετε πρόσβαση. Το βοηθητικό μενού δίνει μια σύντομη περιγραφή του επεξεργαστή και των χαρακτηριστικών του. Τα βελάκια πάνω και κάτω και ο χειρισμός μετακίνησης ρυθμίζουν τα μενού, και τα πλήκτρα Page Up, Page Down, Home και End χρησιμοποιούνται για να περιηγηθείτε στο βοηθητικό μενού. Επιπλέον, αν πιέσετε F1 κατά τη χρήση μιας επιλογής μενού, θα εμφανιστεί βοήθεια. Πιέζοντας ξανά F1 θα βγείτε από το βοηθητικό μενού. Πιέζοντας το πλήκτρο Undo επιστρέφετε στο ενεργό πρόγραμμα. 95
96 ΕΞΕΛΙΓΜΕΝΟΥ ΕΠΕΞΕΡΓΑΣΤΗ ΠΛΗΚΤΡΑ ΣΥΝΤΟΜΕΥΣΗΣ ΕΝΤΟΛΩΝ Πιέζοντας αυτά τα πλήκτρα, όταν είστε στην οθόνη Εξελιγμένου Επεξεργαστή, θα σας πηγαίνουν γρήγορα στα τμήματα του μενού χωρίς να χρειαστεί να πιέζετε F1 και να βάζετε τον κέρσορα στην επιλογή. Πλήκτρα Περιγραφή Θα φέρει γρήγορα τη λίστα προγραμμάτων στην ενεργή πλευρά της οθόνης επεξεργασίας για να επιλέξετε πρόγραμμα από τη λίστα. Θα αρχίσει να επιλέγει κείμενο και θα ορίσει την αρχική γραμμή του τμήματος που θα επεξεργαστείτε. Κατεβείτε στην τελευταία γραμμή του ορισμένου τμήματος, και πιέστε F2 ή Write. Το επιλεγμένο τμήμα του κειμένου θα φωτιστεί έντονα. Μπορεί να χρησιμοποιηθεί για να αλλάζετε από την αριστερή στη δεξιά πλευρά ανάμεσα σε 2 προγράμματα που έχετε επιλέξει να επεξεργαστείτε. Πιέζοντας F4 θα ανοίξει ένα δεύτερο ίδιο πρόγραμμα στην άλλη πλευρά της οθόνης του Εξελιγμένου Επεξεργαστή. Ο χρήστης μπορεί γρήγορα να επεξεργαστεί δύο διαφορετικές θέσεις του ίδιου προγράμματος. Το πλήκτρο edit θα σας πηγαίνει μπρος και πίσω και θα κάνει τις ενημερώσεις στα δύο αυτά προγράμματα Αν εισάγετε ένα νούμερο προγράμματος (Onnnn) και πιέσετε F4 ή το πλήκτρο με το βελάκι κάτω, αυτό το πρόγραμμα θα το φέρετε στην άλλη πλευρά του Εξελιγμένου Επεξεργαστή. Το πλήκτρο Insert μπορεί να χρησιμοποιηθεί για να αντιγράψετε επιλεγμένο κείμενο σε ένα πρόγραμμα στη γραμμή που ακολουθεί το σημείο που βάλατε τον κέρσορα. Μπορεί να χρησιμοποιηθεί για να μετακινήσετε επιλεγμένο κείμενο σε ένα πρόγραμμα στη γραμμή που ακολουθεί το σημείο που βάλατε τον κέρσορα. Μπορεί να χρησιμοποιηθεί για να διαγράψετε το επιλεγμένο κείμενο σε ένα πρόγραμμα. Αν έχετε επιλέξει ένα τμήμα, πιέζοντας undo θα αναιρέσει την επιλογή. Πιέζοντας το πλήκτρο Send θα ενεργοποιήσει αυτή την επιλογή του I/O μενού. Πιέζοντας το πλήκτρο Recv θα ενεργοποιήσει αυτή την επιλογή του I/O μενού. Πιέζοντας το πλήκτρο Erase Prog θα ενεργοποιήσει αυτή την επιλογή του I/O μενού. Αυτό θα φέρει τη λίστα προγραμμάτων στην ενεργή πλευρά της οθόνης επεξεργασίας για να πατήσετε με τον κέρσορα σε ένα πρόγραμμα και να το διαγράψετε. 96

97 ΓΡΗΓΟΡΗ ΔΗΜΙΟΥΡΓΙΑ ΚΩΔΙΚΑ Ο Γρήγορος Κώδικας-Quick Code απλοποιεί το γράψιμο ενός προγράμματος εξηγώντας τις εντολές του κώδικα G με εντολές στα Αγγλικά. Στη δεξιά πλευρά της οθόνης, οι εντολές περιγράφουν τη λειτουργία που εκτελείται. Επιλέγοντας τη λειτουργία από το Παράθυρο Ομάδων και με το πάτημα ενός πλήκτρου, ο κώδικας εισάγεται στο πρόγραμμα σας στην αριστερή πλευρά της οθόνης. Μπορείτε να επιλέξετε τις ομάδες γυρίζοντας το χειρισμό μετακίνησης προς την κατεύθυνση των δεικτών του ρολογιού. Για να δείτε και να βάλετε τον κέρσορα μέσα στα στοιχεία μιας ομάδας, γυρίστε το χειρισμό μετακίνησης προς την αντίθετη κατεύθυνση των δεικτών του ρολογιού. Μπορείτε επίσης να βάλετε τον κέρσορα σε ένα πρόγραμμα και ο Γρήγορος Κώδικας θα περιγράψει τι σημαίνουν οι κώδικες G και M, που εμφανίζονται στο κάτω μέρος της οθόνης. Οθόνη Γρήγορου Κώδικα Πρόσβαση στον Γρήγορο Κώδικα Μπείτε στον Γρήγορο Κώδικα επιλέγοντας τη λειτουργία Edit και πιέζοντας το πλήκτρο Prgrm/Convrs δύο φορές. Η πρώτη πίεση του πλήκτρου Prgrm/Convrs εισάγει τον στάνταρ επεξεργαστή, η δεύτερη τον Γρήγορο Κώδικα. Κάθε επιπλέον πίεση του πλήκτρου θα εναλλάσσει τις επιλογές λειτουργίας Οπτικός Γρήγορος Κώδικας, Εξελιγμένος Επεξεργαστής, στάνταρ επεξεργαστής και Γρήγορος Κώδικας. Παράθυρο Επεξεργασίας Κάθε φορά που θα επιλέγετε ένα στοιχείο από μια ομάδα, όπως περιγράφεται στο επόμενο κεφάλαιο, το παράθυρο επεξεργασίας θα ενημερώνεται για να σας δείχνει ποιος κώδικας προστέθηκε στον τρέχον επεξεργαζόμενο πρόγραμμα. Όλες οι λειτουργίες επεξεργασίας δουλεύουν εκτός από το χειρισμό μετακίνησης και τα πλήκτρα αντιγραφής τμήματος. Στο Γρήγορο Κώδικα, ο χειρισμός μετακίνησης χρησιμοποιείται για να ελίσσεται ανάμεσα στις λίστες των ομάδων. Μπορείτε να βάλετε τον κέρσορα ανάμεσα στο κείμενο του προγράμματος με τη χρήση των πλήκτρων του κέρσορα στο κέντρο του πληκτρολογίου. Γυρίστε στην επιλογή λειτουργίας στάνταρντ επεξεργαστή πιέζοντας το πλήκτρο Progrm/Convrs για να έχετε πρόσβαση στο χειρισμό μετακίνησης (για μεγάλα σχόλια) και στη λειτουργία αντιγραφής τμημάτων. Ο Γρήγορος Κώδικας δεν είναι διαθέσιμος όταν είστε στην επιλογή λειτουργίας επεξεργασίας φόντου (βλέπε τμήμα Επεξεργασίας Φόντου στο κεφάλαιο Λειτουργία). Παράθυρο Ομάδων Το Παράθυρο Ομάδων εμφανίζει μια λίστα ομάδων που είναι διαθέσιμες στο Γρήγορο Κώδικα. Παράθυρο Βοήθειας Το Παράθυρο Βοήθειας είναι ακριβώς από κάτω από το παράθυρο ομάδων. Χρησιμοποιείται για να εμφανίσει βοηθητικά μηνύματα και προειδοποιήσεις του Γρήγορου Κώδικα και παραδείγματα προγραμμάτων. Δείγμα Γρήγορου Κώδικα Το παρακάτω τμήμα δείχνει πώς χρησιμοποιείται ο Γρήγορος Κώδικας για να φτιάξετε ένα πρόγραμμα. Το πρόγραμμα που θα φτιαχτεί θα απομακρύνει υλικό και θα κάνει σπείρωμα στο τέλος του εξαρτήματος. Υποθέτουμε ότι το εργαλείο 101 είναι εργαλείο απομάκρυνσης υλικού και το εργαλείο 202 είναι ένα εργαλείο κατασκευής σπειρώματος. Πριν αρχίσετε, επιβεβαιώστε ότι το πρόγραμμα από όπου θα πάρετε το Γρήγορο Κώδικα, O9999, είναι ένα από τα προγράμματα της ρύθμισης. Ο χειρισμός μετακίνησης είναι ένα αναπόσπαστο κομμάτι του Γρήγορου Κώδικα και χρησιμοποιείται πολύ συχνά. 97
 και πιέστε Write/Enter. Η επιλέξτε ένα πρόγραμμα για επεξεργασία.")
98 Δημιουργία Προγράμματος Ο Γρήγορος Κώδικας δεν θα δημιουργήσει το νέο νούμερο προγράμματος. Για να δημιουργήσετε ένα πρόγραμμα, πιέστε List Prog, εισάγετε ένα νούμερο προγράμματος (π.χ. O00005) και πιέστε Write/Enter. Η επιλέξτε ένα πρόγραμμα για επεξεργασία. Για να επεξεργαστείτε το πρόγραμμα, πιέστε Edit και μετά πιέστε το πλήκτρο Prgrm/Convrs δύο φορές για να εισάγετε το Γρήγορο Κώδικα. (Σημειώστε ότι στον εξελιγμένο επεξεργαστή τα μενού που είναι κάτω από το βοηθητικό μενού είναι μία επιλογή υπό μενού για το γρήγορο κώδικα.) Επιλέξτε τις Εντολές Έναρξης 1. Γυρίστε το Χειρισμό Μετακίνησης προς τη μεριά των δεικτών του ρολογιού (CW) μέχρι να φωτιστεί έντονα η ομάδα που ονομάζεται Εντολές Έναρξης-Start Up Commands. 2.Γυρίστε με ένα κλικ το Χειρισμό Μετακίνησης αντίθετα από τη μεριά των δεικτών του ρολογιού (CCW). Οι Εντολές Έναρξης θα εμφανιστούν και η πρώτη, Όνομα Προγράμματος, θα φωτιστεί έντονα. 3.Πιέστε το πλήκτρο Write. Αυτό θα εισάγει ένα (T). Κινήστε το αριστερό βελάκι του κέρσορα δύο φορές πάνω στο "T" ανάμεσα στις παρενθέσεις, γράψτε ένα όνομα προγράμματος και πιέστε Alter. Το επόμενο σχέδιο δείχνει πώς μοιάζει η οθόνη όταν εισάγεται ένα όνομα προγράμματος. Έναρξη Προγράμματος με τη χρήση Γρήγορου Κώδικα- Quick Code. Κλήση Εργαλείου Όταν είστε στο μενού "Start Up Commands", γυρίστε το χειρισμό μετακίνησης CCW για να φωτιστεί έντονα το στοιχείο της ομάδας που λέγεται "Call W/CSS On". 2.Πιέστε το πλήκτρο Write και η ρύθμιση θα σας ζητήσει ένα νούμερο εργαλείου για το πρόγραμμα σας, και πληροφορίες για το πρόγραμμα. 98

99 Προγραμματισμός με τις Επιλογές Start Up Command που μπήκαν με Quick Code για το Εργαλείο 101 Χρήση του G71 Κύκλου Αφαίρεσης Υλικών 1.Περιηγηθείτε και φωτίστε έντονα την ομάδα που λέγεται 4. Κύκλοι Μηχανήματος. 2.Κάντε δύο κλικ στο CCW. Θα φωτίσετε έντονα το G71 Κύκλος Αφαίρεσης Υλικών. 3.Πιέστε Write για να αρχίσετε την υπαγόρευση. Το πρόγραμμα θα δείχνει κάπως έτσι: G71 Πρόγραμμα Απομάκρυνσης Υλικών Κλήση Εργαλείου Πηγαίνετε με CW στην ομάδα Start Up Commands, έπειτα πηγαίνετε με CCW και φωτίστε έντονα το στοιχείο της ομάδας που λέγεται Call W/CSS On. Πιέστε το Write και η ρύθμιση θα σας ζητήσει πληροφορίες για το εργαλείο 202. Εισάγετε το νούμερο 202 όταν ζητηθεί το νούμερο του εργαλείου. Κλήση του Κύκλου Σπειρώματος 3/4-16 O.D. G76 1. Πηγαίνετε με CW και φωτίστε έντονα την ομάδα που λέγεται 7. Κύκλος Σπειρώματος. Πηγαίνετε με CCW μέχρι το 3/4-16 O.D. G76 Κύκλος Σπειρώματος να φωτιστεί έντονα. Πιέστε το Write και η ρύθμιση θα σας ζητήσει πληροφορίες για δημιουργία σπειρώματος με G Πηγαίνετε με CW και φωτίστε έντονα την ομάδα που λέγεται Τέλος Εντολών. Πηγαίνετε με CCW μέχρι να φωτιστεί έντονα το Coolant Off M09 και πιέστε Write. 99
100 Στέλνοντας το Μηχάνημα στην Αρχική Θέση και Τελειώνοντας το Πρόγραμμα 1. Πηγαίνετε με CW και φωτίστε έντονα την ομάδα που λέγεται Τέλος Εντολών-Ending Commands. Πηγαίνετε με CCW μέχρι η αρχική θέση των αξόνων-x, Z και του Κεντροφορέα (Home με G28) να φωτιστεί έντονα και πιέστε Write. 2. Πηγαίνετε με CCW και φωτίστε έντονα την ομάδα που λέγεται Τέλος Προγράμματος, Program End Command M30 και πιέστε Write. Το πρόγραμμα είναι έτοιμο να εκτελεστεί. Εκτελέστε το πρόγραμμα στην επιλογή λειτουργίας Graphics για να βεβαιωθείτε ότι έχουν εισαχθεί όλα τα βήματα. ΑΝΤΙΚΕΙΜΕΝΟΣΤΡΑΦΗΣ ΓΡΗΓΟΡΗ ΔΗΜΙΟΥΡΓΙΑ ΚΩΔΙΚΑ Για να ξεκινήσετε το Οπτικό Γρήγορο Κώδικα-Visual Quick Code (VQC), μπείτε στην επιλογή λειτουργίας Edit και πιέστε το Prgrm/ConvrsS τρεις φορές. Άλλος τρόπος είναι να χρησιμοποιήσετε τα μενού στον Εξελιγμένο Επεξεργαστή κάτω από τη Βοήθεια. Επιλέγοντας Κατηγορία Χρησιμοποιήστε τα πλήκτρα με τα βελάκια για να επιλέξετε την κατηγορία η περιγραφή της οποίας ταιριάζει πιο πολύ στο εξάρτημα που θέλετε και πιέστε Write. Θα εμφανιστεί μια σειρά εικόνων των εξαρτημάτων σε αυτή την κατηγορία. Επιλέγοντας ένα Πρότυπο Εξαρτήματος Χρησιμοποιήστε τα πλήκτρα με τα βελάκια για να επιλέξετε ένα πρότυπο στη σελίδα. Πιέζοντας Write θα εμφανιστεί ένα περίγραμμα του εξαρτήματος και θα περιμένει το χρήστη να εισάγει τιμές για να φτιάξει το εξάρτημα. Εισάγοντας Δεδομένα Η ρύθμιση θα ζητήσει από το χρήστη πληροφορίες για το επιλεγμένο εξάρτημα. Μόλις τις εισάγετε, θα ρωτήσει που θα τοποθετηθεί ο κώδικας G: 1) Επιλογή/Δημιουργία ενός Προγράμματος Θα ανοίξει ένα παράθυρο και θα ζητήσει από το χρήστη να επιλέξει ένα όνομα προγράμματος. Φωτίστε έντονα το πρόγραμμα και πιέστε Write. Αυτό θα προσθέσει τις νέες γραμμές κώδικα στο επιλεγμένο πρόγραμμα. Αν το πρόγραμμα περιέχει ήδη κώδικα VQC εισάγετε τις γραμμές του κώδικα στην αρχή του προγράμματος πριν από τον υπάρχον κώδικα. Ο χρήστης έχει ακόμα την επιλογή να δημιουργήσει ένα νέο πρόγραμμα εισάγοντας ένα όνομα προγράμματος και πιέζοντας Write, για να προστεθούν οι γραμμές. 2) Πρόσθεση στο Τρέχον Πρόγραμμα Ο κώδικας που δημιουργήθηκε από το VQC θα προστεθεί μετά τον κέρσορα. 3) MDI Ο κώδικας θα γράψει το αποτέλεσμα στο MDI. Σημειώστε πως οτιδήποτε στο MDI θα αντικατασταθεί. 4) Ακύρωση Το παράθυρο θα κλείσει και θα εμφανιστούν οι τιμές του προγράμματος. ΣΗΜΕΙΩΣΗ: Το πρόγραμμα είναι επίσης διαθέσιμο για επεξεργασία και θέαση στον Εξελιγμένο Επεξεργαστή. Είναι καλή ιδέα να ελέγξετε το πρόγραμμα στην επιλογή λειτουργίας Graphics. 100
101 ΜΑΚΡΟΕΝΤΟΛΕΣ (ΠΡΟΑΙΡΕΤΙΚΟ) Αυτό το χαρακτηριστικό της ρύθμισης είναι προαιρετικό. Μιλήστε με τον διανομέα σας για πληροφορίες. ΕΙΣΑΓΩΓΗ Οι δηλώσεις μάκρο προσθέτουν ικανότητες και ευελιξία στη ρύθμιση που δεν είναι δυνατές με το στάνταρ κώδικα G. Κάποιες πιθανές χρήσεις είναι: συγγενή εξαρτήματα, συνήθης κύκλοι κατεργασίας, περίπλοκες κινήσεις, και προαιρετικές συσκευές-οδηγοί. Μια δήλωση μάκρο-macro είναι μια ρουτίνα/υποπρόγραμμα που μπορεί να τρέξει πολλές φορές. Μια δήλωση μάκρο μπορεί να δώσει μια τιμή σε μια μεταβλητή ή να διαβάσει μια τιμή από μια μεταβλητή, να αξιολογήσει μια έκφραση, που εξαρτημένα ή όχι διακλαδώνεται σε ένα άλλο σημείο του προγράμματος, ή να επαναλάβει υπό όρους κάποιο κομμάτι ενός προγράμματος. Εδώ υπάρχουν κάποια παραδείγματα εφαρμογών των μάκρο. Αντί να δώσουμε εδώ τους κώδικες μάκρο, θα περιγράψουμε τις γενικές εφαρμογές όπου χρησιμοποιούνται οι μάκρο. Απλά σχέδια που επαναλαμβάνονται συνέχεια στο κατάστημα Σχέδια που επαναλαμβάνονται συνέχεια μπορούν να οριστούν με τη χρήση μάκρο και να αποθηκευτούν. Παράδειγμα: Συγγενή εξαρτήματα Λειτουργία μαλακών δοντιών Ορισμένοι από το χρήστη κύκλοι "κατεργασίας" (όπως κύκλοι χαράγματος) Αυτόματες νέες οριζόμενες σχετικές θέσεις βασισμένες στο πρόγραμμα Με τις μάκρο, οι νέες οριζόμενες σχετικές θέσεις συντεταγμένων γίνονται σε κάθε πρόγραμμα έτσι ώστε οι διαδικασίες της αρχικής οργάνωσης να είναι ευκολότερες και με λιγότερα λάθη. Διερεύνηση - Ενισχύει τις δυνατότητες του μηχανήματος με πολλούς τρόπους. Παρακάτω βρίσκονται κάποιες ιδέες δυνατοτήτων. Περιγραφή του εξαρτήματος για να οριστούν άγνωστες διαστάσεις για τη μετέπειτα επεξεργασία. Βαθμονόμηση εργαλείου για τιμές νέας οριζόμενης σχετικής θέσης και φθοράς. Επιθεώρηση πριν την επεξεργασία για να οριστεί το ποσό του υλικού στα καλούπια. Χρήσιμοι Κώδικες G και M M00, M01, M30 - Σταματά το πρόγραμμα G04 - Παύση G65 PXX - Κλήση υποπρογράμματος μάκρο. Επιτρέπει το πέρασμα μεταβλητών. M96 PXX QXX - Τοπική Διακλάδωση Υπο Συνθήκη όπου Ασυνεχές Σήμα Εισαγωγής είναι 0 M97 PXX - Κλήση Τοπικής Υπορουτίνας M98 PXX - Κλήση Υποπρογράμματος M99 - Επιστροφή ή Επανάληψη Υποπρογράμματος G103 - Όριο Πρόβλεψης Τμήματος. Δεν επιτρέπεται αντιστάθμιση κοπτικού M109 - Διαδραστική Εισαγωγή Χρήστη (βλέπε κεφάλαιο "M Codes") Ρυθμίσεις Υπάρχουν 3 ρυθμίσεις που μπορούν να επηρεάσουν τα προγράμματα μάκρο (9000 σειριακά προγράμματα), αυτές είναι: 9xxxx progs Lock (#23), 9xxx Progs Trace (#74) και 9xxx Progs Single BLK (#75). Πρόβλεψη Η πρόβλεψη είναι ένα πολύ σημαντικό θέμα για τις μακοεντολές. Η ρύθμιση θα προσπαθήσει να προχωρήσει όσες γραμμές γίνεται πιο μπροστά ώστε να επιταχύνει τις διαδικασίες. Αυτό περιλαμβάνει και την ερμηνεία των μάκρο-μεταβλητών. Παράδειγμα, #1101 = 1 G04 P1. #1101 = 0 101
102 Αυτό τείνει να ανοίξει μια παροχή, να περιμένει 1 δευτερόλεπτο, και μετά να την κλείσει. Όμως η πρόβλεψη θα προκαλέσει την παροχή να ανοίξει και αυτόματα να υποχωρήσει ενώ εκτελείται μια παύση. G103 P1 μπορεί να χρησιμοποιηθεί για να περιορίσει την πρόβλεψη σε 1 τμήμα. Για να λειτουργήσει σωστά αυτό το παράδειγμα, πρέπει να τροποποιηθεί ως ακολούθως: G103 P1 (Δείτε το κεφάλαιο κώδικας G για περισσότερες επεξηγήσεις του G103) #1101=1 G04 P1. ; ; ; #1101=0 Στρογγυλοποίηση Η ρύθμιση αποθηκεύει δεκαδικούς αριθμούς ως δυαδικές τιμές. Ως αποτέλεσμα, οι αριθμοί που αποθηκεύονται σε μεταβλητές μπορούν να αλλάζουν κατά τουλάχιστον 1 ψηφίο. Παράδειγμα, ο αριθμός 7 που αποθηκεύεται σε μάκρο μεταβλητή #100, διαβάζεται αργότερα ως , , ή Αν η δήλωση σας ήταν, "IF [#100 EQ 7]...", μπορεί να σας δώσει λάθος ανάγνωση. Ασφαλέστερος τρόπος προγραμματισμού θα ήταν, "IF [ROUND [#100] EQ 7]...". Αυτό είναι συνήθως πρόβλημα όταν αποθηκεύετε ακέραιους σε μάκρο-μεταβλητές όπου δεν περιμένετε να το δείτε αργότερα σε εξαρτήματα. ΣΗΜΕΙΩΣΕΙΣ ΛΕΙΤΟΥΡΓΙΑΣ Οι μάκρο-μεταβλητές μπορούν να αποθηκευτούν ή να φορτωθούν μέσω της θύρας RS-232 ή του οδηγού δισκέτας, σχεδόν όπως και οι νέες οριζόμενες σχετικές θέσεις. Δείτε το κεφάλαιο "Φόρτωμα Προγράμματος στη Ρύθμιση". Σελίδα Εμφάνισης Μεταβλητών Οι μάκρο-μεταβλητές εμφανίζονται και μπορούν να τροποποιηθούν στην οθόνη τρεχουσών εντολών. Για να πάτε στις σελίδες πιέστε Curnt Comds και χρησιμοποιήστε τα πλήκτρα πάνω/κάτω. Καθώς η ρύθμιση ερμηνεύει ένα πρόγραμμα, οι αλλαγές στις μεταβλητές εμφανίζονται στη σελίδα μεταβλητών και μπορείτε να δείτε τα αποτελέσματα. Η μάκρο-μεταβλητή ρυθμίζεται εισάγοντας μια τιμή και πιέζοντας το πλήκτρο Write/Enter. Οι μάκρο-μεταβλητές σβήνονται πιέζοντας το πλήκτρο Origin. Εισάγοντας τον αριθμό μακρο-μεταβλητής και πιέζοντας το βελάκι πάνω/κάτω θα γίνει αναζήτηση αυτής της μεταβλητής. Οι μεταβλητές που εμφανίζονται αναπαριστούν τις τιμές των μεταβλητών κατά την εκτέλεση του προγράμματος. Κάποιες φορές μπορεί να βρίσκονται 15 τμήματα μακριά από τις πραγματικές ενέργειες του μηχανήματος. Η αναζήτηση σφαλμάτων σε ένα πρόγραμμα είναι ευκολότερη όταν εισάγετε ένα G103 στην αρχή ενός προγράμματος για να περιορίσετε το μπλοκάρισμα προσωρινή αποθήκευση. Το απομακρύνετε όταν τελειώσει η διαδικασία αναζήτησης σφαλμάτων. Μάκρο- ορίσματα Τα ορίσματα σε μια δήλωση G65 είναι ένα μέσο αποστολής τιμών και ρύθμισης τοπικών μεταβλητών μιας καλούμενης μάκρο υπορουτίνας. Οι ακόλουθοι δύο πίνακες υποδεικνύουν το χάρτη των αλφαβητικών διευθύνσεων των μεταβλητών με τις αριθμητικές μεταβλητές που χρησιμοποιούνται σε μια μάκρο-υπορουτίνα. Αλφαβητικές Διευθύνσεις Διεύθυνση: Μεταβλητή: Διεύθυνση: Μεταβλητή: A 1 N - B 2 O - C 3 P - D 7 Q 17 E 8 R 18 F 9 S 19 G - T 20 H 11 U 21 I 4 V 22 J 5 W 23 K 6 X 24 L - Y 25 M 13 Z
103 Εναλλακτικές Αλφαβητικές Διευθύνσεις Διεύθυνση: Μεταβλητή: Διεύθυνση: Μεταβλητή: Διεύθυνση: Μεταβλητή: A 1 K 12 J 23 B 2 I 13 K 24 C 3 J 14 I 25 I 4 K 15 J 26 J 5 I 16 K 27 K 6 J 17 I 28 I 7 K 18 J 29 J 8 I 19 K 30 K 9 J 20 I 31 I 10 K 21 J 32 J 11 I 22 K 33 Το όρισμα δέχεται οποιοδήποτε κυμαινόμενο σημείο τιμής ως και τέσσερις δεκαδικές θέσεις. Αν η ρύθμιση είναι σε μετρικό σύστημα, θα υποθέσει χιλιάδες (.000). Στο παρακάτω παράδειγμα, η τοπική μεταβλητή #7 θα λάβει Αν δεν περιλαμβάνονται δεκαδικοί σε μια τιμή ορίσματος, όπως: G65 P9910 A1 B2 C3, οι τιμές περνούν στις μάκρο υπορουτίνες σύμφωνα με τον ακόλουθο πίνακα: Πέρασμα ακεραίου ορίσματος (Χωρίς δεκαδικό σημείο) Διεύθυνση: Μεταβλητή: Διεύθυνση: Μεταβλητή: A.001 N - B.001 O - C.001 P - D 1. Q.0001 E 1. R.0001 F 1. S.0001 G - T 1. H 1. U 1. I.0001 V.0001 J.0001 W.0001 K.0001 X.0001 L 1. Y.0001 M 1. Z.0001 Και οι 33 τοπικές μακρο-μεταβλητές μπορούν να είναι τιμές με ορίσματα με τη χρήση της μεθόδου εναλλακτικής διεύθυνσης. Το επόμενο παράδειγμα δείχνει πώς μπορούν να σταλούν δύο σύνολα θέσεων συντεταγμένων σε μια μάκρο-υπορουτίνα. Οι τοπικές μεταβλητές #4 ως #9 θα γίνονταν.0001 ως.0006 αντίστοιχα. Παράδειγμα : G65 P2000 I1 J2 K3 I4 J5 K6 Τα γράμματα G, L, N, O και P δεν μπορούν να χρησιμοποιηθούν για να περάσουν παραμέτρους σε μια μάκρο-υπορουτίνα. Μάκρο Μεταβλητές Υπάρχουν τρεις κατηγορίες μάκρο-μεταβλητών: μεταβλητές συστήματος, σφαιρικές μεταβλητές, και τοπικές μεταβλητές. Οι σταθερές είναι τιμές κυμαινόμενου σημείου που μπαίνουν σε μια μάκρο έκφραση. Μπορούν να συνδυαστούν με διευθύνσεις A...Z ή μπορούν να σταθούν μόνες τους όταν χρησιμοποιούνται σε μια έκφραση. Παραδείγματα σταθερών είναι.0001, 5.3 ή -10. Τοπικές Μεταβλητές Έχουν εύρος μεταξύ #1 και #33. Ένα σύνολο τοπικών μεταβλητών είναι διαθέσιμο κάθε στιγμή. Όταν εκτελείται μια κλήση σε μια υπορουτίνα με την εντολή G65, οι τοπικές μεταβλητές αποθηκεύονται και ένα νέο σύνολο είναι διαθέσιμο για χρήση. Αυτό ονομάζεται "φώλιασμα" των τοπικών μεταβλητών. Κατά τη διάρκεια μιας κλήσης G65, όλες οι νέες τοπικές μεταβλητές καθαρίζονται σε μη ορισμένες τιμές και κάθε τοπική μεταβλητή που έχει αντίστοιχη μεταβλητή διεύθυνση στη γραμμή G65 μπαίνει στις τιμές της γραμμής G65. Παρακάτω βρίσκεται ένας πίνακας των τοπικών μεταβλητών μαζί με τα ορίσματα μεταβλητών διευθύνσεων που τις αλλάζουν. Μεταβλητή: Διεύθυνση: Εναλλαγή: Μεταβλητή: Διεύθυνση: Εναλλαγή: Μεταβλητή: Διεύθυνση: Εναλλαγή: 1 A 12 K 23 W J 2 B 13 M I 24 X K 3 C 14 J 25 Y I 4 I 15 K 26 Z J 5 J 16 I 27 K 6 K 17 Q J 28 I 7 D I 18 R K 29 J 8 E J 19 S I 30 K 9 F K 20 T J 31 I 10 I 21 U K 32 J 11 H J 22 V I 33 K 103
104 Σημειώστε ότι οι μεταβλητές 10, 12, και δεν έχουν αντιστοιχία ορισμένων διευθύνσεων. Μπορούν να οριστούν αν ένας ικανοποιητικός αριθμός ορισμάτων I, J και K χρησιμοποιηθούν όπως υποδεικνύεται παραπάνω στο κεφάλαιο των ορισμάτων. Όταν είναι σε μάκρο υπορουτίνες, οι τοπικές μεταβλητές μπορούν διαβαστούν και να αλλάξουν με αναφορά των αριθμών μεταβλητών Όταν χρησιμοποιείται το όρισμα L για να κάνει πολλαπλές επαναλήψεις μιας μάκρο υπορουτίνας, τα ορίσματα ορίζονται μόνο στην πρώτη επανάληψη. Αυτό σημαίνει ότι αν οι τοπικές μεταβλητές 1-33 αλλάζουν κατά την πρώτη επανάληψη, η επόμενη επανάληψη θα έχει πρόσβαση μόνο στις αλλαγμένες τιμές. Οι τοπικές τιμές διατηρούνται από επανάληψη σε επανάληψη όταν η διεύθυνση L είναι μεγαλύτερη από 1. Καλώντας μια υπορουτίνα μέσω ενός M97 ή M98 δεν φωλιάζει τις τοπικές μεταβλητές. Όποιες τοπικές μεταβλητές αναφέρονται σε μια υπορουτίνα που κλήθηκε από ένα M98, είναι οι ίδιες μεταβλητές και τιμές που υπήρχαν πριν την κλήση μέσω του M97 ή M98. Σφαιρικές Μεταβλητές Είναι μεταβλητές προσβάσιμες κάθε στιγμή. Υπάρχει μόνο ένα αντίγραφο κάθε σφαιρικής μεταβλητής. Το εύρος τους διακρίνεται σε 3 μέρη: , and Οι σφαιρικές μεταβλητές παραμένουν στη μνήμη όταν σβήνει το μηχάνημα. Καμία φορά, υπάρχουν μάκρο γραμμένες για εργοστασιακές ρυθμίσεις που χρησιμοποιούν σφαιρικές μεταβλητές. Παράδειγμα, διερεύνηση, μετατροπείς παλετών, κλπ. Όταν χρησιμοποιείτε τις σφαιρικές μεταβλητές, βεβαιωθείτε ότι δεν χρησιμοποιούνται από κάποιο άλλο πρόγραμμα στο μηχάνημα. Μεταβλητές Συστήματος Δίνουν στον προγραμματιστή την ικανότητα να ενεργεί με διάφορες συνθήκες ρύθμισης. Βάζοντας μια μεταβλητή συστήματος, η λειτουργία της ρύθμισης μπορεί να τροποποιηθεί. Διαβάζοντας μια μεταβλητή συστήματος, ένα πρόγραμμα μπορεί να αλλάξει τη συμπεριφορά του βασισμένο στην τιμή της μεταβλητής. Κάποιες μεταβλητές έχουν καθεστώς Μόνο Ανάγνωσης. Αυτό σημαίνει ότι ο προγραμματιστής δεν μπορεί να τις αλλάξει. Ακολουθεί ένας σύντομος πίνακας των τρεχουσών μεταβλητών συστήματος με επεξήγηση της χρήσης τους. ΜΕΤΑΒΛΗΤΕΣ #0 #1#33 #100#199 #500#599 #600#699 #700#749 #750#751 #800#999 #1000#1063 #1064#1068 #1080#1087 #1090#1098 #1094 #1098 #1100#1139 #1140#1155 #1264#1268 #2001#2050 #2101#2150 #2201#2250 #2301#2350 #2401#2450 #2601#2650 #2701#2750 #2801#2850 #2901#2950 ΧΡΗΣΗ Όχι αριθμός (μόνο ανάγνωση) Κλήση μάκρο-ορισμάτων Μεταβλητές γενικού σκοπού που αποθηκεύονται στο σβήσιμο Μεταβλητές γενικού σκοπού που αποθηκεύονται στο σβήσιμο Μεταβλητές γενικού σκοπού που αποθηκεύονται στο σβήσιμο Κρυμμένες μεταβλητές για εσωτερική χρήση μόνο Συλλογή δεδομένων σειριακής θύρας #2 Μεταβλητές γενικού σκοπού που αποθηκεύονται στο σβήσιμο 64 ασυνεχείς παροχές (μόνο ανάγνωση) Μέγιστο φορτίο αξόνων-x, Y, Z, A, και B σε MOCON1 Ακατέργαστες αναλογικές προς ψηφιακές εισροές (μόνο ανάγνωση) Φιλτραρισμένες αναλογικές προς ψηφιακές εισροές (μόνο ανάγνωση) Επίπεδο Ψυκτικού Φορτίο ατράκτου με το διανυσματικό οδηγό Haas (μόνο ανάγνωση) 40 ασυνεχείς εκροές 16 επιπλέον ρελέ εκροών μέσω πολλαπλής εκροής Μέγιστα φορτία αξόνων για U, V, W, SS, και TT σε MOCON2 Νέες οριζόμενες σχετικές θέσεις μετατόπισης εργαλείου άξονα-x Νέες οριζόμενες σχετικές θέσεις μετατόπισης εργαλείου άξονα-ζ Νέες οριζόμενες σχετικές θέσεις ακτίνας μύτης εργαλείου Κατεύθυνση άκρης εργαλείου Νέες οριζόμενες σχετικές θέσεις διαμέτρου/ακτίνας εργαλείου Φθορά διαμέτρου/ακτίνας εργαλείου Νέες οριζόμενες σχετικές θέσεις φθοράς εργαλείου άξονα-x Νέες οριζόμενες σχετικές θέσεις φθοράς εργαλείου άξονα-ζ Νέες οριζόμενες σχετικές θέσεις φθοράς ακτίνας μύτης εργαλείου 104
105 #3000 #3001 #3002 #3003 #3004 #3006 #3011 #3012 #3020 #3021 #3022 #3023 #3024 #3025 #3026 #3027 #3030 #3031 #3032 #3033 #3901 #3902 #4001#4020 #4101#4126 Προγραμματιζόμενη ειδοποίηση Χρονομετρητής χιλιοστών δευτερολέπτου Χρονομετρητής ώρας Απόκρυψη μονού τμήματος Ρύθμιση υπέρβασης Προγραμματισμένο σταμάτημα με μήνυμα Έτος, μήνας, μέρα Ώρα, λεπτό, δευτερόλεπτο Ισχύς στον χρονομετρητή (μόνο ανάγνωση) Χρονομετρητής έναρξης κύκλου Χρονομετρητής πρόωσης Χρόνος παρόντος κύκλου Χρόνος τελευταίου κύκλου Χρόνος προηγούμενου κύκλου Εργαλείο στην άτρακτο (μόνο ανάγνωση) Στροφές ατράκτου RPM (μόνο ανάγνωση) Μονό Τμήμα Απλή Κίνηση Διαγραφή Τμήματος Σταμάτημα Επιλογής M30 μέτρηση 1 M30 μέτρηση 2 Κώδικες προηγούμενης ομάδας τμήματος Κώδικες διευθύνσεων προηγούμενης ομάδας τμήματος ΣΗΜΕΙΩΣΗ: Η χαρτογράφηση των είναι ίδια με τις αλφαβητικές διεύθυνσης στο κεφάλαιο (μάκρο ορίσματα). Π.χ. η δήλωση x1.3 ρυθμίζει την μεταβλητή #4124 σε 1.3 #5000-#5006 #5020-#5027 #5041-#5046 #5061-#5065 #5081-#5086 #5201-#5206 #5221-#5226 #5241-#5246 #5261-#5266 #5281-#5286 #5301-#5306 #5321-#5326 #5401-#5500 #5501-#5600 #5601-#5699 #5701-#5800 #5801-#5900 #5901-#6000 #6001-#6277 #6501-#6999 Προηγούμενη θέση τέλους τμήματος Παρούσα θέση συντεταγμένης μηχανήματος Παρούσα θέση συντεταγμένης εργασίας Παρόν πρόσημο θέσης - X,Z,C Παρούσα νέα οριζόμενη σχετική θέση εργαλείου Συνήθης νέα οριζόμενη σχετική θέση G54 νέες οριζόμενες σχετικές θέσεις εργασίας G55 νέες οριζόμενες σχετικές θέσεις εργασίας G56 νέες οριζόμενες σχετικές θέσεις εργασίας G57 νέες οριζόμενες σχετικές θέσεις εργασίας G58 νέες οριζόμενες σχετικές θέσεις εργασίας G59 νέες οριζόμενες σχετικές θέσεις εργασίας Χρονομετρητές συνόλου πρόωσης (δευτερόλεπτα) Χρονομετρητές συνόλου εργαλείου (δευτερόλεπτα) Εποπτεία ορίου ζωής εργαλείου Εποπτεία μέτρησης ζωής εργαλείου Εποπτεία συνολικού φορτίου εργαλείου (μέγιστο αισθητό φορτίο ως τώρα) Εποπτεία ορίου συνολικού φορτίου εργαλείου Ρυθμίσεις (μόνο ανάγνωση) Παράμετροι (μόνο ανάγνωση) ΣΗΜΕΙΩΣΗ: Τα ψηφία χαμηλής τάξης των μεγάλων τιμών δε θα εμφανιστούν στις μάκρομεταβλητές για τις ρυθμίσεις και τις παραμέτρους. 105
106 #7001-#7006 (#14001-#14006) #7021-#7026 (#14021-#14026) #7041-#7046 (#14041-#14046) #7061-#7066 (#14061-#14066) #7081-#7086 (#14081-#14086) #7101-#7106 (#14101-#14106) #7121-#7126 (#14121-#14126) #7141-#7146 (#14141-#14146) #7161-#7166 (#14161-#14166) #7181-#7186 (#14181-#14186) #7201-#7206 (#14201-#14206) #7221-#7226 (#14221-#14226) #7241-#7246 (#14241-#14246) #7261-#7266 (#14261-#14266) #7281-#7286 (#14281-#14286) #7301-#7306 (#14301-#14306) #7321-#7326 (#14321-#14326) #7341-#7346 (#14341-#14346) #7361-#7366 (#14361-#14366) #7381-#7286 (#14381#14386) #14401-#14406 #14421-#14426 #14441-#14446 #14461-#14466 #14481-#14486 #14501-#14506 #14521-#14526 #14541-#14546 #14561-#14566 #14581-#14586 G110 (G154 P1) επιπρόσθετες ρυθμίσεις εργασίας G111 (G154 P2) επιπρόσθετες ρυθμίσεις εργασίας G114 (G154 P3) επιπρόσθετες ρυθμίσεις εργασίας G115 (G154 P4) επιπρόσθετες ρυθμίσεις εργασίας G116 (G154 P5) επιπρόσθετες ρυθμίσεις εργασίας G117 (G154 P6) επιπρόσθετες ρυθμίσεις εργασίας G118 (G154 P7) επιπρόσθετες ρυθμίσεις εργασίας G119 (G154 P8) επιπρόσθετες ρυθμίσεις εργασίας G120 (G154 P9) επιπρόσθετες ρυθμίσεις εργασίας G121 (G154 P10) επιπρόσθετες ρυθμίσεις εργασίας G122 (G154 P11) επιπρόσθετες ρυθμίσεις εργασίας G123 (G154 P12) επιπρόσθετες ρυθμίσεις εργασίας G124 (G154 P13) επιπρόσθετες ρυθμίσεις εργασίας G125 (G154 P14) επιπρόσθετες ρυθμίσεις εργασίας G126 (G154 P15) επιπρόσθετες ρυθμίσεις εργασίας G127 (G154 P16) επιπρόσθετες ρυθμίσεις εργασίας G128 (G154 P17) επιπρόσθετες ρυθμίσεις εργασίας G129 (G154 P18) επιπρόσθετες ρυθμίσεις εργασίας G154 P19 επιπρόσθετες ρυθμίσεις εργασίας G154 P20 επιπρόσθετες ρυθμίσεις εργασίας G154 P21 επιπρόσθετες ρυθμίσεις εργασίας G154 P22 επιπρόσθετες ρυθμίσεις εργασίας G154 P23 επιπρόσθετες ρυθμίσεις εργασίας G154 P24 επιπρόσθετες ρυθμίσεις εργασίας G154 P25 επιπρόσθετες ρυθμίσεις εργασίας G154 P26 επιπρόσθετες ρυθμίσεις εργασίας G154 P27 επιπρόσθετες ρυθμίσεις εργασίας G154 P28 επιπρόσθετες ρυθμίσεις εργασίας G154 P29 επιπρόσθετες ρυθμίσεις εργασίας G154 P30 επιπρόσθετες ρυθμίσεις εργασίας #14781-#14786 G154 P40 επιπρόσθετες ρυθμίσεις εργασίας #14981-#14986 G154 P50 επιπρόσθετες ρυθμίσεις εργασίας #15181-#15186 G154 P60 επιπρόσθετες ρυθμίσεις εργασίας #15381-#15386 G154 P70 επιπρόσθετες ρυθμίσεις εργασίας #15581-#15586 G154 P80 επιπρόσθετες ρυθμίσεις εργασίας #15781-#15786 G154 P90 επιπρόσθετες ρυθμίσεις εργασίας G154 P95 επιπρόσθετες ρυθμίσεις εργασίας G154 P96 επιπρόσθετες ρυθμίσεις εργασίας G154 P97 επιπρόσθετες ρυθμίσεις εργασίας G154 P98 επιπρόσθετες ρυθμίσεις εργασίας G154 P99 επιπρόσθετες ρυθμίσεις εργασίας 106
107 ΜΕΤΑΒΛΗΤΕΣ ΣΥΣΤΗΜΑΤΟΣ ΣΕ ΒΑΘΟΣ Μεταβλητές #750 και #751 Αυτές οι μάκρο μεταβλητές συλλέγουν τις εισροές από τη σειριακή θύρα 2. Ο προγραμματιστής μπορεί να κάνει έλεγχο για δεδομένα σε ουρά στην προσωρινή αποθήκευση της σειριακής θύρας 2 και να συλλέξει τα δεδομένα προς επεξεργασία. Η μάκρο μεταβλητή #750 ενημερώνει τον προγραμματιστή αν περιμένουν δεδομένα στη RS232 θύρα 2. Η τιμή 1 σημαίνει ότι η προσωρινή αποθήκευση έχει δεδομένα σε ουρά, αλλιώς επιστρέφει η τιμή 0. Η μάκρο μεταβλητή 751 συλλέγει τον πρώτο χαρακτήρα από την προσωρινή αποθήκευση, όταν υπάρχουν δεδομένα σε ουρά, επομένως η προσωρινή αποθήκευση ελέγχεται πρώτη για να δείτε αν είναι άδεια. Αν όχι, επιστρέφει η τιμή του επόμενου χαρακτήρα στην ουρά. 1-Bit Ασυνεχείς Εισροές Εισροές που ορίζονται ως "Εφεδρικές" μπορούν να συνδεθούν με εξωτερικές συσκευές και να χρησιμοποιηθούν από τον προγραμματιστή. 1-Bit Ασυνεχείς Εκροές Η ρύθμιση Haas είναι ικανή να ελέγξει ως και 56 ασυνεχείς εκροές. Εντούτοις, ένας αριθμός αυτών των εκροών έχουν φυλαχτεί για χρήση από τον ρυθμιστή της Haas. ΠΡΟΣΟΧΗ! Μη χρησιμοποιείτε εκροές που έχουν φυλαχτεί από το σύστημα. Με τη χρήση αυτών των εκροών μπορείτε να προκαλέσετε ζημιά στον εξοπλισμό ή τραυματισμό. Ο χρήστης μπορεί να αλλάξει το καθεστώς αυτών των εκροών γράφοντας σε μεταβλητές που είναι ορισμένες ως "εφεδρικές". Αν οι εκροές συνδέονται με ηλεκτρονόμο, η ανάθεση "1" ρυθμίζει τον ηλεκτρονόμο. Η ανάθεση "0" καθαρίζει τον ηλεκτρονόμο. Κάνοντας αναφορά σε αυτές τις εκροές θα επιστρέψει η τρέχουσα κατάσταση των εκροών και αυτή μπορεί να είναι η τελευταία εκχωρημένη τιμή ή η τελευταία κατάσταση των εκροών όπως θέτονται από κάποιους κώδικες M του χρήστη. Παράδειγμα, αφού επιβεβαιωθεί ότι η εκροή #1108 είναι "εφεδρική": #1108 = 1; (Ανάβει τον ηλεκτρονόμο #1108) #101 = # ; (101 είναι 1 δευτερόλεπτο από τώρα) WHILE [[#101 GT #3001] AND [#1109 EQ 0]] D01 END1 (Περιμένει εδώ 1 δευτερόλεπτο ή μέχρι ο ηλεκτρονόμος #1109 να ανέβει ψηλά) #1108 = 0; (Κλείνει τον ηλεκτρονόμο #1108) Αν η ρύθμιση δεν είναι εξοπλισμένη με τον πίνακα ηλεκτρονόμων κώδικα Μ (M-code relay board), το M21 ως M28 θα χαρτογραφηθεί από #1132 ως το #1139. Αν ο πίνακας ηλεκτρονόμων κώδικα Μ είναι εγκατεστημένος, δείτε το κεφάλαιο επιλογή 8M για πληροφορίες και οδηγίες. ΣΗΜΕΙΩΣΗ: Ελέγχετε πάντα ή εκτελέστε την απλή λειτουργία προγραμμάτων που είναι σχεδιασμένα για μάκρο τα οποία χρησιμοποιούν νέο υλικό. Μέγιστο Φορτίο Αξόνων Οι παρακάτω μεταβλητές χρησιμοποιούνται τώρα για να περιέχουν τις μέγιστες τιμές φορτίου για κάθε άξονα Μπορούν να καθαριστούν αναβοσβήνοντας το μηχάνημα ή βάζοντας τη μάκρο στο μηδέν σε ένα πρόγραμμα (παράδειγμα, #1064=0;) = X άξονας 1264 = C άξονας 1065 = Y άξονας 1265 = U άξονας 1066 = Z άξονας 1266 = V άξονας 1067 = A άξονας 1267 = W άξονας 1068 = B άξονας 1268 = T άξονας Νέες οριζόμενες σχετικές θέσεις Εργαλείων Χρησιμοποιείστε τις ακόλουθες μάκρο μεταβλητές για να διαβάσετε ή να βάλετε τις ακόλουθες τιμές νέων οριζόμενων σχετικών θέσεων γεωμετρίας, μετατόπισης ή φθοράς: #2001-#2050 Νέα οριζόμενη σχετική θέση γεωμετρίας/μετατόπισης άξονα-x #2101-#2150 Νέα οριζόμενη σχετική θέση γεωμετρίας/μετατόπισης άξονα-z #2201-#2250 Γεωμετρία ακτίνας μύτης εργαλείου #2301-#2350 Κατεύθυνση άκρης εργαλείου #2701-#2750 Φθορά εργαλείου άξονα-x #2801-#2850 Φθορά εργαλείου άξονα-z #2901-#2950 Φθορά ακτίνας μύτης εργαλείου 107
108 Προγραμματιζόμενα Μηνύματα #3000 Μπορούν να προγραμματιστούν ειδοποιήσεις. Μια προγραμματιζόμενη ειδοποίηση θα λειτουργεί ακριβώς όπως η ειδοποίηση της Haas. Μια ειδοποίηση δημιουργείται ρυθμίζοντας τη μάκρο μεταβλητή #3000 σε ένα νούμερο μεταξύ 1 και 999. #3000 = 15 (Τοποθέτηση μηνύματος στη λίστα ειδοποιήσεων) Όταν γίνει αυτό, το σήμα "Alarm" αναβοσβήνει στο κάτω μέρος της οθόνης και το κείμενο του επόμενου σχόλιου τοποθετείται στη λίστα ειδοποιήσεων. Το νούμερο ειδοποίησης (στο παράδειγμα, το 15) προστίθεται στο 1000 και χρησιμοποιείται σαν νούμερο ειδοποίησης. Αν μια ειδοποίηση δημιουργείται με αυτόν τον τρόπο, όλες οι κινήσεις σταματούν και πρέπει να γίνει επαναφορά στο πρόγραμμα για να συνεχίσει. Οι προγραμματιζόμενες ειδοποιήσεις αριθμούνται πάντα μεταξύ 1000 και Οι πρώτοι 34 χαρακτήρες του σχόλιου θα χρησιμοποιηθούν για το μήνυμα ειδοποίησης. Χρονομετρητές Οι μακρό της Haas έχουν πρόσβαση σε δύο χρονομετρητές. Αυτοί οι χρονομετρητές ρυθμίζονται σε μια τιμή αναθέτοντας έναν αριθμό στην αντίστοιχη μεταβλητή. Ένα πρόγραμμα μπορεί αργότερα να διαβάσει αυτή τη μεταβλητή και να καθορίσει το χρόνο που πέρασε από τότε που ρυθμίστηκε ο χρονομετρητής. Οι χρονομετρητές μπορούν να χρησιμοποιηθούν για να αντιγράψουν κύκλους παύσεων, να καθορίσουν το χρόνο από εξάρτημα σε εξάρτημα ή η επιθυμητή συμπεριφορά που είναι η χρονικά εξαρτώμενη. #3001 Χρονομετρητής χιλιοστών δευτερολέπτου Ενημερώνεται κάθε 20 χιλιοστά του δευτερολέπτου και έτσι οι ενέργειες μπορούν να υπολογιστούν με ακρίβεια μόνο 20 χιλιοστά του δευτερολέπτου. Όταν ανάβει το μηχάνημα, ο χρονομετρητής χιλιοστών δευτερολέπτου επαναφέρεται. Ο χρονομετρητής έχει όριο 497 ημερών. Το νούμερο που επιστρέφει όταν φτάσει το #3001 αναπαριστά τον αριθμό των χιλιοστών δευτερολέπτου. #3002 Χρονομετριτής ώρας Είναι παρόμοιος με τον χρονομετρητή χιλιοστών δευτερολέπτου εκτός από το ότι το νούμερο που επιστρέφει όταν φτάσει το #3002 είναι σε ώρες. Οι χρονομετρητές ώρας και χιλιοστών δευτερολέπτου μπορούν να ρυθμιστούν ανεξάρτητα ο ένας από τον άλλο. Υπερβάσεις Συστήματος #3003 Η μεταβλητή 3003 είναι η παράμετρος Απόκρυψης Μονού τμήματος-single Block Suppression. Υπερβαίνει την λειτουργία Μονού Τμήματος-Single Block στον κώδικα G. Στο επόμενο παράδειγμα το Μονό Τμήμα αγνοείται όταν η #3003 είναι ίση με 1. Αφού η M3003 ρυθμιστεί ίση με 1, κάθε εντολή κώδικα G (γραμμές 2-4) εκτελείται συνεχόμενα αν και το Μονό Τμήμα είναι σε λειτουργία. Όταν η #3003 είναι ίση με μηδέν, το Μονό Τμήμα θα λειτουργεί κανονικά. Ο χρήστης πρέπει να πιέζει Έναρξη Κύκλου-Cycle Start για κάθε γραμμή του κώδικα (γραμμές 6-8). #3003=1; G54 G00 G90 X0 Z0; G81 R0.2 Z-0.1 F20 L0; S2000 M03; #3003=0; T02 M06; G83 R0.2 Z-1 F10. L0; X0. Z0.; Μεταβλητή #3004 Η μεταβλητή #3004 υπερβαίνει συγκεκριμένα χαρακτηριστικά ρυθμίσεων ενώ εκτελούνται. Το πρώτο ψηφίο απενεργοποιεί το πλήκτρο Σταμάτημα Τροφοδοσίας. Αν η παύση Τροφοδοσίας δεν χρησιμοποιείται κατά τη διάρκεια ενός τμήματος κώδικα, βάλτε την μεταβλητή #3004, με τιμή ανάθεσης 1, πριν τις συγκεκριμένες γραμμές κώδικα. Μετά από αυτό το τμήμα του κώδικα, βάλτε την #3004 στο 0 για να επαναφέρετε την λειτουργία του πλήκτρου Σταμάτημα Πρόωσης. Παράδειγμα: Κώδικας προσέγγισης (Σταμάτημα Τροφοδοσίας επιτρέπεται) #3004=1; (Απενεργοποιεί το πλήκτρο Σταμάτημα Τροφοδοσίας) Ασταμάτητος κώδικας (Σταμάτημα Τροφοδοσίας δεν επιτρέπεται) #3004=0; (Ενεργοποιεί το πλήκτρο Σταμάτημα Τροφοδοσίας) Κώδικας αναχώρησης (Σταμάτημα Τροφοδοσίας επιτρέπεται) Ακολουθεί ένας χάρτης των ψηφίων της μεταβλητής #3004 και των σχετικών υπερβάσεων. E = Ενεργοποιημένο D = Απενεργοποιημένο 108
109 #3004 ΣΤΑΜΑΤΗΜΑ ΠΡΟΩΣΗΣ ΥΠΕΡΒΑΣΗ ΤΑΧΥΤΗΤΑΣ ΠΡΟΩΣΗΣ ΕΛΕΓΧΟΣ ΑΚΡΙΒΟΥΣ ΣΤΑΜΑΤΗΜΑΤΟΣ 0 E E E 1 D E E 2 E D E 3 D D E 4 E E D 5 D E D 6 E D D 7 D D D #3006 Προγραμματιζόμενη Παύση Οι παύσεις μπορούν να προγραμματιστούν, κάτι που λειτουργεί σαν M00. Η ρύθμιση σταματάει και περιμένει μέχρι να πατηθεί το πλήκτρο Έναρξη Κύκλου. Μόλις πατηθεί, το πρόγραμμα συνεχίζει με το τμήμα που ακολουθεί μετά την #3006. Στο παρακάτω παράδειγμα, οι πρώτοι 15 χαρακτήρες του σχόλιου εμφανίζονται στο κάτω αριστερό μέρος της οθόνης. IF [#1 EQ #0] THEN #3006=101(σχόλιο εδώ); #4001-#4021 Κώδικες Ομάδας Τελευταίου Τμήματος (Τροποποιητικοί) Η ομαδοποίηση των κωδικών G επιτρέπει μια πιο αποτελεσματική επεξεργασία. Οι κώδικες G με παρόμοιες λειτουργίες βρίσκονται συνήθως στην ίδια ομάδα. Παράδειγμα, το G90 και το G91 βρίσκονται στην ομάδα 3. Αυτές οι μεταβλητές αποθηκεύουν τον τελευταίο ή τον προκαθορισμένο κώδικα G για τις 21 ομάδες. Διαβάζοντας την ομάδα κωδικών, ένα μάκρο πρόγραμμα μπορεί να αλλάξει τη συμπεριφορά του κώδικα G. Αν η 4003 περιέχει το G91, τότε το μάκρο πρόγραμμα θα μπορούσε να καθορίσει ότι όλες οι κινήσεις θα είναι σχετικές αντί για απόλυτες. Δεν υπάρχει σχετιζόμενη μεταβλητή για την ομάδα μηδέν. Οι κώδικες G της ομάδας μηδέν είναι Μη τροποποιητικοί. #4101-#4126 Διευθύνσεις Δεδομένων Τελευταίου Τμήματος (Τροποποιητικοί) Οι κώδικες διευθύνσεων A-Z (εξαιρουμένου του G) διατηρούνται ως τροποποιητικές τιμές. Η πληροφορία που αναπαριστάται από την τελευταία γραμμή του κώδικα που ερμηνεύεται από τη διαδικασία πρόβλεψης, περιέχεται στις μεταβλητές 4101 ως Η αριθμητική χαρτογράφηση των αριθμητικών μεταβλητών προς τις αλφαβητικές διευθύνσεις αντιστοιχεί στη χαρτογράφηση υπό τις αλφαβητικές διευθύνσεις. Παράδειγμα, η τιμή της προηγούμενης ερμηνευμένης διεύθυνσης D βρίσκεται στη #4107 και η τελευταία ερμηνευμένη τιμή I είναι η #4104. Όταν ονομάζετε μια μάκρο σε κώδικα M, μπορείτε να μην περάσετε μεταβλητές στις μάκρο με τη χρήση των μεταβλητών Αντ αυτού, χρησιμοποιείστε τις τιμές από 4101 ως4126 στις μάκρο. #5001-#5005 Θέση Τελευταίου Στόχου Το τελευταίο προγραμματισμένο σημείο για το τελευταίο τμήμα κίνησης είναι προσβάσιμο μέσω των μεταβλητών #5001-#5005, X, Y, Z, A, και B, αντίστοιχα. Οι τιμές δίνονται στο τρέχον σύστημα συντεταγμένων εργασίας και μπορούν να χρησιμοποιηθούν ενώ το μηχάνημα είναι σε κίνηση. Μεταβλητές Θέσης Αξόνων #5021 άξονας-x #5024 άξονας-a #5027 άξονας-u #5022 άξονας-y #5025 άξονας-b #5028 άξονας-v(χρήση για Πρόωση Ράβδου Haas) #5023 άξονας-z #5026 άξονας-c #5021-#5025 Θέση Τρέχουσας Συντεταγμένης Μηχανήματος Η τρέχουσα θέση στις συντεταγμένες μηχανήματος μπορεί να αποκτηθεί μέσα από τις #5021-#5025, X, Y, Z, A, και B, αντίστοιχα. Οι τιμές δεν μπορούν να διαβαστούν όταν το μηχάνημα είναι σε κίνηση. Η τιμή της #5023 (Z) έχει επάνω της την αντιστάθμιση μήκους εργαλείου. 109
110 #5041-#5045 Θέση Τρέχουσας Συντεταγμένης Εργασίας Η τρέχουσα θέση στις συντεταγμένες εργασίας μπορεί να αποκτηθεί μέσα από τις # , X, Y, Z, A, και B, αντίστοιχα. Οι τιμές δεν μπορούν να διαβαστούν όταν το μηχάνημα είναι σε κίνηση. Η τιμή της #5043 (Z) έχει επάνω της την αντιστάθμιση μήκους εργαλείου. #5061-#5065 Θέση Τρέχουσας Παράλειψης Σήματος Η θέση όπου ενεργοποιήθηκε η τελευταία παράλειψη σήματος μπορεί να αποκτηθεί μέσα από τις #5061- #5065, X, Y, Z, A, και B, αντίστοιχα. Οι τιμές δίνονται στο σύστημα τρέχουσας συντεταγμένης εργασίας και μπορούν να χρησιμοποιηθούν όταν το μηχάνημα είναι σε κίνηση. Η τιμή της #5063 (Z) έχει επάνω της την αντιστάθμιση μήκους εργαλείου. #5081-#5086 Αντιστάθμιση Μήκους Εργαλείου Η τρέχουσα συνολική αντιστάθμιση μήκους εργαλείου που εφαρμόζεται στο εργαλείο, επιστρέφει. Αυτό περιλαμβάνει τη γεωμετρία του εργαλείου που αναφέρεται από την τρέχουσα τροποποιημένη τιμή που ρυθμίστηκε στον κώδικα T, συν την τιμή φθοράς. #6996-#6999 Πρόσβαση Παραμέτρων με τη χρήση μάκρο μεταβλητών Είναι δυνατόν το πρόγραμμα να έχει πρόσβαση στις παραμέτρους 1 ως 1000 και σε οποιαδήποτε ψηφία των παραμέτρων, ως ακολούθως: #6996: Αριθμός Παραμέτρου #6997: Ψηφίο Αριθμού (προαιρετικό) #6998: Περιέχει τιμή του αριθμού παραμέτρου στη μεταβλητή 6996 #6999: Περιέχει τιμή του ψηφίου (0 ή 1) του ψηφίου παραμέτρου που ορίζεται στη μεταβλητή Σημείωση: Οι μεταβλητές 6998 και 6999 είναι μόνο για ανάγνωση. Χρήση Για να έχει πρόσβαση στην τιμή μιας παραμέτρου, ο αριθμός αυτής της παραμέτρου αντιγράφεται στη μεταβλητή 6996, μετά την οποία, η τιμή αυτής της παραμέτρου είναι διαθέσιμη με τη χρήση της μακρο μεταβλητής 6998, όπως φαίνεται: #6996=601 (Προσδιορίστε παράμετρο 601) #100=#6998 (Αντιγράψτε την τιμή της παραμέτρου 601 στη μεταβλητή #100) Για να έχει πρόσβαση σε ένα συγκεκριμένο ψηφίο παραμέτρου, ο αριθμός αυτής της παραμέτρου αντιγράφεται στη μεταβλητή 6996 και το νούμερο του ψηφίου αντιγράφεται στη μάκρο μεταβλητή Η τιμή αυτού του ψηφίου της παραμέτρου είναι διαθέσιμη με τη χρήση της μεταβλητής 6999, όπως φαίνεται: #6996=57 (Προσδιορίστε παράμετρο 57) #6997=0 (Προσδιορίστε ψηφίο μηδέν) #100=#6999 (Αντιγράψτε παράμετρο 57 ψηφίο 0 στη μεταβλητή #100) Σημείωση: Τα ψηφία της παραμέτρου αριθμούνται από το 0 ως το ψήφιες παράμετροι σχηματίζονται, στην οθόνη, με ένα ψηφίο 0 πάνω αριστερά, και το ψηφίο 31 κάτω δεξιά. Νέες οριζόμενες σχετικές θέσεις Όλες οι νέες οριζόμενες σχετικές θέσεις των εργαλείων μπορούν να διαβαστούν και να γίνουν με μια μάκρο έκφραση. Αυτό επιτρέπει στον προγραμματιστή να προρυθμίσει συντεταγμένες σε κατά προσέγγιση τοποθεσίες, ή να ρυθμίσει συντεταγμένες με βάση τα αποτελέσματα της παράλειψης σημάτων τοποθεσίας και των υπολογισμών. Όταν διαβαστούν οι νέες οριζόμενες σχετικές θέσεις, η ουρά ερμηνείας πρόβλεψης σταματά μέχρι να εκτελεστεί εκείνο το τμήμα. 110
111 #5201-#5206 G52 X, Z, Y, A, B, C Τιμές Ρύθμισης #5221-#5226 G54 #5241-#5246 G55 #5261-#5266 G56 #5281-#5286 G57 #5301-#5306 G58 #5321-#5326 G59 #7001-#7006 G110 X, Z, Y, A, B, C Τιμές Ρύθμισης #7021-#7026 #7381-#7386 G129 X, Z, Y, A, B, C Τιμές Ρύθμισης Χρήση Μεταβλητής Όλες οι μεταβλητές αναφέρονται με ένα σημείο (#) που ακολουθείται από έναν θετικό αριθμό, όπως: #1, #101, και #501. Οι μεταβλητές είναι δεκαδικές τιμές που αναπαρίστανται ως αριθμοί κινητής υποδιαστολής. Αν μια μεταβλητή δεν έχει χρησιμοποιηθεί ποτέ, μπορεί να πάρει μια ειδική "ακαθόριστη" τιμή. Αυτό υποδεικνύει ότι δεν έχει χρησιμοποιηθεί ποτέ. Μια μεταβλητή μπορεί να ρυθμιστεί ως ακαθόριστη με την ειδική μεταβλητή #0. Η μεταβλητή #0 έχει την τιμή του ακαθόριστου ή 0.0 ανάλογα με τα περιεχόμενα στα οποία χρησιμοποιείται. Έμμεσες αναφορές σε μεταβλητές μπορούν να γίνουν κλείνοντας το νούμερο της μεταβλητής σε αγκύλες #[<έκφραση>]. Η έκφραση αξιολογείται και το αποτέλεσμα γίνεται η μεταβλητή. Παράδειγμα: #1=3; #[#1]=3.5 + #1; Αυτό ρυθμίζει τη μεταβλητή #3 στην τιμή 6.5. Οι μεταβλητές μπορούν να χρησιμοποιηθούν στη θέση των διευθύνσεων των κωδικών G όπου η "διεύθυνση" αναφέρεται στα γράμματα A..Z. Στο τμήμα N1 G0 X1.0; οι μεταβλητές μπορούν να ρυθμιστούν στις ακόλουθες τιμές: #7 = 0; #1 = 1.0; και το τμήμα αντικαθιστάται από το: N1 G#7 X#1;. Οι τιμές των μεταβλητών κατά το χρόνο εκτέλεσης χρησιμοποιούνται ως τιμές διευθύνσεων. ΑΝΤΙΚΑΤΑΣΤΑΣΗ ΚΩΔΙΚΩΝ ΕΛΕΓΧΟΥ Η συνήθης μέθοδος ρυθμίσεων διευθύνσεων A-Z είναι η διεύθυνση να ακολουθείται από ένα νούμερο. Παράδειγμα: G01 X1.5 Z3.7 F.02; ρυθμίζει τις διευθύνσεις G, X, Z, και F σε 1, 1.5, 3.7, και 0.02 αντίστοιχα, και έτσι δίνει οδηγίες στη ρύθμιση να κινηθεί γραμμικά, G01, στη θέση X = 1.5 Z = 3.7 με ρυθμό πρόωσης 0.02 ίντσες ανά περιστροφή. Η σύνταξη των μάκρο επιτρέπει στην τιμή διεύθυνσης να αντικατασταθεί με οποιαδήποτε μεταβλητή ή έκφραση. Η προηγούμενη κατάσταση μπορεί να αντικατασταθεί από τον επόμενο κώδικα: #1 = 1; #2 =.5; #3 = 3.7; #4 = 0.02; G#1 X[#1+#2] Z#3 F#4; Η επιτρεπτή σύνταξη στις διευθύνσεις A..Z (εξαιρουμένων των N ή O) είναι ως ακολούθως: <διεύθυνση><-><μεταβλητή> A-#101 <διεύθυνση>[<έκφραση>] Z[# ] <διεύθυνση><->[<έκφραση>] Z-[SIN[#1]] Αν η τιμή της μεταβλητής δεν συμφωνεί με το εύρος της διεύθυνσης, τότε θα δημιουργηθεί μια ειδοποίηση. Για παράδειγμα, ο παρακάτω κώδικας θα προκαλούσε μια άκυρη ειδοποίηση κώδικα G γιατί δεν υπάρχει ο κώδικας G143: #1 = 143; G#1; Όταν μια μεταβλητή ή έκφραση χρησιμοποιείται στη θέση μιας τιμής διεύθυνσης, η τιμή στρογγυλοποιείται στο λιγότερο σημαντικό ψηφίο. Αν #1 = , τότε G1 X#1 θα μετακινούσε το εργαλείο.1235 στον άξονα-x. Αν η ρύθμιση είναι σε μετρικό σύστημα, το εργαλείο θα μετακινηθεί.123 στον άξονα-x Όταν χρησιμοποιείται μια ακαθόριστη μεταβλητή για να αντικαταστήσει μια τιμή διεύθυνσης, αύτη η αναφορά διεύθυνσης αγνοείται. Παράδειγμα, αν #1 είναι ακαθόριστη τότε το τμήμα G00 X1.0 Z#1; γίνεται G00 X1.0, δεν γίνεται καμία κίνηση του άξονα-z. Δηλώσεις Μάκρο 111
112 Είναι γραμμές κώδικα που επιτρέπουν στον προγραμματιστή να χειριστεί τη ρύθμιση με χαρακτηριστικά παρόμοια με οποιαδήποτε στάνταρτ γλώσσα προγραμματισμού. Περιλαμβάνονται συναρτήσεις, τελεστές, υποθετικές και αριθμητικές εκφράσεις, δηλώσεις ανάθεσης, και δηλώσεις ρύθμισης. Οι συναρτήσεις και οι τελεστές χρησιμοποιούνται σε εκφράσεις για να αλλάξουν μεταβλητές ή τιμές. Οι τελεστές είναι απαραίτητοι για τις εκφράσεις, ενώ οι συναρτήσεις κάνουν τη δουλειά του προγραμματιστή πιο εύκολη. Συναρτήσεις Είναι χτισμένες ρουτίνες ειναι διαθέσιμες για χρήση στον προγραμματιστή. Όλες οι συναρτήσεις έχουν το σχήμα <ΛΕΙΤΟΥΡΓΙΑ_ΟΝΟΜΑ> [ΟΡΙΣΜΑ]. Οι συναρτήσεις μπορούν να περάσουν κάθε έκφραση σαν όρισμα. Οι συναρτήσεις επιστρέφουν κάθε δεκαδική τιμή με κινητή υποδιαστολή. Η παρεχόμενη συνάρτηση της ρύθμισης Haas είναι η ακόλουθη: ΣΥΝΑΡΤΗΣΗ ΟΡΙΣΜΑ ΕΠΙΣΤΡΟΦΗ ΣΗΜΕΙΩΣΕΙΣ SIN[ ] Μοίρες Δεκαδικός Ημίτονο COS[ ] Μοίρες Δεκαδικός Συνημίτονο TAN[ ] Μοίρες Δεκαδικός Εφαπτομένη ATAN[ ] Δεκαδικός Μοίρες Τόξο Εφαπτομένης Το ίδιο FANUC ATAN[ ]/[1] SQRT[ ] Δεκαδικός Δεκαδικός Τετραγωνική Ρίζα ABS[ ] Δεκαδικός Δεκαδικός Απόλυτη Τιμή ROUND[ ] Δεκαδικός Δεκαδικός Στρογγυλοποίηση Δεκαδικού FIX[ ] Δεκαδικός Ακέραιος Περικοπή Δεκαδικού ACOS[ ] Δεκαδικός Μοίρες Τόξο Συνημίτονου ASIN[ ] Δεκαδικός Μοίρες Τόξο Ημίτονου #[ ] Δεκαδικός Ακέραιος Πλαγιοδρόμηση Μεταβλητής DPRNT[ ] Κείμενο ASCII Εξωτερική Εκροή Σημειώσεις στις Συναρτήσεις Η συνάρτηση "Στρογγυλό"- ROUND λειτουργεί διαφορετικά, ανάλογα με το περιεχόμενο που χρησιμοποιείται. Όταν χρησιμοποιείται σε αριθμητικές εκφράσεις, κάθε νούμερο με δεκαδικό μέρος μεγαλύτερο ή ίσο με.5 στρογγυλοποιείται στον αμέσως επόμενο ακέραιο, αλλιώς, το δεκαδικό μέρος περικόπτεται από το νούμερο. #1=1.714 ; #2= ROUND[#1] ; (#2 ρυθμίζεται σε 2.0) #1= #2= ROUND[#1] ; (#2 ρυθμίζεται σε 3.0) Όταν χρησιμοποιείται σε μία έκφραση διεύθυνσης, το όρισμα "Στρογγυλό" στρογγυλοποιείται στην ακριβή διεύθυνση. Για διαστάσεις μετρικές και διαστάσεις γωνίας, η προκαθορισμένη ακρίβεια είναι τριών-θέσεων. Για διαστάσεις ιντσών, η προκαθορισμένη ακρίβεια είναι τεσσάρων-θέσεων. Ακέραιες διευθύνσεις όπως οι T στρογγυλοποιούνται κανονικά. #1= ; G0 X[ #1 + #1 ] ; (X κινείται στο ) ; G0 X[ ROUND[ #1 ] + ROUND[ #1 ] ] ; (X κινείται στο ) ; G0 C[ #1 + #1 ] ; (ο άξονας κινείται στο 2.007) ; G0 C[ ROUND[ #1 ] + ROUND[ #1 ] ] ; (ο άξονας κινείται στο 2.006) ; Σταθερό κατά Στρογγυλοποιημένο #1=3.54; #2=ROUND[#1]; #3=FIX[#1]. #2 θα ρυθμιστεί σε 4. #3 θα ρυθμιστεί σε 3. Τελεστές Οι τελεστές χωρίζονται σε: Αριθμητικούς, Λογικούς, και τελεστές τύπου Boolean. Οι αριθμητικοί τελεστές αποτελούνται από τους συνήθης μοναδιαίους και δυαδικούς τελεστές. Αυτοί είναι: 112
113 + -Μοναδιαίος συν Μοναδιαίος πλην -[COS[30]] + -Δυαδικός πρόσθεση #1=# Δυαδικός αφαίρεση #1=#1-1 * -Πολλαπλασιασμός #1=#2*#3 / -διαίρεση #1=#2/4 MOD -Υπόλοιπο #1=27 MOD 20 (#1 περιέχει 7) Οι λογικοί τελεστές, είναι τελεστές που λειτουργούν με τιμές δυαδικών ψηφίων. Οι μακρο μεταβλητές είναι αριθμοί κινητής υποδιαστολής. Όταν οι λογικοί τελεστές χρησιμοποιούνται σε μάκρο μεταβλητές, μόνο το ακέραιο τμήμα του αριθμού κινητής υποδιαστολής χρησιμοποιείται. Οι λογικοί τελεστές είναι: OR λογικά OR δύο τιμές μαζί, XOR - αποκλειστικά OR δύο τιμές μαζί, AND - λογικά AND δύο τιμές μαζί #1=1.0; #2=2.0; #3=#1 OR # Εδώ η μεταβλητή #3 θα περιέχει 3.0 μετά την τέλεση OR #1=5.0; #2=3.0; IF[[#1GT 3.0] AND [#2 LT 10]]GOTO1 Εδώ η ρύθμιση θα μεταφέρει στο 1 γιατί #1 GT 3.0 Αξιολογεί στο 1.0 και #2 LT 10 αξιολογεί στο 1.0, έτσι 1.0 AND 1.0 είναι 1.0 (αλήθεια) και συμβαίνει το GOTO Σημειώστε ότι πρέπει να δώσετε προσοχή στη χρήση λογικών τελεστών για να επέλθει το επιθυμητό αποτέλεσμα Οι τελεστές τύπου Boolean πάντα αξιολογούν στο 1.0 (Αλήθεια) ή στο 0.0 (Ψέματα). Υπάρχουν έξι τελεστές τύπου Boolean. Αυτοί οι τελεστές δεν περιορίζονται στις υποθετικές εκφράσεις, αλλά χρησιμοποιούνται κυρίως σε αυτές. Αυτοί είναι: EQ Ίσο Με NE Όχι Ίσο Με GT Μεγαλύτερο Από LT Μικρότερο Από GE Μεγαλύτερο Από ή Ίσο Με LE - Μικρότερο Από ή Ίσο Με Παρακάτω δίνονται τέσσερα παραδείγματα για το πώς χρησιμοποιούνται οι Λογικοί τελεστές και οι Τελεστές τύπου Boolean: Παράδειγμα Εξήγηση IF [#1 EQ 0.0] GOTO100; Πάει στο τμήμα 100 αν η τιμή μεταβλητής #1 είναι ίση με 0.0. WHILE [#101 LT 10] DO1; Ενώ η μεταβλητή #101 είναι μικρότερη από 10 κάνει επανάληψηdo1..end1 #1-[1.0 LT 5.0]; Η μεταβλητή #1 ρυθμίζεται σε 1.0 (ΑΛΗΘΕΙΑ) IF [#1 AND #2 EQ #3] GOTO1 Αν η μεταβλητή #1 λογικά AND με τη μεταβλητή #2 είναι ίση με την τιμή στο #3 τότε η ρύθμιση πάει στο τμήμα 1. Εκφράσεις Ορίζονται ως ακολουθία μεταβλητών και τελεστών που κλείνονται σε τετράγωνες ακγύλες "[" "]". Υπάρχουν δύο χρήσεις αυτών των εκφράσεων: υποθετικές ή αριθμητικές εκφράσεις. Οι υποθετικές εκφράσεις επιστρέφουν τιμές Ψέματα (0.0) ή Αλήθεια (μη μηδενική). Οι αριθμητικές εκφράσεις χρησιμοποιούν αριθμητικούς τελεστές μαζί με συναρτήσεις για να καθορίσουν μια τιμή. Υποθετικές Εκφράσεις Στη ρύθμιση Haas, όλες οι εκφράσεις έχουν μια υποθετική τιμή. Η τιμή είναι είτε 0.0 (Ψέματα) ή μη-μηδενική (Αλήθεια). Το περιεχόμενο που χρησιμοποιείται η έκφραση καθορίζει αν θα είναι μια υποθετική έκφραση. Οι υποθετικές εκφράσεις χρησιμοποιούνται στις δηλώσεις IF και WHILE και στην εντολή M99. Οι υποθετικές εκφράσεις μπορούν να κάνουν χρήση τελεστών τύπου Boolean για να βοηθήσουν στην αξιολόγηση μιας συνθήκης Αλήθειας ή Ψέματα. 113
114 Η υποθετική έννοια της M99 είναι μοναδική στη ρύθμιση Haas. Χωρίς τις μάκρο, η M99 στη ρύθμιση Haas έχει την ικανότητα να διακλαδώνεται χωρίς όρους σε οποιαδήποτε γραμμή στην τρέχουσα υπορουτίνα βάζοντας έναν κώδικα P στην ίδια γραμμή. Παράδειγμα: N50 M99 P10; διακλαδώνεται στη γραμμή N10. Δεν επιστέφει τη ρύθμιση στην καλούμενη υπορουτίνα. Με τις μάκρο, η M99 μπορεί να χρησιμοποιηθεί με μια υποθετική έκφραση για να διακλαδώνεται υπό όρους. Στον κλάδο όπου η μεταβλητή #100 είναι μικρότερη από 10 μπορούμε να κωδικοποιήσουμε την παραπάνω γραμμή ως ακολούθως: N50 [#100 LT 10] M99 P10; Σε αυτήν την περίπτωση, ο κλάδος γίνεται μόνο όταν η #100 είναι μικρότερη από 10, αλλιώς η διαδικασία συνεχίζεται με την επόμενη σε σειρά γραμμή. Παραπάνω, η υποθετική M99 μπορεί να αντικατασταθεί με: N50 IF [#100 LT 10] GOTO10; Αριθμητικές Εκφράσεις Μια αριθμητική έκφραση είναι κάθε έκφραση που χρησιμοποιεί μεταβλητές, τελεστές ή συναρτήσεις. Μια αριθμητική έκφραση επιστρέφει μια τιμή και συνήθως χρησιμοποιείται σε δηλώσεις ανάθεσης αλλά δεν περιορίζεται σε αυτές. Παραδείγματα αριθμητικών εκφράσεων: #101=#145*#30; #1=#1+1; X[#105+COS[#101]]; #[#2000+#13]=0; Δηλώσεις Ανάθεσης Επιτρέπουν στον προγραμματιστή να αλλάξει τις μεταβλητές. Η μορφή μιας δήλωσης ανάθεσης είναι: <έκφραση>=<έκφραση>. Η έκφραση στα αριστερά του σημείου ισότητας πρέπει πάντα να αναφέρεται σε μάκρο μεταβλητή, άμεσα ή έμμεσα. Η ακόλουθη μάκρο ξεκινά μια ακολουθία μεταβλητών σε οποιαδήποτε τιμή. Εδώ χρησιμοποιούνται άμεσες και έμμεσες αναθέσεις. O0300 (Αρχίζει μια σειρά μεταβλητών) ; N1 IF [#2 NE #0] GOTO2 (Β=βασική μεταβλητή) ; #3000=1 (Δεν δίνεται βασική μεταβλητή) ; N2 IF [#19 NE #0] GOTO3 (S=μέγεθος σειράς) ; #3000=2 (Δεν δίνεται μέγεθος σειράς) ; N3 WHILE [#19 GT 0] DO1 #19=#19-1 (Μέτρηση μείωσης) ; #[#2+#19]=#22 (V=ρύθμιση τιμής στη σειρά) ; END1 ; M99 ; Η προηγούμενη μάκρο μπορούσε να χρησιμοποιηθεί για να ξεκινήσει τρία σύνολα μεταβλητών ως ακολούθως: G65 P300 B101 S20 (INIT TO #0) ; G65 P300 B501 S5 V1 (INIT TO 1.0) ; G65 P300 B550 S5 V0 (INIT TO 0.0) ; Το δεκαδικό σημείο στο B101.,κλπ. θα ήταν απαραίτητο. Δηλώσεις Ρύθμισης Επιτρέπουν στον προγραμματιστή να διακλαδώνει με ή χωρίς όρους. Παρέχουν επίσης την ικανότητα να επαναλαμβάνουν ένα τμήμα κώδικα με βάση μια συνθήκη. Διακλάδωση χωρίς όρους (GOTOnnn και M99 Pnnnn) Στη ρύθμιση Haas, υπάρχουν δύο μέθοδοι διακλάδωσης χωρίς όρους. Ένας κλάδος χωρίς όρους θα διακλαδώνεται πάντα σε ένα συγκεκριμένο τμήμα. Ο M99 P15 θα διακλαδώνεται χωρίς όρους στο τμήμα νούμερο 15. Η M99 μπορεί να χρησιμοποιηθεί είτε είναι εγκατεστημένες μάκρο είτε όχι και είναι η παραδοσιακή μέθοδος διακλάδωσης χωρίς όρους στη ρύθμιση Haas. Ο GOTO15 κάνει το ίδιο με τον M99 P15. Στη ρύθμιση Haas, μια εντολή GOTO μπορεί να χρησιμοποιηθεί στην ίδια γραμμή με άλλους κώδικες G. Η GOTO εκτελείτε μέτα από οποιες άλλες εντολές σαν τους κώδικες M. 114
115 Υπολογισμένη Διακλάδωση (GOTO#n και GOTO [έκφραση]) Η υπολογισμένη διακλάδωση επιτρέπει στο πρόγραμμα να μεταφέρει τη ρύθμιση σε άλλη γραμμή κώδικα στο ίδιο υποπρόγραμμα. Το τμήμα μπορεί να υπολογιστεί καθώς εκτελείται το πρόγραμμα, χρησιμοποιώντας τη μορφή GOTO [έκφραση] ή μπρεί να περάσει μέσω μιας τοπικής μεταβλητής, όπως στη μορφή GOTO#n. Η GOTO θα στρογγυλοποιήσει το αποτέλεσμα της μεταβλητής ή της έκφρασης που σχετίζεται με τον υπολογισμένο κλάδο. Παράδειγμα, αν #1 περιέχει 4.49 και GOTO#1 εκτελείται, η ρύθμιση θα προσπαθήσει να μεταφερθεί σε ένα τμήμα που περιέχει N4. Αν #1 περιέχει 4.5, τότε η εκτέλεση θα μεταφερθεί σε ένα τμήμα που περιέχει N5. Το παρακάτω σχέδιο κωδικών μπορεί να αναπτυχθεί για να φτιαχτεί ένα πρόγραμμα που προσθέτει σειριακούς αριθμούς στα εξαρτήματα: O9200 (Χάραξε το ψηφίο στην τρέχουσα θέση) ; (D=Δεκαδικό ψιφίο για χάραξη) IF [#7 NE #0] AND [#7 GE O] AND [#7LE 9] GOTO99; #3000=1 (Ακύρωσε ψηφίο) ; N99 #7=FIX[#7] (Κόψε οποιοδήποτε δεκαδικό μέρος) ; GOTO#7 (Τώρα χάραξε το ψήφίο) ; N0 (Κάνε το ψηφίο μηδέν) M99 ; N1 (Κάνε το ψηφίο ένα) ; M99 ; N2 (Κάνε το ψηφίο δύο) ; ; (κλπ., ) Η προηγούμενη υπορουτίνα θα χαράξει το ψηφίο πέντε με την ακόλουθη κλήση: G65 P9200 D5; Οι υπολογισμένοι GOTO με τη χρήση έκφρασης μπορεί να χρησιμοποιηθούν για να διακλαδώσουν τη διαδικασία με βάση τα αποτελέσματα της ανάγνωσης των εισροών στο υλικό (hardware). Ένα παράδειγμα θα έμοιαζε σαν το ακόλουθο: GOTO [[#1030*2]+#1031] ; NO (1030=0, 1031=0) ; M99; N1 1031=1) ; M99; N2 1031=1) ; M99; N3 1031=1) ; M99; Οι ασυνεχείς εισροές πάντα επιστρέφουν είτε 0 ή 1 όταν διαβάζονται. Ο GOTO[έκφραση] θα διακλαδοθεί στον κατάλληλο κώδικα G με βάση την κατάσταση των δύο ασυνεχών εισροών #1030 και #
116 Διακλάδωση Υπό Όρους (IF και M99 Pnnnn) Επιτρέπει στο πρόγραμμα να μεταφέρει τη ρύθμιση σε ένα άλλο τμήμα του κώδικα στην ίδια υπορουτίνα. Μπορεί να χρησιμοποιηθεί μόνο όταν οι μάκρο είναι ενεργοποιημένες. Η ρύθμιση Haas επιτρέπει δύο μεθόδους εκτέλεσης διακλάδωσης υπό όρους. IF [<υποθετική έκφραση>] GOTOn Όπως αναφέραμε, η <υποθετική έκφραση> είναι κάθε έκφραση που χρησιμοποιεί κάποιον από τους έξι τελεστές τύπου Boolean EQ, NE, GT, LT, GE, ή LE. Οι αγκύλες στις εκφράσεις είναι υποχρεωτικές. Στη ρύθμιση Haas, δεν είναι απαραίτητο να περιλαμβάνονται αυτοί οι τελεστές. Παράδειγμα: IF [#1 NE 0.0] GOTO5; μπορεί επίσης να είναι: IF GOTO5;. Σε αυτή τη δήλωση, αν η μεταβλητή #1 περιέχει οτιδήποτε εκτός από 0.0, ή την ακαθόριστη τιμή #0, θα γίνει διακλάδωση στο τμήμα 5, αλλιώς, θα εκτελεστεί το επόμενο τμήμα. Στη ρύθμιση Haas, μια υποθετική έκφραση μπορεί επίσης να χρησιμοποιηθεί με μια μορφή M99 Pnnnn. Παράδειγμα: G0 X0 Z0 [#1EQ#2] M99 P5;. Εδώ, η υπόθεση είναι μόνο για το τμήμα M99 της δήλωσης. Το εργαλείο οδηγείται στο X0, Y0 είτε η έκφραση αξιολογείται σε Αλήθεια ή Ψέματα είτε όχι. Μόνο ο κλάδος M99 εκτελείται με βάση την τιμή της έκφρασης. Συνιστάται η έκδοση IF GOTO να χρησιμοποιείται αν είναι επιθυμητή η φορητότητα. Υποθετική Εκτέλεση (IF THEN) Η εκτέλεση των δηλώσεων ρύθμισης μπορούν επίσης να γίνουν με τη χρήση της μορφής IF THEN. Η μορφή είναι IF [<υποθετική έκφραση>] THEN <δήλωση >;. ΣΗΜΕΙΩΣΗ: Για να διατηρήσετε τη συμβατότητα με τη σύνταξη FANUC το "THEN" μπορεί να μη χρησιμοποιείται με το GOTOn. Αυτή η μορφή χρησιμοποιείται παραδοσιακά για δηλώσεις υποθετικής ανάθεσης: IF [#590 GT 100] THEN #590=0.0; Η μεταβλητή #590 ρυθμίζεται στο μηδέν όταν η μεταβλητή #590 υπερβαίνει Στη ρύθμιση Haas, αν μια υπόθεση αξιολογεί στο Ψέματα (0.0), τότε το υπόλοιπο του τμήματος IF αγνοείται. Αυτό σημαίνει ότι οι δηλώσεις ρύθμισης μπορούν να είναι υποθετικές έτσι θα μπορούσαμε να γράψουμε κάτι σαν: IF [#1 NE #0] THEN G1 X#24 Z#26 F#9;. Αυτό εκτελεί μια γραμμική κίνηση μόνο αν στη μεταβλητή #1 έχει ανατεθεί μια τιμή. Ένα άλλο παράδειγμα είναι: IF [#1 GE 180] THEN #101=0.0 M99;. Αυτό δείχνει ότι αν η μεταβλητή #1 (διεύθυνση A) είναι μεγαλύτερη από ή ίση με 180, ρυθμίστε τη μεταβλητή #101 στο μηδέν και επιστρέψτε από την υπορουτίνα. Εδώ είναι ένα παράδειγμα μιας δήλωσης "IF" που διακλαδώνεται, όταν μια μεταβλητή αρχίζει να περιέχει κάποια τιμή. Αλλιώς, η διαδικασία θα συνεχιστεί και θα δημιουργηθεί μια ειδοποίηση. Θυμηθείτε, όταν δημιουργείτε μια ειδοποίηση, σταματήστε την εκτέλεση του προγράμματος. N1 IF [#9NE#0] GOTO3 (ΕΛΕΓΧΟΣ ΓΙΑ ΤΙΜΗ ΣΤΟ F); N2 #3000=11(ΧΩΡΙΣ ΡΥΘΜΟ ΠΡΟΩΣΗΣ); N3 (ΣΥΝΕΧΕΙΑ); Επανάληψη (WHILE DO END) Σε κάθε γλώσσα προγραμματισμού είναι απαραίτητη η ικανότητα εκτέλεσης μιας ακολουθίας δηλώσεων για ένα δεδομένο αριθμό φορών ή επανάληψης μιας ακολουθίας δηλώσεων μέχρι να εντοπιστεί η συνθήκη. Η παραδοσιακή κωδικοποίηση G το επιτρέπει με τη χρήση της διεύθυνσης L. Μια υπορουτίνα μπορεί να εκτελεστεί όσες φορές θέλετε με τη χρήση της διεύθυνσης L. M98 P2000 L5; Αυτό είναι περιορισμένο καθώς δεν μπορείτε να τερματίσετε την εκτέλεση της υπορουτίνας στη συνθήκη. Οι μάκρο επιτρέπουν ευελιξία με τη μορφή WHILE-DO-END. Παράδειγμα: WHILE [<υποθετική έκφραση>] DOn; <δηλώσεις>; ENDn; 116
117 Αυτό εκτελεί τις δηλώσεις μεταξύ DOn και ENDn εφόσον η υποθετική έκφραση αξιολογεί στο Αλήθεια. Οι αγκύλες στην έκφραση είναι αναγκαίες. Αν η έκφραση αξιολογεί στο Ψέματα, τότε το τμήμα μετά το ENDn εκτελείται ακόλουθα. Το WHILE μπορεί να συντομογραφηθεί ως WH. Το τμήμα DOn-ENDn της δήλωσης είναι ένα ταιριασμένος ζεύγος. Η τιμή του n είναι 1-3. Αυτό σημαίνει ότι δεν μπορούν να υπάρξουν περισσότερες από τρεις φωλιασμένες επαναλήψεις ανά υπορουτίνα. Μια φωλιά είναι μια επανάληψη μέσα σε μία επανάληψη. Παρόλο που το φώλιασμα των δηλώσεων WHILE μπορεί να γίνει μόνο ως και τρία επίπεδα, πραγματικά δεν υπάρχει όριο αφού κάθε υπορουτίνα μπορεί να έχει ως και τρία επίπεδα φωλιάσματος. Αν υπάρχει ανάγκη φωλιάσματος πάνω από τρία επίπεδα, το τμήμα που περιέχει τα τρία χαμηλότερα επίπεδα φωλιάσματος μπορεί να γίνει μια υπορουτίνα, και έτσι να ξεπεράσει τον περιορισμό. Αν δύο ξεχωριστές επαναλήψεις WHILE είναι σε μια υπορουτίνα, μπορούν να χρησιμοποιήσουν τον ίδιο δείκτη φωλιάσματος. Παράδειγμα: #3001=0 (WAIT 500 MILLISECONDS); WH [#3001 LT 500] DO1; END1; <Άλλες δηλώσεις> #3001=0 (WAIT 300 MILLISECONDS) ; WH [#3001 LT 300] DO1 ; END1; Μπορείτε να χρησιμοποιήσετε ένα GOTO για να βγείτε από μια περιοχή που περιβάλλεται από ένα DO-END, αλλά δεν μπορείτε να χρησιμοποιήσετε ένα GOTO για να μπείτε σε αυτήν. Επιτρέπεται να περιφέρεστε μέσα σε μια περιοχή DO-END με τη χρήση ενός GOTO. Μπορεί να εκτελεστεί μια ατελείωτη επανάληψη διαγράφοντας το WHILE και την έκφραση, παράδειγμα: DO1; <δηλώσεις>παράδειγμα 1 END1; Εκτελεί μέχρι να πατηθεί το πλήκτρο Επαναφορά. ΠΡΟΣΟΧΗ! Ο παρακάτω κώδικας μπορεί να σας μπερδέψει: WH D01; END1; Στο παραπάνω παράδειγμα, δημιουργείται μια ειδοποίηση που δηλώνει ότι δεν βρέθηκε κανένα "Then". Το "Then" αναφέρεται στο D01. Αλλάξτε το D01 (μηδέν) σε DO1 (γράμμα O). Κλήση Μάκρο Υπορουτίνας G65 Η G65 είναι η εντολή που καλεί μια υπορουτίνα με την ικανότητα να περνά ορίσματα σε αυτήν. Η μορφή είναι η εξής: G65 PNNNN [LNNNN] [ορίσματα]; Οτιδήποτε τυπωμένο με πλάγια γράμματα σε κυρτές αγκύλες είναι προαιρετικό. Η εντολή G65 απαιτεί μια διεύθυνση P που αντιστοιχεί σε έναν αριθμό προγράμματος που βρίσκεται στη μνήμη της ρύθμισης. Όταν η διεύθυνση L χρησιμοποιείται σε μια κλήση μάκρο επαναλαμβάνεται στον καθορισμένο αριθμό φορών. Στο Παράδειγμα 1, η υπορουτίνα 1000 καλείται μια φορά χωρίς περασμένες συνθήκες στην υπορουτίνα. Οι κλήσεις της G65 είναι παρόμοιες, αλλά όχι ολόιδιες, με τις κλήσεις της M98. Οι κλήσεις της G65 μπορούν να φωλιαστούν ως και 9 φορές, που σημαίνει, ότι το πρόγραμμα 1 μπορεί να καλέσει το πρόγραμμα 2, το πρόγραμμα 2 μπορεί να καλέσει το πρόγραμμα 3 και το πρόγραμμα 3 μπορεί να καλέσει το πρόγραμμα 4. Παράδειγμα 1: G65 P1000; (Καλεί την υπορουτίνα 1000 σαν μια μακρο) M30; (Σταμάτημα προγράμματος) O1000; (Μάκρο Υπορουτίνα) M99; (Επιστροφή από την Μάκρο Υπορουτίνα) Αλλαγή ονομασίας Είναι ένα μέσο ανάθεσης ενός κώδικα G σε μια ακολουθία G65 P#####. Παράδειγμα: G65 P9010 X.5 Z.05 F.0 T1; μπορεί να γραφτεί ως: G06 X.5 Z.05 F.01 T1;. 117
118 Εδώ, έχουμε αντικαταστήσει έναν αχρησιμοποίητο κώδικα G, το G06, με τον G65 P9010. Για να λειτουργήσει το παραπάνω τμήμα πρέπει να ρυθμίσουμε την παράμετρο που σχετίζεται με την υπορουτίνα 9010 σε 06 (Παράμετρος 91). Σημειώστε ότι το G00 και το G65 δεν μπορεί να πάρει άλλη ονομασία. Όλοι οι άλλοι κώδικες από το 1 ως το 255 μπορούν να χρησιμοποιηθούν για αλλαγή ονομασίας. Οι αριθμοί προγράμματος 9010 ως 9019 διατηρούνται για την αλλαγή ονομασίας για τον κώδικα G. Ο παρακάτω πίνακας δείχνει ποιες παράμετροι Haas διατηρούνται για την αλλαγή ονομασίας των μάκρο υπορουτίνων. Αλλαγή ονομασίας Κώδικας-G Αλλαγή ονομασίας Κώδικας-Μ Παράμετρος HAAS Κώδικας Ο Παράμετρος HAAS Κλήση Μ-Μάκρο Βάζοντας μια παράμετρο αλλαγής ονομασίας στο 0 (μηδέν) απενεργοποιεί την αλλαγή ονομασίας για τη σχετική υπορουτίνα. Αν μια παράμετρος αλλαγής ονομασίας ρυθμίζεται σε κώδικα G και η σχετική υπορουτίνα δεν είναι στη μνήμη, θα δημιουργηθεί ειδοποίηση. Οι μάκρος επιτρέπουν επιπλέον ικανότητες επικοινωνίας με τις περιφερειακές συσκευές. Μπορείτε να κάνετε ψηφιοποίηση των εξαρτημάτων, να έχετε αναφορές επιθεώρησης κατά το χρόνο εκτέλεσης, ή να συγχρονίσετε ρυθμίσεις με τις παρεχόμενες συσκευές. Οι εντολές που παρέχονται γι αυτό είναι οι POPEN, DPRNT[ ] και PCLOS. Προπαρασκευαστικές εντολές επικοινωνίας Οι POPEN και PCLOS δεν είναι απαραίτητες στη φρέζα Haas. Περιλαμβάνονται με τέτοιο τρόπο ώστε προγράμματα από διαφορετικές ρυθμίσεις να στέλνονται στη ρύθμιση Haas. Μορφοποίηση εκροής Η δήλωση DPRNT επιτρέπει στον προγραμματιστή να στείλει μορφοποιημένο κείμενο στη σειριακή θύρα. Κάθε κείμενο και κάθε μεταβλητή μπορεί να τυπωθεί στη σειριακή θύρα. Η μορφή της δήλωσης DPRNT είναι η ακόλουθη: DPRNT [<κείμενο> <#nnnn[wf]>... ] ; Η DPRNT πρέπει να είναι η μόνη εντολή στο τμήμα. Στο προηγούμενο παράδειγμα, το <κείμενο> είναι οποιοδήποτε γράμμα από το A ως το Z ή οι χαρακτήρες (+,-,/,*, και το space). Όταν βγαίνει ένας αστερίσκος, μετατρέπεται σε ένα διάστημα. Η <#nnnn[wf]> είναι μια μεταβλητή που ακολουθείται από ένα σχήμα. Το νούμερο της μεταβλητής μπορεί να είναι οποιαδήποτε μάκρο μεταβλητή. Το σχήμα [wf] είναι απαραίτητο και αποτελείται από δύο ψηφία σε τετράγωνες αγκύλες. Θυμηθείτε ότι οι μάκρο μεταβλητές είναι πραγματικοί αριθμοί με ένα ολόκληρο μέρος και ένα δεκαδικό μέρος. Το πρώτο ψηφίο του σχήματος ορίζει το σύνολο των θέσεων που διατηρούνται στην εκροή για το ολόκληρο μέρος. Το δεύτερο ψηφίο ορίζει το σύνολο των θέσεων που διατηρούνται για το δεκαδικό μέρος. Το σύνολο όλων των θέσεων δεν μπορεί να είναι ίσο με το μηδέν ή μεγαλύτερο από οκτώ. Έτσι τα παρακάτω σχήματα είναι λάθος: [00] [54] [45] [36] /* λάθος σχήματα */ Ανάμεσα στο ολόκληρο και το δεκαδικό μέρος τυπώνεται η υποδιαστολή. Το δεκαδικό μέρος στρογγυλοποιείται στη λιγότερο σημαντική θέση. Όταν υπάρχει το μηδέν στις δεκαδικές θέσεις, τότε δεν τυπώνεται υποδιαστολή. Αν υπάρχει δεκαδικό μέρος τυπώνονται μηδενικά. Διατηρείται τουλάχιστον μία θέση για το ολόκληρο κομμάτι, ακόμα κι αν χρησιμοποιείται το μηδέν. Αν η τιμή του ολόκληρου κομματιού έχει λιγότερα ψηφία από αυτά που διατηρούνται, τότε βγαίνουν προπορεύοντα διαστήματα. Αν η τιμή του ολόκληρου κομματιού έχει περισσότερα ψηφία από αυτά που διατηρούνται, τότε η περιοχή εκτείνεται για να τυπωθούν και αυτά τα ψηφία. Μια επιστροφή σελίδας στέλνεται έπειτα από κάθε τμήμα DPRNT. DPRNT[ ] Παραδείγματα 118
119 Κώδικας Εκροή N1 #1= ; N2 DPRNT[X#1[44]*Z#1[03]*T#1[40]] ; X Z T 1 N3 DPRNT[***MEASURED*INSIDE*DIAMETER***] ; MEASURED INSIDE DIAMETER N4 DPRNT[] ; (όχι κείμενο, μόνο επιστροφή σελίδας) N5 #1= ; N6 DPRNT[X-#1[25]] ; X ; Εκτέλεση Οι δηλώσεις DPRNT εκτελούνται κατά το χρόνο ερμηνείας τμήματος. Αυτό σημαίνει ότι ο προγραμματιστής πρέπει να προσέχει πού εμφανίζονται οι δηλώσεις DPRNT στο πρόγραμμα, ιδιαίτερα αν θέλει να κάνει εκτύπωση. Η G103 είναι χρήσιμη για περιορισμό της πρόβλεψης. Αν θέλετε να περιορίσετε την ερμηνεία της πρόβλεψης σε ένα τμήμα, θα περιλαμβάνατε και την παρακάτω εντολή στην αρχή του προγράμματος σας: (Αυτό πραγματικά έχει αποτέλεσμα σε μια πρόβλεψη δύο τμημάτων: G103 P1;). Για να ακυρώσετε τον περιορισμό της πρόβλεψης, αλλάξτε την εντολή σε G103 P0. Η G103 δεν μπορεί να χρησιμοποιηθεί όταν είναι ενεργή η αντιστάθμιση κοπτικού. Επεξεργασία Ακατάλληλα δομημένες και ακατάλληλα τοποθετημένες μάκρο δηλώσεις θα δημιουργήσουν μια ειδοποίηση. Προσέξτε όταν επεξεργάζεστε εκφράσεις. Πρέπει να έχουν αγκύλες. Στη συνάρτηση DPRNT[ ] μπορεί να γίνει επεξεργασία σχεδόν σαν σχόλιο. Μπορεί να διαγραφεί, να μετακινηθεί σαν ολόκληρο στοιχείο, ή μπορεί να γίνει επεξεργασία σε ξεχωριστά στοιχεία μέσα στην αγκύλη. Στις αναφορές των μεταβλητών και στα σχήματα των εκφράσεων πρέπει να γίνονται αλλαγές σαν μια ολότητα. Αν θέλετε να αλλάξετε το [24] σε [44], βάλτε τον κέρσορα έτσι ώστε να φωτίζεται έντονα το [24], εισάγετε το [44] και πιέστε το πλήκτρο write. Θυμηθείτε, μπορείτε να χρησιμοποιήσετε το χειρισμό μετακίνησης για να κινηθείτε σε μεγάλες εκφράσεις DPRNT[ ]. Διευθύνσεις με εκφράσεις μπορούν να σας μπερδέψουν. Σε αυτήν την περίπτωση, η αλφαβητική διεύθυνση στέκεται μόνη της. Παράδειγμα, το παρακάτω τμήμα περιέχει μια έκφραση διεύθυνσης στο X: G1 X [ COS[ 90 ] ] Z3.0; CORRECT Εδώ, το X και οι αγκύλες στέκονται μόνα τους και είναι στοιχεία στα οποία γίνεται ξεχωριστή επεξεργασία. Είναι δυνατό, μέσα από την επεξεργασία, να διαγράψετε όλη την έκφραση και να την αντικαταστήσετε με έναν αριθμό: G1 X 0 Z3.0; WRONG. Αυτό το τμήμα θα δημιουργήσει ειδοποίηση κατά το χρόνο εκτέλεσης. Η σωστή φόρμα δείχνει κάπως έτσι: G1 X0 Z3.0; CORRECT. Σημειώστε ότι δεν υπάρχει διάστημα μεταξύ του X και του Μηδέν (0). Θυμηθείτε όταν δείτε αλφαβητικό χαρακτήρα να στέκεται μόνος, αυτός είναι μια έκφραση διεύθυνσης. ΙΔΙΟΜΟΡΦΕΣ ΜΑΚΡΟΕΝΤΟΛΕΣ ΤΥΠΟΥ FANUC ΔΕΝ ΣΥΜΠΕΡΗΛΑΜΒΑΝΟΝΤΑ ΣΤΟΝ ΕΛΕΓΚΤΗ HAAS Αυτό το τμήμα καταγράφει τα μάκρο χαρακτηριστικά FANUC που δεν είναι διαθέσιμα στη ρύθμιση Haas. M Αλλαγή Αντικατάσταση G65 Pnnnn με Mnn PROGS G66 Κλήση τροποποίησης σε κάθε τμήμα κίνησης G66.1 Κλήση τροποποίησης σε κάθε τμήμα G67 Ακύρωση τροποποίησης M98 Αλλαγή, T code Prog 9000, Var #149, Ενεργοποιημένο Ψηφίο M98 Αλλαγή, S code Prog 9000, Var #149, ενεργοποιημένο Ψηφίο M98 Αλλαγή, B code Prog 9000, Var #149, ενεργοποιημένο Ψηφίο SKIP/N Ν=1..9 #3007 Κατοπτρικό Είδωλο σε σημείο κάθε άξονα #4201#4320 Τροποποιημένα δεδομένα τρέχοντος τμήματος #5101#5106 Τρέχουσα σερβο παράκαμψη 119
![Ονόματα Μεταβλητών για Σκοπούς Εμφάνισης ATAN [] Τόξο εφαπτομένης, έκδοση FANUK BIN [] Μετατροπή από BCD σε BIN BCD [] Μετατροπή από BIN σε BCD FUP [] Αποκλεισμός δεκαδικού τμήματος στο όριο LN []](/docs-images/29/13198184/images/120-0.png "Φυσικός Λογάριθμος EXP [] Έκθεση Βάσης E ADP [] Επανακλιμάκωση VAR σε ολόκληρο αριθμό BPRNT [] Το παρακάτω μπορεί να χρησιμοποιηθεί σαν εναλλακτική μέθοδος για να πετύχετε τα ίδια αποτελέσματα με")
120 Ονόματα Μεταβλητών για Σκοπούς Εμφάνισης ATAN [] Τόξο εφαπτομένης, έκδοση FANUK BIN [] Μετατροπή από BCD σε BIN BCD [] Μετατροπή από BIN σε BCD FUP [] Αποκλεισμός δεκαδικού τμήματος στο όριο LN [] Φυσικός Λογάριθμος EXP [] Έκθεση Βάσης E ADP [] Επανακλιμάκωση VAR σε ολόκληρο αριθμό BPRNT [] Το παρακάτω μπορεί να χρησιμοποιηθεί σαν εναλλακτική μέθοδος για να πετύχετε τα ίδια αποτελέσματα με μερικά μάκρο χαρακτηριστικά FANUC που δεν εφαρμόζονται. GOTO-nnnn Η αναζήτηση τμήματος, για να πάτε σε αρνητική κατεύθυνση (π.χ. προς τα πίσω μέσω ενός προγράμματος) δεν είναι απαραίτητη αν χρησιμοποιείτε μοναδικούς κώδικες διευθύνσεων N. Η αναζήτηση τμήματος ξεκινάει από το τρέχον τμήμα που γίνεται η ερμηνεία. Όταν φτάσει στο τέλος του προγράμματος, η αναζήτηση συνεχίζεται από την κορυφή του προγράμματος μέχρι να συναντήσει το τρέχον τμήμα. ΠΑΡΑΔΕΙΓΜΑ ΠΡΟΓΡΑΜΜΑΤΟΣ ΜΕ ΤΗ ΧΡΗΣΗ ΜΑΚΡΟΕΝΤΟΛΩΝ Το παρακάτω παράδειγμα θα κάνει χάραξη πρόσοψης σε ένα εξάρτημα με τη χρήση μεταβλητών εύκολων σε επεξεργασία. % O0010 (ΜΑΚΡΟ G74) G50 S2000 G97 S1000 M03 T100 G00 T101 #24 = 1.3 (X ΕΛΑΧΙΣΤΗ ΔΙΑΜΕΤΡΟΣ) #26 = 0.14 (Z ΒΑΘΟΣ) #23 = (X ΠΛΑΤΟΣ ΧΑΡΑΞΗΣ) #20 = (ΠΛΑΤΟΣ ΕΡΓΑΛΕΙΟΥ) #22 = (Z ΑΡΧΙΚΗ ΘΕΣΗ) #6 = -1. (ΠΡΑΓΜΑΤΙΚΗ ΠΡΟΣΟΨΗ Z) #9 = (ΡΥΘΜΟΣ ΠΡΟΩΣΗΣ IPR) G00 X[#24 + [#23 * 2] [#20 * 2]]Z#126 G74 U - [ [#23 - #20 ]*2] W - [#26 + ABS [#6 - #22 ] ] K[#20 * 0.75 ] I [ #20 * 0.9 ] F#9 G00 X0 Z0 T100 M30 % 120
121 121
122 ΚΩΔΙΚΕΣ G ΠΡΟΠΑΡΑΣΚΕΥΑΣΤΙΚΕΣ ΣΥΝΑΡΤΗΣΕΙΣ Οι κώδικες G χρησιμοποιούνται για να δίνουν εντολές σε συγκεκριμένες ενέργειες του μηχανήματος, όπως απλές κινήσεις ή λειτουργίες τρυπήματος. Δίνουν επίσης εντολές και σε πιο περίπλοκες λειτουργίες όπως των προαιρετικών Ενεργών Κοπτικών Εργαλείων και τον άξονα-c. Οι κώδικες G χωρίζονται σε ομάδες. Κάθε ομάδα κωδικών είναι εντολές για ένα συγκεκριμένο θέμα. Παράδειγμα, Η Ομάδα 1 δίνει εντολή για κίνηση των αξόνων σημείο προς σημείο, η Ομάδα 7 για την Αντιστάθμιση Κοπτικού. Κάθε ομάδα έχει έναν κυρίαρχο κώδικα G που αναφέρεται ως ο Προκαθορισμένος G. Αυτός είναι ένας κώδικας G σε κάθε ομάδα ο οποίος χρησιμοποιείται από το μηχάνημα, εκτός κι αν έχει οριστεί άλλος κώδικας G από την ομάδα. Παράδειγμα, προγραμματίζοντας μια κίνηση των αξόνων-x, Z κάπως έτσι: X-2. Z-4. θα τοποθετήσει το μηχάνημα με τη χρήση G00. (Σημειώστε ότι η σωστή τεχνική προγραμματισμού είναι να εισάγετε όλες τις κινήσεις με τον κώδικα G.) Οι προκαθορισμένοι κώδικες G για κάθε ομάδα φαίνονται στην οθόνη Τρεχουσών Εντολών. Αν ενεργοποιηθεί ένας άλλος κώδικας G της ομάδας, αυτός θα φανεί στην οθόνη Τρεχουσών Εντολών. Οι εντολές κωδικών G είναι τροποποιητικές και μη τροποποιητικές. Ένας τροποποιητικός κώδικας G σημαίνει πως όταν δοθεί εντολή, ο κώδικας G θα παραμείνει σε ισχύ μέχρι το τέλος του προγράμματος ή μέχρι να δοθεί εντολή σε έναν άλλον κώδικα G της ίδιας ομάδας. Ένας μη τροποποιητικός κώδικας G επηρεάζει μόνο τη γραμμή στην οποία βρίσκεται. Η επόμενη γραμμή προγράμματος δεν θα επηρεαστεί από τις προηγούμενες γραμμές με τον μη τροποποιητικό κώδικα G. Η Ομάδα κωδικών 00 είναι μη τροποποιητική; οι άλλες ομάδες είναι τροποποιητικές. Σημειώσεις Προγραμματισμού Η Ομάδα 01 θα ακυρώσει την Ομάδα 09 (κύκλοι κατεργασίας). Παράδειγμα, αν είναι ενεργός ένας κύκλος κατεργασίας (G73 ως G89), η χρήση του G00 ή του G01 θα ακυρώσει τον κύκλο. Κύκλοι Κατεργασίας Ένας κύκλος κατεργασίας χρησιμοποιείται για να απλοποιήσει τον προγραμματισμό ενός εξαρτήματος. Οι κύκλοι κατεργασίας ορίζονται για τις πιο κοινές επαναληπτικές λειτουργίες του άξονα-z, όπως το τρύπημα και το χτύπημα. Όταν επιλεγεί ένας κύκλος κατεργασίας είναι ενεργός μέχρι να ακυρωθεί από την G80. Όταν είναι ενεργός ο κύκλος κατεργασίας, εκτελείται κάθε φορά που προγραμματίζεται μια κίνηση του άξονα-x. Οι κινήσεις του άξονα-x εκτελούνται σαν εντολές γρήγορης κίνησης (G00) και η λειτουργία κύκλου κατεργασίας εκτελείται μετά την κίνηση του άξονα-x. Χρησιμοποιώντας τους Κύκλους Κατεργασίας Οι τροποποιητικοί κύκλοι κατεργασίας παραμένουν σε ισχύ αφού έχουν οριστεί και εκτελεστεί στον άξονα-z, για κάθε θέση του άξονα-x. Σημειώστε ότι οι κινήσεις θέσεων του άξονα-x, κατά τη διάρκεια ενός κύκλου κατεργασίας θα είναι γρήγορες κινήσεις. Η λειτουργία ενός κύκλου κατεργασίας θα διαφέρει ανάλογα με το αν χρησιμοποιούνται κυμαινόμενες (U,W) ή απόλυτες (X,Z) κινήσεις αξόνων. Αν μια μέτρηση επανάληψης (Lnn αριθμός κώδικα) ορίζεται μέσα σε ένα τμήμα, ο κύκλος κατεργασίας θα επαναλαμβάνει αυτόν τον αριθμό των φορών με μια κυμαινόμενη (U or W) κίνηση ανάμεσα σε κάθε κύκλο. Εισάγετε τον αριθμό των επαναλήψεων (L) κάθε φορά που απαιτείται επαναλαμβανόμενη λειτουργία. Ο αριθμός των επαναλήψεων (L) δεν μένει στη μνήμη για τον επόμενο κύκλο. Οι κώδικες M της ταχύτητας της ατράκτου δεν πρέπει να χρησιμοποιούνται ενώ είναι ενεργός ένας κύκλος κατεργασίας. Κύκλοι Κατεργασίας με τα Ενεργά Κοπτικά Εργαλεία Οι κύκλοι κατεργασίας G81, G82, G83, G85, G89 μπορούν να χρησιμοποιηθούν με τα Ενεργά Κοπτικά Εργαλεία. Αυτή η παράμετρος αποτρέπει την κύρια άτρακτο να περιστρέφεται κατά τη διάρκεια ενός από τους παραπάνω κύκλους κατεργασίας. Αν αυτό το ψηφίο είναι ρυθμισμένο στο 1, είναι ευθύνη του χρήστη να ενεργοποιήσει την κατάλληλη άτρακτο πριν την εκτέλεση του κύκλου κατεργασίας, δηλαδή κάποια προγράμματα πρέπει να ελέγχονται για να σιγουρευτεί ότι γυρίζουν σαφώς την κύρια άτρακτο πριν εκτελεστούν οι κύκλοι κατεργασίας. Σημειώστε ότι οι G86, G87 και G88 δεν χρησιμοποιούνται με τα Ενεργά Κοπτικά Εργαλεία. 122
123 ΚΩΔΙΚΕΣ G ΠΙΝΑΚΑΣ ΠΕΡΙΕΧΟΜΕΝΩΝ G00 Γρήγορη κίνηση σε Δεδομένη θέση (Ομάδα 01). 125 G01 Κίνηση με γραμμική παρεμβολή (Ομάδα 01) 125 G02 Κίνηση με ωρολογιακή κυκλική παρεμβολή. 129 G03 Κίνηση με αντι-ωρολογιακή κυκλική παρεμβολή (Ομάδα 01) G04 Διακοπή Εκτέλεσης Προγράμματος (Ομάδα 00). 130 G05 Βηματικός Έλεγχος Περιστροφικής Κίνησης (Ομάδα 00) G09 Ακριβές Σταμάτημα (Ομάδα 00). 132 G10 Ορισμός Νέων Σχετικών Θέσεων (Ομάδα 00). 132 G14 Εναλλαγή σε Μικροκινήσεις Ατράκτου / G15 Ακύρωση (Ομάδα 17) 133 G17 Ορισμός XY Επιπέδου. 133 G18 Επιλογή ZX Επιπέδου (Ομάδα 02) 133 G19 Ορισμός YZ Επιπέδου (Ομάδα 02) 135 G20 Επιλογή Μετρήσεων σε Ίντσες / G21 Επιλογή Μετρικού Συστήματος (Ομάδα 06) 135 G28 Επιστροφή στη Θέση Μηδέν της Μηχανή, ορίζει προαιρετικά G29 Σημείο Αναφοράς (Ομάδα 00) 135 G29 Επιστροφή από το Σημείο Αναφοράς (Ομάδα 00). 135 G31 Παράκαμψη Λειτουργίας (Η χρήση του απαιτεί μονάδα εντοπισμού) (Ομάδα 00). 135 G32 Κοπή Σπειρώματος (Ομάδα 01). 135 G40 Ακύρωση Αντιστάθμισης Μύτης Εργαλείου (Ομάδα 07) 136 G41 Αντιστάθμιση Μύτης Εργαλείου (ΑΜΕ) Αριστερής κίνησης/ G42 ΑΜΕ Δεξιάς Κίνησης (Ομάδα 07) G50 Ορισμός Συνολικού Σχετικού Συστήματος Συντεταγμένων FANUC, YASNAC (Ομάδα 00). 136 G50 Συγκράτηση Περιστροφικής Ταχύτητας 137 G51 Ακύρωση Ορισμένων Σχετικών Θέσεων (YASNAC) (Ομάδα 00). 137 G52 Ορισμός Τοπικού Συστήματος Συντεταγμένων FANUC (Ομάδα 00) G53 Επιλογή Συντεταγμένων Μηχανής (Ομάδα 00) 138 G54-59 Επιλογή Συστήματος Συντεταγμένων #1 - #6 FANUC (Ομάδα 12) 138 G61 Ακριβές Σταμάτημα Προοδευτικό (Ομάδα 15). 138 G64 Ακύρωση Ακριβούς Σταματήματος G61 (Ομάδα 15). 138 G70 Κύκλος Αποπεράτωσης (Ομάδα 00). 138 G71 Εξωτ.Διαμ./ Εσωτ.Διαμ. Κύκλος Εκχόνδρυσης (Ομάδα 00) 139 G72 Κύκλος Εκχόνδρυσης Μετώπου (Ομάδα 00) G73 Τυχαίας Διαδρομής Κύκλος Εκχόνδρυσης (Ομάδα 00). 149 G74 Κύκλος Μετωπικής Αυλάκωσης, Βηματική Διάτρηση (Ομάδα 00) 150 G75 Εξωτ.Διαμ./ Εσωτ.Διαμ. Κύκλος Αυλάκωσης (Ομάδα 00) G76 Κύκλος Σπειρωτόμησης, Πολλαπλά Περάσματα (Ομάδα 00) G77 Κύκλος Μετωπικού Φρεζαρίσματος (Η χρήση του απαιτεί ενεργό κοπτικό εργαλείο) (Ομάδα 00). 157 G80 Ακύρωση Κύκλου Κατεργασίας (Ομάδα 09) 158 G81 Κύκλος Κατεργασίας Διάτρησης (Ομάδα 09) G82 Κύκλος Κατεργασίας Διάτρησης Πόντας (Ομάδα 09). 159 G83 Κανονικός Κύκλος Κατεργασίας Βηματικής Διάτρησης (Ομάδα 09) 159 G84 Κύκλος Κατεργασίας Σπειρωτόμησης με Σπειρωτόμο (Ομάδα 09) G85 Κύκλος Κατεργασίας Εσωτερικής Τόρνευσης (Ομάδα 09) 161 G86 Κύκλος Κατεργασίας Εσωτερικής Τόρνευσης και Επιστροφής (Ομάδα 09) 161 G87 Κύκλος Κατεργασίας Εσωτερικής Τόρνευσης Χειροκίνητης Επιστροφής (Ομάδα 09) G88 Κύκλος Κατεργασίας Εσωτερικής Τόρνευσης Αναμονής Χειροκίνητης Επιστροφής (Ομάδα 09) G89 Κύκλος Κατεργασίας Εσωτερικής Τόρνευσης και Αναμονής (Ομάδα 09) G90 Εξωτ.Διαμ./ Εσωτ.Διαμ. Κύκλος Τόρνευσης (Ομάδα 01) G92 Κύκλος Σπειρωτόμησης (Ομάδα01). 164 G94 Κύκλος Μετωπικής Κατεργασίας (Ομάδα 01). 165 G95 Σπειρωτόμηση Προσώπου με Ενεργό Εργαλείο (Ομάδα 09)
124 G96 Ενεργοποίηση Σταθερής Επιφανειακής Ταχύτητας (Ομάδα 13) 167 G97 Απενεργοποίηση Σταθερής Επιφανειακής Ταχύτητας (Ομάδα 13) 167 G98 Πρόωση Ανά Λεπτό (Ομάδα 10). G99 Πρόωση Ανά Περιστροφή (Ομάδα 10) 167 G100 Απενεργοποίηση Κατοπτρισμού (Ομάδα 00) 167 G101 Ενεργοποίηση Κατοπτρισμού (Ομάδα 00) 167 G102 Προγραμματιζόμενη Εξαγωγή προς RS-232 (Ομάδα 00). 167 G103 Ορισμός Γραμμών Προγράμματος που Ελέγχονται (Ομάδα 00) 167 G105 Εντολή Ηλεκτρο-Μηχανισμού Προώθησης Ράβδου G110, G111 και G114-G129 Σύστημα Συντεταγμένων (Ομάδα 12) G112 Από XY σε XC Μετατροπέας Συντεταγμένων (Ομάδα 04) 168 G113 G112 Ακύρωση (Ομάδα 04) 168 G112 Παράδειγμα Προγράμματος 168 G154 Επιλογή Συντεταγμένων Εργασίας P1-99 (Ομάδα 12) G159 Προετοιμασία Φόρτωσης / Επιστροφής Κατεργαζόμενου Εξαρτήματος G160 Εντολή Ενεργοποίησης Άξονα ΑΣΦΕ (Αυτόματο Σύστημα Φόρτωσης Εξαρτημάτων G161 Εντολή Απενεργοποίησης Άξονα ΑΣΦΕ G184 Αντίστροφος Κύκλος Κατεργασίας Σπειρωτόμησης για Αριστερόστροφα Σπειρώματα (Ομάδα 09) 170 G186 Αντιστροφή Περιστροφής Ενεργού Εργαλ. Σπειρωτόμησης Προσώπου (Ομάδα 09) G187 Έλεγχος Ακριβείας (Ομάδα 00) 170 G195 Περιφερειακή Σπειρωτόμηση με Ενεργό Εργαλείο (Ομάδα 00) 171 G196 Αντιστρ. Περιστροφής Ενεργού Εργαλ. Περιφερειακής Σπειρωτόμησης (Ομάδα 00). 171 G200 Αλλαγή Κοπτικού κατά την Διάρκεια Κίνησης (Ομάδα 00) G65, Κλήση Υπορουτίνας Μακροεντολής, περιγράφεται στο κεφάλαιο των Μακροεντολών. 124
125 G00 Γρήγορη κίνηση σε δεδομένη θέση (Ομάδα 01) *B Εντολή κίνησης άξονα-b *U Εντολή σχετικής κίνησης άξονα-x *W Εντολή σχετικής κίνησης άξονα-z *X Εντολή απόλυτης κίνησης άξονα-x *Z Εντολή απόλυτης κίνησης άξονα-z * υποδεικνύει ότι είναι προαιρετικό Αυτός ο κώδικας G χρησιμοποιείται για να κινήσει τους άξονες του μηχανήματος με τη μέγιστη ταχύτητα. Αρχικά χρησιμοποιείται για να τοποθετήσει γρήγορα το μηχάνημα σε ένα δεδομένο σημείο πριν από κάθε εντολή κοπής (Όλες οι κινήσεις γίνονται στη μέγιστη ταχύτητα). Αυτός ο κώδικας G είναι τροποποιητικός, έτσι ένα τμήμα με G00 κάνει όλα τα επόμενα τμήματα να βρίσκονται σε γρήγορη κίνηση μέχρι να οριστεί ένας άλλος κώδικας της Ομάδας 01. Σημείωση προγραμματισμού: Γενικά, η γρήγορη κίνηση δεν θα είναι σε ευθεία γραμμή. Κάθε ορισμένος άξονας κινείται με την ίδια ταχύτητα, αλλά όλοι οι άξονες δεν θα ολοκληρώσουν απαραίτητα τις κινήσεις τους την ίδια στιγμή. Το μηχάνημα θα περιμένει μέχρι να ολοκληρωθούν όλες οι κινήσεις πριν ξεκινήσει την επόμενη εντολή. G01 Κίνηση με γραμμική παρεμβολή (Ομάδα 01) F Ρυθμός πρόωσης *B Εντολή κίνησης άξονα-β *U Εντολή σχετικής κίνησης άξονα-χ *W Εντολή σχετικής κίνησης άξονα-ζ *X Εντολή απόλυτης κίνησης άξονα-χ *Z Εντολή απόλυτης κίνησης άξονα-ζ A Προαιρετική γωνία κίνησης (χρησιμοποιείται μόνο με έναν από τους X, Z, U, W),C Απόσταση από το κέντρο της τομής όπου ξεκινά το σπάσιμο γωνίας,r Ακτίνα του κύκλου Αυτός ο κώδικας G παρέχει γραμμική κίνηση σημείο προς σημείο. Κίνηση μπορεί να γίνει σε 1 ή 2 άξονες. Όλοι οι άξονες θα αρχίσουν και θα σταματήσουν να κινούνται την ίδια στιγμή. Η ταχύτητα όλων των αξόνων ελέγχεται έτσι ώστε ο καθορισμένος ρυθμός πρόωσης να επιτυγχάνεται στην πραγματική διαδρομή. Μπορεί επίσης να δοθεί εντολή στον άξονα-c και αυτός θα δώσει ελικοειδή (σπειροειδή) κίνηση. Ο ρυθμός πρόωσης του άξονα-c είναι ανάλογος με τη ρύθμιση της διαμέτρου του άξονα-c (Ρύθμιση 102) για τη δημιουργία ελικοειδούς κίνησης. Η εντολή διεύθυνσης F (ρυθμός πρόωσης) είναι τροποποιητική και μπορεί να οριστεί σε ένα προηγούμενο τμήμα. Μόνο οι άξονες που έχουν καθοριστεί κινούνται. Οι βοηθητικοί άξονες B, U, V, και W μπορούν επίσης να κινηθούν με G01 αλλά μόνο ένας άξονας τη φορά (εκτός όταν οι U,V και W χρησιμοποιούνται με τον Εξελιγμένο Φορτωτή Εξαρτήματος,APL). Στρογγυλοποίηση και Σπάσιμο Γωνίας Σε ένα τμήμα με σπάσιμο γωνίας ή ένα τμήμα στρογγυλοποίησης γωνίας μπορεί να εισαχθεί αυτόματα ανάμεσα σε δύο τμήματα γραμμικής προσέγγισης ορίζοντας το, C (σπάσιμο γωνίας) ή το R (στρογγυλοποίηση). Πρέπει να υπάρχει ένα τερματικό τμήμα γραμμικής προσέγγισης που ακολουθεί το αρχικό τμήμα (μια παύση G04 μπορεί να παρεμβληθεί). Αυτά τα δύο τμήματα γραμμικής προσέγγισης ορίζουν μια θεωρητική γωνία τομής. Αν το αρχικό τμήμα ορίζει ένα C, η τιμή που ακολουθεί το C είναι η απόσταση από τη γωνία τομής όπου ξεκινά το σπάσιμο γωνίας και επίσης η απόσταση από την ίδια εκείνη γωνία όπου τελειώνει το σπάσιμο της γωνίας. Αν το αρχικό τμήμα ορίζει ένα R η τιμή που ακολουθεί το R είναι η ακτίνα του κύκλου που εφάπτεται στη γωνία σε δύο σημεία: στη αρχή του τόξου στρογγυλοποίησης της γωνίας του τμήματος που εισήχθη και στο τέλος αυτού του τόξου. Μπορεί να υπάρχουν διαδοχικά τμήματα ορισμένα για σπάσιμο γωνίας ή στρογγυλοποίηση γωνίας. Πρέπει να υπάρχει κίνηση στους δύο άξονες που καθορίζονται από το επιλεγμένο επίπεδο (οποιοδήποτε ενεργό επίπεδο X-Y (G17) X-Z (G18) ή Y- Z (G19). Για σπάσιμο γωνίας, γωνία μόνο 90, μια τιμή K μπορεί να αντικατασταθεί όπου χρησιμοποιείται το C. 125
 x Kk G01 Z(W) z Ii Σύνταξη Στρογγυλοποίησης Γωνίας G01 X(U) x Rr G01 Z(W) z Rr Διευθύνσεις I = σπάσιμο γωνίας, Z σε X (κατεύθυνση άξονα-x, +/-, τιμή \"Ακτίνα\") K =")
126 Η παρακάτω σύνταξη του κώδικα G περιλαμβάνει αυτόματα σπάσιμο γωνίας 45 ή ακτίνα γωνίας ανάμεσα σε δύο τμήματα γραμμικής προσέγγισης που τέμνουν μια ορθή γωνία (90 ο μοιρών). Σύνταξη Σπασίματος Γωνίας G01 X(U) x Kk G01 Z(W) z Ii Σύνταξη Στρογγυλοποίησης Γωνίας G01 X(U) x Rr G01 Z(W) z Rr Διευθύνσεις I = σπάσιμο γωνίας, Z σε X (κατεύθυνση άξονα-x, +/-, τιμή "Ακτίνα") K = σπάσιμο γωνίας, X σε Z (κατεύθυνση άξονα-z, +/-) R = στρογγυλοποίηση γωνίας (κατεύθυνση άξονα-x ή Z, +/-, τιμή "Ακτίνα") ΣΗΜΕΙΩΣΗ: G01 Ευθεία κοπή με γωνία Α A -30 = A150; A -45 = A135 G01 Όταν ορίζετε μια γωνία (A), δίνετε εντολή κίνησης μόνο σε έναν από τους άξονες (X ή Z), ο άλλος άξονας υπολογίζεται με βάση τη γωνία. 126
127 Σπάσιμο Γωνίας ΣΗΜΕΙΩΣΕΙΣ: 1) Είναι δυνατός ο αυξητικός προγραμματισμός αν το Ub ή το Wb ορίζονται στη θέση των Xb ή Zb, αντίστοιχα. Έτσι οι ενέργειες του θα είναι οι ακόλουθες: X(POScurrent + i)=ui, Z(POS current +k) = Wk, X(POS current +r)=ur, Z(POScurrent+r)=Wr. 2) POS current δείχνει την τρέχουσα θέση του άξονα X ή Z. 3) I, K και R πάντα ορίζουν μια τιμή ακτίνας (προγραμματισμένη τιμή ακτίνας). 127
128 128
129 Κανόνες: 1) Χρησιμοποιείστε τη διεύθυνση K μόνο με τη διεύθυνση X(U). Χρησιμοποιείστε τη διεύθυνση I μόνο με τη διεύθυνση Ζ (W) 2) Χρησιμοποιείστε τη διεύθυνση R είτε με τη X(U) ή τη Z(W), αλλά όχι και τις δύο στο ίδιο τμήμα. 3) Μη χρησιμοποιήσετε τη διεύθυνση I και K μαζί στο ίδιο τμήμα. Όταν χρησιμοποιείτε τη διεύθυνση R, μη χρησιμοποιήσετε τη διεύθυνση I ή K. 4) Το επόμενο τμήμα πρέπει να είναι μια ακόμα γραμμική κίνηση που είναι κάθετη στο προηγούμενο. 5) Το αυτόματο σπάσιμο γωνίας ή η στρογγυλοποίηση γωνίας δεν μπορούν να χρησιμοποιηθούν σε έναν κύκλο σπειρώνατος ή σε έναν κύκλο κατεργασίας. 6) Η ακτίνα σπασίματος γωνίας ή στρογγυλοποίησης γωνίας πρέπει να είναι αρκετά μικρή για να χωρέσει ανάμεσα στις τέμνουσες γραμμές. 7) Πρέπει να υπάρχει μόνο μια κίνηση στους άξονες-x ή Z στη γραμμική επιλογή λειτουργίας (G01) για το σπάσιμο γωνίας ή τη στρογγυλοποίηση της. G02 Κοπή καμπύλης με ωρολογιακή φορά / G03 Κοπή καμπύλης με αντί-ωρολογιακή φορά (Ομάδα 01) F Ρυθμός πρόωσης *I Απόσταση από τον άξονα-x ως το κέντρο του κύκλου *K Απόσταση από τον άξονα-z ως το κέντρο του κύκλου *R Ακτίνα τόξου *U Εντολή σχετικής κίνησης άξονα-x *W Εντολή σχετικής κίνησης άξονα-z *X Εντολή απόλυτης κίνησης άξονα-x *Z Εντολή απόλυτης κίνησης άξονα-z,c Απόσταση από το κέντρο της τομής όπου ξεκινά το σπάσιμο γωνίας,r Ακτίνα κύκλου * δείχνει ότι είναι προαιρετικό Αυτοί οι κώδικες G χρησιμοποιούνται για να ορίσουν μια κυκλική κίνηση (CW ή CCW) των γραμμικών αξόνων (Η κυκλική κίνηση είναι δυνατή στους άξονες-x και Z κατά την επιλογή του G18). Οι τιμές X και Z χρησιμοποιούνται για να ορίσουν το τελικό σημείο της κίνησης και μπορεί να γίνει χρήση είτε απόλυτης (U και W) είτε αυξητικής κίνησης (X και Z). Αν δεν ορίζονται ο X ή ο Z, το τελικό σημείο του τόξου είναι το ίδιο με το αρχικό σημείο εκείνου του άξονα. Υπάρχουν δύο τρόποι να ορίσετε το κέντρο της κυκλικής κίνησης: ο πρώτος χρησιμοποιεί το I ή το K για να ορίσει την απόσταση από το αρχικό σημείο προς το κέντρο του τόξου, ο δεύτερος χρησιμοποιεί το R για να ορίσει την ακτίνα του τόξου (μέγιστο 7740 ίντσες). 129

130 Το R χρησιμοποιείται για να ορίσει το κέντρο του κύκλου. R είναι η απόσταση από το αρχικό σημείο προς το κέντρο του κύκλου. Με θετικό R, η ρύθμιση θα δημιουργήσει μια διαδρομή 180 μοιρών ή λιγότερο. Για να δημιουργήσετε μια ακτίνα μεγαλύτερη από 180 μοίρες, ορίστε ένα αρνητικό R. Ο X ή ο Z απαιτούνται για να οριστεί ένα τελικό σημείο αν είναι διαφορετικό από το αρχικό. Η παρακάτω γραμμή θα κόψει ένα τόξο λιγότερο των 180 μοιρών: G01 X3.0 Z4.0 G02 Z-3.0 R5.0 Τα I και K χρησιμοποιούνται για να ορίσουν το κέντρο του τόξου. Όταν χρησιμοποιούνται τα I και K, το R μπορεί να μην χρησιμοποιηθεί. Τα I ή K είναι η απόσταση από το αρχικό σημείο ως το κέντρο του κύκλου. Αν οριστεί μόνο ένα από τα I ή K, το άλλο θεωρείται ότι είναι μηδέν. G04 Διακοπή εκτέλεσης προγράμματος (Ομάδα 00) P Ο χρόνος διακοπής σε δευτερόλεπτα ή χιλιοστά δευτερολέπτου Το G04 χρησιμοποιείται για να προκαλέσει καθυστέρηση ή στάση στο πρόγραμμα. Το τμήμα που περιέχει το G04 θα καθυστερήσει για όσο χρόνο ορίζεται από τον κώδικα P. Παράδειγμα, G04 P10.0. Αυτό θα καθυστερήσει το πρόγραμμα για 10 δευτερόλεπτα. Σημειώστε τη χρήση του δεκαδικού σημείου G04 P10. Είναι μια στάση 10 δευτερολέπτων. Το G04 P10 είναι μια στάση 10 χιλιοστών του δευτερολέπτου. 130

131 G05 Βηματικός έλεγχος περιστροφικής κίνησης (Ομάδα 00) R Γωνιαία κίνηση της ατράκτου, σε μοίρες. F Ρυθμός πρόωσης του κέντρου του εργαλείου, σε ίντσες ανά λεπτό. *U Εντολή σχετικής κίνησης άξονα-x. *W Εντολή σχετικής κίνησης άξονα-z. *X Εντολή απόλυτης κίνησης άξονα-x. *Z Εντολή απόλυτης κίνησης άξονα-z. * δείχνει ότι είναι προαιρετικό Αυτός ο κώδικας χρησιμοποιείται για να ορίσει μια κίνηση ακριβείας της ατράκτου. Η ταχύτητα της ατράκτου καθορίζεται κοιτώντας τη μεγαλύτερη τιμή του άξονα-x κατά τη διάρκεια της κοπής. Η μεγαλύτερη τιμή πρόωσης ανά περιστροφή που μπορεί να οριστεί είναι περίπου Αυτό σημαίνει ότι οι κινήσεις G5 με μικρές κινήσεις R σε σχέση με τις κινήσεις X ή Z δεν θα έχουν αποτέλεσμα. Παράδειγμα, για μια κίνηση R 1.5 μοιρών, η μεγαλύτερη κίνηση X ή Z που μπορεί να οριστεί είναι * 1.5 / 360 =.0615 ίντσες. Αντίστροφα, μια κίνηση X ή Z.5 ιντσών πρέπει να έχει μια διαδρομή R τουλάχιστον.5 * 360 / = μοίρες. Απλό Παράδειγμα Εγκοπής Πρόσοψης με G05 Απλό Παράδειγμα Έκκεντρου με G05 131
 N8 #101= [0.707 + 0.75 / 2. ] (101 = Πλησιέστερη προσέγγιση. Κέντρο προς πλευρά συν το μισό της διαμέτρου του εργαλείου) N9 #101 = #101 * 2 (Πολλαπλασιάστε επί 2 για διάμετρο.")
132 Παράδειγμα Ομαλοποίησης με G05 O01484 (Κόψτε ένα τετράγωνο με G05) N1 G28 X0 N2 G28 Z0 N3 G54 G00 G40 G97 N4 G103 P3 N5 T707 (.75 διάμετρος κονδυλίου υψηλής ταχύτητας) N6 M19 N7 G00 Z0.5 () N8 #101= [ / 2. ] (101 = Πλησιέστερη προσέγγιση. Κέντρο προς πλευρά συν το μισό της διαμέτρου του εργαλείου) N9 #101 = #101 * 2 (Πολλαπλασιάστε επί 2 για διάμετρο.) N10#104= [ #101 / COS[ 45. ] ] (104 = Απόσταση στη γωνία.) N11G98 G01 X#104 F10 N12M133 P1500 N13Z-0.1 (Τροφοδοτήστε στη γενόμενη οπή) N14#102= 0 WHILE [ #102 LT 4 ] DO1 (Σχήμα τεσσάρων πλευρών) N15#103= -45. (Γωνιά από το κέντρο του επίπεδου) () WHILE [#103 LT 45. ] DO2 N16#103= [# ] N17#104= [#101 / COS[ #103 ] ] N18G05 X#104 R5. F20. END2 () N19#102= [# ] END1 () N20M135 N21 G28 U0 N22G28 W0 N23M30 G09 Ακριβές σταμάτημα (Ομάδα 00) Ο κώδικας G09 χρησιμοποιείται για να ορίσει μια ελεγχόμενη παύση των αξόνων. Επηρεάζει μόνο το τμήμα στο οποίο έχει πάρει την εντολή. Δεν είναι τροποποιητικό, δεν επηρεάζει τα επόμενα τμήματα. Οι κινήσεις του μηχανήματος θα επιβραδυνθούν στο προγραμματισμένο σημείο πριν προχωρήσει επόμενη εντολή. G10 Ορισμός νέων σχετικών θέσεων (Ομάδα 00) Το G10 επιτρέπει στον προγραμματιστή να ρυθμίζει νέες οριζόμενες σχετικές θέσεις στο πρόγραμμα. Η χρήση του G10 αντικαθιστά τη χειροκίνητη εισαγωγή στις νέες οριζόμενες σχετικές θέσεις (δηλ. Διάμετρος και μήκος εργαλείου και νέες οριζόμενες σχετικές θέσεις συντεταγμένων εργασίας). 132
133 L Επιλέγει κατηγορία νέων οριζόμενων σχετικών θέσεων. L2 Αφετηρία συντεταγμένης εργασίας γα COMMON και G54-G59 L10 Νέες οριζόμενες σχετικές θέσεις γεωμετρίας ή μετατόπισης L1 ή L11 Φθορά εργαλείου L20 Βοηθητική αφετηρία συντεταγμένης εργασίας για G110-G129 P Επιλέγει μια συγκεκριμένη νέα οριζόμενη σχετική θέση. P1-P50 Αναφέρεται σε νέες οριζόμενες σχετικές θέσεις γεωμετρίας, φθοράς ή εργασίας (L10-L11) P51-P100 Αναφέρεται σε νέες οριζόμενες σχετικές θέσεις μετατόπισης (YASNAC)(L10-L11) P0 Αναφέρεται σε νέες οριζόμενες σχετικές θέσεις COMMON συντεταγμένη εργασίας (L2) P1-P6 G54-G59 Αναφέρεται σε συντεταγμένες εργασίας (L2) P1-P20 G110-G129 Αναφέρεται σε βοηθητικές συντεταγμένες (L20) P1-P99 G154 P1-P99 Αναφέρεται σε βοηθητικές συντεταγμένες (L20) Q Κατεύθυνση υποτιθέμενης άκρης μύτης εργαλείου R Ακτίνα μύτης εργαλείου *U Αυξημένο ποσό που θα προστεθεί στη νέα οριζόμενη σχετική θέση άξονα-x *W Αυξημένο ποσό που θα προστεθεί στη νέα οριζόμενη σχετική θέση άξονα-z *X Νέα οριζόμενη σχετική θέση άξονα-x *Z Νέα οριζόμενη σχετική θέση άξονα-z * Δείχνει ότι είναι προαιρετικό Παραδείγματα Προγραμματισμού G10 L2 P1 W6.0 (Κινεί τη συντεταγμένη G δεξιά); G10 L20 P2 X-10.Z-8. (Ρυθμίζει τη συντεταγμένη εργασίας G111 στο X-10.0, Z-8.0); G10 L10 P5 R.032 (Ρυθμίζει τη νέα οριζόμενη σχετική θέση γεωμετρίας του Εργαλείου #5 στο.032); G10 L10 P5 R.0625 (Ρυθμίζει την Ακτίνα του εργαλείου #5 στο 1/16D); G14 Εναλλαγή σε μικροκινήσεις ατράκτου / G15 Ακύρωση (Ομάδα 17) Το G14 κάνει την υπο-άτρακτο να γίνει η κύρια άτρακτος και να αντιδρά σε εντολές που συνήθως χρησιμοποιούνται στην κύρια άτρακτο. Παράδειγμα, M03, M04, M05 και M19 θα επηρεάσουν την υποάτρακτο, και M143, M144, M145 και M119 θα δημιουργήσουν ειδοποίηση. Σημειώστε ότι το G50 θα περιορίσει την ταχύτητα της υπο-ατράκτου, και το G96 θα ρυθμίσει την τιμή πρόωσης επιφανείας της υποατράκτου. Αυτοί οι κώδικες G θα προσαρμόσουν την ταχύτητα της υπο-ατράκτου όταν υπάρχει κίνηση στον άξονα-x. Το G01 Πρόωση ανά Περιστροφή θα τροφοδοτήσει με βάση την υπο-άτρακτο. Η εντολή G14 θα ενεργοποιήσει αυτόματα τον αντικατοπτρισμό του άξονα-z. Αν ο άξονας-z έχει ήδη αντικατοπτριστεί (Ρύθμιση 47 ή G101) η λειτουργία αντικατοπτρισμού θα ακυρωθεί. Το G14 ακυρώνεται από το G15, ένα M30, φτάνοντας στο τέλος του προγράμματος, και πιέζοντας Reset. G17 Ορισμός ΧΥ επιπέδου Αυτός ο κώδικας υποδεικνύει στο ρυθμιστή ότι θα εκτελεστούν προγραμματισμένες κυκλικές κινήσεις G02 και G03 στο επίπεδο XY. Το επίπεδο G17 είναι παράλληλο με τους άξονες X και Y. Ο κώδικας G17 υποστηρίζει το G112, τροποποίηση Καρτεσιανών συντεταγμένων σε Πολικές. Οι κώδικες επιλογής επιπέδου είναι τροποποιητικοί και παραμένουν σε ισχύ μέχρι να επιλεγεί ένα άλλο επίπεδο. Ο προγραμματισμός αντιστάθμισης ακτίνας μύτης εργαλείου G41 ή G42 θα λειτουργήσει ενώ χρησιμοποείτε το G112 και στο επίπεδο G17. G18 Επιλογή ΖΧ επιπέδου (Ομάδα 02) Αυτός ο κώδικας υποδεικνύει στο ρυθμιστή ότι θα εκτελεστούν προγραμματισμένες κυκλικές κινήσεις G02 και G03 στο επίπεδο ZX. Το επίπεδο G18 είναι παράλληλο με τους άξονες-z και X. Το G18 είναι το προκαθορισμένο ενεργό επίπεδο για τον τόρνο HAAS. Οι κώδικες επιλογής επιπέδου είναι τροποποιητικοί και παραμένουν σε ισχύ μέχρι να επιλεγεί ένα άλλο επίπεδο. 133
134 G19 Ορισμός ΥΖ επιπέδου (Ομάδα 02) Αυτός ο κώδικας υποδεικνύει στο ρυθμιστή ότι θα εκτελεστούν προγραμματισμένες κυκλικές κινήσεις G02 και G03 στο επίπεδο YZ. Το επίπεδο G19 είναι παράλληλο με τους άξονες-y και Z. Οι κώδικες επιλογής επιπέδου είναι τροποποιητικοί και παραμένουν σε ισχύ μέχρι να επιλεγεί ένα άλλο επίπεδο. G20 Επιλογή μετρήσεων σε ίντσες / G21 Επιλογή Μετρικού Συστήματος (Ομάδα 06) Οι κώδικες G, G20 (ίντσες) και G21 (χιλιοστά) χρησιμοποιούνται για να εξασφαλίσουν ότι επιλογή συστήματος ιντσών/μετρικού συστήματος έχει ρυθμιστεί σωστά για το πρόγραμμα. Η επιλογή πρέπει να γίνει με τη χρήση της Ρύθμισης 9. G28 Επιστροφή στη θέση μηδέν της μηχανής, G29 Ορίζει προαιρετικά σημείο αναφοράς (Ομάδα 00) Ο κώδικας G28 χρησιμοποιείται για να επιστρέψει όλους τους άξονες στη θέση μηδέν του μηχανήματος, έκτος κι αν ένας άξονας (ή άξονες) είναι ορισμένος, οπότε μόνο αυτός ο άξονας (ή άξονες) επιστρέφει στη θέση μηδέν. Το G28 ακυρώνει τις νέες οριζόμενες σχετικές θέσεις μήκους εργαλείου για τις επόμενες γραμμές του κώδικα. G29 Επιστροφή από το Σημείο Αναφοράς (Ομάδα 00) Ο κώδικας G29 χρησιμοποιείται για να κινήσει τους άξονες σε ένα συγκεκριμένο σημείο. Οι άξονες που έχουν επιλεγεί σε αυτό το τμήμα κινούνται στο σημείο αναφοράς G29 που αποθηκεύεται στο G28, και έπειτα κινούνται στη θέση που ορίζεται στην εντολή G29. G31 Παράκαμψη λειτουργίας (η χρήση του απαιτεί μονάδα εντοπισμού) (Ομάδα 00) F Ρυθμός Πρόωσης *U Εντολή σχετικής κίνησης άξονα-x *W Εντολή σχετικής κίνησης άξονα-z *X Εντολή απόλυτης κίνησης άξονα-x *Z Εντολή απόλυτης κίνησης άξονα-z * Δείχνει ότι είναι προαιρετικό Αυτός ο κώδικας G κινεί τους άξονες στην προγραμματισμένη θέση. Εφαρμόζεται μόνο στο τμήμα όπου ορίζεται το G31. Η ορισμένη κίνηση ξεκινά και συνεχίζει μέχρι να φτάσει στη θέση ή μέχρι ο αισθητήρας να λάβει ένα σήμα (σήμα παράλειψης). Η ρύθμιση θα δώσει ένα ηχητικό σήμα όταν η διαδρομή φτάσει στο τέλος. Μην χρησιμοποιείτε την Αντιστάθμιση Κοπτικού με το G31. Δείτε επίσης το M78 και M79. G32 Κοπή σπειρώματος (Ομάδα 01) F Ρυθμός Πρόωσης Q Αρχική Γωνία Σπειρώματος (προαιρετικό). Δείτε τοπ παράδειγμα στην παρακάτω σελίδα (μη χρησιμοποιείτε υποδιαστολή) U/W Εντολή αυξητικής τοποθέτησης άξονα-x/z. (Οι αυξητικές τιμές βάθους σπειρώματος πρέπει να ορίζονται από τον χρήστη) X/Z Εντολή απόλυτης τοποθέτησης άξονα-x/z. (Οι τιμές βάθους σπειρώματος πρέπει να ορίζονται από τον χρήστη) ΣΗΜΕΙΩΣΗ: Ο ρυθμός πρόωσης είναι ίση με την καθοδήγηση σπειρώματος. Πρέπει να ορίζεται κίνηση σε έναν τουλάχιστον άξονα. Κωνικά σπειρώματα καθοδηγούνται και στον άξονα-x και στο Z. Σε αυτή την περίπτωση ρυθμίστε το ρυθμό πρόωσης στη μεγαλύτερη από τις δύο καθοδηγήσεις. Το G99 (πρόωση ανά περιστροφή) πρέπει να είναι ενεργό. Ορισμός της Καθοδήγησης (Ρυθμός Πρόωσης) για Ίσια και Κωνικά Σπειρώματα Ο G32 διαφέρει από άλλους κύκλους σπειροειδούς κοπής στο ότι ο σπειροτόμος και/ή η βίδα lead μπορεί να διαφέρει συνεχώς κατά την σπειροειδή κοπή. Επιπρόσθετα, δεν γίνεται καμία αυτόματη επιστροφή θέσης στο τέλος της λειτουργίας σπειρώματος. 134
135 Στην πρώτη γραμμή του τμήματος του κώδικα G32, η πρόωση του άξονα συγχρονίζεται με το σήμα περιστροφής του κωδικοποιητή της ατράκτου. Αυτός ο συγχρονισμός παραμένει σε ισχύ για κάθε γραμμή σε μια ακολουθία G32. Είναι δυνατό να ακυρώσετε το G32 και να το επανακαλέσετε χωρίς να χάσετε τον αρχικό συγχρονισμό. Αυτό σημαίνει ότι πολλαπλά περάσματα θα ακολουθήσουν ακριβώς την προηγούμενη διαδρομή του εργαλείου (Οι πραγματικές στροφές RPM της ατράκτου πρέπει να είναι ακριβώς οι ίδιες ανάμεσα στα περάσματα). ΣΗΜΕΙΩΣΗ: Η Παύση Μονού Τμήματος και η Παύση Πρόωσηs αναβάλλονται μέχρι την τελευταία γραμμή μιας ακολουθίας G32. Η Ρύθμιση Ταχύτητας Πρόωσης αγνοείται όσο το G32 είναι ενεργό, Ο Πραγματικός Ρυθμός Πρόωσης θα είναι πάντα το 100% του προγραμματισμένου ρυθμού. Τα M23 και M24 δεν έχουν καμία ισχύ σε μια λειτουργία G32, ο χρήστης πρέπει να προγραμματίσει το σπάσιμο της γωνίας αν χρειαστεί. Το G32 δεν πρέπει να χρησιμοποιείται με άλλους Κύκλους Κατεργασίας κώδικα G (δηλ.: G71). Μην αλλάζετε τις στροφές RPM της ταχύτητας της ατράκτου κατά τη σπειρωτόμηση. ΠΡΟΣΟΧΗ! Το G32 είναι Τροποποιητικό. Ακυρώνετε πάντα το G32 με έναν άλλον κώδικα-g της Ομάδας 01 στο τέλος της σπειρωμόμης. (Ομάδα 01 Κώδικας G: G00, G01, G02, G03, G32, G90, G92 και G94) ΣΗΜΕΙΩΣΗ: Το παράδειγμα είναι το μόνο για αναφορά, συνήθως απαιτούντα πολλαπλά περάσματα για την πραγματική κοπή σπειρωματών. G32 Παράδειγμα Προγράμματος Σχόλια G97 S400 M03 (Ακύρωση Ταχύτητας Συνεχούς Επιφάνειας) N1 G00 X0.25 Z0.1 (Γρήγορη κίνηση για τη θέση έναρξης) N2 G32 Z-0.26 F0.065 (Ίσιο σπείρωμα, Lead(Lz) = 0.065) N3 X0.455 Z (Ίσιο σπείρωμα συνδυάζεται με κωνικό σπείρωμα) N4 Z (Το κωνικό σπείρωμα γίνεται πάλι ίσιο) N5 X0.655 Z (Διαφυγή στις 45 μοίρες) G00 X1.2 (Γρήγορη κίνηση για τη θέση τερματισμού, ακύρωση G32) G00 Z0.1 Παράδειγμα επιλογής Q: G32 X-1.99 Z-2 Q60000 F0.2; (κοπή 60 μοιρών) G32 X-1.99 Z-2 Q F0.2; (κοπή 120 μοιρών) G32 X-1.99 Z-2 Q F0.2; (κοπή μοιρών) Οι ακόλουθοι κανόνες ισχύουν για τη χρήση του Q: 1. Η αρχική γωνία (Q) δεν είναι μια τροποποιητική τιμή. Πρέπει να ορίζετε κάθε φορά που χρησιμοποιείται. Αν δεν ορίζεται τιμή τότε θεωρείται ότι είναι μια γωνία (0). 2. Η γωνία προσαύξησης σπειρώματος είναι μοίρες και δεν μπορεί να έχει δεκαδική υποδιαστολή. Έτσι μια γωνία 180 πρέπει να ορίζεται ως Q και μια γωνία 35 ως Q Η γωνία Q πρέπει να εισάγεται ως θετική τιμή από 0 ως

136 G40 Ακύρωση Αντιστάθμισης Μύτης Εργαλείου (Ομάδα 07) *X Απόλυτη θέση του σημείου αναχώρησης του άξονα-x *Z Απόλυτη θέση του σημείου αναχώρησης του άξονα-z *U Επαυξημένη απόσταση προς το σημείο αναχώρησης του άξονα-x *W Επαυξημένη απόσταση προς το σημείο αναχώρησης του άξονα-z *δείχνει ότι είναι προαιρετικό Το G40 ακυρώνει το G41 ή το G42. Ο προγραμματισμός του Txx00 θα ακυρώσει επίσης την αντιστάθμιση μύτης εργαλείου. Ακυρώστε την αντιστάθμιση μύτης εργαλείου πριν το τέλος ενός προγράμματος. Η αναχώρηση του εργαλείου δεν αντιστοιχεί συνήθως με ένα σημείο πάνω στο εξάρτημα. Σε πολλές περιπτώσεις μπορεί να συμβεί λιγότερη ή υπερβολική κοπή. G40 G41 Αντιστάθμιση μύτης εργαλείου (ΑΜΕ) αριστερής κίνησης / G42 ΑΜΕ δεξιάς κίνησης (Ομάδα 07) Το G41 ή το G42 θα επιλέξει την αντιστάθμιση μύτης εργαλείου. Το G41 κινεί το εργαλείο στα αριστερά της προγραμματισμένης διαδρομής για να αντισταθμίσει το μέγεθος του εργαλείου και αντίστροφα για το G42. Μια νέα οριζόμενη σχετική θέση εργαλείου tool πρέπει να επιλεχθεί με έναν κώδικα Tnnxx, όπου το xx αντιστοιχεί στις νέες οριζόμενες σχετικές θέσεις που θα χρησιμοποιηθούν για το εργαλείο. G41 G42 G50 Ορισμός συνολικού σχετικού συστήματος συντεταγμένων FANUC, YASNAC (Ομάδα 00) U Επαυξημένο μέγεθος και κατεύθυνση προς τη σφαιρική συντεταγμένη μετατόπισης του X. X Απόλυτη σφαιρική συντεταγμένη μετατόπισης. W Επαυξημένο μέγεθος και κατεύθυνση προς τη σφαιρική συντεταγμένη μετατόπισης του Z. Z Απόλυτη σφαιρική συντεταγμένη μετατόπισης. S Ταχύτητα σύσφιξης ατράκτου στην καθορισμένη τιμή T Εφαρμογή νέας οριζόμενης σχετικής θέσης μετατόπισης εργαλείου (YASNAC) 136
137 Το G50 μπορεί να εκτελέσει διάφορες λειτουργίες. Μπορεί να ρυθμίσει τη σφαιρική συντεταγμένη, να μετατοπίσει τη σφαιρική συντεταγμένη, και να περιορίσει την ταχύτητα της ατράκτου σε μια μέγιστη τιμή. Δείτε το κεφάλαιο "Σύστημα Συντεταγμένων και Νέες οριζόμενες σχετικές θέσεις". Για να ρυθμίσετε τη σφαιρική συντεταγμένη, δώστε την εντολή G50 με μια τιμή X ή Z. Η ισχύουσα συντεταγμένη θα γίνει η τιμή που ορίζεται στον κώδικα διεύθυνσης X ή Z. Λαμβάνονται υπ όψιν η τρέχουσα θέση του μηχανήματος, οι νέες οριζόμενες σχετικές θέσεις εργασίας και εργαλείου. Η σφαιρική συντεταγμένη υπολογίζεται και ρυθμίζεται. Παράδειγμα: G50 X0 Z0 (Οι ισχύουσες συντεταγμένες τώρα είναι μηδέν); Για να μετατοπίσετε το σύστημα σφαιρικών συντεταγμένων, ορίστε το G50 με μια τιμή U ή W. Το σύστημα σφαιρικών συντεταγμένων θα μετατοπιστεί κατά το μέγεθος και την κατεύθυνση που ορίζονται στο U ή το W. Η τρέχουσα ισχύουσα συντεταγμένη που εμφανίζεται θα αλλάξει κατά αυτό το ποσό στην αντίθετη κατεύθυνση. Αυτή η μέθοδος χρησιμοποιείται συχνά για την τοποθέτηση του εξαρτήματος μηδέν έξω από το πλαίσιο εργασίας. Παράδειγμα: G50 W-1.0 (Η ισχύουσα συντεταγμένη θα μετατοπιστεί αριστερά 1.0); Για να ρυθμίσετε μια μετατόπιση συντεταγμένης εργασίας YASNAC, ορίστε το G50 με μια τιμή T (Η Ρύθμιση 33 πρέπει να είναι στο YASNAC). Η σφαιρική συντεταγμένη είναι ρυθμισμένη στις τιμές X και Z στη σελίδα Νέα οριζόμενη σχετική θέση Μετατόπισης Εργαλείου. Οι τιμές για τον κώδικα διεύθυνσης T είναι, Txxyy όπου xx είναι μεταξύ 51 και 100 και όπου yy είναι μεταξύ 00 και 50. Παράδειγμα, Το T5101 ορίζει το δείκτη μετατόπισης εργαλείου 51 και το δείκτη φθοράς εργαλείου 01. Δεν προκαλεί την επιλογή του εργαλείου με αριθμό 1. Για να επιλέξετε έναν άλλον κώδικα Txxyy πρέπει να χρησιμοποιείται έξω από το τμήμα G50. Τα παρακάτω δύο παραδείγματα δείχνουν αυτή τη μέθοδο για την επιλογή του Εργαλείου 7 με τη χρήση Μετατόπισης Εργαλείου 57 και Φθοράς Εργαλείου 07. Παράδειγμα 1 G51; (Ακύρωση νέων οριζόμενων σχετικών θέσεων) T700 M3; (Αλλαγή σε Εργαλείο 7, Λειτουργία Ατράκτου) G50 T5707; (Εφαρμογή Μετατόπισης Εργαλείου και Φθοράς Εργαλείου στο Εργαλείο 7) Παράδειγμα 2 G51; (Ακύρωση νέων οριζόμενων σχετικών θέσεων) G ; (Εφαρμογή Μετατόπισης Εργαλείου) T707 M3; (Αλλαγή σε Εργαλείο 7 και εφαρμογή Φθοράς Εργαλείου) G50 YANAC Μετατόπιση Εργαλείου G50 Συγκράτηση περιστροφικής ταχύτητας Το G50 μπορεί να χρησιμοποιηθεί για να μετατοπίσει τη μέγιστη ταχύτητα της ατράκτου. Η ρύθμιση δεν θα επιτρέψει στην άτρακτο να υπερβεί την τιμή της διεύθυνσης S που ορίζεται στην εντολή G50. Αυτό χρησιμοποιείται στη επιλογή λειτουργίας συνεχούς τροφοδότησης επιφάνειας (G96). N1 G50 S3000 ; (Οι στροφές (rpm) ατράκτου δεν θα υπερβούν τις 3000 rpm) N2 G97 M3 ; (Εισάγετε ταχύτητα συνεχούς επιφάνειας, λειτουργία ατράκτου) Σημείωση: Για να ακυρώσετε αυτή την εντολή, χρησιμοποιήστε ένα άλλο G50 και ορίστε τις μέγιστες στροφές RPM ατράκτου για το μηχάνημα. G51 Ακύρωση ορισμένων σχετικών θέσεων (YASNAC) (Ομάδα 00) Το G51 χρησιμοποιείται για να ακυρώσει όποια υπάρχουσα φθορά εργαλείου και μετατόπιση συντεταγμένης εργασίας και επιστρέφει στη θέση μηδέν του μηχανήματος. 137

138 Σύστημα Συντεταγμένης Εργασίας Η ρύθμιση του τόρνου Haas CNC υποστηρίζει και τα δύο συστήματα συντεταγμένων YASNAC και FANUC. Οι συντεταγμένες εργασίας μαζί με τις Νέες οριζόμενες σχετικές θέσεις εργαλείου μπορούν να χρησιμοποιηθούν για να τοποθετήσουν ένα μέρος προγράμματος οπουδήποτε στην περιοχή εργασίας. Δείτε επίσης το κεφάλαιο Νέες οριζόμενες σχετικές θέσεις Εργαλείου. G52 Ορισμός τοπικού συστήματος συντεταγμένων FANUC (Ομάδα 00) Με αυτόν τον κώδικα ο χρήστης επιλέγει το σύστημα συντεταγμένης. G53 Επιλογή Συντεταγμένων Μηχανής (Ομάδα 00) Αυτός ο κώδικας ακυρώνει προσωρινά τις νέες οριζόμενες σχετικές θέσεις συντεταγμένης εργασίας και χρησιμοποιεί το σύστημα συντεταγμένης μηχανήματος. G54-59 Επιλογή Συστήματος Συντεταγμένων #1 - #6 FANUC (Ομάδα 12 ) Αυτοί οι κώδικες επιλέγουν ένα από τα έξι συστήματα συντεταγμένων που είναι αποθηκευμένα στις νέες οριζόμενες σχετικές θέσεις της μνήμης. Όλες οι μεταγενέστερες αναφορές στις θέσεις των αξόνων θα ερμηνευθούν στο νέο σύστημα συντεταγμένων. Οι νέες οριζόμενες σχετικές θέσεις του συστήματος συντεταγμένων εργασίας εισάγονται από την οθόνη της σελίδας των Νέων οριζόμενων σχετικών θέσεων. G61 Ακριβές σταμάτημα προοδευτικό (Ομάδα 15) Ο κώδικας G61 χρησιμοποιείται για να ορίσει μια ακριβή στάση. Γρήγορες κινήσεις και κινήσεις παρεμβολής θα μειώσουν ταχύτητα μέχρι να φτάσουν την ακριβή στάση πριν ξεκινήσει ένα επόμενο τμήμα. Στην ακριβή στάση, οι κινήσεις θα πάρουν περισσότερο χρόνο και δεν θα υπάρχει συνεχής κίνηση κοπτικού. Αυτό μπορεί να προκαλέσει βαθύτερη κοπή όπου σταματήσει το εργαλείο. G64 Ακύρωση ακριβούς σταματήματος G61 (Ομάδα 15) Ο κώδικας G64 χρησιμοποιείται για να ακυρώσει την ακριβή στάση. Επιλέγει τον κανονικό τρόπο κοπής. G70 Κύκλος αποπεράτωσης (Ομάδα 00) Ο G70 Κύκλος φινιρίσματος μπορεί να χρησιμοποιηθεί για να τελειώσει τις διαδρομές κοπής που είναι κοπές εκχόνδρισης με κύκλους απομάκρυνσης υλικών όπως το G71, G72 και G73. P Q Αριθμός εναρκτήριου τμήματος της εκτελούμενης ρουτίνας Αριθμός τερματικού τμήματος της εκτελούμενης ρουτίνας G70 Παράδειγμα Προγραμματισμού G71 P10 Q50 F.012 (εκχόνδιση N10 ως N50 διαδρομή) N10 F0.014 N50 G70 P10 Q50 (διαδρομή φινιρίσματος ορισμένη από N10 ως N50) 138

139 Ο κύκλος G70 είναι ίδιος με μία κλήση τοπικού υποπρογράμματος. Όμως, το G70 απαιτεί τον καθορισμό ενός αριθμού εναρκτήριου τμήματος (κώδικας P) και ενός αριθμού τερματικού τμήματος (κώδικας Q). Ο κύκλος G70 χρησιμοποιείται συνήθως αφού εκτελεστεί ένα G71, G72 ή G73 με τη χρήση τμημάτων που ορίζονται από κώδικες P και Q. Οποιοσδήποτε κώδικας F, S ή T με το τμήμα PQ είναι ενεργός. Μετά την εκτέλεση του τμήματος Q, μια γρήγορη κίνηση (G00) εκτελείται επιστρέφοντας το μηχάνημα στην αρχική θέση που είχε αποθηκευθεί πριν την έναρξη του G70. Το πρόγραμμα τότε επιστρέφει στο τμήμα που ακολουθεί την κλήση G70. Μια υπορουτίνα στην ακολουθία PQ είναι αποδεκτή δεδομένου όμως ότι η υπορουτίνα δεν περιέχει ένα τμήμα με κώδικα N που να ταιριάζει με το Q που ορίζεται από την κλήση G70. Αυτό δεν είναι συμβατό με τις ρυθμίσεις FANUC ή YASNAC. G71 Εξωτ.Διαμ. / Εσώτ.Διαμ. Κύκλος Εκχόνδρυσης (Ομάδα 00) *D Βάθος κοπής για κάθε πέρασμα απομάκρυνσης υλικών, ακτίνα θετική *F Ρυθμός πρόωσης στο τμήμα G71 PQ *I Άξονας-X μέγεθος και κατεύθυνση ανοχής περάσματος εκχόνδρισης G71, ακτίνα *K Άξονας-Z, μέγεθος και κατεύθυνση ανοχής περάσματος εκχόνδρισης G71 P Αριθμός εναρκτήριου τμήματος διαδρομής εκχόνδρισης Q Αριθμός τερματικού τμήματος διαδρομής εκχόνδρισης *S Ταχύτητα ατράκτου στο τμήμα G71 PQ *T Εργαλείο και Νέα οριζόμενη σχετική θέση στο τμήμα G71 PQ *U Άξονας-X, μέγεθος και κατεύθυνση ανοχής φινιρίσματος G71, διάμετρος *W Άξονας-Z, μέγεθος και κατεύθυνση ανοχής φινιρίσματος G71 *R1 YASNAC επιλογή εκχόνδρισης Τύπος II * δείχνει ότι είναι προαιρετικό G71 Αυτός ο κύκλος κατεργασίας κάνει εκχόνδριση υλικού σε ένα εξάρτημα για να του δώσει το τελικό του σχήμα. Ορίστε το σχήμα ενός εξαρτήματος προγραμματίζοντας τη διαδρομή του εργαλείου φινιρίσματος και έπειτα χρησιμοποιήστε το τμήμα G71 PQ. Οποιεσδήποτε εντολές F,S ή T στη γραμμή G71 ή σε ισχύ κατά το G71 χρησιμοποιούνται στον κύκλο εκχόνδρισης G71. Συνήθως μια κλήση G70 στο ίδιο τμήμα PQ χρησιμοποιείται για το τελείωμα του σχήματος. Υπάρχουν δύο τύποι διαδρομών με την εντολή G71. Ο πρώτος τύπος διαδρομής (Τύπος I) είναι όταν ο άξονας-x της προγραμματισμένης διαδρομής δεν αλλάζει κατεύθυνση. Ο δεύτερος τύπος διαδρομής (Τύπος II) επιτρέπει στον άξονα-x να αλλάξει κατεύθυνση. Και για τους δύο τύπους διαδρομής ο άξονας-z δεν μπορεί να αλλάξει κατεύθυνση. Ο Τύπος I επιλέγεται έχοντας μόνο μια κίνηση του άξονα-x στο τμήμα που ορίζεται από το P στην κλήση G71. Όταν υπάρχουν οι κινήσεις και του άξονα-x και του Z στο τμήμα P τότε θεωρείται ότι επιλέγεται ο Τύπος II. Όταν βρίσκεστε στην επιλογή λειτουργίας YASNAC, ο Τύπος II επιλέγεται περιλαμβάνοντας το R1 στο τμήμα εντολής G71. Οποιοδήποτε από τα τέσσερα τεταρτημόρια του επιπέδου X-Z μπορούν να περικοπούν ορίζοντας κατάλληλα τους κώδικες διεύθυνσης D, I, K, U, και W 139
140 Στα σχήματα, το σημείο έναρξης S είναι η θέση του εργαλείου κατά την κλήση του G71. Το ελεύθερο επίπεδο Z προέρχεται από το σημείο έναρξης του άξονα-z και το σύνολο των ανοχών φινιρίσματος W και προαιρετικού K. Σχέσεις Διευθύνσεων G71 Στοιχεία Τύπου I Όταν ο Τύπος I ορίζεται από τον προγραμματιστή θεωρείται ότι η διαδρομή εργαλείου του άξονα-x δεν αντιστρέφεται κατά την κοπή. Κάθε θέση περάσματος εκχόνδρισης του άξονα-x ορίζεται εφαρμόζοντας την καθορισμένη τιμή του D στην τρέχουσα θέση του X. Η φύση της κίνησης στο ελεύθερο επίπεδο του Z για κάθε πέρασμα εκχόνδρισης ορίζεται από τον κώδικα G στο τμήμα P. Αν το τμήμα P περιέχει έναν κώδικα G00, τότε η κίνηση στο ελεύθερο επίπεδο του Z θα είναι σε γρήγορη κίνηση. Αν το τμήμα P περιέχει έναν κώδικα G01 τότε η κίνηση θα γίνει στο ρυθμό πρόωσης G71. Κάθε πέρασμα σταματά προτού να τέμνει την προγραμματισμένη διαδρομή εργαλείου επιτρέποντας ανοχές φινιρίσματος και εκχόνδρισης. Το εργαλείο τότε αποσύρεται από το υλικό, σε γωνία 45 μοιρών κατά την απόσταση που ορίζεται στη ρύθμιση 73. Το εργαλείο τότε κινείται γρήγορα στο ελεύθερο επίπεδο του άξονα-z. Όταν ολοκληρωθεί η εκχόνδριση το εργαλείο κινείται στη διαδρομή για να καθαρίσει την κοπή. Αν έχουν οριστεί τα I και K, θα εκτελεστεί επιπρόσθετη κοπή τελειώματος παράλληλα με τη διαδρομή εργαλείου. Στοιχεία Τύπου II Όταν ορίζεται ο Τύπος II από τον προγραμματιστή η διαδρομή PQ στον άξονα-x επιτρέπεται να αλλάζει (παράδειγμα, η διαδρομή του εργαλείου στον άξονα-x μπορεί να αντιστρέψει την κατεύθυνση). Η διαδρομή PQ στον άξονα-x δεν πρέπει να υπερβεί την αρχική εναρκτήρια θέση. Μόνη εξαίρεση αποτελεί το τελικό τμήμα Q. Ο Τύπος II, όταν η Ρύθμιση 33 είναι στο YASNAC, πρέπει να περιλαμβάνει το R1 (χωρίς δεκαδικά) στο τμήμα εντολής G71. Ο Τύπος II, όταν η Ρύθμιση 33 είναι στο FANUC, πρέπει να έχει μια αναφορά κίνησης, στον άξονα-x και στον άξονα-z, στο τμήμα που ορίζεται από το P. Αυτή η εκχόνδριση είναι παρόμοια με τον Τύπο I εκτός από το ότι μετά από κάθε πέρασμα στον άξονα-z, το εργαλείο θα ακολουθήσει τη διαδρομή που ορίζεται από το PQ. Το εργαλείο τότε θα αποσυρθεί παράλληλα με τον άξονα-x σε μια απόσταση που ορίζεται στη Ρύθμιση 73 (Ανάκληση Κύκλου Κατεργασίας). Η μέθοδος εκχόνδρισης Τύπου II δεν αφήνει βήματα στο εξάρτημα πριν το τέλος της κοπής και τυπικά έχει καλύτερο φινίρισμα. 140

 για διαδρομές PQ με πολλαπλά κοιλώματα.")
141 Κοιλώματα Κοιλώματα στο Ίδιο Επίπεδο Φωλιασμένα Ένα κοίλωμα ορίζεται ως μια αλλαγή στην κατεύθυνση που δημιουργεί μια κοίλη επιφάνεια στο υλικό που κόβεται. Αν διαδοχικά κοιλώματα βρίσκονται στο ίδιο επίπεδο, μπορεί να υπάρξει απεριόριστος αριθμός κοιλωμάτων. Όταν κοιλώματα βρίσκονται μέσα σε κοιλώματα (φωλιασμένα), δεν μπορούν να υπάρξουν παραπάνω από 10 επίπεδα φωλιάσματος. Τα παρακάτω σχήματα δείχνουν την ακολουθία των κοπών εκχόνδρισης (Τύπου I και II) για διαδρομές PQ με πολλαπλά κοιλώματα. Όλο το υλικό πάνω από τα κοιλώματα εκχονδρίζεται πρώτο, και ακολουθούν τα κοιλώματα προς την κατεύθυνση Z. Ακολουθία Διαδρομής για την Εκχόνδριση Τύπου ΙΙ Ανάκληση Εργαλείου Τύπος Ι και ΙΙ 141

142 ΣΗΜΕΙΩΣΗ: Μια συνέπεια της χρήσης ανοχής φινιρίσματος ή εκχόνδρισης Z είναι το όριο μεταξύ των δύο κοπών στη μια πλευρά ενός κοιλώματος και το αντίστοιχο σημείο στην άλλη πλευρά του κοιλώματος. Αυτή η απόσταση πρέπει να είναι μεγαλύτερη από το διπλάσιο του συνόλου τω ανοχών φινιρίσματος και εκχόνδρισης. Παράδειγμα, αν η διαδρομή G71 Τύπος 2 περιέχει τα ακόλουθα:... X-5. Z-5. X-5.1 Z-5.1 X-3.1 Z Η μεγαλύτερη ανοχή που μπορεί να οριστεί είναι 0.999, καθώς η οριζόντια απόσταση από την αρχή της κοπής 2 προς το ίδιο σημείο στην κοπή 3 είναι 0.2. Αν οριστεί μεγαλύτερη ανοχή, θα επέλθει υπερβολική κοπή. Η αντιστάθμιση κοπτικού προσεγγίζεται ρυθμίζοντας την ανοχή εκχόνδρισης σύμφωνα με την ακτίνα και τον τύπο της άκρης του εργαλείου. Επομένως, τα όρια που ισχύουν για την ανοχή ισχύουν επίσης για το σύνολο της ανοχής και την ακτίνα του εργαλείου. ΣΗΜΕΙΩΣΗ: Αν η τελευταία κοπή στη διαδρομή P-Q είναι μια μη-μονότονη καμπύλη (με τη χρήση ανοχής φινιρίσματος) προσθέστε μια μικρή ανάκληση κοπής. Μη χρησιμοποιείτε το W. Παράδειγμα Προγράμματος % O0070 T101 G50 S2500 G97 S509 M03 G00 G54 X6. Z0.05 G96 S800 G71 P1 Q2 D0.15 U0.01 W0.005 F0.014 N1 G00 X2 G01 Z-3 F0.006 X3.5 G03 X4. Z-3.25 R0.25 G01 Z-6. N2 X6. G70 P1 Q2 M09 G28 M05 M30 % G71 Παράδειγμα Βασικού Κώδικα G Περιγραφή (G71 Κύκλος Εκχόνδρισης) (ΠΕΡΑΣΜΑ ΦΙΝΙΡΙΣΜΑΤΟΣ) 142
143 G71 ΤύποςI O.D./I.D. Απομάκρυνση Υλικού Παράδειγμα Προγράμματος Περιγραφή % O0071 (ΠΑΡΑΔΕΙΓΜΑ FANUC G71 ΤΥΠΟΥ Ι) T101(CNMG 432) (Αλλαγή εργαλείου & εφαρμογή Νέων Οριζόμενων Σχετικών Θέσεων) G00 G54 X6.6 Z.05 M08 (Γρήγορη Κίνηση προς την Αρχική Θέση) G50 S2000 (Ρύθμιση Μέγιστων RPM2000) G97 S636 M03 (Λειτουργία Ατράκτου) G96 S750 (Λειτουργία Ταχύτητας συνεχούς επιφάνειας) G71 P1 Q11 D0.15 U0.01 W0.005 F0.012 (Ορισμός κύκλου εκχόνδρισης) N1 G00 X P (Αρχή ορισμού) N2 G01 X1. Z F0.004 (Πέρασμα Φινιρίσματος.004 ) N3 Z-1 N4 X N5 G03 X2.5 Z R N6 G01 Z N7 G02 X Z-3.25 N8 G01 X N9 X4.5 Z-3,5183 N10 Z-6.5 N11 X6.0 Q (Τέλος ορισμού) G00 X0 Z0 T100 (Γρήγορη κίνηση για τη θέση αλλαγής εργαλείου) T202 (Τέλος Εργαλείου) G50 S2500 G97 S955 M03 G00 X6. Z0.05 M08 G96 S1500 G70 P1 Q11 G00 X0 Z0 T200 M30 % 143

144 Παράδειγμα Προγράμματος % O0001 T101 G97 S1200 M03 ; G00 X2. Z0 G71 P1 Q6 D.035 U.03 W0.01 F0.01 ; N1 X1.5 Z-0.5 F0.004 N2 Z-1. N3 Z-1.5 N4 N5 X0.5 Z-2.5 R0.5 N6 X2. ; T202 G97 S1500 M03 ; G70 P1 Q6 ; G28 M30 % G71 Τύπος II O.D./I.D. Παράδειγμα Απομάκρυνσης Υλικού Περιγραφή (Παράδειγμα YASNAC G71 Τύπου II) (Κύκλος εκχόνδρισης) S (Θέση έναρξης) P (Ορισμός Διαδρομής PQ) Q (Τέλος Διαδρομής PQ) (Εργαλείο φινιρίσματος) (Πέρασμα φινιρίσματος) 144
145 Παράδειγμα Προγράμματος % O0069 T101 G50 S2500 G97 S509 M03 G54 G00 X6. Z0.05 G96 S800 G72 P1 Q2 D0.075 U0.01 W0.005 F0.012 N1 G00 Z-0.65 G01 X3. F0.006 Z X Z0 X N2 G00 Z0.02 G70 P1 Q2 M05 G28 M30 % G71 I.D. Παράδειγμα Απομάκρυνσης Υλικών G72 Παράδειγμα Βασικού Κώδικα G Περιγραφή (G72 Κύκλος Εκχόνδρισης) (Πέρασμα Φινιρίσματος) ΣΗΜΕΙΩΣΗ: Βεβαιωθείτε ότι η θέση έναρξης του εργαλείου βρίσκεται κάτω από τη διάμετρο του εξαρτήματος που θέλετε να αρχίσετε εκχόνδριση, πριν ορίσετε ένα G71 σε ένα I.D. με αυτόν τον κύκλο ΕΡΓΑΛΕΙΟ ΝΕΑ ΟΡΙΖΟΜΕΝΗ ΣΧΕΤΙΚΗ ΘΕΣΗ ΑΚΤΙΝΑ ΑΚΡΗ
 N6 G00 X3. (N6 είναι η αρχή της γεωμετρίας της διαδρομής του εξαρτήματος που ορίζεται από το P6 στη γραμμή G71) N7 G01 Z-1.75 F0.")
146 Ο00088 (Παράδειγμα χρήσης G71 σε I.D) N2 T404 (Εργαλείο 4 Νέα οριζόμενη σχετική θέση 4) N3 G97 S2000 M03 N4 G54 G00 X0.7 Z0.1 M08 (Γρήγορη κίνηση στη θέση έναρξης κάτω από την I.D. διάμετρο υλικού) N5 G71 P6 Q10 U W0.005 D0.08 F0.01 (U είναι μείον για την G71 I.D. Εκχόνδριση) N6 G00 X3. (N6 είναι η αρχή της γεωμετρίας της διαδρομής του εξαρτήματος που ορίζεται από το P6 στη γραμμή G71) N7 G01 Z-1.75 F0.005 N8 X1.5 N9 Z-2.25 F0.003 N10 X0.73 (N10 είναι το τέλος της γεωμετρίας της διαδρομής του εξαρτήματος που ορίζεται από το Q10 στη γραμμή G71) N11 G70 P6 Q10 (G70 Ορίζει ένα πέρασμα φινιρίσματος για τις γραμμές P6 ως P10) N12 M09 N13 G28 (Αποστολή μηχανήματος στην αρχική θέση για την αλλαγή εργαλείων) G72 Κύκλος εκχόνδρυσης μετώπου (Ομάδα 00) *D Βάθος κοπής για κάθε πέρασμα απομάκρυνσης υλικού, θετικό *F Ρυθμός πρόωσης στο τμήμα G72 PQ *I Άξονας-X μέγεθος και κατεύθυνση ανοχής περάσματος εκχόνδρισης G72, ακτίνα *K Άξονας-Z μέγεθος και κατεύθυνση ανοχής περάσματος εκχόνδρισης G72 P Αριθμός εναρκτήριου τμήματος διαδρομής εκχόνδρισης Q Αριθμός τερματικού τμήματος διαδρομής εκχόνδρισης *S Ταχύτητα ατράκτου στο τμήμα G72 PQ *T Εργαλείο και Νέα οριζόμενη σχετική θέση στο τμήμα G72 PQ *U Άξονας-X, μέγεθος και κατεύθυνση ανοχής φινιρίσματος G72, διάμετρος *W Άξονας-Z, μέγεθος και κατεύθυνση ανοχής φινιρίσματος G72 * δείχνει ότι είναι προαιρετικό G72 Κύκλος Απομάκρυνσης Υλικού Τέλους Πρόσοψης Αυτός ο κύκλος κατεργασίας θα μετακινήσει το υλικό σε ένα εξάρτημα για να πάρει το τελικό σχήμα. Μοιάζει με το G71 αλλά μετακινεί το υλικό κατά μήκος της πρόσοψης του εξαρτήματος. Ορίσετε το σχήμα του εξαρτήματος προγραμματίζοντας τη διαδρομή εργαλείου φινιρίσματος και έπειτα χρησιμοποιήστε το τμήμα G72 PQ. Οποιεσδήποτε εντολές F,S ή T στη γραμμή G72 ή σε ισχύ κατά το G72 χρησιμοποιούνται στον κύκλο εκχόνδρισης. Συνήθως μια κλήση G70 στο ίδιο τμήμα PQ χρησιμοποιείται για το τελείωμα του σχήματος. Υπάρχουν δύο τύποι διαδρομών με την εντολή G72. Ο πρώτος τύπος διαδρομής (Τύπος I) είναι όταν ο άξονας-z της προγραμματισμένης διαδρομής δεν αλλάζει κατεύθυνση. Ο δεύτερος τύπος διαδρομής (Τύπος II) επιτρέπει στον άξονα-z να αλλάξει κατεύθυνση. Και για τους δύο τύπους διαδρομής ο άξονας- X δεν μπορεί να αλλάξει κατεύθυνση. Αν η Ρύθμιση 33 είναι στο FANUC, ο Τύπος I έχοντας μόνο κίνηση στον άξονα-x στο τμήμα που ορίζεται από το P στην κλήση G72. Όταν υπάρχουν οι κινήσεις και του άξονα-x και του άξονα-z στο τμήμα P τότε θεωρείται ότι επιλέγεται ο Τύπος II. Αν η Ρύθμιση 33 είναι στο YASNAC, ο Τύπος II επιλέγεται περιλαμβάνοντας το R1 στο τμήμα εντολής G72. (Δείτε τα στοιχεία του Τύπου II). 146
147 Το G72 αποτελείται από τις φάσεις εκχόνδρισης και φινιρίσματος. Οι φάσεις αντιμετωπίζονται ελαφρώς διαφορετικά για τον Τύπο I και τον Τύπο II. Γενικά, η φάση εκχόνδρισης αποτελείται από επαναλαμβανόμενα περάσματα κατά μήκος του άξονα-x στον καθορισμένο ρυθμό πρόωσης. Η φάση φινιρίσματος αποτελείται από ένα πέρασμα κατά μήκος της διαδρομής εργαλείου για να μετακινηθεί το επιπλέον υλικό που έμεινε από τη φάση εκχόνδρισης αλλά και για να αφήσει τελειωμένο το υλικό για ένα τμήμα G70 ίσως με ένα εργαλείο φινιρίσματος. Η τελική κίνηση κάθε τύπου είναι η επιστροφή στο σημείο έναρξης S. Στο προηγούμενο σχέδιο το σημείο έναρξης S είναι η θέση του εργαλείου σε μια κλήση G72. Το ελεύθερο επίπεδο X προέρχεται από το σημείο έναρξης του άξονα-x και το σύνολο των ανοχών φινιρίσματος U και προαιρετικού I. Οποιοδήποτε από τα τέσσερα τεταρτημόρια του επιπέδου X-Z μπορούν να περικοπούν ορίζοντας κατάλληλα τους κώδικες διεύθυνσης D, I, K, U, και W. Το παρακάτω σχήμα δείχνει τα κατάλληλα πρόσημα γι αυτές τις διευθύνσεις κωδικών ώστε να υπάρξει η επιθυμητή εκτέλεση στα σχετιζόμενα τεταρτημόρια. G72 Σχέσεις Διευθύνσεων Στοιχεία Τύπου I Όταν ο Τύπος I ορίζεται από τον προγραμματιστή θεωρείται ότι η διαδρομή εργαλείου του άξονα-z δεν αντιστρέφεται κατά την κοπή. Κάθε θέση περάσματος εκχόνδρισης του άξονα-z ορίζεται εφαρμόζοντας την καθορισμένη τιμή του D στην τρέχουσα θέση του Z. Η φύση της κίνησης στο ελεύθερο επίπεδο του Z για κάθε πέρασμα εκχόνδρισης ορίζεται από τον κώδικα G στο τμήμα P. Αν το τμήμα P περιέχει έναν κώδικα G00, τότε η κίνηση στο ελεύθερο επίπεδο του Χ θα είναι σε γρήγορη κίνηση. Αν το τμήμα P περιέχει έναν κώδικα G01 τότε η κίνηση θα γίνει στο ρυθμό πρόωσης G72. Κάθε πέρασμα σταματά προτού να τέμνει την προγραμματισμένη διαδρομή εργαλείου επιτρέποντας ανοχές φινιρίσματος και εκχόνδρισης. Το εργαλείο τότε αποσύρεται από το υλικό, σε γωνία 45 μοιρών κατά την απόσταση που ορίζεται στη ρύθμιση 73. Το εργαλείο τότε κινείται γρήγορα στο ελεύθερο επίπεδο του άξονα-χ. Όταν ολοκληρωθεί η εκχόνδριση το εργαλείο κινείται κατά μήκος της διαδρομής για να καθαρίσει την κοπή. Αν έχουν οριστεί τα I και K, θα εκτελεστεί επιπρόσθετη κοπή τελειώματος παράλληλα με τη διαδρομή εργαλείου Στοιχεία Τύπου II Όταν ορίζεται ο Τύπος II από τον προγραμματιστή η διαδρομή PQ στον άξονα-ζ επιτρέπεται να αλλάζει (παράδειγμα, η διαδρομή του εργαλείου στον άξονα-ζ μπορεί να αντιστρέψει την κατεύθυνση). Η διαδρομή PQ στον άξονα-z δεν πρέπει να υπερβαίνει την αρχική θέση έναρξης. Η μόνη εξαίρεση είναι στο τμήμα Q. Ο Τύπος II, όταν η Ρύθμιση 33 είναι στο YASNAC, πρέπει να περιλαμβάνει το R1 (χωρίς δεκαδικά) στο τμήμα εντολής G71. Ο Τύπος II, όταν η Ρύθμιση 33 είναι στο FANUC, πρέπει να έχει μια αναφορά κίνησης, στον άξονα-x και στον άξονα-z, στο τμήμα που ορίζεται από το P. 147
.")
148 Αυτή η εκχόνδριση είναι παρόμοια με τον Τύπο I εκτός από το ότι μετά από κάθε πέρασμα στον άξονα-χ, το εργαλείο θα ακολουθήσει τη διαδρομή που ορίζεται από το PQ. Το εργαλείο τότε θα αποσυρθεί παράλληλα με τον άξονα-ζ σε μια απόσταση που ορίζεται στη Ρύθμιση 73 (Ανάκληση Κύκλου Κατεργασίας). Η μέθοδος εκχόνδρισης Τύπου II δεν αφήνει βήματα στο εξάρτημα πριν το τέλος της κοπής και τυπικά έχει καλύτερο φινίρισμα. Σημείωση: Μια συνέπεια της χρήσης ανοχής φινιρίσματος ή εκχόνδρισης Χ είναι το όριο μεταξύ των δύο κοπών στη μια πλευρά ενός κοιλώματος και το αντίστοιχο σημείο στην άλλη πλευρά του κοιλώματος. Αυτή η απόσταση πρέπει να είναι μεγαλύτερη από το διπλάσιο του συνόλου τω ανοχών φινιρίσματος και εκχόνδρισης. Παράδειγμα, αν η διαδρομή G72 Τύπος 2 περιέχει τα ακόλουθα:... X-5. Z-5. X-5.1 Z-5.1 X-8.1 Z Η μεγαλύτερη ανοχή που μπορεί να οριστεί είναι 0.999, καθώς η οριζόντια απόσταση από την αρχή της κοπής 2 προς το ίδιο σημείο στην κοπή 3 είναι 0.2. Αν οριστεί μεγαλύτερη ανοχή, θα επέλθει υπερβολική κοπή. Η αντιστάθμιση κοπτικού προσεγγίζεται ρυθμίζοντας την ανοχή εκχόνδρισης σύμφωνα με την ακτίνα και τον τύπο της άκρης του εργαλείου. Επομένως, τα όρια που ισχύουν για την ανοχή ισχύουν επίσης για το σύνολο της ανοχής και την ακτίνα του εργαλείου. ΠΡΟΣΟΧΗ! Αν η τελευταία κοπή στη διαδρομή P-Q είναι μια μη-μονότονη καμπύλη, με τη χρήση ανοχής φινιρίσματος, προσθέστε μια μικρή ανάκληση κοπής (μη χρησιμοποιείτε το U). G72 Απομάκρυνση Τέλους Πρόσοψης 148

149 Παράδειγμα Προγράμματος Περιγραφή % (G72 Κύκλος Εκχόνδρισης) T101 S1000 M03 G00 G54 X2.1 Z0.1 G72 P1 Q2 D0.06 I0.02 K0.01 U0.0 W0.01 S1100 F0.015 N1 G01 Z-0.46 X2.1 F0.005 X2. G03 X1.9 Z-0.45 R0.2 G01 X1.75 Z-0.4 G02 X1.65 Z-.4 R0.06 G01 X1.5 Z-0.45 G03 X1.3 Z-0.45 R0.12 G01 X1.17 Z-41 G02 X1.03 Z-0.41 R0.1 G01 X0.9 Z-0.45 G03 X0.42 Z-0.45 R0.19 G03 X0.2 Z-0.3 R0.38 N2 G01 X0.01 Z0 G70 P1 Q2 (Πέρασμα φινιρίσματος) M05 G28 M30 % G73 Τυχαίας διαδρομής κύκλος εκχόνδρυσης (Ομάδα 00) D Αριθμός περασμάτων κοπής, θετικός αριθμός * F Ρυθμός πρόωσης στο τμήμα G73 PQ I Άξονας-X, απόσταση και κατεύθυνση από την πρώτη κοπή ως την τελευταία, ακτίνα K Άξονας-Z, απόσταση και κατεύθυνση από την πρώτη κοπή ως την τελευταία P Αριθμός εναρκτήριου τμήματος διαδρομής εκχόνδρισης Q Αριθμός τερματικού τμήματος διαδρομής εκχόνδρισης * S Ταχύτητα ατράκτου στο τμήμα G73 PQ * T Εργαλείο και Νέα οριζόμενη σχετική θέση στο τμήμα G73 PQ * U Άξονας-X, μέγεθος και κατεύθυνση ανοχής φινιρίσματος G73, διάμετρος * W Άξονας-Z, μέγεθος και κατεύθυνση ανοχής φινιρίσματος G73 * δείχνει ότι είναι προαιρετικό G73 Άτακτη Διαδρομή Απομάκρυνσης Υλικού Ο κύκλος κατεργασίας G73 μπορεί να χρησιμοποιηθεί για εκχόνδριση προσχηματισμένων υλικών όπως τα χυτά προϊόντα. Ο κύκλος κατεργασίας θεωρεί ότι αυτό το υλικό έχει αφαιρεθεί ή του λείπει μια συγκεκριμένη γνωστή απόσταση από την προγραμματισμένη διαδρομή εργαλείου PQ. 149

150 Το μηχάνημα ξεκινά από την τρέχουσα θέση (S), και πηγαίνει στην πρώτη κοπή εκχόνδρισης είτε με γρήγορη κίνηση είτε με ρυθμό πρόωσης. Η φύση της προσεγγιστικής κίνησης βασίζεται στο αν ένα G00 ή G01 είναι προγραμματισμένο στο τμήμα P. Το μηχάνημα συνεχίζει παράλληλα με την προγραμματισμένη διαδρομή εργαλείου. Όταν φτάσει στο τμήμα Q εκτελείται μια γρήγορη κίνηση αναχώρησης προς τη θέση Έναρξης συν τη νέα οριζόμενη σχετική θέση για το δεύτερο πέρασμα εκχόνδρισης. Τα περάσματα εκχόνδρισης συνεχίζουν με τον ίδιο τρόπο για το σύνολο των περαμάτων που ορίζεται στο D. Όταν ολοκληρωθεί το τελευταίο πέρασμα, το εργαλείο επιστρέφει στη θέση έναρξης S. Μόνο τα F, S και T πριν από ή μέσα στο τμήμα G73 είναι ενεργά. Οποιοσδήποτε κώδικας τροφοδοσίας (F), ταχύτητας ατράκτου (S) ή αλλαγής εργαλείου (T) στις γραμμές από το P ως το Q αγνοούνται. Η νέα οριζόμενη σχετική θέση της πρώτης κοπής εκχόνδρισης ορίζεται από το (U/2 + I) για τον άξονα-x και από το (W + K) για τον άξονα-z. Κάθε διαδοχικό πέρασμα κοπής εκχόνδρισης κινείται με αυξητικό τρόπο πιο κοντά στο τελικό πέρασμα φινιρίσματος εκχόνδρισης κατά ποσό (I/(D- 1)) στον άξονα-x και κατά ποσό (K/(D-1)) στον άξονα-z. Η τελευταία κοπή εκχόνδρισης πάντα αφήνει ανοχή φινιρίσματος υλικού που ορίζεται από το U/2 για τον άξονα-x και W για τον άξονα-z. Αυτός ο κύκλος κατεργασίας τείνει να χρησιμοποιείται με τον κύκλο κατεργασίας φινιρίσματος G70. Η προγραμματισμένη διαδρομή εργαλείου PQ δεν χρειάζεται να είναι μονότονη στον X ή τον Z, αλλά πρέπει να δοθεί προσοχή για να εξασφαλίσετε ότι το υπάρχον υλικό δεν μπερδεύεται με την κίνηση του εργαλείου κατά τη διάρκεια των κινήσεων αναχώρησης και προσέγγισης. Η τιμή του D πρέπει να είναι θετικός ακέραιος αριθμός. Αν η τιμή D περιλαμβάνει δεκαδικό, θα δημιουργηθεί ειδοποίηση. Τα τέσσερα τεταρτημόρια του επιπέδου ZX μπορούν να επεξεργαστούν αν χρησιμοποιούνται τα ακόλουθα πρόσημα για τα U, I, W, και K. G74 Κύκλος Μετωπικής Αυλάκωσης, Βηματική Διάτρηση (Ομάδα 00) *D Καθαρισμός εργαλείου όταν επιστρέφει στο επίπεδο έναρξης, θετικό *F Ρυθμός πρόωσης *I Άξονας-X, βαθμός αύξησης μεταξύ τρυπημάτων σε ένα κύκλο (μέτρηση ακτίνας) K Άξονας-Z, βαθμός αύξησης μεταξύ κύκλων τρυπημάτων *U Άξονας-X, επαυξημένη απόσταση προς το συνολικό βάθος τρυπήματος W Άξονας-Z, επαυξημένη απόσταση προς το πιο μακρινό κύκλο τρυπήματος, με πρόσημο *X Άξονας-X, απόλυτη θέση προς το συνολικό βάθος τρυπήματος, πρόσημο διαμέτρου Z Άξονας-Z, απόλυτη θέση προς το πιο μακρινό κύκλο τρυπήματος, με πρόσημο *δείχνει ότι είναι προαιρετικό G74 Κύκλος Μετωπικής Αυλάκωσης, Βηματική Διάτρηση 150


151 Ο κύκλος κατεργασίας G74 μπορεί να χρησιμοποιηθεί για τη χάραξη της πρόσοψης του εξαρτήματος για τρύπημα τρυποκάρυδου, ή περιστροφή. Όταν ένας κώδικας X, ή U, προστίθεται σε ένα τμήμα G74 και ο X δεν είναι στην τρέχουσα θέση, τότε θα προκληθούν το λιγότερο δύο κύκλοι τρυποκάρυδου. Ο ένας στην τρέχουσα θέση και ο άλλος στη θέση του X. Ο κώδικας I είναι η επαυξημένη απόσταση ανάμεσα στους κύκλους τρυποκάρυδου του άξονα-x. Προσθέτοντας ένα I θα εκτελεστούν πολλαπλοί κύκλοι τρυποκάρυδου, με τακτικά διαστήματα ανάμεσα στη θέση έναρξης S και τον X. Αν η απόσταση μεταξύ S και X δεν είναι τακτικά διαιρεμένη από το I τότε το τελευταίο διάστημα θα είναι μικρότερο από το I. Όταν το K προστίθεται σε ένα τμήμα G74, τότε το τρύπημα τρυποκάρυδου θα εκτελεστεί σε κάθε διάστημα που ορίζεται από το K, το τρύπημα είναι μια γρήγορη κίνηση αντίθετα με την κατεύθυνση πρόωσης με μια απόσταση που ορίζεται από τη Ρύθμιση 22. Ο κώδικας D μπορεί να χρησιμοποιηθεί για χάραγμα και περιστροφή ώστε το υλικό να είναι καθαρό όταν επιστρέφει στο αρχικό επίπεδο S. G74 Κύκλος Χάραξης Τέλους Πρόσοψης Παράδειγμα Προγράμματος Περιγραφή % Ο0071 Τ101 G97 S750 M03 G00 X3. Z0.05 (Γρήγορη Κίνηση στη θέση έναρξης) G74 Z-0.5 K0.1 F0.01 (Πρόωση Ζ-.5 με τρύπημα.100 ) G28 M30 % G74 Κύκλος Χάραξης Τέλους Πρόσοψης (Πολλαπλά Περάσματα) Παράδειγμα Προγράμματος % Ο0074 Τ101 G97 S750 M03 G00 X3. Z0.05 G74 X1.75 Z-0.5 I0.2 K0.1 F0.01 G28 M30 % Περιγραφή (Γρήγορη Κίνηση στη θέση έναρξης) (Κύκλος χάραξης πολλαπλών περασμάτων) 151
 *D Καθαρισμός εργαλείου όταν επιστρέφει στο επίπεδο έναρξης, θετικό *F Ρυθμός πρόωσης *I Άξονας-X, βαθμός αύξησης μεταξύ τρυπημάτων σε ένα κύκλο (μέτρηση ακτίνας) *K")
152 G75 Εξωτ.διαμ. / Εσωτ.Διαμ. Κύκλος αυλάκωσης (Ομάδα 00) *D Καθαρισμός εργαλείου όταν επιστρέφει στο επίπεδο έναρξης, θετικό *F Ρυθμός πρόωσης *I Άξονας-X, βαθμός αύξησης μεταξύ τρυπημάτων σε ένα κύκλο (μέτρηση ακτίνας) *K Άξονας-Z, βαθμός αύξησης μεταξύ κύκλων τρυπημάτων *U Άξονας-X, επαυξημένη απόσταση προς το συνολικό βάθος τρυπήματος W Άξονας-Z, επαυξημένη απόσταση προς το πιο μακρινό κύκλο τρυπήματος, με πρόσημο *X Άξονας-X, απόλυτη θέση προς το συνολικό βάθος τρυπήματος, πρόσημο διαμέτρου Z Άξονας-Z, απόλυτη θέση προς το πιο μακρινό κύκλο τρυπήματος, με πρόσημο * δείχνει ότι είναι προαιρετικό G75O.D. / I.D. Κύκλος Χάραξης Ο κύκλος κατεργασίας G75 μπορεί να χρησιμοποιηθεί για τη χάραξη μιας εξωτερικής διαμέτρου. Όταν ένας κώδικας Z, ή W, προστίθεται σε ένα τμήμα G75 και ο Z δεν είναι στην τρέχουσα θέση, τότε θα προκληθούν το λιγότερο δύο κύκλοι τρυποκάρυδου. Ο ένας στην τρέχουσα θέση και ο άλλος στη θέση του Z. Ο κώδικας K είναι η επαυξημένη απόσταση ανάμεσα στους κύκλους τρυποκάρυδου του άξονα-z. Προσθέτοντας ένα K θα εκτελεστούν πολλαπλές, με τακτικά διαστήματα, χαράξεις. Αν η απόσταση μεταξύ της αρχικής θέσης και του συνολικού βάθους (Z) δεν είναι τακτικά διαιρεμένη από το K τότε το τελευταίο διάστημα κατά μήκος του Z θα είναι μικρότερο από το K. Σημειώστε ότι το καθάρισμα των αποβλήτων ορίζεται από τη Ρύθμιση
 G00 X5. Z0.1 G28 M30 % Το παρακάτω πρόγραμμα είναι ένα παράδειγμα προγράμματος G75 (Πολλαπλά Περάσματα): Παράδειγμα Προγράμματος % Ο0075 T101 G97 S750 M03 G00 X4.")
153 Παράδειγμα Προγράμματος Περιγραφή % Ο0075 T101 G97 S750 M03 G00 X4.1 Z0.05 (Γρήγορη κίνηση στη θέση Καθαρισμού) G01 Z-0.75 F0.05 (Πρόωση στη θέση Χάραξης) G75 X3.25 I0.1 F0.01 (O.D/I.D Μόνο πέρασμα Τρυπήματος χάραξης) G00 X5. Z0.1 G28 M30 % Το παρακάτω πρόγραμμα είναι ένα παράδειγμα προγράμματος G75 (Πολλαπλά Περάσματα): Παράδειγμα Προγράμματος % Ο0075 T101 G97 S750 M03 G00 X4.1 Z0.05 G01 Z-0.75 F0.05 G75 X3.25 Z-1.75 I0.1 K0.2 F0.01 G00 X5. Z0.1 G28 M30 % Περιγραφή (Γρήγορη κίνηση στη θέση Καθαρισμού) (Πρόωση στη θέση Χάραξης) (O.D./I.D. Πολλαπλό πέρασμα Τρυπήματος χάραξης) G76 Κύκλος σπειρωτόμησης, πολλαπλά περάσματα (Ομάδα 00) *A Γωνία μύτης εργαλείου (τιμή: 0 ως 120 μοίρες) Μη χρησιμοποιείτε υποδιαστολή D Βάθος κοπής πρώτου περάσματος F(E) Ρυθμός πρόωσης, η καθοδήγηση του σπειρώματος *I Ποσό κωνικού σπειρώματος, μέτρηση ακτίνας K Ύψος σπειρώματος, ορίζει το βάθος σπειρώματος, μέτρηση ακτίνας *P Μονή Κοπή Κόψης (συνεχές φορτίο) *Q Αρχική Γωνία Σπειρώματος (Μη χρησιμοποιείτε υποδιαστολή) *U Άξονας-X, επαυξημένη απόσταση, από την αρχή ως το μέγιστο βάθος Διαμέτρου σπειρώματος *W Άξονας-Z, επαυξημένη απόσταση, από την αρχή ως το μέγιστο μήκος σπειρώματος *X Άξονας-X, απόλυτη θέση, μέγιστο Βάθος Διαμέτρου σπειρώματος *Z Άξονας-Z, απόλυτη θέση, μέγιστο μήκος σπειρώματος * δείχνει ότι είναι προαιρετικό Οι ρυθμίσεις 95 / 96 καθορίζουν το μέγεθος του σπασίματος της γωνίας / γωνία. M23 / 24 ανοίγει/κλείνει το σπάσιμο γωνίας. 153
 θα είναι η τιμή του K μείον την ανοχή φινιρίσματος (Ρύθμιση 86, Ανοχή Φινιρίσματος Σπειρώματος) σε αυτό το ποσό. Το ποσό κωνικού σπειρώματος ορίζεται στο I.")
154 Ο κύκλος κατεργασίας G76 μπορεί να χρησιμοποιηθεί για δημιουργία ίσιων ή κωνικών σπειρωμάτων. Το ύψος του σπειρώματος ορίζεται ως η απόσταση από την κορυφή ως τη ρίζα του σπειρώματος. Το υπολογισμένο βάθος του σπειρώματος (K) θα είναι η τιμή του K μείον την ανοχή φινιρίσματος (Ρύθμιση 86, Ανοχή Φινιρίσματος Σπειρώματος) σε αυτό το ποσό. Το ποσό κωνικού σπειρώματος ορίζεται στο I. Το κωνικό σπείρωμα μετριέται από τη θέση-στόχο των X, Z στο σημείο T ως τη θέση F. Σημειώστε ότι το συμβατικό O.D. κωνικό σπείρωμα θα έχει μια αρνητική τιμή I. Το βάθος της πρώτης κοπής στο σπείρωμα ορίζεται στο D. Το βάθος της τελευταίας κοπής στο σπείρωμα μπορεί να ρυθμιστεί με τη Ρύθμιση 86. Η γωνία μύτης εργαλείου για το σπείρωμα ορίζεται στο A. Η τιμή μπορεί να είναι από 0 ως 120 μοίρες. Αν δεν χρησιμοποιείται ένα A, οι μοίρες θα θεωρηθούν ότι είναι 0. Ο κώδικας F ορίζει το ρυθμό πρόωσης για το σπείρωμα. Είναι πάντα σωστή πρακτική να ορίζετε το G99 (πρόωση ανά περιστροφή) πριν τον κύκλο κατεργασίας σπειρώματος. Ο κώδικας F δείχνει επίσης το βήμα σπειρώματος ή την καθοδήγηση. Στο τέλος του σπειρώματος εκτελείται ένα προαιρετικό σπάσιμο γωνίας. Το μέγεθος και η γωνία του σπασίματος ρυθμίζεται με τη Ρύθμιση 95 (Μέγεθος Σπασίματος Γωνίας Σπειρώματος) και τη Ρύθμιση 96 (Γωνιά Σπασίματος Σπειρώματος). Το μέγεθος του σπασίματος της γωνίας ορίζεται σε αριθμό σπειρωμάτων, έτσι αν το καταγράφεται στη Ρύθμιση 95 και ο ρυθμός πρόωσης είναι.05, τότε το σπάσιμο της γωνίας θα είναι.05. Το σπάσιμο της γωνίας μπορεί να βελτιώσει την εμφάνιση και τη λειτουργικότητα των σπειρωμάτων στα οποία πρέπει να γίνει επεξεργασία μέχρι το ύψος ενός σωλήνα. Αν παρέχεται ελάφρυνση στο τέλος του σπειρώματος τότε το σπάσιμο της γωνίας μπορεί να διαγραφεί ορίζοντας για το μέγεθος του σπασίματος της γωνίας στη Ρύθμιση 95, ή χρησιμοποιώντας το M24. Η προκαθορισμένη τιμή για τη Ρύθμιση 95 είναι και η προκαθορισμένη γωνία για το σπείρωμα (Ρύθμιση 96) είναι 45 μοίρες. G76 Με τη χρήση μιας Τιμής A 154

155 Τέσσερις επιλογές είναι διαθέσιμες για το G76 Πολλαπλή Κοπή Σπειρώματος P1: Μονή κοπή κόψης, συνεχές ποσό κοπής P2: Διπλή κοπή κόψης, συνεχές ποσό κοπής P3: Μονή κοπή κόψης, συνεχές βάθος κοπής P4: Διπλή κοπή κόψης, συνεχές βάθος κοπής Το P1 και το P3 επιτρέπουν σπείρωμα μονής κόψης, αλλά η διαφορά είναι ότι με το P3 γίνεται συνεχές βάθος κοπής με κάθε πέρασμα. Παρόμοια, το P2 και το P4 επιτρέπουν σπείρωμα διπλής κόψης με το P4 να δίνει συνεχές βάθος κοπής με κάθε πέρασμα. Με βάση τη βιομηχανική εμπειρία, η κοπή διπλής κόψης P2 μπορεί να δώσει καλύτερα αποτελέσματα σπειρώματος. Το D ορίζει το βάθος της πρώτης κοπής. Κάθε διαδοχική κοπή ορίζεται από την εξίσωση D*sqrt(N) όπου N είναι το νιοστό πέρασμα στο σπείρωμα. Η καθοδηγητική άκρη του κοπτικού κάνει όλη την κοπή. Για να υπολογίσετε τη θέση X κάθε περάσματος πρέπει να πάρετε το σύνολο όλων των προηγούμενων περασμάτων, μετρώντας από το αρχικό σημείο την τιμή X κάθε περάσματος. Παράδειγμα Προγράμματος % T101 G50 S2500 G97 S1480 M03 G54 G00 X3.1 Z0.5 M08 G76 Κύκλος Σπειρωματικής Κοπής, Πολλαπλά περάσματα Περιγραφή G96 S1200 G01 Z0 F0.01 (Θέση στο μέρος Z0) X-0.04 G00 X3.1 Z0.5 G71P1 Q10 U0.035 W0.005 D0.125 F0.015 N1 Z0 N2 X1. Z F0.006 N3 N4 X1.25 Z-1.25 R0.125 N5 X1.4 N6 Z-1.3 N7 Z-2.25 N8 X Z R0.25 N9 Z R (Ρύθμιση μέγιστων στροφών RPM επιλογή γεωμετρίας εργαλείου) (Λειτουργία ατράκτου επιλογή εργαλείου ένα, Νέα οριζόμενη σχετική θέση ένα) (Επιλογή συντεταγμένης εργασίας και γρήγορη κίνηση στο σημείο αναφοράς, λειτουργία ψυκτικού) (Λειτουργία ταχύτητας συνεχούς επιφανείας) (Ορισμός κύκλου εκχόνδρισης) (Έναρξη διαδρομής εργαλείου) 155
156 N10G01 X3. Z-3.5 G00 Z0.1 M09 G28 N20 T505 G50 S2000 G97 S1200 M03 G00 X1.2 Z0.3 M08 G76 X0.913 Z-0.85 K0.042 D F G00X1.5 Z0.5 G28 M09 N30 T404 G50 S2500 G97 S1200 M03 G54 G00 X1.625 Z0.5 M08 G96 S800 G01 Z F0.012 X1.47 F0.006 X1.51 W0.035 G01 W U-0.07 G00 X1.51 W G01 W0.035 U-0.07 X1.125 G01 X1.51 G00 X3. Z0.5 M09 G28 M30 % (Τέλος διαδρομής εργαλείου) (Δείγμα προγράμματος σπειρώματος HAAS SL-Series, Σύστημα FANUC) (Εργαλείο σπειρώματος) (Γρήγορη κίνηση προς τη θέση) (Κύκλος σπειρώματος) (HAAS SL-Series Σύστημα FANUC) (Εργαλείο χάραξης) Παράδειγμα με τη χρήση Αρχικής Γωνίας Σπειρώματος (Q) G76 X1.92 Z-2. Q60000 F0.2 D0.01 K0.04 (κοπή 60 μοιρών) G76 X1.92 Z-2. Q F0.2 D0.01 K0.04 (κοπή 120 μοιρών) G76 X1.92 Z-2. Q F0.2 D0.01 K0.04 (κοπή μοιρών) Οι ακόλουθοι κανόνες ισχύουν με τη χρήση του Q: 1. Η αρχική γωνία, Q, πρέπει να ορίζεται κάθε φορά που χρησιμοποιείται. Αν δεν ορίζεται τιμή, θεωρείται ότι είναι μηδέν (0). 2. Η γωνία επαυξημένου σπειρώματος είναι μοίρες και δεν μπορεί να έχει δεκαδική υποδιαστολή, παράδειγμα μια γωνία 180 πρέπει να ορίζεται ως Q και μια γωνία 35 ως Q Η γωνία Q πρέπει να εισάγεται ως θετική τιμή από 0 ως Παράδειγμα Έναρξης Πολλαπλών Σπειρωμάτων Πολλαπλά σπειρώματα μπορούν να γίνουν αλλάζοντας το αρχικό σημείο για κάθε κύκλο σπειρώματος. Το προηγούμενο παράδειγμα τροποποιήθηκε τώρα, για τη δημιουργία έναρξης πολλαπλού σπειρώματος. Για να υπολογίσετε τα επιπλέον σημεία έναρξης, η τροφοδοσία διαιρείται (F0.0714) με τον αριθμό των σημείων έναρξης (3).0714 / 3 = Αυτή η τιμή προστίθεται έπειτα στο αρχικό σημείο έναρξης του άξονα-z (γραμμή 2) ώστε να υπολογίσετε το επόμενο σημείο έναρξης (γραμμή 4). Προσθέστε ξανά το ίδιο ποσό στο προηγούμενο σημείο έναρξης (γραμμή 4) για να υπολογίσετε το επόμενο σημείο έναρξης (γραμμή 6). (1) M08 (2) G00 X1.1 Z0.5 (Αρχικό Σημείο Έναρξης) (3) G76 X0.913 Z-0.85 K0.042 D F0.014 (Αρχικό Σημείο Έναρξης) (4) G00 X1.1 Z (Επόμενο Σημείο Έναρξης[ = 5.238]) (5) G76 X0.913 Z-0.85 K0.042 D F (Κύκλος σπειρώματος)) (6) G00 X1.1 Z (Τελευταίο Σημείο Έναρξης[ = 5.476]) (7) G76 X0.913 Z-0.85 K0.042 D F (Κύκλος σπειρώματος) 156
157 G77 Κύκλος μετωπικού φρεζαρίσματος (Η χρήση του Κώδικα-G απαιτεί ενεργό κοπτικό εργαλείο) (Ομάδα 00) ΣΗΜΕΙΩΣΗ: Αυτός ο κύκλος είναι διαθέσιμος μόνο σε τόρνους με Ενεργά Κοπτικά Εργαλεία. *I Γωνία πρώτου επιπέδου, σε μοίρες. J Απόσταση από το κέντρο στο επίπεδο. *L Αριθμός επίπεδων επιφανειών προς κοπή R Ακτίνα Εργαλείου *S Ταχύτητα Ατράκτου *K Διάμετρος Εξαρτήματος * δείχνει ότι είναι προαιρετικό G77 Με ορισμένο L G77 Με Ορισμένο K Ο κύκλος κατεργασίας G77 μπορεί να χρησιμοποιηθεί για να δημιουργήσει μια ή περισσότερες επίπεδες επιφάνειες σε ένα στρογγυλό εξάρτημα. Το G77 λειτουργεί με έναν από τους δύο τρόπους, ανάλογα με το αν έχει οριστεί ένας κώδικας K ή L. Αν έχει οριστεί κώδικας K, θα κοπεί μια επίπεδη επιφάνεια. Αν έχει οριστεί κώδικας L, θα κοπούν L επίπεδες επιφάνειες, σε ισότιμες αποστάσεις γύρω από το εξάρτημα. Το L πρέπει να είναι μεγαλύτερο ή ίσο με το 3. Αν θέλετε δύο πλευρές, εκτελέστε δύο κοπές K σε διάστημα γωνίας I. Η τιμή J ορίζει την απόσταση από το κέντρο του εξαρτήματος ως το κέντρο της επίπεδης επιφάνειας. Ορίζοντας μια μεγαλύτερη απόσταση θα έχει ως αποτέλεσμα μια πιο επιφανειακή κοπή. Αυτό μπορεί να χρησιμοποιηθεί για την εκτέλεση ξεχωριστών περασμάτων εκχόνδρισης και φινιρίσματος. Όταν χρησιμοποιείτε έναν κώδικα L, πρέπει να σιγουρεύεστε ότι το μέγεθος του εξαρτήματος που προκύπτει από γωνία σε γωνία δεν είναι μικρότερο από τη διάμετρο του αρχικού εξαρτήματος, αλλιώς το εργαλείο θα συγκρουστεί με το εξάρτημα κατά τη διάρκεια της προσέγγισης του. Η τιμή S ορίζει τις στροφές-rpm της ταχύτητας που θα διατηρήσει η άτρακτος στη διάρκεια του κύκλου. Η καθορισμένη τιμή είναι 6. Υψηλότερες τιμές δεν θα επηρεάσουν την ομαλοποίηση, αλλά θα επηρεάσουν τη θέση των επιπέδων. Για να υπολογίσετε το μέγιστο λάθος σε μοίρες χρησιμοποιήστε RPM *.006. Η τιμή L επιτρέπει να οριστεί ένα εξάρτημα με πολλές επίπεδες επιφάνειες. Παράδειγμα, L4 ορίζει ένα τετράγωνο, και το L6 ορίζει ένα εξάγωνο. Η τιμή I ορίζει τη νέα οριζόμενη σχετική θέση του κέντρου της πρώτης επίπεδης επιφάνειας από τη θέση μηδέν, σε μοίρες. Αν δεν χρησιμοποιείται η τιμή, η πρώτη επίπεδη επιφάνεια θα ξεκινά από το σημείο μηδέν. Αυτό ισοδυναμεί με τον ορισμό ενός I ίσο με το μισό αριθμό μοιρών που καλύπτονται από την επίπεδη επιφάνεια. Παράδειγμα, μια τετράγωνη κοπή χωρίς τιμή I θα ήταν το ίδιο με μια τετράγωνη κοπή με το I ρυθμισμένο στο 45. Παραδείγματα μετωπικού φρεζαρίσματος με το G77: Κόψτε μια επιφάνεια βάθους μισής ίντσας στην κορυφαία ίντσα του εξαρτήματος δηλ. 4 ίντσες διάμετρο, χρησιμοποιώντας εργαλείο διαμέτρου μιας ίντσας: 157
158 Κόψτε ένα εξάγωνο στην κορυφαία μισή ίντσα του εξαρτήματος δηλ. 3 ίντσες διάμετρο, χρησιμοποιώντας ένα εργαλείο διαμέτρου 1/2". Κόψτε μια επιφάνεια 3/8" στην κορυφή και τη βάση του εξαρτήματος δηλ. 2 ίντσες διάμετρο, χρησιμοποιώντας ένα εργαλείο διαμέτρου μισής ίντσας: G80 Ακύρωση Κύκλου Κατεργασίας (Ομάδα 09) Ο κωδικός G είναι τροποποιητικός στο ότι απενεργοποιεί όλους τους κύκλους κατεργασίας. Σημειώστε ότι η χρήση του G00 ή G01 επίσης ακυρώνει έναν κύκλο κατεργασίας. 158
 F Ρυθμός Πρόωσης *L Αριθμός επαναλήψεων P Χρόνος παύσης στο κάτω μέρος")

159 G81 Κύκλος Κατεργασίας διάτρησης (Ομάδα 09) F Ρυθμός Πρόωσης *L Αριθμός επαναλήψεων R Θέση του επιπέδου R *W Επαυξημένη απόσταση άξονα-z *X Προαιρετική εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας *δείχνει ότι είναι προαιρετικό G81 Κύκλος Κατεργασίας Τρυπήματος G82 Κύκλος Κατεργασίας διάτρησης πόντας (Ομάδα 09) F Ρυθμός Πρόωσης *L Αριθμός επαναλήψεων P Χρόνος παύσης στο κάτω μέρος της τρύπας R Θέση του επιπέδου R W Επαυξημένη απόσταση άξονα-z *X Εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας * δείχνει ότι είναι προαιρετικό Αυτός ο κώδικας G είναι τροποποιητικός στο ότι ενεργοποιεί τον κύκλο κατεργασίας μέχρι να ακυρωθεί ή να επιλεγεί ένας άλλος. Όταν ενεργοποιηθεί, κάθε κίνηση του X θα προκαλέσει την εκτέλεση αυτού του κύκλου κατεργασίας. G82 Κύκλους Κατεργασίας Τρυπήματος Με Σημάδι G83 Κανονικός Κύκλος Κατεργασίας βηματικής διάτρησης (Ομάδα 09) F Ρυθμός Πρόωσης *I μέγεθος βάθους πρώτης κοπής *J ποσό μείωσης βάθους κοπής κάθε περάσματος *K ελάχιστο βάθος κοπής *L Αριθμός επαναλήψεων *P Χρόνος παύσης στο κάτω μέρος της τρύπας *Q Τιμή κοπής, πάντα επαυξημένη R Θέση του επιπέδου R *W Επαυξημένη απόσταση άξονα-ζ *X Εντολή κίνησης άξονα-χ *Z Θέση του κάτω μέρους της τρύπας * δείχνει ότι είναι προαιρετικό 159
160 G83 Κύκλος Κατεργασίας Τρυπήματος Τρυποκάρυδος Σημειώσεις Προγραμματισμού: Αν οι I, J, και K ορίζονται, επιλέγεται μια διαφορετική λειτουργία. Το πρώτο πέρασμα θα κόψει στην τιμή του I, κάθε διαδοχικό πέρασμα θα μειωθεί κατά το ποσό J, και το ελάχιστο βάθος κοπής είναι K. Μη χρησιμοποιείτε τιμή Q όταν προγραμματίζετε με I, J, K. Η Ρύθμιση 52 αλλάζει τον τρόπο που λειτουργεί το G83 όταν επιστρέφει στο επίπεδο R. Συνήθως το επίπεδο R ρυθμίζεται καλά έξω από την κοπή για να εξασφαλίσει ότι η κίνηση καθαρισμού αποβλήτων επιτρέπει να καθαρίζονται τα απόβλητα, αυτό όμως προκαλεί μια χαμένη κίνηση όταν γίνεται το πρώτο τρύπημα σε αυτόν τον "άδειο" χώρο. Αν η Ρύθμιση 52 έχει γίνει σε απόσταση που απαιτείται για να καθαριστούν τα απόβλητα, το επίπεδο R μπορεί να τοποθετηθεί πολύ πιο κοντά στο εξάρτημα όπου γίνεται το τρύπημα. Όταν πραγματοποιείται η κίνηση καθαρισμού στο R, ο άξονας-z θα κινηθεί μετά το R κατά την τιμή της Ρύθμισης 52. Η Ρύθμιση 22 είναι το ποσό πρόωσης στο Z για να γυρίσει πίσω στο ίδιο σημείο όπου πραγματοποιείται η ανάκληση. G84 Κύκλος κατεργασίας σπειρωτόμησης με σπειρωτόμο (Ομάδα 09) F Ρυθμός Πρόωσης R Θέση του επιπέδου R *W Επαυξημένη απόσταση άξονα-z *X Εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας * δείχνει ότι είναι προαιρετικό Σημειώσεις Προγραμματισμού: Δεν είναι απαραίτητο να ξεκινήσετε την άτρακτο προς την κατεύθυνση των δεικτών του ρολογιού CW πριν από αυτόν τον κύκλο κατεργασίας. Η ρύθμιση το κάνει αυτό αυτόματα. Η Ταχύτητα πρόωσης για κωνικό σπείρωμα είναι η καθοδήγηση του σπειρώματος. Αυτό το βρίσκετε διαιρώντας το 1 με τον αριθμό των σπειρωμάτων. Παράδειγμα: 20 βήματα 1/20 =.05 Ρυθμός πρόωσης 18 βήματα 1/18 =.0555 Ρυθμός πρόωσης 16 βήματα 1/16 =.0625 Ρυθμός πρόωσης Για Μετρικά σπειρώματα, διαιρέστε το βήμα με το 25.4 Παράδειγμα: M6 x 1 = F M8 x 1.25 = F.0492 G84 Κύκλος Κατεργασίας Κωνικού Σπειρώματος 160
161 G85 Κύκλος Κατεργασίας εσωτερικής τόρνευσης (Ομάδα 09) F Ρυθμός Πρόωσης *L Αριθμός επαναλήψεων R Θέση του επιπέδου R *U Επαυξημένη απόσταση άξονα-x *W Επαυξημένη απόσταση άξονα-z *X Εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας * δείχνει ότι είναι προαιρετικό G85 Κύκλους Κατεργασίας Διάνοιξης G86 Κύκλος Κατεργασίας εσωτερικής τόρνευσης και επιστροφής (Ομάδα 09) F Ρυθμός Πρόωσης *L Αριθμός επαναλήψεων R Θέση του επιπέδου R *U Επαυξημένη απόσταση άξονα-x *W Επαυξημένη απόσταση άξονα-z *X Εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας * δείχνει ότι είναι προαιρετικό Σημειώσεις Προγραμματισμού: Η άτρακτος θα σταματήσει μόλις το εργαλείο φτάσει στο κάτω μέρος της τρύπας. Θα ανακληθεί μόλις σταματήσει η άτρακτος. G86 Κύκλος Κατεργασίας Διάνοιξης και Σταματήματος 161
162 G87 Κύκλος Κατεργασίας εσωτερικής τόρνευσης - χειροκίνητης επιστροφής (Ομάδα 09) F Ρυθμός Πρόωσης *L Αριθμός επαναλήψεων R Θέση του επιπέδου R *U Επαυξημένη απόσταση άξονα-x *W Επαυξημένη απόσταση άξονα-z *X Εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας * δείχνει ότι είναι προαιρετικό G87 Κύκλος Κατεργασίας Διάνοιξης και Χειροκίνητης Ανάκλησης G88 Κύκλος Κατεργασίας εσωτερικής τόρνευσης - αναμονής - χειροκίνητης επιστροφής (Ομάδα 09) F Ρυθμός Πρόωσης *L Αριθμός επαναλήψεων P Χρόνος παύσης στο κάτω μέρος της τρύπας R Θέση του επιπέδου R *U Επαυξημένη απόσταση άξονα-x *W Επαυξημένη απόσταση άξονα-z *X Εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας * δείχνει ότι είναι προαιρετικό Σημειώσεις Προγραμματισμού: Το εργαλείο θα κάνει παύση στο κάτω μέρος της τρύπας για την τιμή P, έπειτα η άτρακτος θα σταματήσει. Το εργαλείο πρέπει να ανακληθεί χειροκίνητα. G88 Κύκλος Κατεργασίας Διάνοιξης και Παύσης και Χειροκίνητης Ανάκλησης 162


163 G89 Κύκλος Κατεργασίας εσωτερικής τόρνευσης και αναμονής (Ομάδα 09) F Ρυθμός Πρόωσης *L Αριθμός επαναλήψεων P Χρόνος παύσης στο κάτω μέρος της τρύπας R Θέση του επιπέδου R *U Επαυξημένη απόσταση άξονα-x *W Επαυξημένη απόσταση άξονα-z *X Εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας * δείχνει ότι είναι προαιρετικό G89 Κύκλος Κατεργασίας Διάνοιξης και Παύσης G90 Εξωτ.διαμ. / εσωτ.διαμ. Κύκλος τόρνευσης (Ομάδα 01) F(E) Ρυθμός Πρόωσης *I Προαιρετική απόσταση και κατεύθυνση του σπειρώματος στον άξονα-x, ακτίνα *U Άξονας-X,επαυξημένη απόσταση προς το στόχο, διάμετρος *W Άξονας-Z, επαυξημένη απόσταση προς το στόχο X Άξονας-X,απόλυτη θέση του στόχου Z Άξονας-Z, απόλυτη θέση του στόχου * δείχνει ότι είναι προαιρετικό Το G90 χρησιμοποιείται για απλή περιστροφή, όμως, είναι δυνατά πολλαπλά περάσματα ορίζοντας τις θέσεις X των πολλαπλών περασμάτων. Ευθείες κοπές μπορούν να γίνουν ορίζοντας το X, Z και F. Προσθέτοντας μια τιμή I, μπορεί να γίνει μια κωνοειδής κοπή. Το μέγεθος του κώνου είναι ανάλογο του στόχου. Δηλαδή, το I προστίθεται στην τιμή του X στο στόχο. Οποιοδήποτε από τα τέσσερα τεταρτημόρια ZX μπορεί να προγραμματιστεί με τη χρήση U, W, X, και Z, η τιμή του κώνου μπορεί να είναι αρνητική ή θετική. Το παρακάτω σχήμα σας δίνει κάποια παραδείγματα τιμών που απαιτούνται για κάθε ένα από τα τεταρτημόρια. 163

164 G90-92 Σχέσεις Διευθύνσεων G92 Κύκλος σπειρωτόμησης (Ομάδα 01) F(E) Ρυθμός πρόωσης, η καθοδήγηση του σπειρώματος *I Προαιρετική απόσταση και κατεύθυνση του σπειρώματος στον άξονα-x, ακτίνα *Q Αρχική Γωνία Σπειρώματος *U Άξονας-X,επαυξημένη απόσταση προς το στόχο, διάμετρος *W Άξονας-Z, επαυξημένη απόσταση προς το στόχο X Άξονας-X,απόλυτη θέση του στόχου Z Άξονας-Z, απόλυτη θέση του στόχου * δείχνει ότι είναι προαιρετικό Σημειώσεις Προγραμματισμού: Η Ρύθμιση 95 / 96 καθορίζει το μέγεθος του σπασίματος γωνίας / γωνία, M23 / 24 ανοίγουν/κλείνουν το σπάσιμο τη γωνίας. Το G92 χρησιμοποιείται για απλό σπείρωμα, όμως, πολλαπλά περάσματα σπειρώματος είναι δυνατά ορίζοντας τις θέσεις X των επιπρόσθετων περασμάτων. Ευθεία σπειρώματα μπορούν να γίνουν ορίζοντας το X, Z και F. Προσθέτοντας μια τιμή I, μπορούν να γίνουν σωληνωτά ή κωνικά σπειρώματα. Το μέγεθος του κώνου είναι ανάλογο του στόχου. Δηλαδή, το I προστίθεται στην τιμή του X στο στόχο. Στο τέλος του σπειρώματος, γίνεται ένα αυτόματο σπάσιμο της γωνίας πριν φτάσετε στο στόχο. Προκαθορισμένη τιμή για αυτό το σπάσιμο της γωνίας είναι ένα σπείρωμα στις 45 μοίρες. Αυτές οι τιμές μπορούν να αλλάξουν με τη Ρύθμιση 95 και τη Ρύθμιση 96. Κατά τον επαυξημένο προγραμματισμό, το πρόσημο του αριθμού των μεταβλητών U και W εξαρτάται από την κατεύθυνση της διαδρομής εργαλείου. Παράδειγμα, αν η κατεύθυνση κατά μήκος του άξονα-x είναι αρνητική, η τιμή του U είναι αρνητική. G92 Κύκλος Σπειρώματος 164
 2ο πέρασμα Χ.965 (Επακόλουθα Περάσματα) 3ο πέρασμα Χ.955 \" 4ο πέρασμα Χ.945 \" 5ο πέρασμα Χ.935 \" 6ο πέρασμα Χ.925 \" 7ο πέρασμα Χ.917 \" 8ο πέρασμα Χ.")
165 Παράδειγμα Προγράμματος Περιγραφή % (1-12 Πρόγραμμα Κοπής Σπειρωμάτων) T101 G50 S3000 M3 G97 S1000 X1.2 Z.2 (Γρήγορη κίνηση προς τη Θέση Καθαρισμού) G92 X.980 Z-1.0 F.0833 (Ρύθμιση Κύκλου Σπειρώματος) 2ο πέρασμα Χ.965 (Επακόλουθα Περάσματα) 3ο πέρασμα Χ.955 " 4ο πέρασμα Χ.945 " 5ο πέρασμα Χ.935 " 6ο πέρασμα Χ.925 " 7ο πέρασμα Χ.917 " 8ο πέρασμα Χ.910 " 9ο πέρασμα Χ.905 " 10ο πέρασμα Χ.901 " 11ο πέρασμα Χ.899 (Επακόλουθα Περάσματα) % Παράδειγμα με Χρήση Αρχικής Γωνίας Σπειρώματος Q G92 X-1.99 Z-2. Q60000 F0.2; (κοπή 60 μοιρών) G92 X-1.99 Z-2 Q F0.2; (κοπή 120 μοιρών) G92 X-1.99 Z-2 Q F0.2; (κοπή μοιρών) Οι επόμενοι κανόνες ισχύουν με τη χρήση του Q: 1. Η αρχική γωνία, Q, πρέπει να ορίζεται κάθε φορά που χρησιμοποιείται. Αν δεν ορίζεται τιμή τότε η γωνία θα θεωρηθεί ότι είναι μηδέν (0). 2. Η γωνία επαυξημένου σπειρώματος είναι μοίρες και δεν μπορεί να έχει δεκαδική υποδιαστολή, παράδειγμα, μία γωνία 180 πρέπει να ορίζεται ως Q και μία γωνία 35 ως Q Η γωνία Q πρέπει να εισάγεται ως θετική τιμή από 0 ως Γενικά, όταν εκτελούνται πολλαπλά σπειρώματα είναι καλή πρακτική να πετυχαίνετε το βάθος των σπειρωμάτων σε ένα ομοιόμορφο επίπεδο ως προς όλες τις γωνίες σπειρώματος. Ένας τρόπος για να το επιτύχετε είναι να φτιάξετε ένα υποπρόγραμμα που θα κάνει τον άξονα-z να κινείται σε διαφορετικές γωνίες σπειρώματος. Όταν τελειώσει το υποπρόγραμμα αλλάξτε το βάθος του άξονα-x και καλέστε ξανά το υποπρόγραμμα. G94 Κύκλος μετωπικής κατεργασίας (Ομάδα 01) F(E) Ρυθμός πρόωσης *K Προαιρετική απόσταση και κατεύθυνση του άξονα-z *U Άξονας-X, επαυξημένη απόσταση προς το στόχο, διάμετρος *W Άξονας-Z, επαυξημένη απόσταση προς το στόχο X Άξονας-X,απόλυτη θέση του στόχου Z Άξονας-Z, απόλυτη θέση του στόχου * δείχνει ότι είναι προαιρετικό G94 Κύκλος Περιστροφής Τέλους Πρόσοψης 165

166 Ευθεία κοπές πρόσοψης μπορούν να γίνουν ορίζοντας μόνο τα X, Z και F. Προσθέτοντας το K μπορεί να γίνει μια κωνική κοπή πρόσοψης. Το μέγεθος της κωνικής κοπής είναι ανάλογο με το στόχο. Δηλαδή το K προστίθεται στην τιμή του X στο στόχο. Οποιοδήποτε από τα τέσσερα τεταρτημόρια ZX μπορεί να προγραμματιστεί με τη χρήση U, W, X, και Z. Η τιμή της κωνικής κοπής μπορεί να είναι αρνητική ή θετική. Το επόμενο σχήμα δίνει κάποια παραδείγματα των τιμών που απαιτούνται για κάθε ένα από τα τέσσερα τεταρτημόρια. Κατά τον επαυξημένο προγραμματισμό, το πρόσημο του αριθμού των μεταβλητών U και W εξαρτάται από την κατεύθυνση της διαδρομής εργαλείου. Αν η κατεύθυνση κατά μήκος του άξονα-x είναι αρνητική, η τιμή του U είναι αρνητική. G94 Σχέσεις Διευθύνσεων G95 Σπειρωτόμηση προσώπου με ενεργό εργαλείο (Ομάδα 09) F Ρυθμός Πρόωσης R Θέση του επιπέδου R W Επαυξημένη απόσταση άξονα-z X Προαιρετική εντολή κίνησης Διαμέτρου Εξαρτήματος Άξονα-X Z Θέση του κάτω μέρους της τρύπας Το G95 Σπειρωτόμηση προσώπου με ενεργό εργαλείο είναι παρόμοιο με το G84 Κύκλος κατεργασίας σπειρωτόμησης με σπειρωτόμο, στο ότι χρησιμοποιεί τις διευθύνσεις F, R, X και Z, όμως, έχει τις ακόλουθες διαφορές: Η κύρια άτρακτος πρέπει να είναι στερεωμένη (χρήση M14) πριν δοθεί εντολή για G95. Η ρύθμιση πρέπει να είναι στην επιλογή λειτουργίας G99 Πρόωση ανά Περιστροφή ώστε η λειτουργία σπειρώματος να είναι κατάλληλη. Μια εντολή S (ταχύτητα ατράκτου) πρέπει να δοθεί πριν το G95. Ο άξονας-x πρέπει να είναι τοποθετημένος ανάμεσα στη θέση μηδέν του μηχανήματος και το κέντρο της κύριας ατράκτου, μην τον τοποθετείτε πέρα από το κέντρο της ατράκτου. % O00800 N1 T101 (Αξονικό σπείρωμα 1/4-20) G99 (Απαραίτητο σε αυτόν τον Κύκλο) G00 Z0.5 X2.5 S500 (Οι στροφές RPM Πρέπει να δείχνουν κάπως έτσι, Κατεύθυνση CW) M19PXX (Προσανατολισμός Ατράκτου στην Επιθυμητή Θέση) M14 (Στερέωμα Ατράκτου) G95 Z-.500 R.25 F0.05 (Σπείρωμα Βάθους.50) G28 U0 G28 W0 M135 (Σταμάτημα Ενεργών Κοπτικών Εργαλείων Ατράκτου) M15 (Ξεκλείδωμα Ατράκτου) M30 % 166
167 G96 Ενεργοποίηση σταθερής επιφανειακής ταχύτητας (Ομάδα 13) Αυτό δίνει εντολή στη ρύθμιση να διατηρεί μια συνεχή ταχύτητα κοπής. Αυτό σημαίνει ότι, καθώς το κομμάτι γίνεται μικρότερο η ταχύτητα της ατράκτου αυξάνεται. Η ταχύτητα επιφανείας βασίζεται στην απόσταση της άκρης του εργαλείου προς το κέντρο της ατράκτου (ακτίνα κοπής). Ο τρέχον κώδικας S χρησιμοποιείται για να ορίσει την ταχύτητα επιφανείας. Η τιμή του S δείχνει τις ίντσες ανά περιστροφή της ατράκτου όπου η Ρύθμιση 9 είναι γυρισμένη στο σύστημα Ιντσών, ενώ το S δείχνει τα χιλιοστά ανά περιστροφή της ατράκτου όπου η Ρύθμιση 9 είναι γυρισμένη στο Μετρικό σύστημα. G97 Απενεργοποίηση σταθερής επιφανειακής ταχύτητας (Ομάδα 13) Αυτό δίνει εντολή στη ρύθμιση να ΜΗΝ προσαρμόζει την ταχύτητα της ατράκτου με βάση την ακτίνα κοπής και χρησιμοποιείται για να ακυρώσει όποια εντολή G96. Όταν είναι ενεργή η G97, όποια εντολή S είναι περιστροφή ανά λεπτό (RPM). G98 Πρόωση ανά Λεπτό (Ομάδα 10) Αυτή η εντολή αλλάζει την ερμηνεία του κώδικα διεύθυνσης F. Η τιμή του F δείχνει τις ίντσες ανά λεπτό όπου η Ρύθμιση 9 είναι γυρισμένη στο σύστημα Ιντσών και η F δείχνει τα χιλιοστά ανά λεπτό όπου η Ρύθμιση 9 είναι γυρισμένη στο Μετρικό σύστημα. G99 Πρόωση ανά Περιστροφή (Ομάδα 10) Αυτή η εντολή αλλάζει την ερμηνεία του κώδικα διεύθυνσης F. Η τιμή του F δείχνει τις ίντσες ανά περιστροφή της ατράκτου όπου η Ρύθμιση 9 είναι γυρισμένη στο σύστημα Ιντσών, ενώ η F δείχνει τα χιλιοστά ανά περιστροφή της ατράκτου όπου η Ρύθμιση 9 είναι γυρισμένη στο Μετρικό σύστημα. G100 Απενεργοποίηση Κατοπτρισμού (Ομάδα 00) G101 Ενεργοποίηση Κατοπτρισμού (Ομάδα 00) X Προαιρετική εντολή άξονα-x Z Προαιρετική εντολή άξονα-z Απαιτείται τουλάχιστον ένα. Ο προγραμματισμένος κατοπτρισμός μπορεί να ανοίγει και να κλείνει ανεξάρτητα για τον άξονα-x και/ή τον Z. Το κάτω μέρος της οθόνης θα δείχνει πότε ένας άξονας κατοπτρίζεται. Αυτοί οι κώδικες G πρέπει να χρησιμοποιούνται σε ένα τμήμα εντολής χωρίς άλλους κώδικες G και δεν θα προκαλέσουν καμία κίνηση άξονα. Ο G101 θα ανοίξει τον κατοπτρισμό για κάθε άξονα που καταγράφεται σε εκείνο το τμήμα. Ο G100 θα κλείσει τον κατοπτρισμό για κάθε άξονα που καταγράφεται σε εκείνο το τμήμα. Η πραγματική τιμή που δίνεται για τον X ή Z δεν έχει καμία ισχύ. Ο G100 ή G101 από μόνος του δεν θα έχει καμία ισχύ. Παράδειγμα, G101 X 0 ανοίγει τον κατοπτρισμό του άξονα-x. Σημειώστε ότι οι ρυθμίσεις από 45 ως 48 μπορούν να χρησιμοποιηθούν για να επιλέξουν χειροκίνητα τον κατοπτρισμό. G102 Προγραμματισμένη εξαγωγή προς RS-232 (Ομάδα 00) *X Εντολή άξονα-x *Z Εντολή άξονα-z * δείχνει ότι είναι προαιρετικό Η προγραμματισμένη εκροή στην πρώτη θύρα RS-232 στέλνει τις τρέχουσες συντεταγμένες εργασίας των αξόνων σε έναν άλλον υπολογιστή. Χρησιμοποιήστε αυτόν τον κώδικα G σε ένα τμήμα εντολής χωρίς άλλους κώδικες G. Δεν θα προκαλέσει κίνηση αξόνων. Σημειώσεις Προγραμματισμού: Εφαρμόζονται προαιρετικά διαστήματα (Ρύθμιση 41) και ρύθμιση EOB (Ρύθμιση 25). Η ψηφιοποίηση ενός εξαρτήματος είναι δυνατή με τη χρήση αυτού του κώδικα G και ενός προγράμματος το οποίο πηγαίνει πάνω από ένα εξάρτημα στο X-Z και περνά απέναντι στο Z με ένα G31. Όταν φτάσει στην άκρη, το επόμενο τμήμα μπορεί να είναι ένα G102 που θα στείλει τις θέσεις του X και Z σε έναν υπολογιστή που θα μπορούσε να αποθηκεύσει τις συντεταγμένες ως ψηφιακό εξάρτημα. Απαιτείται επιπρόσθετο λογισμικό στον προσωπικό υπολογιστή για να ολοκληρωθεί αυτή η λειτουργία. G103 Ορισμός γραμμών προγράμματος που ελέγχονται (Ομάδα 00) Ο μέγιστος αριθμός τμημάτων που θα προβλέψει η ρύθμιση (Εύρος 0-15), παράδειγμα: G103 [P..] Αυτό συνήθως αναφέρεται ως "Τμήμα Πρόβλεψης" και περιγράφει τι κάνει η ρύθμιση «παρασκηνιακά» κατά τη διάρκεια των κινήσεων του μηχανήματος. Η ρύθμιση προετοιμάζει από πριν τα επόμενα τμήματα (γραμμές κώδικα). Όταν εκτελείται το τρέχον τμήμα, το επόμενο τμήμα έχει ήδη ερμηνευθεί και προετοιμαστεί για συνεχή κίνηση. Όταν προγραμματίζεται το G103 P0, ο περιορισμός του τμήματος είναι απενεργοποιημένος. Ο περιορισμός του τμήματος είναι επίσης απενεργοποιημένος αν το G103 εμφανίζεται σε ένα τμήμα χωρίς έναν κώδικα διεύθυνσης P. Όταν προγραμματίζεται το G103 Pn, η πρόβλεψη περιορίζεται στα n τμήματα. 167
168 Το G103 είναι επίσης χρήσιμο για την εξέταση σφαλμάτων των μάκρο προγραμμάτων. Κατά τη διάρκεια της πρόβλεψης πραγματοποιούνται μάκρο εκφράσεις. Παράδειγμα, εισάγοντας ένα G103 P1 στο πρόγραμμα, οι μάκρο εκφράσεις θα εκτελεστούν ένα τμήμα μπροστά από το τμήμα που εκτελείται εκείνη τη στιγμή. G105 Εντολή ηλεκτρο-μηχανισμού προώθησης ράβδου Εντολή Ράβδου πρόωσης. Δείτε το εγχειρίδιο της Haas για τη ράβδο πρόωσης. G110,G111 και G114-G129 Σύστημα Συντεταγμένων (Ομάδα 12) Αυτοί οι κώδικες επιλέγουν ένα από τα επιπρόσθετα συστήματα συντεταγμένων. Όλες οι επακόλουθες αναφορές στις θέσεις των αξόνων θα ερμηνευθούν με το νέο σύστημα συντεταγμένων. Η λειτουργία των G110 ως G129 είναι η ίδια με τις G54 ως G59. G112 Μετατροπέας των XY ως XC (Ομάδα 04) Η G112 μετατροπή Καρτεσιανών σε Πολικές συντεταγμένες επιτρέπει στο χρήστη να προγραμματίσει ακολουθία τμημάτων στις Καρτεσιανές συντεταγμένες XY, τις οποίες η ρύθμιση αυτόματα θα αλλάξει σε πολικές συντεταγμένες XC. Όσο είναι ενεργό, το επίπεδο G17 XY, χρησιμοποιείται το G01 για γραμμικά χτυπήματα XY και τα G02 και G03 για κυκλική κίνηση. Οι εντολές θέσεων X, Y αλλάζουν κυκλικά τις κινήσεις του άξονα-c και τις γραμμικές κινήσεις του άξονα-x. Σημειώστε ότι η Αντιστάθμιση Κοπτικού πολλαπλών τρόπων γίνεται ενεργή όταν χρησιμοποιείται το G112. Η Αντιστάθμιση Κοπτικού (G41, G42) πρέπει να ακυρώνεται (G40) πριν βγείτε από το G112. G113 G112 Ακύρωση (Ομάδα 04) Το G113 ακυρώνει τη μετατροπή Καρτεσιανών σε Πολικές συντεταγμένες G112 Παράδειγμα Προγράμματος % G2X-.375Y-.75R.375 T0101 G1Y-1. G54 G3X-.25Y-1.125R.125 G17 G1X.75 G112 G3X.875U-1.R.125 M154 G1Y0 G0G98Z.1 G0Z.1 G0X.875Y0. G113 M8 G18 G97P2500M133 M9 G1Z0.F15. M155 Y.5F5. M135 G3X.25Y1.125R.625 G28U0. G1X-.75 G28W0.H0. G3X-.875Y1.R.125 M30 G1Y-.25 % G3X-.75Y-.375R.125 G154 Επιλογή Συντεταγμένων Εργασίας P1-99 (Ομάδα 12) Παρέχει 99 επιπρόσθετες νέες οριζόμενες σχετικές θέσεις εργασίας. Το G154 με μια τιμή P από το 1 ως το 99 θα ενεργοποιήσει τις επιπρόσθετες νέες οριζόμενες σχετικές θέσεις εργασίας εργασίας. Παράδειγμα, το G154 P10 θα επιλέξει τη νέα οριζόμενη σχετική θέση εργασίας εργασίας 10 από τη λίστα των επιπρόσθετων νέων οριζόμενων σχετικών θέσεων εργασίας. Σημειώστε ότι οι μορφές των ρυθμίσεων εργασίας G154 από G110 ως G129 αναφέρονται στις ίδιες νέες οριζόμενες σχετικές θέσεις εργασίας με το G154 P1 ως P20. Μπορούν να επιλεγούν με τη χρήση και με τις δύο μεθόδους. Όταν μια νέα οριζόμενη σχετική θέση εργασίας G154 είναι ενεργή, η κορυφή στην επάνω δεξιά νέα οριζόμενη σχετική θέση εργασίας θα δείχνει την τιμή G154 P. G154 Μορφή νέων οριζομένων σχετικών θέσεων εργασίας #14001-#14006 G154 P1 (επίσης #7001-#7006 και G110) #14021-#14026 G154 P2 (επίσης #7021-#7026 και G111) #14041-#14046 G154 P3 (επίσης #7041-#7046 και G112) #14061-#14066 G154 P4 (επίσης #7061-#7066 και G113) #14081-#14086 G154 P5 (επίσης #7081-#7086 και G114) #14101-#14106 G154 P6 (επίσης #7101-#7106 και G115) #14121-#14126 G154 P7 (επίσης #7121-#7126 και G116) 168
169 #14141-#14146 G154 P8 (επίσης #7141-#7146 και G117) #14161-#14166 G154 P9 (επίσης #7161-#7166 και G118) #14181-#14186 G154 P10 (επίσης #7181-#7186 και G119) #14201-#14206 G154 P11 (επίσης #7201-#7206 και G120) #14221-#14226 G154 P12 (επίσης #7221-#7226 και G121) #14241-#14246 G154 P13 (επίσης #7241-#7246 και G122) #14261-#14266 G154 P14 (επίσης #7261-#7266 και G123) #14281-#14286 G154 P15 (επίσης #7281-#7286 και G124) #14301-#14306 G154 P16 (επίσης #7301-#7306 και G125) #14321-#14326 G154 P17 (επίσης #7321-#7326 και G126) #14341-#14346 G154 P18 (επίσης #7341-#7346 και G127) #14361-#14366 G154 P19 (επίσης #7361-#7366 και G128) #14381-#14386 G154 P20 (επίσης #7381-#7386 και G129) #14401-#14406 G154 P21 #14421-#14426 G154 P22 #14441-#14446 G154 P23 #14461-#14466 G154 P24 #14481-#14486 G154 P25 #14501-#14506 G154 P26 #14521-#14526 G154 P27 #14541-#14546 G154 P28 #14561-#14566 G154 P29 #14581-#14586 G154 P30 #14781-#14786 G154 P40 #14981-#14986 G154 P50 #15181-#15186 G154 P60 #15381-#15386 G154 P70 #15581-#15586 G154 P80 #15781-#15786 G154 P90 #15881-#15886 G154 P95 #15901-#15906 G154 P96 #15921-#15926 G154 P97 #15941-#15946 G154 P98 #15961-#15966 G154 P99 G159 Προετοιμασία Φόρτωσης / Επιστροφής κατεργαζόμενου Εξαρτήματος Εντολή Αυτόματης Φόρτωσης Εξαρτήματος (APL). Δείτε το εγχειρίδιο Haas APL. G160 Εντολή ενεργοποίησης άξονα ΑΣΦΕ (αυτόματο σύστημα φόρτωσης εξαρτημάτων) Εντολή Αυτόματης Φόρτωσης Εξαρτήματος. Δείτε το εγχειρίδιο Haas APL. G161 Εντολή απενεργοποίησης άξονα ΑΣΦΕ Εντολή Αυτόματης Φόρτωσης Εξαρτήματος. Δείτε το εγχειρίδιο Haas APL. 169
170 G184 Αντίστροφος κύκλος κατεργασίας σπειρωτόμησης για αριστερόστροφα σπειρώματα (Ομάδα 09) F Ρυθμός Πρόωσης σε ίντσες (mm) ανά λεπτό R Θέση του επιπέδου R *W Επαυξημένη απόσταση άξονα-z (προαιρετικό) *X Εντολή κίνησης άξονα-x (προαιρετικό) *Z Θέση του κάτω μέρους της τρύπας (προαιρετικό) Σημειώσεις Προγραμματισμού: Κατά το τρύπημα με σπειροτόμο, ο ρυθμός πρόωσης είναι η καθοδήγηση του σπειρώματος. Δείτε το παράδειγμα του G84. Δεν είναι αναγκαίο να ξεκινήσετε την άτρακτο αντίστροφα από τους δείκτες του ρολογιού -CCW πριν από αυτόν τον κύκλο κατεργασίας. Η ρύθμιση το κάνει αυτό αυτόματα. G184 Κύκλος Κατεργασίας Τρυπήματος με Σπειροτόμο G186 Αντιστροφή περιστροφής ενεργού εργαλείου σπειρωτόμησης προσώπου (Ομάδα 09) F Ρυθμός Πρόωσης R Θέση του επιπέδου R W Επαυξημένη απόσταση άξονα-z X Προαιρετική Εντολή κίνησης Διαμέτρου Εξαρτήματος άξονα-x Z Θέση του κάτω μέρους της τρύπας G95 / G186 Ενεργά Κοπτικά Εργαλεία - Άκαμπτη Κωνική Κοπή (Πρόσοψη) Δεν είναι αναγκαίο να ξεκινήσετε την άτρακτο προς τους δείκτες του ρολογιού -CW πριν από αυτόν τον κύκλο κατεργασίας. Η ρύθμιση το κάνει αυτό αυτόματα. Ο ρυθμός τροφοδοσίας είναι η καθοδήγηση του σπειρώματος. Αυτό βρίσκεται διαιρώντας το 1 με τον αριθμό των σπειρωμάτων. Παράδειγμα: 20 βήματα 1/20 = 05 Ρυθμός Πρόωσης 18 βήματα 1/18 = 0555 Ρυθμός Πρόωσης 16 βήματα 1/16 = 0625 Ρυθμός Πρόωσης Για το Μετρικό σύστημα, διαιρέστε το βήμα με το 25.4 Παράδειγμα: M6 x 1 = F M8 x 1.25 = F.0492 G187 Έλεγχος Ακρίβειας (Ομάδα 00) Προγραμματίζοντας το G187 γίνεται ως ακολούθως: G187 E0.01 (για να ρυθμίσετε τιμή) G187 (για να επιστρέψετε στην τιμή της ρύθμισης 85) Ο κώδικας G187 χρησιμοποιείται για να επιλέξει την ακρίβεια επεξεργασίας της γωνίας. Η μορφή χρήσης του G 187 είναι G187 Ennnn, όπου nnnn είναι η επιθυμητή ακρίβεια. 170
171 G195 Περιφερειακή σπειρωτόμηση με ενεργό εργαλείο (Διάμετρος) (Ομάδα 00) F Ρυθμός Πρόωσης ανά Περιστροφή (G99) R Θέση επιπέδου R *U Επαυξημένη απόσταση άξονα-x *X Εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας G196 Αντιστρ.περιστροφής ενεργού εργαλείου περιφερειακής σπειρωτόμησης (Διάμετρος) (Ομάδα 00) F Ρυθμός Πρόωσης ανά Περιστροφή (G99) R Θέση επιπέδου R *U Επαυξημένη απόσταση άξονα-x *X Εντολή κίνησης άξονα-x *Z Θέση του κάτω μέρους της τρύπας Αυτοί οι κώδικες G εκτελούν ακτινωτή ή διανυσματική λειτουργία Ενεργών Κοπτικών Εργαλείων σε ένα τόρνο. Δεν επιτρέπουν επίπεδο "R". G195 / G196 Λειτουργία Ενεργών Κοπτικών Εργαλείων Άκαμπτο Παρακάτω βρίσκεται ένα σύντομο παράδειγμα προγράμματος του G195 % O00800 N1 T101 (RADIAL 1/4-20 TAP) G99 (Αναγκαίο για αυτόν τον κύκλο) G00 Z0.5 X2.5 Z-0.7 S500 (οι στροφές rpm πρέπει να δείχνουν κάπως έτσι, κατεύθυνση cw)** M19PXX (Προσανατολισμός ατράκτου στην επιθυμητή θέση) M14 (Κλείδωμα ατράκτου) G195 X1.7 F0.05 (σπείρωμα προς τα κάτω στο X1.7) G28 U0 G28 W0 M135 (Σταμάτημα Ενεργών Κοπτικών Εργαλείων ατράκτου) M15 (Ξεκλείδωμα φρένου ατράκτου) M30 % G200 Αλλαγή κοπτικού κατά την διάρκεια κίνησης (Ομάδα 00) U Προαιρετική σχετική κίνηση του X προς τη θέση αλλαγής εργαλείου W Προαιρετική σχετική κίνηση του Z προς τη θέση αλλαγής εργαλείου X Προαιρετική τελική θέση X Z Προαιρετική τελική θέση Z T Απαιτούμενος αριθμός εργαλείου και αριθμός νέας οριζόμενης σχετικής θέσης σε στάνταρτ μορφή Αυτός ο κώδικας G θα κάνει τον τόρνο να αλλάξει εργαλεία καθώς εκτελεί γρήγορη κίνηση από και προς το εξάρτημα, για να γλιτώσει χρόνο. Παράδειγμα: G200 T202 U0.5 W0.5 X8. Z2. Τα U και W ορίζουν την σχετική κίνηση στους Χ και Ζ, που εκτελείται καθώς ο περιστρεφόμενος εργαλειοφορέας ανατρέπεται. Οι Χ και Ζ ορίζουν τη θέση που θα κινηθούν καθός ο περιστρεφόμενος εργαλειοφορέας ανατρέπεται. Και οι δύο κινήσεις είναι γρήγορες. 171
172 ΚΩΔΙΚΕΣ Μ (ΕΤΕΡΟΚΛΗΤΕΣ ΣΥΝΑΡΤΗΣΕΙΣ) Οι κωδικοί M δεν είναι εντολές κίνησης των αξόνων για τη μηχανή. Η μορφή ενός κωδικού M είναι το γράμμα "M" που ακολουθείται από δύο αριθμούς, παράδειγμα M03. Μόνο ένας κωδικός M ανά γραμμή κώδικα μπορεί να προγραμματιστεί. Όλοι οι κωδικοί M ενεργοποιούνται με την εκτέλεση της γραμμής του προγράμματος. Κατάλογος Κωδικών Μ Μ00 Σταμάτημα Προγράμματος M44 Κλείδωμα Εργαλειοφορέα (Μόνο για λόγους συντήρηση) Μ01 Προαιρετικό Σταμάτημα Προγράμματος M51-M58 Ενεργοποίηση Πρόσθετων Κωδικών Μ Ορισμένων από τον Χρήστη Μ02 Τέλος Προγράμματος M59 Ενεργοποίηση Ηλεκτρονόμου Εξόδου M03 Περιστροφή προς τα Εμπρός M61-M68 Απενεργοποίηση Πρόσθετων Κωδικών Μ Ορισμένων από τον Χρήστη M04 Περιστροφή Αντίστροφα Μ69 Απενεργοποίηση Ηλεκτρονόμου Εξόδου M05 Σταμάτημα Περιστροφής M76 Απενεργοποίηση Οθόνης M08 Άνοιγμα Ψυκτικού M77 Ενεργοποίηση Οθόνης M09 Κλείσιμο Ψυκτικού M78 Ειδοποίηση αν Ανιχνευθεί Σήμα Παρουσίας M10 Σφίξιμο Σφικτήρα M79 Ειδοποίηση αν Δεν Ανιχνευθεί Σήμα Παρουσίας M11 Ξεσφίξιμο Σφικτήρα M85 Άνοιγμα Αυτόματης Πόρτας (Πρόσθετο) M12 Ενεργοποίηση Αυτόματης Εκτόξευσης Αέρα M86 Κλείσιμο Αυτόματης Πόρτας (Πρόσθετο) (Πρόσθετο) M13 Απενεργοποίηση Αυτόματης Εκτόξευσης Αέρα M88 Άνοιγμα Ψυκτικού Υψηλής Πίεσης (Πρόσθετο) (Πρόσθετο) M14 Ακινητοποίηση Κύριας Ατράκτου M89 Κλείσιμο Ψυκτικού Υψηλής Πίεσης (Πρόσθετο) M15 Ελευθέρωση Κύριας Ατράκτου M93 Ξεκινά την Καταγραφή της Θέσης Αξονα M17 Περιστροφή Εργαλειοδέτη Πάντα Μπροστά M94 Σταματά την Καταγραφή της θέσης Άξονα M18 Περιστροφή Εργαλειοδέτη Πάντα Αντίστροφα M95 Επιλογή Λειτουργίας Ύπνου M19 Προσανατολισμένη Ακινητοποίηση Ατράκτου M96 Αλλαγή σειράς αν δεν υπάρχει Στοιχείο Εισόδου (Πρόσθετο) M21-M28 Πρόσθετες Μ Λειτουργίες από τον Χρήστη με M97 Κλήση Τοπικού Υπο-Προγράμματος Εισαγωγή M-Λειτουργιών M21 Κίνηση Κεντροφορέα προς τα Εμπρός M98 Κλήση Υπο-Προγράμματος M22 Κίνηση Κεντροφορέα προς τα Πίσω M99 Επιστροφή από Υπο-Πρόγραμμα ή Επανάληψη M23 Ενεργοποίηση Σπασίματος Άκρου Σπειρώματος M109 Διαλογική Είσοδος Στοιχείων από τον Χρήστη M24 Απενεργοποίηση Σπασίματος Άκρου Σπειρώματος M119 Προσανατολισμός Υποατράκτου (Πρόσθετο) M30 Τέλος Προγράμματος και Επαναφορά Αρχικών M Πρόσθετα M από τον Χρήστη Ρυθμίσεων M31 Ενεργοποίηση Μεταφορέα Αποβλήτων M133 Περιστροφή Ενεργού Κοπτικού Εμπρός (Πρόσθετο) M33 Σταμάτημα Μεταφορέα Αποβλήτων M134 Περιστροφή Ενεργού Κοπτικού Ανάστροφα (Πρόσθετο) M36 Ανύψωση Υποδοχέα Κατεργασμένων (Πρόσθετο) M135 Σταμάτημα Περιστροφής Ενεργού Κοπτικού (Πρόσθετο) M37 Κατέβασμα Υποδοχέα Κατεργασμένων (Πρόσθετο) M143 Περιστροφή Υποάτρακτου Εμπρός (Πρόσθετο) M38 Ενεργοποίηση Μεταβολής Ταχύτητας Περιστροφής M144 Περιστροφή Υποάτρακτου Ανάποδα(Πρόσθετο) M39 Απενεργοποίηση Μεταβολής Ταχύτητας M145 Σταμάτημα Υποατράκτου (Πρόσθετο) Περιστροφής M41 Κατέβασμα Ταχύτητας M154 Σύμπλεξη Άξονα C (Πρόσθετο) (αν είναι εξοπλισμένο με κιβώτιο ταχυτήτων) M42 Ανέβασμα Ταχύτητας M155 Αποσύμπλεξη Άξονα C (Πρόσθετο) (αν είναι εξοπλισμένο με κιβώτιο ταχυτήτων) M43 Ελευθέρωση Εργαλειοφορέα (Μόνο για λόγους συντήρησης) 172
 θα φωτιστή έντονα όταν γίνει ορατό στον επεξεργαστή προγράμματος.")
173 M00 Σταμάτημα Προγράμματος Το M00 σταματά ένα πρόγραμμα. Σταματά τους άξονες, την άτρακτο, κλείνει το ψυκτικό υγρό (περιλαμβάνει το Ψυκτικό υγρό Μέσω Ατράκτου). Το επόμενο τμήμα (το τμήμα μετά το M00) θα φωτιστή έντονα όταν γίνει ορατό στον επεξεργαστή προγράμματος. Πατώντας το Cycle Start θα συνεχιστεί η λειτουργία του προγράμματος από το τμήμα που φωτίστηκε έντονα. M01 Προαιρετικό Σταμάτημα Προγράμματος Το M01 λειτουργεί όπως και το M00, με εξαίρεση ότι το Προαιρετικό Σταμάτημα πρέπει να λειτουργεί. M02 Τέλος Προγράμματος Το M02 τερματίζει ένα πρόγραμμα. Σημειώστε ότι ο πιο συνήθης τρόπος τερματισμού ενός προγράμματος είναι με το M30. M03 / M04 / M05 Εντολές Ατράκτου Το M03 γυρίζει την άτρακτο προς τα εμπρός. M04 γυρίζει την άτρακτο προς την αντίθετη κατεύθυνση. Το M05 σταματά την άτρακτο. Η ταχύτητα της ατράκτου ρυθμίζεται με μια διεύθυνση κώδικα S. Παράδειγμα, το S1500 θα δώσει εντολή για ταχύτητα ατράκτου στις 1500 στροφές RPM. M08 Άνοιγμα Ψυκτικού / M09 Κλείσιμο Ψυκτικού Το M08 ανοίγει την προαιρετική παροχή ψυκτικού και το M09 την κλείνει (δείτε επίσης M88/89 για Ψυκτικό υγρό Υψηλής Πίεσης). ΣΗΜΕΙΩΣΗ: Η κατάσταση του ψυκτικού ελέγχεται μόνο στην αρχή του προγράμματος, έτσι μια κατάσταση χαμηλής πίεσης δεν θα σταματήσει ένα πρόγραμμα που ήδη εκτελείται. M10 Σφίξιμο Σφιγκτήρα / M11 Ξεσφίξιμο Σφιγκτήρα Το M10 στερεώνει το σφιγκτήρα και το M11 το αποστερεώνει. Αν η άτρακτος γυρίζει, θα σταματήσει πριν να αποστερεωθεί ο σφιγκτήρας. M12 Ενεργοποίηση Αυτόματης Εκτόξευσης Αέρα (Προαιρετικό) / M13 Απενεργοποίηση Αυτόματης Εκτόξευσης Αέρα (Προαιρετικό) Τα M12 και M13 ενεργοποιούν την προαιρετική Αυτόματη Εκτόξευση Αέρα. Το M12 ανοίγει την εκτόξευση αέρα και το M13 την κλείνει. Επιπρόσθετα, το M12 Pnnn (nnn είναι σε χιλιοστά δευτερολέπτου) θα την ανοίξει για συγκεκριμένο χρόνο και μετά θα την κλείσει αυτόματα. M14 Ακινητοποίηση Κύριας Ατράκτου / M15 Ελευθέρωση Κύριας Ατράκτου Το M14 θα στερεώσει την κύρια άτρακτο. Το M15 θα αποστερεώσει την κύρια άτρακτο. M17 Περιστροφή εργαλειοδέτη πάντα μπροστά / M18 Περιστροφή εργαλειοδέτη Πάντα Πίσω Τα M17 και M18 περιστρέφουν τον πύργο προς τα εμπρός (M17) ή προς τα πίσω (M18) όταν γίνεται αλλαγή εργαλείου. Τα M17 και M18 λειτουργούν με άλλους κώδικες M στο ίδιο τμήμα. Το παρακάτω πρόγραμμα κώδικα M17 θα κάνει τον εργαλειοφορέα να κινηθεί μπροστά προς το εργαλείο 1 ή πίσω προς το εργαλείο 1 αν δοθεί εντολή M18. Εμπρός: N1 T0101 M17; Πίσω: N1 T0101 M18; Ένα M17 ή M18 θα παραμείνουν σε ισχύ για το υπόλοιπο του προγράμματος. Σημειώστε ότι η Ρύθμιση 97, Κατεύθυνση Αλλαγής Εργαλείου, πρέπει να βρίσκεται στο M17/M18. M19 Προσανατολισμένη ακινητοποίηση ατράκτου (Τιμές P και R είναι προαιρετικές) Το M19 προσαρμόζει την άτρακτο σε μια ορισμένη θέση. Η άτρακτος θα γυρίσει μόνο στη θέση μηδέν χωρίς την προαιρετική εντολή προσανατολισμού ατράκτου M19. Η προαιρετική λειτουργία Προσανατολισμός Ατράκτου επιτρέπει διευθύνσεις κωδικών P και R. Παράδειγμα, M19 P270 θα πάει την άτρακτο στις 270 μοίρες. Η τιμή R επιτρέπει στον προγραμματιστή να ορίσει ως και δέκα δεκαδικές θέσεις, παράδειγμα, M19 R


174 M21 Κίνηση Κεντροφορέα προς τα Εμπρός / M22 Κίνηση Κεντροφορέα προς τα Πίσω Τα M21 και M22 τοποθετούν τον κεντροφορέα. Το M21 χρησιμοποιεί τις Ρυθμίσεις 105, 106, και 107 για να κινηθεί στο Σημείο Υποδοχής Κεντροφορέα. Το M22 χρησιμοποιεί τη Ρύθμιση 107 για να κινήσει τον κεντροφορέα στο Σημείο Ανάκλησης. Προσαρμόστε την πίεση χρησιμοποιώντας τις βαλβίδες στη Μονάδα Παραγωγής Υδραυλικής Πίεσης- HPU. M21-M28 Προαιρετικές Λειτουργίες M Χρήστη με M-Fin Οι κώδικες M M21 ως M28 είναι προαιρετικοί για τους ηλεκτρονόμους του χρήστη. Κάθε κώδικας M ενεργοποιεί έναν από τους προαιρετικούς ηλεκτρονόμους. Το πλήκτρο Επαναφορά θα τερματίσει την όποια λειτουργία, δηλαδή θα περιμένει να τελειώσει τον ενεργοποιημένο ηλεκτρονόμο (δείτε επίσης M51-58 και M61-68). Κάποιες ή όλες οι M21-25 (M21-M22 στους τόρνους Toolroom και Office) στο I/O PCB μπορούν να χρησιμοποιηθούν για τις εργοστασιακά εγκατεστημένες επιλογές. Εξετάστε τους ηλεκτρονόμους για υπάρχοντα καλώδια για να καθορίσετε ποια έχουν χρησιμοποιηθεί. Επικοινωνήστε με το εργοστάσιο της Haas για περισσότερες λεπτομέρειες. Ηλεκτρονόμοι Κώδικα-M Αυτές οι έξοδοι χρησιμοποιούνται για να ενεργοποιούν αισθητήρες, βοηθητικές αντλίες ή συσκευές στερεώματος κλπ. Οι βοηθητικές συσκευές συνδέονται ηλεκτρικά με τη λωρίδα τερματισμού για κάθε ηλεκτρονόμο ξεχωριστά. Η λωρίδα τερματισμού έχει τις θέσεις: Κανονικά Ανοιχτή (NO), Κανονικά Κλειστή (NC) και Κοινή (COM). Κύριο Ι/Ο PCB ηλεκ/μων Κωδικών Μ Προαιρετικός πίνακας ηλ/μων Κωδικών Μ (Πάνω από τον κύριο πίνακα Ι/Ο PCB) Προαιρετικά Ρελέ Κώδικα-8M Επιπρόσθετες λειτουργίες ηλ/μων κώδικα M μπορούν να αγοραστούν σε συστοιχίες των 8. Στο μηχάνημα μπορούν να εγκατασταθούν το περισσότερο 2 πλακέτες ηλ/μων κώδικα 8M για ένα σύνολο 16 επιπρόσθετων εξόδων. Ένα σύνολο 4 συστοιχιών των 8 ηλεκτρονόμων είναι δυνατό στο σύστημα Haas, που αριθμούνται από 0-3. Οι συστοιχίες 0 και 1 είναι εσωτερικές στο κύριο I/O PCB. Η συστοιχία 1 περιλαμβάνει τους ηλεκτρονόμους M21-25 στην κορυφή του I/O PCB. Η συστοιχία 2 απευθύνεται στην πρώτη επιλογή 8M PCB. Η συστοιχία 3 απευθύνεται στην πρώτη επιλογή 8M PCB. ΣΗΜΕΙΩΣΗ: Η συστοιχία 3 μπορεί να χρησιμοποιηθεί για κάποιες εγκατεστημένες επιλογές της Haas και μπορεί να μην είναι διαθέσιμο. Επικοινωνήστε με το εργοστάσιο της Haas για περισσότερες λεπτομέρειες. Μόνο μια συστοιχία εξόδων τη φορά μπορεί να είναι προσιτή με τους κώδικες M. Αυτό ρυθμίζεται από την Παράμετρο 352 "Επιλογή Συστοιχίας Ηλεκτρονόμων". Οι ηλεκτρονόμοι των μη-ενεργοποιημένων συστοιχιών είναι προσβάσιμα μόνο με τις μάκρο μεταβλητές ή τα M59/69. Η Παράμετρος 352 είναι προκαθορισμένη στο "1" ως στάνταρ. ΣΗΜΕΙΩΣΗ: Με όποια επιλογή διερεύνησης (με εξαίρεση το LTP), η Παράμετρος 352 πρέπει να είναι ρυθμισμένη στο '1'. Όταν εγκαθίσταται η επιλογή 8M, η πρόσβαση στους ηλεκτρονόμους του γίνεται με τη χρήση των M59/69. M23 Ενεργοποίηση σπασίματος άκρου σπειρώματος / M24 Απενεργοποίηση σπασίματος άκρου σπειρώματος Το M23 δίνει εντολή στη ρύθμιση να εκτελέσει σπάσιμο γωνίας στο τέλος ενός σπειρώματος που εκτελείται από το G76 ή G92. Το M24 δίνει εντολή στη ρύθμιση να μην εκτελέσει το σπάσιμο γωνίας στο τέλος των κύκλων σπειρωμάτων (G76 or G92). Ένα M23 παραμένει σε ισχύ μέχρι να αλλαχτεί από το M24, παρόμοια και το M24. Δείτε τις Ρυθμίσεις 95 και 96 για να ρυθμίσετε το μέγεθος και τη γωνία του σπασίματος. Το M23 είναι προκαθορισμένα ρυθμισμένο με το άνοιγμα του μηχανήματος και κατά την επαναφορά της ρύθμισης. 174
175 M30 Τέλος προγράμματος και επαναφορά αρχικών ρυθμίσεων Το M30 σταματά ένα πρόγραμμα. Σταματά την άτρακτό και κλείνει το ψυκτικό υγρό και ο κέρσορας θα επιστρέψει στην αρχή του προγράμματος. Το M30 ακυρώνει τις νέες οριζόμενες σχετικές θέσεις μήκους εργαλείου. M31 Ενεργοποίηση μεταφορέα αποβλήτων / M33 Σταμάτημα Μεταφορέα Αποβλήτων Το M31 ξεκινά τον κινητήρα του προαιρετικού μεταφορέα αποβλήτων με κατεύθυνση εμπρός, την κατεύθυνση που βγάζει τα απόβλητα έξω από το μηχάνημα. Ο μεταφορέας δεν θα γυρίσει αν η πόρτα είναι ανοιχτή. Συνιστάται η περιοδική χρήση του τρυπανιού αποβλήτων. Η συνεχής χρήση θα προκαλέσει υπερθέρμανση του κινητήρα. Το M33 σταματά την κίνηση του Μεταφορέα. M36 Ανύψωση υποδοχέα κατεργασμένων (πρόσθετο) / M37 Κατέβασμα υποδοχέα κατεργασμένων (πρόσθετο) Το M36 ενεργοποιεί τον προαιρετικό υποδοχέα εξαρτήματος. Το M37 απενεργοποιεί τον προαιρετικό υποδοχέα εξαρτήματος. Το M36 περιστρέφει τον υποδοχέα σε θέση υποδοχής του εξαρτήματος. Το M37 περιστρέφει τον υποδοχέα έξω από το πλαίσιο εργασίας. M38 Ενεργοποίηση μεταβολής ταχύτητας περιστροφής / M39 Απενεργοποίηση μεταβολής ταχύτητας περιστροφής Η Διαφοροποίηση Ταχύτητας Ατράκτου-Spindle Speed Variation (SSV) επιτρέπει στο χειριστή να ορίσει το εύρος στο οποίο θα κυμαίνεται συνεχώς η ταχύτητα της ατράκτου. Αυτό είναι χρήσιμο για να συγκρατήσει το κροτάλισμα του εργαλείου, το οποίο μπορεί να οδηγήσει σε ανεπιθύμητο φινίρισμα εξαρτήματος και/ή ζημιά στο εργαλείο κοπής. Η ρύθμιση θα διαφοροποιήσει την ταχύτητα της ατράκτου με βάση τις Ρυθμίσεις 165 και 166. Παράδειγμα, για να αλλάξετε την ταχύτητα της ατράκτου +/- 50 RPM της τρέχουσας ταχύτητας με έναν κύκλο εργασίας 3 δευτερολέπτων, βάλτε τη Ρύθμιση 165 στο 50 και τη Ρύθμιση 166 στο 30. Χρησιμοποιώντας αυτές τις ρυθμίσεις, το παρακάτω πρόγραμμα θα διαφοροποιήσει την ταχύτητα της ατράκτου μεταξύ 950 και 1050 RPM μετά την εντολή M38. O0010 S 1000 M3 G4 P3 M38 (SSV ON) G4 P60. M39 (SSV OFF) G4 P5 M30 Η διαφοροποίηση της ταχύτητας της ατράκτου θα συνεχίζεται με έναν κύκλο εργασίας 3 δευτερολέπτων μέχρι να βρεθεί η εντολή M39. Σε αυτό το σημείο το μηχάνημα θα επιστρέψει πίσω στην ταχύτητα για την οποία δόθηκε εντολή και η επιλογή λειτουργίας SSV θα κλείσει. Μια εντολή σταματήματος όπως η M30 ή πιέζοντας το πλήκτρο Επαναφορά επίσης κλείνει το SSV. Αν η περιστροφή RPM είναι μεγαλύτερη από την τιμή ταχύτητας της εντολής, οποιεσδήποτε αρνητικές τιμές RPM (κάτω από το μηδέν) θα ερμηνευθούν σε ισοδύναμες θετικές τιμές. Η άτρακτος όμως, δεν θα μπορεί να πάει κάτω από 10 RPM όταν είναι ενεργό το SSV. Ταχύτητα Συνεχούς Επιφάνειας: Όταν η Ταχύτητα Συνεχούς Επιφάνειας (G96) είναι ενεργή (που θα υπολογίσει την ταχύτητα της ατράκτου) η εντολή M38 θα αλλάξει αυτήν την τιμή χρησιμοποιώντας τις Ρυθμίσεις 165 και 166. Λειτουργίες Σπειρώματος: Τα G92, G76 και G32 θα επιτρέψουν στην ταχύτητα της ατράκτου να διαφοροποιηθεί στην επιλογή λειτουργίας SSV. Αυτό δεν συνιστάται εξαιτίας πιθανών προβλημάτων καθοδήγησης σπειρώματος που θα προκληθούν από το ακατάλληλο ταίριασμα της επιτάχυνσης της ατράκτου και του άξονα-z. Κύκλοι τρυπήματος με Σπειροτόμο: Τα G84, G184, G194, G195 και G196 δεν θα εκτελεστούν στις ταχύτητες των εντολών τους και το SSV δεν θα ισχύει. M41 Κατέβασμα ταχύτητας / M42 Ανέβασμα ταχύτητας Σε μηχανήματα με κιβώτιο ταχυτήτων, το M41 επιλέγει τη χαμηλή ταχύτητα και το M42 την υψηλή. M43 Ελευθέρωση εργαλειοφορέα / M44 Κλείδωμα εργαλειοφορέα Μόνο για το σέρβις. M51-M58 Ρύθμιση πρόσθετων Κωδικών ορισμένων από τον χρήστη M Οι κώδικες M51 ως M58 είναι προαιρετικές για τις διεπαφές του χρήστη. Θα ενεργοποιήσουν έναν από τους ηλεκτρονόμους και θα τον αφήσουν ενεργό. Χρησιμοποιήστε τα M61-M68 για να τα κλείσετε. Το πλήκτρο Επαναφοράς θα κλείσει όλους αυτούς τους ηλεκτρονόμους. Δείτε τα M121-M128 για λεπτομέρειες στους ηλεκτρονόμους κώδικα M. 175
176 M59 Ενεργοποίηση ηλεκτρονόμου εξόδου Αυτός ο κώδικας M ανοίγει ένα ηλεκτρονόμο. Παράδειγμα χρήσης του είναι το M59 Pnn, όπου "nn" είναι ο αριθμός του ηλεκτρονόμου που είναι αναμμένο. Μια εντολή M59 μπορεί να χρησιμοποιηθεί για να ανοίξει οποιεσδήποτε από τις ασυνεχείς εξόδους ηλεκτρονόμου σε εύρος από 1100 ως Όταν χρησιμοποιείται τις Μάκρο, το M59 P1103 κάνει το ίδιο με τη χρήση της προαιρετικής μακρο εντολής #1103 = 1, εκτός από το ότι είναι επεξεργασμένο στο τέλος της γραμμής του κώδικα. ΣΗΜΕΙΩΣΗ: 8M #1 χρησιμοποιεί τις διευθύνσεις M61-M68 Απενεργοποίηση πρόσθετων κωδικών Μ ορισμένων από τον χρήστη Οι κώδικες M61 ως M68 είναι προαιρετικές για τις διεπαφές του χρήστη. Θα κλείσουν έναν από τους ηλεκτρονόμους. Χρησιμοποιήστε τα M51-M58 για να τα ανάψετε. Το πλήκτρο Επαναφοράς θα κλείσει όλους αυτούς τους ηλεκτρονόμους. Δείτε τα M121-M128 για λεπτομέρειες στους ηλ/μους κώδικα M. M69 Απενεργοποίηση ηλεκτρονόμου εξόδου Αυτός ο κώδικας M κλείνει έναν ηλεκτρονόμο. Παράδειγμα χρήσης του είναι το M69 Pnn, όπου "nn" είναι ο αριθμός του ηλεκτρονόμου που είναι κλειστό. Μια εντολή M69 μπορεί να χρησιμοποιηθεί για να κλείσει οποιεσδήποτε από τις εξόδους ηλεκτρονόμων σε εύρος από 1100 ως Όταν τις χρησιμοποιείται, το M69 P1103 κάνει το ίδιο με τη χρήση της προαιρετικής μακρο εντολής #1103 = 0, εκτός από το ότι είναι επεξεργασμένο στο τέλος της γραμμής του κώδικα. M76 Απενεργοποίηση Οθόνης / M77 Ενεργοποίηση Οθόνης Αυτοί οι κώδικες χρησιμοποιούνται για να ενεργοποιήσουν και να απενεργοποιήσουν την παρουσίαση στην οθόνη. Αυτός ο κώδικας M είναι χρήσιμος κατά τη διάρκεια εκτέλεσης μεγάλου και πολύπλοκου προγράμματος καθώς η ανανέωση της οθόνης παίρνει την ενέργεια επεξεργασίας που αλλιώς θα ήταν απαραίτητη για να δοθούν εντολές κίνησης στο μηχάνημα. M78 Ειδοποίηση αν ανιχνευθεί Σήμα παρουσίας /M79 Ειδοποίηση αν Δεν ανιχνευθεί Σήμα παρουσίας Αυτός ο κώδικας M χρησιμοποιείται με τη χρήση ενός αισθητήρα. Το M78 δημιουργεί ειδοποίηση αν μια προγραμματισμένη λειτουργία παράλειψης (G31) λάβει ένα σήμα από τον αισθητήρα. Αυτό χρησιμοποιείται όταν ένα σήμα παράλειψης δεν είναι αναμενόμενο, και μπορεί να υποδεικνύει σύγκρουση. Το M79 δημιουργεί μια ειδοποίηση αν μια προγραμματισμένη λειτουργία παράλειψης (G31) δεν λάβει ένα σήμα από τον αισθητήρα. Αυτό χρησιμοποιείται όταν η έλλειψη σήματος παράλειψης σημαίνει σφάλμα τοποθέτησης. Αυτοί οι κώδικες μπορούν να τοποθετηθούν στην ίδια γραμμή με τον κώδικα παράλειψης G ή σε όποιο μεταγενέστερο τμήμα. M85 Άνοιγμα Αυτόματης Πόρτας (πρόσθετο) / M86 Κλείσιμο Αυτόματης Πόρτας (πρόσθετο) Το M85 ανοίγει την Αυτόματη πόρτα και το M86 την κλείνει. Το ειδικό χειριστήριο ηχεί επαναλαμβανόμενα όταν η πόρτα είναι σε κίνηση. M88 Άνοιγμα Ψυκτικού Υψηλής Πίεσης (πρόσθετο) / M89 Κλείσιμο Ψυκτικού Υψηλής Πίεσης (πρόσθετο) Το M88 ανοίγει το ψυκτικό υγρό υψηλής πίεσης και το M89 το κλείνει. Ειδοποίηση Κλείστε το Ψυκτικό υγρό Υψηλής Πίεσης πριν εκτελέσετε αλλαγή εργαλείου. Χρησιμοποιήστε ένα M89 για να κλείσετε το Ψυκτικό υγρό Υψηλής Πίεσης κατά την εκτέλεση του προγράμματος πριν περιστρέψετε τον πύργο εργαλείων. 176
177 M93 Ξεκινά την καταγραφή της θέσης Άξονα / M94 Σταματά την καταγραφή της θέσης Άξονα Αυτοί οι κώδικες M επιτρέπουν στη ρύθμιση να αιχμαλωτίσει τη θέση ενός βοηθητικού άξονα όταν μια ασυνεχής εισροή αλλάζει στο 1. Η μορφή είναι M93 Px Qx. Το P είναι ο αριθμός του άξονα. Το Q είναι ο αριθμός ασυνεχούς εισροής από το 0 ως το 63. Το M93 κάνει τη ρύθμιση να παρακολουθεί την ασυνεχή εισροή που ορίζεται από την τιμή Q και όταν πάει στο 1, αιχμαλωτίζει τη θέση του άξονα που ορίζεται από την τιμή P. Η θέση έπειτα αντιγράφεται στις κρυμμένες μάκρο μεταβλητές 749. Το M94 σταματά την κατάληψη. Τα M93 και M94 υποστηρίζουν την Ράβδο Πρόωσης της Haas, η οποία χρησιμοποιεί τη ρύθμιση ενός μόνο άξονα στο βοηθητικό άξονα V. Το P5 (άξονας V) και το Q2 πρέπει να χρησιμοποιούνται για τη ράβδο πρόωσης. M95 Επιλογή Λειτουργίας Ύπνου Η επιλογή λειτουργίας ύπνου είναι απαραίτητα μια μεγάλη παύση. Μπορεί να χρησιμοποιηθεί όταν ο χρήστης θέλει το μηχάνημα να ξεκινήσει να ζεσταίνεται ώστε να είναι έτοιμο για χρήση με την άφιξη του χειριστή. Η μορφή της εντολής M95 είναι: M95 (hh:mm). Το σχόλιο που αμέσως ακολουθεί το M95 πρέπει να περιέχει τις ώρες και τα λεπτά κατά τα οποία το μηχάνημα θα βρίσκεται σε λειτουργία ύπνου. Παράδειγμα, αν η τρέχουσα ώρα ήταν 6μμ και ο χρήστης ήθελε το μηχάνημα να βρίσκεται σε λειτουργία ύπνου ως τις 6:30πμ της επόμενης μέρας, θα χρησιμοποιούσε την επόμενη εντολή: M95 (12:30). Η γραμμή(ές) που ακολουθούν το M95 πρέπει να είναι εντολές κινήσεων αξόνων και προθέρμανσης ατράκτου. M96 Αλλαγή σειράς αν δεν υπάρχει στοιχείο εισόδου P Τμήμα προορισμού όταν συναντάται συνθήκη ελέγχου Q Μεταβλητή ασυνεχούς εισροής προς έλεγχο (0 ως 63) Αυτός ο κώδικας χρησιμοποιείται για να ελέγξει για την κατάσταση 0 (off) μιας ασυνεχούς εισροής. Αυτό είναι χρήσιμο για τον έλεγχο της κατάστασης των αυτόματων κρατημάτων της εργασίας ή άλλων εξαρτημάτων που θα δημιουργήσουν σήμα στη ρύθμιση. Η τιμή Q πρέπει να κυμαίνεται μεταξύ 0 και 63, που αντιστοιχεί στις εισροές που βρίσκονται στη διαγνωστική οθόνη (Η πάνω αριστερά εισροή είναι 0 και η κάτω δεξιά είναι η 63. Όταν εκτελείται το τμήμα του προγράμματος και το σήμα εισροής που ορίζεται από το Q έχει την τιμή 0, εκτελείται το τμήμα Pnnnn του προγράμματος (η γραμμή Pnnnn πρέπει να βρίσκεται στο ίδιο πρόγραμμα). Παράδειγμα M96: N05 M96 P10 Q8 (Έλεγχος εισροής #8, Διακόπτης Πόρτας, μέχρι να κλείσει); N10 (Έναρξη προγράμματος επανάληψης); - - (Πρόγραμμα που επεξεργάζεται το εξάρτημα); - N85 M21 (Εκτέλεση μιας εξωτερικής λειτουργίας χρήστη) N90 M96 P10 Q27 (Επανάληψη ως το N10 αν η πρόσθετη εισροή [#27] είναι 0); N95 M30 (Aν η πρόσθετη εισροή είναι 1 τότε τέλος προγράμματος); M97 Κλήση Τοπικού Υπο-προγράμματος Αυτός ο κώδικας χρησιμοποιείται για να καλέσει μια υπορουτίνα που αναφέρεται σε έναν αριθμό γραμμής (N) μέσα στο ίδιο πρόγραμμα. Απαιτείται ένας κώδικας και πρέπει να ταιριάζει σε έναν αριθμό γραμμής μέσα στο ίδιο πρόγραμμα. Αυτό είναι χρήσιμο για απλές υπορουτίνες μέσα σε ένα πρόγραμμα. Δεν απαιτείται ξεχωριστό πρόγραμμα. Η υπορουτίνα πρέπει να τελειώνει με ένα M99. Ένας κώδικας Lnn στο τμήμα M97 θα επαναλάβει την κλήση της υπορουτίνας nn φορές. Παράδειγμα M97: O0001 M97 P1000 L2 (Η εντολή L2 θα κάνει το πρόγραμμα να εκτελέσει τη γραμμή N1000 δύο φορές) M30 N1000 G00 G90 G55 X0 Z0 (Η γραμμή N που θα εκτελεστεί αφού τρέξει το M97 P1000) S500 M03 G00 Z-.5 G01 X.5 F100 G03 ZI-.5 G01 X0 Z1. F50. G91 G28 Z0 G90 M99 177
178 M98 Κλήση Υπο-προγράμματος Αυτός ο κώδικας για να καλέσει μια υπο-ρουτίνα, η μορφή είναι M98 Pnnnn (Pnnnn είναι ο αριθμός του προγράμματος που καλείται ). Το υπο-πρόγραμμα πρέπει να βρίσκεται στη λίστα προγραμμάτων και πρέπει να περιέχει το M99 για να επιστρέψει στο κύριο πρόγραμμα. Μια μέτρηση Lnn μπορεί να τοποθετηθεί στη γραμμή που περιέχει M98 και να κάνει την υπο-ρουτίνα να κληθεί nn φορές πριν συνεχίσει στο επόμενο τμήμα. O0001 M98 P100 L4; M30 (Αριθμός Κύριου Προγράμματος) (Κλήση υπο-ρουτίνας, αριθμός υπο-προγράμματος, επανάληψη 4 φορές) (Τέλος προγράμματος) O0100 (Αριθμός υπο-προγράμματος) G00 G90 G55 X0 Z0 (Η γραμμή N που θα εκτελεστεί αφού τρέξει το M97 P1000) S500 M03 G00 Z-.5 G01 X.5 F100 G03 ZI-.5 G01 X0 Z1. F50. G91 G28 Z0 G90 M99 M99 Επιστροφή από υπο-πρόγραμμα ή Επανάληψη Αυτός ο κώδικας χρησιμοποιείται για επιστροφή στο κύριο πρόγραμμα από μια υπο-ρουτίνα ή μάκρο, η μορφή είναι M99 Pnnnn (Pnnnn είναι η γραμμή του κύριου προγράμματος όπου θα επιστρέψει). Θα κάνει το κύριο πρόγραμμα να γυρίσει πίσω στην αρχή χωρίς στάση όταν χρησιμοποιείται στο κύριο πρόγραμμα. Σημειώσεις Προγραμματισμού Μπορείτε να προσομοιώσετε τη συμπεριφορά του Fanuc με τη χρήση του παρακάτω κώδικα: κλήση προγράμματος: Haas O0001 N50 M98 P2 N51 M99 P100 N100 (συνέχεια εδώ) M30 Fanuc O0001 N50 M98 P2 N100 (συνέχεια εδώ) M30 υπορουτίνα: O0002 O0002 M99 M99 P100 M99 Με τις Μάκρο Αν το μηχάνημα είναι εξοπλισμένο με τις προαιρετικές μάκρο, μπορείτε να χρησιμοποιήσετε μια σφαιρική μεταβλητή και να ορίσετε ένα τμήμα μετακίνησης προσθέτοντας #nnn = dddd στην υπορουτίνα και έπειτα χρησιμοποιώντας M99 P#nnn μετά την κλήση της υπορουτίνας. M109 Διαλογική είσοδος στοιχείων από τον χρήστη Αυτός ο κώδικας M επιτρέπει σε ένα πρόγραμμα κωδικών G να τοποθετήσει μια μικρή υπενθύμιση (μήνυμα) στην οθόνη. Μια μάκρο μεταβλητή που κυμαίνεται από 500 ως 599 πρέπει να ορίζεται από έναν κώδικα P. Το πρόγραμμα μπορεί να ελέγξει οποιοδήποτε χαρακτήρα που μπορεί να εισαχθεί από το πληκτρολόγιο συγκρίνοντας το με το δεκαδικό ισοδύναμο του χαρακτήρα ASCII (το G47, Χάραξη Κειμένου, έχει μια λίστα χαρακτήρων ASCII). Το ακόλουθο δείγμα προγράμματος θα ρωτήσει το χρήστη για Ναι ή Όχι, θα περιμένει ένα "Y" ή "N" να εισαχθεί. Όλοι οι άλλοι χαρακτήρες θα αγνοηθούν. 178
179 N1 #501= 0. (Καθαρισμός μεταβλητής) M109 P501 (Λειτουργία ύπνου 1 λεπτού?) N5 IF [ #501 EQ 0.] GOTO5 (Αναμονή απάντησης) IF [ #501 EQ 89. ] GOTO10 (Y) IF [ #501 EQ 78. ] GOTO20 (N) GOTO1 (Συνέχεια ελέγχου) N10 (Εισαγωγή ενός Y) M95 (00:01) GOTO30 N20 (Εισαγωγή ενός N) G04 P1 (Καμία κίνηση για 1 δευτερόλεπτο) N30 (Σταμάτημα) M30 Το ακόλουθο δείγμα προγράμματος θα ζητήσει από το χρήστη να επιλέξει έναν αριθμό, θα περιμένει να εισαχθεί ένα 1, 2 ή 3. Όλοι οι άλλοι χαρακτήρες θα αγνοηθούν. O00234 (Δείγμα προγράμματος) N1 #501= 0 (Καθαρισμός μεταβλητής) M109 P501 (Επιλογή 1, 2 ή 3:) N5 IF [ #501 EQ 0. ] GOTO5 (Αναμονή απάντησης) IF [ #501 EQ 49. ] GOTO10 (1) IF [ #501 EQ 50. ] GOTO20 (2) IF [ #501 EQ 51. ] GOTO30 (3) GOTO1 (Συνέχεια ελέγχου) N10 (Εισαγωγή ενός 1) M95 (00:01) GOTO30 N2 (Εισαγωγή ενός 2) G04 P5 (Καμία κίνηση για 5 δευτερόλεπτα) N30 (Εισαγωγή ενός 3) M30 M119 Προσανατολισμός Υποατράκτου Αυτή η εντολή θα κάνει την υποάτρακτο να τοποθετηθεί στη θέση που ορίζεται από την εντολή P ή R. Η μορφή είναι: M119 Pxxx/M119 Rxx.x. M121-M128 Πρόσθετα Μ από τον χρήστη Οι κώδικες M121 ως M128 είναι προαιρετικοί για τις διεπαφές του χρήστη. Θα ενεργοποιήσουν ένα από τα ρελέ 1132 ως 1139, θα περιμένουν το σήμα M-fin, θα ελευθερώσουν το ρελέ, και θα περιμένουν το σήμα M-fin να σταματήσει. Το πλήκτρο Επαναφορά θα τερματίσει κάθε λειτουργία που είναι σε αναμονή περιμένοντας το M-fin. M133/M134 / M135 Εντολές ενεργού κοπτικού Εργαλείου Το M133 γυρίζει την άτρακτο Ενεργών Κοπτικών Εργαλείων προς τα εμπρός. Το M134 τη γυρίζει προς την αντίθετη κατεύθυνση. Το M135 τη σταματά. Η ταχύτητα της ατράκτου ρυθμίζεται με έναν κώδικα διεύθυνσης P. Το P1200 θα έδινε εντολή για ταχύτητα ατράκτου στις 1200 στροφές RPM. M143/M144 / M145 Εντολές Υποατράκτου (πρόσθετο) Το M143 γυρίζει την υποάτρακτο προς τα εμπρός. Το M144 τη γυρίζει προς την αντίθετη κατεύθυνση. Το M145 τη σταματά Η ταχύτητα της υποατράκτου ρυθμίζεται με έναν κώδικα διεύθυνσης P, παράδειγμα, το P1200 θα δώσει εντολή για ταχύτητα ατράκτου στις 1200 στροφές RPM. M154 Σύμπλεξη Άξονα-C / M155 Αποσύμπλεξη Άξονα-C (πρόσθετο) Αυτός ο κώδικας M χρησιμοποιείται για να δεσμεύσει και να αποδεσμεύσει τον κινητήρα του προαιρετικού άξονα-c. 179
180 ΡΥΘΜΙΣΕΙΣ Οι σελίδες ρυθμίσεων περιέχουν τιμές που ρυθμίζουν τη λειτουργία του μηχανήματος και τις οποίες ο χρήστης ίσως χρειαστεί να αλλάξει. Οι περισσότερες ρυθμίσεις μπορούν να αλλαχθούν από τον χειριστή. Ακολουθούνται από μια σύντομη περιγραφή στα αριστερά και την τιμή στα δεξιά. Γενικά, οι ρυθμίσεις επιτρέπουν στον χειριστή να κλειδώσει ή να ανοίξει ορισμένες λειτουργίες. Οι ρυθμίσεις είναι οργανωμένες σε σελίδες λειτουργικά όμοιων ομάδων. Αυτό διευκολύνει το χρήστη να θυμάται πού βρίσκονται οι ρυθμίσεις και να γλιτώνει χρόνο πλοήγησης στην οθόνη των ρυθμίσεων. Η παρακάτω λίστα χωρίζεται σε ομάδες σελίδων με τίτλο σελίδας για επικεφαλίδα. Χρησιμοποιήστε τα κάθετα πλήκτρα μετακίνησης στην οθόνη για να κινηθείτε στην επιθυμητή ρύθμιση. Ανάλογα τη ρύθμιση, μπορείτε να την αλλάξετε εισάγοντας έναν νέο αριθμό ή, αν η ρύθμιση έχει συγκεκριμένες τιμές, να πιέσετε τα οριζόντια πλήκτρα μετακίνησης στην οθόνη για να εμφανιστούν οι επιλογές. Πιέστε το πλήκτρο Write για να εισάγετε ή να αλλάξετε την τιμή. Το μήνυμα κοντά στην κορυφή της οθόνης σας λέει πώς να αλλάξετε την επιλεγμένη ρύθμιση. Ο σειριακός αριθμός σε αυτή τη σελίδα είναι η Ρύθμιση 26 και προστατεύεται από τυχόν αλλαγές του χρήστη. Αν θέλετε να αλλάξετε αυτή τη ρύθμιση, καλέστε την Haas ή τον διανομέα σας. Παρακάτω γίνεται μια λεπτομερής περιγραφή κάθε ρύθμισης: 1 - Χρονομετρητής Αυτόματου Κλεισίματος Αυτή η ρύθμιση χρησιμοποιείται για να κλείσει το μηχάνημα όταν αυτό δεν χρησιμοποιείται για κάποιο χρονικό διάστημα. Η τιμή που εισάγεται σε αυτήν τη ρύθμιση είναι ο αριθμός των λεπτών που το μηχάνημα θα μείνει αδρανές μέχρι να κλείσει. Το μηχάνημα δεν θα κλείσει όσο εκτελείται ένα πρόγραμμα, και ο χρόνος (αριθμός των λεπτών) θα ξεκινήσει από το μηδέν κάθε φορά που θα πιέζονται πλήκτρα ή θα χρησιμοποιείται ο χειρισμός μετακίνησης. Η ακολουθία αυτόματου κλεισίματος δίνει στον χειριστή μια προειδοποίηση 15 δευτερολέπτων πριν το κλείσιμο, κατά την οποία η πίεση οποιουδήποτε πλήκτρου θα σταματήσει το κλείσιμο. 2 - Κλείσιμο στο M30 Κλείνει το μηχάνημα στο τέλος του προγράμματος (M30) αν αυτή η ρύθμιση είναι στο "On". Το μηχάνημα θα δώσει στο χειριστή προειδοποίηση 30 δευτερολέπτων μόλις φτάσει στο M30. Πιέζοντας οποιοδήποτε πλήκτρο θα διακοπεί η ακολουθία. 4 Γρήγορη Διαδρομή Γραφικών Αυτή η ρύθμιση αλλάζει τον τρόπο θέασης ενός προγράμματος στην επιλογή λειτουργίας Γραφικών. Όταν είναι κλειστό-off, οι γρήγορες κινήσεις (όχι κοπής) εργαλείου δεν αφήνουν ίχνος της διαδρομής. Όταν είναι ανοιχτό- On, οι γρήγορες κινήσεις εργαλείου αφήνουν μια διακεκομμένη γραμμή στην οθόνη. 5 Σημείο Τρυπήματος στα Γραφικά Αυτή η ρύθμιση αλλάζει τον τρόπο θέασης ενός προγράμματος στην επιλογή λειτουργίας Γραφικών. Όταν είναι ανοιχτό-on, η κίνηση στον άξονα-z θα αφήσει ένα σημάδι X στην οθόνη. Όταν είναι κλειστό-off, δεν θα εμφανιστούν επιπρόσθετα σημάδια στην οθόνη γραφικών. 180
181 6 - Κλείδωμα Μπροστινού Πίνακα Αυτή η ρύθμιση απενεργοποιεί τα πλήκτρα Άτρακτος CW και CCW όταν είναι ανοιχτή. 7 - Κλείδωμα Παραμέτρου Ανοίγοντας αυτήν τη ρύθμιση θα σταματήσει την αλλαγή των παραμέτρων, εκτός από τις παραμέτρους Σημειώστε ότι όταν ο έλεγχος είναι ανοιχτός, και αυτή η ρύθμιση είναι ανοιχτή. 8 - Κλείδωμα Μνήμης Προγράμματος Αυτή η ρύθμιση εμποδίζει τις λειτουργίες επεξεργασίας της μνήμης (Αλλαγή, Εισαγωγή, κλπ.) όταν είναι ανοιχτή. 9 - Ρύθμιση Διαστάσεων Αυτή η ρύθμιση επιλέγει μεταξύ του συστήματος ιντσών και του μετρικού συστήματος. Όταν είναι γυρισμένη στις Ίντσες, οι προγραμματισμένες μονάδες για τους X, Y, και Z είναι οι ίντσες, σε ". Όταν είναι γυρισμένη στο Μετρικό, οι προγραμματισμένες μονάδες είναι χιλιοστά, σε 0.001mm. Όλες οι τιμές των νέων οριζόμενων σχετικών θέσεων μετατρέπονται όταν αλλάζει η ρύθμιση. Εντούτοις, η αλλαγή της ρύθμισης δεν θα ερμηνεύσει αυτόματα ένα πρόγραμμα που είναι αποθηκευμένο στη μνήμη. Πρέπει να αλλάξετε τις προγραμματισμένες τιμές των αξόνων για τις νέες μονάδες. Όταν είναι γυρισμένη στις Ίντσες, ο προκαθορισμένος κώδικας G είναι G20, όταν είναι γυρισμένη στο Μετρικό, ο προκαθορισμένος κώδικας G είναι G21. ΣΥΣΤΗΜΑ ΙΝΤΣΩΝ ΜΕΤΡΙΚΟ ΣΥΣΤΗΜΑ Πρόωση Ίντσες/λεπτό Χιλ./λεπτό Μέγιστη Διαδρομή +/ / Ελαχ. Προγραμματισμένη Διάσταση Εύρος Πρόωσης.0001 ως ίντσες/λεπτό.001 ως Πλήκτρα Μετακίνησης Άξονα.0001 Πλήκτρο.0001 ίντσες/κλικ μετακίνησης.001 χιλ/κλικ μετακίνησης ίντσες/κλικ μετακίνησης.01 χιλ/κλικ μετακίνησης ίντσες/κλικ μετακίνησης.1 χιλ/κλικ μετακίνησης.1 Πλήκτρο.1 ίντσες/κλικ μετακίνησης 1 χιλ/κλικ μετακίνησης 10 - Όριο Γρήγορης Κίνησης στο 50% Όταν η ρύθμιση είναι ανοιχτή θα περιορίσει το μηχάνημα στο 50% της γρηγορότερης κίνησης του άξονα (όχι κοπής). Αυτό σημαίνει ότι, αν το μηχάνημα μπορεί να τοποθετήσει τους άξονες στις 700 ίντσες ανά λεπτό (ipm), θα περιοριστεί στις 350 ipm όταν η ρύθμιση είναι ανοιχτή. Θα εμφανιστεί ένα μήνυμα 50% μέγιστης αύξησης ταχύτητας, όταν η ρύθμιση είναι ανοιχτή. Όταν είναι κλειστή, θα είναι διαθέσιμο το 100% της μέγιστης ταχύτητας Επιλογή Ταχύτητας Επικοινωνίας Αυτή η ρύθμιση επιτρέπει στον χειριστή να αλλάξει το ρυθμό μεταφοράς των δεδομένων από και προς την πρώτη σειριακή θύρα (RS-232). Αυτό ισχύει και για το ανέβασμα και κατέβασμα των προγραμμάτων, κλπ.,αλλα και στις λειτουργίες DNC. Αυτή η ρύθμιση πρέπει να ταιριάζει με το ρυθμό του προσωπικού υπολογιστή Επιλογή Ισοτιμίας Αυτή η ρύθμιση ορίζει την ισοτιμία για την πρώτη σειριακή θύρα (RS-232). Όταν είναι γυρισμένη στο Καμία, κανένα ψηφίο ισοτιμίας δεν προστίθεται στα σειριακά δεδομένα. Όταν είναι γυρισμένη στο Μηδέν, ένα ψηφίο 0 προστίθεται. Τα Μονά και τα Ζυγά λειτουργούν ως κανονικά ψηφία ισοτιμίας. Βεβαιωθείτε ότι γνωρίζετε τι χρειάζεται το σύστημά σας, παράδειγμα, XMODEM πρέπει να χρησιμοποιεί 8 ψηφία δεδομένων και όχι ισοτιμία (ρύθμιση στο "None"). Αυτή η ρύθμιση πρέπει να ταιριάζει με το ρυθμό μεταφοράς από τον προσωπικό υπολογιστή Ψηφίο Παύσης Αυτή η ρύθμιση ορίζει τον αριθμό των ψηφίων παύσης για την πρώτη σειριακή θύρα (RS-232). Μπορεί να είναι 1 ή 2. Αυτή η ρύθμιση πρέπει να ταιριάζει με το ρυθμό μεταφοράς από τον προσωπικό υπολογιστή Συγχρονισμός Αυτή η ρύθμιση αλλάζει το πρωτόκολλο συγχρονισμού ανάμεσα στον αποστολέα και τον παραλήπτη για την πρώτη σειριακή θύρα (RS-232). Αυτή η ρύθμιση πρέπει να ταιριάζει με το ρυθμό μεταφοράς από τον προσωπικό υπολογιστή. 181
182 Όταν είναι ρυθμισμένη στο RTS/CTS, τα σήματα στα σειριακά καλώδια δεδομένων χρησιμοποιούνται για να πουν στον χρήστη να σταματήσει την αποστολή δεδομένων ενώ λαμβάνει ο παραλήπτης. Όταν είναι ρυθμισμένη στο XON/XOFF, την πιο σημαντική ρύθμιση, οι κώδικες χαρακτήρων ASCII χρησιμοποιούνται από τον παραλήπτη για να πει στον αποστολέα να σταματήσει προσωρινά. Η επιλογή κωδικών DC μοιάζουν με το XON/XOFF, εκτός από το ότι στέλνονται κώδικες έναρξης ή λήξης της διάτρητης ταινίας ή του αναγνώστη. Το XMODEM είναι ένα πρωτόκολλο επικοινωνιών καθοδηγούμενο από τον παραλήπτη το οποίο στέλνει δεδομένα σε τμήματα των 128 bytes. Το XMODEM έχει επιπρόσθετη αξιοπιστία καθώς κάθε τμήμα ελέγχεται για την ακεραιότητα του. Το XMODEM πρέπει να χρησιμοποιεί 8 ψηφία δεδομένων και καθόλου ισοτιμία. Ρυθμίσεις Μπορούν να ανοίγουν για να σταματούν τους μη εξοικειωμένους χειριστές ώστε να μην αλλάζουν τις λειτουργίες του μηχανήματος και να προκαλούν ζημιά στο μηχάνημα ή στο κομμάτι Κλείδωμα Απλής Κίνησης Η λειτουργία Απλής Κίνησης δεν θα είναι διαθέσιμη όσο αυτή η ρύθμιση είναι ανοιχτή Κλείδωμα Προαιρετικής Παύσης Η λειτουργία Προαιρετικής Παύσης δεν θα είναι διαθέσιμη όσο αυτή η ρύθμιση είναι ανοιχτή Κλείδωμα Διαγραφής Τμήματος Η λειτουργία Διαγραφής Τμήματος δεν θα είναι διαθέσιμη όσο αυτή η ρύθμιση είναι ανοιχτή Κλείδωμα Αύξησης Ταχύτητας Πρόωσης Τα πλήκτρα Αύξησης Ταχύτητας Πρόωσης θα είναι απενεργοποιημένα όσο αυτή η ρύθμιση είναι ανοιχτή Κλείδωμα Αύξησης Ταχύτητας Ατράκτου Τα πλήκτρα Αύξησης Ταχύτητας Ατράκτου θα είναι απενεργοποιημένα όσο αυτή η ρύθμιση είναι ανοιχτή Κλείδωμα Γρήγορης Αύξησης Ταχύτητας Τα πλήκτρα Αύξησης Ταχύτητας Άξονα θα είναι απενεργοποιημένα όσο αυτή η ρύθμιση είναι ανοιχτή Κύκλος Κατεργασίας Delta Z Αυτή η ρύθμιση ορίζει την απόσταση απόσυρσης του άξονα-z για τον καθαρισμό των αποβλήτων κατά τη διάρκεια ενός κύκλου κατεργασίας G73. Κυμαίνεται από 0.0 ως ίντσες (0-760 χιλ) Κλείδωμα Επεξεργασίας Προγράμματος 9xxx Ανοίγοντας αυτήν τη ρύθμιση θα σταματήσει τη θέαση, επεξεργασία ή διαγραφή της σειράς προγραμμάτων Όσο αυτή η ρύθμιση είναι ανοιχτή δεν μπορείτε να ανεβάσετε ή να κατεβάσετε τη σειρά προγραμμάτων Σημειώστε ότι η σειρά προγραμμάτων 9000 είναι συνήθως μάκρο προγράμματα Οδηγός Διάτρησης Αυτή η ρύθμιση χρησιμοποιείται για να ρυθμίσει τον οδηγό (η άσπρη ταινία στην αρχή ενός προγράμματος) που αποστέλλεται σε μια συσκευή διάτρησης χαρτοταινίας που είναι συνδεμένη στην πρώτη θύρα RS Μορφή EOB (End Of Block) Αυτή η ρύθμιση ελέγχει τη μορφή του EOB (Τέλος Τμήματος) όταν τα δεδομένα αποστέλλονται και παραλαμβάνονται από και προς τη σειριακή θύρα 1 (RS-232). Αυτή η ρύθμιση πρέπει να ταιριάζει με το ρυθμό μεταφοράς από τον προσωπικό υπολογιστή Σειριακός Αριθμός Αυτός είναι ο σειριακός αριθμός του μηχανήματος σας. Δεν μπορεί να αλλάξει Εκτέλεση Κύκλου Κατεργασίας χωρίς X/Z Ανοίγοντας αυτήν τη ρύθμιση θα κάνει τον εντολοδόχο κύκλο κατεργασίας να ολοκληρωθεί χωρίς εντολή για το X ή το Z. Η προτεινόμενη μέθοδος λειτουργίας είναι με αυτήν τη ρύθμιση ανοιχτή. Όταν είναι κλειστή, η ρύθμιση του μηχανήματος θα σταματήσει αν ένας κύκλος κατεργασίας είναι προγραμματισμένος χωρίς εντολή κίνησης του άξονα-x ή Z. 182
183 31 - Επαναφορά Δείκτη Προγράμματος Όταν αυτή η ρύθμιση είναι κλειστή, το πλήκτρο Επαναφορά δεν θα αλλάξει τη θέση του δείκτη του προγράμματος. Όταν είναι ανοιχτή, το πλήκτρο Επαναφορά θα κινήσει το δείκτη του προγράμματος στην αρχή του προγράμματος Ρύθμιση Ψυκτικού Αυτή η ρύθμιση ρυθμίζει τη λειτουργία του ψυκτικού. Η επιλογή Κανονικό επιτρέπει στο χειριστή να ανοίξει και να κλείσει την αντλία χειροκίνητα ή με τη χρήση κωδικών M. Η επιλογή Κλειστή θα δημιουργήσει ειδοποίηση αν επιχειρηθεί προσπάθεια να ανοίξει η αντλία χειροκίνητα ή μέσα από ένα πρόγραμμα. Η επιλογή Αγνόηση θα αγνοήσει όλες τις εντολές του προγράμματος για το ψυκτικό υγρό, αλλά η αντλία θα μπορεί να ανοίξει χειροκίνητα Σύστημα Συντεταγμένων Αυτή η ρύθμιση αλλάζει τον τρόπο που λειτουργούν οι νέες οριζόμενες σχετικές θέσεις μετατόπισης εργαλείου. Ρυθμίζεται είτε στο Yasnac ή στο Fanuc. Η ρύθμιση αυτή αλλάζει τον τρόπο που ερμηνεύεται μια εντολή Txxxx και τον τρόπο που ορίζεται ένα σύστημα συντεταγμένων. Αν είναι στο Yasnac, οι μετατοπίσεις εργαλείων 51 ως 100 είναι διαθέσιμες στην οθόνη νέων οριζόμενων σχετικών θέσεων και επιτρέπεται το G50 T5100. Αν είναι στο FANUC, η γεωμετρία εργαλείου για τα εργαλεία 1 ως 50 είναι διαθέσιμα στην οθόνη νέων οριζόμενων σχετικών θέσεων και ο τρόπος συντεταγμένων εργασίας G54 είναι επίσης διαθέσιμος Επανεκκίνηση Προγράμματος Όταν αυτή η ρύθμιση είναι ανοιχτή, η επανεκκίνηση προγράμματος από σημείο διαφορετικό από την αρχή του προγράμματος θα οδηγήσει τη ρύθμιση να σκανάρει όλο το πρόγραμμα για να εξασφαλίσει ότι το εργαλεία, οι νέες οριζόμενες σχετικές θέσεις,οι κώδικες Μ και G και οι θέσεις των αξόνων είναι ρυθμισμένα κατάλληλα πριν την έναρξη του προγράμματος σε ένα τμήμα όπου είναι τοποθετημένος ο κέρσορας. Οι ακόλουθοι κώδικες M θα είναι προς επεξεργασία όταν είναι ενεργοποιημένη η Ρύθμιση 36: M08 Άνοιγμα Ψυκτικού Μ37 Κατέβασμα Υποδοχέα Εξαρτήματος Μ09 Κλείσιμο Ψυκτικού Μ41 Χαμηλή Ταχύτητα Μ14 Ακινητοποίηση Κύριας Ατράκτου Μ42 Υψηλή Ταχύτητα Μ15 Ελευθέρωση Κύριας Ατράκτου Μ51-58 Ρύθμιση κωδικών Μ για το Χρήστη Μ36 Ανύψωση Υποδοχέα Εξαρτήματος Μ61-68 Καθαρισμός κωδικών Μ για το Χρήστη Όταν είναι κλειστή το πρόγραμμα θα ξεκινήσει χωρίς να ελέγξει την κατάσταση του μηχανήματος. Όταν παραμένει κλειστή μπορείτε να γλιτώσετε χρόνο όταν εκτελείτε ένα εγκεκριμένο πρόγραμμα RS Ψηφία Δεδομένων Αυτή η ρύθμιση χρησιμοποιείται για να αλλάξει τον αριθμό των ψηφίων των δεδομένων για τη σειριακή θύρα 1 (RS-232). Αυτή η ρύθμιση πρέπει να ταιριάζει με το ρυθμό μεταφοράς από τον προσωπικό υπολογιστή. Κανονικά πρέπει να χρησιμοποιούνται 7 ψηφία δεδομένων αλλά κάποιοι υπολογιστές απαιτούν 8. Το XMODEM πρέπει να χρησιμοποιεί 8 ψηφία δεδομένων και όχι ισοτιμία Αριθμός Βοηθητικών Αξόνων Αυτή είναι μια αριθμητική εισαγωγή μεταξύ 0 και 1. Χρησιμοποιείται για να επιλέξει τον αριθμό των εξωτερικών βοηθητικών αξόνων που είναι επιπρόσθετοι στο πρόγραμμα. Αν είναι ρυθμισμένη στο 0, δεν υπάρχουν βοηθητικοί άξονες. Αν είναι ρυθμισμένη στο 1, υπάρχει ένας άξονας-v Ηχητικό M00, M01, M02, M30 Ανοίγοντας αυτήν τη ρύθμιση θα κάνει τον βομβητή του πληκτρολογίου να ηχήσει όταν βρεθεί M00, M01 (με ενεργό το Προαιρετική Παύση), M02 ή M30. Ο βομβητής θα συνεχίσει μέχρι να πατηθεί ένα πλήκτρο Πρόσθεση Διαστημάτων σε Αποστολές μέσω RS232 Όταν αυτή η ρύθμιση είναι ανοιχτή, προστίθενται διαστήματα μεταξύ των κωδικών διευθύνσεων όταν ένα πρόγραμμα αποστέλλεται μέσω σειριακής θύρας 1,RS-232. Αυτό μπορεί να κάνει το πρόγραμμα ευκολότερο στην ανάγνωση/επεξεργασία σε έναν προσωπικό υπολογιστή (PC). Όταν είναι κλειστή, τα προγράμματα που στέλνονται στη σειριακή θύρα δεν έχουν διαστήματα και είναι δυσκολότερα στην ανάγνωση M00 Μετά την Αλλαγή Εργαλείου Ανοίγοντας αυτήν τη ρύθμιση θα σταματήσει το πρόγραμμα μετά από μια αλλαγή εργαλείου και θα εμφανιστεί ένα μήνυμα που θα δείχνει αυτήν την κατάσταση. Το πλήκτρο Έναρξη Κύκλου πρέπει να πατηθεί για να συνεχιστεί το πρόγραμμα Τύπος Αντιστάθμισης Κοπτικού Αυτή η ρύθμιση ελέγχει το πώς ξεκινά το πρώτο χτύπημα μιας αντισταθμισμένης κοπής και τον τρόπο που φεύγει το εργαλείο από το εξάρτημα που κόπηκε. Οι επιλογές μπορεί να είναι A ή B. Δείτε το κεφάλαιο αντιστάθμισης κοπτικού για παραδείγματα. 183
184 44 - Ελαχ. F σε Ακτίνα TNC % (Ελάχιστος ρυθμός πρόωσης στην επί τοις εκατό αντιστάθμιση ακτίνας μύτης εργαλείου) Αυτή η ρύθμιση επηρεάζει τον ρυθμό πρόωσης όταν η αντιστάθμιση κοπτικού κινεί το εργαλείο προς τα εμπρός μέσα σε μια κυκλική κοπή. Αυτός ο τύπος κοπής θα χαμηλώσει ταχύτητα για να διατηρήσει ένα σταθερό ρυθμό πρόωσης επιφάνειας. Αυτή η ρύθμιση ορίζει το χαμηλότερο ρυθμό πρόωσης επί τοις εκατό του προγραμματισμένου ρυθμού πρόωσης (εύρος 1-100) Κατοπτρισμός Άξονα-X 47 - Κατοπτρισμός Άξονα-Ζ Όταν μια ή περισσότερες από αυτές τις ρυθμίσεις είναι ανοιχτή, η κίνηση του άξονα θα κατοπτριστεί (αντιστραφεί) γύρω από το σημείο εργασίας μηδέν. Δείτε ακόμα G101, Ενεργοποίηση Κατοπτρισμού, στο κεφάλαιο κωδικών G Συγχρονισμός Βοηθητικού Άξονα Αυτή η ρύθμιση αλλάζει το συγχρονισμό ανάμεσα στον αποστολέα και τον παραλήπτη για τη δεύτερη σειριακή θύρα. Η δεύτερη σειριακή θύρα χρησιμοποιείται για τους βοηθητικούς άξονες. Οι ρυθμίσεις μεταξύ της ρύθμισης CNC και των βοηθητικών αξόνων πρέπει να είναι ίδιες. Επιλέγοντας "RTS/CTS" θα πει στον αποστολέα να σταματήσει προσωρινά να στέλνει δεδομένα καθώς λαμβάνει ο παραλήπτης. Επιλέγοντας "XON/XOFF" θα χρησιμοποιήσει χαρακτήρες κωδικών ASCII από τον παραλήπτη για να πει στον αποστολέα να σταματήσει προσωρινά. XON/XOFF είναι η πιο συνηθισμένη ρύθμιση. Η επιλογή "Κώδικες DC " μοιάζει με το XON/XOFF, με την εξαίρεση ότι αποστέλλονται οι κώδικες έναρξης /παύσης. Η επιλογή "XMODEM" είναι καθοδηγούμενη από τον παραλήπτη, η οποία στέλνει δεδομένα σε τμήματα των 128 bytes. Το XMODEM δίνει στην επικοινωνία RS-232 πρόσθετη αξιοπιστία γιατί κάθε τμήμα ελέγχεται για την ακεραιότητα του. 51- Διακόπτης Ρύθμισης Κρατήματος Πόρτας (Διακόπτης Ρύθμισης Ασφάλειας) Επιλέγοντας "Off" δεν θα επιτρέπει να ξεκινήσει ένα πρόγραμμα όταν οι πόρτες είναι ανοιχτές, και το άνοιγμα μιας πόρτας θα προκαλέσει την παύση του προγράμματος που εκτελείται (είναι το ίδιο με το πάτημα του Παύση Τροφοδοσίας). Τα μηχανήματα που είναι εξοπλισμένα με το διακόπτη ασφαλείας θα διενεργήσουν παύση τροφοδοσίας αν ο διακόπτης ασφαλείας ελευθερωθεί. Όταν η γενική ρύθμιση του μηχανήματος είναι ανοιχτή, αυτή η ρύθμιση γυρίζει στο Off αυτόματα G83 Ανάκληση Πάνω από το R Εύρος 0.0 ως ίντσες ή χιλ). Αυτή η ρύθμιση αλλάζει τον τρόπο που συμπεριφέρεται το G83 (κύκλος τρυπήματος-τρυποκάρυδος). Οι περισσότεροι προγραμματιστές ρυθμίζουν την αναφορά επιπέδου (R) πάνω από την κοπή για να εξασφαλίσουν ότι η κίνηση καθαρισμού αποβλήτων θα επιτρέψει πραγματικά στα απόβλητα να βγουν από την οπή. Όμως αυτό είναι χρονοβόρο καθώς το μηχάνημα θα τρυπήσει μέσα σε αυτή την κενή απόσταση. Αν η Ρύθμιση 52 είναι γυρισμένη στην απαιτούμενη απόσταση για τον καθαρισμό των αποβλήτων, το επίπεδο R μπορεί να τοποθετηθεί πολύ πιο κοντά στο εξάρτημα που τρυπιέται Μετακίνηση χωρίς την Επιστροφή στο Μηδέν Ανοίγοντας αυτήν τη ρύθμιση επιτρέπει στους άξονες να μετακινηθούν χωρίς την επιστροφή του μηχανήματος στο σημείο μηδέν (εύρεση αρχικού σημείου μηχανήματος). Αυτή είναι μια επικίνδυνη κατάσταση καθώς οι άξονες μπορούν να πέσουν πάνω σε μηχανολογικές παύσεις και στην πιθανότητα βλάβης του μηχανήματος. Όταν η γενική ρύθμιση του μηχανήματος είναι ανοιχτή, αυτή η ρύθμιση γυρίζει στο Off αυτόματα. 184

185 54 - Ταχύτητα Επικοινωνίας Βοηθητικών Αξόνων Αυτή η ρύθμιση επιτρέπει στον χειριστή να αλλάξει το ρυθμό δεδομένων για τη δεύτερη σειριακή θύρα (Βοηθητικοί άξονες). Αυτή η ρύθμιση πρέπει να ταιριάζει με την τιμή στη ρύθμιση των βοηθητικών αξόνων Ενεργοποίηση DNC από το MDI Ανοίγοντας αυτήν τη ρύθμιση θα κάνει διαθέσιμο το χαρακτηριστικό DNC. Το DNC επιλέγεται στη ρύθμιση πατώντας το πλήκτρο MDI/DNC δύο φορές. Το DNC Άμεσος Αριθμητικός Έλεγχος δεν είναι διαθέσιμο όταν αυτή η ρύθμιση είναι κλειστή M30 Ανάκτηση Προκαθορισμένου G Όταν αυτή η ρύθμιση είναι ανοιχτή, τερματίζοντας ένα πρόγραμμα με M30 ή πατώντας το Reset επιστρέφει όλους τους τροποποιητικούς κώδικες G στις προκαθορισμένες ρυθμίσεις τους Ακριβής Παύση Κατεργασίας X-Z Η γρήγορη κίνηση XZ που σχετίζεται με έναν κύκλο κατεργασίας μπορεί να μην επιτύχει μια ακριβή παύση όταν η ρύθμιση είναι κλειστή. Ανοίγοντας αυτήν τη ρύθμιση θα εξασφαλίσει ότι η κίνηση XZ φτάνει σε μια ακριβή παύση Αντιστάθμιση Κοπτικού Αυτή η ρύθμιση επιλέγει τον τύπο αντιστάθμισης κοπτικού που χρησιμοποιείται (FANUC ή YASNAC). Δείτε το κεφάλαιο αντιστάθμισης κοπτικού Νέα οριζόμενη σχετική θέση Αισθητήρα X Νέα οριζόμενη σχετική θέση Αισθητήρα X Νέα οριζόμενη σχετική θέση Αισθητήρα Z Νέα οριζόμενη σχετική θέση Αισθητήρα Z- Αυτές οι ρυθμίσεις χρησιμοποιούνται για να ορίσουν τη μετατόπιση και το μέγεθος του αισθητήρα της ατράκτου. Ορίζουν την απόσταση και την κατεύθυνση από όπου ενεργοποιείται ο αισθητήρας προς την πραγματική θέση ανίχνευσης της επιφάνειας. Χρησιμοποιούνται από τους κώδικες G31, G36, G136, και M75. Οι τιμές που εισάγονται σε κάθε ρύθμιση μπορεί να είναι είτε αρνητικοί είτε θετικοί αριθμοί. Μπορούν να χρησιμοποιηθούν οι μάκρο για την πρόσβαση σε αυτές τις ρυθμίσεις, δείτε το κεφάλαιο των μάκρο για περισσότερες πληροφορίες Πλάτος Μονάδας Εντοπισμού Άκρου Κοπτικού Εργαλείου Αυτή η ρύθμιση χρησιμοποιείται για να ορίσει το πλάτος του αισθητήρα που χρησιμοποιείται για τον έλεγχο της διαμέτρου του εργαλείου. Αυτή η ρύθμιση εφαρμόζεται μόνο στην επιλογή αισθητήρα. Χρησιμοποιείται από το G Μέτρηση Ρύθμισης Εργαλείου Αυτή η ρύθμιση αλλάζει τον τρόπο που δουλεύει το πλήκτρο Μέτρηση Νέας οριζόμενης σχετικής θέσης Εργαλείου-Tool Offset Measure. Όταν είναι ανοιχτή, η ρύθμιση εργαλείου που εισάγεται θα είναι η καταμετρημένη νέα οριζόμενη σχετική θέση εργαλείου συν τη νέα οριζόμενη σχετική θέση συντεταγμένης εργασίας (άξονα-z). Όταν είναι κλειστή, η νέα οριζόμενη σχετική θέση εργαλείου ισούται με τη θέση μηχανήματος του άξονα-z. 185
186 65 - Γραφική Κλίμακα (Ύψος) Αυτή η ρύθμιση ορίζει το ύψος της περιοχής εργασίας που εμφανίζεται στην οθόνη της επιλογής λειτουργίας Γραφικών. Η προκαθορισμένη τιμή αυτής της ρύθμισης είναι το μέγιστο ύψος, που είναι ολόκληρη η περιοχή εργασίας. Η χρήση των ακόλουθων σχέσεων μπορεί να ορίσει μια συγκεκριμένη κλίμακα: Συνολική διαδρομή Y = Παράμετρος 20/Παράμετρος 19 Κλίμακα = Συνολική διαδρομή Y /Ρύθμιση Γραφικά Νέας οριζόμενης σχετικής θέσης X Αυτή η ρύθμιση εντοπίζει τη δεξιά πλευρά του παράθυρου της κλίμακας που σχετίζεται με τη θέση μηχανήματος μηδέν του άξονα-x (δείτε κεφάλαιο Γραφικών). Η προκαθορισμένη τιμή είναι Γραφικά Νέας οριζόμενης σχετικής θέσης Z Αυτή η ρύθμιση εντοπίζει την κορυφή του παράθυρου εστίασης που σχετίζεται με τη θέση μηχανήματος μηδέν του άξονα-z (δείτε κεφάλαιο Γραφικών). Η προκαθορισμένη τιμή είναι DPRNT Διαστήματα καθοδήγησης Όταν είναι κλειστή, η ρύθμιση δεν θα χρησιμοποιήσει τα διαστήματα καθοδήγησης που δημιουργούνται από μια μάκρο δήλωση DPRNT. Αντίθετα, όταν είναι ανοιχτή, η ρύθμιση θα χρησιμοποιήσει τα διαστήματα καθοδήγησης. Το παρακάτω παράδειγμα δείχνει τη συμπεριφορά της ρύθμισης. #1 = 3.0; OUTPUT G0 G90 x#1 ; OFF ON DPRNT[X#1[44]] ; X X Σημειώστε το διάστημα ανάμεσα στο "X" και το 3 όταν η ρύθμιση είναι ανοιχτή. Όταν η ρύθμιση είναι ανοιχτή οι πληροφορίες μπορούν να διαβάζονται καλύτερα Κώδικας DPRNT Ανοιχτός/Κλειστός Αυτή η ρύθμιση ελέγχει αν οι μάκρο δηλώσεις POPEN και PCLOS στέλνουν τους κώδικες ρύθμισης DC στη σειριακή θύρα. Όταν η ρύθμιση είναι ανοιχτή, αυτές οι δηλώσεις θα στείλουν τους κώδικες ρύθμισης DC. Όταν είναι κλειστή, οι κώδικες ρύθμισης αποσιωπούνται. Η προκαθορισμένη τιμή είναι On Βάθος Κοπής Κύκλου Κατεργασίας Χρησιμοποιείται με τους κύκλους κατεργασίας G71 και G72, ορίζει το επαυξημένο βάθος για κάθε πέρασμα στη διάρκεια της εκχόνδρισης. Χρησιμοποιείται αν ο προγραμματιστής δεν έχει ορίσει έναν κώδικα D. Οι τιμές κυμαίνονται από 0 ως ίντσες ή χιλ. Η προκαθορισμένη τιμή είναι.1000 ίντσες Ανάκληση Κύκλου Κατεργασίας Χρησιμοποιείται με τους κύκλους κατεργασίας G71 και G72, ορίζει το μέγεθος ανάκλησης μετά την εκχόνδριση. Αντιπροσωπεύει το ελεύθερο πεδίο μεταξύ εργαλείου και υλικού καθώς το εργαλείο επιστρέφει από ένα άλλο πέρασμα. Οι τιμές κυμαίνονται από 0 ως ίντσες ή χιλ. Η προκαθορισμένη τιμή είναι.0500 ίντσες. 74- Ίχνος προγράμματος 9xxx Αυτή η ρύθμιση, μαζί με τη Ρύθμιση 75, χρησιμοποιούνται για τον έλεγχο σφαλμάτων των προγραμμάτων CNC. Όταν η Ρύθμιση 74 είναι ανοιχτή, θα εμφανίζει τον κώδικα σε μάκρο προγράμματα (O9xxxx). Όταν είναι κλειστή, δεν θα εμφανίζεται η σειρά κωδικών
187 75 - Πρόγραμμα 9xxxx Μονό Τμήμα Όταν η Ρύθμιση 75 είναι ανοιχτή και στην επιλογή λειτουργίας Μονού Τμήματος, τότε η ρύθμιση θα σταματά σε κάθε τμήμα του κώδικα σε ένα μάκρο πρόγραμμα (O9xxxx) και θα περιμένει τον χειριστή να πιέσει το πλήκτρο Cycle Start. Όταν η Ρύθμιση 75 είναι κλειστή, το μάκρο πρόγραμμα εκτελείται συνεχόμενα, δεν σταματά σε κάθε τμήμα, ακόμα και στη λειτουργία Μονού Τμήματος. Η προκαθορισμένη τιμή είναι On. Όταν οι Ρυθμίσεις 74 και 75 είναι και οι δύο ανοιχτές, η γενική ρύθμιση αντιδρά κανονικά. Δηλαδή όλα τα τμήματα που εκτελούνται φωτίζονται έντονα και εμφανίζονται, και στην επιλογή λειτουργίας Μονού Τμήματος υπάρχει μια παύση πριν την εκτέλεση κάθε τμήματος. Όταν οι Ρυθμίσεις 74 και 75 είναι και οι δύο κλειστές, η γενική ρύθμιση θα εκτελέσει τη σειρά προγραμμάτων 9000 χωρίς να εμφανίζει τον κώδικα του προγράμματος. Στην επιλογή λειτουργίας Μονού Τμήματος, δεν θα γίνει καμία παύση κατά την εκτέλεση της σειράς προγραμμάτων Όταν η Ρύθμιση 75 είναι ανοιχτή και η Ρύθμιση 74 κλειστή, τότε η σειρά προγραμμάτων 9000 εμφανίζεται καθώς εκτελείται Κλείδωμα Πεντάλ Ποδιού Είναι μια ρύθμιση On/Off. Όταν είναι κλειστή, το πεντάλ ποδιού λειτουργεί κανονικά. Όταν είναι ανοιχτή, οποιαδήποτε ενέργεια του πεντάλ αγνοείται από τη ρύθμιση Κλίμακα Ακέραιου F Αυτή η ρύθμιση επιτρέπει στο χειριστή να επιλέξει πώς θα ερμηνεύσει η ρύθμιση μια τιμή F (ρυθμός πρόωσης) που δεν περιέχει δεκαδική υποδιαστολή. (Συνιστάται οι προγραμματιστές να χρησιμοποιούν πάντα δεκαδική υποδιαστολή.) Αυτή η ρύθμιση βοηθά τους χειριστές να εκτελέσουν προγράμματα που δημιουργούνται σε άλλη ρύθμιση εκτός της Haas. Παράδειγμα F12: Ρύθμιση 77 Κλειστή μονάδες/λεπτό Ρύθμιση 77 Ανοιχτή 12.0 μονάδες.λεπτό 81 - Εργαλείο στο Αυτόματο Κλείσιμο Όταν πατηθεί το πλήκτρο Power Up/Restart, η γενική ρύθμιση του μηχανήματος θα αλλάξει το εργαλείο που ορίζεται σε αυτή τη ρύθμιση. Αν ορίζεται το μηδέν (0), δεν θα συμβεί αλλαγή εργαλείου κατά το άνοιγμα του μηχανήματος. Η προκαθορισμένη ρύθμιση είναι το Γλώσσα Κι άλλες γλώσσες εκτός της Αγγλικής είναι διαθέσιμες στη ρύθμιση Haas. Για να αλλάξετε γλώσσα, επιλέξτε μια γλώσσα και πιέστε Enter M30/Επαναφορά ρυθμίσεων Αύξησης Ταχύτητας Όταν αυτή η ρύθμιση είναι ανοιχτή, ένα M30 επαναφέρει όλες τις αυξήσεις ταχύτητας (ταχύτητα πρόωσης, άτρακτο, γρήγορη κίνηση) στις προκαθορισμένες τιμές τους (100%) Δράση Υπερφόρτωσης Εργαλείου Αυτή η ρύθμιση προκαλεί μια συγκεκριμένη δράση (Ειδοποίηση, Κράτημα Πρόωσης, Ηχητικό σήμα, Αυτόματη Πρόωση) κάθε φορά που το εργαλείο υπερφορτώνεται (δείτε το κεφάλαιο Εργαλείων). Επιλέγοντας Ειδοποίηση θα κάνει το μηχάνημα να σταματήσει όταν το εργαλείο υπερφορτώνεται. Όταν είναι γυρισμένη στο Κράτημα Πρόωσης, το μήνυμα Υπερφόρτωση Εργαλείου θα εμφανιστεί και το μηχάνημα θα σταματήσει σε μια κατάσταση αναμονής. Με το πάτημα οποιουδήποτε πλήκτρου θα καθαριστεί το μήνυμα. Επιλέγοντας Ηχητικό σήμα θα προκληθεί ηχητικό σήμα όταν το εργαλείο υπερφορτώνεται. Όταν είναι γυρισμένη στο Αυτόματη Πρόωση, ο τόρνος αυτόματα περιορίζει το ρυθμό πρόωσης με βάση το φορτίο του εργαλείου. Σημειώσεις Αυτόματης Πρόωσης: Κατά την σπειροτόμηση (άκαμπτη ή κυμαινόμενη), κλειδώνεται η αύξηση ταχύτητας πρόωσης και ατράκτου, έτσι η Αυτόματη Πρόωση θα είναι ανενεργή (η γενική ρύθμιση θα φαίνεται να ανταποκρίνεται στα πλήκτρα αύξησης ταχύτητας, με την εμφάνιση των αντίστοιχων μηνυμάτων). Η Αυτόματη Πρόωση δεν πρέπει να χρησιμοποιείται σε φρεζάρισμα σπειρώματος ή αυτόματη ανάστροφη σπειροτόμηση κεφαλών, γιατί μπορεί να έχει απροσδόκητα αποτελέσματα, ως και σύγκρουση. Η τελευταία εντολή ρυθμού πρόωσης θα μπορούσε να επανέλθει στο τέλος της εκτέλεσης του προγράμματος, ή όταν ο χειριστής πιέσει το Reset ή κλείσει την Αυτόματη Πρόωση. Ο χειριστής μπορεί να χρησιμοποιήσει τα πλήκτρα αύξησης ταχύτητας του ρυθμού πρόωσης του πληκτρολόγιου ενώ η Αυτόματη Πρόωση έχει επιλεγεί. Αυτά τα πλήκτρα θα αναγνωριστούν από την Αυτόματη Πρόωση σαν οι νέες εντολές ρυθμού πρόωσης για όσο χρόνο δεν υπάρχει υπέρβαση ορίου του φορτίου του εργαλείου. Όμως, αν ήδη υπάρχει υπέρβαση ορίου, η ρύθμιση θα αγνοήσει τα πλήκτρα αύξησης ταχύτητας του ρυθμού πρόωσης. 187
188 85 - Μέγιστη Στρογγυλοποίηση Γωνίας Ορίζει την ακρίβεια στρογγυλοποίησης σε μία επιλεγμένη ανοχή. Η προκαθορισμένη τιμή είναι 0.05 ίντσες. Αν αυτή η ρύθμιση είναι μηδέν (0), η γενική ρύθμιση ενεργεί σαν να δόθηκε εντολή ακριβούς παύσης σε κάθε τμήμα κίνησης Ανοχή Φινιρίσματος Σπειρώματος Χρησιμοποιείται στον κύκλο κατεργασίας σπειρώματος G76, ορίζει πόσο υλικό θα μείνει στο σπείρωμα για φινίρισμα αφού τελειώσουν όλα τα περάσματα. Οι τιμές κυμαίνονται από 0 ως.9999 ίντσες. Η προκαθορισμένη τιμή είναι TNN Επαναφορά Αύξησης Ταχύτητας Όταν εκτελείται ένα M06 και αυτή η ρύθμιση είναι ανοιχτή, όλες οι αυξήσεις ταχύτητας ακυρώνονται και ρυθμίζονται στις προγραμματισμένες τιμές Επαναφορά Αύξησης Ταχύτητας Όταν είναι ανοιχτή και το πλήκτρο Reset πατημένο, όλες οι αυξήσεις ταχύτητας ακυρώνονται και ρυθμίζονται στις προγραμματισμένες τιμές Γραφική Θέση μηδέν του Z Αυτή η ρύθμιση προσαρμόζεται για υπερβολικές τιμές στη γεωμετρία εργαλείων ή τιμών μετατόπισης. Στα γραφικά, οι νέες οριζόμενες σχετικές θέσεις εργαλείου αγνοούνται ώστε οι διαδρομές κοπής διαφορετικών εργαλείων να εμφανίζονται στην ίδια θέση. Βάζοντας αύτη τη ρύθμιση σε μια κατά προσέγγιση τιμή συντεταγμένων μηχανήματος για το προγραμματισμένο μέρος μηδέν θα ακυρώσει οποιεσδήποτε ειδοποιήσεις Ζ Πέρα από το Εύρος Διαδρομής μπορεί να συναντούσατε στα γραφικά. Η προκαθορισμένη τιμή είναι Γραφική Θέση μηδέν του X Αυτή η ρύθμιση προσαρμόζεται για υπερβολικές τιμές στη γεωμετρία εργαλείων ή τιμών μετατόπισης. Στα γραφικά, οι νέες οριζόμενες σχετικές θέσεις εργαλείου αγνοούνται ώστε οι διαδρομές κοπής διαφορετικών εργαλείων να εμφανίζονται στην ίδια θέση. Βάζοντας αύτη τη ρύθμιση σε μια κατά προσέγγιση τιμή συντεταγμένων μηχανήματος για το προγραμματισμένο μέρος μηδέν θα ακυρώσει οποιεσδήποτε ειδοποιήσεις Χ Πέρα από το Εύρος Διαδρομής μπορεί να συναντούσατε στα γραφικά. Η προκαθορισμένη τιμή είναι Στερέωση Σφιγκτήρα Αυτή η ρύθμιση ορίζει την κατεύθυνση στερέωσης του σφιγκτήρα. Ρυθμίζοντας στο O.D., ο σφιγκτήρας θεωρείται στερεωμένος όταν τα δόντια κινούνται προς το κέντρο της ατράκτου του. Ρυθμίζοντας στο I.D., ο σφιγκτήρας θεωρείται στερεωμένος όταν τα δόντια κινούνται μακριά από το κέντρο της ατράκτου Ελεύθερο πεδίο Χ Κεντροφορέα Αυτή η ρύθμιση λειτουργεί με τη Ρύθμιση 94 για να ορίσει την περιορισμένη ζώνη διαδρομής του κεντροφορέας που περιορίζει τη δράση ανάμεσα στον κεντροφορέα και τον πύργο. Αυτή η ρύθμιση ορίζει το όριο διαδρομής του άξονα-x, όταν η διαφορά ανάμεσα στη θέση του άξονα-z και του κεντροφορέα πέφτει κάτω από την τιμή της Ρύθμισης 94. Αν συμβαίνει αυτό και εκτελείται ένα πρόγραμμα τότε δημιουργείται ειδοποίηση. Κατά τη μετακίνηση, δεν δημιουργείται ειδοποίηση, αλλά η διαδρομή θα είναι περιορισμένη. Οι μονάδες είναι σε ίντσες Ελεύθερο πεδίο Ζ Κεντροφορέα Αυτή η ρύθμιση είναι η ελάχιστη επιτρεπτή διαφορά μεταξύ άξονα-z και κεντροφορέα (βλέπε Ρύθμιση 93). Οι μονάδες είναι σε ίντσες. Η τιμή σημαίνει πως όταν ο άξονας-x είναι κάτω από το ελεύθερο επίπεδο X (Ρύθμιση 93), ο άξονας-z πρέπει να είναι περισσότερο από 1 ίντσα μακριά από τη θέση του κεντροφορέα στην αρνητική κατεύθυνση του άξονα-z. Η προκαθορισμένη τιμή είναι μηδέν. Οι μονάδες είναι σε ίντσες. 188

189 95 - Μέγεθος Σπασίματος Γωνίας Σπειρώματος Αυτή η ρύθμιση χρησιμοποιείται στους κύκλους σπειρωμάτων G76 και G92 όταν δίνεται εντολή M23. Όταν η εντολή M23 είναι ενεργή, τα χτυπήματα σπειρωμάτων τερματίζονται με μια γωνιαία ανάκληση, αντίθετα με την απευθείας ώθηση προς τα έξω. Η τιμή στη Ρύθμιση 95 ισούται με τον επιθυμητό αριθμό των περιστροφών (σπάσιμο γωνίας σπειρώματος). Σημειώστε ότι οι Ρυθμίσεις 95 και 96 αλληλεπιδρούν. Εύρος: 0 ως (Καθοδήγηση πολλαπλών τρεχόντων σπειρωμάτων, F ή E) Γωνία Σπασίματος Σπειρώματος Βλέπε Ρύθμιση 95. Εύρος: 0 ως 89 μοίρες (Δεν επιτρέπεται υποδιαστολή) 97 - Κατεύθυνση Αλλαγής Εργαλείου Αυτή η ρύθμιση ορίζει την προκαθορισμένη κατεύθυνση αλλαγής εργαλείου. Μπορεί να ρυθμιστεί στη Συντομότερη ή M17/M18. Όταν επιλέγεται το Συντομότερη, η γενική ρύθμιση θα στρέψει την αναγκαία κατεύθυνση ώστε να φτάσει το επόμενο εργαλείο με την τελευταία κίνηση. Το πρόγραμμα μπορεί ακόμα να χρησιμοποιήσει το M17 και το M18 για να ορίσει την κατεύθυνση αλλαγής εργαλείου, αλλά μόλις γίνει αυτό δεν είναι δυνατό να επιστρέψει στη συντομότερη κατεύθυνση εργαλείου παρά μόνο με το Reset ή M30/M02. Επιλέγοντας το M17/M18, η γενική ρύθμιση θα κινήσει τον πύργο είτε συνεχώς μπροστά είτε συνεχώς πίσω με βάση το πιο πρόσφατο M17 ή M18. Όταν είναι ενεργό το Reset, ή το M30/M02 εκτελείται, η γενική ρύθμιση θα θεωρήσει το M17 ως την κατεύθυνση του πύργου κατά την αλλαγή εργαλείου, πάντα μπροστά. Αυτή η επιλογή είναι χρήσιμη όταν ένα πρόγραμμα πρέπει να αποφύγει κάποιες περιοχές του πύργου εξαιτίας εργαλείων ασυνήθιστου μεγέθους Στροφές RPM Μετακίνησης Ατράκτου Αυτή η ρύθμιση ορίζει τις στροφές rpm της ατράκτου για το πλήκτρο Μετακίνησης Ατράκτου. Η προκαθορισμένη τιμή είναι 100 RPM Ελάχιστη Κοπή Σπειρώματος Χρησιμοποιείται στον κύκλο σπειρώματος G76, και ορίζει ένα ελάχιστο ποσό διαδοχικών περασμάτων της κοπής σπειρώματος. Τα διαδοχικά περάσματα δεν μπορεί να είναι λιγότερα από αυτή τη ρύθμιση. Οι τιμές κυμαίνονται από 0 ως.9999 ίντσες. Η προκαθορισμένη τιμή είναι.0010 ίντσες Καθυστέρησης Προστασίας Οθόνης Όταν είναι μηδέν, η προστασία οθόνης απενεργοποιείται. Όταν ρυθμίζεται σε έναν αριθμό λεπτών, τότε μετά από αυτά τα λεπτά χωρίς δραστηριότητα στο πληκτρολόγιο η οθόνη IPS θα εμφανιστεί. Μετά τη δεύτερη καθυστέρηση προστασίας οθόνης, το λογότυπο της Haas θα εμφανιστεί και θα αλλάζει θέση κάθε 2 δευτερόλεπτα (απενεργοποιείται με οποιοδήποτε πλήκτρο, χειρισμό μετακίνησης ή ειδοποίηση). Η προστασία οθόνης δεν ενεργοποιείται όταν η γενική ρύθμιση βρίσκεται σε επιλογή λειτουργίας Ύπνου, Επεξεργασίας, Μετακίνησης ή Γραφικών Αύξηση Πρόωσης -> Γρήγορη Κίνηση Ανοίγοντας αυτή τη ρύθμιση και πιέζοντας το Handle Control Feedrate θα προκαλέσει το χειρισμό μετακίνησης να επηρεάσει και την αύξηση ρυθμού πρόωσης και την αύξηση ρυθμού γρήγορης κίνησης. Η Ρύθμιση 10 επηρεάζει το μέγιστο ρυθμό γρήγορης κίνησης Διάμετρος Άξονα-C Αυτή η ρύθμιση υποστηρίζει τον άξονα-c. Δείτε το κεφάλαιο άξονας-c. Η προκαθορισμένη τιμή είναι 1.0 ίντσες και η μέγιστη επιτρεπτή τιμή είναι ίντσες Έναρξη Κύκλου/ Κράτημα Πρόωσης Το πλήκτρο Έναρξη Κύκλου πρέπει να παραμένει πιεσμένο για να εκτελεστεί ένα πρόγραμμα με αυτή τη ρύθμιση ανοιχτή. Όταν αφήνετε το Cycle Start, δημιουργείται κράτημα πρόωσης. Αυτή η ρύθμιση δεν μπορεί να ανοίξει όταν η Ρύθμιση 104 είναι ανοιχτή. Όταν μια από αυτές τις ρυθμίσεις είναι ανοιχτή, η άλλη κλείνει αυτόματα. 189
190 104 - Χειρισμός Μετακίνησης στο Μονό Τμήμα Ο χειρισμός μετακίνησης μπορεί να χρησιμοποιηθεί για ξεχωριστά βήματα μέσα σε ένα πρόγραμμα όταν η ρύθμιση αυτή είναι ανοιχτή. Αναστρέφοντας την κατεύθυνση του χειρισμού μετακίνησης θα δημιουργηθεί κράτημα πρόωσης. Αυτή η ρύθμιση δεν μπορεί να λειτουργήσει όταν η Ρύθμιση 103 είναι ανοιχτή. Όταν μια από αυτές τις ρυθμίσεις είναι ανοιχτή, η άλλη κλείνει αυτόματα Απόσταση Ανάκλησης Κεντροφορέα Η απόσταση από το Σημείο Κρατήματος (Ρύθμιση 107) όπου ο κεντροφορέας θα αποσυρθεί όταν πάρει εντολή. Αυτή η ρύθμιση πρέπει να έχει θετική τιμή Προχωρημένη Απόσταση Κεντροφορέα Όταν ο κεντροφορέας κινείται μπροστά το Σημείο Κρατήματος (Ρύθμιση 107), αυτό είναι το σημείο όπου θα σταματήσει τη γρήγορη κίνηση και θα ξεκινήσει την πρόωση. Αυτή η ρύθμιση πρέπει να έχει θετική τιμή Σημείο Κρατήματος Κεντροφορέα Αυτή η ρύθμιση είναι σε απόλυτες συντεταγμένες μηχανήματος και πρέπει να έχει θετική τιμή. Είναι το σημείο προώθησης κρατήματος όταν δίνεται η εντολή M21. Συνήθως βρίσκεται μέσα στο εξάρτημα που κρατιέται. Ορίζεται από τη μετακίνηση προς το εξάρτημα και με την πρόσθεση κάποιου ποσού στην απόλυτη θέση Χρόνος Προθέρμανσης σε Λεπτά Αυτός είναι ο αριθμός λεπτών (ως 300 λεπτά από το άνοιγμα) κατά τον οποίο οι αντισταθμίσεις που ορίζονται στις Ρυθμίσεις εφαρμόζονται. Αναθεώρηση Όταν ανοίγει το μηχάνημα, αν η Ρύθμιση 109, και τουλάχιστον μια από τις Ρυθμίσεις 110, 111, ή 112, βρίσκεται σε όχι μηδενική τιμή, θα εμφανιστεί η ακόλουθη προειδοποίηση: ΠΡΟΣΟΧΗ! Ορίστηκε Αντιστάθμιση Προθέρμανσης! Θέλετε να ενεργοποιήσετε την Αντιστάθμιση Προθέρμανσης (Y/N)? Αν εισαχθεί το 'Y', η ρύθμιση θα εφαρμόσει αμέσως την συνολική αντιστάθμιση (Ρύθμιση 110,111, 112), και η αντιστάθμιση αρχίζει να μειώνεται με την πάροδο του χρόνου. Παράδειγμα, μετά το πέρασμα του 50% του χρόνου στη Ρύθμιση 109, η αντισταθμισμένη απόσταση θα είναι 50%. Για να "ξαναρχίσετε" τη χρονική περίοδο, είναι ανάγκη να κλείσετε και να ξανανοίξετε το μηχάνημα, και έπειτα να απαντήσετε "ναι" στο ερώτημα αντιστάθμισης. ΠΡΟΣΟΧΗ! Η αλλαγή των Ρυθμίσεων 110, 111, ή 112 κατά τη διάρκεια της αντιστάθμισης μπορεί να προκαλέσει ξαφνική κίνηση ως και ίντσες. Ο χρόνος της προθέρμανσης που υπολείπεται εμφανίζεται στην κάτω δεξιά γωνία της οθόνης Διαγνωστικών Εισροών 2 με τη χρήση της τυποποιημένης μορφής hh:mm:ss Προθέρμανση X Απόσταση Προθέρμανση Z Απόσταση Οι Ρυθμίσεις 110 και 112 ορίζουν το ποσό αντιστάθμισης (μέγιστο = ± " ή ± χιλ) που εφαρμόζεται στους άξονες. Η Ρύθμιση 109 πρέπει να έχει μια τιμή που εισάγεται για τις ρυθμίσεις 110 και 112 ώστε να έχει αποτέλεσμα Μέθοδος Αλλαγής Εργαλείου Αυτή η ρύθμιση χρησιμοποιείται για τους τόρνους TL-1 και TL-2. Δείτε το εγχειρίδιο του τόρνου Toolroom Κύκλος Μεταφοράς (λεπτά) Λειτουργία Μεταφορέα (λεπτά) Ελέγχουν τον προαιρετικό μεταφορέα αποβλήτων. Η ρύθμιση 114 ελέγχει το πόσο συχνά επαναλαμβάνεται ο κύκλος, και η Ρύθμιση 115 ορίζει τον αριθμό των λεπτών που θα λειτουργεί ο μεταφορέας. Παράδειγμα, αν η Ρύθμιση 114 είναι στο 30 και η Ρύθμιση 115 είναι στο 2, ο μεταφορέας αποβλήτων θα ανοίγει κάθε μισή ώρα (30 λεπτά), θα λειτουργεί για 2 λεπτά, και έπειτα θα κλείνει. 190
191 118 - M99 Συναντά τους M30 CNTRS Όταν αυτή η ρύθμιση είναι ανοιχτή, ένα M99 θα προστεθεί στους μετρητές M30 (είναι ορατοί στις οθόνες Τρεχουσών Εντολών). Σημειώστε ότι ένα M99 θα αυξήσει μόνο τους μετρητές όπως συμβαίνει σε ένα κύριο πρόγραμμα, όχι σε ένα υπο-πρόγραμμα Κλείδωμα Νέας Οριζόμενης Σχετικής Θέσης Ανοίγοντας αυτή τη ρύθμιση δεν θα επιτρέψει την αλλαγή των τιμών στην οθόνη νέων οριζόμενων σχετικών θέσεων. Όμως, τα προγράμματα που αλλάζουν νέες οριζόμενες σχετικές θέσεις θα μπορούν να το κάνουν Κλείδωμα Μάκρο μεταβλητών Ανοίγοντας αυτή τη ρύθμιση δεν θα επιτρέψει την αλλαγή των μάκρο μεταβλητών. Όμως, τα προγράμματα που αλλάζουν μάκρο μεταβλητές θα μπορούν να το κάνουν Ειδοποίηση Πεντάλ Ποδιού Κεντροφορέα Όταν χρησιμοποιείται το M21 για να κινηθεί ο κεντροφορέας στο σημείο κρατήματος και να κρατήσει το εξάρτημα, η γενική ρύθμιση θα δημιουργήσει μια ειδοποίηση αν δεν βρεθεί το κομμάτι ενώ έχει φτάσει στο σημείο κρατήματος. Η Ρύθμιση 121 μπορεί να γυρίσει στο Άνοιγμα και θα δημιουργήσει μια ειδοποίηση όταν το πεντάλ ποδιού χρησιμοποιηθεί για να κινήσει τον κεντροφορέα στο σημείο κρατήματος και αν δεν βρεθεί το εξάρτημα Στερέωση Σφιγκτήρα Υποατράκτου Υποστηρίζει τους τόρνους με υποατράκτους. Η τιμή του μπορεί να είναι O.D. ή I.D. Είναι όμοια με τη Ρύθμιση 92 για την κύρια άτρακτο Αυτόματη Πόρτα Αυτή η ρύθμιση υποστηρίζει την επιλογή Αυτόματης Πόρτας. Πρέπει να είναι ανοιχτή για μηχανήματα με αυτόματη πόρτα. Δείτε επίσης M85/86 (Κώδικες Μ Άνοιγμα/Κλείσιμο Αυτόματης). Η πόρτα θα κλείσει όταν πιεστεί το Cycle Start και θα ανοίξει όταν το πρόγραμμα φτάσει σε ένα M00, M01 (με το Προαιρετική Παύση ανοιχτό) ή ένα M30 και η άτρακτος έχει σταματήσει Μετακίνηση ή Αρχική Θέση πριν το TC Όταν αυτή η ρύθμιση είναι κλειστή, το μηχάνημα συμπεριφέρεται κανονικά. Όταν είναι ανοιχτή και έχουν πιεστεί τα Turret Fwd, Turret Rev, ή Next Tool ενώ ένας ή περισσότεροι άξονες είναι μακριά από τη θέση μηδέν, θεωρείται πιθανή μια σύγκρουση και εμφανίζεται ένα μήνυμα αντί να γίνει αλλαγή εργαλείου. Όμως, αν ο χειριστής είχε πατήσει το Χειρισμό Μετακίνησης πριν την αλλαγή εργαλείου, θεωρείται ότι ο άξονας μόλις έχει μετακινηθεί σε ασφαλή θέση και η αλλαγή εργαλείου θα εκτελεστεί Επαναλαμβανόμενο Άκαμπτο Σπείρωμα Αυτή η ρύθμιση εξασφαλίζει ότι η άτρακτος είναι προσανατολισμένη κατά τη διάρκεια των σπειρωμάτων ώστε τα σπειρώματα να ευθυγραμμίζονται όταν προγραμματίζεται δεύτερο πέρασμα σπειρώματος στην ίδια οπή Τύπος Σύνδεσης Αυτή η ρύθμιση μπορεί να είναι Floppy, Net, ή Zip. Όταν είναι στο Floppy, η φόρτωση και η αποθήκευση προγραμμάτων γίνεται με τη χρήση οδηγού δισκέτας. Όταν είναι στο Net, η φόρτωση και η αποθήκευση γίνεται μέσω της σύνδεσης δικτύου του χρήστη. Όταν είναι στο Zip, η φόρτωση και η αποθήκευση γίνεται μέσω του οδηγού Zip του χρήστη Τύπος Δικτύου Αυτή η ρύθμιση μπορεί να είναι στο None, Novell, NT/IPX, NT/TCP ή ADV/TCP. Ορίζει τον τύπο του παρεχόμενου δικτύου επικοινωνίας. Όταν είναι στο Κανένα, τα μόνα προσβάσιμα είναι ο οδηγός δισκέτας ή ένας οδηγός Zip. Αν επιλεχθεί το ADV/TCP, θα εμφανιστεί μια σελίδα ρυθμίσεων στη θέση της Ρύθμισης 135. Για να γυρίσετε πίσω, αλλάξτε το "Τύπος Δικτύου" στο "Κανένα" Χειριστής Αυτή η ρύθμιση περιέχει το όνομα του χειριστή που εισάγεται από το χρήστη (ως 8 χαρακτήρες). Εισάγετε ένα ; (σύμβολο Τέλους Τμήματος) αν το μηχάνημα δεν είναι συνδεμένο σε έναν χειριστή Όνομα χρήστη Αυτή η ρύθμιση περιέχει το όνομα λογαριασμού του χρήστη (ως 8 χαρακτήρες). Εισάγετε ένα ; (σύμβολο Τέλους Τμήματος) αν το μηχάνημα δεν είναι συνδεμένο σε έναν χειριστή. 191
192 138 - Κωδικός Πρόσβασης Αυτή η ρύθμιση περιέχει τον κωδικό πρόσβασης του χρήστη (ως 8 χαρακτήρες). Εισάγετε ένα ; (σύμβολο Τέλους Τμήματος) αν το μηχάνημα δεν είναι συνδεμένο σε έναν διακομιστή Διαδρομή Αυτή η ρύθμιση περιέχει το εισαγόμενο από το χρήστη όνομα βασικού καταλόγου Novell-Path ή Windows NT (ως 18 χαρακτήρες). Για ένα δίκτυο Novell, αυτό είναι το όνομα της διαδρομής του χρήστη. Παράδειγμα, U:\USERS\JOHNDOE. Για το δίκτυο της Microsoft ( Windows NT), αυτό είναι το όνομα του βασικού/επιθυμητού καταλόγου. Παράδειγμα, USERS\JOHNDOE. Εισάγετε ένα ; (σύμβολο Τέλους Τμήματος) αν το μηχάνημα δεν είναι συνδεμένο σε έναν διακομιστή TCP/IP ADDR Αυτή η ρύθμιση χρησιμοποιείται μόνο για δίκτυα TCP και περιέχει την εισαγόμενη από το χρήστη διεύθυνση TCP/IP στο χώρο του διακομιστή (ως 15 χαρακτήρες). Παράδειγμα: Εισάγετε ένα ; (σύμβολο Τέλους Τμήματος) αν το μηχάνημα δεν είναι συνδεμένο σε διακομιστή Μάσκα Υποδικτύου Αυτή η ρύθμιση χρησιμοποιείται μόνο για δίκτυα TCP και περιέχει την εισαγόμενη από το χρήστη μάσκα υποδικτύου (ως 15 χαρακτήρες, παράδειγμα, ). Εισάγετε ένα ; (σύμβολο Τέλους Τμήματος) αν το μηχάνημα δεν είναι συνδεμένο σε έναν χειριστή Νέα Οριζόμενη Σχετική θέση Ανοχής Αλλαγής Αυτή η ρύθμιση δημιουργεί ένα προειδοποιητικό μήνυμα αν μια νέα οριζόμενη σχετική θέση αλλάξει περισσότερες φορές από όσες οριστούν σε αυτή τη ρύθμιση. Θα εμφανιστεί το ακόλουθο: "XX αλλάζει τη νέα οριζόμενη σχετική θέση παραπάνω φορές από όσες είναι στη Ρύθμιση 142! Δέχεστε (Y/N)?" αν γίνει προσπάθεια να αλλαχτεί μια νέα οριζόμενη σχετική θέση παραπάνω φορές από το ποσό που έχει εισαχθεί (είτε αρνητικό είτε θετικό). Αν εισαχθεί το "Y", η γενική ρύθμιση κάνει τις ενημερώσεις ως συνήθως, αλλιώς η αλλαγή απορρίπτεται Συλλογή Δεδομένων Αυτή η ρύθμιση αφήνει το χρήστη να εξάγει δεδομένα από τη ρύθμιση με τη χρήση εντολής Q που αποστέλλεται μέσω της θύρας RS-232. Δείτε το κεφάλαιο "Φόρτωση Προγραμμάτων στη Ρύθμιση CNC " για πληροφορίες σχετικά με τα καλώδια της RS-232. Αυτό το χαρακτηριστικό βασίζεται σε λογισμικό και απαιτεί επιπρόσθετο υπολογιστή για να αναζητήσει, ερμηνεύσει και αποθηκεύσει δεδομένα από τη ρύθμιση. Σημειώστε ότι η γενική ρύθμιση θα ανταποκριθεί σε μία εντολή Q όταν αυτή η ρύθμιση είναι ανοιχτή. Χρησιμοποιείται η ακόλουθη μορφή εκροών: <STX> <CSV response> <ETB> <CR/LF> <0x3E> ("CSV" σημαίνει Μεταβλητές Χωρισμένες με Κόμμα Separated Variable δηλαδή μια γραμμή πληροφοριών στην οποία κάθε κομμάτι πληροφορίας χωρίζεται από το άλλο με ένα κόμμα). Note: STX = 0x02 (ctrl-b); ETB = 0x17 (ctrl-w). Αν η γενική ρύθμιση είναι απασχολημένη, θα εμφανίσει το αποτέλεσμα "STATUS, BUSY." Αν μια αίτηση δεν αναγνωρίζεται, η ρύθμιση θα εμφανίσει το αποτέλεσμα "UNKNOWN." Μπορούν να χρησιμοποιηθούν οι ακόλουθες εντολές: Q100 - Σειριακός Αριθμός Μηχανήματος Q101 - Έλεγχος Έκδοσης Λογισμικού Q102 - Αριθμός Μοντέλου Μηχανήματος Q104 - Επιλογή Λειτουργίας (LIST PROG, MDI, MEM, JOG, etc.) Q200 - Αλλαγές Εργαλείου (σύνολο) Q201 - Αριθμός Εργαλείου σε χρήση Q300 - Χρόνος Λειτουργίας (σύνολο) Q301 - Χρόνος Κίνησης (σύνολο) Q303 - Χρόνος Τελευταίου Κύκλου Q304 - Χρόνος Προηγούμενου Κύκλου Q400 - δεν χρησιμοποιείται συνήθως Q401 - δεν χρησιμοποιείται συνήθως Q402 - M30 Μετρητής Εξαρτημάτων #1 (επαναφερόμενο στη ρύθμιση) Q403 - M30 Μετρητής Εξαρτημάτων #2 (επαναφερόμενο στη ρύθμιση) Q500 - Τρία σε Ένα (PROGRAM, Oxxxxx, STATUS, PARTS, xxxxx) Q600 Μάκρο μεταβλητή ή μεταβλητή συστήματος 192
193 Ο χρήστης έχει τη δυνατότητα να ζητήσει τα περιεχόμενα οποιασδήποτε μάκρο μεταβλητής ή μεταβλητής συστήματος χρησιμοποιώντας την εντολή Q600, παράδειγμα, "Q600 xxxx" όπου xxxx είναι η μάκρο μεταβλητή. Επιπλέον, οι μάκρο μεταβλητές #1-33, , , και #2001 thru #2800 μπορούν να "είναι γραμμένες" με τη χρήση μιας εντολής "E", παράδειγμα, "Exxxx yyyyyy.yyyyyy" όπου xxxx είναι η μάκρο μεταβλητή και yyyyyy.yyyyyy η νέα τιμή. Σημειώστε ότι αυτή η τιμή πρέπει να χρησιμοποιείται μόνο όπου δεν υπάρχουν ειδοποιήσεις. Κατάσταση Ηλεκτρονόμων Επιπρόσθετη Συλλογή Δεδομένων από Απόσταση. Αυτό το χαρακτηριστικό μπορεί να επιτευχθεί με την εγκατάσταση των ακόλουθων προαιρετικών μερών: έναν πίνακα 8 Εφεδρικών ηλ/μων κώδικα M (και τα 8 δεσμεύονται στις παρακάτω λειτουργίες και δεν μπορούν πλέον να χρησιμοποιηθούν για την κανονική λειτουργία κωδικών M), ένας αναμμένος ηλεκτρονόμος, ένα επιπλέον σύνολο επαφών Επείγουσας Παύσης, και ένα σύνολο ειδικών καλωδίων. Καλέστε τον διανομές σας για πληροφορίες κοστολόγησης αυτών των εξαρτημάτων. Όταν εγκατασταθούν οι ηλεκτρονόμοι εκροών 40 ως 47, χρησιμοποιείται έναν αναμμένο ηλεκτρονόμο και τον διακόπτη Επείγουσας Παύσης για να μεταδώσουν την κατάσταση της γενικής ρύθμισης. Σημείωση: Η Παράμετρος 315 ψηφίο 26 "ΚΑΤΑΣΤΑΣΗ ΗΛΕΚΤΡΟΝΟΜΩΝ" πρέπει να είναι ενεργοποιημένη. Στάνταρ εφεδρικοί κώδικες M είναι επίσης διαθέσιμοι για χρήση. Οι ακόλουθες μεταδόσεις θα παραληφθούν (* είναι διαθέσιμο μόνο όταν χρησιμοποιείται με τα προαιρετικά εξαρτήματα): *E-STOP επαφές. Αυτό θα κλείσει όταν πατηθεί το πλήκτρο E-STOP. *Power ON VAC. Δείχνει ότι η γενική ρύθμιση είναι ανοιχτή-on. Πρέπει να συνδέεται με πηνίο ρελέ 115 VAC για διεπαφή. *Εφεδρικός Ηλεκτρονόμος Εξόδου 40. Δείχνει ότι η ρύθμιση εκτελεί κάποιον κύκλο. *Εφεδρικός Ηλεκτρονόμος Εξόδου 41 και 42: 11 = Επιλογή Λειτουργίας MEM & χωρίς ειδοποιήσεις (Αυτόματος τρόπος λειτουργίας). 10 = Επιλογή Λειτουργίας MDI & χωρίς ειδοποιήσεις (Χειροκίνητος τρόπος λειτουργίας). 01 = Επιλογή Λειτουργίας Μονού τμήματος (Μονή λειτουργία) 00 = άλλες επιλογές λειτουργίας (zero, DNC, jog, list prog, κλπ.) * Εφεδρικός Ηλεκτρονόμος Εξόδου 43 και 44: 11 = Σταμάτημα Κρατήματος Πρόωσης (Κράτημα Πρόωσης). 10 = M00 ή M01 παύση 01 = M02 ή M30 παύση (Παύση Προγράμματος) 00 = κανένα από τα παραπάνω (μπορούσε να είναι παύση μονού τμήματος ή Επαναφορά). *Εφεδρικός Ηλεκτρονόμος Εξόδου 45 (Η Αύξηση Ρυθμού Πρόωσης είναι ενεργή και η Ρυθμο Πρόωσης ΔΕΝ είναι 100%) *Εφεδρικός Ηλεκτρονόμος Εξόδου 46 (Η Αύξηση Ταχύτητας Ατράκτου είναι ενεργή και η Ταχύτητα Ατράκτου ΔΕΝ είναι 100%) *Εφεδρικός Ηλεκτρονόμος Εξόδου 47 (Η ρύθμιση είναι στην επιλογή λειτουργίας Επεξεργασίας) Αύξηση Πρόωσης->Άτρακτος Αυτή η ρύθμιση τείνει να κρατήσει συνεχές το φορτίο αποβλήτων όταν εφαρμόζεται μια αύξηση πρόωσης. Αυτή η ρύθμιση όταν είναι ανοιχτή οποιαδήποτε αύξηση πρόωσης μπορεί να εφαρμοστεί στην ταχύτητα της ατράκτου, και οι αυξήσεις ατράκτου θα απενεργοποιηθούν TS at Part for CS (Κεντροφορέας στο εξάρτημα για έναρξη κύκλου) Όταν είναι κλειστή, το μηχάνημα συμπεριφέρεται όπως παραπάνω. Όταν είναι ανοιχτή, ο κεντροφορέας πρέπει να πιέζει το εξάρτημα τη στιγμή που το πλήκτρο Έναρξη Κύκλου πιέζεται αλλιώς θα εμφανιστεί ένα μήνυμα και το πρόγραμμα δεν θα αρχίσει Αποθήκευση Νέας Οριζόμενης Σχετικής Θέσης με Πρόγραμμα Ανοίγοντας αυτή τη ρύθμιση θα αποθηκευθούν οι νέες οριζόμενες σχετικές θέσεις στο ίδιο αρχείο με τα προγράμματα, αλλά κάτω από την επικεφαλίδα O Οι νέες οριζόμενες σχετικές θέσεις θα εμφανιστούν στο αρχείο πριν το τελικό σήμα % Μορφή Νέας Οριζόμενης Σχετικής Θέσης Αυτή η ρύθμιση ελέγχει τη μορφή στην οποία θα αποθηκευθούν οι νέες οριζόμενες σχετικές θέσεις με τα προγράμματα. Όταν είναι στο A η μορφή μοιάζει με αυτό που εμφανίζεται στην ρύθμιση, και περιέχει υποδιαστολές και επικεφαλίδες στηλών. Οι νέες οριζόμενες σχετικές θέσεις που αποθηκεύονται σε αυτή τη μορφή μπορούν να επεξεργαστούν πιο εύκολα σε έναν υπολογιστή ή να επαναφορτωθούν αργότερα. Όταν είναι στο B, κάθε νέα οριζόμενη σχετική θέση αποθηκεύεται σε ξεχωριστή γραμμή με μια τιμή N και μια τιμή V. 193
194 158,159,160 - XYZ Θερμική Αντιστάθμιση Κοχλία% Ρυθμίζονται από -30 ως +30 για να προσαρμόσουν την υπάρχουσα θερμική αντιστάθμιση κοχλία κατά -30% ως +30% αντίστοιχα Καθορισμός Υποδιαστολής Όταν αυτή η ρύθμιση είναι ανοιχτή, η γενική ρύθμιση θα προσθέσει υποδιαστολή στις τιμές που εισάγονται χωρίς υποδιαστολή (για συγκεκριμένες διευθύνσεις κωδικών). Όταν αυτή η ρύθμιση είναι κλειστή, οι τιμές που στις διευθύνσεις κωδικών που δεν έχουν υποδιαστολή θεωρούνται ως μηχανολογική αρίθμηση (δηλ. χιλιάδες ή δεκάδες χιλιάδες). Αυτή η ρύθμιση θα αποκλείσει την τιμή A (γωνία εργαλείου) σε ένα τμήμα G76. Έτσι, εφαρμόζεται στις παρακάτω διευθύνσεις κωδικών: Τιμή που εισάγεται Με κλειστή Ρύθμιση Με ανοιχτή Ρύθμιση Στο σύστημα ιντσών X-2 X X-2 Στο Μετρικό σύστημα X-2 X-.002 X-2 Εφαρμόζεται στις παρακάτω διευθύνσεις κωδικών: X, Y, Z, A, B, C, E, F, I, J, K, U, W A (όχι με το G76) Αν μια τιμή G76 A με υποδιαστολή βρεθεί κατά την εκτέλεση προγράμματος, θα δημιουργηθεί η ειδοποίηση 605 Ακατάλληλη Γωνία Μύτης Εργαλείου. D (όχι με το G73) R (όχι με το G71 στην επιλογή λειτουργίας YASNAC) Σημειώστε ότι αυτή η ρύθμιση επηρεάζει την ερμηνεία όλων των προγραμμάτων που εισάγονται είτε χειροκίνητα είτε μέσω δισκέτας είτε μέσω θύρας RS-232. Δεν επηρεάζει την ισχύ της Ρύθμισης 77 Κλίμακα Ακέραιου F Απενεργοποίηση.1 Ρυθμού Μετακίνησης Αυτή η ρύθμιση απενεργοποιεί τον μέγιστο ρυθμό μετακίνησης. Αν έχει επιλεγεί ο μέγιστος ρυθμός μετακίνησης, επιλέγεται αντ αυτού αυτόματα ο αμέσως επόμενος χαμηλότερος ρυθμός Έναρξη- Powerup SP Max RPM Αυτή η ρύθμιση εφαρμόζεται στο πλήκτρο Περιστροφής στο EC-300. Ορίζει την περιστροφή του περιστρεφόμενου τραπεζιού στο σταθμό φορτίου. Πρέπει να έχει τιμή από -360 ως 360. Παράδειγμα, εισάγοντας "90" θα περιστρέψει το τραπέζι 90 κάθε φορά που θα πιέζετε το πλήκτρο περιστροφής. Αν η ρύθμιση είναι στο μηδέν, το τραπέζι δεν θα περιστραφεί SSV Διαφοροποίηση Ορίζει το επιτρεπτό ποσό διαφοροποίησης των στροφών RPM πάνω και κάτω από την τιμή της εντολής κατά τη διάρκεια της χρήσης της Διαφοροποίησης Ταχύτητας Ατράκτου. Μόνο θετική τιμή SSV ΚΥΚΛΟΣ (0.1) SECS Ορίζει τον κύκλο εργασίας, ή το ρυθμό αλλαγής της ταχύτητας Ατράκτου. Μόνο θετική τιμή Περιοδική Συντήρηση Υπάρχουν 14 στοιχεία που μπορούν να ελεγχθούν, καθώς και έξι εφεδρικά, στις ρυθμίσεις περιοδικής συντήρησης. Αυτές οι ρυθμίσεις θα επιτρέψουν στο χρήστη να αλλάξει τον προκαθορισμένο αριθμό ωρών για κάθε στοιχείο κατά τη διάρκεια της χρήσης. Αν ο αριθμός ωρών είναι μηδέν, το στοιχείο δεν θα εμφανιστεί στη λίστα της σελίδας συντήρησης στις τρέχουσες εντολές Εμφάνιση Δεδομένων Μηχανήματος Ανοίγοντας αυτή τη ρύθμιση θα εμφανίσει τη συλλογή δεδομένων εντολών Q στην οθόνη του προσωπικού υπολογιστή. 194
195 195
196 ΓΕΝΙΚΕΣ ΑΠΑΙΤΗΣΕΙΣ ΣΥΝΤΗΡΗΣΗ Εύρος Θερμοκρασίας Λειτουργίας 41 ο F ως 104 ο F (5 ως 40 ο C) Εύρος Θερμοκρασίας Αποθήκευσης -4 ο F ως 158 ο F (-20 ως 70 ο C) Υγρασία Περιβάλλοντος: 20% - 95% σχετική υγρασία, μη-συμπυκνωμένη Ύψος: ft. ΑΠΑΙΤΗΣΕΙΣ ΗΛΕΚΤΡΙΣΜΟΥ Σημαντικό! Δείτε τις απαιτήσεις των τοπικών κωδικών πριν συνδέσετε τα καλώδια των μηχανημάτων. ΑΠΑΙΤΗΣΕΙΣ ΟΛΩΝ ΤΩΝ ΜΗΧΑΝΗΜΑΤΩΝ: Πρόωση τριών φάσεων 50 ή 60Hz. Τάση γραμμής που δεν κυμαίνεται πάνω από +/-10% 15 HP Σύστημα Απαιτήσεις Τάσης Απαιτήσεις Υψηλής Τάσης SL-10 ( V) ( V) Τροφοδοτικό 50 AMP 25 AMP Διακόπτης Κυκλώματος Haas 40 AMP 20 AMP Αν η παροχή που έρχεται από ηλεκτρ. πάνελ είναι λιγότερη από 100' χρήσης: 8 GA. WIRE 12 GA. WIRE Αν η παροχή που έρχεται από ηλεκτρ. πάνελ είναι περισσότερη 100' χρήσης 6 GA. WIRE 10 GA. WIRE 20 HP Σύστημα Απαιτήσεις Τάσης Απαιτήσεις Υψηλής Τάσης SL-20, TL-15 ( V) ( V) Τροφοδοτικό 50 AMP 25 AMP Διακόπτης Κυκλώματος Haas 40AMP 20 AMP Αν η παροχή που έρχεται από ηλεκτρ. πάνελ είναι λιγότερη από 100' χρήσης: 8 GA. WIRE 12 GA. WIRE Αν η παροχή που έρχεται από ηλεκτρ. πάνελ είναι περισσότερη 100' χρήσης 6 GA. WIRE 10 GA. WIRE HP Σύστημα Απαιτήσεις Τάσης Απαιτήσεις Υψηλής Τάσης 2 TL-15BB, SL-20BB, SL-30, SL-30BB, SL-40, SL-40BB ( V) ( V) Τροφοδοτικό 100AMP 50 AMP Διακόπτης Κυκλώματος Haas 80 AMP 40 AMP Αν η παροχή που έρχεται από ηλεκτρ. πάνελ είναι λιγότερη από 100' χρήσης: 4 GA. WIRE 8 GA. WIRE Αν η παροχή που έρχεται από ηλεκτρ. πάνελ είναι λιγότερη από 100' χρήσης: 2 GA.WIRE 6 GA.WIRE 55HP Σύστημα Απαιτήσεις Τάσης Απαιτήσεις Υψηλής Τάσης SL-40, SL-40BB, SL-40L ( V) ( V) Τροφοδοτικό 150 AMP Πρέπει να χρησιμοποιήσετε εξωτερικό Διακόπτης Κυκλώματος Haas 125 AMP Μετατροπέα Αν η παροχή που έρχεται από ηλεκτρ. πάνελ είναι λιγότερη από 100' χρήσης: 1 GA. WIRE Αν η παροχή που έρχεται από ηλεκτρ. πάνελ είναι λιγότερη από 100' χρήσης: 0 GA. WIRE 196
197 ΠΡΟΕΙΔΟΠΟΙΗΣΗ Μια ξεχωριστή γείωση με αγωγό ιδίου μεγέθους με την εισερχόμενη ενέργεια είναι ανάγκη να συνδεθεί στο σκελετό του μηχανήματος. Αυτό είναι απαραίτητο για την ασφάλεια του χρήστη και τη σωστή λειτουργία. Η πρόωση αυτής της γείωσης πρέπει να προέρχεται από την κεντρική γείωση, και να κατευθύνεται στον ίδιο αγωγό με την ηλεκτρική ενέργεια του μηχανήματος. Για αυτό το σκοπό δεν μπορεί να χρησιμοποιηθεί ένας τοπικός αγωγός κρύου νερού ή η παρακείμενη στο μηχάνημα ράβδος εδάφους. Η ηλεκτρική ενέργεια του μηχανήματος πρέπει να έχει γείωση. Για ενέργεια μέσω καλωδίων, πρέπει να έχει γειωθεί το ουδέτερο. Για ενέργεια τύπου δέλτα χρησιμοποιείται κεντρική γείωση ή μία μόνο γείωση. Το μηχάνημα δεν θα λειτουργεί κανονικά χωρίς γείωση. (Αυτό δεν ισχύει στην επιλογή Εξωτερικού 480V). Η υπολογισμένη ιπποδύναμη του μηχανήματος μπορεί να μην επιτευχθεί αν η αστάθεια της εισερχόμενης τάσης είναι κάτω από το επιτρεπτό όριο. Το μηχάνημα μπορεί να λειτουργεί κανονικά αλλά δεν θα έχει την υπολογισμένη ισχύ. Αυτό παρατηρείται συχνότερα όταν χρησιμοποιείται μετατροπείς φάσεων. Ένας μετατροπέας φάσεων πρέπει να χρησιμοποιείται μόνο όταν δεν μπορούν να χρησιμοποιηθούν όλες οι άλλες μέθοδοι. Η μέγιστη τάση δεν πρέπει να υπερβαίνει τα 260V, ή 504V για μηχανήματα υψηλής τάσης με την επιλογή Εσωτερικής Υψηλής Τάσης. 1 Οι τρέχουσες απαιτήσεις που εμφανίζονται στον πίνακα απεικονίζουν το μέγεθος του διακόπτη κυκλώματος στο εσωτερικό του μηχανήματος. Αυτός ο διακόπτης έχει εξαιρετικά μεγάλο χρόνο διαδρομής. Είναι ανάγκη να αυξήσετε το μέγεθος υπηρεσίας του διακόπτη κατά 20-25%, όπως υποδεικνύεται από το "τροφοδοτικό", για τη σωστή λειτουργία. 2 Οι απαιτήσεις υψηλής τάσης που εμφανίζονται απεικονίζουν τη διάταξη του Εσωτερικού 400V που είναι τυποποιημένο στα ευρωπαϊκά μηχανήματα. Οικιακοί χρήστες και όλοι οι άλλοι χρήστες πρέπει να χρησιμοποιούν την επιλογή Εξωτερικό 480V. ΑΠΕΤΗΣΕΙΣ ΑΕΡΑ Ο Τόρνος CNC απαιτεί κατ ελάχιστο 100 psi σε 4 scfm στην είσοδο του ρυθμιστή πίεσης στο πίσω μέρος του μηχανήματος. Αυτό γίνεται με έναν συμπιεστή τουλάχιστον δύο ίππων, με ένα ρεζερβουάρ τουλάχιστον 20 γαλονιών, που ανοίγει όταν η πίεση πέφτει στα 100 psi. Συνιστάται ένας I.D σωλήνας τουλάχιστον 3/8". Βάλτε τον κύριο ρυθμιστή αέρα στα 85 psi. Συνιστάται να συνδέσετε το σωλήνα αέρα στην αντίστοιχη αιχμή που βρίσκεται στο πίσω μέρος του μηχανήματος με τη βοήθεια ενός στερεωτικού για το σωλήνα. Αν χρειάζεται συζευκτήρας, χρησιμοποιήστε έναν τουλάχιστον 3/8". ΣΗΜΕΙΩΣΗ: Υπερβολικό νερό και λάδι στην παροχή αέρα μπορεί να προκαλέσουν δυσλειτουργία του μηχανήματος. Ο ρυθμιστής/φίλτρο αέρα έχει έναν αυτόματο αποθέτη που πρέπει να αδειάζει πριν ξεκινήσει το μηχάνημα. Αυτό πρέπει να ελέγχεται κάθε μήνα για τη σωστή του λειτουργία. Επίσης υπερβολικές προσμείξεις στη γραμμή αέρα μπορούν να φράξουν τη βαλβίδα και να κάνουν το λάδι και/ή το νερό να περάσει στο μηχάνημα. ΣΗΜΕΙΩΣΗ: Βοηθητικές συνδέσεις αέρα πρέπει να γίνουν στην αρρύθμιστη πλευρά του ρυθμιστή/φίλτρου αέρα ΠΑΡΑΘΥΡΑ/ΦΥΛΑΞΗ Τα πολυκαρβονικά παράθυρα και προστατευτικά μπορούν να αποδυναμωθούν από την έκθεση τους σε υγρά και χημικά κοπής που περιέχουν αμίνες. Είναι δυνατόν να χάνουν το 10% της δύναμης τους ετησίως. Αν υποψιάζεστε μείωση ισχύος, τα παράθυρα πρέπει να αντικαθιστούνται το αργότερο ανά δύο χρόνια. Παράθυρα και προστατευτικά πρέπει να αντικαθιστούνται αν υπάρχουν ζημιές ή σοβαρά γδαρσίματα Αντικαταστήστε άμεσα τα κατεστραμμένα παράθυρα. 197

198 ΠΡΟΓΡΑΜΜΑ ΣΥΝΤΗΡΗΣΗΣ Παρακάτω θα βρείτε μια λίστα με την απαιτούμενη τακτική συντήρηση για τα Περιστρεφόμενα Μηχανήματα Haas SL-Series. Καταγράφεται η συχνότητα της συντήρησης, οι χωρητικότητες, και ο τύπος των απαιτούμενων υγρών. Πρέπει να ακολουθείτε αυτές τις προδιαγραφές για τη σωστή λειτουργία του μηχανήματος και τη διατήρηση της εγγύησης. Συχνότητα Καθημερινά Εκτελούμενη Συντήρηση Ελέγξτε το επίπεδο ψυκτικού. Ελέγξτε το επίπεδο στο δοχείο λιπαντικού. Καθαρίστε τα απόβλητα από τα καπάκια και το κοίλωμα στο κάτω μέρος. Καθαρίστε τα απόβλητα από τον πύργο, τις μονάδες περιστροφής και υποδοχής και τον εξωτερικό σωλήνα. Βεβαιωθείτε ότι το κάλυμμα του σωλήνα στερέωσης είναι εγκατεστημένο είτε στην περιστρεφόμενη μονάδα είτε στο άνοιγμα του σφιγκτήρα. Ελέγξτε το επίπεδο λαδιού στην υδραυλική μονάδα (DTE-25 μόνο). Χωρητικότητα: 8 γαλόνια. Εβδομαδιαία Μηνιαία Ελέγξτε τη σωστή λειτουργία του αυτόματου εκκενωτή στο φίλτρο του ρυθμιστή. Ελέγξτε τη ρύθμιση αέρα στα 85 psi. Καθαρίστε τις εξωτερικές επιφάνειες με ένα ήπιο καθαριστικό. Μη χρησιμοποιείτε διαλυτικά. Καθαρίστε το κοίλωμα υποδοχής αποβλήτων στο δοχείο ψυκτικού. Επιθεωρήστε τα καπάκι για τη σωστή τους λειτουργία και λιπάνετε τα με ελαφρύ λάδι αν χρειάζεται. Απομακρύνετε την αντλία από το δοχείο ψυκτικού. Καθαρίστε τα υπολείμματα στο εσωτερικό του δοχείου. Εγκαταστήστε εκ νέου την αντλία. ΠΡΟΣΟΧΗ! Αποσυνδέστε την αντλία ψυκτικού από τη ρύθμιση και σβήστε τη ρύθμιση πριν επεξεργαστείτε το δοχείο ψυκτικού. Καθαρίστε τον κάδο εκκένωσης λαδιού. Ελέγξτε το επίπεδο λαδιού στο κιβώτιο ταχυτήτων (αν υπάρχει). Αν το λάδι δεν είναι ορατό στην κάτω άκρη της οθόνης του μετρητή, απομακρύνετε τον πίνακα και προσθέστε DTE-25 μέσω της οπής γεμίσματος μέχρι να γίνει ορατό στην οθόνη του μετρητή. Κάθε 6 μήνες Ετήσια Αντικαταστήστε το ψυκτικό υγρό και καθαρίστε καλά το δοχείο. Αντικαταστήστε το φίλτρο λαδιού της υδραυλικής μονάδας. Ελέγξτε όλους τους σωλήνες και τις γραμμές λίπανσης για ρωγμές. Αντικαταστήστε το λάδι στο κιβώτιο ταχυτήτων. Καθαρίστε το φίλτρο λαδιού και απομακρύνετε τα υπολείμματα στο κάτω μέρος του φίλτρου. Αντικαταστήστε το φίλτρο αέρα κάθε δύο (2) χρόνια. ΠΡΟΣΟΧΗ! Μη χρησιμοποιείτε σωλήνα που καταβρέχει για να καθαρίσετε τον τόρνο Haas, μπορεί να προκαλέσει ζημιά στην άτρακτο. Μπορεί να προκληθεί ανεπαρκής ροή ψυκτικού εξαιτίας του βρώμικου φίλτρου. Για να το καθαρίσετε, κλείστε την αντλία ψυκτικού, σηκώστε το καπάκι του δοχείου και απομακρύνετε το φίλτρο. Καθαρίστε και ξαναβάλτε το φίλτρο. 198
199 ΛΥΠΑΝΣΗ Σύστημα Λίπανση Ποσότητα Διανομής λιπαντικού και πνευματικό Mobil Vactra # qts Μετάδοσης κίνησης Mobil SHC liters ΠΕΡΙΟΔΙΚΗ ΣΥΝΤΗΡΗΣΗ Η σελίδα περιοδικής συντήρησης βρίσκεται στις οθόνες Τρεχουσών Εντολών με τον τίτλο Συντήρηση. Για πρόσβαση στην οθόνη πιέστε CURNT COMDS και χρησιμοποιείστε τα Page Up or Page Down για περιήγηση στη σελίδα. Επιλέξτε ένα στοιχείο πιέζοντας τα πλήκτρα με τα βελάκια up και down. Το επιλεγμένο στοιχείο ενεργοποιείται και απενεργοποιείται πιέζοντας το Origin. Αν ένα στοιχείο είναι ενεργό, θα εμφανιστούν οι ώρες που υπολείπονται, αντίστοιχα ένα μη ενεργό στοιχείο θα εμφανίσει το σήμα " ". Ο χρόνος συντήρησης του στοιχείου προσαρμόζεται με χρήση του αριστερού και δεξιού βέλους. Πιέζοντας το πλήκτρο Origin θα επαναφέρει τον προκαθορισμένο χρόνο. Τα στοιχεία ταξινομούνται είτε ανάλογα με το συνολικό χρόνο όσο το μηχάνημα είναι αναμμένο (ON-TIME) ή ανάλογα με το χρόνο έναρξης κύκλου (CS-TIME). Όταν ο χρόνος φτάνει στο μηδέν το μήνυμα "Υπόλοιπο Συντήρησης" εμφανίζεται στο κάτω μέρος της οθόνης (ο αρνητικός αριθμός ωρών δείχνει τις ώρες μετά το υπόλοιπο). Αυτό το μήνυμα δεν είναι ειδοποίηση και δεν εμπλέκεται στη λειτουργία του μηχανήματος. Αφού γίνει η απαραίτητη συντήρηση, ο χειριστής μπορεί να επιλέξει το στοιχείο από την οθόνη Συντήρηση, να πιέσει το πλήκτρο Origin για να το απενεργοποιήσει, έπειτα να πιέσει ξανά το για να το ενεργοποιήσει εκ νέου με τον προκαθορισμένο χρόνο που υπολείπεται. Δείτε τις Ρυθμίσεις για περισσότερα στοιχεία συντήρησης. Σημειώστε ότι οι ρυθμίσεις χρησιμοποιούνται ως εφεδρικές ειδοποιήσεις συντήρησης εισάγοντας έναν αριθμό. Ο αριθμός συντήρησης θα εμφανιστεί στη σελίδα Τρεχουσών Εντολών μόλις προστεθεί τιμή (χρόνος) στη ρύθμιση. ΣΥΝΤΗΡΗΣΗ ΣΦΙΓΚΤΗΡΑ Βεβαιωθείτε ότι όλα τα κινούμενα εξαρτήματα έχουν λιπανθεί κατάλληλα Ελέγξτε για υπερβολική φθορά στα δόντια. Ελέγξτε τα παξιμάδια τύπου Τ (T-nuts) για υπερβολική φθορά. Ελέγξτε τα μπροστινά μπουλόνια για ζημιές. Ο σφιγκτήρας πρέπει να έχει εισχωρήσει σύμφωνα με τις προδιαγραφές του κατασκευαστή. Αποσυναρμολογήστε και ελέγξτε το σφιγκτήρα μια φορά το χρόνο. Δείτε το εγχειρίδιο του σφιγκτήρα για τις διαδικασίες αποσυναρμολόγησης. Ελέγξτε για υπερβολική φθορά. Ελέγξτε για γδαρσίματα ή τριβές. Καθαρίστε τις διόδους μόλυνσης από απόβλητα και ψυκτικό υγρό Λιπάνετε πριν την επανασυναρμολόγηση. ΠΡΟΣΟΧΗ! Η έλλειψη λίπανσης μειώνει σημαντικά τη δύναμη στερέωσης και μπορεί να προκαλέσει κροταλισμό, ακατάλληλη στερέωση ή εκτίναξη εξαρτημάτων. Σιαγόνες Σφιγκτήρα Κάθε σιαγόνα του σφιγκτήρα χρειάζεται δύο ψεκασμούς λίπανσης κάθε 1000 κύκλους στερέωσης/ αποστερέωσης, ή τουλάχιστον μια φορά την εβδομάδα. Χρησιμοποιήστε το παρεχόμενο πιστόλι ψεκασμού. Ο τύπος Λίπανσης είναι Molybdenum Disulfide Grease (20%-25% περιεχόμενο μολυβδαίνιο). 199

200 ΨΥΚΤΙΚΟ ΚΑΙ ΔΟΧΕΙΟ ΨΥΚΤΙΚΟΥ Το ψυκτικό υγρό του μηχανήματος πρέπει να είναι υδατοδιαλυτό, με βάση το συνθετικό λάδι ή με βάση το συνθετικό ψυκτικό υγρό/λιπαντικό. Η χρήση ορυκτελαίων θα προκαλέσει ζημιά στα ελαστικά τμήματα του μηχανήματος και θα ακυρώσει την εγγύηση. Το ψυκτικό υγρό πρέπει να έχει ανασταλτικά σκουριάς. Μην χρησιμοποιείτε καθαρό νερό για ψυκτικό υγρό. Θα σκουριάσουν τα τμήματα του μηχανήματος. Μη χρησιμοποιείτε εύφλεκτα υγρά ως ψυκτικό υγρό. Όξινα και πολύ αλκαλικά υγρά μπορεί να κάνουν ζημιά σε τμήματα του μηχανήματος. Δείτε το κεφάλαιο ασφάλειας και ετικετών σχετικά με τα εύφλεκτα και εκρηκτικά υγρά και υλικά. Το δοχείο του ψυκτικού πρέπει να καθαρίζεται καλά κατά καιρούς, ειδικά για φρέζες εφοδιασμένες με Ψυκτικό υγρό Υψηλής Πίεσης. Εξέταση Ψυκτικού Καθώς λειτουργεί το μηχάνημα το νερό θα εξατμίζεται και θα αλλοιώνει τη συγκέντρωση του ψυκτικού. Επίσης το ψυκτικό υγρό φεύγει με τα επεξεργασμένα εξαρτήματα. Η κατάλληλη μίξη ψυκτικού είναι μεταξύ 6% και 7%. Για να συμπληρώσετε ψυκτικό υγρό χρησιμοποιήστε μόνο περισσότερο ψυκτικό υγρό ή απιονισμένο νερό. Βεβαιωθείτε ότι η συγκέντρωση είναι εντός του κατάλληλου εύρους. Ένας μετρητής διάθλασης μπορεί να χρησιμοποιηθεί για τον έλεγχο της συγκέντρωσης. Το ψυκτικό υγρό πρέπει να αντικαθιστάται τακτικά. Πρέπει να οριστεί χρονοδιάγραμμα και να τηρείται. Αυτό θα αποτρέψει το γέμισμα του μηχανήματος με λάδια. Θα εξασφαλίσει ακόμα ότι την αντικατάσταση του ψυκτικού με την κατάλληλη συγκέντρωση και λίπανση. ΠΡΟΕΙΔΟΠΟΙΗΣΗ Κατά την επεξεργασία χυτών προϊόντων, η άμμος από τη διαδικασία χύτευσης και οι διαβρωτικές ιδιότητες του χυτού αλουμινίου και του χυτοσίδηρου θα συντομεύσουν το χρόνο ζωής της αντλίας του ψυκτικού εκτός αν χρησιμοποιείτε ένα ειδικό φίλτρο μαζί με το στάνταρ φίλτρο. Καλέστε την Haas Automation για συστάσεις. Η επεξεργασία κεραμικών και συναφών προϊόντων ακυρώνει την όποια εγγύηση φθοράς και γίνεται μόνο με ευθύνη του πελάτη. Τα αυξημένα χρονοδιαγράμματα συντήρησης είναι απολύτως αναγκαία με τα διαβρωτικά ρινίσματα. Το ψυκτικό υγρό πρέπει να αλλάζει συχνότερα, και το δοχείο να καθαρίζεται πολύ καλά από υπολείμματα στο κάτω μέρος. Η συντόμευση ζωής της αντλίας, η μείωση της πίεσης ψυκτικού και η αυξανόμενη συντήρηση είναι συνήθη και αναμενόμενα σε διαβρωτικό περιβάλλον και δεν καλύπτονται από την εγγύηση. ΣΥΣΤΗΜΑ ΛΥΠΑΝΣΗΣ Το μηχάνημα είναι εφοδιασμένο με εξωτερικό σύστημα λίπανσης. Η δεξαμενή αποθήκευσης βρίσκεται στο χαμηλότερο σημείο του πίσω μέρος του μηχανήματος (δείτε το σχήμα παρακάτω). Το τρέχον επίπεδο λαδιού είναι ορατό στη δεξαμενή αποθήκευσης. Αν χρειαστεί επιπρόσθετο λάδι απομακρύνετε το κάλυμμα από το πορτάκι γεμίσματος και προσθέστε το κατάλληλο επίπεδο λαδιού. Σύστημα Εξωτερικής Λίπανσης ΠΡΟΕΙΔΟΠΟΙΗΣΗ Μην βάζετε λάδι παραπάνω από την "υψηλή" γραμμή που είναι σημειωμένη στη δεξαμενή αποθήκευσης. Μην αφήνετε το επίπεδο του λιπαντικού να πέσει κάτω από τη χαμηλή γραμμή που είναι σημειωμένη στη δεξαμενή αποθήκευσης για να μη προκληθεί ζημιά στο μηχάνημα. 200
. Για να αλλάξετε το φίλτρο ακολουθήστε τα παρακάτω βήματα: 1.")
201 Φίλτρο λαδιού μηχανής Το φίλτρο λαδιού μηχανής είναι ένα μεταλλικό φίλτρο 25-micron ( ). Συνιστάται η αντικατάσταση του κάθε χρόνο ή κάθε 2000 ώρες λειτουργίας του μηχανήματος. Το φίλτρο είναι τοποθετημένο στο χώρο του φίλτρου, που βρίσκεται στη δεξαμενή αποθήκευσης της αντλίας λαδιού (εσωτερικά φίλτρα). Για να αλλάξετε το φίλτρο ακολουθήστε τα παρακάτω βήματα: 1. Απομακρύνετε τις βίδες που συγκρατούν η δεξαμενή αποθήκευσης λαδιού στο σώμα της αντλίας, χαμηλώστε προσεκτικά τη δεξαμενή αποθήκευσης και βγάλτε το. 2. Χρησιμοποιήστε ένα κλειδί με ιμάντα, κλειδί σωληνώσεων ή πένσα για να ξεβιδώσετε το κάτω κάλυμμα (δείτε το σχήμα). ΠΡΟΣΟΧΗ! Χρησιμοποιήστε κατσαβίδι ή παρόμοιο εργαλείο για να σταματήσετε την περιστροφή του φίλτρου καθώς απομακρύνετε το κάτω κάλυμμα. 3. Απομακρύνετε το φίλτρο λαδιού από τη θήκη του αφού βγάλετε το κάτω κάλυμμα και καθαρίστε κατάλληλα το εσωτερικό της θήκης του δοχείου και το κάτω κάλυμμα του φίλτρου. 4. Βάλτε το νέο φίλτρο λαδιού (P/N ), το στρογγυλό δακτύλιο και το κάτω κάλυμμα. Σφίξτε τη θήκη του φίλτρου και το κάλυμμα με τα ίδια εργαλεία Μην Σφίξετε Υπερβολικά. 5. Τοποθετήστε τη δεξαμενή αποθήκευσης λαδιού. Βεβαιωθείτε ότι η τσιμούχα στέκεται σωστά ανάμεσα στη δεξαμενή αποθήκευσης και τη φλάντζα. ΛΑΔΙ ΜΕΤΑΔΟΣΗΣ ΚΙΝΗΣΗΣ Έλεγχος Λαδιού Ελέγξτε το επίπεδο λαδιού στη γυάλινη οθόνη από το άνοιγμα στο πλάι του μηχανήματος όπως φαίνεται στην εικόνα. Συμπληρώστε όσο χρειάζεται από το πορτάκι στην κορυφή του κιβωτίου ταχυτήτων. Αλλαγή Λαδιού 1. Μετακινήστε το μεταλλικό φύλλο ώστε να έχετε πρόσβαση στη μετάδοση κίνησης, και βγάλτε τις δεκατέσσερις (14) βίδες SHCS από το κοίλωμα του λαδιού για να το βγάλετε. Επιθεωρήστε το μαγνητικό πώμα για ίχνη μεταλλικών κομματιών. 2. Σκουπίστε το κοίλωμα του λαδιού και ξαναβάλτε το με μια καινούργια τσιμούχα. Φυσήξτε προς τα κάτω με έναν σωλήνα αέρα στην περιοχή της πλάκας πρόσβασης για να εμποδίσετε σκόνη και μεταλλικά κομμάτια να εισέλθουν στη θήκη ταχυτήτων. Απομακρύνετε την πλάκα πρόσβασης. 3. Συμπληρώστε στη θήκη 2 ¼ λίτρα λαδιού Mobil DTE-25. Ελέγξτε τη γυάλινη οθόνη. Το επίπεδο πρέπει να είναι στα 3/4 του συνόλου. Συμπληρώστε όσο χρειάζεται. 4. Βάλτε την πλάκα πρόσβασης με μια νέα τσιμούχα, κάντε μια προθέρμανση στην άτρακτο και ελέγξτε για διαρροές. 201
Συνοπτική Παρουσίαση. Ελλάδα
 Ελλάδα Συνοπτική Παρουσίαση Η θρησκευτική ελευθερία προστατεύεται από το Σύνταγμα και άλλους νόμους και πολιτικές, με κάποιους περιορισμούς. Γενικώς, η κυβέρνηση σεβάστηκε εμπράκτως τη θρησκευτική ελευθερία,
Ελλάδα Συνοπτική Παρουσίαση Η θρησκευτική ελευθερία προστατεύεται από το Σύνταγμα και άλλους νόμους και πολιτικές, με κάποιους περιορισμούς. Γενικώς, η κυβέρνηση σεβάστηκε εμπράκτως τη θρησκευτική ελευθερία,
ΙΕΘΝΗΣ ΣΥΜΒΑΣΗ ΕΡΓΑΣΙΑΣ 183 «για την αναθεώρηση της (αναθεωρηµένης) σύµβασης για την προστασία της µητρότητας,»
 σύµβασης για την προστασία της µητρότητας,»") ΙΕΘΝΗΣ ΣΥΜΒΑΣΗ ΕΡΓΑΣΙΑΣ 183 «για την αναθεώρηση της (αναθεωρηµένης) σύµβασης για την προστασία της µητρότητας,» Η γενική Συνδιάσκεψη της ιεθνούς Οργάνωσης Εργασίας, που συγκλήθηκε στη Γενεύη από το ιοικητικό
ΙΕΘΝΗΣ ΣΥΜΒΑΣΗ ΕΡΓΑΣΙΑΣ 183 «για την αναθεώρηση της (αναθεωρηµένης) σύµβασης για την προστασία της µητρότητας,» Η γενική Συνδιάσκεψη της ιεθνούς Οργάνωσης Εργασίας, που συγκλήθηκε στη Γενεύη από το ιοικητικό
Έρευνα Καταναλωτικής Εμπιστοσύνης
 Έρευνα Καταναλωτικής Εμπιστοσύνης 1 ΤΥΠΟΣ ΕΡΕΥΝΑΣ97 ΠΕΡΙΟΧΗ ΕΡΕΥΝΑΣ ΠΟΣΟΤΙΚΗ ΕΡΕΥΝΑ ΜΕ ΤΗ ΧΡΗΣΗ ΔΟΜΗΜΕΝΟΥ ΕΡΩΤΗΜΑΤΟΛΟΓΙΟΥ ΠΕΡΙΟΔΟΣ ΕΡΕΥΝΑΣ 30/10/2012 4/1/2013 ΜΕΘΟΔΟΣ ΔΕΙΓΜΑΤΟΛΗΨΙΑΣ ΤΥΧΑΙΑ ΔΕΙΓΜΑΤΟΛΗΨΙΑ
Έρευνα Καταναλωτικής Εμπιστοσύνης 1 ΤΥΠΟΣ ΕΡΕΥΝΑΣ97 ΠΕΡΙΟΧΗ ΕΡΕΥΝΑΣ ΠΟΣΟΤΙΚΗ ΕΡΕΥΝΑ ΜΕ ΤΗ ΧΡΗΣΗ ΔΟΜΗΜΕΝΟΥ ΕΡΩΤΗΜΑΤΟΛΟΓΙΟΥ ΠΕΡΙΟΔΟΣ ΕΡΕΥΝΑΣ 30/10/2012 4/1/2013 ΜΕΘΟΔΟΣ ΔΕΙΓΜΑΤΟΛΗΨΙΑΣ ΤΥΧΑΙΑ ΔΕΙΓΜΑΤΟΛΗΨΙΑ
ΚΩ ΙΚΑΣ ΕΟΝΤΟΛΟΓΙΑΣ ΤΗΣ ΕΤΑΙΡΕΙΑΣ ΜΕ ΤΗΝ ΕΠΩΝΥΜΙΑ «ΠΑΠΟΥΤΣΑΝΗΣ ΑΝΩΝΥΜΗ ΒΙΟΜΗΧΑΝΙΚΗ ΚΑΙ ΕΜΠΟΡΙΚΗ ΕΤΑΙΡΕΙΑ ΚΑΤΑΝΑΛΩΤΙΚΩΝ ΑΓΑΘΩΝ»
 ΚΩ ΙΚΑΣ ΕΟΝΤΟΛΟΓΙΑΣ ΤΗΣ ΕΤΑΙΡΕΙΑΣ ΜΕ ΤΗΝ ΕΠΩΝΥΜΙΑ «ΠΑΠΟΥΤΣΑΝΗΣ ΑΝΩΝΥΜΗ ΒΙΟΜΗΧΑΝΙΚΗ ΚΑΙ ΕΜΠΟΡΙΚΗ ΕΤΑΙΡΕΙΑ ΚΑΤΑΝΑΛΩΤΙΚΩΝ ΑΓΑΘΩΝ» ΠΕΡΙΕΧΟΜΕΝΑ 1 Γενικά...3 2 Θέματα Απασχόλησης...3 3 Σύγκρουση συμφερόντων...4
ΚΩ ΙΚΑΣ ΕΟΝΤΟΛΟΓΙΑΣ ΤΗΣ ΕΤΑΙΡΕΙΑΣ ΜΕ ΤΗΝ ΕΠΩΝΥΜΙΑ «ΠΑΠΟΥΤΣΑΝΗΣ ΑΝΩΝΥΜΗ ΒΙΟΜΗΧΑΝΙΚΗ ΚΑΙ ΕΜΠΟΡΙΚΗ ΕΤΑΙΡΕΙΑ ΚΑΤΑΝΑΛΩΤΙΚΩΝ ΑΓΑΘΩΝ» ΠΕΡΙΕΧΟΜΕΝΑ 1 Γενικά...3 2 Θέματα Απασχόλησης...3 3 Σύγκρουση συμφερόντων...4
Α. ΟΡΓΑΝΑ ΣΧΕΔΙΑΣΜΟΥ ΚΑΙ ΕΦΑΡΜΟΓΗΣ
 Α. ΟΡΓΑΝΑ ΣΧΕΔΙΑΣΜΟΥ ΚΑΙ ΕΦΑΡΜΟΓΗΣ Με την υπαγωγή του τομέα και της πολιτικής για την Έρευνα και την Τεχνολογία στο Υπουργείο Παιδείας, Δια Βίου Μάθησης και Θρησκευμάτων (ΥΠΔΒΜΘ), το Υπουργείο ανέλαβε
Α. ΟΡΓΑΝΑ ΣΧΕΔΙΑΣΜΟΥ ΚΑΙ ΕΦΑΡΜΟΓΗΣ Με την υπαγωγή του τομέα και της πολιτικής για την Έρευνα και την Τεχνολογία στο Υπουργείο Παιδείας, Δια Βίου Μάθησης και Θρησκευμάτων (ΥΠΔΒΜΘ), το Υπουργείο ανέλαβε
«Συλλογή, μεταφορά και διαχείριση επικίνδυνων στερεών αποβλήτων της Γ.Μ.Μ.Α.Ε. ΛΑΡΚΟ»
 Διακήρυξη για την: «Συλλογή, μεταφορά και διαχείριση επικίνδυνων στερεών αποβλήτων της Γ.Μ.Μ.Α.Ε. ΛΑΡΚΟ» Διακήρυξη Νο: Ε140038 Η Γ.Μ.Μ.Α.Ε. ΛΑΡΚΟ («Εταιρία») προκηρύσσει μειοδοτικό διαγωνισμό με σφραγισμένες
Διακήρυξη για την: «Συλλογή, μεταφορά και διαχείριση επικίνδυνων στερεών αποβλήτων της Γ.Μ.Μ.Α.Ε. ΛΑΡΚΟ» Διακήρυξη Νο: Ε140038 Η Γ.Μ.Μ.Α.Ε. ΛΑΡΚΟ («Εταιρία») προκηρύσσει μειοδοτικό διαγωνισμό με σφραγισμένες
ΑΛΕΞΑΝΔΡΕΙΟ ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΘΕΣΣΑΛΟΝΙΚΗΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΑΣ ΓΕΩΠΟΝΙΑΣ ΤΜΗΜΑ ΑΓΡΟΤΙΚΗ ΑΝΑΠΤΥΞΗ & ΔΙΟΙΚΗΣΗ ΑΓΡΟΤΙΚΩΝ ΕΠΙΧΕΙΡΗΣΕΩΝ
 ΑΛΕΞΑΝΔΡΕΙΟ ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΘΕΣΣΑΛΟΝΙΚΗΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΑΣ ΓΕΩΠΟΝΙΑΣ ΤΜΗΜΑ ΑΓΡΟΤΙΚΗ ΑΝΑΠΤΥΞΗ & ΔΙΟΙΚΗΣΗ ΑΓΡΟΤΙΚΩΝ ΕΠΙΧΕΙΡΗΣΕΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Η ΣΥΜΒΟΛΑΙΑΚΗ ΓΕΩΡΓΙΑ ΤΗΣ ΡΟΔΙΑΣ ΣΤΟ ΝΟΜΟ
ΑΛΕΞΑΝΔΡΕΙΟ ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΘΕΣΣΑΛΟΝΙΚΗΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΑΣ ΓΕΩΠΟΝΙΑΣ ΤΜΗΜΑ ΑΓΡΟΤΙΚΗ ΑΝΑΠΤΥΞΗ & ΔΙΟΙΚΗΣΗ ΑΓΡΟΤΙΚΩΝ ΕΠΙΧΕΙΡΗΣΕΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Η ΣΥΜΒΟΛΑΙΑΚΗ ΓΕΩΡΓΙΑ ΤΗΣ ΡΟΔΙΑΣ ΣΤΟ ΝΟΜΟ
ΘΕΜΑΤΑ ΚΑΝΟΝΙΣΜΩΝ ΒΙΒΛΙΟ ΠΕΡΙΠΤΩΣΕΩΝ ΠΕΡΙΕΧΟΜΕΝΑ
 ΘΕΜΑΤΑ ΚΑΝΟΝΙΣΜΩΝ ΒΙΒΛΙΟ ΠΕΡΙΠΤΩΣΕΩΝ ΠΕΡΙΕΧΟΜΕΝΑ Κεφάλαιο 1: ΕΓΚΑΤΑΣΤΑΣΕΙΣ ΚΑΙ ΕΞΟΠΛΙΣΜΟΣ ΥΨΟΣ ΤΟΥ ΦΙΛΕ 1.1. Ύψος του φιλέ Κεφάλαιο 2: ΣΥΜΜΕΤΕΧΟΝΤΕΣ ΑΠΑΓΟΡΕΥΜΕΝΑ ΑΝΤΙΚΕΙΜΕΝΑ 2.1. Παίκτης µε τεχνητό πόδι
ΘΕΜΑΤΑ ΚΑΝΟΝΙΣΜΩΝ ΒΙΒΛΙΟ ΠΕΡΙΠΤΩΣΕΩΝ ΠΕΡΙΕΧΟΜΕΝΑ Κεφάλαιο 1: ΕΓΚΑΤΑΣΤΑΣΕΙΣ ΚΑΙ ΕΞΟΠΛΙΣΜΟΣ ΥΨΟΣ ΤΟΥ ΦΙΛΕ 1.1. Ύψος του φιλέ Κεφάλαιο 2: ΣΥΜΜΕΤΕΧΟΝΤΕΣ ΑΠΑΓΟΡΕΥΜΕΝΑ ΑΝΤΙΚΕΙΜΕΝΑ 2.1. Παίκτης µε τεχνητό πόδι
ΕΝΗΜΕΡΩΤΙΚΟ ΈΓΓΡΑΦΟ Σ.Ε.Ε.Δ.Δ.Ε. ΟΙ ΕΠΙΒΑΡΥΝΣΕΙΣ ΤΟΥ ΝΕΟΥ ΦΟΡΟΛΟΓΙΚΟΥ
 ΑΘΗΝΑ 15-01-2014 ΑΡ. ΠΡΩΤ.: 2270 ΕΝΗΜΕΡΩΤΙΚΟ ΈΓΓΡΑΦΟ Σ.Ε.Ε.Δ.Δ.Ε. ΟΙ ΕΠΙΒΑΡΥΝΣΕΙΣ ΤΟΥ ΝΕΟΥ ΦΟΡΟΛΟΓΙΚΟΥ Για τα εισοδήματα του 2013, τη φορολογία και τα πρόστιμα του 2014, ισχύουν τα εξής: Καταργείται το
ΑΘΗΝΑ 15-01-2014 ΑΡ. ΠΡΩΤ.: 2270 ΕΝΗΜΕΡΩΤΙΚΟ ΈΓΓΡΑΦΟ Σ.Ε.Ε.Δ.Δ.Ε. ΟΙ ΕΠΙΒΑΡΥΝΣΕΙΣ ΤΟΥ ΝΕΟΥ ΦΟΡΟΛΟΓΙΚΟΥ Για τα εισοδήματα του 2013, τη φορολογία και τα πρόστιμα του 2014, ισχύουν τα εξής: Καταργείται το
ΔΕΛΤΙΟ ΤΥΠΟΥ. Ελλείψεις στο φορολογικό νομοσχέδιο. Σοβαρές ελλείψεις στη νέα μορφή του φορολογικού νομοσχεδίου
 Επαγγελματικό Επιμελητήριο Θεσσαλονίκης Γραφείο Τύπου Θεσσαλονίκη, 12 Απριλίου 2010 ΔΕΛΤΙΟ ΤΥΠΟΥ Ελλείψεις στο φορολογικό νομοσχέδιο Σοβαρές ελλείψεις στη νέα μορφή του φορολογικού νομοσχεδίου διαπιστώνει
Επαγγελματικό Επιμελητήριο Θεσσαλονίκης Γραφείο Τύπου Θεσσαλονίκη, 12 Απριλίου 2010 ΔΕΛΤΙΟ ΤΥΠΟΥ Ελλείψεις στο φορολογικό νομοσχέδιο Σοβαρές ελλείψεις στη νέα μορφή του φορολογικού νομοσχεδίου διαπιστώνει
ΑΠΟΚΑΤΑΣΤΑΣΗ ΚΑΙ ΕΠΑΝΑΧΡΗΣΗ ΤΟΥ ΧΩΡΟΥ ΤΟΥ ΧΑΝΙΟΥ ΤΟΥ ΙΜΠΡΑΗΜ ΚΩΔΙΚΟΣ ΔΙΑΓΩΝΙΖΟΜΕΝΟΥ: 12234
 12234 Ένας δηµόσιος χώρος αποτελεί ένα κύτταρο στο δοµηµένο ιστό της πόλης. Δεν πρέπει µόνο να είναι ευδιάκριτος αλλά και να εντάσσεται πλήρως. Οφείλει να ανασυντάσσει την εικόνα της πόλης η οποία είναι
12234 Ένας δηµόσιος χώρος αποτελεί ένα κύτταρο στο δοµηµένο ιστό της πόλης. Δεν πρέπει µόνο να είναι ευδιάκριτος αλλά και να εντάσσεται πλήρως. Οφείλει να ανασυντάσσει την εικόνα της πόλης η οποία είναι
ΚΕΦΑΛΑΙΟ 3 ο ΤΟ ΜΕΛΛΟΝ ΤΗΣ ΕΥΡΩΠΑΪΚΗΣ ΕΝΩΣΗΣ. 3.1 Εισαγωγή
 ΚΕΦΑΛΑΙΟ 3 ο ΤΟ ΜΕΛΛΟΝ ΤΗΣ ΕΥΡΩΠΑΪΚΗΣ ΕΝΩΣΗΣ 3.1 Εισαγωγή Η Ελληνική Προεδρία πραγµατοποιείται σε µια κρίσιµη, για την Ευρωπαϊκή Ένωση, περίοδο. Μια Ένωση που προετοιµάζει την µεγαλύτερη διεύρυνση στην
ΚΕΦΑΛΑΙΟ 3 ο ΤΟ ΜΕΛΛΟΝ ΤΗΣ ΕΥΡΩΠΑΪΚΗΣ ΕΝΩΣΗΣ 3.1 Εισαγωγή Η Ελληνική Προεδρία πραγµατοποιείται σε µια κρίσιµη, για την Ευρωπαϊκή Ένωση, περίοδο. Μια Ένωση που προετοιµάζει την µεγαλύτερη διεύρυνση στην
Τοποθέτηση Δημάρχου Γ. Πατούλη. για τεχνικό πρόγραμμα 2010
 Τοποθέτηση Δημάρχου Γ. Πατούλη για τεχνικό πρόγραμμα 2010 Κυρίες και κύριοι συνάδελφοι Η διοίκηση του Δήμου φέρνει σήμερα προς ψήφιση στο Δημοτικό Συμβούλιο το τεχνικό πρόγραμμα του Δήμου Αμαρουσίου για
Τοποθέτηση Δημάρχου Γ. Πατούλη για τεχνικό πρόγραμμα 2010 Κυρίες και κύριοι συνάδελφοι Η διοίκηση του Δήμου φέρνει σήμερα προς ψήφιση στο Δημοτικό Συμβούλιο το τεχνικό πρόγραμμα του Δήμου Αμαρουσίου για
ΤΕΙ ΗΠΕΙΡΟΥ ΣΧΟΛΗ ΔΙΟΙΚΗΣΗΣ ΚΑΙ ΟΙΚΟΝΟΜΙΑΣ ΤΜΗΜΑ ΛΟΓΙΣΤΙΚΗΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ
 ΤΕΙ ΗΠΕΙΡΟΥ ΣΧΟΛΗ ΔΙΟΙΚΗΣΗΣ ΚΑΙ ΟΙΚΟΝΟΜΙΑΣ ΤΜΗΜΑ ΛΟΓΙΣΤΙΚΗΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ''ΜΕΛΕΤΗ ΓΙΑ ΤΗΝ ΙΚΑΝΟΠΟΙΗΣΗ ΤΩΝ ΦΟΙΤΗΤΩΝ ΤΟΥ ΤΜΗΜΑΤΟΣ ΛΟΓΙΣΤΙΚΗΣ ΤΟΥ Τ.Ε.Ι. ΗΠΕΙΡΟΥ ΑΠΟ ΤΙΣ ΣΠΟΥΔΕΣ ΤΟΥΣ'' ΓΕΩΡΓΙΟΣ ΝΤΑΛΑΟΥΤΗΣ
ΤΕΙ ΗΠΕΙΡΟΥ ΣΧΟΛΗ ΔΙΟΙΚΗΣΗΣ ΚΑΙ ΟΙΚΟΝΟΜΙΑΣ ΤΜΗΜΑ ΛΟΓΙΣΤΙΚΗΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ''ΜΕΛΕΤΗ ΓΙΑ ΤΗΝ ΙΚΑΝΟΠΟΙΗΣΗ ΤΩΝ ΦΟΙΤΗΤΩΝ ΤΟΥ ΤΜΗΜΑΤΟΣ ΛΟΓΙΣΤΙΚΗΣ ΤΟΥ Τ.Ε.Ι. ΗΠΕΙΡΟΥ ΑΠΟ ΤΙΣ ΣΠΟΥΔΕΣ ΤΟΥΣ'' ΓΕΩΡΓΙΟΣ ΝΤΑΛΑΟΥΤΗΣ
ΕΛΑΦΡΙΕΣ ΜΕΤΑΛΛΙΚΕΣ ΚΑΤΑΣΚΕΥΕΣ ΣΥΝΤΑΚΤΗΣ: ΝΑΝΣΥ ΣΑΚΚΑ
 ΘΕΜΑ: ΕΛΑΦΡΙΕΣ ΜΕΤΑΛΛΙΚΕΣ ΚΑΤΑΣΚΕΥΕΣ ΣΥΝΤΑΚΤΗΣ: ΝΑΝΣΥ ΣΑΚΚΑ Ο σίδηρος παρά το γεγονός, ότι αποτελεί υλικό γνωστό ήδη από τους προϊστορικούς χρόνους, άρχισε να χρησιµοποιείται ευρέως και ουσιαστικά σε αρχιτεκτονικές
ΘΕΜΑ: ΕΛΑΦΡΙΕΣ ΜΕΤΑΛΛΙΚΕΣ ΚΑΤΑΣΚΕΥΕΣ ΣΥΝΤΑΚΤΗΣ: ΝΑΝΣΥ ΣΑΚΚΑ Ο σίδηρος παρά το γεγονός, ότι αποτελεί υλικό γνωστό ήδη από τους προϊστορικούς χρόνους, άρχισε να χρησιµοποιείται ευρέως και ουσιαστικά σε αρχιτεκτονικές
Σοφία Γιουρούκου, Ψυχολόγος Συνθετική Ψυχοθεραπεύτρια
 Σοφία Γιουρούκου, Ψυχολόγος Συνθετική Ψυχοθεραπεύτρια Η αντίδραση στο άγχος είναι μία φυσιολογική, ζωτική αντίδραση στην απειλή. Το άγχος είναι ένα συναίσθημα δυσθυμίας που προέρχεται από την υποκειμενική
Σοφία Γιουρούκου, Ψυχολόγος Συνθετική Ψυχοθεραπεύτρια Η αντίδραση στο άγχος είναι μία φυσιολογική, ζωτική αντίδραση στην απειλή. Το άγχος είναι ένα συναίσθημα δυσθυμίας που προέρχεται από την υποκειμενική
ΝΕΑ ΧΡΗΜΑΤΟΟΙΚΟΝΟΜΙΚΑ ΠΡΟΪΟΝΤΑ- ΕΦΑΡΜΟΓΗ ΣΕ ΑΣΦΑΛΙΣΤΙΚΗ ΕΠΙΧΕΙΡΗΣΗ
 ΝΕΑ ΧΡΗΜΑΤΟΟΙΚΟΝΟΜΙΚΑ ΠΡΟΪΟΝΤΑ- ΕΦΑΡΜΟΓΗ ΣΕ ΑΣΦΑΛΙΣΤΙΚΗ ΕΠΙΧΕΙΡΗΣΗ ΕΙΣΗΓΗΤΗΣ: ΣΩΤΗΡΟΠΟΥΛΟΣ ΙΩΑΝΝΗΣ ΟΙ ΦΟΙΤΗΤΕΣ: ΤΣΙΡΙΠΙΔΟΥ ΦΩΤΕΙΝΗ ΚΑΣΙΑΡΑΣ ΑΘΑΝΑΣΙΟΣ ΠΕΡΙΕΧΟΜΕΝΑ Πρόλογος...1 Εισαγωγή...6 ΜΕΡΟΣ Α ΝΕΟ ΠΡΟΪΟΝ
ΝΕΑ ΧΡΗΜΑΤΟΟΙΚΟΝΟΜΙΚΑ ΠΡΟΪΟΝΤΑ- ΕΦΑΡΜΟΓΗ ΣΕ ΑΣΦΑΛΙΣΤΙΚΗ ΕΠΙΧΕΙΡΗΣΗ ΕΙΣΗΓΗΤΗΣ: ΣΩΤΗΡΟΠΟΥΛΟΣ ΙΩΑΝΝΗΣ ΟΙ ΦΟΙΤΗΤΕΣ: ΤΣΙΡΙΠΙΔΟΥ ΦΩΤΕΙΝΗ ΚΑΣΙΑΡΑΣ ΑΘΑΝΑΣΙΟΣ ΠΕΡΙΕΧΟΜΕΝΑ Πρόλογος...1 Εισαγωγή...6 ΜΕΡΟΣ Α ΝΕΟ ΠΡΟΪΟΝ
Ασυντήρητες και επικίνδυνες οικοδομές
 Ασυντήρητες και επικίνδυνες οικοδομές Στα τελευταία πέντε χρόνια έχουν καταγραφεί αρκετά περιστατικά πτώσης τμημάτων οικοδομών, κυρίως μπαλκονιών από πολυώροφες οικοδομές και είναι πραγματικά θαύμα το
Ασυντήρητες και επικίνδυνες οικοδομές Στα τελευταία πέντε χρόνια έχουν καταγραφεί αρκετά περιστατικά πτώσης τμημάτων οικοδομών, κυρίως μπαλκονιών από πολυώροφες οικοδομές και είναι πραγματικά θαύμα το
ΚΕΦΑΛΑΙΟ 8 ΣΥΜΠΕΡΑΣΜΑΤΑ
 ΚΕΦΑΛΑΙΟ 8 ΣΥΜΠΕΡΑΣΜΑΤΑ ΚΕΦΑΛΑΙΟ 8 : ΣΥΜΠΕΡΑΣΜΑΤΑ Σύμφωνα με τα όσα αναλυτικά έχουν περιγραφεί στα προηγούμενα κεφάλαια της παρούσας μελέτης η κατασκευή του τμήματος «Βρύσες Ατσιπόπουλο», του Βόρειου Οδικού
ΚΕΦΑΛΑΙΟ 8 ΣΥΜΠΕΡΑΣΜΑΤΑ ΚΕΦΑΛΑΙΟ 8 : ΣΥΜΠΕΡΑΣΜΑΤΑ Σύμφωνα με τα όσα αναλυτικά έχουν περιγραφεί στα προηγούμενα κεφάλαια της παρούσας μελέτης η κατασκευή του τμήματος «Βρύσες Ατσιπόπουλο», του Βόρειου Οδικού
ΘΕΣΕΙΣ ΠΡΟΤΑΣΕΙΣ ΠΡΟΤΕΡΑΙΟΤΗΤΕΣ
 ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΠΑΝΕΠΙΣΤΗΜΙΟ ΙΩΑΝΝΙΝΩΝ ΠΡΥΤΑΝΙΚΕΣ ΕΚΛΟΓΕΣ 2014 ΘΕΣΕΙΣ ΠΡΟΤΑΣΕΙΣ ΠΡΟΤΕΡΑΙΟΤΗΤΕΣ ΓΕΩΡΓΙΟΣ Δ. ΚΑΨΑΛΗΣ ΚΑΘΗΓΗΤΗΣ ΥΠΟΨΗΦΙΟΣ ΠΡΥΤΑΝΗΣ Ιωάννινα, Ιούνιος 2014 1 Οι βασικές στοχεύσεις και προτεραιότητες
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΠΑΝΕΠΙΣΤΗΜΙΟ ΙΩΑΝΝΙΝΩΝ ΠΡΥΤΑΝΙΚΕΣ ΕΚΛΟΓΕΣ 2014 ΘΕΣΕΙΣ ΠΡΟΤΑΣΕΙΣ ΠΡΟΤΕΡΑΙΟΤΗΤΕΣ ΓΕΩΡΓΙΟΣ Δ. ΚΑΨΑΛΗΣ ΚΑΘΗΓΗΤΗΣ ΥΠΟΨΗΦΙΟΣ ΠΡΥΤΑΝΗΣ Ιωάννινα, Ιούνιος 2014 1 Οι βασικές στοχεύσεις και προτεραιότητες
ΠΡΟΣΩ ΟΛΟΤΑΧΩΣ! ΑΝΑΓΕΝΝΗΣΗ ΤΗΣ ΕΛΛΑΔΑΣ
 1 Απόστολος Πιερρής ΠΡΟΣΩ ΟΛΟΤΑΧΩΣ! ΡΙΖΟΣΠΑΣΤΙΚΗ ΣΤΡΑΤΗΓΙΚΗ ΓΙΑ ΤΗΝ ΑΝΑΓΕΝΝΗΣΗ ΤΗΣ ΕΛΛΑΔΑΣ πόλιν δὲ μικρὰν καὶ ἄδοξον παραλαβὼν ἔνδοξον καὶ μεγάλην ἀπεργάσασθαι 14 Ιανουαρίου 2015 2 Η χώρα έχει ναυαγήσει.
1 Απόστολος Πιερρής ΠΡΟΣΩ ΟΛΟΤΑΧΩΣ! ΡΙΖΟΣΠΑΣΤΙΚΗ ΣΤΡΑΤΗΓΙΚΗ ΓΙΑ ΤΗΝ ΑΝΑΓΕΝΝΗΣΗ ΤΗΣ ΕΛΛΑΔΑΣ πόλιν δὲ μικρὰν καὶ ἄδοξον παραλαβὼν ἔνδοξον καὶ μεγάλην ἀπεργάσασθαι 14 Ιανουαρίου 2015 2 Η χώρα έχει ναυαγήσει.
Έκθεση της Επιτροπής Κοινωνικής Πρόνοιας της Βουλής των Γερόντων για το. θέµα «Η οικονοµική κρίση, εξάλειψη της φτώχειας και κοινωνικός.
 Έκθεση της Επιτροπής Κοινωνικής Πρόνοιας της Βουλής των Γερόντων για το θέµα «Η οικονοµική κρίση, εξάλειψη της φτώχειας και κοινωνικός αποκλεισµός» Παρόντες: Αντώνης Πρωτοπαπάς, πρόεδρος Χριστόφορος Στυλιανού
Έκθεση της Επιτροπής Κοινωνικής Πρόνοιας της Βουλής των Γερόντων για το θέµα «Η οικονοµική κρίση, εξάλειψη της φτώχειας και κοινωνικός αποκλεισµός» Παρόντες: Αντώνης Πρωτοπαπάς, πρόεδρος Χριστόφορος Στυλιανού
Το συνέδριο σας πραγματοποιείται σε μια εξαιρετικά δύσκολη συγκυρία για τον τόπο, την οικονομία της χώρας, την κοινωνία και τον κόσμο της εργασίας.
 ΧΑΙΡΕΤΙΣΜΟΣ του ΘΕΜΙΣΤΟΚΛΗ ΜΠΑΛΑΣΟΠΟΥΛΟΥ ΠΡΟΕΔΡΟΥ της ΕΚΤΕΛΕΣΤΙΚΗΣ ΕΠΙΤΡΟΠΗΣ της Π.Ο.Ε.-Ο.Τ.Α. στο ΤΑΚΤΙΚΟ ΣΥΝΕΔΡΙΟ της Κ.Ε.Δ.Ε. ΚΟΜΟΤΗΝΗ ΠΑΡΑΣΚΕΥΗ 27 ΙΑΝΟΥΑΡΙΟΥ 2012 Αγαπητοί Φίλοι, Θέλω εκ μέρους των
ΧΑΙΡΕΤΙΣΜΟΣ του ΘΕΜΙΣΤΟΚΛΗ ΜΠΑΛΑΣΟΠΟΥΛΟΥ ΠΡΟΕΔΡΟΥ της ΕΚΤΕΛΕΣΤΙΚΗΣ ΕΠΙΤΡΟΠΗΣ της Π.Ο.Ε.-Ο.Τ.Α. στο ΤΑΚΤΙΚΟ ΣΥΝΕΔΡΙΟ της Κ.Ε.Δ.Ε. ΚΟΜΟΤΗΝΗ ΠΑΡΑΣΚΕΥΗ 27 ΙΑΝΟΥΑΡΙΟΥ 2012 Αγαπητοί Φίλοι, Θέλω εκ μέρους των
Εσωτερικοί Κανονισμοί Τοπικής Αυτοδιοίκησης
 Εσωτερικοί Κανονισμοί Τοπικής Αυτοδιοίκησης Καταστατικές Πρόνοιες και Εσωτερικοί Κανονισμοί που αφορούν τη Διεύθυνση Τοπικής Αυτοδιοίκησης, τις εκλογές Τοπικής Αυτοδιοίκησης και Σχολικών Εφορειών, τη λειτουργία
Εσωτερικοί Κανονισμοί Τοπικής Αυτοδιοίκησης Καταστατικές Πρόνοιες και Εσωτερικοί Κανονισμοί που αφορούν τη Διεύθυνση Τοπικής Αυτοδιοίκησης, τις εκλογές Τοπικής Αυτοδιοίκησης και Σχολικών Εφορειών, τη λειτουργία
ΦΥΣΙΚΟΣ ΑΕΡΙΣΜΟΣ - ΡΟΣΙΣΜΟΣ
 ΕΦΑΡΜΟΓΕΣ νέες κατασκευές αναδιαµόρφωση καινούριων κτιρίων ανακαίνιση και µετασκευή ιστορικών κτιρίων έργα "εκ του µηδενός" σε ιστορικά πλαίσια 2 Με τη χρήση συστηµάτων δροσισµού ο στόχος είναι να µειωθεί
ΕΦΑΡΜΟΓΕΣ νέες κατασκευές αναδιαµόρφωση καινούριων κτιρίων ανακαίνιση και µετασκευή ιστορικών κτιρίων έργα "εκ του µηδενός" σε ιστορικά πλαίσια 2 Με τη χρήση συστηµάτων δροσισµού ο στόχος είναι να µειωθεί
ΑΝΑΚΥΚΛΩΣΗ ΤΗΓΑΝΕΛΑΙΟΥ ΓΙΑΤΙ - ΠΩΣ - ΠΟΤΕ
 ΑΝΑΚΥΚΛΩΣΗ ΤΗΓΑΝΕΛΑΙΟΥ ΓΙΑΤΙ - ΠΩΣ - ΠΟΤΕ Μετά το τηγάνι.το λάδι γίνεται τοξικό για τη θάλασσα το έδαφος τον υδροφόρο ορίζοντα για όλους μας!!! Tο χρησιµοποιηµένο λάδι ΕΝ το πετάµε στην αποχέτευση γιατί
ΑΝΑΚΥΚΛΩΣΗ ΤΗΓΑΝΕΛΑΙΟΥ ΓΙΑΤΙ - ΠΩΣ - ΠΟΤΕ Μετά το τηγάνι.το λάδι γίνεται τοξικό για τη θάλασσα το έδαφος τον υδροφόρο ορίζοντα για όλους μας!!! Tο χρησιµοποιηµένο λάδι ΕΝ το πετάµε στην αποχέτευση γιατί
ΟΜΙΛΙΑ ΠΡΟΕΔΡΟΥ Ο.Κ.Ε. κ. Χ. ΠΟΛΥΖΩΓΟΠΟΥΛΟΥ
 ΟΜΙΛΙΑ ΠΡΟΕΔΡΟΥ Ο.Κ.Ε. κ. Χ. ΠΟΛΥΖΩΓΟΠΟΥΛΟΥ «ΜΙΑ ΟΛΟΚΛΗΡΩΜΕΝΗ ΚΑΙ ΚΟΙΝΗ ΜΕΤΑΝΑΣΤΕΥΤΙΚΗ ΠΟΛΙΤΙΚΗ ΣΤΗΝ ΕΥΡΩΠΗ: ΠΟΙΕΣ ΕΙΝΑΙ ΟΙ ΠΡΟΚΛΗΣΕΙΣ ΓΙΑ ΣΥΝΕΡΓΑΣΙΑ ΜΕ ΤΡΙΤΕΣ ΧΩΡΕΣ;» ΔΙΕΘΝΗΣ ΣΥΝΔΙΑΣΚΕΨΗ ΣΤΟ ΠΛΑΙΣΙΟ ΤΗΣ
ΟΜΙΛΙΑ ΠΡΟΕΔΡΟΥ Ο.Κ.Ε. κ. Χ. ΠΟΛΥΖΩΓΟΠΟΥΛΟΥ «ΜΙΑ ΟΛΟΚΛΗΡΩΜΕΝΗ ΚΑΙ ΚΟΙΝΗ ΜΕΤΑΝΑΣΤΕΥΤΙΚΗ ΠΟΛΙΤΙΚΗ ΣΤΗΝ ΕΥΡΩΠΗ: ΠΟΙΕΣ ΕΙΝΑΙ ΟΙ ΠΡΟΚΛΗΣΕΙΣ ΓΙΑ ΣΥΝΕΡΓΑΣΙΑ ΜΕ ΤΡΙΤΕΣ ΧΩΡΕΣ;» ΔΙΕΘΝΗΣ ΣΥΝΔΙΑΣΚΕΨΗ ΣΤΟ ΠΛΑΙΣΙΟ ΤΗΣ
Ενώνουμε δυνάμεις. Δείγματα Γραφής. Δυναμικά μπροστά ΑΝΔΡΕΑΣ Ζ. ΚΥΠΡΙΑΝΟΥ. Βουλευτής
 Ενώνουμε δυνάμεις Δείγματα Γραφής Δυναμικά μπροστά ΑΝΔΡΕΑΣ Ζ. ΚΥΠΡΙΑΝΟΥ Βουλευτής Συναγωνιστή συναγωνίστρια, Οι βουλευτικές εκλογές στις 22 Μαίου είναι σημαντικές για τον κάθε πολίτη, σημαντικές για την
Ενώνουμε δυνάμεις Δείγματα Γραφής Δυναμικά μπροστά ΑΝΔΡΕΑΣ Ζ. ΚΥΠΡΙΑΝΟΥ Βουλευτής Συναγωνιστή συναγωνίστρια, Οι βουλευτικές εκλογές στις 22 Μαίου είναι σημαντικές για τον κάθε πολίτη, σημαντικές για την
ΚΩΔΙΚΑΣ ΔΕΟΝΤΟΛΟΓΙΑΣ
 ΚΩΔΙΚΑΣ ΔΕΟΝΤΟΛΟΓΙΑΣ Προοίμιο Ο κώδικας δεοντολογίας του ΕΣΠΕΜ σκοπό έχει να κρατήσει υψηλά το κύρος του επαγγέλματος του μουσικοθεραπευτή στην Ελλάδα, να διαφυλάξει τους θεραπευόμενους από τυχόν μη δεοντολογικές
ΚΩΔΙΚΑΣ ΔΕΟΝΤΟΛΟΓΙΑΣ Προοίμιο Ο κώδικας δεοντολογίας του ΕΣΠΕΜ σκοπό έχει να κρατήσει υψηλά το κύρος του επαγγέλματος του μουσικοθεραπευτή στην Ελλάδα, να διαφυλάξει τους θεραπευόμενους από τυχόν μη δεοντολογικές
OIKONOMIKEΣ ΕΞΕΛΙΞΕΙΣ
 ΚΕΝΤΡΟ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΥ ΚΑΙ ΟΙΚΟΝΟΜΙΚΩΝ ΕΡΕΥΝΩΝ Τετραμηνιαία έκδοση του ΚΕΠΕ Τεύχος 19, Οκτώβριος 2012 OIKONOMIKEΣ ΕΞΕΛΙΞΕΙΣ Μακροοικονομική ανάλυση και προβλέψεις Δημόσια οικονομικά Ανθρώπινοι πόροι και
ΚΕΝΤΡΟ ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΥ ΚΑΙ ΟΙΚΟΝΟΜΙΚΩΝ ΕΡΕΥΝΩΝ Τετραμηνιαία έκδοση του ΚΕΠΕ Τεύχος 19, Οκτώβριος 2012 OIKONOMIKEΣ ΕΞΕΛΙΞΕΙΣ Μακροοικονομική ανάλυση και προβλέψεις Δημόσια οικονομικά Ανθρώπινοι πόροι και
ΓΙΑΤΙ Η ΡΩΣΙΑ ΕΝ ΕΙΝΑΙ ΣΟΣΙΑΛΙΣΤΙΚΗ
 ΓΙΑΤΙ Η ΡΩΣΙΑ ΕΝ ΕΙΝΑΙ ΣΟΣΙΑΛΙΣΤΙΚΗ Ι. Ο ρωσικός καπιταλισµός Χτυπητές κοινωνικές διαφορές, µισθολογικές ανισότητες, προνόµια ανάλογα µε το είδος δουλειάς και καταµερισµός εργασίας που καταδικάζει τους
ΓΙΑΤΙ Η ΡΩΣΙΑ ΕΝ ΕΙΝΑΙ ΣΟΣΙΑΛΙΣΤΙΚΗ Ι. Ο ρωσικός καπιταλισµός Χτυπητές κοινωνικές διαφορές, µισθολογικές ανισότητες, προνόµια ανάλογα µε το είδος δουλειάς και καταµερισµός εργασίας που καταδικάζει τους
ΠΕΡΙΛΗΨΗ ΤΟΥ ΠΑΙΧΝΙΔΙΟΥ
 ΠΙΝΑΚΑΣ ΠΕΡΙΕΧΟΜΕΝΩΝ ΠΕΡΙΛΗΨΗ ΤΟΥ ΠΑΙΧΝΙΔΙΟΥ ΣΥΜΒΟΛΑ ΠΕΡΙΕΧΟΜΕΝΑ ΠΡΟΕΤΟΙΜΑΣΙΑ ΠΟΡΕΙΑ ΕΝΟΣ ΓΥΡΟΥ 1. ΗΜΕΡΟΛΟΓΙΟ 2. ΤΟΠΟΘΕΤΗΣΗ 3. ΣΥΛΛΟΓΗ 4. ΕΝΕΡΓΕΙΕΣ 5. ΣΚΟΡΑΡΙΣΜΑ ΤΕΛΟΣ ΤΟΥ ΠΑΙΧΝΙΔΙΟΥ ΠΑΡΑΡΤΗΜΑ: ΠΑΙΧΝΙΔΙ
ΠΙΝΑΚΑΣ ΠΕΡΙΕΧΟΜΕΝΩΝ ΠΕΡΙΛΗΨΗ ΤΟΥ ΠΑΙΧΝΙΔΙΟΥ ΣΥΜΒΟΛΑ ΠΕΡΙΕΧΟΜΕΝΑ ΠΡΟΕΤΟΙΜΑΣΙΑ ΠΟΡΕΙΑ ΕΝΟΣ ΓΥΡΟΥ 1. ΗΜΕΡΟΛΟΓΙΟ 2. ΤΟΠΟΘΕΤΗΣΗ 3. ΣΥΛΛΟΓΗ 4. ΕΝΕΡΓΕΙΕΣ 5. ΣΚΟΡΑΡΙΣΜΑ ΤΕΛΟΣ ΤΟΥ ΠΑΙΧΝΙΔΙΟΥ ΠΑΡΑΡΤΗΜΑ: ΠΑΙΧΝΙΔΙ
Εκδρομές Αυγούστου 2014
 ΣΑΒΒΑΤΟ 02/08/2014 ΛΟΥΤΡΑΚΙ - ΟΣΙΟΣ ΠΑΤΑΠΙΟΣ - ΛΙΜΝΗ ΗΡΑΙΟΥ Αναχώρηση το πρωί για Πελοπόννησο, για να φτάσουμε στο Λουτράκι στη Μονή του Οσίου Παταπίου, χτισμένη σε πλαγιά και βρίσκεται 6 χιλιόμετρα από
ΣΑΒΒΑΤΟ 02/08/2014 ΛΟΥΤΡΑΚΙ - ΟΣΙΟΣ ΠΑΤΑΠΙΟΣ - ΛΙΜΝΗ ΗΡΑΙΟΥ Αναχώρηση το πρωί για Πελοπόννησο, για να φτάσουμε στο Λουτράκι στη Μονή του Οσίου Παταπίου, χτισμένη σε πλαγιά και βρίσκεται 6 χιλιόμετρα από
ΣΥΓΚΡΙΣΗ ΣΥΜΒΑΤΙΚΗΣ ΚΑΙ ΜΗΧΑΝΟΠΟΙΗΜΕΝΗΣ ΜΕΘΟΔΟΥ ΣΠΟΡΑΣ ΚΑΙ ΜΕΤΑΦΥΤΕΥΣΗΣ ΣΠΟΡΟΦΥΤΩΝ ΛΑΧΑΝΙΚΩΝ
 Τ.Ε.Ι ΚΑΛΑΜΑΤΑΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΑΣ ΓΕΩΠΟΝΙΑΣ ΤΜΗΜΑ ΦΥΤΙΚΗΣ ΠΑΡΑΓΩΓΗΣ ΣΥΓΚΡΙΣΗ ΣΥΜΒΑΤΙΚΗΣ ΚΑΙ ΜΗΧΑΝΟΠΟΙΗΜΕΝΗΣ ΜΕΘΟΔΟΥ ΣΠΟΡΑΣ ΚΑΙ ΜΕΤΑΦΥΤΕΥΣΗΣ ΣΠΟΡΟΦΥΤΩΝ ΛΑΧΑΝΙΚΩΝ ΤΟΥ ΣΠΟΥΔΑΣΤΗ: ΑΝΤΩΝΙΟΣ X. ΚΩΝΣΤΑΣ ΚΑΛΑΜΑΤΑ
Τ.Ε.Ι ΚΑΛΑΜΑΤΑΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΑΣ ΓΕΩΠΟΝΙΑΣ ΤΜΗΜΑ ΦΥΤΙΚΗΣ ΠΑΡΑΓΩΓΗΣ ΣΥΓΚΡΙΣΗ ΣΥΜΒΑΤΙΚΗΣ ΚΑΙ ΜΗΧΑΝΟΠΟΙΗΜΕΝΗΣ ΜΕΘΟΔΟΥ ΣΠΟΡΑΣ ΚΑΙ ΜΕΤΑΦΥΤΕΥΣΗΣ ΣΠΟΡΟΦΥΤΩΝ ΛΑΧΑΝΙΚΩΝ ΤΟΥ ΣΠΟΥΔΑΣΤΗ: ΑΝΤΩΝΙΟΣ X. ΚΩΝΣΤΑΣ ΚΑΛΑΜΑΤΑ
Θεµατικές ενότητες: παρεµβάσεις και ενδεικτικές υποθέσεις. 1. Οικονοµική πολιτική. Παρεµβάσεις οικονοµικού χαρακτήρα
 Στατιστικά στοιχεία Κατά τη διάρκεια του 2011 ο Συνήγορος δέχθηκε 10.706 νέες αναφορές. Μεταξύ αυτών, εκατοντάδες αναφορές προέρχονται από οµάδες πολιτών - είναι δηλαδή «συλλογικές αναφορές». Η γεωγραφική
Στατιστικά στοιχεία Κατά τη διάρκεια του 2011 ο Συνήγορος δέχθηκε 10.706 νέες αναφορές. Μεταξύ αυτών, εκατοντάδες αναφορές προέρχονται από οµάδες πολιτών - είναι δηλαδή «συλλογικές αναφορές». Η γεωγραφική
Ατομικό ιστορικό νηπίου
 σημαντικές πληροφορίες στοιχεία επικοινωνίας Ατομικό ιστορικό νηπίου στοιχεία της προσωπικότητας του παιδιού Βοηθείστε μας να γνωρίσουμε καλύτερα το παιδί σας Όνομα Παιδιού: Συμπληρώστε με προσοχή και
σημαντικές πληροφορίες στοιχεία επικοινωνίας Ατομικό ιστορικό νηπίου στοιχεία της προσωπικότητας του παιδιού Βοηθείστε μας να γνωρίσουμε καλύτερα το παιδί σας Όνομα Παιδιού: Συμπληρώστε με προσοχή και
Διασυνοριακά νερά και διαχειριστικά σχέδια λεκανών
 Διασυνοριακά νερά και διαχειριστικά σχέδια λεκανών Ζαλίδης Γεώργιος, Καθηγητής Χρόνης Ιωάννης, Υποψήφιος Διδάκτωρ Εργαστήριο Εφαρμοσμένης Εδαφολογίας Γεωπονική Σχολή Οδηγία Πλαίσιο: σκοπός και κρίσιμοι
Διασυνοριακά νερά και διαχειριστικά σχέδια λεκανών Ζαλίδης Γεώργιος, Καθηγητής Χρόνης Ιωάννης, Υποψήφιος Διδάκτωρ Εργαστήριο Εφαρμοσμένης Εδαφολογίας Γεωπονική Σχολή Οδηγία Πλαίσιο: σκοπός και κρίσιμοι
1. Εισαγωγή. 2. Καταπολέμηση της φοροδιαφυγής
 Ενημερωτικό Σημείωμα για το Προσχέδιο Νόμου «Καταπολέμηση της φοροδιαφυγής, αναδιάρθρωση των φορολογικών υπηρεσιών και άλλες διατάξεις αρμοδιότητας υπουργείου οικονομικών» 25/1/2011 1. Εισαγωγή Το νέο
Ενημερωτικό Σημείωμα για το Προσχέδιο Νόμου «Καταπολέμηση της φοροδιαφυγής, αναδιάρθρωση των φορολογικών υπηρεσιών και άλλες διατάξεις αρμοδιότητας υπουργείου οικονομικών» 25/1/2011 1. Εισαγωγή Το νέο
Μια «γριά» νέα. Εύα Παπώτη
 Εύα Παπώτη Μια «γριά» νέα Πρωτογνώρισα την Κατερίνα ως μαθήτρια λυκείου στο φροντιστήριο μέσης εκπαίδευσης στο οποίο εργαζόμουν ως φιλόλογος. Σήμερα είναι τριάντα ετών. Σε μια συνάντησή μας, λίγο πριν
Εύα Παπώτη Μια «γριά» νέα Πρωτογνώρισα την Κατερίνα ως μαθήτρια λυκείου στο φροντιστήριο μέσης εκπαίδευσης στο οποίο εργαζόμουν ως φιλόλογος. Σήμερα είναι τριάντα ετών. Σε μια συνάντησή μας, λίγο πριν
Από το ξεκίνημά του ο ΤΙΤΑΝ εκφράζει
 Ένας Τιτανικός θεσμός επιβράβευσης επιτυχιών νέων ανθρώπων Από το ξεκίνημά του ο ΤΙΤΑΝ εκφράζει έμπρακτα και πολύπλευρα το ενδιαφέρον του για τους νέους ανθρώπους, ιδιαίτερα δε για τα παιδιά, κάθε ηλικίας,
Ένας Τιτανικός θεσμός επιβράβευσης επιτυχιών νέων ανθρώπων Από το ξεκίνημά του ο ΤΙΤΑΝ εκφράζει έμπρακτα και πολύπλευρα το ενδιαφέρον του για τους νέους ανθρώπους, ιδιαίτερα δε για τα παιδιά, κάθε ηλικίας,
ΕΘΙΜΑ ΤΟΥ ΚΟΣΜΟΥ. Αγγελική Περιστέρη Α 2
 ΕΘΙΜΑ ΤΟΥ ΚΟΣΜΟΥ Αγγελική Περιστέρη Α 2 ΧΡΙΣΤΟΥΓΕΝΝΑ Ιρλανδία: Τη νύκτα της παραμονής των Χριστουγέννων όλα τα παράθυρα των σπιτιών που βλέπουν προς το δρόμο, φωτίζονται από ένα αναμμένο κερί, το οποίο
ΕΘΙΜΑ ΤΟΥ ΚΟΣΜΟΥ Αγγελική Περιστέρη Α 2 ΧΡΙΣΤΟΥΓΕΝΝΑ Ιρλανδία: Τη νύκτα της παραμονής των Χριστουγέννων όλα τα παράθυρα των σπιτιών που βλέπουν προς το δρόμο, φωτίζονται από ένα αναμμένο κερί, το οποίο
Πρόγραµµα για τη µείωση των καθηµερινών προβληµάτων στην Αθήνα
 Πρόγραµµα για τη µείωση των καθηµερινών προβληµάτων στην Αθήνα 2. Κάθε µέρα λιγότερα προβλήµατα στην Αθήνα Η έννοια «καθηµερινότητα» είναι για όλους µας εξαιρετικά σύνθετη. Τα προβλήµατα που καθηµερινά
Πρόγραµµα για τη µείωση των καθηµερινών προβληµάτων στην Αθήνα 2. Κάθε µέρα λιγότερα προβλήµατα στην Αθήνα Η έννοια «καθηµερινότητα» είναι για όλους µας εξαιρετικά σύνθετη. Τα προβλήµατα που καθηµερινά
ΜΗΝΙΑΙΟ ΕΛΤΙΟ ΙΟΥΝΙΟΥ 2007
 ΜΗΝΙΑΙΟ ΕΛΤΙΟ ΙΟΥΝΙΟΥ 2007 ΕΙΣΑΓΩΓΙΚΟ ΣΗΜΕΙΩΜΑ Κατά τη συνεδρίαση της 6ης Ιουνίου 2007, το ιοικητικό Συµβούλιο της αποφάσισε να αυξήσει το ελάχιστο επιτόκιο προσφοράς για τις πράξεις κύριας αναχρηµατοδότησης
ΜΗΝΙΑΙΟ ΕΛΤΙΟ ΙΟΥΝΙΟΥ 2007 ΕΙΣΑΓΩΓΙΚΟ ΣΗΜΕΙΩΜΑ Κατά τη συνεδρίαση της 6ης Ιουνίου 2007, το ιοικητικό Συµβούλιο της αποφάσισε να αυξήσει το ελάχιστο επιτόκιο προσφοράς για τις πράξεις κύριας αναχρηµατοδότησης
11. Προϋπολογισμός 11.1. Προϋπολογισμός και αποδοτικότητα δημοσίων υπηρεσιών: υφιστάμενη κατάσταση
 11. Προϋπολογισμός 11.1. Προϋπολογισμός και αποδοτικότητα δημοσίων υπηρεσιών: υφιστάμενη κατάσταση Το σύστημα σχεδιασμού και εκτέλεσης του κρατικού προϋπολογισμού, αποτελεί μία βασική παράμετρο προώθησης
11. Προϋπολογισμός 11.1. Προϋπολογισμός και αποδοτικότητα δημοσίων υπηρεσιών: υφιστάμενη κατάσταση Το σύστημα σχεδιασμού και εκτέλεσης του κρατικού προϋπολογισμού, αποτελεί μία βασική παράμετρο προώθησης
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΚΡΗΤΗΣ ΣΧΟΛΗ ΙΟΙΚΗΣΗΣ ΟΙΚΟΝΟΜΙΑΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ
 ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΚΡΗΤΗΣ ΣΧΟΛΗ ΙΟΙΚΗΣΗΣ ΟΙΚΟΝΟΜΙΑΣ ΤΜΗΜΑ ΛΟΓΙΣΤΙΚΗΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΦΟΡΟΛΟΓΙΑ ΕΙΣΟ ΗΜΑΤΟΣ ΦΥΣΙΚΩΝ ΚΑΙ ΝΟΜΙΚΩΝ ΠΡΟΣΩΠΩΝ ΣΤΗΝ ΕΥΡΩΠΑΙΚΗ ΕΝΩΣΗ ΣΠΟΥ ΑΣΤΗΣ: ΦΟΥΣΚΑΡΗΣ ΠΑΝΑΓΙΩΤΗΣ
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΚΡΗΤΗΣ ΣΧΟΛΗ ΙΟΙΚΗΣΗΣ ΟΙΚΟΝΟΜΙΑΣ ΤΜΗΜΑ ΛΟΓΙΣΤΙΚΗΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΦΟΡΟΛΟΓΙΑ ΕΙΣΟ ΗΜΑΤΟΣ ΦΥΣΙΚΩΝ ΚΑΙ ΝΟΜΙΚΩΝ ΠΡΟΣΩΠΩΝ ΣΤΗΝ ΕΥΡΩΠΑΙΚΗ ΕΝΩΣΗ ΣΠΟΥ ΑΣΤΗΣ: ΦΟΥΣΚΑΡΗΣ ΠΑΝΑΓΙΩΤΗΣ
...ακολουθώντας τη ροή... ένα ημερολόγιο εμψύχωσης
 ...ακολουθώντας τη ροή... ένα ημερολόγιο εμψύχωσης Κυριακή 9 Αυγούστου 2015 Αγαπητό μου ημερολόγιο Δυσκολεύομαι να προσαρμοστώ, από χθες που έχουμε έρθει στη κατασκήνωση ασχολούμαστε με τη γνωριμία με
...ακολουθώντας τη ροή... ένα ημερολόγιο εμψύχωσης Κυριακή 9 Αυγούστου 2015 Αγαπητό μου ημερολόγιο Δυσκολεύομαι να προσαρμοστώ, από χθες που έχουμε έρθει στη κατασκήνωση ασχολούμαστε με τη γνωριμία με
Α. Πολιτιστικοί φορείς... 3. 1. Πλήθος φορέων... 3. 2. Έδρα... 3. 3. Γεωγραφική κατανομή φορέων... 4. 4. Νομική μορφή... 5. 5. Έτος ίδρυσης...
 ΦΕΒΡΟΥΑΡΙΟΣ 2012 Α. Πολιτιστικοί φορείς... 3 1. Πλήθος φορέων... 3 2. Έδρα... 3 3. Γεωγραφική κατανομή φορέων... 4 4. Νομική μορφή... 5 5. Έτος ίδρυσης... 6 6. Αντικείμενο δραστηριότητας... 7 1 7. Εργαζόμενοι...
ΦΕΒΡΟΥΑΡΙΟΣ 2012 Α. Πολιτιστικοί φορείς... 3 1. Πλήθος φορέων... 3 2. Έδρα... 3 3. Γεωγραφική κατανομή φορέων... 4 4. Νομική μορφή... 5 5. Έτος ίδρυσης... 6 6. Αντικείμενο δραστηριότητας... 7 1 7. Εργαζόμενοι...
Πορεία του Φ.Ο.Σ. στα χιόνια της Κυρά-Βγένας
 Πορεία του Φ.Ο.Σ. στα χιόνια της Κυρά-Βγένας Μετά τις βροχές και τις ομίχλες της Πάρνηθας και του Κιθαιρώνα, ο Σύλλογός μας, στις 16 17 Ιανουαρίου 2016 βρέθηκε στις χιονισμένες πλαγιές και τα ελατοδάση
Πορεία του Φ.Ο.Σ. στα χιόνια της Κυρά-Βγένας Μετά τις βροχές και τις ομίχλες της Πάρνηθας και του Κιθαιρώνα, ο Σύλλογός μας, στις 16 17 Ιανουαρίου 2016 βρέθηκε στις χιονισμένες πλαγιές και τα ελατοδάση
Προδημοσιεύτηκαν τα τέσσερις πρώτα προγράμματα του νέου ΕΣΠΑ που αφορούν
 Προδημοσιεύτηκαν τα τέσσερις πρώτα προγράμματα του νέου ΕΣΠΑ που αφορούν μικρομεσαίες επιχειρήσεις και ελευθέρους επαγγελματίες. Τονίζεται ότι τα προγράμματα είναι σε προδημοσίευση. Με τη δημοσίευση της
Προδημοσιεύτηκαν τα τέσσερις πρώτα προγράμματα του νέου ΕΣΠΑ που αφορούν μικρομεσαίες επιχειρήσεις και ελευθέρους επαγγελματίες. Τονίζεται ότι τα προγράμματα είναι σε προδημοσίευση. Με τη δημοσίευση της
ΣΥΜΜΟΡΦΩΣΗ ΜΕ ΤΙΣ ΝΕΕΣ ΠΟΛΙΤΙΚΕΣ ΕΡΓΑΣΙΑΣ ΠΕΡΙΛΗΨΗ
 ΣΥΜΜΟΡΦΩΣΗ ΜΕ ΤΙΣ ΝΕΕΣ ΠΟΛΙΤΙΚΕΣ ΕΡΓΑΣΙΑΣ ΠΕΡΙΛΗΨΗ Η πρόσφατη οικονομική κρίση έχει δείξει ότι οι χώρες οι οποίες δεν έχουν προχωρήσει σε μεταρρυθμίσεις στην αγορά εργασίας, επηρεάστηκαν περισσότερο. Παράλληλα,
ΣΥΜΜΟΡΦΩΣΗ ΜΕ ΤΙΣ ΝΕΕΣ ΠΟΛΙΤΙΚΕΣ ΕΡΓΑΣΙΑΣ ΠΕΡΙΛΗΨΗ Η πρόσφατη οικονομική κρίση έχει δείξει ότι οι χώρες οι οποίες δεν έχουν προχωρήσει σε μεταρρυθμίσεις στην αγορά εργασίας, επηρεάστηκαν περισσότερο. Παράλληλα,
ΑΥΓΟΥΣΤΟΣ 2008 ΥΠΟΜΝΗΜΑ ΤΗΣ ΚΕΝΤΡΙΚΗΣ ΕΝΩΣΗΣ ΕΠΙΜΕΛΗΤΗΡΙΩΝ ΕΛΛΑΔΟΣ ΑΡΧΗΓΟ ΤΗΣ ΑΞΙΩΜΑΤΙΚΗΣ ΑΝΤΙΠΟΛΙΤΕΥΣΗΣ ΚΑΙ ΠΡΟΕΔΡΟ ΤΟΥ ΠΑΣΟΚ
 ΑΥΓΟΥΣΤΟΣ 2008 ΥΠΟΜΝΗΜΑ ΤΗΣ ΚΕΝΤΡΙΚΗΣ ΕΝΩΣΗΣ ΕΠΙΜΕΛΗΤΗΡΙΩΝ ΕΛΛΑΔΟΣ ΠΡΟΣ κ. ΓΕΩΡΓΙΟ ΠΑΠΑΝΔΡΕΟΥ ΑΡΧΗΓΟ ΤΗΣ ΑΞΙΩΜΑΤΙΚΗΣ ΑΝΤΙΠΟΛΙΤΕΥΣΗΣ ΚΑΙ ΠΡΟΕΔΡΟ ΤΟΥ ΠΑΣΟΚ Θέμα: Θέσεις της ΚΕΕΕ για την ελληνική οικονομία
ΑΥΓΟΥΣΤΟΣ 2008 ΥΠΟΜΝΗΜΑ ΤΗΣ ΚΕΝΤΡΙΚΗΣ ΕΝΩΣΗΣ ΕΠΙΜΕΛΗΤΗΡΙΩΝ ΕΛΛΑΔΟΣ ΠΡΟΣ κ. ΓΕΩΡΓΙΟ ΠΑΠΑΝΔΡΕΟΥ ΑΡΧΗΓΟ ΤΗΣ ΑΞΙΩΜΑΤΙΚΗΣ ΑΝΤΙΠΟΛΙΤΕΥΣΗΣ ΚΑΙ ΠΡΟΕΔΡΟ ΤΟΥ ΠΑΣΟΚ Θέμα: Θέσεις της ΚΕΕΕ για την ελληνική οικονομία
ΑΠΑΝΤΗΣΕΙΣ ΣΤΟ ΙΑΓΩΝΙΣΜΑ ΝΕΟΕΛΛΗΝΙΚΗΣ ΛΟΓΟΤΕΧΝΙΑΣ ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ
 ΑΠΑΝΤΗΣΕΙΣ ΣΤΟ ΙΑΓΩΝΙΣΜΑ ΝΕΟΕΛΛΗΝΙΚΗΣ ΛΟΓΟΤΕΧΝΙΑΣ ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ Κυριακή 4 Μαρτίου 2012 Α. α) η απάντηση βρίσκεται στη σχολικό βιβλίο: Εισαγωγή των «Ποιημάτων για την Ποίηση», σελίδες
ΑΠΑΝΤΗΣΕΙΣ ΣΤΟ ΙΑΓΩΝΙΣΜΑ ΝΕΟΕΛΛΗΝΙΚΗΣ ΛΟΓΟΤΕΧΝΙΑΣ ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ Κυριακή 4 Μαρτίου 2012 Α. α) η απάντηση βρίσκεται στη σχολικό βιβλίο: Εισαγωγή των «Ποιημάτων για την Ποίηση», σελίδες
ΟΔΗΓΟΣ ΓΙΑ ΕΠΙΧΕΙΡΗΣΕΙΣ & ΔΙΕΥΘΥΝΤΙΚΑ ΣΤΕΛΕΧΗ
 ΟΔΗΓΟΣ ΓΙΑ ΕΠΙΧΕΙΡΗΣΕΙΣ & ΔΙΕΥΘΥΝΤΙΚΑ ΣΤΕΛΕΧΗ ΒΙΩΣΙΜΑ ΜΕΤΡΑ για Την ΕνΕΡγο γηρανση και Τη ΜΕΤΑφοΡΑ ΤηΣ γνωσησ ΕΙΣΑΓΩΓΙΚΟ Αγαπητέ αναγνώστη, Αυτές οι κατευθυντήριες γραμμές παρουσιάζονται από την ΕΕΔΕ σε
ΟΔΗΓΟΣ ΓΙΑ ΕΠΙΧΕΙΡΗΣΕΙΣ & ΔΙΕΥΘΥΝΤΙΚΑ ΣΤΕΛΕΧΗ ΒΙΩΣΙΜΑ ΜΕΤΡΑ για Την ΕνΕΡγο γηρανση και Τη ΜΕΤΑφοΡΑ ΤηΣ γνωσησ ΕΙΣΑΓΩΓΙΚΟ Αγαπητέ αναγνώστη, Αυτές οι κατευθυντήριες γραμμές παρουσιάζονται από την ΕΕΔΕ σε
ΓΥΝΑΙΚΕΙΟΙ ΑΓΡΟΤΟΥΡΙΣΤΙΚΟΙ ΣΥΝΕΤΑΙΡΙΣΜΟΙ ΣΤΗΝ ΕΛΛΑ Α
 ΕΝΤΥΠΟ ΥΛΙΚΟ 8 ης ΙΑΛΕΞΗΣ ΓΥΝΑΙΚΕΙΟΙ ΑΓΡΟΤΟΥΡΙΣΤΙΚΟΙ ΣΥΝΕΤΑΙΡΙΣΜΟΙ ΣΤΗΝ ΕΛΛΑ Α Τις δύο τελευταίες δεκαετίες στην Ελλάδα έγιναν σηµαντικές προσπάθειες για την ανάπτυξη του αγροτουρισµού, ως µοχλό για την
ΕΝΤΥΠΟ ΥΛΙΚΟ 8 ης ΙΑΛΕΞΗΣ ΓΥΝΑΙΚΕΙΟΙ ΑΓΡΟΤΟΥΡΙΣΤΙΚΟΙ ΣΥΝΕΤΑΙΡΙΣΜΟΙ ΣΤΗΝ ΕΛΛΑ Α Τις δύο τελευταίες δεκαετίες στην Ελλάδα έγιναν σηµαντικές προσπάθειες για την ανάπτυξη του αγροτουρισµού, ως µοχλό για την
ΠΡΟΣΛΗΨΕΙΣ ΚΑΙ ΕΙΚΟΝΕΣ ΤΗΣ ΕΛΛΑΔΑΣ 1420-1820
 ΠΡΟΣΛΗΨΕΙΣ ΚΑΙ ΕΙΚΟΝΕΣ ΤΗΣ ΕΛΛΑΔΑΣ 1420-1820 Διαταράξεις της µνήµης στην Ακρόπολη Στην Ακρόπολη των Αθηνών, την άνοιξη του 1936, ο Ζίγκµουντ Φρόυντ διαπίστωνε έκπληκτος ότι η πόλη πράγµατι υπήρχε και ότι
ΠΡΟΣΛΗΨΕΙΣ ΚΑΙ ΕΙΚΟΝΕΣ ΤΗΣ ΕΛΛΑΔΑΣ 1420-1820 Διαταράξεις της µνήµης στην Ακρόπολη Στην Ακρόπολη των Αθηνών, την άνοιξη του 1936, ο Ζίγκµουντ Φρόυντ διαπίστωνε έκπληκτος ότι η πόλη πράγµατι υπήρχε και ότι
Αρωματικά φυτά της Ελλάδας
 Αρωματικά φυτά της Ελλάδας 1. ΣΤΟΧΟΙ ΕΡΓΑΣΙΑΣ Να ενημερωθούμε περί των αρωματικών φυτών της Ελλάδας. Να μάθουμε για τις θεραπευτικές τους ιδιότητες. Να μάθουμε τις τοποθεσίες που βρίσκονται. Να μάθουμε
Αρωματικά φυτά της Ελλάδας 1. ΣΤΟΧΟΙ ΕΡΓΑΣΙΑΣ Να ενημερωθούμε περί των αρωματικών φυτών της Ελλάδας. Να μάθουμε για τις θεραπευτικές τους ιδιότητες. Να μάθουμε τις τοποθεσίες που βρίσκονται. Να μάθουμε
ΚΕΦ. 1 Η ΛΟΓΙΣΤΙΚΗ ΚΑΙ Η ΣΗΜΑΣΙΑ ΤΗΣ ΣΤΙΣ ΕΠΙΧΕΙΡΗΣΕΙΣ
 ΕΝΟΤΗΤΑ ΔΕΙΚΤΕΣ ΕΠΙΤΥΧΙΑΣ (Ο ΜΑΘΗΤΗΣ ΝΑ ΜΠΟΡΕΙ :) ΔΕΙΚΤΕΣ ΕΠΑΡΚΕΙΑΣ (ΕΚΠΑΙΔΕΥΤΙΚΟΣ ΔΙΔΑΚΤΕΑ) ΚΕΦ. 1 Η ΛΟΓΙΣΤΙΚΗ ΚΑΙ Η ΣΗΜΑΣΙΑ ΤΗΣ ΣΤΙΣ ΕΠΙΧΕΙΡΗΣΕΙΣ 1.1 Εισαγωγή στη Λογιστική/Στ όχοι της επιχείρησης Να
ΕΝΟΤΗΤΑ ΔΕΙΚΤΕΣ ΕΠΙΤΥΧΙΑΣ (Ο ΜΑΘΗΤΗΣ ΝΑ ΜΠΟΡΕΙ :) ΔΕΙΚΤΕΣ ΕΠΑΡΚΕΙΑΣ (ΕΚΠΑΙΔΕΥΤΙΚΟΣ ΔΙΔΑΚΤΕΑ) ΚΕΦ. 1 Η ΛΟΓΙΣΤΙΚΗ ΚΑΙ Η ΣΗΜΑΣΙΑ ΤΗΣ ΣΤΙΣ ΕΠΙΧΕΙΡΗΣΕΙΣ 1.1 Εισαγωγή στη Λογιστική/Στ όχοι της επιχείρησης Να
ΕΚΤΕΛΕΣΤΙΚΗ ΕΠΙΤΡΟΠΗ ΦΙΛΕΛΛΗΝΩΝ & ΨΥΛΛΑ 2 105 57 ΑΘΗΝΑ Τηλ 213.16.16.900 Fax 2103246165 Email: adedy@adedy.gr, adedy1@adedy.gr
 ΕΚΤΕΛΕΣΤΙΚΗ ΕΠΙΤΡΟΠΗ ΦΙΛΕΛΛΗΝΩΝ & ΨΥΛΛΑ 2 105 57 ΑΘΗΝΑ Τηλ 213.16.16.900 Fax 2103246165 Email: adedy@adedy.gr, adedy1@adedy.gr Τοποθέτηση στη Βουλή της Αντιπροέδρου της Α..Ε..Υ., έσποινας Σπανού για το
ΕΚΤΕΛΕΣΤΙΚΗ ΕΠΙΤΡΟΠΗ ΦΙΛΕΛΛΗΝΩΝ & ΨΥΛΛΑ 2 105 57 ΑΘΗΝΑ Τηλ 213.16.16.900 Fax 2103246165 Email: adedy@adedy.gr, adedy1@adedy.gr Τοποθέτηση στη Βουλή της Αντιπροέδρου της Α..Ε..Υ., έσποινας Σπανού για το
1 Επιμέλεια: Γράβαλος Βασίλειος, Χρυσανθάκης Ιωάννης
 ΟΡΓΑΝΙΣΜΟΣ ΕΛΛΗΝΙΚΩΝ ΓΕΩΡΓΙΚΩΝ ΑΣΦΑΛΙΣΕΩΝ ΓΕΝΙΚΗ ΔΙΕΥΘΥΝΣΗ Δ/νση Μελετών & Εφαρμογών Η Δ/νση Μελετών & Εφαρμογών παραδίδει το 14 ο στατιστικό τεύχος του έτους 2012, που εκπόνησε το. Η διάρθρωσή του γίνεται
ΟΡΓΑΝΙΣΜΟΣ ΕΛΛΗΝΙΚΩΝ ΓΕΩΡΓΙΚΩΝ ΑΣΦΑΛΙΣΕΩΝ ΓΕΝΙΚΗ ΔΙΕΥΘΥΝΣΗ Δ/νση Μελετών & Εφαρμογών Η Δ/νση Μελετών & Εφαρμογών παραδίδει το 14 ο στατιστικό τεύχος του έτους 2012, που εκπόνησε το. Η διάρθρωσή του γίνεται
Ενότητα 2. Γενικά Οργάνωση Ελέγχου (ΙΙ) Φύλλα Εργασίας Εκθέσεις Ελέγχων
 Φύλλα Εργασίας Εκθέσεις Ελέγχων") Ενότητα 2 Γενικά Οργάνωση Ελέγχου (ΙΙ) Φύλλα Εργασίας Εκθέσεις Ελέγχων Φύλλα Εργασίας (Γενικά) Με τον όρο "φύλλα εργασίας" εννοούµε, το σύνολο των φύλλων που περιέχουν όλο το αποδεικτικό υλικό, το οποίο
Ενότητα 2 Γενικά Οργάνωση Ελέγχου (ΙΙ) Φύλλα Εργασίας Εκθέσεις Ελέγχων Φύλλα Εργασίας (Γενικά) Με τον όρο "φύλλα εργασίας" εννοούµε, το σύνολο των φύλλων που περιέχουν όλο το αποδεικτικό υλικό, το οποίο
 Η δολοφονία του αντιφασίστα Παύλου Φύσσα από χρυσαυγίτη είναι η πρώτη πολιτική δολοφονία των φασιστών μετά τη χούντα των συνταγματαρχών. Η δολοφονία αυτή σηματοδοτεί την επισφράγιση ενός εμφυλίου που έχει
Η δολοφονία του αντιφασίστα Παύλου Φύσσα από χρυσαυγίτη είναι η πρώτη πολιτική δολοφονία των φασιστών μετά τη χούντα των συνταγματαρχών. Η δολοφονία αυτή σηματοδοτεί την επισφράγιση ενός εμφυλίου που έχει
Επίσηµη Εφηµερίδα της Ευρωπαϊκής Ένωσης. (Νομοθετικές πράξεις) ΑΠΟΦΑΣΕΙΣ
 ΑΠΟΦΑΣΕΙΣ") 9.10.2015 L 264/1 I (Νομοθετικές πράξεις) ΑΠΟΦΑΣΕΙΣ ΑΠΟΦΑΣΗ (ΕΕ) 2015/1814 ΤΟΥ ΕΥΡΩΠΑΪΚΟΥ ΚΟΙΝΟΒΟΥΛΙΟΥ ΚΑΙ ΤΟΥ ΣΥΜΒΟΥΛΙΟΥ της 6ης Οκτωβρίου 2015 σχετικά με τη θέσπιση και τη λειτουργία αποθεματικού για
9.10.2015 L 264/1 I (Νομοθετικές πράξεις) ΑΠΟΦΑΣΕΙΣ ΑΠΟΦΑΣΗ (ΕΕ) 2015/1814 ΤΟΥ ΕΥΡΩΠΑΪΚΟΥ ΚΟΙΝΟΒΟΥΛΙΟΥ ΚΑΙ ΤΟΥ ΣΥΜΒΟΥΛΙΟΥ της 6ης Οκτωβρίου 2015 σχετικά με τη θέσπιση και τη λειτουργία αποθεματικού για
Πρόγραμμα Σπουδών για το "Νέο Σχολείο"
 2013 Πρόγραμμα Σπουδών για το "Νέο Σχολείο" πεδίο: Πολιτισμός - Αισθητική Παιδεία για την Υποχρεωτική Εκπαίδευση (αρχική πρόταση β') υπεύθυνος πεδίου: Μένης Θεοδωρίδης ΚΕΝΤΡΟ 0 ΕΚΠΑΙΔΕΥΤΙΚΩΝ ΔΡΑΣΕΩΝ ΚΑΙ
2013 Πρόγραμμα Σπουδών για το "Νέο Σχολείο" πεδίο: Πολιτισμός - Αισθητική Παιδεία για την Υποχρεωτική Εκπαίδευση (αρχική πρόταση β') υπεύθυνος πεδίου: Μένης Θεοδωρίδης ΚΕΝΤΡΟ 0 ΕΚΠΑΙΔΕΥΤΙΚΩΝ ΔΡΑΣΕΩΝ ΚΑΙ
ΟΙΚΟΝΟΜΙΚΗ ΚΡΙΣΗ ΚΑΙ ΤΡΑΠΕΖΙΚΟ ΣΥΣΤΗΜΑ
 ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΙΟΝΙΩΝ ΝΗΣΩΝ ΤΜΗΜΑ ΕΦΑΡΜΟΓΩΝ ΠΛΗΡΟΦΟΡΙΚΗΣ ΣΤΗ ΔΙΟΙΚΗΣΗ ΚΑΙ ΤΗΝ ΟΙΚΟΝΟΜΙΑ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΟΙΚΟΝΟΜΙΚΗ ΚΡΙΣΗ ΚΑΙ ΤΡΑΠΕΖΙΚΟ ΣΥΣΤΗΜΑ Επιβλέπων: Καθηγητής Αρσένος Παναγιώτης
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΙΟΝΙΩΝ ΝΗΣΩΝ ΤΜΗΜΑ ΕΦΑΡΜΟΓΩΝ ΠΛΗΡΟΦΟΡΙΚΗΣ ΣΤΗ ΔΙΟΙΚΗΣΗ ΚΑΙ ΤΗΝ ΟΙΚΟΝΟΜΙΑ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΟΙΚΟΝΟΜΙΚΗ ΚΡΙΣΗ ΚΑΙ ΤΡΑΠΕΖΙΚΟ ΣΥΣΤΗΜΑ Επιβλέπων: Καθηγητής Αρσένος Παναγιώτης
Ευρώπη: Μια κοινότητα αξιών
 Ευρώπη: Μια κοινότητα αξιών Είναι σηµαντικό για κάθε κάτοικο και πολίτη της Ευρωπαϊκής Ένωσης (Ε.Ε.) να γνωρίζει τις αξίες πάνω στις οποίες βασίζεται η Ε.Ε. σήµερα. Η πληροφόρηση αυτή προσφέρει την δυνατότητα
Ευρώπη: Μια κοινότητα αξιών Είναι σηµαντικό για κάθε κάτοικο και πολίτη της Ευρωπαϊκής Ένωσης (Ε.Ε.) να γνωρίζει τις αξίες πάνω στις οποίες βασίζεται η Ε.Ε. σήµερα. Η πληροφόρηση αυτή προσφέρει την δυνατότητα
Η ΦΙΛΙΑ..!!! Η ΑΞΙΑ ΤΗΣ ΦΙΛΙΑΣ
 Η ΦΙΛΙΑ..!!! Η ΑΞΙΑ ΤΗΣ ΦΙΛΙΑΣ Σε γενικές γραµµές φιλία είναι η εθελοντική αλληλεξάρτηση ανάµεσα σε δύο άτοµα, µε απώτερο σκοπό να ικανοποιηθούν συναισθηµατικοί στόχοι των εµπλεκοµένων, η οποία είναι πιθανό
Η ΦΙΛΙΑ..!!! Η ΑΞΙΑ ΤΗΣ ΦΙΛΙΑΣ Σε γενικές γραµµές φιλία είναι η εθελοντική αλληλεξάρτηση ανάµεσα σε δύο άτοµα, µε απώτερο σκοπό να ικανοποιηθούν συναισθηµατικοί στόχοι των εµπλεκοµένων, η οποία είναι πιθανό
ΕΓΧΕΙΡΙ ΙΟ Ο ΗΓΙΩΝ ΦΡΕΖΑΣ
 ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΚΩΝΣΤΑΝΤΙ Η ΠΕΤΡΟΥ, ΖΑΠΑΝΤΗ ΗΜΟΥ HAAS AUTOMATION INC. 2800 STURGIS ROAD OXNARD, CA 93030 TEL. 888-817-4227 FAX. 805-278-8561 www.haascnc.com ΕΓΧΕΙΡΙ ΙΟ Ο ΗΓΙΩΝ ΦΡΕΖΑΣ ΤΕΙ ΚΑΒΑΛΑΣ, ΤΜΗΜΑ
ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΚΩΝΣΤΑΝΤΙ Η ΠΕΤΡΟΥ, ΖΑΠΑΝΤΗ ΗΜΟΥ HAAS AUTOMATION INC. 2800 STURGIS ROAD OXNARD, CA 93030 TEL. 888-817-4227 FAX. 805-278-8561 www.haascnc.com ΕΓΧΕΙΡΙ ΙΟ Ο ΗΓΙΩΝ ΦΡΕΖΑΣ ΤΕΙ ΚΑΒΑΛΑΣ, ΤΜΗΜΑ
Οι 21 όροι του Λένιν
 Οι 21 όροι του Λένιν 1. Όλη η προπαγάνδα και η αναταραχή, πρέπει να φέρουν έναν πραγματικά κομμουνιστικό χαρακτήρα και σύμφωνα με το πρόγραμμα και τις αποφάσεις της Κομμουνιστικής Διεθνούς. Όλα τα όργανα
Οι 21 όροι του Λένιν 1. Όλη η προπαγάνδα και η αναταραχή, πρέπει να φέρουν έναν πραγματικά κομμουνιστικό χαρακτήρα και σύμφωνα με το πρόγραμμα και τις αποφάσεις της Κομμουνιστικής Διεθνούς. Όλα τα όργανα
Δημοκρίτειο Πανεπιστήμιο
 1 Δημοκρίτειο Πανεπιστήμιο Τμήμα Μοριακής Βιολογίας και Γενετικής ΣΗΜΕΙΩΣΕΙΣ για τις ανάγκες των μαθημάτων: ΠΑΙΔΑΓΩΓΙΚΉ και ΔΙΔΑΚΤΙΚΗ ΜΕΘΟΔΟΛΟΓΙΑ (Διδακτικός Σχεδιασμός) ΣΥΓΧΡΟΝΑ ΘΕΜΑΤΑ ΓΥΡΩ ΑΠΟ ΤΗΝ ΕΚΠΑΙΔΕΥΣΗ
1 Δημοκρίτειο Πανεπιστήμιο Τμήμα Μοριακής Βιολογίας και Γενετικής ΣΗΜΕΙΩΣΕΙΣ για τις ανάγκες των μαθημάτων: ΠΑΙΔΑΓΩΓΙΚΉ και ΔΙΔΑΚΤΙΚΗ ΜΕΘΟΔΟΛΟΓΙΑ (Διδακτικός Σχεδιασμός) ΣΥΓΧΡΟΝΑ ΘΕΜΑΤΑ ΓΥΡΩ ΑΠΟ ΤΗΝ ΕΚΠΑΙΔΕΥΣΗ
Σκοπός του παιχνιδιού. Περιεχόμενα
 Ένα συνεργατικό παιχνίδι μνήμης για 3 έως 6 παίκτες, 7 ετών και άνω. Ο Τομ σκαρφάλωσε στην κορυφή ενός δέντρου, για να δεί αν μπορούσε να ανακαλύψει κάτι. Κοιτάζοντας προς κάθε μεριά, είδε τουλάχιστον
Ένα συνεργατικό παιχνίδι μνήμης για 3 έως 6 παίκτες, 7 ετών και άνω. Ο Τομ σκαρφάλωσε στην κορυφή ενός δέντρου, για να δεί αν μπορούσε να ανακαλύψει κάτι. Κοιτάζοντας προς κάθε μεριά, είδε τουλάχιστον
ΤΙΜΟΛΟΓΙΟ ΜΕΛΕΤΗΣ ΑΡ. ΜΕΛ.:. ΔΗΜΟΣ: ΚΑΡΥΣΤΟΥ ΕΡΓΟ: ΤΕΧΝΙΚΗ ΜΕΛΕΤΗ ΤΟΥ ΕΡΓΟΥ ΓΙΑ ΤΗΝ ΑΠΟΚΑΤΑΣΤΑΣΗ ΤΟΥ ΧΑΔΑ ΣΤΗ ΘΕΣΗ ΠΕΤΑΛΟ Δ.Δ.
 EΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΠΕΡΙΦΕΡΕΙΑ ΣΤΕΡΕΑΣ ΕΛΛΑΔΑΣ ΔΗΜΟΣ ΧΑΛΚΙΔΕΩΝ Δ/ΝΣΗ ΤΕΧΝΙΚΩΝ ΥΠΗΡΕΣΙΩΝ ΤΜΗΜΑ ΕΚΤΕΛΕΣΗΣ ΕΡΓΩΝ ΑΡΜΟΔΙΟΤΗΤΑΣ ΠΡΩΗΝ ΤΥΔΚ ΑΡ. ΜΕΛ.:. ΔΗΜΟΣ: ΚΑΡΥΣΤΟΥ ΕΡΓΟ: ΤΕΧΝΙΚΗ ΜΕΛΕΤΗ ΤΟΥ ΕΡΓΟΥ ΓΙΑ ΤΗΝ ΑΠΟΚΑΤΑΣΤΑΣΗ
EΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΠΕΡΙΦΕΡΕΙΑ ΣΤΕΡΕΑΣ ΕΛΛΑΔΑΣ ΔΗΜΟΣ ΧΑΛΚΙΔΕΩΝ Δ/ΝΣΗ ΤΕΧΝΙΚΩΝ ΥΠΗΡΕΣΙΩΝ ΤΜΗΜΑ ΕΚΤΕΛΕΣΗΣ ΕΡΓΩΝ ΑΡΜΟΔΙΟΤΗΤΑΣ ΠΡΩΗΝ ΤΥΔΚ ΑΡ. ΜΕΛ.:. ΔΗΜΟΣ: ΚΑΡΥΣΤΟΥ ΕΡΓΟ: ΤΕΧΝΙΚΗ ΜΕΛΕΤΗ ΤΟΥ ΕΡΓΟΥ ΓΙΑ ΤΗΝ ΑΠΟΚΑΤΑΣΤΑΣΗ
Επίσηµη Εφηµερίδα αριθ. C 372 της 09/12/1997 σ. 0005-0013
 Επίσηµη Εφηµερίδα αριθ. C 372 της 09/12/1997 σ. 0005-0013 ΑΝΑΚΟΙΝΩΣΗ ΤΗΣ ΕΠΙΤΡΟΠΗΣ όσον αφορά τον ορισµό της σχετικής αγοράς για τους σκοπούς του κοινοτικού δικαίου ανταγωνισµού (97/C 372/03) (Κείµενο
Επίσηµη Εφηµερίδα αριθ. C 372 της 09/12/1997 σ. 0005-0013 ΑΝΑΚΟΙΝΩΣΗ ΤΗΣ ΕΠΙΤΡΟΠΗΣ όσον αφορά τον ορισµό της σχετικής αγοράς για τους σκοπούς του κοινοτικού δικαίου ανταγωνισµού (97/C 372/03) (Κείµενο
ΚΩΔΙΚΑΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΔΕΟΝΤΟΛΟΓΙΑΣ ΕΠΙΣΚΕΠΤΩΝ ΥΓΕΙΑΣ
 ΠΑΝΕΛΛΗΝΙΟΣ ΣΥΛΛΟΓΟΣ ΕΠΙΣΚΕΠΤΩΝ ΥΓΕΙΑΣ Π.Σ.Ε.Υ. - Ν.Π.Δ.Δ. ΥΠΟΜΝΗΜΑ ΠΑΝΕΛΛΗΝΙΟΥ ΣΥΛΛΟΓΟΥ ΕΠΙΣΚΕΠΤΩΝ ΥΓΕΙΑΣ Π.Σ.Ε.Υ.-Ν.Π.Δ.Δ. ΚΩΔΙΚΑΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΔΕΟΝΤΟΛΟΓΙΑΣ ΕΠΙΣΚΕΠΤΩΝ ΥΓΕΙΑΣ ΑΘΗΝΑ 2015 1 Πίνακας περιεχομένων
ΠΑΝΕΛΛΗΝΙΟΣ ΣΥΛΛΟΓΟΣ ΕΠΙΣΚΕΠΤΩΝ ΥΓΕΙΑΣ Π.Σ.Ε.Υ. - Ν.Π.Δ.Δ. ΥΠΟΜΝΗΜΑ ΠΑΝΕΛΛΗΝΙΟΥ ΣΥΛΛΟΓΟΥ ΕΠΙΣΚΕΠΤΩΝ ΥΓΕΙΑΣ Π.Σ.Ε.Υ.-Ν.Π.Δ.Δ. ΚΩΔΙΚΑΣ ΕΠΑΓΓΕΛΜΑΤΙΚΗΣ ΔΕΟΝΤΟΛΟΓΙΑΣ ΕΠΙΣΚΕΠΤΩΝ ΥΓΕΙΑΣ ΑΘΗΝΑ 2015 1 Πίνακας περιεχομένων
Βασικά σημεία διάλεξης
 Διάλεξη 3 η Βασικές έννοιες και κατηγορίες κόστους Μέρος Β Δρ. Δημήτρης Μπάλιος_ 2 _Βασικές έννοιες και κατηγορίες κόστους Βασικά σημεία διάλεξης Σταθερό, μεταβλητό και μικτό κόστος. Άμεσο και έμμεσο κόστος.
Διάλεξη 3 η Βασικές έννοιες και κατηγορίες κόστους Μέρος Β Δρ. Δημήτρης Μπάλιος_ 2 _Βασικές έννοιες και κατηγορίες κόστους Βασικά σημεία διάλεξης Σταθερό, μεταβλητό και μικτό κόστος. Άμεσο και έμμεσο κόστος.
ΕΚΘΕΣΗ ΓΙΑ ΤΗΝ ΠΑΡΑΝΟΜΗ ΙΑΚΙΝΗΣΗ ΑΝΘΡΩΠΩΝ
 ΕΚΘΕΣΗ ΓΙΑ ΤΗΝ ΠΑΡΑΝΟΜΗ ΙΑΚΙΝΗΣΗ ΑΝΘΡΩΠΩΝ ηµοσιοποιείται από το Γραφείο Παρακολούθησης και Καταπολέµησης της Παράνοµης ιακίνησης Ανθρώπων 12 Ιουνίου 2007 ΕΙΣΑΓΩΓΗ Οι καταθέσεις των θυµάτων που περιλαµβάνονται
ΕΚΘΕΣΗ ΓΙΑ ΤΗΝ ΠΑΡΑΝΟΜΗ ΙΑΚΙΝΗΣΗ ΑΝΘΡΩΠΩΝ ηµοσιοποιείται από το Γραφείο Παρακολούθησης και Καταπολέµησης της Παράνοµης ιακίνησης Ανθρώπων 12 Ιουνίου 2007 ΕΙΣΑΓΩΓΗ Οι καταθέσεις των θυµάτων που περιλαµβάνονται
ΕΘΝΙΚΗ ΣΥΝΟΜΟΣΠΟΝΔΙΑ ΕΛΛΗΝΙΚΟΥ ΕΜΠΟΡΙΟΥ ΔΕΛΤΙΟ ΤΥΠΟΥ
 ΔΕΛΤΙΟ ΤΥΠΟΥ Αθήνα, 7 Αυγούστου 2014 ΥΠΟΜΝΗΜΑ ΘΕΣΕΩΝ ΚΑΙ ΠΡΟΤΑΣΕΩΝ ΤΗΣ ΕΣΕΕ ΓΙΑ ΤΗΝ ΑΝΑΜΟΡΦΩΣΗ ΤΟΥ ΦΟΡΟΛΟΓΙΚΟΥ ΣΥΣΤΗΜΑΤΟΣ ΚΑΙ ΕΛΑΦΡΥΝΣΗΣ ΤΩΝ ΜΙΚΡΟΜΕΣΑΙΩΝ Το φορολογικό σύστημα αποτελεί το βασικότερο εργαλείο
ΔΕΛΤΙΟ ΤΥΠΟΥ Αθήνα, 7 Αυγούστου 2014 ΥΠΟΜΝΗΜΑ ΘΕΣΕΩΝ ΚΑΙ ΠΡΟΤΑΣΕΩΝ ΤΗΣ ΕΣΕΕ ΓΙΑ ΤΗΝ ΑΝΑΜΟΡΦΩΣΗ ΤΟΥ ΦΟΡΟΛΟΓΙΚΟΥ ΣΥΣΤΗΜΑΤΟΣ ΚΑΙ ΕΛΑΦΡΥΝΣΗΣ ΤΩΝ ΜΙΚΡΟΜΕΣΑΙΩΝ Το φορολογικό σύστημα αποτελεί το βασικότερο εργαλείο
Δασικά Οικοσυστήματα και Τεχνικά Έργα
 Τμήμα Δασολογίας & Διαχείρισης Περιβάλλοντος & Φυσικών Πόρων Εργαστήριο Διευθέτησης Ορεινών Υδάτων και Διαχείρισης Κινδύνου Προπτυχιακό Πρόγραμμα Σπουδών Δασικά Οικοσυστήματα και Τεχνικά Έργα Κεφάλαιο
Τμήμα Δασολογίας & Διαχείρισης Περιβάλλοντος & Φυσικών Πόρων Εργαστήριο Διευθέτησης Ορεινών Υδάτων και Διαχείρισης Κινδύνου Προπτυχιακό Πρόγραμμα Σπουδών Δασικά Οικοσυστήματα και Τεχνικά Έργα Κεφάλαιο
Κατηγορία: Είσπραξη δημοσίων Εσόδων
 Κατηγορία: Είσπραξη δημοσίων Εσόδων Αιτιολογική έκθεση Στο σχέδιο νόμου "Ρυθμίσεις για την επανεκκίνηση της οικονομίας". Προς τη Βουλή των Ελλήνων Α. Επί της Αρχής : Με το προτεινόμενο σχέδιο νόμου προτείνονται
Κατηγορία: Είσπραξη δημοσίων Εσόδων Αιτιολογική έκθεση Στο σχέδιο νόμου "Ρυθμίσεις για την επανεκκίνηση της οικονομίας". Προς τη Βουλή των Ελλήνων Α. Επί της Αρχής : Με το προτεινόμενο σχέδιο νόμου προτείνονται
Πρόγραμμα Σταθερότητας, Ανάπτυξης και Ανασυγκρότησης της χώρας. Ενημερωτικό σημείωμα
 Πρόγραμμα Σταθερότητας, Ανάπτυξης και Ανασυγκρότησης της χώρας Ενημερωτικό σημείωμα Ένα πρόγραμμα ριζικών τομών και ανατροπών Το νέο Πρόγραμμα Σταθερότητας και Ανάπτυξης (ΠΣΑ) της Ελλάδας είναι ο οδικός
Πρόγραμμα Σταθερότητας, Ανάπτυξης και Ανασυγκρότησης της χώρας Ενημερωτικό σημείωμα Ένα πρόγραμμα ριζικών τομών και ανατροπών Το νέο Πρόγραμμα Σταθερότητας και Ανάπτυξης (ΠΣΑ) της Ελλάδας είναι ο οδικός
ΜΝΗΜΟΝΙΟ ΣΥΝΑΝΤΙΛΗΨΗΣ ΓΙΑ ΤΗ ΔΕΣΜΕΥΤΙΚΗ ΕΙΔΙΚΗ ΟΙΚΟΝΟΜΙΚΗ ΠΟΛΙΤΙΚΗ
 ΜΝΗΜΟΝΙΟ ΣΥΝΑΝΤΙΛΗΨΗΣ ΓΙΑ ΤΗ ΔΕΣΜΕΥΤΙΚΗ ΕΙΔΙΚΗ ΟΙΚΟΝΟΜΙΚΗ ΠΟΛΙΤΙΚΗ Το πρόγραμμα οικονομικής προσαρμογής θα αντιμετωπίσει βραχυπρόθεσμες και μεσοπρόθεσμες οικονομικές, δημοσιονομικές και διαρθρωτικές προκλήσεις
ΜΝΗΜΟΝΙΟ ΣΥΝΑΝΤΙΛΗΨΗΣ ΓΙΑ ΤΗ ΔΕΣΜΕΥΤΙΚΗ ΕΙΔΙΚΗ ΟΙΚΟΝΟΜΙΚΗ ΠΟΛΙΤΙΚΗ Το πρόγραμμα οικονομικής προσαρμογής θα αντιμετωπίσει βραχυπρόθεσμες και μεσοπρόθεσμες οικονομικές, δημοσιονομικές και διαρθρωτικές προκλήσεις
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΑΡΙΘΜ. ΠΡΩΤ. : 18379 ΝΟΜΟΣ ΦΛΩΡΙΝΑΣ ΑΜΥΝΤΑΙΟ 11/09/2015 ΔΗΜΟΣ ΑΜΥΝΤΑΙΟΥ
 ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΑΡΙΘΜ. ΠΡΩΤ. : 18379 ΝΟΜΟΣ ΦΛΩΡΙΝΑΣ ΑΜΥΝΤΑΙΟ 11/09/2015 ΔΗΜΟΣ ΑΜΥΝΤΑΙΟΥ ΔΙΑΚΗΡΥΞΗ ΔΗΜΟΠΡΑΣΙΑΣ ΓΙΑ ΤΗΝ ΕΚΜΙΣΘΩΣΗ ΔΗΜΟΤΙΚΗΣ ΕΚΤΑΣΗΣ 20,02171 στρ ΣΤΗΝ Τ.Κ.ΛΙΜΝΟΧΩΡΙΟΥ ΔΗΜΟΥ ΑΜΥΝΤΑΙΟΥ ΓΙΑ
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΑΡΙΘΜ. ΠΡΩΤ. : 18379 ΝΟΜΟΣ ΦΛΩΡΙΝΑΣ ΑΜΥΝΤΑΙΟ 11/09/2015 ΔΗΜΟΣ ΑΜΥΝΤΑΙΟΥ ΔΙΑΚΗΡΥΞΗ ΔΗΜΟΠΡΑΣΙΑΣ ΓΙΑ ΤΗΝ ΕΚΜΙΣΘΩΣΗ ΔΗΜΟΤΙΚΗΣ ΕΚΤΑΣΗΣ 20,02171 στρ ΣΤΗΝ Τ.Κ.ΛΙΜΝΟΧΩΡΙΟΥ ΔΗΜΟΥ ΑΜΥΝΤΑΙΟΥ ΓΙΑ
Όταν το μάθημα της πληροφορικής γίνεται ανθρωποκεντρικό μπορεί να αφορά και την εφηβεία.
 Όταν το μάθημα της πληροφορικής γίνεται ανθρωποκεντρικό μπορεί να αφορά και την εφηβεία. Στόχος μας : να χρησιμοποιήσουμε τον υπολογιστή και το διαδίκτυο για να αντλήσουμε σωστές πληροφορίες, να τις επεξεργαστούμε
Όταν το μάθημα της πληροφορικής γίνεται ανθρωποκεντρικό μπορεί να αφορά και την εφηβεία. Στόχος μας : να χρησιμοποιήσουμε τον υπολογιστή και το διαδίκτυο για να αντλήσουμε σωστές πληροφορίες, να τις επεξεργαστούμε
ΑΙΤΙΟΛΟΓΙΚΗ ΕΚΘΕΣΗ. στο σχέδιο νόμου «Συγκέντρωση και αδειοδότηση επιχειρήσεων Μέσων Ενημέρωσης και άλλες διατάξεις» Προς τη Βουλή των Ελλήνων
 ΑΙΤΙΟΛΟΓΙΚΗ ΕΚΘΕΣΗ στο σχέδιο νόμου «Συγκέντρωση και αδειοδότηση επιχειρήσεων Μέσων Ενημέρωσης και άλλες διατάξεις» Προς τη Βουλή των Ελλήνων Ι. Επί της αρχής. Με τις διατάξεις του παρόντος σχεδίου νόμου
ΑΙΤΙΟΛΟΓΙΚΗ ΕΚΘΕΣΗ στο σχέδιο νόμου «Συγκέντρωση και αδειοδότηση επιχειρήσεων Μέσων Ενημέρωσης και άλλες διατάξεις» Προς τη Βουλή των Ελλήνων Ι. Επί της αρχής. Με τις διατάξεις του παρόντος σχεδίου νόμου
ΝΟΜΟΣ 3263/2004 (ΦΕΚ 179 Α ) Μειοδοτικό σύστηµα ανάθεσης των δηµοσίων έργων και άλλες διατάξεις
 Μειοδοτικό σύστηµα ανάθεσης των δηµοσίων έργων και άλλες διατάξεις") ΝΟΜΟΣ 3263/2004 (ΦΕΚ 179 Α ) Μειοδοτικό σύστηµα ανάθεσης των δηµοσίων έργων και άλλες διατάξεις ΑΡΘΡΟ 1 Ανάδειξη αναδόχου εκτέλεσης των έργων 1. Η ανάθεση της κατασκευής των δηµοσίων έργων γίνεται υποχρεωτικά
ΝΟΜΟΣ 3263/2004 (ΦΕΚ 179 Α ) Μειοδοτικό σύστηµα ανάθεσης των δηµοσίων έργων και άλλες διατάξεις ΑΡΘΡΟ 1 Ανάδειξη αναδόχου εκτέλεσης των έργων 1. Η ανάθεση της κατασκευής των δηµοσίων έργων γίνεται υποχρεωτικά
Δαλιάνη Δήμητρα Λίζας Δημήτρης Μπακομήτρου Ελευθερία Ντουφεξιάδης Βαγγέλης
 Δαλιάνη Δήμητρα Λίζας Δημήτρης Μπακομήτρου Ελευθερία Ντουφεξιάδης Βαγγέλης Αισθηματικές ταινίες Bιογραφικές ταινίες Βωβές ταινίες Δραματικές ταινίες Επιστημονικής φαντασίας Μικρού μήκους Πολιτικές Πολεμικές
Δαλιάνη Δήμητρα Λίζας Δημήτρης Μπακομήτρου Ελευθερία Ντουφεξιάδης Βαγγέλης Αισθηματικές ταινίες Bιογραφικές ταινίες Βωβές ταινίες Δραματικές ταινίες Επιστημονικής φαντασίας Μικρού μήκους Πολιτικές Πολεμικές
Πρακτικό εργαλείο. για την ταυτοποίηση πρώτου επιπέδου των θυμάτων παράνομης διακίνησης και εμπορίας. τη σεξουαλική εκμετάλλευση
 Πρακτικό εργαλείο για την ταυτοποίηση πρώτου επιπέδου των θυμάτων παράνομης διακίνησης και εμπορίας με σκοπό τη σεξουαλική εκμετάλλευση Ιούνιος 2013 Στα πλαίσια της επαγγελματικής σας ιδιότητας ενδέχεται
Πρακτικό εργαλείο για την ταυτοποίηση πρώτου επιπέδου των θυμάτων παράνομης διακίνησης και εμπορίας με σκοπό τη σεξουαλική εκμετάλλευση Ιούνιος 2013 Στα πλαίσια της επαγγελματικής σας ιδιότητας ενδέχεται
Η Ψυχοπαθολογία του Πολιτικού Του Φ.Μωρόγιαννη *
 Η Ψυχοπαθολογία του Πολιτικού Του Φ.Μωρόγιαννη * Ωριμάσαμε ως συντεταγμένη δημοκρατική κοινωνία με κοινοβουλευτικούς θεσμούς, περιφερειακή οργάνωση και τοπική αυτοδιοίκηση έως σήψης λίγο πριν την απόλαυση
Η Ψυχοπαθολογία του Πολιτικού Του Φ.Μωρόγιαννη * Ωριμάσαμε ως συντεταγμένη δημοκρατική κοινωνία με κοινοβουλευτικούς θεσμούς, περιφερειακή οργάνωση και τοπική αυτοδιοίκηση έως σήψης λίγο πριν την απόλαυση
Κατερίνα Παναγοπούλου: Δημιουργώντας κοινωνικό κεφάλαιο την εποχή της κρίσης
 Κατερίνα Παναγοπούλου Πρέσβυς της Ελλάδας στο Συμβούλιο της Ευρώπης, πρόεδρος του σωματείου γυναικών «Καλλιπάτειρα». Πρώτο βραβείο «Γυναίκα και Αθλητισμός» 2012 για την Ευρώπη. Δημιουργώντας κοινωνικό
Κατερίνα Παναγοπούλου Πρέσβυς της Ελλάδας στο Συμβούλιο της Ευρώπης, πρόεδρος του σωματείου γυναικών «Καλλιπάτειρα». Πρώτο βραβείο «Γυναίκα και Αθλητισμός» 2012 για την Ευρώπη. Δημιουργώντας κοινωνικό
ΠΕΙΡΑΙΩΣ ASSET MANAGEMENT ΑΝΩΝΥΜΗ ΕΤΑΙΡΕΙΑ ΔΙΑΧΕΙΡΙΣΗΣ ΑΜΟΙΒΑΙΩΝ ΚΕΦΑΛΑΙΩΝ. Ατομικές Οικονομικές Kαταστάσεις
 ΠΕΙΡΑΙΩΣ ASSET MANAGEMENT ΑΝΩΝΥΜΗ ΕΤΑΙΡΕΙΑ ΔΙΑΧΕΙΡΙΣΗΣ ΑΜΟΙΒΑΙΩΝ ΚΕΦΑΛΑΙΩΝ Ατομικές Οικονομικές Kαταστάσεις 31 Δεκεμβρίου 2009 Βάσει των Διεθνών Προτύπων Χρηματοοικονομικής Αναφοράς Οι συνημμένες οικονομικές
ΠΕΙΡΑΙΩΣ ASSET MANAGEMENT ΑΝΩΝΥΜΗ ΕΤΑΙΡΕΙΑ ΔΙΑΧΕΙΡΙΣΗΣ ΑΜΟΙΒΑΙΩΝ ΚΕΦΑΛΑΙΩΝ Ατομικές Οικονομικές Kαταστάσεις 31 Δεκεμβρίου 2009 Βάσει των Διεθνών Προτύπων Χρηματοοικονομικής Αναφοράς Οι συνημμένες οικονομικές
Αρµοδιότητες Αυτοτελούς Τµήµατος Δηµοτικής Αστυνοµίας
 Αρµοδιότητες Αυτοτελούς Τµήµατος Δηµοτικής Αστυνοµίας Το Αυτοτελές Τµήµα Δηµοτικής Αστυνοµίας είναι αρµόδιο για την αποτελεσµατική και αποδοτική άσκηση των αρµοδιοτήτων που έχουν θεσπισθεί µε το άρθρο
Αρµοδιότητες Αυτοτελούς Τµήµατος Δηµοτικής Αστυνοµίας Το Αυτοτελές Τµήµα Δηµοτικής Αστυνοµίας είναι αρµόδιο για την αποτελεσµατική και αποδοτική άσκηση των αρµοδιοτήτων που έχουν θεσπισθεί µε το άρθρο
Η ΑΥΤΕΠΑΓΓΕΛΤΗ ΑΝΑΖΗΤΗΣΗ ΔΙΚΑΙΟΛΟΓΗΤΙΚΩΝ ΜΙΑ ΚΡΙΤΙΚΗ ΑΠΟΤΙΜΗΣΗ. ( Διοικητική Ενημέρωση, τ.51, Οκτώβριος Νοέμβριος Δεκέμβριος 2009)
") Η ΑΥΤΕΠΑΓΓΕΛΤΗ ΑΝΑΖΗΤΗΣΗ ΔΙΚΑΙΟΛΟΓΗΤΙΚΩΝ ΜΙΑ ΚΡΙΤΙΚΗ ΑΠΟΤΙΜΗΣΗ ( Διοικητική Ενημέρωση, τ.5, Οκτώβριος Νοέμβριος Δεκέμβριος 009). Η θέσπιση του νέου μέτρου Η σημαντικότερη απόπειρα καινοτομικής δράσης της
Η ΑΥΤΕΠΑΓΓΕΛΤΗ ΑΝΑΖΗΤΗΣΗ ΔΙΚΑΙΟΛΟΓΗΤΙΚΩΝ ΜΙΑ ΚΡΙΤΙΚΗ ΑΠΟΤΙΜΗΣΗ ( Διοικητική Ενημέρωση, τ.5, Οκτώβριος Νοέμβριος Δεκέμβριος 009). Η θέσπιση του νέου μέτρου Η σημαντικότερη απόπειρα καινοτομικής δράσης της
ΤΙ ΕΙΝΑΙ ΠΡΟΣΚΥΝΗΣΗ; Άγιος Δαμασκηνός. (ΕΠΕ, ΤΡΙΤΟΣ ΤΟΜΟΣ, Ιωάννου Δαμασκηνού έργα).
.") ΤΙ ΕΙΝΑΙ ΠΡΟΣΚΥΝΗΣΗ; ΤΙ ΕΙΝΑΙ ΠΡΟΣΚΥΝΗΣΗ; Άγιος Δαμασκηνός (ΕΠΕ, ΤΡΙΤΟΣ ΤΟΜΟΣ, Ιωάννου Δαμασκηνού έργα). Η προσκύνηση λοιπόν είναι σημείο υποταγής, δηλαδή υποβιβασμού και ταπεινώσεως. Υπάρχουν πολλοί τρόποι
ΤΙ ΕΙΝΑΙ ΠΡΟΣΚΥΝΗΣΗ; ΤΙ ΕΙΝΑΙ ΠΡΟΣΚΥΝΗΣΗ; Άγιος Δαμασκηνός (ΕΠΕ, ΤΡΙΤΟΣ ΤΟΜΟΣ, Ιωάννου Δαμασκηνού έργα). Η προσκύνηση λοιπόν είναι σημείο υποταγής, δηλαδή υποβιβασμού και ταπεινώσεως. Υπάρχουν πολλοί τρόποι
ΧΡΗΜΑΤΟΟΙΚΟΝΟΜΙΚΗ ΛΟΓΙΣΤΙΚΗ
 ΧΡΗΜΑΤΟΟΙΚΟΝΟΜΙΚΗ ΛΟΓΙΣΤΙΚΗ ΑΘΗΝΑ 2015 1 Το επιστημονικό περιεχόμενο του παρόντος βιβλίου έχει υποβληθεί σε κριτική ανάγνωση και εγκριθεί με το σύστημα των κριτών. Η κριτική ανάγνωση πραγματοποιήθηκε από
ΧΡΗΜΑΤΟΟΙΚΟΝΟΜΙΚΗ ΛΟΓΙΣΤΙΚΗ ΑΘΗΝΑ 2015 1 Το επιστημονικό περιεχόμενο του παρόντος βιβλίου έχει υποβληθεί σε κριτική ανάγνωση και εγκριθεί με το σύστημα των κριτών. Η κριτική ανάγνωση πραγματοποιήθηκε από
ΜΗ ΤΥΠΙΚΟΤΗΤΑ ΚΑΙ ΜΗ ΠΡΑΓΜΑΤΙΚΟΤΗΤΑ ΣΤΙΣ ΑΓΟΡΕΣ
 ΜΗ ΤΥΠΙΚΟΤΗΤΑ ΚΑΙ ΜΗ ΠΡΑΓΜΑΤΙΚΟΤΗΤΑ ΣΤΙΣ ΑΓΟΡΕΣ 31 1 ΜΗ ΤΥΠΙΚΟΤΗΤΑ ΚΑΙ ΜΗ ΠΡΑΓΜΑΤΙΚΟΤΗΤΑ ΣΤΙΣ ΑΓΟΡΕΣ Κάθε άτομο πρέπει να έχει το δικαίωμα της ευχαρίστησης των καρπών της εργασίας του. Ντέιβιντ Χιουμ Οι
ΜΗ ΤΥΠΙΚΟΤΗΤΑ ΚΑΙ ΜΗ ΠΡΑΓΜΑΤΙΚΟΤΗΤΑ ΣΤΙΣ ΑΓΟΡΕΣ 31 1 ΜΗ ΤΥΠΙΚΟΤΗΤΑ ΚΑΙ ΜΗ ΠΡΑΓΜΑΤΙΚΟΤΗΤΑ ΣΤΙΣ ΑΓΟΡΕΣ Κάθε άτομο πρέπει να έχει το δικαίωμα της ευχαρίστησης των καρπών της εργασίας του. Ντέιβιντ Χιουμ Οι
ΠΑΡΕΜΒΑΣΗ ΣΤΗΝ ΠΑΡΑΚΤΙΑ ΖΩΝΗ ΣΚΑΡΑΜΑΓΚΑ- ΕΝΟΠΟΙΗΣΗ ΜΕ ΤΗ ΛΙΜΝΗ ΚΟΥΜΟΥΝΔΟΥΡΟΥ
 ΣΧΟΛΗ ΑΡΧΙΤΕΚΤΟΝΩΝ ΜΗΧΑΝΙΚΩΝ- ΕΙΔΙΚΑ ΘΕΜΑΤΑ ΠΕΡΙΒΑΛΛΟΝΤΟΣ 8 ΟΥ ΠΑΡΕΜΒΑΣΗ ΣΤΗΝ ΠΑΡΑΚΤΙΑ ΖΩΝΗ ΣΚΑΡΑΜΑΓΚΑ- ΕΝΟΠΟΙΗΣΗ ΜΕ ΤΗ ΛΙΜΝΗ ΚΟΥΜΟΥΝΔΟΥΡΟΥ Η ΠΑΡΑΚΤΙΑ ΖΩΝΗ ΓΙΑ ΤΟΝ ΚΑΤΟΙΚΟ ΤΟΥ ΔΗΜΟΥ ΧΑΙΔΑΡΙΟΥ ΔΙΔΑΣΚΟΝΤΕΣ:
ΣΧΟΛΗ ΑΡΧΙΤΕΚΤΟΝΩΝ ΜΗΧΑΝΙΚΩΝ- ΕΙΔΙΚΑ ΘΕΜΑΤΑ ΠΕΡΙΒΑΛΛΟΝΤΟΣ 8 ΟΥ ΠΑΡΕΜΒΑΣΗ ΣΤΗΝ ΠΑΡΑΚΤΙΑ ΖΩΝΗ ΣΚΑΡΑΜΑΓΚΑ- ΕΝΟΠΟΙΗΣΗ ΜΕ ΤΗ ΛΙΜΝΗ ΚΟΥΜΟΥΝΔΟΥΡΟΥ Η ΠΑΡΑΚΤΙΑ ΖΩΝΗ ΓΙΑ ΤΟΝ ΚΑΤΟΙΚΟ ΤΟΥ ΔΗΜΟΥ ΧΑΙΔΑΡΙΟΥ ΔΙΔΑΣΚΟΝΤΕΣ:
Ευρετήριο πινάκων. Ασκήσεις και υπομνήματα
 Ευρετήριο πινάκων Ασκήσεις και υπομνήματα Ανάγνωση, για να ταυτιστεί και να προβάλει τα συναισθήματά του Ανακαλύψτε την προέλευση των πιστεύω σας Απαλή μουσική ως φάρμακο για τις εντάσεις και την απογοήτευση
Ευρετήριο πινάκων Ασκήσεις και υπομνήματα Ανάγνωση, για να ταυτιστεί και να προβάλει τα συναισθήματά του Ανακαλύψτε την προέλευση των πιστεύω σας Απαλή μουσική ως φάρμακο για τις εντάσεις και την απογοήτευση
ΧΙΙΙ Επιτροπή Εκπαιδευτικής Υπηρεσίας
 ΧΙΙΙ Επιτροπή Εκπαιδευτικής Υπηρεσίας Στο Προτεινόμενο Σχέδιο Αξιολόγησης ο ρόλος της Επιτροπή Εκπαιδευτικής Υπηρεσίας (Ε.Ε.Υ) είναι ιδιαίτερα σημαντικός. Οι αρμοδιότητες της Ε.Ε.Υ έχουν αναβαθμιστεί ιδιαίτερα
ΧΙΙΙ Επιτροπή Εκπαιδευτικής Υπηρεσίας Στο Προτεινόμενο Σχέδιο Αξιολόγησης ο ρόλος της Επιτροπή Εκπαιδευτικής Υπηρεσίας (Ε.Ε.Υ) είναι ιδιαίτερα σημαντικός. Οι αρμοδιότητες της Ε.Ε.Υ έχουν αναβαθμιστεί ιδιαίτερα
ΙΔΙΩΤΙΚΗ ΑΣΦΑΛΙΣΗ ΥΓΕΙΑΣ : ΑΝΑΛΥΣΗ ΔΕΔΟΜΕΝΩΝ ΧΡΗΣΗΣ ΥΠΗΡΕΣΙΩΝ ΥΓΕΙΑΣ ΑΤΟΜΙΚΩΝ ΣΥΜΒΟΛΑΙΩΝ
 ΙΔΙΩΤΙΚΗ ΑΣΦΑΛΙΣΗ ΥΓΕΙΑΣ : ΑΝΑΛΥΣΗ ΔΕΔΟΜΕΝΩΝ ΧΡΗΣΗΣ ΥΠΗΡΕΣΙΩΝ ΥΓΕΙΑΣ ΑΤΟΜΙΚΩΝ ΣΥΜΒΟΛΑΙΩΝ Η εργασία υποβάλλεται για τη μερική κάλυψη των απαιτήσεων με στόχο την απόκτηση του διπλώματος ΜΕΤΑΠΤΥΧΙΑΚΟ ΠΡΟΓΡΑΜΜΑ
ΙΔΙΩΤΙΚΗ ΑΣΦΑΛΙΣΗ ΥΓΕΙΑΣ : ΑΝΑΛΥΣΗ ΔΕΔΟΜΕΝΩΝ ΧΡΗΣΗΣ ΥΠΗΡΕΣΙΩΝ ΥΓΕΙΑΣ ΑΤΟΜΙΚΩΝ ΣΥΜΒΟΛΑΙΩΝ Η εργασία υποβάλλεται για τη μερική κάλυψη των απαιτήσεων με στόχο την απόκτηση του διπλώματος ΜΕΤΑΠΤΥΧΙΑΚΟ ΠΡΟΓΡΑΜΜΑ
Πρόταση για το νέο Σύνταγμα του Ελληνικού Κράτους.
 Πρόταση για το νέο Σύνταγμα του Ελληνικού Κράτους. Υπό του κ. Κανένα γιατί δεν έχει σημασία ποιός το έγραψε, ούτε τι τίτλους σπουδών έχει, παρά μόνο τι λέει... (v.20120722225112) Άρθρο 0. Το Ελληνικό Κράτος
Πρόταση για το νέο Σύνταγμα του Ελληνικού Κράτους. Υπό του κ. Κανένα γιατί δεν έχει σημασία ποιός το έγραψε, ούτε τι τίτλους σπουδών έχει, παρά μόνο τι λέει... (v.20120722225112) Άρθρο 0. Το Ελληνικό Κράτος
ΑΛΕΞΑΝΔΡΕΙΟ ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΘΕΣΣΑΛΟΝΙΚΗΣ ΣΧΟΛΗ ΕΠΑΓΓΕΛΜΑΤΩΝ ΥΓΕΙΑΣ ΚΑΙ ΠΡΟΝΟΙΑΣ ΤΜΗΜΑ ΑΙΣΘΗΤΙΚΗΣ-ΚΟΣΜΗΤΟΛΟΓΙΑΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ
 ΑΛΕΞΑΝΔΡΕΙΟ ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΘΕΣΣΑΛΟΝΙΚΗΣ ΣΧΟΛΗ ΕΠΑΓΓΕΛΜΑΤΩΝ ΥΓΕΙΑΣ ΚΑΙ ΠΡΟΝΟΙΑΣ ΤΜΗΜΑ ΑΙΣΘΗΤΙΚΗΣ-ΚΟΣΜΗΤΟΛΟΓΙΑΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΤΟ ΕΛΑΙΟΛΑΔΟ ΕΠΙΣΤΗΜΟΝΙΚΕΣ ΜΕΛΕΤΕΣ ΚΑΙ ΕΡΕΥΝΕΣ ΓΙΑ ΤΗ ΔΡΑΣΗ
ΑΛΕΞΑΝΔΡΕΙΟ ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΘΕΣΣΑΛΟΝΙΚΗΣ ΣΧΟΛΗ ΕΠΑΓΓΕΛΜΑΤΩΝ ΥΓΕΙΑΣ ΚΑΙ ΠΡΟΝΟΙΑΣ ΤΜΗΜΑ ΑΙΣΘΗΤΙΚΗΣ-ΚΟΣΜΗΤΟΛΟΓΙΑΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΤΟ ΕΛΑΙΟΛΑΔΟ ΕΠΙΣΤΗΜΟΝΙΚΕΣ ΜΕΛΕΤΕΣ ΚΑΙ ΕΡΕΥΝΕΣ ΓΙΑ ΤΗ ΔΡΑΣΗ