Κατασκευαστικές Τεχνολογίες 1
|
|
|
- Δευκαλίων Ελευθερόπουλος
- 10 χρόνια πριν
- Προβολές:
Transcript
1 Κατασκευαστικές Τεχνολογίες 1



2 Κατασκευαστικές Τεχνολογίες 1. ΕΙΣΑΓΩΓΙΚΑ Στο πρώτο κεφάλαιο της εργασίας περιλαμβάνονται ο πρόλογος, μια σύντομη ιστορική αναδρομή για την εξέλιξη των μηχανικών διαμορφώσεων με το πέρασμα των αιώνων, η εισαγωγή που ασχολείται με τις ιδιότητες των μετάλλων και πως αυτές επηρεάζουν τη διαμόρφωσή τους, καθώς και ένα κεφάλαιο που ασχολείται με τις πρέσες, οι οποίες είναι τα μηχανήματα που εκτελούμε τις μηχανικές διαμορφώσεις.



3 Κατασκευαστικές Τεχνολογίες ΙΣΤΟΡΙΚΗ ΑΝΑΔΡΟΜΗ Το πρώτο εργαλείο του ανθρώπου ήταν η πέτρα την οποία στην αρχή την χρησιμοποιούσε με τη μορφή που την έβρισκε στη φύση. Με τη βοήθεια αυτού λοιπόν του ακατέργαστου εργαλείου κατάφερε στη συνέχεια να κατασκευάσει τα πρώτα εργαλεία από πέτρα, ξύλα και κόκαλα, τα οποία προσαρμοζόταν καλύτερα στη χρήση για την οποία προορίζονταν. Τα μέταλλα τα ανακάλυψε πολύ αργότερα. Μια από τις επικρατέστερες θεωρίες σχετικά με Σχήμα 1.1 : Ο Ήφαιστος κατασκευάζει τον κεραυνό του Δια την ανακάλυψη των μετάλλων υποστηρίζει ότι μετά από μεγάλες πυρκαγιές έλιωναν τα μέταλλα που υπήρχαν μέσα στα διάφορα πετρώματα και έτσι γινόταν δυνατή η εξόρυξή τους. Πιθανότατα με αυτό τον τρόπο ανακαλύφθηκε ο χαλκός (περίπου το 5000π.Χ.) και ο μπρούντζος ( περίπου το 3000π.Χ.). Το σίδηρο ο άνθρωπος τον ανακάλυψε περίπου το 1000π.Χ. πιθανότατα από τους διάφορους μετεωρίτες που έπεφταν στη γη. Με τη διεύρυνση των προσπαθειών του ανθρώπου γύρω από την έρευνα αρχίζει η ιστορία της μηχανοποίησης. Έτσι, κατά τον 1μ.Χ. εμφανίζεται η μηχανή με τα υδραυλικά σφυριά. Στη συνέχεια χρησιμοποιείται η μηχανή με τα κατερχόμενα σφυριά ο όγκος των οποίων υψώνεται μεταξύ δύο ράβδων ολισθήσεως και αφήνεται στη συνέχεια να πέσει πάνω στο υλικό που θα σφυρηλατηθεί. Με αυτόν τον τρόπο το 1346 κατασκευάζονται στη Φλωρεντία πυροβόλα από ορείχαλκο που χρησιμοποιούσαν σφαίρες από σφυρήλατο σίδηρο. Το 15μ.Χ. αιώνα κατασκευάζονται βόμβες από σίδηρο και σφαίρες από χυτοσίδηρο. Η έλαση ξεκινά τον 16μ.Χ. αιώνα με αρχικό σκοπό την κατασκευή χαλυβδόφυλλων ο αιώνα. Σχήμα 1. : Η μεταλλουργία τον 16 που προορίζονταν για νομισματοκοπή. Αργότερα γενικεύεται η χρήση της και στην κατασκευή ράβδων για μεταλλικές κατασκευές. Το 1784μ.Χ. ο WATT δοκιμάζει τη σφύρα κρούσεως, η οποία όμως αρχίζει να κατασκευάζεται για χρήση στην παραγωγή, κατά το 184μ.Χ. Το 1861μ.Χ. κάνει την εμφάνισή της η πρώτη υδραυλική πρέσα.


4 Κατασκευαστικές Τεχνολογίες 4 Όλα τα παραπάνω συνηγορούν στην άποψη ότι η μεταλλουργία και ειδικότερα η σιδηρομεταλλουργία επειδή αποτελούσε τη βάση της στρατιωτικής ισχύος, έτυχε ευνοϊκότερης μεταχείρισης από άλλες τέχνες και επιστήμες, και γι αυτό κατάφερε να αναπτυχθεί σε μεγάλο βαθμό. Ο 19 ος αιώνας χαρακτηρίζεται από τη μεγάλη πρόοδο της μεταλλουργίας, με την ανακάλυψη νέων μετάλλων. Έτσι εμφανίζεται το αλουμίνιο και τα κράματα του, το τιτάνιο και ο χάλυβας, οι ιδιότητες των οποίων τα καθιστούν ιδανικά για τη χρήση τους στη παραγωγή. Κατά την περίοδο της βιομηχανικής επανάστασης και την εφαρμογή της «γραμμής παραγωγής» στη βιομηχανία αυξήθηκε ο ρυθμός παράγωγης με αποτέλεσμα τα σύγχρονα χαλυβουργεία να μπορούν να επεξεργαστούν πολύ μεγάλες ποσότητες μετάλλων σε λίγο χρόνο. Σχήμα 1. 3 : Έλαστρο για μορφοσιδήρους ( 17 ος αιώνας ). 1, : Στηρίγματα ή Κλωβός. 3 : Κάτω κύλινδρος. 4 : Πάνω κύλινδρος. 5 : Μορφοσίδηρος. 6,7 : Κάτω κουζινέτα. 8,9 : Άξονες και οδηγοί. 10,11 : Κάτω κουζινέτα. 1,13,14,15 : Άκρες των στηριγμάτων. 16,17,18,19 : Σφήνες για τη συγκράτηση των κουζινέτων.


.")
5 Κατασκευαστικές Τεχνολογίες ΕΙΣΑΓΩΓΗ Με τον όρο Μηχανουργικές κατεργασίες εννοούμε τους τρόπους και τις μεθόδους που χρησιμοποιούμε για να δώσουμε την επιθυμητή μορφή σε κάποιο υλικό, ώστε να μπορέσει αυτό να χρησιμοποιηθεί για κάποιο σκοπό. Οι μέθοδοι που χρησιμοποιούμε για την κατασκευή ενός προϊόντος χωρίζονται στις παρακάτω κυρίως κατηγορίες : Κατεργασίες με βαθμιαία αφαίρεση υλικού ( τόρνευση, πλάνισμα, διάτρηση, φρεζάρισμα κ.α. ). Κατεργασίες με παραμόρφωση του υλικού ( απότμηση, κοίλανση, κάμψη, σφυρηλασία κ.α. ). Μορφοποίηση με χύτευση. Μορφοποίηση με προσθήκη ( συγκόλληση, επικάλυψη κ.α. ). Σχήμα 1. 4: Κατεργασία με βαθμιαία αφαίρεση υλικού ( Διάτρηση ). Σχήμα 1. 5 : Κατεργασία με βαθμιαία αφαίρεση υλικού ( Τόρνευση ). Μια σύγκριση των κατεργασιών με βαθμιαία αφαίρεση υλικού και των κατεργασιών με παραμόρφωση φαίνεται παρακάτω: Κατεργασίες με βαθμιαία αφαίρεση υλικού. Πλεονεκτήματα : Μεγάλη ακρίβεια (0,1 ~ 0,01 mm). Κατασκευή πολύπλοκων μορφών και σχημάτων. Μικρή και χωρίς μεγάλη δαπάνη προεργασία και προπαρασκευή. Κατεργασία εξαρτημάτων οιουδήποτε υλικού. Μειονεκτήματα : Μεγάλη δαπάνη υλικού υπό μορφή αποβλήτων ( γρεζιών ), η ανακύκλωση των οποίων δεν είναι συμφέρουσα. Μικρή ταχύτητα παραγωγής.
.")
. Περιορισμοί στην ποικιλία μορφών.")

6 Κατασκευαστικές Τεχνολογίες 6 Κατεργασίες με παραμόρφωση του υλικού. Πλεονεκτήματα : Μεγαλύτερη οικονομία του υλικού. Μεγάλη ταχύτητα παραγωγής. Μειονεκτήματα : Μεγάλη και δαπανηρή προεργασία σε καλούπια. Μικρότερη ακρίβεια ( 1~ 0, mm το πολύ). Περιορισμοί στην ποικιλία μορφών. Αρκετά από τα προϊόντα που χρησιμοποιούμε στην καθημερινή μας ζωή έχουν πάρει την τελική τους μορφή με κάποια ή με συνδυασμό κάποιων εκ των παραπάνω κατεργασιών. Αντικείμενο βέβαια αυτής της εργασίας είναι οι Μηχανουργικές κατεργασίες με παραμόρφωση ή αλλιώς Μηχανικές διαμορφώσεις ΜΗΧΑΝΙΚΕΣ ΔΙΑΜΟΡΦΩΣΕΙΣ Με τον όρο διαμόρφωση εννοείται κατά DIN 8580 κατασκευή με πλαστική μεταβολή του σχήματος ενός στερεού σώματος. Δηλαδή στις διαμορφώσεις τροποποιείται η γεωμετρική μορφή του υλικού. Η «διάταξη των ινών» παραμένει, βελτιώνεται η αντοχή του υλικού και μπορούν να κατασκευαστούν δύσκολα σχήματα με καλή ποιότητα επιφάνειας και μικρές ανοχές. Τις Μηχανικές διαμορφώσεις μπορούμε να τις κατατάξουμε με διάφορους τρόπους. Οι πιο συνηθισμένοι είναι: Κατάταξη με βάση τη θερμοκρασία Σχήμα 1. 6: Κατεργασία με παραμόρφωση (Σφυρηλάτηση). 1. Διαμορφώσεις εν θερμώ ( θερμολασία ). Έλαση Σφυρηλάτηση Τύπωση εν θερμώ Λοιπές κατεργασίες Σχήμα 1. 7: Κατεργασία με παραμόρφωση ( Κάμψη ).. Διαμορφώσεις εν ψυχρώ ( ψυχρηλασία ).

 Σφυρηλάτηση Τύπωση Κάμψη Κοίλανση Ειδικές κατεργασίες.")
7 Κατασκευαστικές Τεχνολογίες 7 Απότμηση Κάμψη Κοίλανση Τύπωση Λοιπές κατεργασίες Κατάταξη με βάση τη διαδικασία παραμόρφωσης και του τρόπου χειρισμού του μετάλλου. 1. Παραγωγή προϊόντων με πλαστική παραμόρφωση Έλαση ( εν θερμώ και εν ψυχρώ ) Σφυρηλάτηση Τύπωση Κάμψη Κοίλανση Ειδικές κατεργασίες. Παραγωγή προϊόντων με απ ευθείας κοπή Κοπή με σφηνοειδή εργαλεία Ψαλιδισμός Σχήματα 1. 8 & 1. 9 : Αντικείμενα που έχουν παραχθεί με μηχανικές διαμορφώσεις ΣΥΜΠΕΡΙΦΟΡΑ ΤΩΝ ΜΕΤΑΛΛΩΝ Με την επίδραση εξωτερικών δυνάμεων, δημιουργούνται στο ε- σωτερικό του υλικού τάσεις. Έτσι αλλάζει η μορφή του. Η επιμέρους θέσεις των ιόντων του μετάλλου μετατοπίζονται μεταξύ τους. Το κρυσταλλικό πλέγμα π.χ. στον εφελκυσμό επιμηκύνεται στην κατά μήκος διεύθυνση, ενώ στην εγκάρσια συστέλλεται. Αν η καταπόνηση είναι μικρή, τότε το υλικό επανέρχεται στην αρχική του μορφή, υπό την επίδραση των δυνάμεων συνοχής που ασκούνται μεταξύ των ατόμων του, μόλις σταματήσει η καταπόνηση. Αυτό σημαίνει, ότι το υλικό υπέστη μια ελαστική παραμόρφωση.



8 Κατασκευαστικές Τεχνολογίες 8 Σε περίπτωση που ασκηθεί στο υλικό μεγαλύτερη δύναμη, τότε τα ιόντα του μετάλλου, μετατοπίζονται μεταξύ τους σε θέσεις οι οποίες προσεγγίζουν τις περιοχές έλξης των άλλων ατόμων. Έτσι κατακρατούνται στη νέα τους θέση και αλλάζουν τη δομή του πλέγματος. Το υλικό δηλαδή παραμορφώθηκε πλαστικά. Η συγκρότηση του υλικού δεν έχει χαθεί, απλά το αντικείμενο έλαβε μια άλλη μορφή (σχ. 1.10). Σχήμα 1. 10: Πλαστική παραμόρφωση στις διαμορφώσεις. Στο σχήμα 1.11 παρουσιάζεται το διάγραμμα εφελκυσμού μαλακού χάλυβα. Όταν ένα τεμάχιο μαλακού χάλυβα υπόκειται σε μια σχετικά μικρή καταπόνηση δεν υφίσταται παρά μόνο ελαστικές παραμορφώσεις (περιοχή ΟΑ της καμπύλης). Σχήμα 1. 11: Διάγραμμα εφελκυσμού μαλακού χάλυβα. ΟΑ: Ελαστική περιοχή. ΑΒ: Ελαστοπλαστική Περιοχή. Ε : Όριο ελαστικότητας. R : Αντοχή θραύσης σε εφελκυσμό. Όταν όμως η τάση γίνει μεγαλύτερη του ορίου ελαστικότητας του υλικού (σημείο Ε ) τότε η παραμόρφωση είναι πλαστική ή μόνιμη. Παρατηρώντας την καμπύλη μπορεί να δει κανείς το σημείο R το οποίο αντισ-


9 Κατασκευαστικές Τεχνολογίες 9 τοιχεί στην τάση θραύσης δηλαδή στην τιμή της τάσης που αν υπερβούμε τότε το υλικό θα σπάσει. Οι περιοχές διαμόρφωσης μερικών υλικών σε διαμόρφωση εν ψυχρώ φαίνονται στο σχήμα 1.1, όπου το σημείο R e αντιστοιχεί στο ό- ριο διαρροής του υλικού. Είναι δηλαδή η τιμή της τάσης στην οποία το υλικό παρουσιάζει μια μετρήσιμη μόνιμη παραμόρφωση. Το δε σημείο R m αντιστοιχεί στο όριο θραύσης του υλικού. Γίνεται κατανοητό λοιπόν από το διάγραμμα αυτό ότι το αλουμίνιο διαμορφώνεται πολύ εύκολα ( με μικρή τάση ). Ο μαλακός χάλυβας π.χ. St 10, διαμορφώνεται εξίσου καλά, σε υψηλότερες όμως τάσεις. Τέλος ο χάλυβας υψηλής αντοχής π.χ. C 105 W1, δεν είναι κατάλληλος για διαμορφώσεις, αφού παρουσιάζει πολύ μικρή επιμήκυνση σε σχέση με την τάση την οποία απαιτεί για την παραμόρφωση αυτή. Σχήμα 1. 1: Περιοχές διαμόρφωσης διαφόρων υλικών Η ΕΠΙΔΡΑΣΗ ΤΗΣ ΘΕΡΜΟΚΡΑΣΙΑΣ Όπως είπαμε με τις διαμορφώσεις παραμορφώνεται το κρυσταλλικό πλέγμα του υλικού. Αν το διαμορφωμένο τεμάχιο θερμανθεί, τότε για κάποια θερμοκρασία χαρακτηριστική του κάθε υλικού, εμφανίζεται νέος σχηματισμός του πλέγματος (ανακρυστάλλωση). Αυτή η θερμοκρασία ονομάζεται θερμοκρασία ανακρυστάλλωσης. Αν η παραμόρφωση γίνει σε θερμοκρασία μεγαλύτερη από τη θερμοκρασία ανακρυστάλλωσης, τότε με την αναδημιουργία των κρυστάλλων, ελαττώνονται οι εσωτερικές τάσεις που εμφανίζονται στο υλικό. Σ αυτή την περιοχή θερμοκρασιών μπορούν να επιτευχθούν μεγαλύτερες παραμορφώσεις χωρίς τον
. Ο μαλακός χάλυβας π.χ. St 10, διαμορφώνεται εξίσου καλά, σε υψηλότερες όμως τάσεις.")
10 Κατασκευαστικές Τεχνολογίες 10 κίνδυνο εμφάνισης ρωγμών ή θραύσεων στο υλικό. Διαμορφώσεις οι ο- ποίες γίνονται σε θερμοκρασία μικρότερη από τη θερμοκρασία ανακρυστάλλωσης, οδηγούν σε ισχυρές παραμορφώσεις του κρυσταλλικού πλέγματος του υλικού, χωρίς ταυτόχρονη αναδημιουργία του κρυστάλλου. Όπως γίνεται εύκολα κατανοητό ο βαθμός παραμόρφωσης σ αυτή την περίπτωση, είναι μικρότερος. Γενικά η αύξηση της θερμοκρασίας σε ένα υλικό επιφέρει τη μείωση του ορίου διαρροής, ιδιαίτερα σε θερμοκρασίες πάνω από τη θερμοκρασία ανακρυστάλλωσης, όπου και γίνονται οι κατεργασίες διαμόρφωσης των μετάλλων εν θερμώ. Ταυτόχρονα, τις περισσότερες φορές με την αύξηση της θερμοκρασίας αυξάνεται η ολκιμότητα του μετάλλου ενώ το όριο ελαστικότητας μειώνεται ΔΙΑΜΟΡΦΩΣΕΙΣ ΕΝ ΘΕΡΜΩ ΚΑΙ ΕΝ ΨΥΧΡΩ Οι μηχανικές διαμορφώσεις πραγματοποιούνται εν θερμώ ή εν ψυχρώ. Η διαφορά ανάμεσα στις δύο αυτές μεθόδους είναι η θερμοκρασία στην οποία βρίσκεται το υλικό πριν ασκηθεί πάνω του η δύναμη παραμόρφωσης. Έτσι αν το υλικό βρίσκεται σε θερμοκρασία πάνω από τη θερμοκρασία ανακρυστάλλωσης θα λέμε ότι η παραμόρφωση γίνεται εν θερμώ, ενώ σε αντίθετη περίπτωση θα λέμε ότι το υλικό παραμορφώνεται εν ψυχρώ. Συγκρίνοντας τις δύο αυτές μεθόδους μπορούμε να πούμε τα εξής: Διαμορφώσεις εν θερμώ. Θερμοκρασία κατεργασίας υψηλότερη της θερμοκρασίας ανακρυστάλλωσης. Μεγάλη ικανότητα των υλικών για παραμόρφωση. Μικρές απαιτούμενες δυνάμεις. Μικρή αλλαγή της αντοχής και της επιμηκύνσεως στο διαμορφούμενο υλικό. Διαμορφώσεις εν ψυχρώ. Θερμοκρασία κατεργασίας μικρότερη της θερμοκρασίας ανακρυστάλλωσης. Είναι δυνατές μικρές ανοχές. Δεν καίγεται η εξωτερική επιφάνεια του υλικού. Αύξηση της αντοχής και ελάττωση της επιμήκυνσης (κράτυνση).


11 Κατασκευαστικές Τεχνολογίες ΠΡΕΣΕΣ ΓΕΝΙΚΑ ΓΙΑ ΤΙΣ ΠΡΕΣΕΣ Οι πρέσες είναι τα μηχανήματα με τα οποία πραγματοποιούνται όλες οι μηχανικές διαμορφώσεις. Χρησιμοποιώντας μηχανική ή υδραυλική ενέργεια μπορούν να ασκήσουν μεγάλες δυνάμεις ώστε να διεξαχθούν μία σειρά από κατεργασίες διαμόρφωσης. Διακρίνονται ανάλογα με τον τύπο του πλαισίου τους, την απόδοση τους, την πηγή ενέργειας κ.λ.π. Οι πρέσες έχουν την ικανότητα να επιτρέπουν την τοποθέτηση πάνω σε αυτές διαφόρων εργαλείων. Έτσι όταν πρόκειται να εκτελέσουμε κάποια κατεργασία διαμόρφωσης παίρνουμε το κατάλληλο για τη διαμόρφωση που επιθυμούμε εργαλείο, το στερεώνουμε αφού πρώτα το ευθυγραμμίσουμε πάνω στην πρέσα και έπειτα μπορούμε να ξεκινήσουμε την κατεργασία. Οι πρέσες όπως είπαμε παραπάνω μπορούν να είναι μηχανικές ή υδραυλικές ( σχ. 1.13). Στις μηχανικές πρέσες ένας στρόφαλος χρησιμοποιείται ως πηγή ενέργειας, ενώ στις υδραυλικές ένα ή περισσότερα έμβολα δίνουν την ενέργεια που χρειαζόμαστε. Τα δύο αυτά είδη πρεσών διαφέρουν μεταξύ τους εκτός από την πηγή ενέργειας και στον τρόπο λειτουργίας. Οι βασικές διαφορές τους είναι: Σχήμα 1.13: Υδραυλική πρέσα. Οι υδραυλικές πρέσες εξασκούν σταθερή δύναμη ανά εμβολισμό, ενώ στις μηχανικές, η δύναμη εξαρτάται από την εκάστοτε θέση του διωστήρα. Στις υδραυλικές πρέσες το μήκος του εμβολισμού μπορεί να οριστεί εύκολα και με ακρίβεια, πράγμα που δεν συμβαίνει με τις μηχανικές. Η ταχύτητα εμβολισμού στις υδραυλικές πρέσες μπορεί να ρυθμιστεί μέσα σε ένα μεγάλο εύρος, ενώ στις μηχανικές, περιορίζεται από τον τύπο του κιβωτίου ταχυτήτων. Οι υδραυλικές πρέσες δεν μπορούν να υπερφορτιστούν και έτσι να υποστούν ζημίες, αφού όταν η δύναμη που εξασκείται ξεπεράσει μια οριακή τιμή, η υδραυλική πρέσα σταματά. Αντιθέτως οι μηχα-


12 Κατασκευαστικές Τεχνολογίες 1 νικές πρέσες, αν δεν διαθέτουν ειδική διάταξη για υπερφόρτιση, συνεχίζουν να λειτουργούν ακόμα και αν υπερφορτωθούν και έτσι κινδυνεύουν να υποστούν σοβαρές ζημίες. Οι μηχανικές πρέσες επανέρχονται γρηγορότερα σε σχέση με τις υδραυλικές και έτσι είναι καλύτερες όταν απαιτείται υψηλός ρυθμός παραγωγής. Επειδή η μηχανική ενέργεια αποθηκεύεται στο στρόφαλο, οι μηχανικές πρέσες χρησιμοποιούν μικρότερο κινητήρα. Σε αρκετές περιπτώσεις το μέγεθος του κινητήρα που απαιτείται να έχει μια μηχανική πρέσα, μπορεί να είναι,5 φορές μικρότερο από μια υδραυλική. Η ταχύτητα του εμβόλου στις μηχανικές πρέσες είναι μεγαλύτερη, με συνέπεια οι μηχανικές πρέσες να είναι αποδοτικότερες στον τεμαχισμό που απαιτείται μεγάλο κρουστικό φορτίο. Αντίστοιχα στις υδραυλικές πρέσες λόγω του μεγάλου κρουστικού φορτίου υπάρχει ο κίνδυνος να υποστεί βλάβη το υδραυλικό σύστημα ΕΙΔΗ ΚΑΙ ΕΠΙΛΟΓΗ ΠΡΕΣΩΝ Για την επιλογή της κατάλληλης για κάθε κατεργασία πρέσας πρέπει να γνωρίζουμε αρκετά στοιχεία τόσο για την πρέσα όσο και για την ίδια την κατεργασία που πρόκειται να διεξάγουμε. Σε γενικές γραμμές όμως μπορούμε να πούμε ότι αν γνωρίζουμε το διάγραμμα της μεταβολής της δύναμης που ασκεί η πρέσα σε συνάρτηση με τη διαδρομή του εμβολισμού, μπορούμε να επιλέξουμε την κατάλληλη πρέσα. Στο σχήμα 1.14 παρουσιάζονται τα διαγράμματα δύναμης - διαδρομής της ωστικής κεφαλής, για τα διάφορα τυπικά είδη των πρεσών. Σχήμα 1. 14: Τυπικά διαγράμματα δύναμης διαδρομής διαφόρων πρεσών. Παρατηρώντας το σχήμα βλέπουμε ότι στις πρέσες εκκέντρου και στροφάλου η δύναμη της πρέσας μεταξύ του άνω και του κάτω νεκρού σημείου μειώνεται σημαντικά. Συνεπώς δεν πρέπει να γίνεται κατεργασία τεμαχίου σε αυτή τη περιοχή που η πρέσα διαθέτει ελάχιστη δύναμη. Έτσι οι κατεργασίες για τις οποίες είναι κατάλληλες αυτές οι πρέσες είναι η κοπή και η κάμψη. Οι υδραυλικές πρέσες παρουσιάζουν την ιδιότητα να διατηρούν σταθερή δύναμη σε όλο το μήκος του εμβολισμού. Από την



13 Κατασκευαστικές Τεχνολογίες 13 αρχή του εμβολισμού δηλαδή οι πρέσες αυτού του τύπου μπορούν να αποδώσουν τη μέγιστη δύναμη και να τη διατηρήσουν σταθερή. Αυτό είναι αναγκαίο κατά την κοίλανση και τη διάτρηση. Οι πρέσες διπλού μοχλού στην αρχή της διαδρομής αποδίδουν σχεδόν το ένα τρίτο της μέγιστης δύναμης και σταδιακά έως το κάτω νεκρό σημείο αποδίδουν τη μέγιστη δύναμη. Έτσι είναι κατάλληλες για διαμορφώσεις που στην αρχή τους χρειαζόμαστε μικρή δύναμη και κατά το τέλος της παραμόρφωσης απαιτούμε τη μέγιστη δύναμη. Τέτοιες κατεργασίες είναι η κοπή, η κάμψη και η τύπωση. Στις πρέσες κοχλία η δύναμη στην αρχή της διαδρομής είναι μηδέν και γίνεται μέγιστη στο τέλος της διαδρομής. Η ιδιαιτερότητά τους αυτή τις κάνει κατάλληλες για κατεργασίες διαμόρφωσης σε μήτρες όπου το εργαλείο έρχεται σε επαφή με το προς διαμόρφωση υλικό στο κάτω νεκρό σημείο της κίνησης της ωστικής κεφαλής της πρέσας ΜΗΧΑΝΙΚΕΣ ΠΡΕΣΕΣ Στις μηχανικές πρέσες η ενέργεια που παράγεται από τον κινητήρα αποθηκεύεται στον στρόφαλο και από εκεί ανάλογα με το είδος της μηχανικής πρέσας μεταφέρεται στην ωστική κεφαλή. Διακρίνονται σε: Πρέσες εκκέντρου. Στις πρέσες εκκέντρου απλής ενέργειας (σχ.1.15), ο άξονας τους κινείται από έναν κινητήρα μέσω σφονδύλου, συμπλέκτη και μιας διάταξης φρένου. Στο κομβίο του έκκεντρου αυτού του άξονα βρίσκεται ένας έκκεντρος δακτύλιος, συνδεδεμένος μέσω οδοντωτού δακτυλίου με τον άξονα (σχ.1.16). Όταν λυθεί ο οδοντωτός δακτύλιος, τότε μπορεί να στραφεί ο έκκεντρος δακτύλιος ανεξάρτητα από τον άξονα. Έτσι μπορεί να μεταβληθεί η διαδρομή Σχήμα 1. 15: Πρέσα εκκέντρου. της ωστικής κεφαλής της πρέσας. Η παλινδρομική κίνηση της πρέσας μεταφέρεται μέσω διωστήρα μεταβλητού μήκους (παρεμβάλλεται ένας κοχλίας), στην ωστική κεφαλή. Σχήμα 1. 16: Ρύθμιση διαδρομής πρέσας εκκέντρου.



14 Κατασκευαστικές Τεχνολογίες 14 Πρέσες στροφάλου. Η κίνηση της ωστικής κεφαλής επιτυγχάνεται με σύστημα διωστήρα στροφάλου. Από τον περιστρεφόμενο στρόφαλο η κίνηση μεταφέρεται στην ωστική κεφαλή μέσω ενός στιβαρού διωστήρα. Εδώ δεν μπορεί να μεταβληθεί η διαδρομή της παλινδρομικής κίνησης, μπορεί όμως να κινηθεί η ωστική κεφαλή μέσω μιας σφαιρικής ατράκτου και έτσι να επιτύχουμε την σωστή τοποθέτηση κάποιου εργαλείου στην πρέσα. Οι πρέσες στροφάλου μπορούν να ασκήσουν δυνάμεις από 150 ~ 40000ΚΝ. Πρέσες διπλού μοχλού. Η περιστροφική κίνηση του στροφάλου μεταφέρεται με μια ελκτική ή θλιπτική ράβδο στους μοχλούς (σχ. 1.18). Αυτά τα συστήματα κίνησης διακρίνονται σε εφελκούμενα και σε θλιβόμενα συστήματα. Κατά την κίνηση των μοχλών, η ωστική κεφαλή κινείται προς τα κάτω και εμφανίζονται στο κάτω νεκρό σημείο πολύ μεγάλες δυνάμεις. Με μεταβολή του άνω κέντρου στροφής του ενός μοχλού μ ένα ρυθμιστικό κοχλία μπορεί να ρυθμιστεί με ακρίβεια, η θέση του εργαλείου που απαιτείται για την διεξαγωγή της κάθε κατεργασίας. Οι πρέσες διπλού μοχλού μπορούν να ασκήσουν δυνάμεις από 50 ~ 36000KN και είναι κατάλληλες για τύπωμα και λεπτή κοπή διότι η δύναμη της πρέσας αυξάνεται με αργό ρυθμό έως τη μέγιστη τιμή της. Σχήμα 1. 17: Πρέσα στροφάλου. Σχήμα 1. 18: Σύστημα κίνησης σε πρέσα διπλού μοχλού. Πρέσες κοχλία. Οι πρέσες κοχλία χαρακτηρίζονται ως πρέσες με εξάρτηση από την ενέργεια. Τις χαρακτηρίζουμε έτσι γιατί η κίνηση τους εξαρτάται από την ενέργεια που έχει κάποιο σώμα λόγω της πτώσης του, της περιστροφής του κ.λ.π. Η μεταφορά της ενέργειας αυτής στην ωστική κεφαλή της πρέσας πραγματοποιείται, ανάλογα με το σκοπό, το μέγεθος, και το κατασκευαστικό είδος, σε μια θέση ή σε δύο ή σε τέσσερις θέσεις. Για το



15 Κατασκευαστικές Τεχνολογίες 15 λόγο αυτό οι πρέσες αυτού του είδους ονομάζονται και πρέσες ενός, δύο ή τεσσάρων σημείων. Οι πρέσες κοχλία (Friction) (σχ.1.19), χρησιμοποιούνται για την κατασκευή προϊόντων συμπίεσης εν ψυχρώ ή εν θερμώ και για εργασίες τυπώματος. Μετά την απελευθέρωση της πρέσας ο κοχλίας αρχίζει να περιστρέφεται παρασυρόμενος από ένα δίσκο τριβής. Ταυτόχρονα βιδώνεται η άτρακτος αυτή στο σπείρωμα του περικοχλίου του κορμού της πρέσας και κινεί την ωστική κεφαλή μαζί με το άνω μέρος του εργαλείου προς τα κάτω. Η μήτρα στο άνω μέρος του εργαλείου συναντά με ορμή και Σχήμα 1. 19: Πρέσα κοχλία. μεγάλη ταχύτητα το υλικό και διαμορφώνει έτσι το τεμάχιο μέσα στο κλειστό πλέον καλούπι. Με ένα δεύτερο δίσκο τριβής αρχίζει η αντίστροφη κίνηση της ωστικής κεφαλής. Αυτό το είδος της κίνησης ο- νομάζεται Friction, που στα λατινικά σημαίνει το προερχόμενο από τριβή. Οι δυνάμεις για την παραμόρφωση του υλικού προέρχονται από την κινητική ενέργεια της ατράκτου και του σφονδύλου. Σχήμα 1. 0: Υδραυλική πρέσα ΥΔΡΑΥΛΙΚΕΣ ΠΡΕΣΕΣ Οι πρέσες αυτές παίρνουν την δύναμή τους από το συμπιεσμένο λάδι ή τον συμπιεσμένο αέρα που τους παρέχεται. Για το λόγο αυτό χαρακτηρίζονται πρέσες με εξάρτηση από τη δύναμη. Το μέγεθος του παραγόμενου έργου της πρέσας εξαρτάται από την ισχύ της αντλίας και από τη διατιθέμενη επιφάνεια του εμβόλου. Στις υδραυλικές πρέσες (σχ.1.0) το έμβολο είναι συνδεδεμένο απ ευθείας με τον φορέα


16 Κατασκευαστικές Τεχνολογίες 16 των εργαλείων και την ωστική κεφαλή, μέσω ενός στιβαρού βάκτρου. Με την ενεργοποίηση της πρέσας, μια υδραυλική αντλία πιέζει το λάδι το οποίο μέσω μιας βαλβίδας ελέγχου περνά στο χώρο του κυλίνδρου επάνω από το έμβολο. Έτσι ενεργώντας το λάδι στην επιφάνεια του εμβόλου, δίνει την δύναμη που απαιτούμε. Η κίνηση της πρέσας μπορεί να είναι οριζόντια ή κατακόρυφη. Ταυτόχρονα τόσο η δύναμη όσο και η ταχύτητα του εμβόλου μπορούν να ρυθμιστούν με ακρίβεια στις ανάγκες της κάθε κατεργασίας. Η διαδρομή της ωστικής κεφαλής στις πρέσες αυτού του τύπου μπορεί να περιορισθεί σε οποιαδήποτε θέση της συνολικής διαδρομής μέσω των βαλβίδων ε- λέγχου. Οι υδραυλικές πρέσες ασκούν δυνάμεις έως 0000ΚΝ και χρησιμοποιούνται ως πρέσες σφυρηλασίας, λεπτής κοπής και κυρίως ως πρέσες κοίλανσης λόγω της σταθερής δύναμης που ασκούν σε όλο το μήκος του εμβολισμού ΛΕΙΤΟΥΡΓΙΑ ΠΡΕΣΩΝ Οι πρέσες ανάλογα με τον τρόπο λειτουργίας τους χαρακτηρίζονται σαν : πρέσες απλής ενέργειας. πρέσες διπλής ενεργείας. σύνθετης ενέργειας. Οι διαφορές στον τρόπο λειτουργίας αυτών των πρεσών είναι ο αριθμός των κινήσεων που μπορούν να πραγματοποιήσουν ταυτόχρονα ή διαδοχικά. Η δυνατότητα αυτή των πρεσών είναι πολύ σημαντική γιατί πολλές φορές κατά τις μηχανικές διαμορφώσεις πρέπει να εκτελεστούν διαφορετικές αλλά εναρμονισμένες μεταξύ τους κινήσεις της πρέσας. Πρέσες απλής ενέργειας είναι οι πρέσες που διαθέτουν μια ωστική κεφαλή πάνω στην οποία είναι στερεωμένο το έμβολο ή το πάνω μέρος του εργαλείου διαμόρφωσης. Η πρέσες αυτές μπορούν να εκτελέσουν μόνο μία παλινδρομική κίνηση ( σχ. 1.1) και για το λόγο αυτό χρησιμοποιούνται συνήθως για την κατασκευή αντικειμένων απλού σχήματος. Σχήμα 1. 1: Λειτουργία πρέσας απλής ενέργειας. Πρέσες διπλής ενέργειας ονομάζονται οι πρέσες που μπορούν να εκτελέσουν δύο κινήσεις ανεξάρτητες μεταξύ τους (σχ. 1.). Διαθέτουν δύο ωστικές κεφαλές μια εσωτερική και μια εξωτερική. Αν για παράδειγ-

.")

17 Κατασκευαστικές Τεχνολογίες 17 μα χρησιμοποιηθεί μια τέτοια πρέσα για κοίλανση τότε η ε- ξωτερική ωστική κεφαλή φέρει τον συγκρατητή, ενώ η εσωτερική που ονομάζεται και κύρια ωστική κεφαλή, φέρει το έμβολο της κοίλανσης. Ωστόσο η δεύτερη ωστική κεφαλή μπορεί να βρίσκεται και στο κάτω μέρος της πρέσας ( στο τραπέζι της πρέσας ). Η κίνηση αυτής της ωστικής κεφαλής μας χρησιμεύει για άλλου είδους κατεργασίες π.χ. την διάτρηση τεμαχίων που έχουν υποστεί κοίλανση από την κίνηση της κύριας ωστικής κεφαλής της πρέσας. Με αυτόν τον τρόπο λειτουργίας εξοικονομούμε χρόνο, προσωπικό και Σχήμα 1. : Πρέσα διπλής ενέργειας. αριθμό πρεσών. Η κίνηση της ωστικής κεφαλής που βρίσκεται στο τραπέζι της πρέσας, επιτυγχάνεται είτε με συμπιεσμένο αέρα, είτε με υδραυλικούς κυλίνδρους και μεταφέρεται με πίρους στο εργαλείο μέσω κάποιων διαμπερών οπών του τραπεζιού της πρέσας. Οι πρέσες πολλαπλής ενέργειας μπορούν να εκτελέσουν διαφορετικές κινήσεις των ωστικών κεφαλών ταυτόχρονα ή διαδοχικά ( σχ. 1.3). Για το σκοπό αυτό χρειάζονται όμοια ή διαφορετικά συστήματα κίνησης Σχήμα 1. 3: Λειτουργία πρέσας πολλαπλής ενέργειας. των ωστικών κεφαλών. Για παράδειγμα σε μια πολλαπλής ενέργειας πρέσα η εσωτερική κεφαλή μπορεί να κινείται με την βοήθεια εκκέντρου, η εξωτερική ωστική κεφαλή να παίρνει κίνηση από έναν στρόφαλο και η κεφαλή του τραπεζιού να κινείται υδραυλικά. Οι διάφορες κινήσεις της πρέσας μπορούν να ελεγχθούν με μηχανικό τρόπο μέσω ανταλλάξιμων έκκεντρων δίσκων ελέγχου ή ηλεκτρονικά μέσω αισθητηρίων διαδρομής και αξιολόγησης της θέσης. Σε μια πρέσα με ηλεκτρονικό σύστημα ελέγχου, η διαδρομή, η ταχύτητα και η δύναμη του εμβολισμού μπορούν, να


18 Κατασκευαστικές Τεχνολογίες 18 ρυθμιστούν με απόλυτη ακρίβεια, να απομνημονευθούν από το μηχάνημα και να αναπαραχθούν. Μια άλλη κατηγορία πρεσών είναι οι πρέσες βαθμίδων οι οποίες συνήθως διαθέτουν μια πλατιά ωστική κεφαλή. Η διαφορά αυτών των πρεσών με τις προηγούμενες είναι ότι διαθέτουν ένα σύστημα με αρπάγες, προσαρμοσμένο στη μορφή του αντικειμένου που κατεργαζόμαστε. Τα εργαλεία των επιμέρους βαθμίδων κατεργασίας διατάσσονται το ένα δίπλα στο άλλο και το προς κατεργασία τεμάχιο μεταφέρεται από τη διάταξη μεταφοράς (αρπάγες ), από εργαλείο σε εργαλείο ( σχ.1.4). Η ωστική κεφαλή της πρέσας φέρει τη διάταξη των εργαλείων και σε κάθε της εμβολισμό παράγεται και μια ενδιάμεση μορφή του αντικειμένου. Η μεταφορά του τεμαχίου γίνεται κατά την άνοδο της ωστικής κεφαλής Σχήμα 1. 4: Βαθμωτή πρέσα. πράγμα που εξοικονομεί χρόνο στην όλη κατεργασία. Η διάταξη μεταφοράς του αντικειμένου είναι συζευγμένη, μέσω συστημάτων κινήσεως με την πρέσα. Έτσι τα αντικείμενα κινούνται οριζόντια από τη μια βαθμίδα κατεργασίας στην άλλη όταν ανέρχεται η ωστική κεφαλή. Για την κατασκευή τέτοιων συστημάτων μεταφοράς χρησιμοποιούνται έτοιμα εξαρτήματα. Αυτά είναι προσαρμοσμένα με ακρίβεια στο εκάστοτε προϊόν. Με αυτόν εξοικονομείται χρόνος κατά την προετοιμασία της πρέσας και των εργαλείων μιας κατεργασίας ΒΟΗΘΗΤΙΚΕΣ ΣΥΣΚΕΥΕΣ ΣΕ ΠΡΕΣΕΣ Για την βελτίωση της παραγωγής και την αποφυγή ατυχημάτων, τοποθετούνται στις πρέσες διάφορες βοηθητικές συσκευές. Οι συσκευές αυτές μπορεί να είναι μηχανισμοί προώθησης του υλικού, μηχανισμοί ευθυγράμμισης του τεμαχίου, μηχανισμοί απομάκρυνσης των αποκομμάτων, συσκευές επιτήρησης των εργαλείων, συσκευές ασφαλείας κ.λ.π.
, από εργαλείο σε εργαλείο ( σχ.1.4).")

, ή με λαβίδες μεταφοράς που διαθέτει η προωθητική συσκευή (σχ.1.6).")
19 Κατασκευαστικές Τεχνολογίες 19 Σχήμα 1. 5: Προωθητική συσκευή με κυλίνδρους. Σχήμα 1. 6: Συσκευή προώθησης με λαβίδες. Μηχανισμοί μεταφοράς και ευθυγράμμισης κατεργαζομένου υλικού. Η αυτόματη προώθηση του υλικού στην πρέσα επιτυγχάνεται με τη χρήση των συσκευών προώθησης. Η συσκευές αυτές μόλις αρχίσει η άνοδος της ωστικής κεφαλής, προωθούν το υλικό κατά ένα ορισμένο βήμα το οποίο είναι προκαθορισμένο και έχει ρυθμιστεί με ακρίβεια. Η προώθηση γίνεται με κυλίνδρους μεταφοράς (σχ.1.5), ή με λαβίδες μεταφοράς που διαθέτει η προωθητική συσκευή (σχ.1.6). Η κίνηση των συσκευών προώθησης δίνεται από την πρέσα μέσω ενός άξονα ή από αυτόνομο σύστημα κίνησης που διαθέτει η συσκευή. Αν στο εργαλείο της κατεργασίας έχουν τοποθετηθεί πίροι πιλότοι, τότε θα πρέπει να α- πελευθερώσουν την ταινία κατά τη στιγμή της προώθησης, ώστε αυτή να πάρει τη σωστή θέση μέσα στο εργαλείο από τους πίρους πιλότους χωρίς τον κίνδυνο ζημιών. Για την επιτήρηση του εντοπισμού του υλικού μπορούν να τοποθετηθούν φωτοκύτταρα. Σε περίπτωση που την διαδικασία της προώθησης την επιτηρούμε με ηλεκτρονικά συστήματα ελέγχου, τότε θα πρέπει να προγραμματιστούν χωριστά οι συσκευές προώθησης. Οι μηχανισμοί ευθυγράμμισης του τεμαχίου βρίσκονται προς την πλευρά εισόδου της πρέσας και ευθυγραμμίζουν το τεμάχιο καθώς αυτό έρχεται από το σύστημα προώθησης. Μηχανισμοί ασφαλείας και επιτήρησης. Για την επιτήρηση του εργαλείου και της μηχανής πρέπει να συγκεντρωθούν στοιχεία από την επιχείρηση ώστε αυτά να αξιολογηθούν. Τα στοιχεία αυτά συλλέγονται με τις συσκευές συγκέντρωσης στοιχείων που βρίσκονται στις πρέσες είτε κεντρικά, είτε αποκεντρωμένα. Η παραγωγή ελέγχεται σύμφωνα με κριτήρια καθορισμένα εκ των προτέρων. Η
, ή με λαβίδες μεταφοράς που διαθέτει η προωθητική συσκευή (σχ.1.6).")


20 Κατασκευαστικές Τεχνολογίες 0 επιτήρηση γίνεται με τη βοήθεια αισθητηρίων π.χ. φωτοκύτταρων, οπτικών μετρητών, μηχανικών επαφών, δυναμόμετρων και διατάξεων απαρίθμησης. Όλα αυτά τα εξαρτήματα μπορούν να τοποθετηθούν σε ένα εργαλείο διαμόρφωσης και να μας δώσουν τις πληροφορίες που επιθυμούμε. Για την αποφυγή ατυχημάτων κατά τη λειτουργία των πρεσών τοποθετούνται σε αυτές διάφορες συσκευές ασφαλείας. Ο ρόλος των συσκευών αυτών είναι να μην επιτρέπουν στην πρέσα να λειτουργεί αν δεν ικανοποιούνται κάποιες προϋποθέσεις π.χ. η ταυτόχρονη πίεση από τον χειριστή δυο διακοπτών, η κάθοδος του κλωβού ασφαλείας, η άδεια από το φωτοκύτταρο κ.α. Κλωβοί προστασίας ή πλέγματα ασφαλείας ή απωθητήρες χεριών είναι κατασκευασμένα από πλαστικό γυαλί ( ακρυλική ύαλο ) και τοποθετούνται με τέτοιο τρόπο πάνω στις πρέσες ώστε η κάθοδος της ωστικής κεφαλής να είναι δυνατή, μόνο αν έχει τοποθετηθεί η προστατευτική διάταξη μπροστά από το εργαλείο (σχ. 1.7). Η λειτουργία με δυο χέρια χρησιμοποιείται συχνά στις μικρές και μεσαίου μεγέθους πρέσες. Όταν τελειώσουν οι προκαταρκτικές εργασίες π.χ. η τοποθέτηση του τεμαχίου, η προώθηση της ταινίας Σχήμα 1. 7: Προστατευτικό διάφραγμα. κ.λ.π., για την κάθοδο της ωστικής κεφαλής πρέπει ο χειριστής να πιέσει ταυτόχρονα δύο μπουτόν (λογική and ), ή να κινήσει δύο μοχλούς. Έτσι εξασφαλίζεται ότι τα χέρια του χειριστή είναι απομακρυσμένα από τα επικίνδυνα σημεία του μηχανήματος. Τα φωτοκύτταρα μπορούν να καλύψουν τις επικίνδυνες περιοχές της πρέσας, αντί ενός πλέγματος προστασίας. Το σύστημα αποτελείται από μια πηγή ακτινών και από ένα ανακλαστήρα τοποθετημένο απέναντι από Σχήμα 1. 8: Φωτοκύτταρο. την πηγή( σχ 1.8). Οι ακτίνες που εκπέμπονται από την πηγή ανακλώνται στον ανακλαστήρα και επιστρέφουν στην πηγή. Αν για κάποιο λόγο διακοπεί η φωτεινή δέσμη π.χ. από το χέρι κάποιου χειριστή, τότε το κατερχόμενο έμβολο σταματά με τη βοήθεια μιας ηλεκτρονικής διάταξης.

21 Κατασκευαστικές Τεχνολογίες 1 Αυτές οι συσκευές χρησιμοποιούνται συνήθως σε πρέσες που εργάζονται με διαρκή λειτουργία και τις περισσότερες φορές χωρίς συνεχή επιτήρηση.


22 Κατασκευαστικές Τεχνολογίες. ΔΙΑΜΟΡΦΩΣΕΙΣ ΕΝ ΨΥΧΡΩ Με τον όρο διαμορφώσεις εν ψυχρώ εννοούμε τις διαμορφώσεις ελασμάτων οι οποίες γίνονται σε θερμοκρασία περιβάλλοντος. Πιο συγκεκριμένα οι εν ψυχρώ διαμορφώσεις πραγματοποιούνται σε θερμοκρασίες που φτάνουν μέχρι το 30% της θερμοκρασίας τήξης του υλικού. Μερικές κατεργασίες από αυτές που ακολουθούν μπορούν να γίνουν και εν θερμώ, απλά στη συγκεκριμένη εργασία κρίθηκε σκόπιμο οι κατεργασίες διαμόρφωσης να καταταγούν στην κατηγορία που τις συναντάμε συνήθως. Τις διαμορφώσεις εν ψυχρώ τις εκτελούμε τις περισσότερες φορές με τη βοήθεια μηχανημάτων, αφού για να διαμορφωθεί ένα έλασμα πρέπει να ασκηθεί μεγάλη δύναμη. Μόνο μικρού πάχους ελάσματα είναι δυνατόν να διαμορφωθούν εν ψυχρώ με χειροκίνητα εργαλεία.


23 Κατασκευαστικές Τεχνολογίες 3.1 ΤΕΜΑΧΙΣΜΟΣ ( ΚΟΠΗ ) Ο τεμαχισμός κατά DIN 8588 είναι μια μέθοδος διαχωρισμού χωρίς απόβλητα. Είναι δηλαδή η κατεργασία κατά την οποία ένα τμήμα ε- νός υλικού αποχωρίζεται από το υπόλοιπο, κάτω από την επίδραση μιας εξωτερικής δύναμης. Η δύναμη αυτή ασκείται πάνω στο υλικό μέσω ενός κοπτικού εργαλείου το οποίο είναι δεμένο συνήθως σε μια μηχανική πρέσα ή σπανιότερα σε υδραυλική πρέσα και μέσω αυτής κινείται και πιέζει το έλασμα. Δύο είναι οι μέθοδοι τεμαχισμού ο ψαλιδισμός και η κοπή με σφηνοειδή εργαλεία..1.1 ΨΑΛΙΔΙΣΜΟΣ Ο ψαλιδισμός είναι ο τεμαχισμός ελασμάτων από δυο κοπτικές ακμές, οι ο- ποίες διέρχονται η μία παραπλεύρως της άλλης. Σχήμα. 1: Ψαλιδισμός. Υπάρχουν πολλές μέθοδοι ψαλιδισμού οι οποίες κατατάσσονται παρακάτω ανάλογα με τη θέση της γραμμής τομής. Η εκτομή : είναι η τομή κατά μήκος μιας κλειστής γραμμής τομής, για την κατασκευή της εξωτερικής μορφής ενός αντικειμένου. Η μέθοδος αυτή εφαρμόζεται σε αντικείμενα στα οποία μας ενδιαφέρει η ακριβής εξωτερική μορφή. Σχήμα. : Εκτομή.



24 Κατασκευαστικές Τεχνολογίες 4 Η απότμηση: είναι η τομή κατά μήκος μιας ανοικτής γραμμής τομής. Η απότμηση μπορεί να γίνει με ή χωρίς αποκόμματα και εφαρμόζεται σε περιπτώσεις απλών αντικειμένων. Η εξωτερική μορφή κόβεται μόνο κατά ένα μέρος. Σχήμα. 3: Απότμηση. Το τρύπημα : είναι η τομή του υλικού κατά μήκος μιας κλειστής γραμμής για την κατασκευή κάθε είδους εσωτερικής μορφής. Εφαρμόζεται για την κατασκευή αντικειμένων με ακριβή εσωτερική μορφή. Σχήμα. 4: Τρύπημα. Η κοπή εσοχής : είναι η εκτομή τμημάτων επιφάνειας συνεχόμενων της εξωτερικής ή εσωτερικής μορφής κατά μήκος μιας ανοιχτής γραμμής τομής. Χρησιμοποιείται σε αντικείμενα τα οποία παράγονται σε περισσότερες από μία φάσεις κατεργασίας. Σχήμα. 5: Κοπή εσοχής.

. Σχήμα. 6: Εντομή.")

25 Κατασκευαστικές Τεχνολογίες 5 Η εντομή : είναι η μερική τομή κατά μήκος μιας ανοιχτής γραμμής στο άκρο ή μέσα στο αντικείμενο. Εφαρμόζεται σε περιπτώσεις που θα επακολουθήσουν για την κατασκευή του αντικειμένου και άλλες κατεργασίες ( π.χ. κάμψη, κοίλανση κ.λ.π.). Σχήμα. 6: Εντομή. Η περίτμηση : είναι η κοπή των προεκταμάτων στα άκρα ή των προσαυξήσεων λόγω κατεργασίας. Γίνεται κατά μήκος κλειστής ή ανοιχτής γραμμής τομής και εφαρμόζεται για αντικείμενα στα οποία απαιτούνται ακριβείς διαστάσεις και μορφή. Σχήμα. 7: Περίτμηση. Η αφαίρεση προεκταμάτων : σε χυτά ή χυτοπρεσαριστά ή σφυρήλατα αντικείμενα στα οποία υπάρχουν προεκτάματα λόγω προηγούμενης κατεργασίας. Σχήμα. 8: Αφαίρεση προεκταμάτων.



26 Κατασκευαστικές Τεχνολογίες 6 Η απόξεση λείανση : είναι η απομάκρυνση λεπτών περιθωρίων κατά μήκος κλειστών ή ανοικτών γραμμών τομής σε τεμάχια με δεύτερη απότμηση. Εφαρμόζεται σε αντικείμενα στα οποία απαιτείται μια λεία κάθετη επιφάνεια τομής. Σχήμα. 9: Απόξεση λείανση. Η κοπή διαχωρισμού : είναι η τομή κατά μήκος μιας κλειστής ή ανοιχτής γραμμής τομής, όπου από την αρχική μορφή μπορούν να κατασκευαστούν περισσότερα του ενός τεμάχια. Σχήμα. 10: Κοπή διαχωρισμού. Η κοπή με ζουμποψάλιδο : είναι ο διαχωρισμός κατά τεμάχια του υλικού κατά μήκος μιας ανοιχτής γραμμής τομής οποιουδήποτε σχήματος. Εφαρμόζεται σε αντικείμενα που έχουν περίμετρο τυχαίας μορφής. Σχήμα. 11: Κοπή με ζουμποψάλιδο.

27 Κατασκευαστικές Τεχνολογίες 7 Η λεπτή τομή : είναι η τομή ενός υλικού για την κατασκευή εσωτερικών μορφών, οι οποίες είναι κάθετες προς την επιφάνεια του αντικειμένου και παρουσιάζουν μια ελάχιστη τραχύτητα επιφάνειας. Εφαρμόζεται σε παχιά αντικείμενα που χρειάζονται ακριβή, ορθογώνια και λεία επιφάνεια τομής. Σχήμα. 1: Λεπτή τομή. Ο ψαλιδισμός είναι μια κατεργασία με την οποία εξοικονομούμε μεγάλη ποσότητα υλικού αφού δεν παράγεται απόβλητο ( γρέζι ), έχει πολύ υψηλό ρυθμό παραγωγής και τα εργαλεία με τα οποία εκτελείται, λόγω των ανθεκτικών υλικών από τα οποία κατασκευάζονται, επιτρέπουν την παραγωγή πάρα πολλών τεμαχίων ( της τάξης των χιλιάδων ). Το σημαντικότερο μειονέκτημα του τεμαχισμού είναι η χρονοβόρα κατασκευή των εργαλείων και το κόστος τους, που όμως αντισταθμίζεται από την παραγωγή μεγάλου αριθμού προϊόντων. Τα πάχη των ελασμάτων που μπορούμε να κατεργαστούμε αρχίζουν από τις πιο λεπτές ταινίες ( μερικών εκατοστών του χιλιοστού ) μέχρι τις λαμαρίνες από χάλυβα των 8 και ακόμη των 0 mm..1. ΔΙΑΔΙΚΑΣΙΑ ΨΑΛΙΔΙΣΜΟΥ Η διαδικασία της κοπής του ελάσματος μπορεί να χωριστεί σε διαδοχικές φάσεις κατά τις οποίες η συμπεριφορά του υλικού μεταβάλλεται ανάλογα με την θέση του εμβόλου. Οι φάσεις αυτές περιγράφονται παρακάτω. Είναι απαραίτητο να διαθέτουμε μια πρέσα και ένα εργαλείο κοπής το οποίο αποτελείται από ένα κινητό μέρος το έμβολο και ένα ακίνητο τη μήτρα, πάνω στην οποία είναι τοποθετημένο το υλικό. Η διαδικασία αρχίζει όταν το έμβολο κινούμενο από την πρέσα κατέρχεται και αρχίζει να συμπιέζει το υλικό. Η κατεργασία του τεμαχισμού εξελίσσεται σε επιμέρους στάδια τα οποία είναι :


28 Κατασκευαστικές Τεχνολογίες 8 Φάση 1 η : Ελαστική παραμόρφωση Το υλικό παραμορφώνεται ελαστικά από το κατερχόμενο έμβολο. Φάση η : Παραμένουσα παραμόρφωση Κατά την περαιτέρω διείσδυση του εμβόλου μέσα στο υλικό, διαστέλλονται οι ίνες του υλικού. Έχουμε υπέρβαση του ορίου ελαστικότητας του υλικού και έτσι εμφανίζεται μια μόνιμη παραμόρφωση. Το υλικό έλκεται από έξω προς την κοπτική ακμή του εμβόλου. Έτσι εμφανίζονται στο έλασμα στρογγυλεύματα των οποίων το μέγεθος εξαρτάται από το πάχος του ελάσματος και τη χάρη μεταξύ εμβόλου και μήτρας. Φάση 3 η : Διάτμηση Με τη συνεχιζόμενη διείσδυση του εμβόλου, γίνεται υπέρβαση του ορίου διάτμησης του υλικού, το οποίο υποβάλλεται σε διάτμηση μεταξύ των κοπτικών ακμών του εμβόλου και της μήτρας. Εκεί σχηματίζονται και οι επιφάνειες κοπής. Στην περαιτέρω πορεία δημιουργούνται ρωγμές στο υλικό στα σημεία που αυτό έρχεται σε επαφή με τις ακμές του εμβόλου και της μήτρας, οι οποίες τείνουν να συνενωθούν. Φάση 4 η : Θραύση Η αντοχή της υπόλοιπης διατομής έχει εξασθενίσει τώρα τόσο πολύ, ώστε να συνεχίζεται η ανάπτυξη των ρωγμών, μέχρι την τελική συνένωσή τους οπότε έχουμε την θραύση του υλικού. Η επιφάνεια θραύσης δεν εκτείνεται τώρα κάθετα, αλλά πλάγια προς την επιφάνεια του αντικειμένου. Φάση 5 η : Λείανση των επιφανειών κοπής Μετά το διαχωρισμό του υλικού, το έμβολο υποχωρεί (προς τα πάνω). Κατά την κίνηση αυτή το έμβολο πιέζεται από τις δυνάμεις επαναφοράς του υλικού (F e ). Με αυτόν τον τρόπο προκαλείται μια προσθετή λείανση της επιφάνειας κοπής. Το υλικό που περισφίγγει το έμβολο απομακρύνεται με τη βοήθεια ενός εξολκέα, όταν ανέρχεται το έμβολο. Σχήμα. 13: Φάσεις κοπής.
 της διαμέτρου των οπών και την αύξηση της διαμέτρου των απόκοπτομένων τεμαχίων, σε σχέση με αυτές του εμβόλου και της μήτρας..1.")
29 Κατασκευαστικές Τεχνολογίες 9 Φάση 6 η : Επανάταξη Μετά την επιστροφή του εμβόλου σημειώνεται μια ελαστική επαναφορά του υλικού. Αυτή η επαναφορά έχει ως αποτέλεσμα την ελάττωση ( πολύ μικρή ) της διαμέτρου των οπών και την αύξηση της διαμέτρου των απόκοπτομένων τεμαχίων, σε σχέση με αυτές του εμβόλου και της μήτρας..1.3 ΕΡΓΑΛΕΙΑ ΚΟΠΗΣ Τα εργαλεία κοπής ( έμβολα και μήτρες ) κατασκευάζονται από υλικά μεγάλης σκληρότητας περίπου 60 HRC ( βλ. παράρτημα σελ.18 ). Ένα κοπτικό εργαλείο στην απλή του μορφή αποτελείται από δύο κύρια μέρη το άνω και το κάτω. Στο άνω μέρος τοποθετούνται η πλάκα των εμβόλων, ο πίρος πρόσδεσης, και η πλάκα κεφαλής, ενώ το κάτω μέρος αποτελείται από την πλάκα βάσης, την κοπτική πλάκα και την πλάκα οδηγό. Ένα τέτοιο εργαλείο φαίνεται στο σχήμα.14, το οποίο εκτός από όλα τα παραπάνω διαθέτει και δύο έμβολα τρυπήματος. Τα εργαλεία ανάλογα με την πορεία της κατεργασίας διακρίνονται: Απλής μεθόδου ( απλά εργαλεία ). Πολλαπλής μεθόδου (πολλαπλά εργαλεία ). Σύνθετα εργαλεία. Σχήμα. 14: Κύρια μέρη εργαλείου κοπής με πλάκα οδηγό. 1 : Πλάκα βάσης. : Κοπτική πλάκα. 3 : Ενδιάμεσο έλασμα. 4 : Πλάκα οδηγός. 5 : Έμβολο εκτομής. 6 : Έμβολο τρυπήματος. 7 : Πίρος πιλότος. 8 : Πλάκα εμβόλων. 9 : Πλάκα πιέσεως. 10: Πλάκα κεφαλής. 11: Πίρος πρόσδεσης εργαλείου.
 μπορούμε να εκτελέσουμε μόνο μια κατεργασία (π.χ. απότμηση ή περίτμηση κ.λ.π.). Δηλαδή αν το τεμάχιο για να πάρει το επιθυμητό σχήμα απαιτεί περισσότερες από μια κατεργασίες, τότε θα χρειαστούμε")
30 Κατασκευαστικές Τεχνολογίες ΕΡΓΑΛΕΙΑ ΑΠΛΗΣ ΜΕΘΟΔΟΥ Σχήμα. 15: Κοπτικό εργαλείο απλής μεθόδου (εκτομής), χωρίς οδήγηση. Με τα εργαλεία απλής μεθόδου (σχ..15) μπορούμε να εκτελέσουμε μόνο μια κατεργασία (π.χ. απότμηση ή περίτμηση κ.λ.π.). Δηλαδή αν το τεμάχιο για να πάρει το επιθυμητό σχήμα απαιτεί περισσότερες από μια κατεργασίες, τότε θα χρειαστούμε τόσα διαφορετικά εργαλεία απλής μεθόδου όσες και οι κατεργασίες στις οποίες θα υποβληθεί. Συνήθως τα εργαλεία αυτά δεν έχουν στήλες οδήγησης ή πλάκα οδηγό. Δηλαδή το έμβολο κατά την κάθοδό του δεν οδηγείται από το ίδιο το εργαλείο, αλλά από τον κριό της πρέσας. Για το λόγο αυτό ο κριός πρέπει να κινείται στους πρισματοειδείς οδηγούς, στην κεφαλή της πρέσας με μεγάλη ακρίβεια (συναρμογή ολίσθησης, όπου η ελάχιστη χάρη της συναρμογής Χ ελ. = 0μ). Αυτό είναι απαραίτητη προϋπόθεση γιατί διαφορετικά υπάρχει κίνδυνος άμεσης καταστροφής της κοπτικής ικανότητας του εμβόλου και της κοπτικής πλάκας, από παράκεντρη κίνηση του εμβόλου σε σχέση με την κοπτική πλάκα. Αποτελούνται από το έμβολο ( ζουμπάς ), τη μήτρα ( κοπτική πλάκα) και από έναν ή δυο εξολκείς ανάλογα με το αν έχουν ή όχι οδήγηση. Σε μερικές περιπτώσεις υπάρχει και αναστολέας ο οποίος είναι υπεύθυνος ώστε να διατηρείται ένα ορισμένο πλάτος στη λωρίδα του υλικού μεταξύ δύο διαδοχικών τομών ( στέλεχος ). Στις περιπτώσεις εργαλείων με μικρό μέγεθος το έμβολο κατασκευάζεται ολόσωμο, με το στέλεχος συγκράτησής του στον κριό της πρέσας. Όταν πρόκειται για εργαλεία μεγάλου μεγέθους το έμβολο κατασκευάζεται ξεχωριστά και είτε βιδώνεται απ ευθείας στο στέλεχος συγκράτησης του, είτε βιδώνεται σε ενδιάμεση μεταλλική πλάκα, η οποία με τη σειρά της βιδώνεται στο στέλεχος συγκράτησης του κοπτικού εμβόλου. Για την τοποθέτηση του εργαλείου στο τραπέζι της πρέσας προβλέπεται στα εργαλεία η ύπαρξη μιας πλάκας βάσης ( ή πλάκα συγκράτησης). Για το σκοπό αυτό η κοπτική πλάκα κατασκευάζεται έχοντας εξωτερικά κάποια κωνικότητα ώστε να μπορεί να τοποθετηθεί μέσα στη πλάκα βάσης. Μεταξύ των δύο αυτών πλακών παρεμβάλλεται ένας δακ-

31 Κατασκευαστικές Τεχνολογίες 31 τύλιος, με εσωτερική κωνικότητα αντίστοιχη της εξωτερικής κωνικότητας της κοπτικής πλάκας. Ο δακτύλιος αυτός συσφίγγεται με τέσσερις ή έξι κοχλίες Allen στην πλάκα βάσης και έτσι συγκρατεί σε σταθερή θέση την κοπτική πλάκα. Σε εργαλεία που δεν έχουν οδηγό χρησιμοποιείται ένας εξολκέας που σαν σκοπό έχει την απομάκρυνση του υλικού από το έμβολο τη στιγμή που το έμβολο α- νέρχεται. Στις περιπτώσεις που το εργαλείο έχει οδήγηση ( αυτό γίνεται μόνο αν με το εργαλείο αυτό πρόκειται να παραχθεί μεγάλος α- ριθμός τεμαχίων ), τότε είναι πιθανό να υπάρχουν δυο εξολκείς όπου ο ένας απομακρύνει το υλικό από το έμβολο και έχει την πρόσθετη αποστολή του οδηγού του εμβόλου, ενώ ο άλλος απομακρύνει το κατεργασμένο τεμάχιο από το εργαλείο (σχ..16). Με τα εργαλεία απλής μεθόδου κατασκευάζονται αντικείμενα με τελική ή με μια ενδιάμεση μορφή. Χρησιμοποιούνται κυρίως για την κατασκευή μικρού αριθμού, απλών σχημάτων και μεγάλου μεγέθους αντικειμένων. Το σημαντικό τους πλεονέκτημα έναντι των άλλων εργαλείων ψαλιδισμού, είναι το χαμηλό τους κόστος ΠΟΛΛΑΠΛΑ ΕΡΓΑΛΕΙΑ Σχήμα. 16: Κοπτικό εργαλείο τρυπήματος, με πλάκα οδηγό. Πολλαπλά εργαλεία ονομάζουμε τα κοπτικά εργαλεία με τα οποία το έλασμα υπόκειται σε περισσότερες από μία κατεργασίες ταυτόχρονα οπότε το εργαλείο ονομάζεται ολικής κοπής, ή με διαδοχικούς εμβολισμούς οπότε το εργαλείο ονομάζεται διαδοχικής ( ή προοδευτικής ) κοπής. Τα εργαλεία αυτού του τύπου φέρουν πάντοτε οδήγηση ( συνήθως με πλάκα οδηγό ) και αυτό έχει σαν αποτέλεσμα τα έμβολα και οι κοπτική πλάκα να διατηρούν για μεγάλο χρονικό διάστημα την κοπτική τους ικανότητα. Εργαλεία προοδευτικής κοπής. Στο σχήμα.17 φαίνεται ένα εργαλείο διαδοχικής κοπής στο οποίο το έλασμα στην πρώτη φάση της κατεργασίας πρέπει να τρυπηθεί από τα έμβολα τρυπήματος και στη συνέχεια το τρυπημένο τεμάχιο να αποκοπεί από την ελασματοταινία. Για το σκοπό αυτό το εργαλείο είναι εφοδιασμένο με δυο έμβολα τρυπήματος και ένα έμβολο εκτομής. Τα έμβολα αυ-
. Μεταξύ των δυο αυτών πλακών παρεμβάλλεται προσθήκη με λεπτό πάχος από σκληρυμένο χάλυβα και οι δυο πλάκες ευθυγραμμίζονται και βιδώνονται μεταξύ τους με κοχλίες Allen.")
32 Κατασκευαστικές Τεχνολογίες 3 τά είναι στερεωμένα πάνω σε μια πλάκα ( πλάκα εμβόλων ) ενώ τα στελέχη των κοπτικών εμβόλων στερεώνονται κατάλληλα σε μια δεύτερη πλάκα που έχει τις ίδιες διαστάσεις με την πρώτη ( πλάκα κεφαλής ). Μεταξύ των δυο αυτών πλακών παρεμβάλλεται προσθήκη με λεπτό πάχος από σκληρυμένο χάλυβα και οι δυο πλάκες ευθυγραμμίζονται και βιδώνονται μεταξύ τους με κοχλίες Allen. Το εργαλείο διαθέτει μια πλάκα οδηγό των εμβόλων η οποία είναι ενωμένη με κοχλίες και πίρους σταθεροποίησης μαζί με την κοπτική πλάκα τα ενδιάμεσα ελάσματα και την πλάκα βάσης. Μ αυτό τον τρόπο τα έμβολα δεν μπορούν να αποκλίνουν και να καταστρέψουν την κοπτική πλάκα. Οι προσθήκες μεταξύ της κοπτικής πλάκας και της πλάκας οδηγού χρησιμεύουν ως οδηγοί για τη λωρίδα του ελάσματος και πρέπει να έχουν ύψος 5 ως 8 mm για να οδηγούν τα έμβολα πολύ κοντά στην πλάκα κοπής. Σε όλα τα εργαλεία διαδοχικής κοπής πρέπει η ελασματοταινία ύστερα από κάθε Σχήμα. 17: Πολλαπλό εργαλείο με πλάκα οδηγό. κάθοδο της ωστικής κεφαλής να προωθηθεί με μεγάλη ακρίβεια κατά το βήμα προώσεως. Αυτό επιτυγχάνεται με τη χρήση καταλλήλων συσκευών προώσεως για τις οποίες έχουμε αναφερθεί σε προηγούμενο κεφάλαιο. Τα προοδευτικά εργαλεία κοπής χρησιμοποιούνται για την παραγωγή μεγάλου αριθμού αντικειμένων μικρού και σύνθετου σχήματος. Εργαλεία ολικής κοπής. Ένα εργαλείο ολικής κοπής φαίνεται στο σχήμα.18 στο οποίο το υλικό πρέπει να πάρει την μορφή του ίδιου αντικειμένου όπως προηγουμένως. Πρέπει δηλαδή το τεμάχιο να τρυπηθεί και να αποκοπεί από το υπόλοιπο υλικό. Σ αυτή την περίπτωση όμως η κατεργασία θα πρέπει να εκτελεστεί με μια μόνο κάθοδο της ωστικής κεφαλής της πρέσας.

33 Κατασκευαστικές Τεχνολογίες 33 Τα εργαλεία ολικής κοπής παρουσιάζουν αρκετές ιδιαιτερότητες σε σχέση με τα εργαλεία διαδοχικής κοπής. Παρατηρώντας το σχήμα βλέπουμε ότι το έμβολο βρίσκεται στερεωμένο στο κάτω μέρος του εργαλείου ενώ η πλάκα κοπής και το έμβολο τρυπήματος είναι στερεωμένα στο πάνω μέρος του εργαλείου ( κινητό μέρος ). Υπάρχουν δυο στήλες οδήγησης ώστε να επιτυγχάνεται η ακριβής κίνηση του άνω μέρους του εργαλείου οι οποίες είναι κατασκευασμένες από χάλυβα και υποβάλλονται σε θερμική κατεργασία σκλήρυνσης, σε κατεργασία λείανσης και κατεργασία στίλβωσης. Ένας εξολκέας αναλαμβάνει να εξωθήσει το αντικείμενο και να οδηγήσει τα έμβολα τρυπήματος. Σχήμα. 18: Εργαλείο ολικής κοπής. Η λειτουργία ενός τέτοιου εργαλείου είναι η ακόλουθη : λόγω της κίνησης της πρέσας τα έμβολα τρυπήματος και η πλάκα εκτομής κινούνται προς τα κάτω και διεισδύουν στο έλασμα. Τα έμβολα τρυπήματος συνεχίζουν να εισδύουν μέσα στα ανοίγματα της πλάκα κοπής και να απομακρύνουν τα αποκόμματα του τρυπήματος προς τα κάτω. Ταυτόχρονα η πλάκα εκτομής πιέζει τη λωρίδα του υλικού και τα ελατήρια του εξολκέα προς τα κάτω. Έτσι η λωρίδα του υλικού περιβάλει το έμβολο εκτομής. Μ αυτόν τον τρόπο το αντικείμενο πιέζεται μέσα στην πλάκα κοπής ενώ ο εξολκέας ωθείται από τα ελατήριά του προς τα πάνω. Όταν κινηθούν προς τα πάνω η πλάκα κοπής και τα έμβολα τρυπήματος τότε τα ελατήρια που βρίσκονται τοποθετημένα στο πάνω μέρος του εργαλείου πιέζουν τον εξολκέα και μέσω αυτού τη λωρίδα του υλικού να κινηθεί προς τα πάνω. Ταυτόχρονα τα ελατήρια του κάτω μέρους του εργαλείου πιέζουν τον εξολκέα και αυτός το αντικείμενο προς τα κάτω, προς το μέρος δηλαδή της λωρίδας. Στην περαιτέρω προώθηση της λωρίδας, το αντικείμενο απομακρύνεται από αυτή.

34 Κατασκευαστικές Τεχνολογίες 34 Τα έξοδα κατασκευής ενός τέτοιου εργαλείου είναι πολύ μεγάλα και για το λόγο αυτό τα εργαλεία αυτά χρησιμοποιούνται για την κατασκευή μεγάλου αριθμού εξαρτημάτων ΣΥΝΘΕΤΑ ΕΡΓΑΛΕΙΑ Σύνθετα ονομάζουμε τα εργαλεία στα οποία η κατασκευή του αντικειμένου δεν προκύπτει μόνο από διαδικασία ψαλιδισμού, αλλά από κατεργασία ψαλιδισμού και από κάποια άλλη ή άλλες κατεργασίες διαμόρφωσης με πλαστική παραμόρφωση του υλικού ( π.χ. εκτομή και κάμψη, απότμηση και κοίλανση κ.λ.π.). Διακρίνονται σε σύνθετα προοδευτικά εργαλεία και σε σύνθετα ολικά εργαλεία. Προοδευτικά εργαλεία. Με ένα σύνθετο προοδευτικό εργαλείο προκύπτει το αντικείμενο του σχήματος (σχ..19). Το αντικείμενο υπόκειται σε διάφορες κατεργασίες (κοίλανση, τρύπημα, εκτομή, κάμψη και απότμηση ). Κάθε ζουμπάς ( έμβολο ) εκτελεί ορισμένο είδος κατεργασίας. Η όλη εργασία για την κατασκευή του αντικειμένου αυτού διεξάγεται σε στάδια. Σε κάθε στάδιο εκτελείται συνήθως ένα είδος κατεργασίας. Η λωρίδα του ελάσματος που θα χρησιμοποιηθεί, εισάγεται από (τα δεξιά συνήθως ) στον οδηγό της μήτρας και αρχίζει η κατεργασία. Με Σχήμα. 19: Σύνθετο προοδευτικό εργαλείο. την ολοκλήρωση ενός κύκλου κίνησης της κεφαλής της πρέσας, ολοκληρώνεται και ένα στάδιο κατεργασίας. Κατά τη διάρκεια της επιστροφής της κεφαλής της πρέσας, η λωρίδα προωθείται με μεγάλη ακρίβεια κατά ένα στάδιο μέσα στη μήτρα ώστε με το νέο κύκλο κίνησης της πρέσας να ακολουθήσει το επόμενο στάδιο κατεργασίας. Η διαδικασία αυτή συνεχίζεται μέχρι να εκτελεστούν όλα τα στάδια κατεργασίας. Κατά το τελευταίο στάδιο το διαμορφωμένο πλέον αντικείμενο αποχωρίζεται από την

35 Κατασκευαστικές Τεχνολογίες 35 ελασματοταινία και πέφτει προς τα κάτω σε κατάλληλο δοχείο είτε απομακρύνεται με τη χρήση κατάλληλου εξολκέα. Ολικά εργαλεία. Τα σύνθετα ολικά εργαλεία διαφέρουν από τα προοδευτικά στο ότι το υλικό κόβεται και διαμορφώνεται κατά τη διάρκεια μίας κίνησης της ωστικής κεφαλής της πρέσας. Δηλαδή οι κατεργασίες εκτελούνται διαδοχικά αλλά χωρίς το έλασμα να προωθείται. Ο αριθμός των εργασιών που μπορούν να εκτελεστούν σε ένα τέτοιο εργαλείο είναι περιορισμένος. Στο Σχήμα. 0: Σύνθετο προοδευτικό εργαλείο (με στήλες οδηγήσεως). 1 : Πλαίσιο στηλών. 8 : Έμβολο αρχικής κοπής. : Οδηγός ελασματοταινίας. 9 : Έμβολο κάμψης. 3 : Πλάκα οδηγός. 10 : Έμβολο τρυπήματος. 4 : Πλάκα κοπής. 11 : Έμβολο απότμησης. 5 : Ένθετος δακτύλιος κοπής. 1 : Έμβολο τρυπήματος. 6 : Πίρος πιλότος. 13 : Πίρος εξώθησης. 7 : Πλαγιοκόπτης. 14 : Πίρος πρόσδεσης. εργαλείο που φαίνεται στο σχήμα.1, μπορούν να εκτελεστούν τέσσερις κατεργασίες. Αρχικά γίνεται η κοπή του δίσκου από τη λωρίδα του υλικού. Ακολουθεί η βαθεία κοίλανση της εξωτερικής μορφής, η αναδίπλωση της εσωτερικής μορφής και τέλος το τύπωμα των νευρώσεων για την ενίσχυση του πυθμένα του κυαθίου. Η κατεργασία με σύνθετα ολικά εργαλεία παρουσιάζει σημαντικά πλεονεκτήματα αλλά και αρκετά μειονεκτήματα. Πλεονεκτήματα: Εξοικονόμηση φάσεων κατεργασίας.

36 Κατασκευαστικές Τεχνολογίες 36 Απάλειψη της χρονοβόρας τοποθέτησης του τεμαχίου. Αποφυγή σφαλμάτων στην τοποθέτηση και προώθηση του υλικού. Μειονεκτήματα: Το μεγάλο κόστος κατασκευής του εργαλείου που επιβάλλει τη χρήση αυτού του εργαλείου για την παραγωγή μεγάλου αριθμού αντικειμένων. Είναι αναγκαίο μεγάλο μήκος εμβολισμού. Κίνδυνος ατυχημάτων λόγω της μεγάλης απόστασης μεταξύ άνω και κάτω μέρους εργαλείου. Το κόστος κατασκευής των σύνθετων εργαλείων είναι μεγάλο γιατί απαιτείται πολύ μεγάλη ακρίβεια εφαρμογής των διαφόρων κοπτικών εμβόλων και εμβόλων διαμόρφωσης, με την πλάκα οδηγό και την κοπτική πλάκα.

37 Κατασκευαστικές Τεχνολογίες ΥΠΟΛΟΓΙΣΤΙΚΑ ΣΤΟΙΧΕΙΑ ΚΑΙ ΑΣΚΗΣΕΙΣ Τα στοιχεία που καλούμαστε να υπολογίσουμε σε μια κατεργασία ψαλιδισμού είναι τα εξής: δύναμη κοπής, διάκενο εμβόλου μήτρας, χάρη μεταξύ εμβόλου και μήτρας, σημείο εφαρμογής της δύναμης κοπής, έργο ψαλιδισμού και η εκμετάλλευση του υλικού. Κάθε ένας από τους παραπάνω παράγοντες παίζει το δικό του καθοριστικό ρόλο στην επιτυχία ή στην αποτυχία της κατεργασίας. Για το λόγο αυτό πριν από το ξεκίνημα της κατεργασίας απαιτείται ο ακριβής υπολογισμός όλων αυτών των παραγόντων. Διαφορετικά θα υποστούμε σημαντικό κόστος από την αποτυχία της κατεργασίας, τόσο σε χαμένο υλικό, όσο και σε πιθανόν κατεστραμμένα ή ακατάλληλα εργαλεία ΔΥΝΑΜΗ ΚΟΠΗΣ (F a ) Ο υπολογισμός της δύναμης κοπής είναι απαραίτητος ώστε να καθοριστεί το μέγεθος της πρέσας που απαιτείται για την κατασκευή ενός αντικειμένου. Η σχέση υπολογισμού είναι : F a = s*τ α *( L 1 +L +.+L N ) (.1) όπου: F a : δύναμη κοπής (Kp) τ α : μέγιστη αντοχή σε διάτμηση (Kp/mm ). Υπολογίζεται από τις σχέσεις του πίνακα (Βλ. παράρτημα σελ. 164) και το όριο αντοχής του υλικού σε εφελκυσμό σ Β (πίνακας 1 παράρτημα σελ. 164). Η επιλογή της κατάλληλης σχέσης εξαρτάται από το λόγο της διαμέτρου του εμβόλου (d) προς το πάχος του υλικού (s). L i : τα μήκη των τμημάτων της περιμέτρου (mm). s : το πάχος του ελάσματος (mm). Σχήμα. : Μορφές του κοπτικού εμβόλου.1.4. ΥΨΟΣ ΚΛΙΣΗΣ ΕΜΒΟΛΟΥ (h) Όταν σε μια κατεργασία απαιτούνται μεγάλες δυνάμεις κοπής, δηλαδή κατά την κατεργασία αποκοπής ελασμάτων με μεγάλο πάχος, το έμβολο μπορεί να διαμορφωθεί με τέτοιο τρόπο ώστε η επιφάνεια πίεσης του, να μην είναι κάθετη προς τον άξονά του (σχήμα.). Ο κοπτικός ζουμπάς (έμβολο ) και η κοπτική μήτρα πρέπει να διαμορφώνονται με τέτοιο τρόπο ώστε η εργασία που αποκόπτεται από την ελασματοταινία να είναι επίπεδη ( να μην παραμορφώνεται ). Ανάλογα με το είδος της κατεργασίας που εκτελούμε επιλέγουμε την κατάλληλη διαμόρφωση του εργαλείου.
 Η τιμή του ύψους h = 0,6*s λαμβάνεται στις περιπτώσεις που το υλικό είναι σκληρό, ενώ η τιμή h = 0,9*s λαμβάνεται για σχετικά μαλακά υλικά. Η γωνία του κοπτικού εμβόλου (περίπτωση C D σχήμα.")
38 Κατασκευαστικές Τεχνολογίες 38 Η γωνία α δεν πρέπει να ξεπερνά τις 5 ο, ενώ το ύψος h = (0,6 ~ 0,9)*s (.) Η τιμή του ύψους h = 0,6*s λαμβάνεται στις περιπτώσεις που το υλικό είναι σκληρό, ενώ η τιμή h = 0,9*s λαμβάνεται για σχετικά μαλακά υλικά. Η γωνία του κοπτικού εμβόλου (περίπτωση C D σχήμα.) πρέπει να είναι περίπου 170 ο, διαφορετικά οι κοπτικές ακμές του εργαλείου καταστρέφονται γρήγορα. Σχήμα. 3: Έμβολο με κλίση στην επιφάνεια πίεσης ΣΗΜΕΙΟ ΕΦΑΡΜΟΓΗΣ ΤΗΣ ΔΥΝΑΜΗΣ ΑΠΟΤΜΗΣΗΣ Κατά την κατεργασία ελασμάτων με κοπτικά εργαλεία, μεταφέρονται μεγάλες δυνάμεις από τη πρέσα στο εργαλείο, για να διασφαλίσουμε την ομοιόμορφη καταπόνηση του εργαλείου πρέπει να υπολογίζουμε το σημείο που πρέπει ο πίρος στερέωσης να τοποθετηθεί στην ευθεία ε- πενέργειας της συνισταμένης των κοπτικών δυνάμεων. Έτσι δεν εμφανίζονται ροπές ανατροπής και εμποδίζεται η μονόπλευρη φθορά των εργαλείων, καθώς και η μεταβολή του διακένου εμβόλου και μήτρας. Η θέση του σημείου εφαρμογής της δύναμης απότμησης προκύπτει από τον υπολογισμό των συντεταγμένων του, μέσω των παρακάτω σχέσεων. x 0 = L1 * x1 + L * x LN * x L + L L 1 N N (.3) y 0 L1 * y1 + L * y LN * y = L + L L 1 N N όπου: L i = τα μήκη των επιμέρους τμημάτων. x i, y i = οι συντεταγμένες του κέντρου βάρους των επιμέρους τμημάτων.. Στην περίπτωση που πρέπει να κόψουμε ταυτόχρονα περισσότερα του ενός σχήματα, οι σχέσεις αυτές αλλάζουν και γράφονται: x 0 y 0 U = U = 1 1 * x + U * x U 1 U + U U 1 1 * y + U * y U 1 U + U U όπου: U i = η περίμετρος κάθε σχήματος. N N N N * x * y N N (.4) (.5) (.6)
39 Κατασκευαστικές Τεχνολογίες 39 x i,y i = οι συντεταγμένες του κέντρου βάρους της περιμέτρου κάθε σχήματος ΑΣΚΗΣΕΙΣ.1.1 Να βρεθεί το σημείο εφαρμογής της δύναμης απότμησης στο διπλανό εξάρτημα. x1 ο L1 L y O1 L5 L4 x1 x O x ΛΥΣΗ y L3 Επειδή η διατομή έχει άξονα συμμετρίας τον yy, αρκεί να υπολογίσομε το y 0, από τη σχέση: y 0 = L 1 * y 1 + L * y + L 3 * y L v * y v L 1 + L + L L v Όπου: L 1, L L v, είναι τα μήκη των τμημάτων της διατομής. y 1, y y v είναι η απόσταση των κέντρων βάρους των επιμέρους τμημάτων της διατομής από τον άξονα των x. 1 ος τρόπος Λαμβάνουμε σύστημα αξόνων x οx και y oy. Επειδή L 1 = L 5, L = L 4 η παραπάνω σχέση γίνεται : και y 1 = y 5, y = y 4 } y 0 = * L1 * y1 + * L * y + L * L + * L + L * y 3 mm L 1 = R =100 mm Από το ορθογώνιο τρίγωνο Ο 1 ΑΒ ημ 45 ο = (ΑΒ)/(0,5*R) <=>(ΑΒ) = 50mm* ημ 45 ο <=>(ΑΒ) = 35,36 mm Άρα y 1 = (ΑΒ) + 100mm <=> y 1 = 135,36 mm.
40 Κατασκευαστικές Τεχνολογίες 40 L = (*π*r)/4 = (*π*100mm)/4 <=> L =157,08 mm y = R =100 mm L 3 = (EZ), από το ορθογώνιο τρίγωνο Ο 1 ΕΖ (ΕΖ) = R <=> (L 3 ) = *100 mm <=> L 3 = 141,4 mm. Από το ορθογώνιο τρίγωνο Ο 1 ΗΖ ημ 45 ο = O 1 H/R <=> O 1 H = R*ημ 45 ο = 70,71mm, άρα y 3 =R-(O 1 H) <=> y 3 = R-R*ημ 45 ο <=> y 3 = 9,9 mm. Αντικαθιστώντας τα παραπάνω: y *100 *135,36 + * 157,08 * ,4*9,9 0 = mm <=> *100 + *157, ,4 y 0 = 7071, , ,14 669,13 mm <=> y , ,4 0 = 655,58 mm y 0 = 95,53 mm Άρα το σημείο εφαρμογής της δύναμης απότμησης θα απέχει 95,53 mm από τον άξονα x ox. ος τρόπος Λαμβάνουμε σύστημα αξόνων x 1 ο 1 x 1 και y oy. Επειδή L 1 = L 5, L = L 4 η σχέση (.4) γράφεται : και y 1 = y 5, y = y 4 } =0 y 0 = * L1 * y1 + L3 * y3 * L + * L + * L 1 3 L1 = R = 100m y 1 = (AB) = 35,36mm L3 = 141,4mm όπως προηγουμένως. y = (O H) = 70,71mm 3 1 * L1 + * L + L3 = 655,58 Αντικαθιστώντας τα παραπάνω έχω :
41 Κατασκευαστικές Τεχνολογίες 41 y ο y o *100 * 35,36 141,4 * 70, , = mm yo = mm 655,58 655,58 = 4,47mm Άρα το σημείο εφαρμογής της δύναμης απότμησης θα απέχει 4,47 mm από τον άξονα x 1 o 1 x Να υπολογιστεί το σημείο ε- φαρμογής της δύναμης απότμησης για το διπλανό εξάρτημα. Φ Η L1 ΛΥΣΗ Γ Υο A Ζ Ε B Επειδή το σχήμα έχει άξονα συμμετρίας τον yy αρκεί να υπολογίσομε μόνο το y 0, από την παρακάτω σχέση. L3 L y 0 = L 1 * y 1 + L * y + L 3 * y L v * y v L 1 + L + L L v Όπου: L 1, L.., L v είναι τα μήκη των επιμέρους τμημάτων της διατομής. y 1, y.., y v είναι η απόσταση των κέντρων βάρους των επιμέρους τμημάτων της διατομής από τον άξονα των x. Επειδή L = L 3 και y = y 3, η προηγούμενη σχέση γράφεται : y 0 = L 1 * y L * L + * L * y (1) L 1 = π*r+ π * R 4 = 5* π * R 4 5* π * 00 <=> L 1 = mm = 785,4mm 4 Από το ορθογώνιο τρίγωνο ΑΟΒ έχω ημ,5 ο = Οπότε: (OA) L
42 Κατασκευαστικές Τεχνολογίες 4 y 1 = ( ΟΑ) + ( ΑΔ) ( OΑ) ημ,5 = R *ημθ ( AΔ) = ( πίνακας 9) Θ L y1 = ημ,5 *L R *ημθ + Θ ( ) φ όπου θ = και Θ σε ακτίνια. π * θ Επειδή η Θ γωνία σε ακτίνια = 180 o o η σχέση () γράφεται: y 1 = ημ,5 o * L R * ημθ *180 + o π * θ o 00mm * ημ11,5 *180 y1 = ημ,5 * 00mm + o π *11,5 y1 = 76,54mm + 94,1mm y1 = 170,64mm L = 00mm o o o Από το ορθογώνιο τρίγωνο ΒΕΖ έχω: o ( EZ) L ημ,5 = ( EZ) = y = * ημ,5 L y = 100mm * ημ,5 o y = 38,7mm o Αντικαθιστώντας στη σχέση (1) έχω: y y o 785,4 *170,64 + * 00 * 38, , = yo = mm 785,4 + * , ,66 = mm yo 15,97mm 1185,4 o = Τελικά το σημείο εφαρμογής της δύναμης απότμησης βρίσκεται 15,97 mm από τον άξονα των x.
 ονομάζουμε τη διαφορά διαμέτρων μεταξύ εμβόλου και μήτρας. Η σχέση μεταξύ της χάρης και του διακένου είναι : Χ = *u (mm). Σχήμα. 4: Διάκενο μεταξύ εμβόλου και μήτρας.")
43 Κατασκευαστικές Τεχνολογίες ΔΙΑΚΕΝΟ ΚΑΙ ΧΑΡΗ ΜΕΤΑΞΥ ΕΜΒΟΛΟΥ ΜΗΤΡΑΣ Ονομάζουμε διάκενο (u), την απόσταση μεταξύ της κοπτικής ακμής του εμβόλου με την αντίστοιχη κοπτική ακμή της μήτρας σχήμα.4. Χάρη (Χ) ονομάζουμε τη διαφορά διαμέτρων μεταξύ εμβόλου και μήτρας. Η σχέση μεταξύ της χάρης και του διακένου είναι : Χ = *u (mm). Σχήμα. 4: Διάκενο μεταξύ εμβόλου και μήτρας. Η ύπαρξη του διακένου είναι πολύ σημαντική αφού επηρεάζει την ποιότητα της επιφάνειας κοπής, την ακρίβεια των διαστάσεων του αντικειμένου, τη δύναμη κοπής, τη φθορά των εργαλείων και το ύψος των προεκταμάτων. Το μέγεθος του διακένου εξαρτάται από το πάχος και την αντοχή του ελάσματος, όπως επίσης από τη δομή του εργαλείου και την απαιτούμενη ποιότητα της επιφάνειας κοπής. Το μέγεθος του κυμαίνεται στην πράξη από ~ 5% του πάχους του υλικού. Υπάρχουν βέβαια εμπειρικές σχέσεις και πίνακες απ όπου μπορούμε να υπολογίσουμε το διάκενο συναρτήσει της αντοχής σε διάτμηση και του πάχους του υλικού. Για πάχος ελάσματος s < 3mm το διάκενο δίνεται από τη σχέση: u = 0,007 * s * τ α (.7) Για πάχος ελάσματος s > 3mm το διάκενο δίνεται από τη σχέση: u = ( 0,007 * s - 0,005) * τα (.8) Στο παράρτημα υπάρχουν και πίνακες ( πιν. 3 και 4 σελ. 164 και 165) για την εύρεση του διακένου ΔΥΝΑΜΗ ΕΞΟΛΚΕΥΣΗΣ (F εξ. ) Δύναμη εξόλκευσης ονομάζουμε τη δύναμη που πρέπει να ασκήσει ο εξολκέας στο υλικό ώστε αυτό να απομακρυνθεί από το έμβολο. Οι τιμές τις δύναμης αυτής δίνονται από δύο σχέσεις οι οποίες φαίνονται παρακάτω, σε συνάρτηση με το λόγο της διαμέτρου του εμβόλου(d) προς το πάχος του υλικού (s). Για 10 F = 0,03 ~ 0,05 * F (Kp). (.9) d/s η δύναμη εξόλκευσης ( ) εξ. α

44 Κατασκευαστικές Τεχνολογίες 44 Για 10 d/s η δύναμη εξόλκευσης ( ) εξ. 0,1 ~ 0, * Fα F = (Kp). (.10) ΕΚΜΕΤΑΛΛΕΥΣΗ ΤΟΥ ΥΛΙΚΟΥ Η κοπή των αντικειμένων γίνεται συνήθως από ταινίες η από κατάλληλα προετοιμασμένες λωρίδες υλικού. Η εκμετάλλευση του υλικού εξαρτάται σε μεγάλο βαθμό από το εξωτερικό σχήμα των αντικειμένων που πρόκειται να αποκοπούν και από τη θέση αυτού του σχήματος ως προς τη διεύθυνση προώθησης του υλικού. Αυτό που μας ενδιαφέρει για την όσο το δυνατόν μεγαλύτερη εκμετάλλευση του υλικού, είναι η ελαχιστοποίηση των αποκομμάτων. Άρα ονομάζουμε συντελεστή εκμετάλλευσης (ξ) του υλικού το πηλίκο της συνολικής επιφάνειας των αντικειμένων, προς την επιφάνεια του διατιθέμενου ελάσματος. εμβαδόν τελικών εξαρτημάτων ξ = εμβαδόν διατειθέμενου ελάσματος Κατά την διαδικασία κοπής αντικειμένων από μια ελασματοταινία είναι απαραίτητο να προβλεφθεί αρκετό πλάτος υλικού τόσο από τα άκρα της λωρίδας ( περιθώρια ) όσο και μεταξύ των δυο αντικειμένων (στέλεχος) ώστε να αποφύγουμε παραμορφώσεις του εναπομείναντος υλικού. Για να καταφέρουμε όμως ο συντελεστής εκμετάλλευσης του υλικού να είναι όσο το δυνατόν μεγαλύτερος, πρέπει τα περιθώρια και τα στελέχη να είναι όσο γίνεται μικρότερα. Ένα πίνακα με εμπειρικές τιμές για το πλάτος των στελεχών και των περιθωρίων συναρτήσει του πλάτους της λωρίδας και του πάχους του υλικού μπορείτε να βρείτε στο παράρτημα σελ. 168 (πίν. 11). Για να επιτευχθούν οι παραπάνω στόχοι τα αντικείμενα μπορούν να τοποθετηθούν στη λωρίδα σε μια ή περισσότερες σειρές. Έτσι αν πρόκειται να χρησιμοποιηθεί ένα έμβολο θα πρέπει να Σχήμα. 5: Σύμβολα και ονομασίες. l : Μήκος αντικειμένου. Β : Πλάτος λωρίδας. b : Πλάτος τεμαχίου. a: Αποστάσεις από τα άκρα (περιθώρια) e : Ελάχιστη απόσταση μεταξύ δυο αντικειμένων (στελέχη ).



45 Κατασκευαστικές Τεχνολογίες 45 Σχήμα. 6: Διπλή διάταξη τεμαχίων. Σχήμα. 7: Διπλή διάταξη στρογγυλών τεμαχίων. περάσει η λωρίδα περισσότερες φορές μέσα από το εργαλείο. Ενώ αν χρησιμοποιήσουμε πολλαπλό εργαλείο κοπής, τότε αυτό θα πρέπει να αποτελείται από τόσα έμβολα, όσες είναι και οι σειρές των αντικειμένων. Η διάταξη βέβαια των εμβόλων σε μια τέτοια περίπτωση θα πρέπει να είναι τέτοια ώστε να επιτρέπει την δημιουργία του κατάλληλου στελέχους μεταξύ των αντικειμένων. Σε περίπτωση που το σχήμα των αντικειμένων δεν είναι στρογγυλό, είναι όμως συμμετρικό μπορούμε να επιτύχουμε υψηλό συντελεστή εκμετάλλευσης αν κατεργαστούμε το υλικό με αναστροφή της λωρίδας του, δηλαδή αρχικά να κόψουμε από το υλικό μια σειρά αντικειμένων και στη συνέχεια αναστρέφοντας τη λωρίδα να κόψουμε άλλη μια σειρά. Αν τα αντικείμενα δεν είναι συμμετρικά τότε μπορούμε να περάσουμε για δεύτερη φορά τη λωρίδα από το εργαλείο, αρκεί η αρχή της λωρίδας κατά το πρώτο πέρασμα να γίνει το τέλος στο δεύτερο. Για να μπορέσουμε να κατεργαστούμε το υλικό με αυτό τον τρόπο θα πρέπει κατ αρχήν να έχουμε υπολογίσει την κατάλληλη πρόωση της λωρίδας κατά την κοπή της πρώτης σειράς, ώστε με το υλικό που μένει ανάμεσα στα κομμένα αντικείμενα, να μπορούμε να κόψουμε άλλη μια σειρά αντικειμένων, όταν αναστραφεί η λωρίδα. Επίσης το εργαλείο θα πρέπει να έχει δύο προαναστολείς ένα για το πρώτο πέρασμα και ένα για το δεύτερο. Σχήμα. 8: Κατεργασία με αναστροφή της λωρίδας.

46 Κατασκευαστικές Τεχνολογίες 46 Ένας άλλος τρόπος που μπορεί να χρησιμοποιηθεί σε γωνιακά τεμάχια, με μεγάλες πλευρές είναι να διατάξουμε τα τεμάχια στη λωρίδα του υ- λικού σε λοξή διεύθυνση ως προς τη διεύθυνση πρόωσης της λωρίδας. Σχήμα. 9: Λοξή διάταξη τεμαχίων. Πολλές φορές στην πράξη και ιδιαίτερα όταν πρόκειται για αντικείμενα με δύσκολα εξωτερικά σχήματα, το να βρεθεί η καλύτερη διάταξη των τεμαχίων δεν είναι εύκολο. Για το λόγο αυτό κατασκευάζονται χάρτινα ομοιώματα των τεμαχίων και με δόκιμες πάνω στη λωρίδα του υλικού καταλήγουμε στην διάταξη με τον μεγαλύτερο συντελεστή εκμετάλλευσης του υλικού. ΑΣΚΉΣΕΙΣ.1.3 Να βρεθεί ο συντελεστής εκμετάλλευσης του υλικού για τη διάταξη του σχήματος, γνωρίζοντας ότι το μήκος της ελασματοταινίας είναι 1 m, το πλάτος των περιθωρίων mm και το πλάτος των στελεχών mm. ΛΥΣΗ Το πλάτος της λωρίδας θα είναι: B = 9+3+* <=> Β = 56 mm. Η πρόωση της λωρίδας θα είναι: V = μήκος τεμαχίου + πλάτος στελέχους <=> V = 46+ <=> V = 48mm. Ο αριθμός των αντικειμένων (z) δίνεται από τη σχέση: L 1000mm z = = z = 0,8 αντικείμενα. V 48mm Όπου: L = μήκος λωρίδας. Το εμβαδόν του τεμαχίου είναι: Α = 46*9+ (π*3 )/ <=> Α = 164,95mm.
47 Κατασκευαστικές Τεχνολογίες 47 Ο συντελεστής εκμετάλλευσης του ελάσματος θα είναι: Α * z 164,95 * ,03mm ξ = ξ = ξ = ξ = 0,773 = 77,3% L * B 1000 * mm.1.4 Για την εκτομή των 3 αντικειμένων του σχήματος από έλασμα χάλυβα πάχους mm με τη χρήση πολλαπλού εργαλείου, να υ- πολογιστούν το πλάτος της λωρίδας (B) και ο συντελεστής εκμετάλλευσης του υλικού (ξ). 1 ΛΥΣΗ Από τον πίνακα 11 (σελ. 168 ) για πάχος υλικού mm έχω πλάτος περιθωρίων και στελεχών,1 οπότε το πλάτος της λωρίδας θα είναι: Β = 75mm + 0mm +3*,1= 101,3mm. Η πρόωση της λωρίδας είναι: V=*0+16+3*,1= 6,3mm Το εμβαδόν των τεμαχίων είναι: Α = *Α 1 + Α Α 1 = 75*0 + 5*0 + (π*10 )/ = 157,08 mm Α = 3*16+ π*8 = 713,06 mm Άρα Α = *157, ,06 = 507, mm Ο βαθμός εκμεταλλεύσεως του υλικού θα είναι: 507,mm ξ = ξ = 0,7966 = 79,66% 101,3* 6, ΕΡΓΟ ΨΑΛΙΔΙΣΜΟΥ Το έργο που πρέπει να δοθεί από την εργαλειομηχανή συνδέεται άμεσα με τη δύναμη ψαλιδισμού. Το έργο ψαλιδισμού προσδιορίζεται από τη δύναμης κοπής συναρτήσει της διαδρομής του εμβόλου. Προσεγγιστικά μπορούμε να χρησιμοποιήσουμε την παρακάτω σχέση:
 όπου : W α = έργο ψαλιδισμού (Kp*m) F α = δύναμη απότμησης (Kp) χ = συντελεστής διόρθωσης από 0,3~0,5 h α = διαδρομή εμβόλου που δίνεται από τη σχέση h α = ( ~,5)*s Σε περίπτωση που η επιφάνεια")
48 Κατασκευαστικές Τεχνολογίες 48 χ * F * h W = α α α 1000 (.11 ) όπου : W α = έργο ψαλιδισμού (Kp*m) F α = δύναμη απότμησης (Kp) χ = συντελεστής διόρθωσης από 0,3~0,5 h α = διαδρομή εμβόλου που δίνεται από τη σχέση h α = ( ~,5)*s Σε περίπτωση που η επιφάνεια πίεσης του εμβόλου δεν είναι επίπεδη αλλά έχει κάποια κλίση, όπως φαίνεται από το σχήμα.30 η δύναμη ψαλιδισμού μειώνεται. Το έργο που δίδεται από την πρέσα είναι το ίδιο όπως και στην περίπτωση του εμβόλου με επίπεδη επιφάνεια, όμως σε αυτή την περίπτωση αυξάνεται ο δρόμος της ασκούμενης δύναμης. Σχήμα. 30: Δύναμη κοπής σε συνάρτηση με τη διαδρομή του εμβόλου. ΑΣΚΗΣΕΙΣ.1.5 Δίδεται έλασμα από λαμαρίνα πάχους 1,5 mm St 37, που έχει τη διατομή του σχήματος. Ζητούνται: 1) Το ύψος της κλίσης του εμβόλου (h). ) Η μέση δύναμη απότμησης (F α ). 3) Το σημείο εφαρμογής της δύναμης. 4) Η δύναμη εξόλκευσης (F εξ ). 5) Η διάμετρος της μήτρας (D). 6) Ο συντελεστής εκμεταλλεύσεως του ελάσματος (ξ). 7) Το έργο απότμησης (W α ) για : α) επίπεδο έμβολο. β) έμβολο με κλίση. ο O
49 Κατασκευαστικές Τεχνολογίες 49 ΛΥΣΗ 1) Το ύψος της κλίσης του εμβόλου (h) δίνεται από τη σχέση : h = ( 0,6 έως 0,9 )* s όπου : s = πάχος λαμαρίνας = 1,5 mm Λαμβάνουμε h = 0,75*s => h = 0,75*1,5 mm => h = 1,15m ) Η μέση δύναμη απότμησης (F α ) δίνεται από τη σχέση : Ν F α = s * τ α * Σ l i i = 1 όπου : s = πάχος λαμαρίνας = 1,5 mm τ α = αντοχή απότμησης (kp/mm ) N = το πλήθος των τμημάτων της περιμέτρου απότμησης l i = τα μήκη των Ν τμημάτων της περιμέτρου (mm) Επειδή d/s > από τον πίνακα (σελ. 164 ) παίρνομε τη σχέση : τ α = (0,7~0,9)*σ β και επιλέγουμε τ α = 0,8 * σ β Από τον πίνακα 1 (σελ. 164 ) έχομε ότι σ β για St37 είναι (37~45) kp/mm. Παίρνομε σ β = 45 kp/mm. Άρα τ α = 0,8 * 45 kp/mm => τ α = 36 kp/mm. Το άθροισμα των μηκών των τμημάτων της περιμέτρου της διατομής είναι: Ν Σ l i =( 18 + *15 + *5 + *30 + *8,5 + *6 + 5 ) * 10 = 170 mm. i = 1 Έχοντας λοιπόν υπολογίσει όλα τα παραπάνω μπορούμε να βρούμε και τη δύναμη απότμησης (F α ). Έτσι F α = 1,5mm * 36 Kp/mm * 170 mm => F α = 9880 Kp. 3) Στη συγκεκριμένη διατομή επειδή έχομε άξονα συμμετρίας τον yy, το σημείο εφαρμογής θα βρίσκεται πάνω σ αυτόν. Έτσι μένει να υπολογίσομε το y 0 από την παρακάτω σχέση : y 0 = L 1 * y 1 + L * y + L 3 * y L v * y v L 1 + L + L L v
50 Κατασκευαστικές Τεχνολογίες 50 Όπου: y 1, y.., y v είναι οι συντεταγμένες των κέντρων βάρους των επιμέρους τμημάτων της διατομής από τον άξονα yy. L 1, L, L ν είναι τα μήκη των επιμέρους τμημάτων της διατομής. Με αντικατάσταση έχω : (18*5+ *15*44,5+*5*37+*30*+*8,5*7+*6*4+5*1)*10 y0 = ( 18 + *15 + *5 + *30 + *8,5 +*6 +5 ) y0 = mm <=> 17 y 0 = 41,45 mm Άρα το σημείο εφαρμογής της δύναμης απότμησης απέχει 41,45 mm από τον άξονα xx και 31,45 mm από την αρχή του τεμαχίου. 4) Η δύναμη εξόλκευσης (F εξ ) δίδεται ανάλογα με το λόγο d/s από τις σχέσεις (.9) και (.10). Επειδή d/s > 10 παίρνομε τη σχέση : F εξ = ( 0,03 ~ 0,05 ) * F α. Άρα F εξ = 0,04* F α = 0,04 * 9880 Kp => F εξ = 3715 Kp. 5) Για να βρούμε τη διάμετρο της μήτρας θα χρησιμοποιήσουμε τη σχέση : D = d + * u όπου: d = διάμετρος εμβόλου u = διάκενο μεταξύ εμβόλου και μήτρας D = διάμετρος μήτρας Από τις σχέσεις (.7) και (.8) υπολογίζουμε το διάκενο, ανάλογα με το πάχος του ελάσματος. Στη συγκεκριμένη περίπτωση s =1,5 mm και λαμβάνω τη σχέση για s < 3 mm. Έτσι έχω : u = 0,007 * s * τα u = 0,007 *1,5mm * 36 u = 0,007 *1,5 * 6mm u = 0,063mm Από την εμπειρική σχέση u= ( ~ 5)*s όπου : s = πάχος ελάσματος, μπορούμε να ελέγξουμε αν η τιμή του διακένου βρίσκεται σε παραδεκτά πλαίσια. Ο έλεγχος γίνεται ως εξής : u = (~5)/100*s =(~5)/100*1,5mm => u = (0,03~0,75)mm Άρα η τιμή που υπολογίσαμε προηγουμένως βρίσκεται μέσα στα όρια. Επίσης την τιμή του διακένου μπορούμε να την υπολογίσομε και από τον πίνακα 4 (σελ. 165) από τον οποίο για s = 1,5 mm, u = 0,075 mm.
51 Κατασκευαστικές Τεχνολογίες 51 Άρα το διάκενο μεταξύ εμβόλου και μήτρας πρέπει να κυμαίνεται μεταξύ 0,063 mm ~ 0,075mm. Επιλέγομε u = 0,069 mm. Εφόσον υπολογίσαμε την τιμή του διακένου μπορούμε να υπολογίσομε τη διάμετρο της μήτρας, που είναι: D= 510mm + *0,069 <=> D =510,138 mm. 6) Ο συντελεστής εκμεταλλεύσεως δίνεται από τη σχέση ξ = Εμβαδόν Τεμαχίου Εμβαδόν Διατιθέμενου Ελάσματος Ο συντελεστής εκμεταλλεύσεως του ελάσματος είναι ο λόγος του εμβαδού του τεμαχίου προς το εμβαδόν του διατιθέμενου ελάσματος. Για να υπολογίσομε το συντελεστή ξ, πρέπει να έχομε τη διάταξη των εξαρτημάτων που πρόκειται να αποτμηθούν, όπως στις ασκήσεις.3 και.4 σελ. 46 και 47. 7α) Έργο απότμησης επιπέδου εμβόλου. Δίνεται από τη σχέση : χ * F α * h W α α = 1000 όπου : W α = έργο απότμησης ( Kpm ) F α = δύναμη απότμησης ( Kp ) = 9880 Kp χ = συντελεστής διόρθωσης από 0,3 ~ 0,5 h α = διαδρομή απότμησης ( περίπου ~,5 ) * s Το γινόμενο (x * h α ) να λαμβάνεται ίσο με : x * h α = ( 0,65 ~ 0,7 ) * s γιατί από πειράματα έχει προκύψει, ότι όταν κοπούν τα 0,6 του πάχους του ελάσματος, η αποκοπή γίνεται με τη ελάχιστη δύναμη απότμησης. Άρα το W α =( 0,7 * 1,5 mm* 9880 Kp )/1000 <=> W α = 97,5 Kpm. 7β) Το έργο αποκοπής για έμβολο με κλίση είναι το ίδιο με το έργο αποκοπής για επίπεδο έμβολο, παρόλο που η δύναμη απότμησης που ασκείται από ένα έμβολο με κλίση είναι περίπου τα /3 της αντίστοιχης F α ενός επιπέδου εμβόλου, γιατί αυξάνεται ο δρόμος της ασκούμενης δύναμης, όπως έχει αναφερθεί ήδη στην παράγραφο
,")
 όσο και με πιο σύνθετα (στράντζες, πρέσες), η μεγάλη ποικιλία μορφών που μπορούμε να επιτύχουμε, η")
52 Κατασκευαστικές Τεχνολογίες 5. ΚΑΜΨΗ..1 ΓΕΝΙΚΑ ΓΙΑ ΤΗΝ ΚΑΜΨΗ Η κάμψη είναι η απλούστερη και η πιο συνηθισμένη από τις πλαστικές κατεργασίες. Εφαρμόζεται σε υλικά τα οποία προηγουμένως έχουν διαμορφωθεί σαν φύλλα (λαμαρίνες), ή σαν επιμήκεις δοκοί (βέργες, σωλήνες, δοκάρια κ.λ.π.). Η ευκολία με την οποία μπορεί να πραγματοποιηθεί η κάμψη τόσο με απλά εργαλεία ( μέγγενη, αμόνι ) όσο και με πιο σύνθετα (στράντζες, πρέσες), η μεγάλη ποικιλία μορφών που μπορούμε να επιτύχουμε, η οικονομία των υλικών, και η αντοχή των αντικειμένων που έχουν παραχθεί με κάμψη είναι μερικοί από τους λόγους που η μέθοδος αυτή χρησιμοποιείται για την κατασκευή μεταλλικών επίπλων, αμαξωμάτων, σωλήνων, προφίλ από λαμαρίνα κ.λ.π.(σχ..31,.3). Σχήμα. 31: Αντικείμενα που έχουν παραχθεί με κάμψη. Σχήμα. 3: Προφίλ από λαμαρίνα. Μπορεί να πραγματοποιηθεί εν ψυχρώ, όταν πρόκειται για ελάσματα με μικρή διατομή και εν θερμώ για μεγάλες διατομές ελασμάτων, που για την διαμόρφωσή τους εν ψυχρώ θα χρειαζόταν πολύ μεγάλη δύναμη από το εργαλείο. Βέβαια ο τρόπος εξαρτάται και από άλλους παράγοντες όπως το είδος της κάμψης που θα πραγματοποιηθεί, τις ιδιότητες του υλικού, τις διαστάσεις του αντικείμένου κ.λ.π. Πρόκειται για μια κατεργασία διαμόρφωσης κατά την οποία το έ- λασμα παραμορφώνεται (λυγίζεται) ώστε να αποκτήσει το επιθυμητό σχήμα. Πολλές φορές ένα υλικό κάμπτεται όχι μόνο για να αλλάξει η μορφή του αλλά, για να αποκτήσει μεγαλύτερη στιβαρότητα. Τα μηχανήματα με τα οποία διεξάγεται η κάμψη είναι οι στράντζες και οι στραντζοπρέσες. Η αρχή λειτουργίας των δυο αυτών μηχανών φαίνεται στα σχήματα.33 και.34.

.")
53 Κατασκευαστικές Τεχνολογίες 53 Σχήμα. 33: Τρόπος λειτουργίας στράντζας. Κ: Έλασμα. Μ: Καμπτήρας. Τ: Τράπεζα. Σ: Σφιγκτήρας. Σχήμα. 34: Τρόπος λειτουργίας στραντζοπρέσας. 1: Έμβολο. : Μήτρα... ΣΥΜΠΕΡΙΦΟΡΑ ΤΟΥ ΥΛΙΚΟΥ ΚΑΤΑ ΤΗΝ ΚΑΜΨΗ Κατά την κάμψη σε στραντζοπρέσες, το υλικό πιέζεται από το έμβολο, αναγκάζοντάς το να υποχωρήσει και να πάρει τη μορφή που απαιτούμε. Αρχικά το έλασμα κάμπτεται ελαστικά ( ελαστική παραμόρφωση του υλικού ). Συνεχίζοντας όμως το έμβολο να κατεβαίνει, το υλικό φορτίζεται πέρα από το όριο διαρροής και έτσι η παραμόρφωση είναι μόνιμη ( πλαστική παραμόρφωση του υλικού). Στο υλικό οι εξωτερικές ίνες του καταπονούνται σε εφελκυσμό (επιμηκύνονται), ενώ οι εσωτερικές σε θλίψη (μικραίνουν). Μεταξύ των δυο, βρίσκεται μια ίνα, η οποία δεν καταπονείται ούτε σε εφελκυσμό, ούτε σε θλίψη και ονομάζεται ουδέτερη ίνα ή ουδέτερος άξονας της διατομής. Η ίνα αυτή όπως γίνεται εύκολα κατανοητό διατηρεί το αρχικό της μήκος και έτσι μπορούμε με βάση αυτή να υπολογίσουμε με ακρίβεια το αρχικό μήκος των ελασμάτων που πρόκειται να καμφθούν ( σχ..35). Παρόλα αυτά όταν η ακτίνα κάμψης είναι μικρή η ουδέτερη ίνα δεν βρίσκεται ακριβώς στο μέσον της διατομής αλλά είναι μετατοπισμένη προς την εσωτερική πλευρά. Αυτό έ- χει ως αποτέλεσμα αποκλίσεις στον υπολογισμό του αναπτύγματος του ελάσματος. Μεγάλη προσοχή κατά την κάμψη ελασμάτων πρέπει να δίνεται στη διεύθυνση ελάσεως του ελάσματος. Γιατί όπως έχει ήδη αναφερθεί τα ελάσ- Σχήμα. 35: Συμπεριφορά του υλικού κατά την κάμψη.

. Σχήμα. 36: Διεύθυνση έλασης στην κάμψη. Η γωνία κάμψης στο υπό διαμόρφωση έλασμα παίρνει την τελική της μορφή όταν το έμβολο φτάσει στο κάτω νεκρό σημείο της διαδρομής του.")
54 Κατασκευαστικές Τεχνολογίες 54 ματα που χρησιμοποιούμε στην κάμψη έχουν υποστεί μια κατεργασία για να πάρουν τη μορφή λαμαρίνας, βέργας, δοκού κ.λ.π. Η πρώτη φάση της διαμόρφωσης των ελασμάτων είναι η έλαση για την οποία εκτενέστερα θα αναφερθούμε σε επόμενο κεφάλαιο. Στην έλαση λοιπόν το πλέγμα του υλικού υφίσταται μια επιμήκυνση κατά τη διεύθυνση της κατεργασίας και έτσι δημιουργείται μια δομή όμοια με τη μορφή των ινών. Αν κατά την κάμψη το υλικό φορτιστεί κάθετα προς τις ίνες υπάρχει κίνδυνος να σχιστεί, ενώ οι φορτίσεις κατά τη διεύθυνση της έλασης παραλαμβάνονται καλύτερα από το υλικό και η αντοχή του είναι μεγαλύτερη (σχ..36). Σχήμα. 36: Διεύθυνση έλασης στην κάμψη. Η γωνία κάμψης στο υπό διαμόρφωση έλασμα παίρνει την τελική της μορφή όταν το έμβολο φτάσει στο κάτω νεκρό σημείο της διαδρομής του. Στην αρχή και κατά τη διάρκεια της σταδιακής καθόδου Σχήμα. 37: Διαδικασία κάμψης σε στραντζοπρέσα. του εμβόλου η γωνία αυτή είναι μεγαλύτερη από την τελική, το μέγεθός της όμως μειώνεται σταδιακά μέχρι την τελική μορφή της γωνίας (σχ..37). Όταν πρόκειται να καμφθούν εξαρτήματα στα οποία απαιτείται μεγάλη ακρίβεια, το έλασμα πρέπει να στερεώνεται σωστά πάνω στη καμπτική πλάκα ώστε να εξασφαλίζεται η ακριβής του θέση κατά την διάρκεια της κάμψης. Αυτό επιτυγχάνεται με την ύπαρξη κατάλληλης υποδοχής πάνω στην πλάκα. Ένα έλασμα βιδωμένο με κοχλίες και κατάλληλα διαμορφωμένο, μπορεί να αποτελέσει το έλασμα υποδοχής του προς κατεργασία ελάσματος. Η ακριβής συγκράτηση του ελάσματος μπορεί επίσης να επιτευχθεί με τη χρήση πίρων υποδοχής, που βρίσκονται στερεωμένοι στην καμπτική μήτρα. Σε αυτή την περίπτωση όμως απαιτείται στο έλασμα που πρόκειται να καμφθεί, να υπάρχουν ανοιγμένες οπές μέσα στις ο- ποίες θα εισέλθει ο πίρος. Για να διασφαλιστεί η σωστή κάμψη όταν στο αντικείμενο υπάρχουν οπές πρέπει να απέχουν από την καμπτική ακμή μια ελάχιστη απόσταση, ώστε να αποφθεχθούν παραμορφώσεις τους (σχ..38).
 i όπου: a = ελάχιστη απόσταση οπής γωνίας (mm) r i = ακτίνα καμπυλότητας τεμαχίου (mm) s = πάχος ελάσματος (mm).")


55 Κατασκευαστικές Τεχνολογίες 55 Η εμπειρική σχέση για τον υπολογισμό της ελάχιστης απόστασης μεταξύ μιας οπής και της γωνίας κάμψης είναι: a r + * s mm (.1) i όπου: a = ελάχιστη απόσταση οπής γωνίας (mm) r i = ακτίνα καμπυλότητας τεμαχίου (mm) s = πάχος ελάσματος (mm)..3 ΜΕΘΟΔΟΙ ΚΑΜΨΗΣ Υπάρχουν πολλές μέθοδοι κάμψης, οι οποίες ανάλογα με τον τρόπο που ασκούμε τη δύναμη στο έλασμα κατατάσσονται ως εξής: ελεύθερη κάμψη. κάμψη με καλούπια. κάμψη με στροφή. κάμψη σε κύλινδρο ΕΛΕΥΘΕΡΗ ΚΑΜΨΗ Σχήμα. 38: Θέση οπής κατά την κάμψη. Με τον όρο ελεύθερη κάμψη εννοούμε κάθε κάμψη ελάσματος που γίνεται χωρίς τη χρήση μηχανημάτων. Συνήθως πραγματοποιείται με τη βοήθεια απλών εργαλείων όπως σφυρί, αμόνι, μέγγενη κ.λ.π., τα οποία υπάρχουν σε αφθονία σε όλα τα μηχανουργεία ( σχ..39,.40). Σχήμα. 39: Κάμψη στο αμόνι. Σχήμα. 40: Κάμψη στη μέγγενη. Η εργασία αυτή τις περισσότερες φορές και ιδιαίτερα όταν πρόκειται για ελάσματα με μεγάλη διατομή, γίνεται εν θερμώ ώστε να μειωθεί όσο το δυνατόν περισσότερο, η δύναμη που πρέπει να ασκηθεί στο έλασμα. Μπορούμε να επιτύχουμε με αυτό τον απλό τρόπο διάφορες μορφές αντικειμένων από απλή κάμψη σε ορθή γωνία έως και καμπυλωτή

56 Κατασκευαστικές Τεχνολογίες 56 κάμψη. Παρόλα αυτά το αντικείμενο που θα προκύψει από μια τέτοια κατεργασία δεν θα έχει ακριβείς διαστάσεις, ενώ υπάρχει και ο κίνδυνος της καταστροφής της εξωτερικής επιφάνειας του ελάσματος από τα χτυπήματα. Τα σημαντικότερα ωστόσο μειονεκτήματα της μεθόδου αυτής είναι ο πολύ μικρός ρυθμός παραγωγής των αντικειμένων και η αδυναμία κατεργασίας ελασμάτων μεγάλου μήκους και διατομής...3. ΚΑΜΨΗ ΜΕ ΣΤΡΟΦΗ Στην κάμψη με στροφή το έλασμα κάμπτεται από ένα βραχίονα, ενώ συγκρατείται από ειδικό σφιγκτήρα. Η κατεργασία αυτή πραγματοποιείται στις στράντζες. Οι στράντζες συναντώνται χειροκίνητες που χρησιμοποιούνται για την παραγωγή μεμονωμένων τεμαχίων και μηχανοκίνητες για την παραγωγή μεγαλύτερου αριθμού τεμαχίων. Μπορούμε με αυτόν τον τρόπο να διαμορφώσουμε ελάσματα μεγάλου μήκους και διατομής με αρκετά μεγάλη ακρίβεια στις διαστάσεις και με μεγάλη ποικιλία μορφών (σχ..41). Οι συνηθισμένες στράντζες έχουν μέγεθος από 1 έως,5 m και μας δίνουν τη δυνατότητα να ρυθμίζουμε τις σιαγόνες ώστε να μεταβάλλουμε την ακτίνα κάμψης και να μπορούμε να σχηματίσουμε γωνίες κάμψης μέχρι 130 ο περίπου. Σχήμα. 41: Προφίλ από λαμαρίνα που έχουν κατασκευαστεί σε στράντζα. Οι στράντζες δεν έχουν όλες την ί- δια δυνατότητα κάμψης. Λέγοντας δυνατότητα κάμψης εννοούμε το μέγιστο μήκος και πάχος ελάσματος που μπορεί να κατεργαστεί. Στην προσπάθεια να αυξηθεί ο ρυθμός παραγωγής έχουν αναπτυχθεί οι αυτόματες στράντζες που είναι προγραμματιζόμενες και έτσι μπορούν να λειτουργήσουν ακόμα και χωρίς χειριστή (σχ.4,.43). Η τροφοδοσία τους με κομμένα αναπτύγματα λαμαρίνας μπορεί να γίνεται αυτόματα από ντάνα ή χειροκίνητα. Ακόμα όμως και στην περίπτωση που χρησιμοποιείται η χειροκίνητη τροφοδοσία ο ρυθμός παραγωγής παραμένει υψηλός αφού όλες οι ανθρώπινες δραστηριότητες γίνονται σε χρόνο που η μηχανή δουλεύει αυτόματα το προηγούμενο κομμάτι (masked time).
 (β) Σχήμα.")

 ή")
57 Κατασκευαστικές Τεχνολογίες 57 Σχήμα. 4: Αυτόματη στράντζα. (α) (β) Σχήμα. 4: Φόρτωση και εκφόρτωση ελασμάτων σε αυτόματη στράντζα. α: Αυτόματο σύστημα φόρτωσης εκφόρτωσης. β: Σύστημα φόρτωσης εκφόρτωσης με ρομποτικό βραχίονα. Ένα τέτοιο μηχάνημα μπορεί να δουλεύει μόνο του (stand alone) ή να συμμετέχει σε γραμμή παραγωγής με άλλες μονάδες π.χ. εκτομής, τρυπήματος, κ.λ.π. (σχ..44).


58 Κατασκευαστικές Τεχνολογίες 58 Σχήμα. 44: Έλασμα που έχει υποστεί εκτομή και προορίζεται για κάμψη. Στο σχήμα.45 φαίνεται η διαδικασία κατεργασίας ενός ελάσματος από μια αυτόματη στράντζα. Το κομμένο στις κατάλληλες διαστάσεις έλασμα, μπαίνει στο σύστημα αυτόματα ή χειροκίνητα και παραλαμβάνεται αυτόματα από τον διαχειριστή, που α- ναλαμβάνει να πάρει το σημείο αναφοράς του κομματιού και να εκτελέσει τις απαιτούμενες περιστροφές και προωθήσεις του. Έτσι θα πάει στις λάμες που θα κάνουν τις προγραμματισμένες διπλώσεις. Το έλασμα για να διπλωθεί συγκρατείται σε σταθερή θέση από κατάλληλους συγκρατητές, των οποίων των συνολικό πλάτος είναι μεταβλητό και ρυθμίζεται αυτόματα. Η δίπλωση μπορεί να είναι είτε προς τα πάνω (θετική) είτε προς τα κάτω (αρνητική). Πράγμα που έχει ως αποτέλεσμα για δυο διαδοχικές διπλώσεις, που η μία θα είναι «θετική» και η άλλη «αρνητική», να μην απαιτείται αναποδογύρισμα του κομματιού. Σχήμα. 45: Διαδικασία κάμψης ελάσματος σε αυτόματη στράντζα.

59 Κατασκευαστικές Τεχνολογίες ΚΑΜΨΗ ΜΕ ΚΑΛΟΥΠΙΑ Στην κάμψη με καλούπια, το έλασμα κάμπτεται από τη δύναμη που ασκούν σε αυτό η καμπτικές ακμές του εμβόλου και της μήτρας. Με αυτόν τον τρόπο κάμψης μπορούμε να κατασκευάσουμε δύσκολα σχήματα και με μεγάλο ρυθμό παραγωγής. Η κατεργασία αυτή εκτελείται στις στραντζοπρέσες οι οποίες είναι εξοπλισμένες με τα κατάλληλα εργαλεία κάμψης. Η κάμψη μπορεί να γίνει σε απλά εργαλεία ( που εκτελούν μόνο κάμψη) αλλά και σε σύνθετα εργαλεία ( τα οποία εκτελούν και άλλες κατεργασίες π.χ. κοίλανση, εκτομή κ.λ.π. ). Οι κατεργασίες σε στραντζοπρέσες μπορούν να καταταγούν ανάλογα με το σχήμα της γωνίας κάμψης, ως εξής: Κάμψη σε γωνία τύπου V Λέγοντας κάμψη τύπου V, ουσιαστικά εννοούμε κάμψη του ελάσματος κατά μία γωνία. Το έλασμα τοποθετείται στην κατάλληλη θέση δηλαδή σε τέτοια θέση ώστε η γραμμή κάμψης του ελάσματος να συμπίπτει με τη ακμή κάμψης του εμβόλου, και συγκρατείται εκεί με τη βοήθεια ενός κατάλληλα διαμορφωμένου ελάσματος. Το έμβολο κατεβαίνει και αναγκάζει το υλικό να εισχωρήσει στη μήτρα παίρνοντας ταυτόχρονα και το σχήμα της (σχ..46). Σχήμα. 46: Κάμψη τύπου V. Απαραίτητη προϋπόθεση για να διαμορφωθεί ακριβώς η γραμμή κάμψης και να μην παρουσιαστεί στρέβλωση στο αντικείμενο είναι το έμβολο και η μήτρα να είναι ευθυγραμμισμένα. Πράγμα που επιτυγχάνεται αν δοθεί η ανάλογη προσοχή κατά την τοποθέτηση του εργαλείου κάμψης στην πρέσα. Κάμψη σε γωνία τύπου U Στην κάμψη τύπου U στα τεμάχια διαμορφώνονται δυο γωνίες ταυτόχρονα. Η διαδικασία γίνεται όπως και προηγουμένως με ένα κατάλληλο έμβολο και μια μήτρα. Το έλασμα τοποθετείται και συγκρατείται στην σωστή θέση και καθώς το έμβολο κινείται το αναγκάζει να καμφθεί.
.")

60 Κατασκευαστικές Τεχνολογίες 60 Σε αυτού του είδους την κατεργασία παρουσιάζεται μια ιδιαιτερότητα η οποία έχει να κάνει με την επανάταξη ( δηλαδή την ελαστική επιστροφή) του υλικού εξ αιτίας της οποίας το τεμάχιο συσφίγγεται στη μήτρα και γι αυτό είναι απαραίτητη η ύπαρξη εξολκέα ο οποίος θα απομακρύνει το τεμάχιο από το εργαλείο (σχ.47). Με τη χρήση ενός τέτοιου εργαλείου όμως δεν μπορούμε να ε- πιτύχουμε αντικείμενα με ακριβώς παράλληλες πλευρές και αυτό γιατί μετά την έξοδο του από το εργαλείο οι πλευρές του αντικειμένου ανοίγουν ελάχιστα με αποτέλεσμα να μην είναι παράλληλες μεταξύ τους. Για το λόγο αυτό μπορούμε σε διαμορφώσεις που απαιτούμε να κατασκευαστούν με ακρίβεια οι εξωτερικές διαστάσεις, να προσαρμόσουμε στο έμβολο κινητές σιαγόνες (σχ..48) και να διαμορφώσουμε το κυρίως σώμα Σχήμα. 47: Κάμψη τύπου U. του εμβόλου με τέτοιο τρόπο, ώστε να σχηματιστούν οι κεκλιμένες επιφάνειες που φαίνονται στο σχήμα. Αμέσως μετά το τέλος της κατεργασίας της κάμψης και ενώ το έμβολο βρίσκεται στο κάτω νεκρό σημείο, οι κεκλιμένες επιφάνειες πιέζουν τις κινητές σιαγόνες και τις αναγκάζουν να κινηθούν προς τα έξω. Καθώς το έμβολο κινείται προς τα πάνω, οι κινητές σιαγόνες επανέρχονται στην αρχική τους θέση, το αντικείμενο ελευθερώνεται από το έμβολο και ε- ξέρχεται από τη μήτρα με την επίδραση του εξολκέα. Σχήμα. 48: Κάμψη τύπου U σε εργαλείο με κινητές σιαγόνες στο έμβολο.


61 Κατασκευαστικές Τεχνολογίες 61 Αν η απαίτησή μας για ακρίβεια αφορά τις εσωτερικές διαστάσεις τότε οι κινητές σιαγόνες και οι κεκλιμένες επιφάνειες τοποθετούνται στην καμπτική μήτρα (σχ..49). Η λειτουργία του εργαλείου σ αυτή την περίπτωση είναι η ίδια με την προηγούμενη με τη διαφορά της ύπαρξης δυο ελατηρίων που πιέζουν τις κινητές σιαγόνες προς τα πάνω. Αμέσως μετά το τέλος της κάμψης οι κινητές σιαγόνες πιέζονται από το έμβολο Σχήμα. 49: Εργαλείο κάμψης τύπου U με κινητές σιαγόνες στην μήτρα. προς τα κάτω και τα ελατήρια συμπιέζονται. Κατά την κίνηση αυτή οι σιαγόνες ολισθαίνουν πάνω στις κεκλιμένες επιφάνειες και κινούνται προς τα μέσα συμπιέζοντας την εξωτερική επιφάνεια του αντικειμένου. Όταν το έμβολο αρχίζει να ανεβαίνει τα συμπιεσμένα ελατήρια επανέρχονται ωθώντας τις σιαγόνες προς τα πάνω. Έτσι απελευθερώνεται το αντικείμενο και μπορεί να εξέλθει από τη καμπτική μήτρα. Κάμψη κατά διπλή γωνία Z Αυτός ο τρόπος κάμψης χρησιμοποιείται για να κατασκευάσουμε δυο γωνίες εκατέρωθεν του ελάσματος, όταν πρόκειται να κατασκευαστεί μεγάλος αριθμός τεμαχίων (σχ..50). Ουσιαστικά πρόκειται για έναν τρόπο αύξησης του ρυθμού παραγωγής τεμαχίων, αφού αν διαμορφώναμε τον ίδιο αριθμό ελασμάτων με ένα εργαλείο τύπου V, θα ήταν αναγκαίες διπλάσιες κινήσεις της πρέσας συν τον ενδιάμεσο χρόνο για την μετακίνηση και επανατοποθέτηση του αντικειμένου. Σχήμα. 50: Κάμψη τύπου Ζ.

62 Κατασκευαστικές Τεχνολογίες 6 Στην πορεία της κίνησης προς τα κάτω το έμβολο πρέπει σε κάποιο στάδιο να έρθει πρώτα σε ταυτόχρονη επαφή με δύο σημεία στο πάνω μέρος του ελάσματος ώστε να αποκλειστεί το ενδεχόμενο μετακίνησης του ε- λάσματος στην καμπτική πλάκα. Στη συνέχεια πρέπει να πιέσει το έλασμα μέσα στην μήτρα ώστε να πάρει τη μορφή που επιθυμούμε ΚΥΛΙΝΔΡΙΚΗ ΚΑΜΨΗ Σχήμα. 51: Κύλινδροι κάμψης. Λέγοντας κυλινδρική κάμψη εννοούμε την κατεργασία κατά την οποία ένα ευθύγραμμο έλασμα το διαμορφώνουμε σε κυλινδρικό. Η κυλινδρική μορφή μπορεί να δοθεί σε όλο το μήκος του ελάσματος π.χ. κατασκευή σωλήνα, ή σε ένα μόνο μέρος του ελάσματος π.χ. ενίσχυση των άκρων ενός δοχείου. Η κάμψη υπό μορφή κυλίνδρου γίνεται χειροκίνητα ή με τη χρήση μηχανημάτων. Τα εργαλεία που χρησιμοποιούμε για χειροκίνητη διαμόρφωση είναι αμόνι, μέγγενη, σφυρί, κυλίνδρους κάμψης, κορδονιέρα. Με τα εργαλεία αυτά μπορούμε να διαμορφώσουμε ελάσματα σε κυλινδρική μορφή, να κατασκευάσουμε ενισχύσεις στα χείλη ενός κυαθίου κ.λ.π. Στο σχήμα.51 βλέπουμε τους κυλίνδρους κάμψης. Είναι ένα χειροκίνητο μηχάνημα το οποίο αποτελείται από τρεις χαλύβδινους κυλίνδρους από τους οποίους οι δύο βρίσκονται τοποθετημένοι στο μπροστινό μέρος του εργαλείου και ο ένας στο πίσω. Οι μπροστινοί κύλινδροι περιστρέφονται με τον χειρομοχλό και αναγκάζουν το έλασμα να μετακινηθεί προς τον πίσω κύλινδρο ο οποίος γυρίζει ελεύθερα και ονομάζεται κύλινδρος κάμψης. Όταν το έλασμα ακουμπήσει σ αυτόν τον κύλινδρο αναγκάζεται να λυγίσει και να τυλιχθεί γύρω από τον μπροστινό κύλινδρο. Η διάμετρος του κυλίνδρου που θα προκύψει από μια τέτοια διαμόρφωση εξαρτάται από την απόσταση μεταξύ του κυλίνδρου κάμψης και των μπροστινών κυλίνδρων του μηχανήματος. Όσο μεγαλώνει η α- πόσταση αυτή τόσο μεγαλώνει και η διάμετρος του κυλίνδρου που θα κατασκευάσουμε. Στο σχήμα.5 φαίνεται η κατεργασία διαμόρφωσης ενισχύσεων στα χείλη ενός δοχείου. Το εργαλείο το οποίο χρησιμοποιούμε ονομάζεται κορδονιέρα και αποτελείται από δυο άξονες που περιστρέφονται ο ένας αντίθετα από τον άλλο. Η περιστροφή γίνεται με τον χειροστρόφαλο
, ανάμεσα στα οποία συμπιέζεται το μεταλλικό φύλο και με την περιστροφή τους")
. Σχήμα.")


63 Κατασκευαστικές Τεχνολογίες 63 που στρέφει τον ένα άξονα ο οποίος με τη βοήθεια γραναζιών περιστρέφει τον άλλο. Στα ελεύθερα άκρα των δυο αυτών αξόνων τοποθετούνται κατάλληλα διαμορφωτικά εργαλεία (ράουλα), ανάμεσα στα οποία συμπιέζεται το μεταλλικό φύλο και με την περιστροφή τους διαμορφώνεται. Κυλινδρική κάμψη μπορούμε να επιτύχουμε και με καμπτικά εργαλεία εμβόλου μήτρας. Ένα είδος κάμψης που εκτελούνται σε μήτρες συστροφής κάμψης είναι η Σχήμα. 5: Κάμψη με κορδονιέρα. συστροφή των άκρων ενός επίπεδου ελάσματος π.χ. μεντεσέδες για πόρτες και παράθυρα (σχ..53 και.54). Σχήμα. 53: Εργαλείο συστροφής κάμψης. Σχήμα. 54: Οριζόντια τοποθετημένο εργαλείο συστροφής κάμψης. Σχήμα. 55: Μορφή της κύρτωσης ανάλογα με την ύπαρξη ή όχι προεργασίας στα άκρα του ελάσματος. Το έλασμα τοποθετείται στην πλάκα συγκράτησης και με την κίνηση του ειδικά διαμορφωμένου εμβόλου παίρνει το επιθυμητό σχήμα. Το διαμορφωμένο έλασμα παρασύρεται προς τα πάνω και βγαίνει από το εργαλείο, όταν το έμβολο επιστρέφει στην αρχική του θέση. Για να μειωθούν οι τριβές μεταξύ του καμπτικού εμβόλου και του αντικειμένου, το έμβολο υποβάλλεται σε θερμική επεξεργασία ολικής σκλήρυνσης και στο σημείο που γίνεται η συστροφή σε κατεργασίες λείανσης και στίλβωσης. Για να διευκολυνθεί η παραπάνω διαδικασία και η μορφή του αντικειμένου να είναι αυτή ακριβώς που θέλουμε, πρέπει τα άκρα του ε- λάσματος να υποβληθούν προηγουμένως σε προεργασία κάμψης ( σχ.



64 Κατασκευαστικές Τεχνολογίες 64 Σχήμα. 56: Ταυτόχρονη αποκοπή και προεργασία κάμψης. Σχήμα. 57: Προεργασία κάμψης στα άκρα ελάσματος. Σχήμα. 58: Δημιουργία ενισχυτικού γύρου στα χείλη κυαθίου..55). Η προεργασία αυτή μπορεί να γίνει ταυτόχρονα με την αποκοπή του ελάσματος από τη λωρίδα ή μετά την αποκοπή σε άλλο εργαλείο. Στο σχήμα.56 παριστάνεται η ταυτόχρονη προεργασία κάμψης και αποκοπής σε ένα κοπτικό εργαλείο. Παρατηρούμε ότι το κοπτικό έμβολο είναι κατάλληλα διαμορφωμένο ώστε αποκόπτοντας το έλασμα να έχει δημιουργηθεί σε αυτό ένα μικρό λύγισμα στη μια του πλευρά. Η ακτίνα καμπυλότητας του εμβόλου θα πρέπει να είναι ίση με το μισό της εσωτερικής διαμέτρου της συστροφής. Στην περίπτωση που η προεργασία κάμψης θα γίνει μετά την αποκοπή του ε- λάσματος, χρησιμοποιούμε το εργαλείο του σχήματος.57. Στο οποίο τοποθετούμε το έλασμα στον συγκρατητή και στη συνέχεια το κατάλληλα κατασκευασμένο έμβολο κατεβαίνει και διαμορφώνει το άκρο του ελάσματος. Η δημιουργία ενισχύσεων στα άκρα κυαθίου γίνεται με το εργαλείο του σχήματος.58. Με την πίεση που ασκεί το έμβολο στο στόμιο του κυαθίου προκαλείται στην αρχή το τσάκισμα του στομίου και στη συνέχεια η συστροφή του. Σε τέτοιες περιπτώσεις κατεργασίας το αντικείμενο πρέπει να εφαρμόζει με ακρίβεια στο κάτω μέρος της μήτρας και να προεξέχει από αυτή λίγο περισσότερο από το μήκος της περιφέρειας του ενισχυτικού γύρου. Αυτό είναι πολύ σημαντικό γιατί εάν το αντικείμενο προεξέχει πολύ περισσότερο προς τα πάνω το αντικείμενο θα καταστραφεί αφού θα σχηματιστεί πρώτα ο ενισχυτικός γύρος και στη συνέχεια το στόμιο θα τσακιστεί ξανά χάνοντας το σχήμα του. Οι επιφάνειες του εμβόλου που έρχονται σε επαφή με την εσωτερική επιφάνεια του κυαθίου κατασκευάζονται με λοξότμηση 30 ο ώστε με την κάθοδο του εμβόλου να κεντράρεται το αντικείμενο μέσα στη μήτρα. Τα σημεία όπου γίνεται η συστροφή του αντικειμένου πρέπει να υποβάλλονται σε κατεργασίες λείανσης και στίλβωσης ώστε να μειώνονται στο

65 Κατασκευαστικές Τεχνολογίες 65 ελάχιστο οι τριβές. Σε αρκετές περιπτώσεις που το ύψος των κυαθίων είναι μεγάλο είναι απαραίτητο να υπάρχει στο εργαλείο κατάλληλος εξολκέας ο οποίος μετά το τέλος της κατεργασίας θα απομακρύνει το αντικείμενο από τη μήτρα. Η συστροφή αντικειμένων σε εργαλεία διαδοχικής σειράς κατεργασιών επιτυγχάνεται σε δυο στάδια. Στο πρώτο στάδιο γίνεται η προεργασία κάμψης και στο δεύτερο η συστροφή. Η κίνηση του εργαλείου συστροφής που σε αυτές τις μήτρες βρίσκεται σε οριζόντια θέση επιτυγχάνεται με κατάλληλο έμβολο που έχει κάποια κλίση (σχ..59 ). Η χρήση Σχήμα. 59: Εργαλείο διαδοχικής σειράς κατεργασιών. αυτού του είδους του εργαλείου επιβάλλεται γιατί πρέπει κατά την επιστροφή του εμβόλου το έλασμα να μην παρασύρεται προς τα πάνω, αφού μετά το τέλος της κατεργασίας συστροφής το έλασμα θα προωθηθεί για το επόμενο στάδιο κατεργασίας...4 ΣΤΟΙΧΕΙΑ ΥΠΟΛΟΓΙΣΜΩΝ ΚΑΙ ΑΣΚΗΣΕΙΣ Στα διάφορα προβλήματα κάμψης που καλούμαστε να επιλύσουμε πρέπει να υπολογίσουμε διάφορα μεγέθη τα οποία επηρεάζουν την διαδικασία της κάμψης αλλά και τη μορφή του αντικειμένου που προκύπτει. Παρακάτω εξετάζουμε όλους αυτούς παράγοντες, καθώς και τον τρόπο υπολογισμού τους ΕΛΑΧΙΣΤΗ ΑΚΤΙΝΑ ΚΑΜΨΗΣ (r 1min ) Ελάχιστη ακτίνα κάμψης ονομάζουμε τη μικρότερη δυνατή ακτίνα καμπυλότητας της κορυφής του εμβόλου. Η ελάχιστη ακτίνα κάμψης ε- ξαρτάται από τις ιδιότητες του υλικού καθώς και από το πάχος του. Αν η κορυφή του εμβόλου έχει μικρότερη ακτίνα καμπυλότητας από την ελάχιστη, τότε το υλικό θα διασταλεί πέρα από την περιοχή της επιτρεπόμενης καταπόνησης, θα ελαττωθεί το πάχος του, θα εμφανιστούν ρωγμές και το υλικό θα γίνει εύθραυστο. Η ελάχιστη ακτίνα καμπυλότητας υπολογίζεται από πίνακες (βλ. παράρτημα πίνακες 1 και 15 σελ. 168 και 169) ή από την παρακάτω σχέση. r 1min = s * λ (.13) όπου r 1min : ελάχιστη ακτίνα κάμψης (mm) s : πάχος ελάσματος (mm)
66 Κατασκευαστικές Τεχνολογίες 66 λ : συντελεστής που εξαρτάται από το υλικό και λαμβάνεται από πίνακα ( βλ. παράρτημα πιν.13 σελ.169)...4. ΣΥΝΤΕΛΕΣΤΗΣ ΕΛΑΣΤΙΚΗΣ ΕΠΑΝΑΤΑΞΗΣ ( k R ) Μετά την κάμψη του ελάσματος από το έμβολο υπάρχουν περιοχές στο έλασμα οι οποίες έχουν υποστεί μόνο ελαστική παραμόρφωση. Σαν συνέπεια αυτού του γεγονότος με την άνοδο του εργαλείου και τον μηδενισμό του φορτίου διαμόρφωσης η αποθηκευμένη στο έλασμα ελαστική ενέργεια τείνει να επαναφέρει το υλικό στην αρχική του μορφή. Έτσι μετά την κάμψη το υλικό επανέρχεται ελάχιστα προς τα πίσω. Πρέπει επομένως η γωνία στο έμβολο να κατασκευάζεται τόσο μικρότερη από την πραγματική, όσο είναι και η ελαστική επιστροφή του ελάσματος μετά την κάμψη. Για το λόγο αυτό όταν απαιτούμε μεγάλη ακρίβεια στο μέγεθος της γωνίας κάμψης πρέπει να υπολογίσουμε τον συντελεστή επανάταξής ή επαναφοράς (k R ) του υλικού. Ο συντελεστής αυτός εξαρτάται από το όριο διαρροής του υλικού, το πάχος του ελάσματος, την ακτίνα και το είδος της κάμψης. Υπολογίζεται από το διάγραμμα ( παράρτημα σελ. 17 ) ή από τον πίνακα 16 (παράρτημα σελ. 169), σε σχέση με το λόγο της ακτίνας καμπυλότητας του τεμαχίου (r i ) προς το πάχος του ελάσματος (s). Όταν υπολογίσουμε τον συντελεστή ελαστικής επαναφοράς τότε μπορούμε να βρούμε τη γωνία που πρέπει να έχει το εργαλείο κάμψης ώστε να έχουμε την επιθυμητή γωνία στο αντικείμενο και την ακτίνα καμπυλότητας του εμβόλου (r 1 ). α1 α i = (.14) r1 = k R * ( r + 0,5 * s) 0,5 * s (.15) k R όπου : α 1 : η γωνία στο εργαλείο κάμψης α i : η γωνία κάμψης του τεμαχίου k R : συντελεστής επανάταξης ή επαναφοράς. r 1 : ακτίνα καμπυλότητας του εμβόλου. r i : ακτίνα καμπυλότητας του τεμαχίου. ΑΣΚΗΣΗ..1 Για την γωνία του διπλανού σχήματος από έλασμα X1CrNi 18-8 να προσδιοριστούν : 1) ο συντελεστής ελαστικής επανάταξης (k R ) ) η γωνία στο εργαλείο κάμψης (α 1 ) 3) η ακτίνα στο εργαλείο κάμψης (r 1 )
67 Κατασκευαστικές Τεχνολογίες 67 ΛΥΣΗ Ο συντελεστής ελαστικής επανάταξης (k R ) θα βρεθεί από τον πίνακα 16 (παράρτημα σελ.169 ) ή από το διάγραμμα (παράρτημα σελ. 17), ανάλογα με το λόγο r i /s. r Ο λόγος i 10mm = = 4 οπότε kr = 0,95 s,5mm Η γωνία στο εργαλείο κάμψης θα είναι : α1 = αi * k R α1 = 90 * 0,95 α1 = 85, 5 Η ακτίνα στο εργαλείο κάμψης θα είναι: r 1 = k R *(r i +0,5*s)-0,5*s = 0,95*(10mm+0,5*,5mm)-0,5*,5mm => r 1 =9,4 mm..4.3 ΑΝΑΠΤΥΓΜΑ ΕΛΑΣΜΑΤΟΣ ( L ) Ως ανάπτυγμα ενός ελάσματος που έχει υποστεί κάμψη, ονομάζουμε το αρχικό μήκος του ελάσματος πριν την διαδικασία της κάμψης. Το μήκος αυτό υπολογίζεται προσθέτοντας αi τα μήκη των ευθυγράμμων τμημά- των του τεμαχίου συν το μήκος του ή των τόξων που έχουν δημιουργηθεί με την κάμψη. Το μήκος αυτό ονομάζεται μήκος του θεωρητικού αναπτύγματος lb (L) και υπολογίζεται με βάση την ουδέτερη L ίνα ή ουδέτερο άξονα της δια- Σχήμα. 60: Ανάπτυγμα ελάσματος. τομής. Για παράδειγμα στο σχήμα.60 το θεωρητικό μήκος του αναπτύγματος θα είναι : L = l + l + l (.16 ) L = l + l + π * r 1 b s όπου r η ακτίνα της ουδετέρας γραμμής = r i + Επειδή κατά την κάμψη λαμβάνει χώρα μια επιμήκυνση του υλικού στα σημεία της κάμψης το πραγματικό μήκος του ελάσματος (L 1 ) είναι μικρότερο από το θεωρητικό και υπολογίζεται ως εξής: l 1 ri l1 L l b 1 = l 1 + l π * αi = l b * ri + y * s L = l + π * α 1 i (.17) 180 i * r y * s + + l όπου: α i : η γωνία κάμψης του τεμαχίου σε μοίρες r i : η ακτίνα κάμψης του τεμαχίου (mm)
68 Κατασκευαστικές Τεχνολογίες 68 s : πάχος του ελάσματος (mm) y : συντελεστής διόρθωσης που εξαρτάται από το πάχος του υλικού και λαμβάνεται από πίνακα (πίν.14 παράρτημα σελ.169 ή από το διάγραμμα 3 παράρτημα σελ.173 ) ΔΥΝΑΜΗ ΚΑΜΨΗΣ (F b ) Η δύναμη που απαιτείται να ασκηθεί από την πρέσα ώστε να πραγματοποιηθεί η κάμψη εξαρτάται από το είδος της κάμψης και υπολογίζεται από διαφορετικές σχέσεις για την κάθε περίπτωση. Έτσι έχω: Δύναμη για κάμψη τύπου V 1, * b * s * σb Fb = (.18) w Δύναμη για κάμψη τύπου U Fb = 0.4 * s * b * σb (.19) Δύναμη για κάμψη τύπου Ζ Fb = 0, * s * b * σβ (.0) Δύναμη για συστροφή κάμψη 0,7 * s * b * σβ Fb = (.1) Dα όπου : F b : δύναμη κάμψης (Kp) b : πλάτος ελάσματος (mm) s : πάχος ελάσματος (mm) σ Β : όριο θραύσης σε εφελκυσμό (Kp/mm ) r 1 : ακτίνα καμπυλότητας του εμβόλου (mm) r 1min : ελάχιστη επιτρεπόμενη ακτίνα κάμψης (mm) D α : εσωτερική διάμετρος εμβόλου (mm) (βλ. σχ..53 σελ. 63) w : διάστημα κάμψης (mm) και λαμβάνεται : w = 5* r 1 για r 1 > r 1min (.) w = 7* r 1 για r 1 = r 1min (.3)..4.5 ΔΥΝΑΜΗ ΣΥΓΚΡΑΤΗΣΗΣ (F G ) Δύναμη συγκράτησης εννοούμε τη δύναμη που ασκεί ο συγκρατητής στο έλασμα για να το κρατήσει σταθερό στην σωστή θέση. Η δύναμη αυτή υπολογίζεται εμπειρικά και είναι : F G = 0,5 * F b (Kp) (.4)
69 Κατασκευαστικές Τεχνολογίες ΕΡΓΟ ΚΑΜΨΗΣ ( W ) Το έργο κατά την κάμψη στη γενική του μορφή δίνεται από τη σχέση : W= x * F b * h (Kp*m) (.5) Στην περίπτωση που χρησιμοποιείται συγκράτηση κατά την κάμψη τότε το έργο δίνεται από τη σχέση : W = ( x * Fb * FG )* h (Kp*m) (.6) όπου: x : συντελεστής κάμψης που εξαρτάται από τη μέθοδο κάμψης F b : δύναμη κάμψης (Kp) F G : δύναμη συγκράτησης (Kp) h : ύψος κάμψης (m) Όπως γίνεται εύκολα κατανοητό το έργο εξαρτάται από τη μέθοδο κάμψης αφού ανάλογα με τη μέθοδο διαφέρει ο τρόπος υπολογισμού της δύναμης η οποία εμπλέκεται άμεσα με το έργο. Ανάλογα λοιπόν με τη μέθοδο κάμψης η σχέση.5 γίνεται: Έργο για κάμψη τύπου V Στην περίπτωση αυτού του είδους της κάμψης ο συντελεστής x είναι ίσος με 1/3 οπότε το έργο κάμψης υπολογίζεται από τη σχέση: 1 W = * Fb * h(.7) 3 w h = αi εφ όπου : w = διάστημα κάμψης (mm) α i = γωνία κάμψης του τεμαχίου Έργο για κάμψη τύπου U Σ αυτήν την περίπτωση ο συντελεστής κάμψης x γίνεται ίσος με /3 και το ύψος h = 4*s. Οπότε το έργο θα είναι ίσο: W = * Fb * 4 * s W =,67 * Fb * s (.9) 3 ΑΣΚΗΣΕΙΣ (.8).. Δίδεται στεφάνι μαλακτήρα ελαιοτριβείου όπως στο σχήμα από δοκό 100 x 50. Ζητείται το ανάπτυγμα ( θεωρητικό ) της στεφάνης. y y b y/ y/
70 Κατασκευαστικές Τεχνολογίες 70 ΛΥΣΗ Η ουδετέρα γραμμή σε κάθε εγκάρσια διατομή διέρχεται δια του κέντρου βάρους της διατομής, ενώ σε κάθε κατά μήκος τομή δοκού συμπίπτει με τον γεωμετρικό της άξονα. Το μήκος του θεωρητικού αναπτύγματος (L) είναι : L = π*d όπου D = 100mm + * e y => D = 100mm + *1,55cm => D = 131mm. Επομένως : L = π*131 mm => L = 3867,30 mm. Άρα το μήκος του θεωρητικού αναπτύγματος θα είναι : 100 x 50 x 3867,3mm...3 Δίδεται το εξάρτημα του σχήματος με Γ πάχος ελάσματος s = 0,5mm και πλάτος ελάσματος b = 00mm, ακτίνα Z κάμψης όλων των γωνιών r i =1mm, υλικό St13-3 H με όριο θραύσης σε εφελκυσμό Ε Θ σ β =45Kp/mm,γωνία για όλες τις κάμψεις α i =90 ο και κάμψη με σφύρα I K τύπου V. Να υπολογιστούν : 1) Το μήκος του θεωρητικού αναπτύγματος του εξαρτήματος (L). ) Το μήκος του πραγματικού αναπτύγματος του δοθέντος εξαρτήματος (L 1 ). 3) Η ελάχιστη δυνατή ακτίνα κάμψης (r 1min ). 4) Ο συντελεστής ελαστικής επανάταξης (k R ). 5) Το διάστημα κάμψης (w). 6) Η δύναμη κάμψης (F b ). 7) Το έργο κάμψης (W). ΛΥΣΗ 1) Υπολογισμός του θεωρητικού αναπτύγματος (L). Το μήκος του θεωρητικού αναπτύγματος (L) είναι : L = *(ΑΒ)+8*(ΒΓ)+*(ΓΔ)+*(ΕΖ)+*(ΗΘ)+(ΙΚ) A B
71 Κατασκευαστικές Τεχνολογίες 71 όπου : (ΒΓ) = ( AB) = 00 ri S (AΒ) = ,5 = 198,5mm. * π*r 4 = π*r π*1,5 (ΓΔ) = 350-0,5-1-1 (ΓΔ) = 347,5 mm. (ΕZ) = *0,5- *1 (EZ) = 97 mm. (HΘ) = 50 - *0,5- *1 (ΗΘ) = 47 mm. (IK) = *0,5- *1 (IK) = 797 mm. (BΓ) = 1,963mm. όπου R η ακτίνα της ουδετέρας γραμμής = r + = Δι αντικαταστάσεως έχω : i s = 1,5 mm. L = (*198,5+8*1,963+*347,5+*97+*47+797) mm L = 19,71mm. Επομένως το θεωρητικό ανάπτυγμα του εξαρτήματος θα είναι : Λαμαρίνα 19,7 x 00 x 0,5 mm. ) Υπολογισμός του πραγματικού αναπτύγματος (L 1 ). Κατά την κάμψη του ελάσματος λαμβάνει χώρα μια επιμήκυνση του υλικού.έτσι το πραγματικά αναγκαίο αρχικό μήκος είναι μικρότερο από το θεωρητικό που υπολογίζεται με βάση τον ουδέτερο άξονα της διατομής. Το πραγματικό μήκος του τόξου (l b ) δίδεται από τη σχέση : l b = π * α 180 i o * ri + y * s όπου : α i = η γωνία κάμψης του τεμαχίου σε μοίρες. r i = η ακτίνα κάμψης του τεμαχίου σε mm. s = το πάχος του ελάσματος σε mm. y = συντελεστής διόρθωσης. Για r 1mm ri = s 0,5mm s i = από πίνακα 14 (παράρτημα σελ.169) ή από διάγραμμα 3 ( παράρτημα σελ. 173 ) λαμβάνω y =0,8.
72 Κατασκευαστικές Τεχνολογίες 7 Με αντικατάσταση έχω : o π *90 0,8* 0,5mm l = * 1mm l o = b b 1,885mm. Επομένως το μήκος του αναπτύγματος (L 1 ) θα είναι : = 19,71 8* ΒΓ mm + 8*l = 177mm + 15,08mm L ( ) L1 b 1 = 19,08mm. Άρα το ζητούμενο ανάπτυγμα θα είναι : λαμαρίνα 19,1 x 00 x 0,5mm. 3) Υπολογισμός της ελάχιστης δυνατής ακτίνας r 1min Η ελάχιστη δυνατή ακτίνα δίδεται από τη σχέση : r 1min = s*λ όπου λ συντελεστής Από πίνακα 13 (παράρτημα σελ.169) λαμβάνω λ = 0,01 επομένως r 1min = 0,5mm*0,01 r 1min = 0,005 mm. 4) Υπολογισμός συντελεστή ελαστικής επανάταξης k R Ο συντελεστής ελαστικής επανάταξης υπολογίζεται από τον πίνακα 16 (παράρτημα σελ. 169) ή από το διάγραμμα (παράρτημα σελ.17) σε σχέση με το λόγο της ακτίνας καμπυλότητας (r i ) του τεμαχίου προς το πάχος του ελάσματος (s). r Επειδή i 1mm = = έχω kr = 0,99. s 0,5mm Οπότε η γωνία στο εργαλείο κάμψης θα είναι: α 1 = α i * k R = 90 * 0,99 α 1 = 89,1 o = 89 ο 6. Η ακτίνα καμπυλότητας στο εργαλείο θα είναι: r = k * (r + 0,5 * s) 0,5 * s = 0,99 * (1mm + 0,5 * 0,5mm) 0,5 * 0,5mm r 1 1 R = 0,988mm i 5) Υπολογισμός διαστήματος κάμψης Επειδή η ακτίνα καμπυλότητας του εμβόλου (r 1 ) είναι μεγαλύτερη από την ελάχιστη επιτρεπόμενη ακτίνα καμπυλότητας (r 1min ) το διάστημα κάμψης (w) δίδεται από τη σχέση : w= 5 * r 1 για r 1 > r 1min επομένως w = 5*0,988mm w = 4,94mm. 6) Υπολογισμός δύναμης κάμψης
73 Κατασκευαστικές Τεχνολογίες 73 Η δύναμη κάμψης (F b ) για περίπτωση κάμψης με σφύρα τύπου V δίδεται από την σχέση : 1,* b*s *σβ Fb = όπου b = πλάτος ελάσματος (mm) w σ β = όριο θραύσης του υλικού σε εφελκυσμό s = πάχος ελάσματος (mm) δι αντικαταστάσεως λαμβάνω : 1, * 00mm * 0,5 mm * 45Kp / mm Fb = Fb = 546,56Kp 4,94mm Επομένως : F b = 550 Kp. 7) Υπολογισμός έργου κάμψης Το έργο κάμψης δίδεται από τη σχέση : W = 1 3 * F b * h w όπου h = ύψος κάμψης και δίδεται από τη σχέση : h = αi tan όπου α i = γωνία κάμψης του τεμαχίου w= διάστημα κάμψης 4,94mm Με αντικατάσταση έχω : h = h =,47mm o 90 tan 1 550Kp*,47m Οπότε W = *550Kp*,47mm W = = 3 3*1000 Επομένως : W = 0,5 Kp*m. 0,453Kp* m

.")
74 Κατασκευαστικές Τεχνολογίες 74.3 ΒΑΘΕΙΑ ΚΟΙΛΑΝΣΗ.3.1 ΓΕΝΙΚΑ ΓΙΑ ΤΗΝ ΒΑΘΕΙΑ ΚΟΙΛΑΝΣΗ Βαθεία κοίλανση ονομάζουμε την κατεργασία διαμόρφωσης, κατά την οποία ένα επίπεδο έλασμα διαμορφώνεται σε κοίλο με τη βοήθεια ενός εργαλείου που αποτελείται στην απλούστερή του μορφή, από ένα έμβολο και μια μήτρα (σχ..61). Στις περισσότερες των περιπτώσεων α- παιτείται η σωστή συγκράτηση του ελάσματος στο εργαλείο για να μην δημιουργηθούν στο τελικό αντικείμενο πτυχώσεις, που έχουν σαν συνέπεια την αυξημένη τραχύτητα, τη μειωμένη αντοχή και τη θραύση του. Για το λόγο αυτό στα εργαλεία υπάρχει ο κατάλληλος συγκρατητής ο ο- ποίος κρατάει το έλασμα σταθερό στη σωστή θέση. Το εργαλείο αυτό τοποθετείται σε πρέσα η οποία ασκεί την απαιτούμενη δύναμη ώστε το υλικό να υποστεί πλαστική παραμόρφωση και να πάρει τη μορφή που ε- πιθυμούμε. Με την κοίλανση μπορούμε να κατασκευάσουμε δοχεία σε διάφορα γεωμετρικά σχήματα τα οποία συναντάμε στην καθημερινή μας ζωή όπως μαγειρικά και οικιακά σκεύη, μεγάλα βαρέλια από αλουμίνιο και α- νοξείδωτο χάλυβα για τη βιομηχανία γάλακτος, τη ζυθοποιία κ.α.(σχ..6). Μεταλλικά υλικά που Σχήμα. 61: Αρχή λειτουργίας βαθείας κοίλανσης. Σχήμα. 6: Σκεύη που έχουν παραχθεί με βαθεία κοίλανση χρησιμοποιούνται για την παραγωγή προϊόντων με κοίλανση εν ψυχρώ είναι ο χαλκός, το αλουμίνιο, ο μαλακός και ο ανοξείδωτος χάλυβας. Στην περίπτωση υλικών που διαμορφώνονται δύσκολα, π.χ. τιτάνιο είναι δυνατόν η κοίλανση να γίνει εν θερμώ οπότε το υλικό θερμαίνεται τοπικά ή ολόκληρο, ενώ ταυτόχρονα θερμαίνεται και η μήτρα του εργαλείου.

75 Κατασκευαστικές Τεχνολογίες 75 Στην απλούστερή της μορφή η βαθεία κοίλανση συνίσταται στην κατασκευή ενός κυλινδρικού κυαθίου από ένα επίπεδο έλασμα κυκλικής διατομής ( δίσκο ). Για την επιτυχή κατασκευή ενός αντικειμένου με βαθεία κοίλανση απαιτείται ο ακριβής υπολογισμός της διαμέτρου του αρχικού δίσκου, το σωστό μέγεθος της δύναμης κοίλανσης και της δύναμης συγκράτησης, η χρήση του κατάλληλου λιπαντικού και η ύπαρξη της απαιτούμενης χάρης μεταξύ εμβόλου και μήτρας..3. ΔΙΑΔΙΚΑΣΙΑ ΚΟΙΛΑΝΣΗΣ Το έλασμα που έχει κοπεί στις κατάλληλες διαστάσεις ( διαστάσεις που έχουν υπολογιστεί ), τοποθετείται στην υποδοχή οδηγό του εργαλείου και κεντράρεται σε σχέση με το έμβολο κοίλανσης. Κατάλληλος συγκρατητής πιέζει το έλασμα μέσα στην υποδοχή. Το έμβολο αρχίζει να κατεβαίνει και πιέζει το υλικό προς τα κάτω. Αρχικά το έλασμα κάμπτεται στα σημεία των στρογγυλεμένων ακμών της μήτρας και στη συνέχεια εφελκύεται προς τα κάτω με αποτέλεσμα να δημιουργείται ένα κοίλο δοχείο (σχ..63). Σχήμα. 63: Διαδικασία βαθείας κοίλανσης. Το έλασμα μπορούμε να το χωρίσουμε σε τρεις περιοχές ανάλογα με το είδος της καταπόνησης που ασκείται στην καθεμία. Έτσι όπως φαίνεται στο σχήμα.64 έχουμε την περιοχή Χ όπου το υλικό βρίσκεται σε επαφή με τη μήτρα. Την κυκλική ζώνη Y η οποία στην αρχή της κατεργασίας δεν βρίσκεται σε επαφή ούτε με το έμβολο ούτε με τη μήτρα και τη κυκλική ζώνη Z που βρίσκεται σε επαφή με το έμβολο. Στην περιοχή Χ το υλικό καθώς προχωρεί η διαδικασία κινείται προς την είσοδο του δακτυλίου της μήτρας κάτω από μια εφαρμοζόμενη ακτινική εφελκυστική τάση (συνεχής ολκή). Όταν το υλικό της ζώνης Χ ολισθαίνει στο καμπύλο τμήμα της μήτρας το πάχος του ελαττώνεται λόγω πλαστικής κάμψης. Το υλικό στην ζώνη Y υπόκειται σε κάμψη και ολίσθηση πάνω στα στρογγυλεμένα άκρα της μήτρας σε έκταση λόγω εφελκυσμού μεταξύ της μήτρας και του εμβόλου και σε ολίσθηση πάνω στο έμβολο.


76 Κατασκευαστικές Τεχνολογίες 76 Στη ζώνη Z το υλικό υπόκειται σε έκταση και ολίσθηση πάνω στην κεφαλή του εμβόλου. Το μέγεθος της παραμόρφωσης εξαρτάται από τη γεωμετρία του εμβόλου καθώς και από τις συνθήκες τριβής. Συνοψίζοντας τα παραπάνω μπορούμε να πούμε ότι κατά την κοίλανση λαμβάνουν χωρά πέντε ειδών καταπονήσεις: 1. Ακτινική ολκή μεταξύ της μήτρας και του συγκρατητή. Σχήμα. 64: Περιοχές Χ,Y,Ζ στο προς κατεργασία έλασμα.. Κάμψη και ολίσθηση στα στρογγυλεμένα άκρα της μήτρας. 3. Εφελκυσμό μεταξύ της μήτρας και του κυλινδρικού τμήματος του εμβόλου. 4. Κάμψη και ολίσθηση στο καμπύλο τμήμα του εμβόλου. 5. Έκταση και ολίσθηση επάνω στην κεφαλή του εμβόλου. Διάφορες περιοχές της ζώνης Χ υπόκεινται σε μερικές ή όλες τις καταπονήσεις 1,,3. Περιοχές της ζώνης Y υπόκεινται σε μερικές ή όλες τις καταπονήσεις,3,4 και περιοχές της ζώνης Ζ υπόκεινται σε μερικές ή όλες τις καταπονήσεις 3,4,5. Μεταξύ των περιοχών που σχετίζονται με την κοίλανση πάνω στην μήτρα και με την έκταση πάνω στο έμβολο υπάρχει μια στενή περιοχή της ζώνης Y που δεν υπόκειται σε πλαστική κάμψη αλλά κυρίως σε απλό εφελκυσμό. Το υλικό λοιπόν σε αυτή τη στενή περιοχή εκτείνεται και λεπταίνει. Λόγω όλων των παραπάνω καταπονήσεων που δέχεται το υλικό, αρκετές φορές δεν είναι δυνατή η απευθείας παραμόρφωσή του στην τελική του μορφή, αφού το υλικό δεν αντέχει αυτή τη βίαιη αλλαγή της μορφής του και ραγίζει ή σπάει. Σχήμα. 65: Αντικείμενο που έχει παραχθεί με διαδοχικές ανάκοιλάνσεις.
.")

77 Κατασκευαστικές Τεχνολογίες 77 Σε αυτές τις περιπτώσεις η διαδικασία της κοίλανσης πρέπει να χωριστεί σε επιμέρους κοιλάνσεις οι οποίες ονομάζονται ανακυλάνσεις και έτσι το έλασμα παίρνει την τελική του μορφή αφού προηγουμένως έχει πάρει κάποιες ενδιάμεσες μορφές (σχ..65). Το στοιχείο εκείνο από το οποίο εξαρτάται ο αριθμός των φάσεων στην κοίλανση ονομάζεται λόγος κοίλανσης για τον οποίο θα αναφερθούμε αναλυτικά παρακάτω. Για την πραγματοποίηση των ανακοιλάνσεων είναι απαραίτητο το ημιδιαμορφωμένο αντικείμενο να τοποθετηθεί σε άλλο εργαλείο. Όπως γίνεται εύκολα αντιληπτό όσες ανακοιλάνσεις πραγματοποιήσουμε τόσα εργαλεία θα χρησιμοποιήσουμε, πράγμα που αυξάνει το κόστος και τον χρόνο της όλης κατεργασίας. Οι ανακοιλάνσεις που αναφερθήκαμε προηγουμένως μπορούν να είναι άμεσες δηλαδή το αντικείμενο τοποθετείται στο επόμενο εργαλείο με τον ίδιο τρόπο που ήταν τοποθετημένο κατά την προηγούμενη φάση της κοίλανσης (σχ..66), ή με αντιστροφή όπου το αντικείμενο τοποθετείται έτσι ώστε η μέχρι πριν εξωτερική επιφάνεια του αντικειμένου να γίνει εσωτερική, η δε εσωτερική να γίνει εξωτερική (σχ..67). Σχήμα. 66: Άμεση ανακοίλανση. Μεταξύ των ανακοιλάνσεων είναι δυνατή η ανόπτηση του κατεργαζόμενου υλικού που είναι μια θερμική κατεργασία κατά την οποία θερμάνουμε το υλικό στην κατάλληλη θερμοκρασία. Στη συνέχεια το ψύχουμε με κατάλληλη ταχύτητα ώστε να αποκτήσει τη μικροκρυσταλική εκείνη δομή που θα του προσδώσει τις επιθυμητές ιδιότητες. Στην περίπτωση της κοίλανσης ο επιδιωκόμενος στόχος είναι με την ανόπτηση να περιοριστεί η σκλήρυνση του υλικού, η οποία οφείλεται στην ιδιότητα του υλικού να σκληραίνει έπειτα από κάθε παραμόρφωση και να αφαιρεθούν από το υλικό οι εσωτερικές τάσεις οι οποίες στα σημεία που συσσωρεύονται μπορούν να οδηγήσουν στην θραύση του υλικού. Σχήμα. 67: Ανακοίλανση με αντιστροφή.

78 Κατασκευαστικές Τεχνολογίες ΕΡΓΑΛΕΙΑ ΒΑΘΕΙΑΣ ΚΟΙΛΑΝΣΗΣ Τα εργαλεία βαθείας κοίλανσης όπως έχει ήδη αναφερθεί αποτελούνται από το έμβολο, τη μήτρα, τον συγκρατητή και από εξολκέα αν είναι απαραίτητος. Το σύστημα εμβόλου μήτρας (καλούπι) κατασκευάζεται ειδικά για κάθε σειρά αντικειμένων η δε κατασκευή του απαιτεί υψηλή ειδίκευση, πείρα και υποδομή. Για την κατασκευή ενός εργαλείου θα πρέπει να ληφθούν υπ όψιν οι ιδιότητες του υλικού που θα διαμορφωθεί, το πάχος του, ο αριθμός των τεμαχίων που θα παραχθούν και η πρέσα η οποία θα χρησιμοποιηθεί. Είναι προφανές ότι για ένα εργαλείο που το κόστος κατασκευής είναι αρκετά μεγάλο δεν επιτρέπονται πειραματισμοί και για το λόγο αυτό ο υπολογισμός της όλης διαδικασίας μειώνει αποφασιστικά τη δαπάνη κατασκευής. Η δομή των εργαλείων βαθείας κοίλανσης εξαρτάται από τον τύπο της πρέσας τον οποίο θα χρησιμοποιήσουμε. Έτσι τα εργαλεία για πρέσες διπλής ενέργειας διαφέρουν από αυτά των συνήθων πρεσών έκκεντρου ή στροφάλου, κυρίως στη θέση που βρίσκεται τοποθετημένος ο συγκρατητής. Στο σχήμα.68 βλέπουμε ένα εργαλείο βαθείας κοίλανσης για πρέσα διπλής ενέργειας. Σ αυτό το εργαλείο ο συγκρατητής στερεώνεται σε δική του κεφαλή ώσεως, ενώ το έμβολο στηρίζεται σε άλλη κεφαλή, η οποία οδηγείται από την κεφαλή του συγκρατητή. Αρχικά και οι δύο κεφαλές της πρέσας πιέζουν το έμβολο και τον συγκρατητή Σχήμα. 68: Εργαλείο βαθείας κοίλανσης για πρέσα διπλής ενέργειας. αναγκάζοντάς τα, να κινηθούν προς τα κάτω. Έτσι ο συγκρατητής πιέζει το έλασμα που βρίσκεται τοποθετημένο στην κατάλληλη υποδοχή, ενώ το έμβολο κοίλανσης κατέρχεται περισσότερο και αρχίζει να παρασύρει το έλασμα εντός της μήτρας. Κατά τη διάρκεια της κοίλανσης η πίεση που ασκεί ο συγκρατητής στο έλασμα πρέπει να παραμένει σταθερή. Όμως επειδή η φλάντζα του ελάσματος μεταξύ συγκρατητή και μήτρας γίνεται ολοένα και μικρότερη και το έλασμα λόγω της συμπίεσης του παχύτερο, η πίεση του συγκρατητή πρέπει να μειωθεί προς το τέλος της κοίλανσης. Η ανύψωση του συγκρατητή στις υδραυλικές πρέσες επιτυγχάνεται μεταβάλλοντας την

79 Κατασκευαστικές Τεχνολογίες 79 πίεση του λαδιού ενώ στις μηχανικές πρέσες γίνεται με κατάλληλο έκκεντρο δίσκο ο οποίος ελέγχει την κίνηση της κεφαλής του συγκρατητή. Στα εργαλεία κοιλάνσεως για πρέσες έκκεντρου ή στροφάλου τοποθετούνται ελατήρια τα οποία πιέζουν το συγκρατητή επάνω στο έλασμα. Επειδή η δύναμη που ασκούν τα ελατήρια γίνεται συνεχώς μεγαλύτερη και ταυτόχρονα συμβαίνουν τα φαινόμενα που αναφέραμε παραπάνω σχετικά με το πάχος του ελάσματος μεταξύ μήτρας και συγκρατητή, αυτός ο τρόπος συγκράτησης του ελάσματος είναι αναποτελεσματικός. Για το λόγο αυτό επειδή στο άνω μέρος του εργαλείου δεν υπάρχει αρκετός χώρος, το έμβολο και ο συγκρατητής τοποθετούνται στο κάτω μέρος του εργαλείου και κάτω από το τραπέζι της πρέσας στερεώνεται ένα μακρύ ελατήριο για τον συγκρατητή (σχ..69). Σε πολλές πρέσες υπάρχει μια συσκευή πιέσεως ελατηρίου, με ρυθμιζόμενο κεντρικό ελατήριο, η οποία μπορεί να χρησιμοποιηθεί σε όλα τα εργαλεία. Για το σκοπό αυτό καταλληλότερα είναι τα δισκοειδή ελατήρια, με τη χρησιμοποίηση των οποίων μπορεί να ρυθμιστεί με ακρίβεια η δύναμη του συγκρατητή. Τα εργαλεία βαθείας κοίλανσης κατασκευάζονται Σχήμα. 69: Εργαλείο βαθείας κοίλανσης για με μηχανικές κατεργασίες πρέσα απλής ενέργειας. βαθμιαίας αφαίρεσης υλικού π.χ. τόρνευση, φρεζάρισμα, λείανση, πλάνισμα κ.α., από σκληρά μέταλλα (σκληρότητα περίπου 61~64 HRC) ό- πως π.χ. C100W1, 90Cr3, 90MnV8 κ.α. Τα ανοίγματα της μήτρας τα στρογγυλέματα στις ακμές της μήτρας, του συγκρατητή και του εμβόλου πρέπει να έχουν στιλβωθεί. Επίσης ειδικά τα στρογγυλέματα του εμβόλου κοίλανσης στις ανακοιλάνσεις κατασκευάζονται λοξοτμημένα υπό γωνία 38 ο για την διαμόρφωση του ελάσματος στις πρώτες φάσεις της κατεργασίας (σχ..70). Οι ακμές της λοξότμησης πρέπει και στην περίπτωση αυτή να στρογγυλεύονται. Κατά την κίνηση του εμβόλου κοίλανσης προς τα πάνω δημιουργείται μέσα στο διαμορφωμένο κυάθιο κενό αέρα. Το φαινόμενο αυτό στην περίπτωση αντικειμένων με μικρό πάχος και μεγάλη επιφάνειας πάτου, έχει σαν αποτέλεσμα την δημιουργία εξογκώματος στην επιφάνεια
. Σχήμα.")

.")
80 Κατασκευαστικές Τεχνολογίες 80 του δαπέδου (πάτος) του κυαθίου. Το φαινόμενο αυτό αποφεύγεται αν το έμβολο κοίλανσης διαθέτει μια οπή για την έξοδο του αέρα (σχ..71). Σχήμα. 70: Διαμόρφωση των ακμών του εμβόλου για τα αρχικά σταδία της κοίλανσης. Σχήμα. 71: Ειδικά διαμορφωμένο έμβολο για την αποφυγή παραμόρφωσης στον πάτο του κυαθίου. Υπάρχουν όπως έχει αναφερθεί και σε προηγούμενα κεφάλαια και τα σύνθετα εργαλεία κοίλανσης, εργαλεία δηλαδή που εκτελούν περισσότερες από μία κατεργασίες διαμόρφωσης (σχ.7). Το εργαλείο αυτού του σχήματος είναι ένα σύνθετο εργαλείο εκτομής και κοίλανσης, όπου διακρίνεται το έμβολο, η μήτρα, ο συγκρατητής, ο εξολκέας και άλλα μέρη του εργαλείου. Το έλασμα κόβεται από το έμβολο εκτομής στις κατάλληλες διαστάσεις και ταυτόχρονα το ίδιο έμβολο που είναι ειδικά κατασκευασμένο, διαμορφώνει με τη βοήθεια της μήτρας την κοίλη μορφή του αντικειμένου. Σχήμα. 7: Σύνθετο εργαλείο εκτομής κοίλανσης.
81 Κατασκευαστικές Τεχνολογίες ΥΠΟΛΟΓΙΣΤΙΚΑ ΣΤΟΙΧΕΙΑ ΑΣΚΗΣΕΙΣ Κατά τη διαμόρφωση ενός επιπέδου ελάσματος σε κοίλο με βαθεία κοίλανση καλούμαστε να υπολογίσουμε κάποια μεγέθη από τα οποία ε- ξαρτάται σε πολύ μεγάλο βαθμό η ποιότητα του αντικειμένου που θα παραχθεί, το πλήθος των απαιτουμένων εργαλείων και κατά συνέπεια το κόστος της κατεργασίας. Τα μεγέθη λοιπόν αυτά που παίζουν καθοριστικό ρόλο στην κοίλανση, θα εξετάσουμε σε αυτό το κεφάλαιο ΛΟΓΟΣ ΚΟΙΛΑΝΣΗΣ Σαν λόγος κοίλανσης (β) ορίζεται το πηλίκο της διαμέτρου του αρχικού ελάσματος D ο προς την διάμετρο του τελικού αντικειμένου d. Do β = (.30) d Η τιμή που μπορεί να πάρει ο λόγος κοίλανσης δεν μπορεί να υ- περβαίνει την τιμή του οριακού ή επιτρεπόμενου λόγου κοίλανσης (β Επ ). Δηλαδή πρέπει πάντα να ισχύει β β (.31). Επ Η οριακή τιμή του λόγου κοίλανσης εξαρτάται από τη γεωμετρία του εργαλείου, το κατεργαζόμενο υλικό, την πίεση συγκράτησης, την τελική διάμετρο και το πάχος του ελάσματος. Οι τιμές του επιτρεπόμενου λόγου κοίλανσης λαμβάνονται από πίνακες (βλ. πίνακες 5 και 8 παραρτήματος, σελ 165 και 166). Ο λόγος κοίλανσης χαρακτηρίζει την ποιότητα του υλικού από την άποψη της κοίλανσης και έχει μεγάλη σημασία γιατί από αυτόν εξαρτάται ο αριθμός των φάσεων κατεργασίας ( αριθμός ανακοιλάνσεων ) και συνεπώς το πλήθος των εργαλείων από το οποίο εξαρτάται το κόστος της κατεργασίας. Στην περίπτωση που ο λόγος κοίλανσης ξεπερνά τον οριακό, είναι απαραίτητο η κατεργασία να διεξαχθεί σε περισσότερες φάσεις, οπότε ο λόγος κοίλανσης για κάθε μια από τις ενδιάμεσες φάσεις προκύπτει από τη σχέση.30. Οι ενδιάμεσοι λόγοι κοίλανσης είναι: Do do d1 d n 1 βο =, β1 =, β =,.. βn = (.33) do d1 d dn όπου: β ο = ο λόγος κοίλανσης της 1 ης κοίλανσης. β 1, β,..β n = ο λόγος κοίλανσης της 1 ης, ης, νιοστής ανακοίλανσης. Ο συνολικός λόγος κοίλανσης (β) της κατεργασίας δίνεται πολλαπλασιάζοντας τους επιμέρους λόγους κοίλανσης άρα :
82 Κατασκευαστικές Τεχνολογίες 8 Do β = d Ο λόγος κοίλανσης σε οποιαδήποτε από τις ενδιάμεσες φάσεις ή τη μία και μοναδική φάση πρέπει να είναι όσο το δυνατόν μεγαλύτερος γιατί έτσι η κατεργασία της κοίλανσης είναι αποδοτικότερη. Παρόλα αυτά η τιμή του λόγου κοίλανσης για τις ενδιάμεσες φάσεις κοίλανσης πρέπει να κυμαίνεται από 1,15~ 1,35 ( 1,~1,3 κατά άλλη βιβλιογραφία). Για να ε- πιτύχουμε μεγάλους λόγους κοίλανσης, είναι δυνατό μεταξύ των ενδιάμεσων φάσεων της κοίλανσης να πραγματοποιηθεί ανόπτηση του υλικού με την οποία ο λόγος κοίλανσης μπορεί να αυξηθεί περίπου κατά 0%. Σε γενικές γραμμές μεγάλος αριθμός ανακοιλάνσεων καθιστά τη κατεργασία ασύμφορη και γίνεται προσπάθεια αποφυγής του. Μερικές φόρες ως λόγος κοίλανσης στην βιβλιογραφία συναντάται και ο λόγος του ύψους του κυαθίου προς τη διάμετρό του. Ο λόγος αυτός όσο μεγαλώνει δηλαδή όσο αυξάνει το ύψος του κυαθίου ως προς την τελική διάμετρο, τόσο δυσκολότερη είναι και η διαδικασία της κοίλανσης. Στην περίπτωση αυτή το ύψος πρέπει να είναι h 1,5 * d (.34), ώστε η κοίλανση να πραγματοποιηθεί σε ένα στάδιο. Αν το ύψος ξεπερνά την τιμή αυτή τότε πρέπει να μεσολαβήσουν ενδιάμεσα σταδία κοίλανσης. Αν το τελικό αντικείμενο δεν έχει κυλινδρική μορφή αλλά κάποια άλλη π.χ. ορθογωνική, τότε ο λόγος κοίλανσης δίδεται από τη σχέση : S* c β = (.35) όπου: S : η επιφάνεια του αρχικού ελάσματος C * s C : η περίμετρος του αρχικού ελάσματος s : η επιφάνεια της προβολής του προϊόντος c : η περίμετρος της προβολής του προϊόντος Στην πράξη έχει αποδειχθεί και εξηγείται θεωρητικά ότι όσο πιο μεγάλο πάχος έχει το έλασμα σε σχέση με τη διάμετρο του αντικειμένου, τόσο μεγαλύτερος λόγος κοίλανσης μπορεί να χρησιμοποιηθεί ( βλ. διάγραμμα 4 παράρτημα σελ. 174) ΑΝΑΠΤΥΓΜΑ ΕΛΑΣΜΑΤΟΣ Προκειμένου να διαμορφώσουμε ένα έλασμα από επίπεδο σε κοίλο με βαθεία κοίλανση πρέπει πριν από όλα να προσδιορίσουμε το σχήμα και το μέγεθος του αρχικού ελάσματος, που θα τοποθετήσουμε στο εργαλείο για κατεργασία. Για να διευκολυνθούμε στον υπολογισμό των διαστάσεων του αρχικού ελάσματος θεωρούμε ότι κατά την κοίλανση δεν μεταβάλλεται το πάχος του ελάσματος και ότι η επιφάνεια του αρχικού ε- λάσματος είναι ίση με την αντίστοιχη του τελικού εξαρτήματος. Όταν έχουμε λοιπόν ένα κυλινδρικό κυάθιο (σχ..73) για να υπολογιστεί η διάμετρος του αρχικού ελάσματος αρκεί να εκφραστεί το άθ-
83 L3 Κατασκευαστικές Τεχνολογίες 83 ροισμα των επιμέρους τμημάτων του τελικού εξαρτήματος σαν ίσο με την επιφάνεια του αρχικού ε- λάσματος. Σύμφωνα με το θεώρημα του Πάππου κατά το οποίο η επιφάνεια του μανδύα ενός σώματος εκ περιστροφής ισούται με το μήκος της γενέτειρας γραμμής επί το δρόμο (απόσταση), που διατρέχει το κέντρο βάρους της γενέτειρας γραμμής κατά την περιστροφή. Χωρίζουμε σε επιμέρους τμήματα την περιστρεφόμενη διατομή, από την οποία προκύπτει το L r s r s3 L 1 r s1 ζητούμενο κυάθιο και υπολογίζουμε την Σχήμα. 73: Κυάθιο. εκ περιστροφής επιφάνεια αυτών. Εν συνεχεία αθροίζουμε τις επιμέρους αυτές επιφάνειες και το άθροισμά τους (S) το εξισώνουμε με τη σχέση που μας δίνει την επιφάνεια ενός κυκλικού δίσκου π * Do. 4 Λύνοντας ως προς D o βρίσκουμε την διάμετρο του αρχικού ελάσματος. Ένας άλλος τρόπος για την εύρεση της διαμέτρου του αρχικού δίσκου είναι να υπολογίσομε τη μέση ακτίνα του αρχικού δίσκου σύμφωνα με τη σχέση: Rs m Rs1 * L1 + Rs * L Rsn * Ln = (.36) L1 + L Ln όπου : Rs m : μέση ακτίνα αρχικού δίσκου Rs 1,.., Rs n : απόσταση του κέντρου βάρους της γραμμής από τον άξονα περιστροφής. L 1,.., L n : μήκος της γραμμής. Μεταξύ της μέσης ακτίνας (Rs m ) και της πραγματικής ακτίνας του αρχικού δίσκου (R) ισχύει η σχέση: R = * Rsm * LΣ (.37) όπου : L Σ : το άθροισμα των μηκών των τμημάτων ( γραμμών ) του αντικειμένου L 1 + L +. + L n
 και από")

84 Κατασκευαστικές Τεχνολογίες 84 Αφού υπολογίσουμε από την παραπάνω σχέση την τιμή της πραγματικής ακτίνας μπορούμε να βρούμε και τη διάμετρο του αρχικού δίσκου. Στην περίπτωση που θέλουμε να κατασκευάσουμε ένα ορθογωνικό τεμάχιο τότε οι διαστάσεις του αρχικού ελάσματος προσδιορίζονται από τα μήκη των πλευρών του αντικειμένου ( που μας είναι γνωστά ) και από τα ύψη H a και H b. Για τον προσδιορισμό των διαστάσεων του αρχικού ελάσματος ενός τέτοιου αντικειμένου διακρίνουμε δύο περιπτώσεις : Οι ακτίνες καμπυλότητας του αντικειμένου r e και r b να είναι ίσες Οι ακτίνες καμπυλότητας να διαφέρουν. Όταν οι ακτίνες r e και r b είναι ίσες (σχ..74) τότε ο υπολογισμός γίνεται ως εξής: Επειδή οι ακτίνες καμπυλότητας είναι ίσες r e = r b τις συμβολίζουμε με r. Τα μεγέθη που θέλουμε να υπολογίσουμε είναι η ακτίνες του αρχικού ελάσματος (R 1 ) και τα ύψη H a και H b. R 1 = χ * R (.38) όπου: R = 1,4 * r * h + χ = 0,074 * R * r r + 0,98 Σχήμα. 74: Ορθογωνικό αντικείμενο με r e = r b. Υπολογίζοντας το χ και το R και αντικαθιστώντας τις τιμές τους στη σχέση.38 βρίσκουμε το R 1. Τα ύψη H a και H b υπολογίζονται από τις παρακάτω σχέσεις : R H ( ) a = 1,57 * r + h 0,785* χ 1 * (.39) a R Hb = 1,57 * r + h 0,785* ( χ 1) * (.40) b Όταν οι ακτίνες r e και r b διαφέρουν (σχ..75) τότε οι τιμές των R 1, H a,h b, προκύπτουν ως εξής: R 1 = χ * R όπου : χ = 0,074 * R * r e e + 0,98 R = 1,01 * r + * r * + H a = 0,57 * r b + h + r e e ( h 0,506 * r ) 0,785* b R ( χ 1) * (.41) a Σχήμα. 75: Ορθογωνικό αντικείμενο με r e r b.
85 Κατασκευαστικές Τεχνολογίες 85 R Hb = 0,57 * rb + h + re 0,785 * χ 1 * (.4 b Όπου : a : μήκος της μιας πλευράς του αντικειμένου = L * r e b: μήκος της άλλης πλευράς του αντικειμένου = B *r e h: ύψος του αντικειμένου = H r b ΑΣΚΗΣΕΙΣ ( ) ).3.1 Δίδεται το κυάθιο του διπλανού σχήματος και ζητείται ο υπολογισμός της διαμέτρου του αρχικού ελάσματος (ροδέλας). Δίδονται : d=100mm, h=50mm, R 1 =5mm, R =30mm, κ=10mm, S=1mm R α L5 L4 ΛΥΣΗ Για την επίλυση της άσκησης αρκεί να εκφρασθεί το άθροισμα των επιφανειών των επιμέρους τμημάτων του τελικού εξαρτήματος σαν ίσο με την επιφάνεια του αρχικού ε- λάσματος σύμφωνα με τον πρώτο κανόνα του Πάππου, κατά τον οποίον η επιφάνεια του μανδύα ενός σώματος εκ περιστροφής ισούται με το μήκος της γενέτειρας γραμμής επί το δρόμο που διατρέχει το κέντρο βάρους της γενέτειρας κατά την περιστροφή. L3 R1 α1 L Rs Rs3 Rs4 Rs5 L1 Rs1 Δηλαδή S = S 1 + S + S 3 + S 4 + S 5 α1 S 1 =* π * Rs 1 *L 1 S 1 = * π * * α1= π*α 1 S =*π*rs *L S =*π*α 1 *κ S = * π *Rs *L * π *R1 π *R1 π *R1 *R1 L = = S = * π * * α π *R1 Rs3 = α1 + π
86 Κατασκευαστικές Τεχνολογίες 86 S = π * R *α * R * π S = π * R * ( π * α + * ) R1 d S 4 = *π*rs 4 *L 4 S4 = * π * * h S4 = π * d * h. S = * π *Rs *L *R *R π *R Rs = α = * π * 5 α * 5 π π R R L = * π * = π * 5 4 S S ( π *α * ) 5 π *R * R =. d * R d 1 α = = R α = 50mm 5mm α d 100mm α = + R = + 30mm α = 80mm 1 = S 1 = π*5 = 65*π mm S = *π*α 1 *κ = *π*5*10 = 500*π mm S 3 = π*5*(π*5 + *5) = 313,5*π mm S 4 = π*100*50 = 5000*π mm S 5 = π*30*(π*80-*30) = 5739,8*π mm 5mm. S = S1 + S π *D S = 4 D = + S 3 + S 4 + S 4*15078,3mm 5 = 15078,3* π mm D = 4*15078,3mm 4 *S = π * D. D = 45,6mm ος τρόπος υπολογισμού της διαμέτρου του αρχικού ελάσματος (ροδέλας) Rs Rs * L + Rs * L + Rs * L + Rs * L + Rs * L m = (1) L1 + L + L3 + L4 + L5 όπου : Rs 1 *L 1 = α α 1 1 * α =, L 1 1 = α 1
87 Κατασκευαστικές Τεχνολογίες 87 Rs *L = α 1 *κ, L = κ * R1 * π * R1 π * R1 π * R 1 Rs 3 *L 3 = α 1 + * = * α1 + R1, L 3 = π 4 d Rs 4 *L 4 = * h, L 4 = h *R π *R π *α *R Rs 5 *L 5 = α * Rs *L R =, 5 5 π L 5 = π * R Μεταξύ της ακτίνoς R του αρχικού ελάσματος (ροδέλας) και της διαμέτρου του κέντρου βάρους ισχύει η σχέση : R = *Rs m *L () όπου : L= L 1 +L +L 3 +L 4 +L 5 S Rs 1 *L 1 +Rs *L +Rs 3 *L 3 +Rs 4 *L 4 +Rs 5 *L 5 = * π Από τις σχέσεις (1),(3) έχω : S Rsm = * π * L + L + L + L + L ( ) ,3* π Rs = m π *5 π *30 * π *( ) Rs m =43,99 mm (3) Από τη σχέση () έχω : R = * Rs * L = * 43,99 *171, 39 => R =1,79 mm m Άρα D = *R => D = 45,6 mm. 3 ος τρόπος υπολογισμού της διαμέτρου του αρχικού ελάσματος S 1 = π*α 1 S = *π*α 1 * κ S 4 = π*d*h π 3 * π* R1 ( α + R *ημ90)*r *dθ = π*r ( π*α * ) S = + π 5 * π* 0 R ( α R *ημ90)*r *dθ = π *R ( π*α * ) S = Συνέχεια όπως 1 ος τρόπος υπολογισμού.
88 Κατασκευαστικές Τεχνολογίες ΔΥΝΑΜΗ ΚΟΙΛΑΝΣΗΣ (F Z ) Σημαντικό σε μια διαδικασία βαθείας κοίλανσης είναι να γνωρίζουμε τη δύναμη, που απαιτείται για να εκτελεστεί η κατεργασία, ώστε να επιλέξουμε την κατάλληλη πρέσα. Η δύναμη κοίλανσης υπολογίζεται διαφορετικά για κάθε φάση της κοίλανσης. Βέβαια τη μεγαλύτερη δύναμη θα τη χρειαστούμε κατά την πρώτη φάση και από αυτή την τιμή θα εξαρτηθεί η επιλογή της πρέσας. Για κυλινδρικό αντικείμενο η σχέση από την οποία λαμβάνουμε τη δύναμη κοίλανσης για την πρώτη φάση της κατεργασίας είναι : * n( Kp) (.43) FZ 0 = U * s * σβ * n = d * π * s * σβ όπου : d : διάμετρος εμβόλου (mm) s : πάχος ελάσματος (mm) σ Β : όριο θραύσης σε εφελκυσμό του υλικού (Kp/mm) n : συντελεστής διόρθωσης που εξαρτάται από το λόγο κοίλανσης και το λόγο d/s. Λαμβάνεται από πίνακες (βλ. πίνακα 7 παράρτημα σελ.166) και από διαγράμματα (διάγραμμα 5 παράρτημα σελ.175) Για την πρώτη ανακοίλανση η δύναμη θα είναι : FZ0 FZ 1 = + d1 * π * σβ * n (.44) όπου : d 1 : η διάμετρος του εμβόλου στη πρώτη ανακοίλανση. Για τη δεύτερη ανακοίλανση η δύναμη θα είναι : FZ1 FZ = + d * π * σβ * n (.44) όπου : d : η διάμετρος του εμβόλου στη δεύτερη ανακοίλανση. Με αυτό τον τρόπο υπολογίζουμε τη δύναμη κοίλανσης για όσες ανακοιλάνσεις έχουμε. Για ορθογωνικά τεμάχια η δύναμη κοίλανσης στην πρώτη φάση της κατεργασίας δίνεται από τη σχέση : 4 * ( a + b) FZ 0 = * π * r + * σβ * s * c( Kp) (.45) όπου : a και b : τα μήκη των δύο πλευρών του αντικειμένου (mm) r : ακτίνα καμπυλότητας στον πάτο του κυαθίου (mm) s : πάχος ελάσματος (mm) σ Β : όριο θραύσης σε εφελκυσμό του υλικού (Kp/mm) c : συντελεστής διόρθωσης που εξαρτάται από το λόγο κοίλανσης και λαμβάνεται από πίνακες ( βλ. πίνακα 17 παράρτημα σελ.170 ).
89 Κατασκευαστικές Τεχνολογίες 89 Στην περίπτωση που η διαδικασία γίνεται σε φάσεις, η δύναμη κοίλανσης στην πρώτη ανακοίλανση θα είναι: FZ0 4 * ( a1 + b1) FZ1 = + * π * r + * σβ * s * c (.46) όπου : r 1 : η ακτίνα καμπυλότητας στον πάτο του κυαθίου στην πρώτη ανακοίλανση a 1 και b 1 : τα μήκη των δύο πλευρών του αντικειμένου στην πρώτη ανακοίλανση. Αντίστοιχα υπολογίζουμε τη δύναμη κοίλανσης για τις επόμενες ανακοιλάνσεις ΔΥΝΑΜΗ ΣΥΓΚΡΑΤΗΣΗΣ (F N ) Δύναμη συγκράτησης ονομάζουμε τη δύναμη που πρέπει να ασκηθεί από τον συγκρατητή στο έλασμα στη διάρκεια της κοίλανσης. Η δύναμη που ασκείται στο έλασμα πρέπει να είναι η ελάχιστη δυνατή, η οποία όμως να εξασφαλίζει τη κατασκευή του αντικειμένου χωρίς τη δημιουργία πτυχώσεων. Όπως έχουμε αναφέρει και παραπάνω τα εργαλεία κοίλανσης φέρουν μηχανισμούς, οι οποίοι μας επιτρέπουν να ρυθμίζουμε τη δύναμη που ασκεί η πλάκα συγκράτησης ανάλογα με τις ανάγκες μας. Η σχέση από την οποία λαμβάνουμε τη δύναμη συγκράτησης είναι: F N = p * A N (Kp) (.47) όπου : F N : δύναμη συγκράτησης (Kp) p : πίεση συγκράτησης (Kp/mm ) A N : επιφάνεια συγκράτησης (mm ) Η πίεση συγκράτησης για την πρώτη φάση της κοίλανσης υπολογίζεται από το διάγραμμα 6 ( βλ. παράρτημα σελ.176), σε σχέση με το όριο θραύσης σε εφελκυσμό του υλικού (σ Β ), το λόγο κοίλανσης (β) και το λόγο d/s, ή από την παρακάτω σχέση: d0 σβ p = ( β0 1) + * (.48) 00 * s 400 όπου : p : πίεση συγκράτησης ( Kp/mm ) β 0 : ο λόγος κοίλανσης για την πρώτη φάση της κατεργασίας d 0 : η διάμετρος του εμβόλου στην πρώτη φάση της κοίλανσης (mm) σ Β : όριο θραύσης σε εφελκυσμό του υλικού (Kp/mm ) s : πάχος ελάσματος (mm) Η επιφάνεια συγκράτησης (Α Ν ) λαμβάνεται από τη σχέση: π π Α Ν = ( D d w )* = [ D ( DR + rm ) ]* (.49) 4 4 όπου : Α Ν : επιφάνεια συγκράτησης (mm )
 όπου : = 0,035 *[ 50 + ( D d )]* s rm 0 0 d i : εσωτερική διάμετρος του συγκρατητή (mm) r M : ακτίνα καμπυλότητας της μήτρας (mm) D 0 : διάμετρος αρχικού ελάσματος (mm) D R : εσωτερική διάμετρος")
90 Κατασκευαστικές Τεχνολογίες 90 d w : διάμετρος κέντρων καμπυλών μήτρας (mm), λαμβάνεται από τη σχέση : d = d w i + * r M (.50) όπου : = 0,035 *[ 50 + ( D d )]* s rm 0 0 d i : εσωτερική διάμετρος του συγκρατητή (mm) r M : ακτίνα καμπυλότητας της μήτρας (mm) D 0 : διάμετρος αρχικού ελάσματος (mm) D R : εσωτερική διάμετρος μήτρας (mm) d 0 : διάμετρος εμβόλου στην πρώτη φάση της κοίλανσης (mm) Τα κατασκευαστικά στοιχεία του εργαλείου, που αναφέρονται στις παραπάνω σχέσεις, φαίνονται στο σχήμα.76. Σχήμα. 76: Χαρακτηριστικά συγκράτησης ΧΑΡΗ ΚΟΙΛΑΝΣΗΣ ( X ) Όπως και στις άλλες κατεργασίες διαμόρφωσης πολύ σημαντικό ρόλο για την επιτυχή κατασκευή του αντικειμένου έχει η χάρη μεταξύ του εμβόλου και της μήτρας. Αυτό συμβαίνει, γιατί πολύ μικρή χάρη έχει σαν συνέπεια να ραγίσει το έλασμα κατασκευής του αντικειμένου, ενώ πολύ μεγάλη χάρη έχει σαν αποτέλεσμα τη δημιουργία πτυχώσεων στην εξωτερική επιφάνεια του αντικειμένου. Όπως και στον τεμαχισμό διάκενο (w) ονομάζουμε την απόσταση μεταξύ των ακμών εμβόλου και μήτρας, ενώ χάρη (Χ) ονομάζουμε τη συνολική διαφορά των διαμέτρων εμβόλου και μήτρας. Έτσι η σχέση μεταξύ διακένου και χάρης είναι : Χ = * w (.51) Την τιμή του διακένου κοίλανσης μπορούμε να πάρουμε από πίνακες (βλ. πίνακα 6 παράρτημα σελ.165). Επίσης μπορούμε να υπολογίσουμε τη χάρη από την παρακάτω D σχέση: Χ = * s * ( mm) (.5) d όπου : Χ : χάρη κοίλανσης (mm). s : πάχος ελάσματος (mm). D: διάμετρος αρχικού ελάσματος (mm).
91 Κατασκευαστικές Τεχνολογίες 91 d : διάμετρος εμβόλου (mm) ΕΡΓΟ ΚΟΙΛΑΝΣΗΣ ( W ) Το συνολικά απαιτούμενο έργο για την κοίλανση ενός ελάσματος εξαρτάται από πολλούς παράγοντες. Ο υπολογισμός του έργου κοίλανσης είναι απαραίτητος κατά το σχεδιασμό της κατεργασίας έτσι ώστε να είναι δυνατός ο προγραμματισμός της παραγωγής με την επιλογή της κατάλληλης πρέσας. Έτσι για να βρούμε την τιμή του έργου σε πρέσα διπλής ενέργειας, όπου η δύναμη κοίλανσης και η δύναμη συγκράτησης επιβάλλονται ανεξάρτητα το έργο κοίλανσης προκύπτει από τη σχέση: W = ( F * x F )*h( Kpmm) (.5) Z + N Για πρέσα απλής ενέργειας θα πρέπει να χρησιμοποιήσουμε τη συνολική δύναμη, που ασκεί η πρέσα και έτσι η σχέση από την οποία λαμβάνουμε το έργο γίνεται: W = F Z * x *h( Kpmm) (.53) όπου : W : έργο κοίλανσης (Kpmm). x : συντελεστής έργου κοίλανσης ( 0,5 ~ 0,8 ). h : ενεργός διαδρομή του εμβόλου (mm). Η ενεργός διαδρομή του εμβόλου προκύπτει από το ύψος του κυαθίου μετά την πρώτη φάση της κοίλανσης συν το πάχος του ελάσματος. F Z : δύναμη κοίλανσης (Kp). F N : δύναμη συγκράτησης (Kp) ΤΑΧΥΤΗΤΑ ΚΟΙΛΑΝΣΗΣ Σημαντικότατος παράγοντας ο οποίος επηρεάζει άμεσα την κοίλανση είναι η ταχύτητα με την οποία εκτελείται η κατεργασία. Αυτό συμβαίνει γιατί η ταχύτητα κοίλανσης επηρεάζει το όριο διαρροής του υλικού, την ικανότητα του λιπαντικού να παρέχει επαρκή λίπανση και τον λόγο κοίλανσης ( σε περιπτώσεις μεγάλων ταχυτήτων της τάξης των 0 m/min επέρχεται μικρή μείωση του λόγου κοίλανσης). Η χρησιμοποιούμενη ταχύτητα εξαρτάται από τις ιδιότητες του διαμορφούμενου υλικού, τη γεωμετρία του τεμαχίου ( όσο πιο πολύπλοκο είναι το σχήμα του αντικειμένου, τόσο μειώνεται και η ταχύτητα κοίλανσης), καθώς και από το είδος της πρέσας. Τιμές της ταχύτητας κοίλανσης για διάφορα υλικά μπορούμε να βρούμε από πίνακες ( βλ. πίνακα 18 παράρτημα σελ.170), με την προϋπόθεση όμως ότι η διαδικασία πραγματοποιείται με τις κατάλληλες συνθήκες. Δηλαδή το κατεργαζόμενο υλικό να είναι κατάλληλο, το αντικείμενο να είναι συμμετρικό, να υπάρχει επαρκής λίπανση, η κατάσταση της

92 Κατασκευαστικές Τεχνολογίες 9 πρέσας να είναι άριστη και η δύναμη συγκράτησης να μπορεί να ρυθμιστεί κατάλληλα. Σε περίπτωση που δεν ισχύει κάποια από τις πιο πάνω προϋποθέσεις η τιμή της ταχύτητας κοίλανσης μειώνεται ανάλογα. Αν δεν ισχύουν οι περισσότερες από τις παραπάνω προϋποθέσεις η ταχύτητα πρέπει να λαμβάνεται 8 ~ 10 m/min ΛΙΠΑΝΣΗ ΣΤΗΝ ΚΟΙΛΑΝΣΗ Η σωστή λίπανση κατά την κοίλανση μπορεί να αποτελέσει έναν κρίσιμο παράγοντα για την επιτυχία της διαμόρφωσης, αφού με την χρήση του κατάλληλου λιπαντικού περιορίζονται, οι τριβές μεταξύ του ε- λάσματός με το εργαλείο ( έμβολο και μήτρα ), η φόρτιση και η καταπόνηση του υλικού, η φθορά στις ακμές του εμβόλου και της μήτρας, οι πιθανές συγκολλήσεις του υπό κατεργασία υλικού στο εργαλείο. Η εκλογή του κατάλληλου λιπαντικού καθορίζεται από το υλικό κατασκευής του αντικειμένου, το βαθμό λειότητας του υλικού, την ταχύτητα κοίλανσης, την πίεση που ασκεί ο συγκρατητής στο έλασμα και το σχήμα του αντικειμένου. Στο παράρτημα από τον πίνακα 19 σελ.170 μπορούμε να βρούμε το κατάλληλο λιπαντικό ανάλογα με το προς διαμόρφωση υλικό..3.5 ΑΣΤΟΧΙΑ ΣΤΗΝ ΚΟΙΛΑΝΣΗ Σχήμα. 77: Σφάλματα σε αντικείμενα που έχουν παραχθεί με βαθεία κοίλανση.
93 Κατασκευαστικές Τεχνολογίες 93 Μετά το πέρας της κοίλανσης για πολλούς λόγους τους οποίους θα αναφέρουμε παρακάτω υπάρχει πιθανότητα η μορφή του αντικειμένου που θα παραχθεί να μην είναι η επιθυμητή (σχ..77). Μπορεί δηλαδή στο αντικείμενο να υπάρχουν ορισμένα ελαττώματα μερικά από τα οποία να είναι μείζονος σημασίας ( ρωγμές στο αντικείμενο οι οποίες μειώνουν την αντοχή του ) και κάποια άλλα ελάσσονος σημασίας ( χαραγές στην εξωτερική επιφάνεια του αντικειμένου οι οποίες επηρεάζουν την εμφάνιση του αντικειμένου ). Αυτό που είναι πολύ σημαντικό για οικονομικούς κυρίως λόγους σε μια τέτοια περίπτωση, είναι να αντιλαμβανόμαστε τις αιτίες που οδήγησαν στην αποτυχία Σε γενικές γραμμές μπορούμε να πούμε ότι αν ο πυθμένας του αντικειμένου είναι σχισμένος τότε πιθανότατα το πρόβλημα οφείλεται, στη μικρή χάρη, ή στη μεγάλη δύναμη συγκράτησης, ή στις μικρές ακτίνες καμπυλότητας στα άκρα της μήτρας και του εμβόλου, ή στη μεγάλη ταχύτητα κοίλανσης, ή στη μεγάλη τιμή του λόγου κοίλανσης, ή σε συνδυασμό των πιο πάνω παραγόντων. Αν στο αντικείμενο εμφανίζονται κάθετες πτυχές στο άνω μέρος της φλάντζας, τότε μπορεί κατά την κατεργασία να είχαμε μεγάλη χάρη, ή μικρή δύναμη συγκράτησης, ή μεγάλες ακτίνες καμπυλότητας στα άκρα του εμβόλου και της μήτρας. Στο αντικείμενο έχουν δημιουργηθεί γωνιές και ανομοιομορφίες τότε πιθανότατα το αρχικό έλασμα είχε λανθασμένο σχήμα ή διαστάσεις. Υπάρχουν κατακόρυφες ρωγμές στο άνω χείλος του αντικειμένου, αυτές δημιουργήθηκαν εξ αιτίας της ύπαρξης μικρής ποσότητας υλικού σ αυτή τη θέση. Το αντικείμενο παρουσιάζει ελαττώματα στο σχήμα. Τούτο μπορεί να οφείλεται στη μη συμμετρική τοποθέτηση του ελάσματος στο εργαλείο. Η εξωτερική επιφάνεια του αντικειμένου δεν είναι λεία. Πιθανότατα δεν υπήρχε κατά τη διαδικασία επαρκής λίπανση. Γνωρίζοντας λοιπόν τις αιτίες οι οποίες προκαλούν την ύπαρξη ε- λαττωμάτων σε ένα αντικείμενο μπορούμε να επέμβουμε ώστε να αποφύγουμε την κατασκευή ελαττωματικών προϊόντων ουσιαστικά δηλαδή να μειώσουμε το κόστος που θα είχε η παραγωγή ενός μεγάλου αριθμού ελαττωματικών προϊόντων. ΑΣΚΗΣΕΙΣ.3. Δίδεται χαλύβδινο έλασμα πάχους=1mm,διαμέτρου d =100mm, ύψους h= 90mm και όριο θραύσης σε εφελκυσμό σ Β = 40 Kp/mm.
94 Κατασκευαστικές Τεχνολογίες 94 Να υπολογιστούν : 1) Το ανάπτυγμα του εξαρτήματος του παραπλεύρως κυαθίου. ) Ο λόγος κοίλανσης (β). 3) Ο αριθμός εργαλείων κοίλανσης. 4) Η δύναμη κοίλανσης F Z. 5) Η χάρη κοίλανσης (X). 6) Η δύναμη συγκράτησης (F N ). 7) Το έργο κοίλανσης (W). ΛΥΣΗ L 3 L Rs 1 Rs Rs 3 L 1 1) Υπολογισμός του αναπτύγματος του δοθέντος εξαρτήματος (D). Η διάμετρος του αρχικού ελάσματος θα προκύψει από την ισότητα της αρχικής και τελικής επιφάνειας. Από το σχήμα έχομε : d * R * π * R π * R L 1 =, L = =, L 3 =h-r 4 L d * R Rs 1 = 1 * R d * R d =, Rs = x+l 1 = +, Rs 3 =. 4 π Το x υπολογίζεται σύμφωνα με τον πίνακα 9 ( παράρτημα σελ.167). Από τις παραπάνω σχέσεις προκύπτουν οι επιμέρους επιφάνειες S 1,S,S 3 των υποθετικών κυλίνδρων, έτσι έχομε : d - * R d * R (d - * R) S 1 = *π*l 1 *Rs 1 = * π * * = π *. 4 4 S = *π*l *Rs = π * R * R d * R * R d * R * π * * + S = π * R * +. π π d S 3 = *π*l 3 *Rs 3 = * π *( h - R) * = π *d *( h - R). Δι αντικαταστάσεως λαμβάνω : S 1 = ( d * R) ( *1) π * = π mm S1 = 1444 * π mm 4 4. * R d * R S = π * R + π S = 170,566* π mm. *d * h - R = π *100* = π *1* *1 π π *1 + mm S 3 = ( ) ( 90 1) mm S = 7800* π mm.
95 Κατασκευαστικές Τεχνολογίες 95 Η διάμετρος (D) του αναπτύγματος του δοθέντος εξαρτήματος δίδεται από την σχέση : π *D S =, όπου : S = S1 + S + S3 4 Από αυτές τις σχέσεις έχω : D = 4* ( S + S + S ) 1 π 3 D = 4*S π Δι αντικαταστάσεως λαμβάνω : ( 1444 * π + 170,566 * π * π) mm 10964,566 * π mm S = = και 4 *10964,566 * π D = mm D = 09,4365mm άρα D = 10mm π ) Υπολογισμός λόγου κοίλανσης (β) Ο λόγος κοίλανσης είναι ο λόγος της αρχικής διαμέτρου του ελάσματος (D 0 ) προς την τελική διάμετρο του εξαρτήματος (d). Επομένως : D0 10mm β = = β =,1 d 100mm Από τον πίνακα 5 (παράρτημα σελ.165) ο επιτρεπόμενος λόγος κοίλανσης δίδεται από τον λόγο s d όπου s = πάχος του ελάσματος. Επομένως d s 100mm = = 100 από πίνακα 5, β επ. = 1mm Επειδή λοιπόν ο επιτρεπόμενος λόγος κοίλανσης είναι β επ. = και από τον υπολογισμό προκύπτει β=,1, η διαδικασία της κοίλανσης θα χωριστεί σε περισσότερες της μιας φάσεις. 3) Υπολογισμός αριθμού εργαλείων κοίλανσης Ο αριθμός των φάσεων (εργαλείων) και οι ενδιάμεσοι λόγοι κοίλανσης προκύπτουν διαδοχικά από τον επιτρεπόμενο λόγο κοίλανσης. Έτσι για την αρχική φάση της κοίλανσης λαμβάνουμε β 0 = β επ. =. Οπότε :
96 Κατασκευαστικές Τεχνολογίες 96 D0 D0 10mm β0. = d0 = = d0 = 105mm d0 β0 Στην πρώτη ανακοίλανση ο λόγος κοίλανσης β 1 θα είναι : d0 105mm β1 = = = 1,05 d 100mm 1 Όμως επειδή το έλασμα είναι χαλύβδινο, ο λόγος κοίλανσης στις ενδιάμεσες φάσεις πρέπει να είναι από 1,15 ~ 1,35( ή 1,~1,3 κατά άλλους συγγραφείς ). Επομένως επανέρχομαι λαμβάνοντας ως β 0 = 1,8 και έχω : D0 D0 10mm β0 = d0 = = = 116,7mm και d0 β0 1,8 d0 116,7mm β1 = = β1 = 1,167 που είναι αποδεκτός. d1 100mm ( Ο παραπάνω υπολογισμός μπορεί να γίνει και αντίστροφα δηλαδή : επιλέγω β 1 = 1,, οπότε d 0 = β 1 * d 1 = 1, *100mm => d 0 = 10mm. D0 10mm β0 = = = 1,75). d 10mm 0 Επομένως η κατεργασία θα γίνει σε δύο φάσεις και θα χρειαστούν δύο εργαλεία. Τα χαρακτηριστικά κάθε φάσης θα είναι : Φάση Κοίλανσης Αρχική 1 η Αρχική διάμετρος D=10mm d 0 =116,7mm Τελική διάμετρος d 0 =116,7mm d 1 =100mm 4) Υπολογισμός δύναμης κοίλανσης ( F Z ). Λόγος κοίλανσης 1,8 1,167 Η δύναμη κοίλανσης στην πρώτη φάση δίνεται από τη σχέση : F Z0 = d 0 *π*s*σ Β *n Όπου : F Z0 = δύναμη στην αρχική φάση της κοίλανσης (Kp). d 0 = διάμετρος εμβόλου στην αρχική φάση της κοίλανσης (mm). s = πάχος ελάσματος (mm). σ Β = όριο θραύσης σε εφελκυσμό (Kp/mm ). n = συντελεστής διόρθωσης, ο οποίος δίδεται σε σχέση με το λόγο d 1 /S και το λόγο κοίλανσης. d 1 = τελική διάμετρος (mm).
97 Κατασκευαστικές Τεχνολογίες 97 d1 100mm = = 100 Επειδή : s 1mm Από πίνακα 7 (παράρτημα σελ.166) με β = 1,8 0 γραμμική παρεμβολή προκύπτει n =0,9 Επομένως F Z0 = 116,7mm*π*1mm*40Kp/mm *0,90 => F Z0 =13198,5Kp Άρα F Z0 = 1300 Kp. Η δύναμη κοίλανσης στη δεύτερη φάση (στην πρώτη ανακοίλανση) δίδεται από την σχέση: F F Z1 = Ζ 0 + π * d1 * σβ * n1 * s Όπως προηγουμένως d s β 1 1 = 100 από πίνακα 7 σελ. 166 προκύπτει n 1 =0, = 1,167 Επομένως 1300Kp Kp F Z1 = + π *100mm*40 *1mm*0, F = Z1 mm Άρα F Ζ1 = 9115 Kp 5) Υπολογισμός χάρης κοίλανσης (Χ) 9113,3Kp Η χάρη κοίλανσης δίδεται από τη σχέση: Χ = *S* D d όπου: Χ = χάρη κοίλανσης (mm) S = πάχος ελάσματος (mm) D = διάμετρος αρχικού ελάσματος (mm) d = διάμετρος εμβόλου (mm) Για την αρχική φάση της κοίλανσης προκύπτει : 10mm Χ0 = *1mm* Χ0 =,683mm 116,7mm Για την πρώτη ανακοίλανση θα έχω: 116,7mm Χ 1 = *1mm* =,161mm 100mm
98 Κατασκευαστικές Τεχνολογίες 98 Σημειώνεται ότι η χάρη Χ αντιστοιχεί στη συνολική διαφορά της διαμέτρου εμβόλου και της εσωτερικής διαμέτρου μήτρας. 6) Υπολογισμός της δύναμης συγκράτησης (F N ) Η πίεση συγκράτησης για την αρχική φάση (Ρ 0 ) υπολογίζεται από τη σχέση: d0 σb Ρ0 = ( β0 1) + * 00 * s 400 όπου Ρ 0 = πίεση συγκράτησης στην αρχική φάση της κοίλανσης (Kp/mm ) β 0 = λόγος κοίλανσης στην αρχική φάση d 0 = διάμετρος εμβόλου στην αρχική φάση της κοίλανσης (mm) s = πάχος ελάσματος (mm) σ Β = όριο θραύσεως σε εφελκυσμό (Kp/mm ) Με αντικατάσταση λαμβάνω: 116,7mm 40Kp/ mm Kp P 0 = 1, * = 0, *1mm 400 mm ( ) Η επιφάνεια συγκράτησης σε αυτή τη φάση κοίλανσης (Α Ν0 ) υπολογίζεται από τη σχέση: π π A ( D d ) [ D ( D *R ) ] N 0 = 0 W = 0 R 0 + M0 * 4 4 όπου: Α Ν0 = επιφάνεια συγκράτησης στην αρχική φάση (mm ) R M0 = ακτίνα καμπυλότητας μήτρας στην αρχική φάση (mm) D 0 = διάμετρος αρχικού ελάσματος (mm) D R0 = εσωτερική διάμετρος μήτρας στην αρχική φάση (mm) Η ακτίνα καμπυλότητας της μήτρας υπολογίζεται από τη σχέση: R M0 = 0,035[ 50 + ( D0 d0 )]* s Με αντικατάσταση λαμβάνω: = 0, mm 116,7mm * 1mm R 5,016 [ ( )] mm R M 0 M0 = Η εσωτερική διάμετρος της μήτρας D R0 στην αρχική φάση της κοίλανσης θα είναι: D R0 = d 0 + X 0 όπου d 0 = διάμετρος εμβόλου = 116,7 mm X 0 = χάρη κοίλανσης στην αρχική φάση. Άρα D R0 = 116,7 mm +,683 mm D R0 = 119,383 mm Επομένως η επιφάνεια συγκράτησης θα είναι : π A [ ( ) ] N0 = 10 mm 119,383 + *5,016 mm * A N0 = 148,0mm 4 Τελικά η δύναμη συγκράτησης F Ν0 προκύπτει από τη σχέση :
99 Κατασκευαστικές Τεχνολογίες 99 Kp F N0 = P 0 *A N0 = 0,135 mm Επομένως : F N0 = 630 Kp. * 148,0 mm FN0 =68,33 Kp 7) Υπολογισμός έργου κοίλανσης (W) α) Για πρέσα απλής ενέργειας το έργο κοίλανσης (W) δίδεται από τη σχέση : W = F Z * x *h όπου : F Z = δύναμη κοίλανσης x = συντελεστής έργου κοίλανσης (0,5~0,8) h = ενεργός διαδρομή εμβόλου (mm) Η ενεργός διαδρομή του εμβόλου προκύπτει από το ύψος του κυαθίου μετά την αρχική φάση κοίλανσης μαζί με το πάχος του ελάσματος. Μετά την πρώτη φάση το κυάθιο θα έχει τη μορφή του παραπλεύρως σχήματος. Επομένως: D * π d0 * π = d 0 * π* h 0 d0 4 * d0 * h 0 D = + όπου: D 0 = διάμετρος αρχικού δίσκου d 0 = διάμετρος εμβόλου h 0 = ύψος κυαθίου (αρχικής φάσης) Από τη σχέση αυτή έχω : D0 d ,7 h 0 = = h 0 = 65,30mm 4*d0 4*116,7 Επομένως h = h 0 + s = 66,30 mm και το έργο κοίλανσης θα είναι: W = 1300 Kp * 0,65 * 66,3 mm => W= Kp*mm => W = 569 Kp*m. β) Για πρέσα διπλής ενεργείας το έργο κοίλανσης (W) δίδεται από τη σχέση : W = (F Z *x + F N ) * h όπου: F Z = δύναμη κοίλανσης (Kp) F N = δύναμη συγκράτησης ελάσματος (Kp) x =συντελεστής έργου κοίλανσης (Kp)(0,5~0,8). h = ενεργός διαδρομή εμβόλου (mm) δι αντικαταστάσεως έχω :
100 Κατασκευαστικές Τεχνολογίες 100 W = (1300Κp*0, Kp) * 66,3mm W = 7433 Kp*mm=> W = 744Kp*m.

101 Κατασκευαστικές Τεχνολογίες ΤΥΠΩΜΑ.4.1 ΓΕΝΙΚΑ ΓΙΑ ΤΟ ΤΥΠΩΜΑ Το τύπωμα είναι μια μέθοδος διαμόρφωσης με την οποία μπορούμε να σχηματίσουμε παραστάσεις, γράμματα, αριθμούς είτε να δημιουργήσουμε εσοχές και εξάρσεις, στην επιφάνεια ενός μετάλλου. Η κατεργασία του τυπώματος βασίζεται στην πίεση ή την κρούση που ασκείται από το εργαλείο στην επιφάνεια του μετάλλου. Οι κυριότερες μέθοδοι τυπώματος είναι η εμβύθιση, όπου το έμβολο του εργαλείου εισέρχεται σε ορισμένα μόνο σημεία του τεμαχίου και με την πίεση που ασκεί το αναγκάζει να πάρει την επιθυμητή μορφή και το τύπωμα με καλούπια όπου το υλικό τοποθετείται μέσα στην μήτρα και με την πίεση του εμβόλου αναγκάζεται να γεμίσει το χώρο που σχηματίζεται μεταξύ εμβόλου και μήτρας. Οι παραπάνω μέθοδοι τυπώματος γίνονται εν θερμώ, όταν πρόκειται για σκληρά υλικά ή για τεμάχια με μεγάλο πάχος και εν ψυχρώ για μαλακά υλικά ή για τεμάχια με μικρό πάχος. Γενικά μπορούμε να πούμε ότι το τύπωμα είναι μια οικονομική μέθοδος αφού έχουμε μικρή απώλεια υλικού, η οποία μας επιτρέπει την παραγωγή μεγάλου αριθμού τεμαχίων με υψηλό ρυθμό παραγωγής..4. ΕΜΒΥΘΙΣΗ Σ αυτή τη μέθοδο τύπωσης το ειδικά διαμορφωμένο έμβολο εισέρχεται στο υλικό μέχρι το επιθυμητό βάθος και έτσι το τεμάχιο παίρνει τη μορφή που θέλουμε. Η μέθοδος αυτή υποδιαιρείται σε : Εμβύθιση με ευθύγραμμη κίνηση του εργαλείου για την κατασκευή εσωτερικής διαμόρφωσης π.χ. σε μήτρες, τύπωση αριθμών ή γραμμάτων σε μέταλλα κ.α.(σχ..78). Εμβύθιση με περιστρεφόμενα εργαλεία για τη διαμόρφωση ελάστρων προφίλ, σπειρωμάτων κ.α.(σχ..79). Σχήμα. 78: Εμβύθιση με ευθύγραμμη κίνηση του εργαλείου. Η ευθύγραμμη εμβύθιση μπορεί να πραγματοποιηθεί εν ψυχρώ ή εν θερμώ. Στην εν ψυχρώ κατεργασία το έμβολο βυθίζεται στο υλικό με
. : Ράβδος υλικού. 3: Διαμορφωμένος κοχλίας. Σχήμα. 80: Κατασκευή μήτρας με εμβύθιση. αυξημένο κίνδυνο ατυχημάτων.")

102 Κατασκευαστικές Τεχνολογίες 10 συνεχή πίεση και με μικρή ταχύτητα 0,00 ~ 0, mm/s (σχ..80). Οι δυνάμεις που ασκούνται στο έμβολο είναι πολύ μεγάλες πράγμα που προκαλεί Σχήμα. 79: Διαμόρφωση σπειρώματος με έλαστρα. 1: Εγχαραγμένοι κύλινδροι (έλαστρα). : Ράβδος υλικού. 3: Διαμορφωμένος κοχλίας. Σχήμα. 80: Κατασκευή μήτρας με εμβύθιση. αυξημένο κίνδυνο ατυχημάτων. Για το λόγο αυτό, τα έμβολα κατασκευάζονται από χάλυβες με υψηλό βαθμό προσμίξεων χρωμίου (Cr), βολφραμίου (W) και τιτανίου (Ti), ώστε να αντέχουν στις μεγάλες καταπονήσεις (θλιπτικές κυρίως) και οι πρέσες εμβυθίσεως πρέπει να έχουν ενισχυμένο προστατευτικό πλέγμα, ώστε σε περίπτωση θραύσης του εμβόλου ή διάρρηξης της μήτρας να προστατεύονται όσοι βρίσκονται σε μικρή απόσταση από το μηχάνημα. Στην ευθύγραμμη εμβύθιση εν θερμώ η ταχύτητα βύθισης του εμβόλου είναι μεγαλύτερη και οι δυνάμεις που αναπτύσσονται μικρότερες. Παρόλα αυτά πρέπει το έμβολο να είναι κατασκευασμένο σύμφωνα με υψηλές προδιαγραφές και η πρέσα να φέρει προστατευτικό πλέγμα. Για την πραγματοποίηση βαθύτερων εμβυθίσεων και τη μείωση της δύναμης που απαιτείται γίνεται κατεργασία στα τεμάχια εξωτερικά σε ορισμένη θέση αφαιρώντας υλικό από τα επιλεγμένα σημεία. Έτσι το υλικό που εκτοπίζεται κατά την εμβύθιση γεμίζει αυτούς τους κατεργασμένους χώρους. Στο σχήμα.80 βλέπουμε τη διαμόρφωση με εμβύθιση μιας μήτρας η οποία έχει υποστεί την κατεργασία που αναφέραμε παραπάνω. Στο σχήμα αυτό επίσης παρατηρούμε την ύπαρξη ενός δακτυλίου συγκράτησης για την παραλαβή των δυνάμεων που αναπτύσσονται κατά την εμβύθιση. Το υλικό κατασκευής των δακτυλίων αυτών είναι σκληροί συνεκτικοί βελτιωμένοι χάλυβες αντοχής 950 ~ 1100 N/mm. Πρέπει όμως σε αυτή την περίπτωση να προσεχθεί ιδιαίτερα το μέγεθος του κοιλώματος που θα δημιουργηθεί στο κάτω μέρος της κατεργαζόμενης μήτ-


, σχήματα.8 και.")
103 Κατασκευαστικές Τεχνολογίες 103 ρας να μην είναι πολύ μεγάλο, γιατί υπάρχει κίνδυνος να προκληθεί διάρρηξη του υλικού. Από πειράματα προέκυψε ότι ο λόγος της διαμέτρου του εμβόλου προς το πάχος του πυθμένα μετά την εμβύθιση δεν πρέπει να είναι ποτέ μικρότερος από 5:1. Η τριβή μεταξύ του εμβόλου και της προς κατεργασία μήτρας μειώνεται με επιχάλκωση του εμβόλου και λίπανση με ορυκτέλαιο η με διθειούχο μολυβδαίνιο (MoS ) της κατεργαζόμενης μήτρας. Τύπωση με ευθύγραμμη εμβύθιση έχουμε και στην περίπτωση της αποτύπωσης αριθμών ή γραμμάτων πάνω σε μεταλλικά αντικείμενα, όπως π.χ. στα σώματα των μηχανών εσωτερικής καύσης, στους διωστήρες, στα έμβολα κ.α. Τα εργαλεία με τα οποία αποτυπώνουμε αριθμούς, γράμματα ή ακόμα και παραστάσεις πάνω σε μεταλλικά αντικείμενα ονομάζονται μήτρες σφραγίσματος (σχ..81). Σχήμα. 81 : Μήτρα σφραγίσματος. Στην εμβύθιση με περιστρεφόμενα εργαλεία ουσιαστικά κατασκευάζουμε εγχαραγμένους κυλίνδρους (έλαστρα), σχήματα.8 και.83 με τους οποίους μπορούμε να διαμορφώσουμε κατά την έλαση σωλήνες, προφίλ λαμαρίνας, σπειρώματα κ.λ.π. Σχήμα. 8: Διαμόρφωση σωληνωτού ε- ξαρτήματος σε έλαστρο. 1: Εγχαραγμένοι κύλινδροι ( έλαστρο). : Σωλήνας προς διαμόρφωση. 3: Διαμορφωμένο τεμάχιο. Σχήμα. 83: Έλαση σφαιρών. 1: Εγχαραγμένοι κύλινδροι ( έλαστρο ). : Ράβδος προς κατεργασία. 3: Διαμορφωμένη σφαίρα.

.")
104 Κατασκευαστικές Τεχνολογίες 104 Οι κύλινδροι αυτοί κατασκευάζονται από χάλυβες με υψηλό βαθμό προσμίξεων χρωμίου (Cr), βολφραμίου (W και με τέτοιο τρόπο ώστε ό- ταν περιστρέφονται, να αποτυπώνεται το σχήμα των χαραγών τους στο τεμάχιο. Επίσης με περιστρεφόμενα εργαλεία μπορούμε να αποτυπώσουμε αριθμούς και γράμματα σε λεπτά ε- λάσματα π.χ. πινακίδες αυτοκινήτων, κουτιά κονσέρβας, ανάγλυφες επιγραφές κ.α. (σχ..84). Σχήμα. 84: Αποτύπωση σε έλασμα με περιστρεφόμενα εργαλεία..4.3 ΤΥΠΩΣΗ ΜΕ ΚΑΛΟΥΠΙΑ ΔΙΑΔΙΚΑΣΙΑ ΤΥΠΩΣΗΣ ΜΕ ΚΑΛΟΥΠΙΑ Στην τύπωση με καλούπια το προς διαμόρφωση έλασμα αναγκάζεται λόγω της πίεσης που δέχεται να γεμίσει ένα κοίλωμα (αποτύπωμα). Με τη μέθοδο αυτή το τεμάχιο στις κατάλληλες διαστάσεις τοποθετείται μέσα στη μήτρα και με την πίεση που του ασκεί το έμβολο, αναγκάζεται να πάρει το σχήμα του αποτυπώματος. Διεξάγεται εν θερμώ και εν ψυχρώ ανάλογα με την πλαστικότητα του υλικού και του πάχους του ελάσματος (σχ..85). Σχήμα. 85: Διαδικασία τύπωσης σε καλούπια.

 αφού ληφθεί υπόψη το πάχος του ελάσματος.")
105 Κατασκευαστικές Τεχνολογίες 105 Υπάρχουν διάφορα είδη τυπώματος σε καλούπια τα οποία κατατάσσονται ως εξής : Τύπωμα κοιλάνσεως. Με αυτή τη μέθοδο μπορούμε να επιτύχουμε την τελική κατεργασία εκτύπωσης μεταξύ του πάνω και του κάτω μέρους της μήτρας, προκατεργασμένων τεμαχίων από ελάσματα. Το πάχος του ελάσματος σε αυτή την κατεργασία δεν μεταβάλλεται ουσιαστικά. Όμως το άνω και κάτω μέρος του καλουπιού πρέπει να ταιριάζουν απόλυτα (εξάρσεις τους ενός εσοχές του άλλου) αφού ληφθεί υπόψη το πάχος του ελάσματος. Το κάτω μέρος των εργαλείων αυτών φέρει συνήθως δυο κυλινδρικές στήλες οδηγούς σε διαγώνια διάταξη, στους οποίους εφαρμόζουν με ακρίβεια (συναρμογή ολίσθησης) αντίστοιχες υποδοχές τους άνω μέρους του εργαλείου (σχ..86). Σχήμα. 86: Τύπωμα κοιλάνσεως. Τύπωμα αναγλύφου. Η μέθοδος αυτή χρησιμοποιείται στην κατασκευή λεπτομερειών σε προκατεργασμένα τεμάχια. Έτσι μπορούμε να κατασκευάσουμε μικρές εξάρσεις ή εσοχές σε μαχαιροπήρουνα, σε κοσμήματα, σε διακοσμητικά αντικείμενα κ.λ.π. Σε αυτή την κατεργασία το πάχος του υλικού μεταβάλλεται. Τα ανάγλυφα στην μήτρα κατασκευάζονται με μηχανές χαρακτικής ή χειροκίνητα και υπάρχει η δυνατότητα να διαφέρουν στο άνω και κάτω μέρος του εργαλείου (σχ..87). Σχήμα. 87: Καλούπι τύπωσης αναγλύφου.

. Το τεμάχιο σε σχήμα δίσκου συνήθως και αφού προηγουμένως έχουμε υπολογίσει τις κατάλληλες διαστάσεις τοποθετείται στο κάτω μέρος του εργαλείου.")
106 Κατασκευαστικές Τεχνολογίες 106 Τύπωση νομισμάτων (νομισματοκοπή). Είναι μια κατεργασία που γίνεται μόνο εν ψυχρώ και εφαρμόζεται στην κατασκευή νομισμάτων, κοσμημάτων και γενικά μεταλλικών αντικειμένων με ανάγλυφες παραστάσεις. Επειδή η πίεση που απαιτείται να ασκηθεί από την πρέσα είναι πολύ μεγάλη, μπορούμε να κατασκευάσουμε αντικείμενα με μικρό μέγεθος και πάχος, ενώ πρέπει τα υλικά που χρησιμοποιούμε να έχουν καλή πλαστικότητα ( κράματα χαλκού, αργύρου, χρυσού κ.λ.π.). Το τεμάχιο σε σχήμα δίσκου συνήθως και αφού προηγουμένως έχουμε υπολογίσει τις κατάλληλες διαστάσεις τοποθετείται στο κάτω μέρος του εργαλείου. Η μήτρα έχει ανάγλυφο το σχήμα που θα τυπωθεί στη μία πλευρά και το έμβολο έχει το σχήμα που θα τυπωθεί στην άλλη πλευρά του αντικειμένου (σχ..88) ΚΑΛΟΥΠΙΑ ΤΥΠΩΣΗΣ Σχήμα. 88: Εργαλείο τύπωσης νομισμάτων. Τα καλούπια τύπωσης αποτελούνται από δυο μέρη (μπλοκ) το άνω και το κάτω (μερικές φορές αναφέρονται και ως έμβολο με μήτρα ή απλά ως μήτρες τύπωσης). Μεταξύ των δυο τμημάτων αυτών έχει αποτυπωθεί σε κοίλωμα το σχήμα του τεμαχίου, το οποίο σχήμα θα πάρει το τεμάχιο υπό την επίδραση της δύναμης που ασκεί η πρέσα. Υπάρχουν δυο είδη καλουπιών τύπωσης : Ιπτάμενη μήτρα (σχ..89). Της οποίας τα δυο μέρη δεν είναι στερεωμένα μόνιμα στην πρέσα και η σχετική εφαρμογή τους εξασφαλίζεται με φυτευτούς κοχλίες. Σχήμα. 89: Ιπτάμενη μήτρα. Α: Κεφαλή πρέσας. Β: Πάνω μέρος καλουπιού. Γ: Ράβδος χειρισμών. Δ: Κάτω μέρος εργαλείου. Ε: Τράπεζα πρέσας. Στ : Αποτύπωμα. Ζ: Χώρος συγκέντρωσης πλεονάζοντος υλικού. Η: Πείροι στερέωσης.


107 Κατασκευαστικές Τεχνολογίες 107 Σταθερή μήτρα (σχ..90). Όπου τα δύο μπλοκ είναι στερεωμένα το ένα στο τραπέζι της πρέσας και το άλλο στην κεφαλή της πρέσας. Πολύ σημαντικό ρόλο στην επιτυχία της κατεργασίας παίζει η σωστή ευθυγράμμιση του άνω και κάτω τμήματος του καλουπιού, ώστε να εξασφαλιστεί η σύμπτωση των αποτυπωμάτων. Σχήμα. 90: Σταθερή μήτρα. Α: Κεφαλή πρέσας. Β: Πάνω μέρος καλουπιού. Γ: Περισσεύον άκρο για τη συγκράτηση του τεμαχίου. Δ: Κάτω μέρος καλουπιού. Ε: Τραπέζι πρέσας. Στ: Αποτύπωμα. Ζ: Χώρος συγκέντρωσης πλεονάζοντος υλικού. Κατά την κατασκευή των καλουπιών τύπωσης πρέπει το αποτύπωμα στο άνω μέρος του καλουπιού να είναι βαθύτερο γιατί λόγω της επίδρασης της αδράνειας, το υλικό έχει την τάση να ανεβαίνει στο άνω μέρος του εργαλείου. Επίσης, πρέπει η πίεση να ασκείται στο υλικό κάθετα στη διεύθυνση της έλασης (γραμμές ροής του μετάλλου), γιατί κατά αυτή τη διεύθυνση το τεμάχιο έχει μεγαλύτερη αντοχή. Για να διευκολυνθεί η ροή του υλικού κατά την συμπίεση από το έμβολο πρέπει οι επιφάνειες της κοιλότητας να έχουν στιλβωθεί επιμελώς και να αποφεύγονται οι γωνίες μέσα στην κοιλότητα. Επειδή τις περισσότερες φορές είναι αναπόφευκτος ο σχηματισμός γρεζιών πρέπει να έχουμε προβλέψει στο εργαλείο να υπάρχούν οδοί διαφυγής του πλεονάζοντος υλικού και χώροι εναπόθεσης αυτού (σχ..91). Σχήμα. 91: Οδός διαφυγής και χώρος εναπόθεσης πλεονάζοντος υλικού σε καλούπι τύπωσης.


108 Κατασκευαστικές Τεχνολογίες 108 Για το τελείωμα του εξαρτήματος απαιτείται ξανακτύπημα σε νέο καλούπι με μεγάλη ακρίβεια στις διαστάσεις και αφαίρεση των γρεζιών (σχ..9). Σχήμα. 9: Αποκοπή γρεζιών. Α: Αντικείμενο. Β: Κοπτική μήτρα. Γ: Έμβολο. Δ: Υποστήριγμα μήτρας. Λόγω τον μεγάλων δυνάμεων που αναπτύσσονται μεταξύ των δύο μπλοκ του καλουπιού και του τεμαχίου το καλούπι υπόκειται σε μεγάλες θερμικές και μηχανικές καταπονήσεις. Στο σχήμα.93 φαίνονται οι τέσσερις περιοχές που δέχονται την μεγαλύτερη καταπόνηση καθώς και το είδος των καταπονήσεων αυτών. Οι καταπονήσεις αυτές οδηγούν σταδιακά στην μείωση της ακρίβειας των διαστάσεων του καλουπιού και τελικά στην θραύση τμημάτων του και την καταστροφή του. Για να αποφύγουμε τις δυσάρεστες συνέπειες χρησιμοποιούμε για την κατασκευή των καλουπιών χάλυβες εργαλείων, οι οποίοι υποβάλλονται σε θερμική κατεργασία σκλήρυνσης π.χ.56nicrmo V57. Σχήμα. 93: Σημεία του καλουπιού που δέχονται τις μεγαλύτερες καταπονήσεις. 1: Η καταπόνηση αυξάνεται εν μέρει φτάνοντας μέχρι τα 1000 N/mm. : Υψηλή φθορά λόγω τριβής από την ολίσθηση του υλικού. 3: Υψηλή θέρμανση της επιφάνειας του καλουπιού. 4: Τοπικό πύρωμα εάν παραμείνουν τα τεμάχια. Στην περίπτωση καλουπιών με πολύπλοκα και λεπτά σχήματα το υλικό κατασκευής είναι χάλυβας εργαλείων με μικρή περιεκτικότητα σε άνθρακα, για να μη στρεβλώνει κατά τη θερμική κατεργασία σκλήρυνσης. Επίσης είναι δυνατόν στα σημεία που καταπονούνται ιδιαίτερα να χρησιμοποιούμε ένθετα τμήματα από σκληρά μέταλλα π.χ. X38CrMoV51 ή από X40CrMoV53.


109 Κατασκευαστικές Τεχνολογίες ΕΞΕΛΑΣΗ- ΦΙΛΑΡΙΣΜΑ.5.1 ΓΕΝΙΚΑ ΓΙΑ ΤΗΝ ΕΞΕΛΑΣΗ -ΦΙΛΑΡΙΣΜΑ Στην εξέλαση φιλάρισμα το αρχικό υλικό υπό μορφή δίσκων και με τη βοήθεια ενός εμβόλου και μιας μήτρας διαμορφώνεται με μια φάση κατεργασίας σε συμπαγές ή κοίλο τεμάχιο. Η κατεργασία γίνεται σε θερμοκρασία περιβάλλοντος και τα υλικά που χρησιμοποιούνται πρέπει να παρουσιάζουν υψηλό βαθμό πλαστικότητας στη θερμοκρασία αυτή. Το υλικό υποχρεώνεται να περάσει από το διάκενο μεταξύ εμβόλου και μήτρας, ενώ έχουμε υπερβεί το όριο διαρροής του. Αυτή η διαδικασία διαμόρφωσης χρησιμοποιείται για την παραγωγή σωληναρίων για συσκευασία διαφόρων προϊόντων (οδοντόπαστες, κρέμες κάθε είδους, τρόφιμα σε μορφή πάστας, φαρμακευτικά προϊόντα κ.α.). Τέτοια μεταλλικά υλικά είναι ο μόλυβδος, ο κασσίτερος, ο ψευδάργυρος, ο χαλκός, το καθαρό αλουμίνιο και τα κράματά του, ο μαλακός ορείχαλκος και οι χάλυβες με χαμηλή περιεκτικότητα σε άνθρακα. Το αλουμίνιο και τα κράματά του είναι ιδιαιτέρως κατάλληλα για εξέλαση και μας δίνουν τη δυνατότητα να κατασκευάσουμε περίπλοκά αντικείμενα όπως εξαρτήματα ραδιοφώνων, κυάθια κάθε είδους έμβολα αυτοκινήτων κ.α. Ο μόλυβδος, ο χαλκός και ο κασσίτερος, υπόκεινται σε εξέλαση για την κατασκευή σωλήνων. Ο ψευδάργυρος χρησιμοποιείται για την κατασκευή στεγνών μπαταριών (στήλες). Οι χάλυβες με μικρή περιεκτικότητα σε άνθρακα χρησιμοποιούνται για την κατασκευή με εξέλαση προσχεδίων γραναζιών, πλημνών τροχών, γραναζιών κούφιων κ.α.(σχ..94). Σχήμα. 94: Αντικείμενα που έχουν κατασκευαστεί με εξέλαση. Κατά την κατεργασία εξέλασης φιλαρίσματος ένας επίπεδος δίσκος υλικού τοποθετείται μέσα στο κοίλωμα της μήτρας. Επειδή το υλικό δεν μπορεί να παρακάμψει την πίεση του κατερχόμενου εμβόλου αναγκάζεται να κινηθεί μεταξύ του διακένου του εμβόλου και της μήτρας (αντίρροπη εξέλαση) ή Σχήμα. 95: Αρχή λειτουργίας αντίρροπης εξέλασης. μεταξύ του εμβόλου και

110 Κατασκευαστικές Τεχνολογίες 110 του δακτυλίου εξέλασης (ομόρροπη εξέλαση). Στο σχήμα. 95 φαίνεται ο τρόπος κατασκευής ενός αντικειμένου με αντίρροπη εξέλαση. Οι διατομές που μπορούμε να επιτύχουμε με την εξέλαση μπορούν να είναι στρογγυλές, τετραγωνικές, ορθογώνιες, ανάλογα με τη διατομή του εμβόλου εξέλασης. Το μήκος των αντικειμένων που παράγονται με διαδικασία εξέλασης προκειμένου για κυλινδρικά τεμάχια από υλικό μεγάλης ειδικής επιμήκυνσης μπορεί να φτάσει το εξαπλάσιο της διαμέτρου του αρχικού δίσκου και το πάχος των τοιχωμάτων των αντικειμένων μπορεί να κυμανθεί από 0,1 ~ 1,5mm. Ενώ στην βαθεία κοίλανση η κατασκευή ενός αντικειμένου με τέτοιο μήκος θα χρειαζόταν περισσότερες φάσεις κατεργασίας, με την εξέλαση μπορούμε να το κατασκευάσουμε με μία μόνο φάση άρα οικονομικότερα. Είναι ιδανική μορφή κατεργασίας για την κατασκευή αντικειμένων κυλινδρικού σχήματος των οποίων τα τοιχώματα πρέπει να είναι λεπτότερα από την βάση τους, ή εάν επιθυμούμε τα τοιχώματα του αντικειμένου να έχουν αυλακώσεις ή νευρώσεις. Σαν μέτρο για την πραγματοποιούμενη διαμόρφωση λαμβάνεται ο λόγος της νέας διατομής προς την αρχική διατομή, καθώς και ο λόγος του νέου πάχους του τοιχώματος προς το αρχικό πάχος του υλικού. Για καθαρό αλουμίνιο πραγματοποιούνται μεταβολές στη διατομή έως και 99%..5. ΤΡΟΠΟΙ ΕΞΕΛΑΣΗΣ - ΦΙΛΑΡΙΣΜΑΤΟΣ Όπως αναφέραμε και παραπάνω η εξέλαση πραγματοποιείται με την πίεση που ασκεί το κατερχόμενο με μεγάλη ταχύτητα έμβολο σε ένα τεμάχιο υλικού που βρίσκεται τοποθετημένο μέσα σε μια μήτρα. Η σχέση μεταξύ της διεύθυνσης της κίνησης του εμβόλου και της διεύθυνσης της ροής του υλικού καθώς και το είδος του αντικειμένου που πρόκειται να παραχθεί (αν είναι συμπαγές ή κοίλο), καθορίζουν το χαρακτηρισμό της εξέλασης. Έτσι έχουμε: Ομόρροπη εξέλαση συμπαγούς αντικειμένου. Κατεργασία στην οποία η κίνηση του υλικού έχει την διεύθυνση της κίνησης του εμβόλου (σχ..96). Σχήμα. 96: Ομόρροπη εξέλαση συμπαγούς αντικειμένου. Αντίρροπη εξέλαση συμπαγούς αντικειμένου.



111 Κατασκευαστικές Τεχνολογίες 111 Κατεργασία στην οποία η κίνηση του υλικού έχει την αντίθετη διεύθυνση από την κίνηση του εμβόλου (σχ..97). Σχήμα. 97: Αντίρροπη εξέλαση συμπαγούς αντικειμένου. Σχήμα. 98: Συνδυασμός ομόρροπης και αντίρροπης εξέλασης συμπαγούς αντικειμένου. Συνδυασμός των δύο αυτών μεθόδων. Σε αυτή την περίπτωση (σχ..98) ένα μέρος του υλικού κινείται στην ίδια διεύθυνση με το έμβολο, ενώ το υπόλοιπο υλικό κινείται αντίθετα από την κίνηση του εμβόλου. Ομόρροπη εξέλαση κοίλου αντικειμένου με αντίθλιψη. Σε αυτή τη μέθοδο το Σχήμα. 99: Ομόρροπη εξέλαση κοίλου αντικειμένου με αντίθλιψη. εργαλείο αποτελείται από δύο έμβολα. Το ένα ονομάζεται έμβολο εξέλασης και είναι αυτό που πιέζει το υλικό και το άλλο ονομάζεται έμβολο αντίθλιψης, το ο- ποίο αναγκάζει το υλικό να ακολουθήσει την πορεία που επιθυμούμε και στο τέλος της διαδικασίας παίζει το ρόλο του εξολκέα. Το υλικό κινείται προς τη διεύθυνση κίνησης του εμβόλου και αναγκάζεται να διέλθει μέσα από το διάκενο ροής, που σχηματίζεται είτε με διαμόρφωση του εμβόλου και του δακτυλίου εξέλασης, είτε από το έμβολο αντίθλιψης και το δακτύλιο εξέλασης (σχ..99). Ομόρροπη εξέλαση κοίλων αντικειμένων χωρίς αντίθλιψη. Όπως δηλώνει και το όνομά της, δεν υπάρχει έμβολο αντίθλιψης, αλλά ένας εξολκέας για να απομακρύνει το αντικείμενο από την μήτρα μετά το τέλος της κατεργασίας. Σε αυτού του είδους την εξέλαση ο

. Σχήμα.")
112 Κατασκευαστικές Τεχνολογίες 11 αρχικός δίσκος έχει ένα τυφλό κοίλωμα ή μια διαμπερή οπή. Το έμβολο εισέρχεται μέσα στο κοίλωμα αυτό ή την οπή και πιέζει το υλικό να διέλθει από το διάκενο ροής, που σχηματίζεται από το έμβολο εξέλασης και το δακτύλιο της μήτρας. Το υλικό ρέει προς τη διεύθυνση της κίνησης του εμβόλου και παίρνει το επιθυμητό σχήμα. Αυτός ο τρόπος εξέλασης δεν ενδείκνυται για την κατασκευή αντικειμένων με λεπτά τοιχώματα γιατί αυτά θα παραμορφωθούν κατά την κίνηση του εξολκέα (σχ..100). Σχήμα. 100: Ομόρροπη εξέλαση κοίλου αντικειμένου χωρίς αντίθλιψη. Αντίρροπη εξέλαση κοίλων τεμαχίων. Στη μέθοδο αυτή το υ- λικό κινείται αντίθετα από το έμβολο και παίρνει το κατάλληλο σχήμα περνώντας από το διάκενο ροής, που σχηματίζεται μεταξύ του εμβόλου εξέλασης και του δακτυλίου συμπίεσης. Ο αρχικός δίσκος μπορεί να είναι πλήρης ή με οπή και πρέπει να έχει το εξωτερικό σχήμα των έτοιμων τεμαχίων (σχ..101). Σχήμα. 101: Αντίρροπη εξέλαση κοίλου αντικειμένου. Πολύ σημαντικός παράγοντας για την επιτυχία της εξέλασης είναι η σωστή λίπανση του προς διαμόρφωση υλικού ώστε να αποφευχθούν μεγάλες φθορές στο εργαλείο. Κατά την επεξεργασία μη σιδηρούχων μετάλλων δε χρειάζεται γενικά λίπανση γιατί αυτά τα υλικά είναι αυτολιπαινόμενα. Κατά την επεξεργασία χάλυβα είναι απαραίτητη μια στιβάδα διαχωρισμού και λίπανσης. Αυτό επιτυγχάνεται με φωσφάτωση του

113 Κατασκευαστικές Τεχνολογίες 113 ακατέργαστου χάλυβα ή με χρήση λιπαντικών ( μίγμα από λάδι γογγυλιών, ρετσινόλαδο και ταλκ, ορυκτέλαια κ.α.)..5.3 ΕΡΓΑΛΕΙΑ ΕΞΕΛΑΣΗΣ-ΦΙΛΑΡΙΣΜΑΤΟΣ Τα εργαλεία εξέλασης είναι σε γενικές γραμμές απλά στη δομή τους. Πρέπει όμως να είναι στιβαρά για να μπορούν να παραλαμβάνουν τις μεγάλες δυνάμεις που αναπτύσσονται κατά την κατεργασία. Αποτελούνται βασικά από το έμβολο και τη μήτρα ( ή δακτύλιο εξέλασης) και από έναν εξολκέα ή από ένα έμβολο αντίθλιψης ανάλογα με το είδος της εξέλασης που εκτελούν. Οι επιφάνειες της μήτρας και των εμβόλων εξέλασης και αντίθλιψης πρέπει να είναι άριστα στιλβωμένες, ώστε να μειώνονται στο ελάχιστο οι τριβές, που αναπτύσσονται στα σημεία αυτά και να μην παρεμποδίζεται η ροή του υλικού. Σχήμα. 10: Εργαλείο εξέλασης. Στο σχήμα.10 περιγράφεται ένα εργαλείο εξέλασης. Όπως βλέπουμε το έμβολο εξέλασης είναι στερεωμένο πάνω σε μια πλάκα που ονομάζεται πλάκα πίεσης του εμβόλου και συγκρατείται σε αυτή τη θέση με τη βοήθεια ενός περικοχλίου (περικόχλιο σύσφιξης). Υπάρχει ένας αποξεστήρας (εξολκέας) ο οποίος απομακρύνει το διαμορφωμένο αντικείμενο το οποίο παρασύρεται από το έμβολο προς τα πάνω μετά το τέλος της κατεργασίας. Στο κάτω μέρος του εργαλείου δηλαδή στη μήτρα βρίσκεται ένας δακτύλιος που χρησιμεύει στο κεντράρισμα της μήτρας και του εμβόλου (δακτύλιος κεντρώσεως) και ένας δακτύλιος σύσφιξης που συγκρατείται με ένα περικόχλιο. Η αποστολή αυτού του δακτυλίου είναι να παραλαμβάνει τις αξονικές δυνάμεις, οι οποίες προκαλούν μεγάλες εφελκυστικές τάσεις στο υλικό. Το έμβολο εξέλασης είναι ειδικά διαμορφωμένο στη μετωπική του επιφάνεια ώστε να διευκολύνεται η ροή του υλικού. Η μετωπική του επιφάνεια δεν είναι επίπεδη αλλά σφαιρική ή κωνική με διάμετρο μεγαλύτε-
, κοβαλτίου (Co), βαναδίου (V), νικελίου (Ni) ώστε να μπορούν να αντεπεξέλθουν στις μεγάλες")
114 Κατασκευαστικές Τεχνολογίες 114 ρη από την διάμετρο του στελέχους του εμβόλου και του δακτυλίου συμπιέσεως κατά 0,1mm(σχ.103). Τα υλικά κατασκευής των εργαλείων εξέλασης είναι χάλυβες εργαλείων με υψηλό βαθμό προσμίξεων χρωμίου (Cr), κοβαλτίου (Co), βαναδίου (V), νικελίου (Ni) ώστε να μπορούν να αντεπεξέλθουν στις μεγάλες δυνάμεις που αναπτύσσονται. Σχήμα. 103: Διαμόρφωση μετωπικής επιφάνειας εμβόλου εξέλασης.

115 Κατασκευαστικές Τεχνολογίες ΕΞΕΛΚΥΣΗ ΚΑΙ ΣΥΡΜΑΤΟΠΟΙΗΣΗ.6.1 ΓΕΝΙΚΑ Η διαμόρφωση μεταλλικών υλικών με εξέλκυση επιτυγχάνεται με τράβηγμα του ημικατεργασμένου μεταλλικού υλικού (σε μορφή ράβδων που προέρχονται από έλαση), μέσα από ειδική μήτρα (ολκός). Έτσι μειώνεται η διατομή της ράβδου και αυξάνει το μήκος της (σχ..104). Υπάρχουν διάφορες ονομασίες για την εξέλκυση, όπως η ολκή που προέρχεται από το όνομα του εργαλείου με το οποίο πραγματοποιείται η κατεργασία και ο ελκυσμός που προέρχεται από τον τρόπο διεξαγωγής της κατεργασίας αφού η ράβδος έλκεται (τραβιέται), ώστε να περάσει μέσα από τη μήτρα. Ανεξάρτητα πάντως από την ονομασία με την οποία την συναντά κανείς η διαδικασία είναι η ίδια. Σχήμα. 104: Αρχή λειτουργίας εξέλκυσης. Με την εξέλκυση επιτυγχάνουμε μείωση της διατομής και αύξηση του μήκους σε ράβδους και σωλήνες. Γενικά πρόκειται για μια διαμόρφωση που τα προϊόντα της είναι ευθύγραμμα. Η συρματοποίηση ακολουθεί την ίδια διαδικασία διαμόρφωσης και από ακατέργαστο σύρμα που έχει προκύψει από την έλαση καταλήγουμε στα προϊόντα της (σύρματα) που έχουν πολύ μικρή διατομή (σε σχέση με τη διατομή του ακατέργαστου σύρματος), τα οποία συνήθως τυλίγονται σε κουλούρες. Μπορούμε να πούμε ότι η εξέλκυση και η συρματοποίηση είναι διαμορφώσεις αποπεράτωσης, γιατί σαν πρώτη ύλη χρησιμοποιούνται υλικά τα οποία προηγουμένως έχουν υποστεί άλλη κατεργασία (έλαση). Γίνονται εν ψυχρώ και μας επιτρέπουν να επιτύχουμε καλές ανοχές και καλή ποιότητα επιφάνειες του κατεργασμένου τεμαχίου. Λόγω της φύσης των κατεργασιών αυτών τα υλικά υφίστανται μεγάλη καταπόνηση σε ε- φελκυσμό και γι αυτό τα μεταλλικά υλικά που μπορούν να διαμορφωθούν με αυτές πρέπει να είναι ιδιαίτερα όλκιμα και ελατά και να έχουν ομοιογένεια και σταθερότητα σύνθεσης και δομής διότι το παραμικρό εσωτερικό ελάττωμα προκαλεί τη θραύση της ράβδου. Μετά από τα παραπάνω καταλαβαίνουμε ότι δεν είναι κατάλληλα για εξέλκυση και συρματοποίηση όλα τα μεταλλικά υλικά παρά μόνο αυ-
116 Κατασκευαστικές Τεχνολογίες 116 τά που ανταποκρίνονται στις παραπάνω προϋποθέσεις. Τέτοια υλικά είναι ο χάλυβας και τα κράματα του, ο χαλκός, ο ορείχαλκος και το αλουμίνιο. Πολύ σημαντικός είναι ο ρόλος της σωστής λίπανσης κατά τη διάρκεια της κατεργασίας γιατί μειώνονται οι τριβές μεταξύ της πλάκας ε- ξέλκυσης και του υλικού με αποτέλεσμα μικρότερες φθορές στο εργαλείο, καλύτερη ποιότητα επιφάνειας των προϊόντων και αποφυγή ανεπιθύμητων φαινομένων κατά την κατεργασία όπως η επικόλληση του κατεργαζόμενου υλικού στην επιφάνεια της μήτρας. Τα λιπαντικά που χρησιμοποιούνται κυρίως είναι σαπούνι σε μορφή σκόνης, επικάλυψη του υλικού με μαλακά μέταλλα, φωσφάτωση με ψευδάργυρο, χλωριωμένα έλαια, ορυκτέλαια κ.α. Τυπικά παραδείγματα προϊόντων της εξέλκυσης και της συρματοποίησης είναι ράβδοι και σωλήνες σε ποικιλία διατομών, σύρματα και σύρματα καλωδίων. Όλα τα παραπάνω προϊόντα παρουσιάζουν καθαρή εξωτερική επιφάνεια και ακρίβεια στις διαστάσεις..6. ΔΙΑΔΙΚΑΣΙΑ ΕΞΕΛΚΥΣΗΣ ΚΑΙ ΣΥΡΜΑΤΟΠΟΙΗΣΗΣ Κατά την εξέλκυση ράβδων τα ημικατεργασμένα υλικά που θα χρησιμοποιηθούν καθαρίζονται με χημικά μέσα για την απομάκρυνση των ακαθαρσιών και της σκουριάς που δημιουργήθηκε από την προηγούμενη κατεργασία σε θερμή κατάσταση (έλαση) που έχει υποστεί το υλικό. Στη συνέχεια ακολουθεί το τράβηγμα μέσα από τις μήτρες, το οποίο γίνεται διαδοχικά, γιατί η μείωση στη διατομή που μπορεί να επιτευχθεί με ένα πέρασμα από την ολκό, περιορίζεται σε μεγάλο βαθμό από την αντοχή του υλικού σε εφελκυσμό και από την τεράστια ελκτική δύναμη που απαιτείται. Το άκρο της ράβδου στις περισσότερες περιπτώσεις διαμορφώνεται με τέτοιο τρόπο ώστε να μπορέσει να περάσει από τη μήτρα και να στερεωθεί στις σιαγόνες της κεφαλής της μηχανής ελκυσμού που κινείται ευθύγραμμα με τη βοήθεια αλυσίδας, ή οδοντωτού κανόνα ή με υδραυλική κίνηση (σχ..105). Σχήμα. 105: Εξάρτημα για την έλξη ράβδου. 1: Ολκός (Μήτρα). : Ράβδος υπό επεξεργασία. 3: Σύστημα συγκράτησης της ράβδου. 4: Γρανάζι. Σε ράβδους μεγάλης διαμέτρου 150mm ή περισσότερο γίνεται μικρή μείωση της διαμέτρου ανά πέρασμα, περίπου 1 ~ mm ώστε να επιτευχθεί καλή ποιότητα της τελικής επιφάνειας και ακρίβεια στις τελι-

.")
117 Κατασκευαστικές Τεχνολογίες 117 κές διαστάσεις. Μικρότερης διαμέτρου ράβδοι έλκονται μέσα από μήτρα για την επίτευξη μείωσης της διατομής ανά πέρασμα έως και 50%. Ράβδοι διαμέτρου περίπου 5mm και μήκους περίπου 15 ~ 0m παράγονται με ταχύτητα περίπου 35m/min για σιδηρούχα μέταλλα και με υψηλότερες ταχύτητες για μη σιδηρούχα. Παραγωγή ράβδων και συρμάτων μικρότερης διατομής στα σχετικά αυτά μήκη είναι ασύμφορη να γίνεται σε ευθύγραμμες μηχανές ελκυσμού και έτσι η κατεργασία γίνεται με άλλο τρόπο για τον οποίο θα μιλήσουμε παρακάτω. Εκτός όμως από την μείωση της διατομής σε συμπαγείς ράβδους με τον ελκυσμό μπορούμε να κατασκευάσουμε και σωλήνες διαφόρων διαμέτρων (σχ..106). Με τον τρόπο αυτό μπορούμε να αλλάξουμε τη διάμετρο σε σωλήνες. Το εργαλείο είναι εφοδιασμένο με ένα εξάρτημα κατάλληλης διατομής που ονομάζεται μανδρίλιο ή βελόνη, το οποίο είναι τοποθετημένο μέσα στη μήτρα αναγκάζοντας τα τοιχώματα του σωλήνα που έλκεται από τη μηχανή ελκυσμού, να περάσουν από το διάκενο που δημιουργείται μεταξύ μανδριλίου και μήτρας. Έτσι ο σωλήνας που προκύπτει έχει αποκτήσει την επιθυμητή διάμετρο. Για την κατασκευή ράβδων μικρότερων διατομών και συρμάτων όπως αναφέραμε και παραπάνω είναι ασύμφορη η κατεργασία σε ευθύγραμμες μηχανές ελκυσμού. Για το λόγο αυτό χρησιμοποιούνται μεγάλα περιστρεφόμενα τύμπανα (σχ..107) Σχήμα. 107: Περιστρεφόμενα τύμπανα περιέλιξης του σύρματος. Σχήμα. 106: Επεξεργασία σωλήνα με ελκυσμό. στα οποία στερεώνεται η άκρη της ράβδου και με την περιστροφή του τυμπάνου πραγματοποιείται το πέρασμα του σύρματος μέσα από τη μήτρα (σχ..108). Με αυτόν τον τρόπο αναπτύσσονται ταχύτητες της τάξης των 180m/min για την εξέλκυση ράβδων και 000m/min για την συρματοποίηση. Για την παραγωγή των συρμάτων η μείωση της διατομής του αρχικού ακατέργαστου σύρματος επιτυγχάνεται με διαδοχικά περάσματα με τις αντίστοιχες μειώσεις της διατομής, σε μηχανές συρματοποίησης πολλαπλών οπών. Περιστρεφόμενα τύμπανα παρεμβάλλονται μεταξύ των μητρών και η ταχύτητα περιστροφής τους ρυθμίζεται έτσι ώστε να αντισταθμίζεται η αύξηση του μήκος του σύρματος (σχ..109).
 Συμπλέκτης Ανέμη Δοχείο λίπανσης (σάπωνας σε σκόνη) Κινητήρας Μηχανη ελκυσμου Σχήμα. 108: Μηχανή συρματοποίησης. Σχήμα. 109: Διάταξη τυμπάνων περιέλιξης του σύρματος.")
118 Κατασκευαστικές Τεχνολογίες 118 Το αρχικό ακατέργαστο σύρμα καθαρίζεται με την βοήθεια χημικών μέσων από τις ακαθαρσίες και τη σκουριά που τυχών υπάρχουν ώστε να μειωθεί η φθορά λόγω τριβών. Ράουλα οδηγοί Μειωτήρας Προς νέα σύρματα ( β πέρασμα) Συμπλέκτης Ανέμη Δοχείο λίπανσης (σάπωνας σε σκόνη) Κινητήρας Μηχανη ελκυσμου Σχήμα. 108: Μηχανή συρματοποίησης. Σχήμα. 109: Διάταξη τυμπάνων περιέλιξης του σύρματος. Οι δύο κύριες μέθοδοι συρματοποίησης είναι η υγρή και η ξηρή. Οι μέθοδοι αυτοί διαφέρουν ως προς την προετοιμασία του σύρματος, τη λίπανση και το σχεδιασμό της μηχανής συρματοποίησης. Στην υγρή συρματοποίηση που χρησιμοποιείται κυρίως για την παραγωγή πολύ λεπτών συρμάτων με διάμετρο έως 1mm καθώς και για την παραγωγή συρμάτων από χαλκό και τα κράματά του, όλος ο εξοπλισμός είναι βυθισμένος σε λουτρό λιπαντικού υγρού. Το σύρμα ολισθαίνει πάνω στα τύμπανα ελκυσμού και ελαχιστοποιούνται οι τριβές. Στη ξηρή συρματοποίηση ο μηχανισμός δεν είναι βυθισμένος σε λουτρό λιπαντικού υγρού και για την λίπανση χρησιμοποιούνται σαπούνια σε μορφή σκόνης. Η σκόνη συλλέγεται από το σύρμα κατά το πέρασμά του μέσα από ειδικό δοχείο και δεν υπάρχει ολίσθηση μεταξύ του σύρματος και του τυμπάνου. Η μέθοδος αυτή χρησιμοποιείται για την συρματοποίηση όλων των μετάλλων εκτός από το χαλκό και τα κράματα του. Στα σιδηρούχα μέταλλα συνήθως η σωστή λίπανση επιτυγχάνεται με τη χρήση άλλων λιπαντικών μέσων.
 και την περιστροφή του γύρο από ένα τύμπανο περιελίξεως. Σχήμα.")
119 Κατασκευαστικές Τεχνολογίες 119 Στο σχήμα. 110 φαίνεται όλη η διαδικασία συρματοποίησης που ξεκινά με την κατεργασία των ράβδων για την κατασκευή του ακατέργαστου σύρματος. Συνεχίζεται με τον καθαρισμό του με διάφορα χημικά μέσα (διάλυμα θειικού οξέως, ασβεστοκονίαμα με γάλα κ.λ.π.) και την περιστροφή του γύρο από ένα τύμπανο περιελίξεως. Σχήμα. 110: Διαδικασία συρματοποίησης.
, που περιλαμβάνει τον πάγκο που φέρει την κεφαλή η οποία φέρει την ολκό")
120 Κατασκευαστικές Τεχνολογίες 10 Τέλος περνά μέσα από ένα αριθμό μητρών ώστε να πάρει την κατάλληλη διατομή, υπόκειται σε θερμική κατεργασία με ανόπτηση και συσκευάζεται σε κουλούρες..6.3 ΕΡΓΑΛΕΙΑ ΕΞΕΛΚΥΣΗΣ ΚΑΙ ΣΥΡΜΑΤΟΠΟΙΗΣΗΣ Το κύριο μέρος των μηχανών εξέλκυσης είναι ο πάγκος εξέλκυσης (ή πάγκος τραβήγματος), που περιλαμβάνει τον πάγκο που φέρει την κεφαλή η οποία φέρει την ολκό (μήτρα) και το όχημα τραβήγματος το οποίο είναι εφοδιασμένο με ένα εξάρτημα συγκράτησης της ράβδου και ένα μηχανισμό που εξασφαλίζει το τράβηγμα της ράβδου διαμέσου της μήτρας. Το βασικό χαρακτηριστικό των μηχανών εξέλκυσης είναι η στιβαρή τους κατασκευή ώστε να μπορούν να ανταποκριθούν με επιτυχία στις μεγάλες δυνάμεις που αναπτύσσονται κατά την κατεργασία. Στις μηχανές συρματοποίησης πολλαπλών οπών, οι μήτρες έχουν τέτοια διάταξη ώστε να γίνεται σταδιακά η μείωση της διατομής. Μεταξύ των μητρών παρεμβάλλονται περιστρεφόμενα τύμπανα τα οποία τραβούν το σύρμα και το αναγκάζουν να περάσει μέσα από τη μήτρα. Οι μήτρες εξέλκυσης και Σχήμα. 111: Τομή ολκού (μήτρας ελκυσμού). συρματοποίησης υποδιαιρούνται σε επιμέρους ζώνες (σχ..111). Η χοάνη εισόδου χρησιμεύει για την ομαλή κατανομή του λιπαντικού στο εφελκούμενο υλικό. Ακολουθεί ο κώνος εξέλκυσης στον οποίο ελαττώνεται η διατομή της ράβδου ή του σύρματος. Το μέγεθος του κώνου εξαρτάται από το είδος του διαμορφούμενου υλικού και από το χρησιμοποιούμενο λιπαντικό. Μετά τον κώνο ακολουθεί ο οδηγός. Αυτός χρησιμεύει για την α- κρίβεια της διάστασης της διατομής (καλιμπράρισμα) του υλικού. Ο οδηγός έχει μια μικρή κωνικότητα περίπου 0,5 ο = 30, με τη μικρότερη πλευρά προς την έξοδο του εργαλείου. Τέλος υπάρχει η χοάνη εξόδου η οποία έχει σκοπό να παρεμποδίσει τη θραύση της οπίσθιας ακμής της μήτρας. Τα υλικά κατασκευής των μητρών εξέλκυσης και συρματοποίησης ποικίλλουν ανάλογα με τη χρήση. Συνήθως είναι καρβίδια σκληρών μετάλλων όπως βολφραμίου, κοβαλτίου, είτε από ειδικό χυτοσίδηρο και μερικές φορές διαμάντι.
121 Κατασκευαστικές Τεχνολογίες ΥΠΟΛΟΓΙΣΤΙΚΑ ΣΤΟΙΧΕΙΑ ΚΑΙ ΑΣΚΗΣΕΙΣ Κατά την εξέλκυση και τη συρματοποίηση είναι απαραίτητο να γνωρίζουμε διάφορα μεγέθη όπως η δύναμη εξέλκυσης, το έργο εξέλκυσης κ.λ.π. Ο υπολογισμός των μεγεθών αυτών τις περισσότερες φορές είναι περίπλοκος λόγω της φύσης των κατεργασιών. Έτσι για τον ακριβή υπολογισμό αυτών των μεγεθών έχουν αναπτυχθεί διάφορες αναλυτικές μέθοδοι, όπως η μέθοδος του λόφου τριβής, η μέθοδος του οριακού φορτίου, η μέθοδος των γραμμών ολίσθησης κ.α. Ο υπολογισμός όμως των παραπάνω μεγεθών γίνεται και με εμπειρικές σχέσεις, με τις οποίες μπορούμε να υπολογίσουμε τις τιμές των διαφόρων μεγεθών με αρκετή ακρίβεια ΣΥΝΤΕΛΕΣΤΗΣ ΜΕΙΩΣΗΣ ΤΗΣ ΔΙΑΤΟΜΗΣ (R) Ο συντελεστής μείωσης της διατομής ή συντελεστής εξέλκυσης είναι ένα μέγεθος με το οποίο μπορούμε να δούμε κατά πόσο μειώθηκε η διατομή της ράβδου ή του σύρματος σε ένα ή περισσότερα περάσματα από την μήτρα εξέλκυσης. Η σχέση από την οποία λαμβάνουμε τον συντελεστή είναι: R = = R = 1 (.54) Α0 Α0 A0 Όπου : R = συντελεστής μείωσης της διατομής. ΔΑ Α0 Αf Af ΔΑ = διαφορά αρχικής και τελικής διατομής (mm). Α 0 = αρχική διατομή ράβδου ή σύρματος (mm). Α f = τελική διατομή ράβδου ή σύρματος (mm) ΤΑΧΥΤΗΤΑ ΣΥΡΜΑΤΟΠΟΙΗΣΗΣ Όπως έχουμε αναφέρει και παραπάνω πολύ σημαντικό σε μια κατεργασία συρματοποίησης είναι η ταχύτητα περιστροφής των τυμπάνων πάνω στα οποία τυλίγεται το σύρμα. Αυτό συμβαίνει γιατί η ταχύτητα των τυμπάνων αυτών δεν είναι ίδια λόγω του ότι η διατομή του σύρματος μικραίνει και το μήκος του αυξάνεται καθώς περνάει από την καθεμία μήτρα. Έτσι είναι πολύ σημαντικό να γνωρίζουμε με ποια ταχύτητα πρέπει να περιστρέφεται κάθε τύμπανο και να την ρυθμίζουμε κατάλληλα, αυξάνοντας ή μειώνοντας τις στροφές του κινητήρα που το κινεί. Επειδή κατά τη συρματοποίηση ο όγκος του υλικού παραμένει σταθερός μπορούμε να πούμε: V f * A f = V 0 * A 0 (.55) Όπου V f = τελική ταχύτητα συρματοποίησης (mm/s).
122 Κατασκευαστικές Τεχνολογίες 1 V 0 = αρχική ταχύτητα συρματοποίησης (mm/s). A 0 = αρχική διατομή σύρματος (mm ). A f = τελική διατομή σύρματος (mm ). Όμως η ταχύτητα συρματοποίησης V = π * d * n (.56) Όπου V = ταχύτητα συρματοποίησης (mm/s). d = διάμετρος τυμπάνου περιστροφής (mm). n = ταχύτητα περιστροφής τυμπάνου (rpm). οπότε λύνοντας ως προς n υπολογίζουμε την ταχύτητα περιστροφής του τυμπάνου περιελίξεως ΔΥΝΑΜΗ ΚΑΙ ΕΡΓΟ ΕΞΕΛΚΥΣΗΣ ΚΑΙ ΣΥΡΜΑΤΟΠΟΙΗΣΗΣ Η δύναμη που χρειάζεται να ασκηθεί στο υλικό ώστε αυτό να επιμηκυνθεί, χωρίς όμως να σπάσει, όπως επίσης και το έργο που απαιτείται να δαπανηθεί από τη μηχανή εξέλκυσης για τη διεξαγωγή της κατεργασίας, είναι δύο σημαντικά μεγέθη που πρέπει να γνωρίζουμε σε μια τέτοια κατεργασία. Η δύναμη εξέλκυσης ή συρματοποίησης, ανάλογα με την κατεργασία που πραγματοποιούμε, δίνεται από τη σχέση: F = Y * ε * Α f (.57) όπου : ε : η παραμόρφωση που προκαλείται στο υλικό και λαμβάνεται A0 από τη σχέση ε = ln (.58). Af Όπου : Α 0 και Α f αρχική και τελική διατομή του υλικού αντίστοιχα. Y : η μέση τιμή του ορίου διαρροής του υλικού η οποία δίνεται σ από τη σχέση Y = (.59) όπου σ η τάση που προκαλεί n + 1 την παραμόρφωση. Δίνεται από την εξίσωση που περιγράφει την καμπύλη τάσης παραμόρφωσης (σ ε) και η οποία στη γενική n της μορφή γράφεται σ = κ * ε (.60). Από τις σχέσεις.59 και n κ * ε.60 προκύπτει Y = (.61) n + 1 Η δυσκολία στην εκλογή της κατάλληλης τιμής του ορίου διαρροής του υλικού είναι ότι πρέπει να γνωρίζουμε το διάγραμμα τάσης παραμόρφωσης (σ - ε) του υλικού στην ανάλογη θερμοκρασία και ταχύτητα παραμόρφωσης.
123 Κατασκευαστικές Τεχνολογίες 13 Το έργο που καταναλώνεται κατά τη διεξαγωγή της διαδικασίας δίνεται από τη σχέση: W = F * V f (.6) όπου : F : η δύναμη εξέλκυσης ή συρματοποίησης. V f : η ταχύτητα εξέλκυσης ή συρματοποίησης. ΑΣΚΗΣΕΙΣ.6.1 Ατσάλινο σύρμα διαμέτρου 10mm μετατρέπεται σε σύρμα διαμέτρου 8mm με ταχύτητα συρματοποίησης 0,5m/s. Αν το έργο τριβής και ανομοιογένειας ανέρχεται σε 40% του ιδανικού έργου να βρεθεί το απαιτούμενο έργο για την πραγματοποίηση της κατεργασίας. Δίδεται ότι το διάγραμμα τάσης παραμόρφωσης περιγράφεται από την εξίσωση σ = 1300*ε 0,3 Mpa. ΛΥΣΗ Το έργο που απαιτείται δίνεται από τη σχέση (.6) σύμφωνα με την οποία : W = F * V f. Αρκεί λοιπόν να υπολογίσουμε τη δύναμη συρματοποίησης από τη σχέση (.61). Η τιμή που θα βρούμε θα είναι το ιδανικό έργο, δηλαδή το έργο που θα δαπανούσαμε αν δεν υπήρχαν τριβές μεταξύ υλικού και εργαλείου. Στην περίπτωσή μας όμως το έργο λόγω τριβών και ανομοιομορφίας της κατεργασίας ανέρχεται σε 40% του ιδανικού έργου. Άρα η τιμή του έργου που θα υπολογίσουμε θα πρέπει να πολλαπλασιαστεί με 1,4 ώστε να βρούμε το πραγματικό έργο που απαιτείται. Από τη σχέση.57 έχω: F = Y * ε * Α f (1) π * D0 A0 4 D0 10 mm ε = ln = ln ε = ln = ln ε = 0,446 Af π * Df Df 8 mm 4 π * Df π * 0,008 m 5 Af = = = 0,0005m άρα Αf = 5 *10 m 4 4 Επειδή γνωρίζουμε την εξίσωση που περιγράφει την καμπύλη τάσης παραμόρφωσης μπορούμε να υπολογίσουμε το μέσο όριο διαρροής του υλικού. n 0,3 0,3 κ * ε 1300 * ε 1300 * 0,446 Y = = Y = Y = 785MPa n ,3 1,3 Αντικαθιστώντας στη σχέση (1) έχω:
124 Κατασκευαστικές Τεχνολογίες 14 F = Y * ε * Α MN F = 785 * 0,446 * m f F = 785MPa * 0,446 * 5 ( 5 *10 ) m 5 ( 5 *10 ) m F = 0,0175MN Αφού λοιπόν υπολογίσαμε τη δύναμη συρματοποίησης και γνωρίζουμε από τα δεδομένα την ταχύτητα, μπορούμε να υπολογίσουμε το έργο. m Kg * m m W = F * Vf W = 0,0175MN * 0,5 W = * 0,5 s s s Kg * m W = 8750 = 8750W = 8,75KW. 3 s Βρήκαμε λοιπόν ότι το ιδανικό έργο είναι 8,75KW οπότε το πραγματικό έργο W π =1,4 * 8,75KW = 1,5KW..6. Σε μια κατεργασία συρματοποίησης που πραγματοποιείται με τρία περάσματα του υλικού από τις μήτρες συρματοποίησης, έχουμε τα εξής δεδομένα : α/α Τυμπάνου 1 3 Μείωση Διατομής (R) Διάμετρος Τυμπάνου (mm) Στροφές Τυμπάνου (rpm) 30% % 550 ; 0% 600 ; Ζητείται να υπολογιστούν οι στροφές του δευτέρου και τρίτου τυμπάνου περιέλιξης του σύρματος. ΛΥΣΗ Όπως γνωρίζουμε ο συντελεστής μείωσης της διατομής R ισούται : ΔΑ Α0 Αf Af R = = R = 1 από τη σχέση όμως.55 έχω: Α Α 0 0 A0 A0 1 V f * A f = V 0 * A 0 Vf = V0 Vf = * V0 Af 1 R Επειδή όμως V = π * d * n έχω :
125 Κατασκευαστικές Τεχνολογίες 15 Για το δεύτερο τύμπανο V V 1 = V1 * 1 R = π * d * n 1 * 1 R 1 = π * 500mm * 50rpm * = ,5 1 1 mm min οπότε οι στροφές θα είναι : n V = π * d 10470mm/ min = π * 550mm = 60,6rpm Με τον ίδιο τρόπο για το τρίτο τύμπανο 1 1 V3 = V * π * d * n * 1 R = 3 1 R 1 V = π * 550mm * 60,6rpm * = ,0 οπότε οι στροφές του τρίτου τυμπάνου θα είναι : n V3 = π * d mm/ min = π * 600mm 3 = ,4rpm mm min Άρα υπολογίσαμε τις στροφές για τα δύο τύμπανα περιέλιξης του σύρματος.

126 Κατασκευαστικές Τεχνολογίες 16.7 ΠΕΡΙΩΘΗΣΗ.7.1 ΓΕΝΙΚΑ Η περιώθηση ή μασγαλάρισμα είναι μια διαδικασία διαμόρφωσης κατά την οποία επίπεδα ελάσματα και σωλήνες μπορούν να πάρουν κυλινδρική, κωνική, ημισφαιρική και κυκλική μορφή, χωρίς ραφή. Η διαδικασία πραγματοποιείται σε θερμοκρασία περιβάλλοντος όταν πρόκειται για ελάσματα με μικρό πάχος και εν θερμώ όταν πρόκειται να διαμορφώσουμε ελάσματα μεγάλου πάχους. Επιτυγχάνεται με συνδυασμό της περιστροφής της φόρμας και του προς κατεργασία ελάσματος και την ταυτόχρονη εφαρμογή δύναμης. Γίνεται σε μηχανήματα τα οποία ονομάζονται μασγαλοτόρνοι, που είναι κατάλληλα εξοπλισμένα και μπορούν να κατεργαστούν ελάσματα χαλκού πάχους έως 0mm και ελάσματα αλουμινίου πάχους έως 5mm. Η διάμετρος του προς κατεργασία ελάσματος μπορεί να φτάσει έως τα 6m. Το σημαντικότερο πλεονέκτημα της μεθόδου αυτής είναι το χαμηλό της κόστος. Έτσι μπορούμε όπου είναι δυνατόν αντί να κατασκευάσουμε ένα αντικείμενο με βαθεία κοίλανση να το κατασκευάσουμε με περιώθηση ώστε να αποφύγουμε το κόστος των εργαλείων κοίλανσης. Ο μικρός σχετικά ρυθμός παραγωγής της μεθόδου αυτής είναι ο κύριος λόγος που δεν ενδείκνυται για την παραγωγή μεγάλου αριθμού τεμαχίων. Πολλές φορές μπορούμε να συνδυάσουμε την περιώθηση με την κοίλανση, κατασκευάζοντας το προσχέδιο ή τα αρχικά στάδια του αντικειμένου με περιώθηση και στη συνέχεια να του δώσουμε την τελική του μορφή στη πρέσα με κοίλανση. Με αυτόν τον τρόπο αποφεύγουμε τα ενδιάμεσα σταδία της κοίλανσης και κατά συνέπεια τα αντίστοιχα εργαλεία των οποίων το κόστος, όπως έχουμε αναφέρει σε άλλο κεφάλαιο είναι πολύ μεγάλο. Σχήμα. 11: Προϊόντα περιώθησης.


127 Κατασκευαστικές Τεχνολογίες ΔΙΑΔΙΚΑΣΙΑ ΠΕΡΙΩΘΗΣΗΣ Η διαδικασία περιώθησης φαίνεται στο σχήμα.113, όπου παρατηρούμε την ύπαρξη μιας φόρμας από μέταλλο ή ξύλο η οποία συγκρατείται στον σφιγκτήρα του τόρνου και περιστρέφεται. Πάνω στη φόρμα εφάπτεται ο μεταλλικός δίσκος που πρόκειται να διαμορφωθεί ο οποίος συγκρατείται σε εκεί με τη βοήθεια του κεντροφορέα του τόρνου. Το εργαλείο διαμόρφωσης είναι μια μεταλλική ράβδος με στρογγυλεμένο άκρο και χειρολαβή. Το εργαλείο διαμόρφωσης συγκρατείται ελεύθερο σε στήριγμα, κόντρα στο υπομόχλιο, που μπορεί να μετακινηθεί σε διάφορες Σχήμα. 113: Διαδικασία περιώθησης. θέσεις πάνω στο στήριγμα. Το άκρο του εργαλείου διαμόρφωσης πιέζεται πάνω στον περιστρεφόμενο μεταλλικό δίσκο αναγκάζοντάς τον να πάρει τη μορφή της φόρμας..7.3 ΕΙΔΗ ΠΕΡΙΩΘΗΣΗΣ Σχήμα. 114: Περιώθηση με χειροκίνητο εργαλείο. Η περιώθηση διακρίνεται σε χειροκίνητη ή μηχανική ανάλογα με τον τρόπο που γίνεται η κίνηση του εργαλείου διαμόρφωσης. Στα σχήματα.114 και.115 φαίνονται τα εργαλεία που χρησιμοποιούνται για την εφαρμογή της μεθόδου είτε αυτή είναι μηχανοκίνητη, είτε χειροκίνητη. Στην περίπτωση της μηχανοκίνητης περιώθησης η κίνηση του εργαλείου και η περιστροφή της φόρμας γίνονται υδραυλικά.

. Σχήμα. 116: Συμβατική περιώθηση. 1: Δίσκος προς κατεργασία. : Περιστρεφόμενος πυρήνας. 3: Κεντροφορέας.")
128 Κατασκευαστικές Τεχνολογίες 18 Σχήμα. 115: Περιώθηση με μηχανοκίνητο εργαλείο. Υπάρχουν τρία είδη περιώθησης : η συμβατική περιώθηση, η διατμητική περιώθηση και η περιώθηση σωλήνων ΣΥΜΒΑΤΙΚΗ ΠΕΡΙΩΘΗΣΗ Κατά τη συμβατική περιώθηση το προδιαμορφωμένο σε κυκλικό ή επίπεδο σχήμα έλασμα, συγκρατείται πάνω σε ένα περιστρεφόμενο άξονα. Με ειδικό δύσκαμπτο εργαλείο, το οποίο μπορεί να είναι και περιστρεφόμενο, δίδεται με πίεση το σχήμα της φόρμας στο έλασμα. Με συμβατική περιώθηση μπορούμε να κατεργαστούμε ελάσματα διαμέτρου μέχρι και 6m (σχ..116). Σχήμα. 116: Συμβατική περιώθηση. 1: Δίσκος προς κατεργασία. : Περιστρεφόμενος πυρήνας. 3: Κεντροφορέας. 4: Εργαλείο πίεσης. 5: Υποστήριγμα του εργαλείου ΔΙΑΤΜΗΤΙΚΗ ΠΕΡΙΩΘΗΣΗ Κατά τη διατμητική περιώθηση ένα προδιαμορφωμένο κυκλικό ή επίπεδο έλασμα διαμορφώνεται σε συμμετρικό ως ένα άξονα σχήμα. Η διαφορά με τη συμβατική περιώθηση είναι, ότι η διάμετρος του τελικού τεμαχίου παραμένει η ίδια με τη διάμετρο του αρχικού ελάσματος (σχ..117).
 όπου : t o : το αρχικό πάχος του ελάσματος (mm) α : η γωνία του άξονα..7.3.3 ΠΕΡΙΩΘΗΣΗ ΣΩΛΗΝΩΝ Σχήμα. 117: Διατμητική περιώθηση.")
.")
129 Κατασκευαστικές Τεχνολογίες 19 Το πάχος t του τελικού τεμαχίου μικραίνει σε σχέση με το πάχος του αρχικού ελάσματος και είναι ίσο με : t = t o * ημα (.63 ) όπου : t o : το αρχικό πάχος του ελάσματος (mm) α : η γωνία του άξονα ΠΕΡΙΩΘΗΣΗ ΣΩΛΗΝΩΝ Σχήμα. 117: Διατμητική περιώθηση. Με τη διαδικασία της περιώθησης σωλήνων μπορούμε να κατεργαστούμε διαφόρων διατομών σωλήνες μειώνοντάς τους το πάχος και αυξάνοντας το μήκος τους. Η διαδικασία μπορεί να γίνει εξωτερικά ή εσωτερικά και είτε προς τα εμπρός, είτε προς τα πίσω (σχ..118). Η περιώθηση σωλήνων χρησιμοποιείται ευρέως στην κατασκευή εξαρτημάτων αυτοκινήτων, σκαφών, πυραύλων και ρουκετών..7.4 ΣΥΜΠΕΡΙΦΟΡΑ ΤΩΝ ΥΛΙΚΩΝ ΣΤΗΝ ΠΕΡΙΩΘΗΣΗ Σχήμα. 118: Περιώθηση σωλήνων. Κατά την περιώθηση και κυρίως την διατμητική παίζει ιδιαίτερο ρόλο η δυνατότητα του κατεργαζόμενου υλικού να παραμορφωθεί, χωρίς να δημιουργηθούν ρωγμές. Για να επιτευχθεί αυτό πρέπει το υλικό να παρουσιάζει μεγάλη ολκιμότητα σε θερμοκρασία περιβάλλοντος. Παρό-


130 Κατασκευαστικές Τεχνολογίες 130 λα αυτά για κάθε υλικό υπάρχει ένα ελάχιστο πάχος, στο οποίο το έλασμα μπορεί να διαμορφωθεί χωρίς να σπάσει. Το πάχος αυτό προσδιορίζεται πειραματικά και διαφέρει από υλικό σε υλικό. Στην πειραματική λοιπόν δοκιμή του ελαχίστου πάχους που μπορεί να φτάσει το υλικό, το δοκίμιο παραμορφώνεται με περιώθηση πάνω σε ένα ελλειπτικό άξονα. Σε κάποιο πάχος t f το έλασμα θραύεται και το πάχος αυτό αντιπροσωπεύει το μέγιστο δυνατό πάχος στο οποίο μπορεί να διαμορφωθεί το υλικό. Η μέγιστη μείωση του πάχους δίνεται από τη σχέση : t o t f *100% (.64) όπου : t o : αρχικό πάχος ελάσματος (mm) t o t f : πάχος θραύσης ελάσματος (mm). Στο σχήμα.119 φαίνονται τα αποτελέσματα από δοκιμή σε περιώθηση δοκιμίων από χαλκό και αλουμίνιο. Φαίνεται καθαρά ότι ο χαλκός μπορεί να υποστεί μεγαλύτερη μείωση του πάχους του εν συγκρίσει με το αλουμίνιο. Σχήμα. 119: Αποτελέσματα δοκιμής μείωσης του πάχους με περιώθηση, ελασμάτων χαλκού και αλουμινίου. Σχήμα. 10: Επιφανειακή σκληρότητα κατά Rockwell F, ελάσματος που διαμορφώνεται με περιώθηση. Κατά την περιώθηση το έλασμα που διαμορφώνεται όπως έχουμε ήδη αναφέρει λεπταίνει. Ταυτόχρονα όμως σκληραίνει επιφανειακά κάτι το οποίο φαίνεται ξεκάθαρα στο σχήμα.10 όπου βλέπουμε την τιμή σκληρότητας του υλικού κατά Rockwell F, ανάλογα με την μείωση του πάχους του υλικού.



131 Κατασκευαστικές Τεχνολογίες ΔΙΑΜΟΡΦΩΣΕΙΣ ΕΝ ΘΕΡΜΩ Με τον όρο διαμορφώσεις εν θερμώ ονομάζουμε τις κατεργασίες εκείνες που για την πραγματοποίησή τους απαιτείται το προς κατεργασία υλικό να έχει θερμανθεί σε υψηλή θερμοκρασία ( συνήθως πάνω από τη θερμοκρασία ανακρυστάλλωσης ). Συγκεκριμένα η θερμοκρασία ανακρυστάλλωσης βρίσκεται περίπου στο 50% της θερμοκρασίας του σημείου τήξης του υλικού, ενώ οι διαμορφώσεις εν θερμώ πραγματοποιούνται σε θερμοκρασίες μεγαλύτερες από το 65% της θερμοκρασίας του σημείου τήξης. Κάποιες από τις κατεργασίες που εξετάζονται στα επόμενα κεφάλαια είναι δυνατόν να πραγματοποιηθούν και εν ψυχρώ, απλά στη συγκεκριμένη εργασία κρίθηκε σκόπιμο οι κατεργασίες διαμόρφωσης να καταταγούν στην κατηγορία που τις συναντάμε συνήθως.
132 Κατασκευαστικές Τεχνολογίες ΕΛΑΣΗ ΓΕΝΙΚΑ ΓΙΑ ΤΗΝ ΕΛΑΣΗ Η έλαση ή κυλινδροποίηση κατά άλλους συγγραφείς είναι μια από τις βασικότερες κατεργασίες διαμόρφωσης των μετάλλων. Είναι η πρώτη κατεργασία στην οποία υπόκειται ένα μεταλλικό υλικό, μετά την αρχική του μορφοποίηση στα χυτήρια και έχει ως σκοπό να δώσει στο υλικό την κατάλληλη εκείνη μορφή ώστε να διευκολυνθεί η διαμόρφωση του, από τις βιομηχανίες μεταποιήσεως. Το μέταλλο που προορίζεται για τις βιομηχανίες μεταποίησης βγαίνει από τα χυτήρια με τέτοια μορφή, που δεν είναι δυνατή η επεξεργασία του από τις βιομηχανίες αυτές. Για το λόγο αυτό πρέπει να πάρει το κατάλληλο σχήμα ώστε να είναι δυνατή η περαιτέρω επεξεργασία του με κάποια από τις μηχανικές διαμορφώσεις που έχουμε αναφέρει ή που θα αναφέρουμε παρακάτω (π.χ. σφυρηλάτηση, ελκυσμό, συρματοποίηση, κοίλανση κ.λ.π.). Από τα παραπάνω γίνεται εύκολα κατανοητό το πόσο σπουδαίο ρόλο παίζει η έλαση στην κατεργασία των μεταλλικών υλικών(σχ. 3.1). Αν κάποιο ελαττωματικό προϊόν της έλασης χρησιμοποιηθεί για περαιτέρω επεξεργασία, δεν υπάρχει περίπτωση να πραγματοποιηθεί με επιτυχία η κατεργασία αυτή, λόγω φυσικών ελαττωμάτων που θα υπάρχουν στο υλικό (π.χ. ανομοιομορφία στη δομή του, ρωγμές, κ.λ.π.). Στις περισσότερες των περιπτώσεων τα μεταλλικά τεμάχια ελάσονται είτε σε μορφή μεγάλων ράβδων συνήθως τετραγωνικής διατομής, είτε σε μορφή μεγάλων πλακών ορθογωνικής διατομής. Οι ράβδοι στη συνέχεια υφίστανται μείωση του μεγέθους τους για την παραγωγή ράβδων και δοκών τυποποιημένης διατομής, ενώ από τις μεγάλες πλάκες με περαιτέρω έλαση παράγονται λεπτότερα επίπεδα ελάσματα. Η πρώτη περίπτωση έλασης ονομάζεται έλαση μορφής κατά την οποία έχουμε αλλαγή της γεωμετρίας του υλικού, ενώ η δεύτερη περίπτωση ονομάζεται επίπεδη έλαση κατά την οποία έχουμε αλλαγή (μείωση) του πάχους του υλικού. Η βασική αρχή της έλασης είναι η διέλευση του μετάλλου, εφόσον έχει φτάσει στην κατάλληλη θερμοκρασία, μεταξύ δύο περιστρεφόμενων κυλίνδρων με σκοπό την ελάττωση της διατομής του και την αύξηση του μήκους του (σχ. 3.). Για τη λήψη της τελικής μορφής του προϊόντος τις περισσότερες φορές χρειάζονται διαδοχικά περάσματα μεταξύ του ζεύγους των κυλίνδρων, οι οποίοι μπορεί να είναι επίπεδοι ή να έχουν κατάλληλα διαμορφωμένη την κυλινδρική τους επιφάνεια. Τα μέταλλα που μπορούν να υποστούν έλαση είναι οι χάλυβες κατασκευών κοινοί ή ειδικοί, ο χαλκός και τα κράματά του (ορείχαλκος, χαλκο-
, το αλουμίνιο και ορισμένα από τα κράματά του και το μαγνήσιο μαζί με κάποια από τα κράματά του.")
133 Κατασκευαστικές Τεχνολογίες 133 αργίλιο, χαλκονικέλιο κ.λ.π.), το αλουμίνιο και ορισμένα από τα κράματά του και το μαγνήσιο μαζί με κάποια από τα κράματά του. Σχήμα 3. 1: Πορεία διαμόρφωσης μεταλλικών υλικών.

 και στη συνέχεια μετά τον καθαρισμό της επιφάνειας της λαμαρίνας, το υλικό υφίσταται έλαση σε θερμοκρασία")
134 Κατασκευαστικές Τεχνολογίες 134 Όπως έχουμε ήδη αναφέρει με τη διαδικασία της έλασης μειώνεται το πάχος του υλικού ενώ αυξάνεται το μήκος του. Η μείωση του πάχους κυμαίνεται από 5 ~ 90% του αρχικού. Σε μερικές περιπτώσεις μπορεί να υπάρξει εκτός από την αύξηση του μήκους του υλικού και μικρή αύξηση του πλάτους του. Για το λόγο αυτό στις Σχήμα 3. : Αρχή έλασης. περιπτώσεις που η αύξηση του πλάτους του υλικού δεν είναι επιθυμητή η μηχανή έλασης είναι εξοπλισμένη και με κάθετους κυλίνδρους οι οποίοι περιορίζουν την αύξηση αυτή. Σε αρκετές περιπτώσεις π.χ. για λεπτά ελάσματα, μπορεί να υπάρξει συνδυασμός θερμής και ψυχρής έλασης. Συγκεκριμένα το υλικό υ- φίσταται έλαση εν θερμώ μέχρι ένα ορισμένο πάχος (χοντρή λαμαρίνα) και στη συνέχεια μετά τον καθαρισμό της επιφάνειας της λαμαρίνας, το υλικό υφίσταται έλαση σε θερμοκρασία περιβάλλοντος μέχρι την επίτευξη του επιθυμητού πάχους. Με τον τρόπο αυτό επιτυγχάνουμε τα προϊόντα της έλασης να αποκτήσουν χαρακτηριστικό μεταλλικό χρώμα, λαμπερή και καθαρή επιφάνεια και βελτιωμένες μηχανικές ιδιότητες λόγω της μεταβολής στο μέγεθος των κόκκων του υλικού και στην ομοιογενή κατανομή τους. Σε γενικές γραμμές μπορούμε να πούμε ότι η έλαση είναι μια γρήγορη μέθοδος μορφοποίησης μεταλλικών υλικών, κατά την οποία επιτυγχάνεται μεγάλος ρυθμός παραγωγής και κατά συνέπεια οικονομία ΔΙΑΔΙΚΑΣΙΑ ΤΗΣ ΕΛΑΣΗΣ Το μέταλλο που προορίζεται για έλαση έρχεται υπό μορφή μεγάλων ράβδων ή με τη μορφή μεγάλων πλακών ορθογωνικής διατομής. Στην αρχή λοιπόν αφού το μέταλλο περάσει από το ζυγό και στη συνέχεια καθαριστεί με εκτόξευση νερού με υψηλή πίεση οδηγείται σε ένα φούρνο θερμάνσεως ώστε να αποκτήσει την επιθυμητή θερμοκρασία. Έπειτα το υλικό περνά από ένα η περισσότερα έλαστρα. Στις περισσότερες των περιπτώσεων το πέρασμα από ένα έλαστρο δεν είναι αρκετό για να δώ- Σχήμα 3. 3: Διαδοχικά στάδια έλασης ράβδου.


135 Κατασκευαστικές Τεχνολογίες 135 σει στο κατεργαζόμενο υλικό το επιθυμητό σχήμα ή τις επιθυμητές διαστάσεις (σχ. 3.3 και 3.4). Κατά την έλαση το μεταλλικό υλικό εισέρχεται στο διάκενο μεταξύ των δύο κυλίνδρων με ένα αρχικό πάχος και με σκοπό μετά την έξοδο του από το έλαστρο να έχει αποκτήσει μικρότερο πάχος, λόγω της συμπίεσης που υφίσταται από την περιστροφή των κυλίν- Σχήμα 3. 4: Διαδοχικά στάδια έλασης. δρων. Η περιστροφή αυτή των κυλίνδρων γίνεται με σταθερή ταχύτητα. Όμως για να διατηρηθεί σταθερός ο ρυθμός που ρέει το υλικό, η ταχύτητά του αυξάνεται καθώς αυτό κινείται μέσα στο διάκενο και έτσι στο τέλος του διακένου η ταχύτητα του τεμαχίου είναι μεγαλύτερη από την ταχύτητα περιστροφής του κυλίνδρου. Αυτό συμβαίνει γιατί υπάρχει ολίσθηση μεταξύ των κυλίνδρων και του τεμαχίου. Σε όλο το τόξο της επαφής των κυλίνδρων και του τεμαχίου υπάρχει ένα σημείο στο οποίο οι δυο ταχύτητες, του τεμαχίου και των κυλίνδρων δηλαδή, είναι ίσες. Το σημείο αυτό ονομάζεται ουδέτερο σημείο και πριν από αυτό η ταχύτητα των κυλίνδρων είναι μεγαλύτερη από την ταχύτητα του τεμαχίου, ενώ μετά από αυτό η ταχύτητα του τεμαχίου είναι μεγαλύτερη από αυτή των κυλίνδρων. Οι δυνάμεις τριβής που αναπτύσσονται μεταξύ του κατεργαζόμενου τεμαχίου και των κυλίνδρων αλλάζουν φορά γύρω από το ουδέτερο σημείο, αφού εκεί αλλάζει και η σχετική ταχύτητα, άρα και η σχετική κίνηση του τεμαχίου και του κυλίνδρου. Μετά το ουδέτερο σημείο οι δυνάμεις τριβής που πάντα αντιστέκονται στην κίνηση έχουν φορά προς τα πίσω. Για να μπορεί να πραγματοποιηθεί η έλαση πρέπει οι δυνάμεις τριβής πριν από το ουδέτερο σημείο να είναι μεγαλύτερες από τις αντίστοιχες μετά από αυτό (σχ. 3.5). Σχήμα 3. 5: Δυνάμεις που αναπτύσσονται κατά την έλαση. Όπως έχουμε αναφέρει και στην αρχή μετά την έλαση το υλικό αποκτά καλύτερες μηχανικές ιδιότητες λόγω της μείωσης του μεγέθους

136 Κατασκευαστικές Τεχνολογίες 136 των κόκκων του και της ομοιογενούς κατανομής τους. Η μείωση αυτή του μεγέθους των κόκκων του υλικού επιτυγχάνεται λόγω της συμπίεσης που ασκείται στο υλικό που έχει σαν συνέπεια τον εφελκυσμό των κόκκων κατά την κατεύθυνση της κίνησης της έλασης (σχ.3.6). Σχήμα 3. 6: Παραμόρφωση των κόκκων του υλικού. Μεγάλα πάχη πλακών σε συνδυασμό με μεγάλα φορτία κατά την έλαση μπορεί να προκαλέσουν μεγάλη κάμψη στους κυλίνδρους με αποτέλεσμα το πάχος της πλάκας μετά την έλαση να μην είναι ομοιόμορφο. Δηλαδή η πλάκα να είναι πιο παχιά στο μέσο απ ότι στις άκρες. Ένας προσεγγιστικός υπολογισμός του φορτίου έλασης δίνεται παρακάτω και μπορεί να χρησιμοποιηθεί σε περιπτώσεις έλασης όπου ο λόγος του πλάτους προς το πάχος του τεμαχίου είναι 6 ~ 10 δηλαδή στην πράξη η κατά πλάτος αύξηση του τεμαχίου δεν ξεπερνά το %. Η τριβή και η ανομοιογενής παραμόρφωση δεν λαμβάνονται υπόψη. Παρόλα αυτά στη βιομηχανική πράξη για να περιορίσουμε το ποσοστό της ανομοιογενούς παραμόρφωσης στο μικρότερο δυνατό, πρέπει το τόξο επαφής μεταξύ κυλίνδρου και τεμαχίου να είναι τρεις φορές μεγαλύτερο από το πάχος του ελάσματος ανά πέρασμα. Η δύναμη Ρ υπολογίζεται από τη σχέση : Ρ = Y * (προβαλλόμενη επιφάνεια επαφής) = Y * L * b ( 3.1) όπου : Y = το μέσο όριο διαρροής του υλικού λαμβάνοντας υπόψη την κράτυνση του υλικού. b = το πλάτος του τεμαχίου L = το προβαλλόμενο μήκος επαφής Εάν R είναι η ακτίνα των κυλίνδρων και Δh = H- h η μείωση του πάχους Δh Δh του τεμαχίου τότε R > και L * R * L = R * Δh (3.) οπότε P = Y * b * R * Δh (3.3)


137 Κατασκευαστικές Τεχνολογίες 137 Υποθέτοντας ότι η συνισταμένη δύναμη έλασης στον κύλινδρο δρα στο κέντρο του τόξου επαφής η μέση ροπή για κάθε κύλινδρο υπολογίζεται L από τη σχέση Τ = Ρ * (3.4) ΕΙΔΗ ΕΛΑΣΗΣ Την έλαση ανάλογα με το σχήμα που έχουν τα προϊόντα της μπορούμε να την κατατάξουμε ως εξής : επίπεδη έλαση, έλαση μορφής και περιστροφική έλαση. Κατά την επίπεδη έλαση το υλικό που έρχεται σε μεγάλες πλάκες ορθογωνικής συνήθως διατομής, περνάει μέσα από επίπεδα έλαστρα και έτσι μειώνεται το πάχος του. Η μέθοδος αυτή χρησιμοποιείται για την παραγωγή χαλυβδόφυλλων όλων των ειδών. Η επίπεδη έλαση πραγματοποιείται με δύο τρόπους. Είτε με στρωτή έλαση όπου τα έλαστρα έχουν επίπεδη επιφάνεια και η μείωση του πάχους του υλικού επιτυγχάνεται με ένα πέρασμα από τα έλαστρα, είτε με βαθμωτή έλαση στην οποία οι κύλινδροι είναι έτσι διαμορφωμένοι ώστε η μείωση του πάχους να γίνεται με διαδοχικά περάσματα του υλικού από το ίδιο έλαστρο (σχ. 3.7). Σχήμα 3. 7: Στρωτή και βαθμωτή έλαση. Η έλαση μορφής είναι μια διαδικασία κατά την οποία το υλικό που συνήθως έρχεται με τη μορφή κορμών (μπιγεττες), περνά μέσα από κατάλληλα έλαστρα και αλλάζει σχήμα. με αυτή τη μέθοδο κατασκευάζονται ράβδοι διαφόρων διατομών καθώς και δοκοί διαφόρων σχημάτων. Στην έλαση μορφής χρησιμοποιούνται ειδικές μηχανές που φέρουν έλαστρα με μία ή περισσότερες θέσεις παραμόρφωσης. Κάθε θέση παραμόρφωσης αποτελείται από δυο ή περισσότερους περιστρεφόμενους κυλίνδρους και μέσω της διέλευσης του υλικού ανάμεσά τους, δίδεται στο τεμάχιο η επιθυμητή μορφή. Σε αυτού του είδους Σχήμα 3. 8: Έλαστρο μορφής. της μηχανές έλασης ο πάνω κύλινδρος συνήθως είναι κινητός ώστε να υπάρχει δυνατότητα επεξεργασίας ελα-
.")


.")
138 Κατασκευαστικές Τεχνολογίες 138 Σχήμα 3. 9: Λειτουργία ελάστρου μορφής. Σχήμα 3. 10: Διαδοχικά στάδια έλασης για τη λήψη δοκού διατομής Τ. σμάτων διαφορετικού πάχους (σχ. 3.8 και 3.9). Η τελική μορφή στο τεμάχιο δίνεται με διαδοχικά περάσματά του από μια σειρά διαφορετικών ελάστρων όπως φαίνεται στο σχήμα 3.10, όπου βλέπουμε τα στάδια που χρειάζονται για τη λήψη μιας ράβδου Τ. Στην περιστροφική έλαση μορφοποιούνται πλάκες, ελάσματα, δοκοί, σωλήνες κ.λ.π. σε διάφορα σχήματα, περνώντας μεταξύ τριών κυλίνδρων οι οποίοι βρίσκονται σε κατάλληλη απόσταση μεταξύ τους (σχ. 3.11). Στην περιστροφική έλαση χρησιμοποιούνται συνήθως έλαστρα με οριζόντιους κυλίνδρους. Ο πάνω κύλινδρος είναι διαιρούμενος και διαθέτει εγκοπή για τη διέλευση της μιας ή της άλλης πλευράς της γωνίας. Με τη χρήση κατάλληλου αποστάτη μπορούμε να ρυθμίζουμε το πλάτος της εγκοπής, ώστε να είναι δυνατή η επεξεργασία δοκών διαφορετικού μεγέθους. Περιστροφική έλαση χρησιμοποιούμε και για τη διαμόρφωση επιπέδων ελασμάτων σε στεφάνια, για την κατασκευή σωλήνων κ.λ.π. (σχ. 3.1 και 3.13). Σχήμα 3. 11: Διάταξη κυλίνδρων ε- λάστρου κατά την περιστροφική έλα- Σχήμα 3. 1: Διαδικασία περιστροφικής έλασης.

139 Κατασκευαστικές Τεχνολογίες 139 Σχήμα 3. 13: Περιστροφική έλαση. Στο σχήμα 3.14 παρουσιάζονται διάφορα προϊόντα περιστροφικής έλασης όπως μεταλλικά στεφάνια και σωλήνες. Σχήμα 3. 14: Προϊόντα περιστροφικής έλασης.
.")

140 Κατασκευαστικές Τεχνολογίες ΜΗΧΑΝΕΣ ΕΛΑΣΗΣ Οι μηχανές που πραγματοποιείται η έλαση ονομάζονται έλαστρα (σχ 3.15 και 3.16). Τα έλαστρα κατατάσσονται με πολλούς τρόπους μερικοί από τους οποίους είναι: Ανάλογα με τα προς κατασκευή προϊόντα σε : Έλαστρα για λαμαρίνες και ράβδους (κύλινδροι λείοι). Έλαστρα για προφίλ (κύλινδροι με αυλακώσεις). Γενικής χρήσης έλαστρα που επιτρέπουν τη μορφοποίηση ε- λασμάτων πολλών μορφών. Ανάλογα με τη λειτουργία των κυλίνδρων σε : Σχήμα 3. 15: Περιστροφική έλαση. Σχήμα 3. 16: Έλαστρο για περιστροφική έλαση λαμαρινών. Έλαστρα συνεχή στα οποία οι κύλινδροι στρέφονται αντίθετα μεταξύ τους και δεν είναι δυνατή η αλλαγή της φοράς τους. Το πλεονέκτημα αυτών των ελάστρων είναι η απλότητα στο χειρισμό τους. Το σημαντικό τους όμως μειονέκτημα είναι ότι το κατεργασμένο προϊόν μετά από ένα πέρασμα πρέπει να επανέλθει στη μοναδική είσοδο του ελάστρου για να μπορέσει να συνεχιστεί η κατεργασία του πράγμα που σημαίνει χάσιμο χρόνου (σχ. 3.16α).
. Σχήμα 3. 16: Είδη ελάστρων. α : Συνεχές έλαστρο. β : Τριέλαστρο. γ : Τετραέλαστρο.")

141 Κατασκευαστικές Τεχνολογίες 141 Αντιστρεπτά έλαστρα στα οποία μπορούμε να αλλάξουμε κατά τη θέλησή μας τη φορά περιστροφής των κυλίνδρων. Με αυτό τον τρόπο μειώνεται ο χρόνος της έλασης, όμως ο χειρισμός τους είναι αρκετά περίπλοκος (σχ. 3.16δ). Σχήμα 3. 16: Είδη ελάστρων. α : Συνεχές έλαστρο. β : Τριέλαστρο. γ : Τετραέλαστρο. δ : Αντιστρεπτό έλαστρο. ε : Καθολικό έλαστρο. Σχήμα 3. 17: Απλό έλαστρο. 1 : Σταθερός κύλινδρος. : Ρυθμιζόμενος κύλινδρος. 3 : Κολώνες. 4 : Μετάδοση κίνησης περιστροφής των κυλίνδρων. 5, 8 : Κουζινέτα. 6, 11: Έδρανα. 7, 9 : Δοχείο ασφαλείας. 10 : Κοχλίας συσφίγξεως. Ανάλογα με τον αριθμό των κυλίνδρων σε : Απλό έλαστρο (σχ. 3.17) Τριέλαστρο (σχ. 3.16β), στο οποίο έλαστρο μπορούμε να κάνουμε ένα πέρασμα του τεμαχίου μεταξύ των κυλίνδρων 1 και και στη συνέχεια άλλο ένα πέρασμα μεταξύ των κυλίνδρων και 3. Το μειονέκτημα αυτού του ελάστρου είναι ότι ο κύλινδρος φθείρεται δυο φορές περισσότερο από τους άλλους δυο κυλίνδρους. Τετραέλαστρο (σχ. 3.16γ), στο οποίο έλαστρο μπορούμε να κάνουμε την ίδια δουλεία με το τριέλαστρο αλλά έχει το πλεονέκτημα ότι όλοι οι κύλινδροι φθείρονται το ίδιο. Καθολικά έλαστρα (σχ 3.16ε), έλαστρα που αποτελούνται από δύο οριζόντιους και δυο κατακόρυφους κυλίνδρους ώστε να ε-

142 Κατασκευαστικές Τεχνολογίες 14 πιτυγχάνεται ταυτόχρονη πλευρική έλαση του τεμαχίου και να αποφεύγουμε έτσι την αύξηση του πλάτους του τεμαχίου. Οι κύλινδροι από τους οποίους αποτελούνται τα έλαστρα κατασκευάζονται από φαιό και λευκό χυτοσίδηρο, χυτοχάλυβα και σκληρυμένο χάλυβα. Χαρακτηρίζονται δε από το είδος της επιφάνειάς τους, δηλαδή αν είναι λείοι ή έχουν αυλακώσεις και από τις διαστάσεις τους δηλαδή τη διάμετρο και το μήκος, του εργαζόμενου τμήματος και των στροφέων. Το είδος των κυλίνδρων που θα χρησιμοποιήσουμε εξαρτάται από το είδος των προϊόντων που θα παραχθούν (ράβδοι, λαμαρίνες κ.λ.π.) και από τη μέθοδο μορφοποίησης δηλαδή αν η κατεργασία γίνει εν ψυχρώ ή εν θερμώ. Σχήμα 3. 18: Τυποποιημένα προϊόντα έλασης ΠΡΟΪΟΝΤΑ ΕΛΑΣΗΣ Η ποικιλία των προϊόντων της έλασης είναι αυτή που καθιστά την κατεργασία πάρα πολύ σημαντική. Αυτό συμβαίνει γιατί σχεδόν σε όλες τις κατεργασίες διαμόρφωσης καθώς και σε όλες τις μηχανολογικές κατασκευές χρησιμοποιούμε σαν πρώτη ύλη υλικά που έχουν υποστεί έλαση. Τα προϊόντα της έλασης κατατάσσονται με πολλούς τρόπους, ένας από τους οποίους είναι ο παρακάτω ΠΡΟΪΟΝΤΑ ΘΕΡΜΗΣ ΕΛΑΣΗΣ ΚΟΡΜΩΝ ΧΑΛΥΒΑ (ΜΠΙΓΕΤΤΕΣ). Οι κορμοί χάλυβα που παραλαμβάνονται από το χυτήριο αναθερμαίνονται σε φούρνους αναπυρακτώσεως και αφού περάσουν από ένα αναστρεφόμενο έλαστρο καταλήγουν σε κορμούς υλικών μικρότερης διατομής. Οι κορμοί αυτοί είτε πωλούνται στο εμπόριο για περαιτέρω κατεργασία και παραγωγή τυποποιημένων προϊόντων σε μεμονωμένα έλαστρα που διαθέτουν αρκετές βιομηχανίες, είτε περνούν από σειρές ελάστρων και καταλήγουν στις ακόλουθες μορφές τυποποιημένων προϊόντων:
143 Κατασκευαστικές Τεχνολογίες 143 Ράβδοι κυκλικής, τετραγωνικής κ.λ.π. διατομής (σχ. 3.18). Δοκοί διαφόρων διατομών π.χ. διπλό ταυ, πι κ.λ.π. (σχ. 3.18). Ράβδοι κυκλικής διατομής προοριζόμενες για την κατασκευή σωλήνων χωρίς ραφή. Ράβδοι προοριζόμενες για εξέλκυση. Χάλυβας κυκλικής διατομής σε ρόλους προοριζόμενο για συρματοποίηση. Χάλυβας οικοδομών σε ράβδους ή σε ρόλους (μπετόβεργες).

144 Κατασκευαστικές Τεχνολογίες 144 Σχήμα 3. 19: Διαδικασία παραγωγής χαλυβδόφυλλων.

145 Κατασκευαστικές Τεχνολογίες 145 Σχήμα 3. 0: Διαδικασία παραγωγής λεπτών ελασμάτων με ηλεκτρολυτική επεξεργασία.
146 Κατασκευαστικές Τεχνολογίες ΠΡΟΪΟΝΤΑ ΘΕΡΜΗΣ ΕΛΑΣΗΣ ΠΛΑΤΙΩΝ ΠΡΟΪΟΝΤΩΝ (Slabs). Τα παραγόμενα από τα χαλυβουργεία πλατιά προϊόντα ακολουθούν την ίδια διαδικασία με τους κορμούς χάλυβα ώστε να μειώσουν τις αρχικές τους διαστάσεις. Τα προϊόντα λοιπόν που έχουν υποστεί την πρώτη αυτή φάση της έλασης πωλούνται σε διάφορες βιομηχανίες για την παραγωγή τυποποιημένων προϊόντων χάλυβα ή περνούν από μια σειρά ε- λάστρων, η όλη διαδικασία περιγράφεται στο σχήμα 3.19, για να πάρουν μια από τις τυποποιημένες μορφές οι οποίες είναι οι παρακάτω. Πλάκες χαλυβδόφυλλων προοριζόμενες για τύπωση σε πρέσες ή σε έλαστρο. Χαλυβδόφυλλα λεπτά (μαύρες λαμαρίνες), η επιφάνεια των οποίων είναι μαύρη από την οξείδωση που υπέστη κατά την έλαση εν θερμώ. Χαλυβδόφυλλα σε ρόλους, που προορίζονται για ψυχρή έλαση. Λεπτά ελάσματα που προορίζονται για ηλεκτρολυτική επεξεργασία για τη συσκευασία τροφίμων (σχ. 3.0) ΠΡΟΪΟΝΤΑ ΨΥΧΡΗΣ ΕΛΑΣΗΣ ΧΑΛΥΒΔΟΦΥΛΛΩΝ ΣΕ ΡΟΛΟΥΣ. Τα παραγόμενα από τη θερμή έλαση χαλυβδόφυλλα σε ρόλους διέρχονται εν ψυχρώ από διαδοχικά έλαστρα για να καταλήξουν στις ακόλουθες μορφές τυποποιημένων προϊόντων. Χαλυβδόφυλλα. Χαλυβδοταινίες που προορίζονται για την κατασκευή μορφοποιημένων ελασμάτων (προφίλ) και σωλήνων με ραφή ΕΛΑΣΜΑΤΑ Το πλάτος των παραγόμενων ελασμάτων κυμαίνεται από 0,5m έως 4m, το δε πάχος τους κυμαίνεται για λεπτά ελάσματα μέχρι mm, για μέτρια ελάσματα από έως 5mm και για χοντρά ελάσματα από 5mm και άνω. Το μήκος των ελασμάτων αυτών κυμαίνεται από έως 6m, αν και μερικές φορές μπορεί να είναι περισσότερο. Στο εμπόριο τα χαλυβοελάσματα ταξινομούνται ως εξής : Ανάλογα με τη χρήση τους. Ελάσματα κατασκευών. Ελάσματα λεβήτων. Ελάσματα αμαξωμάτων. Ελάσματα δυναμοηλεκτρικών και μετασχηματιστών.
147 Κατασκευαστικές Τεχνολογίες 147 Ελάσματα σφυρηλατήσεως. Ανάλογα με την όψη τους. Ελάσματα μαύρα. Ελάσματα με καθαρισμένη επιφάνεια. Ελάσματα με διπλά καθαρισμένη επιφάνεια. Ελάσματα με στιλβωμένη επιφάνεια. Ανάλογα με την επεξεργασία που έχουν υποστεί. Ελάσματα επιψευδαργυρωμένα (γαλβανιζέ). Ελάσματα επιμολυβδωμένα. Ελάσματα επικασσιτερωμένα. Τα ελάσματα που προορίζονται για πλαστική διαμόρφωση με διάφορες μεθόδους (τύπωση, κοίλανση, περιώθηση, κάμψη κ.λ.π.), χαρακτηρίζονται από δυο ενδείξεις : Την τάξη όψης. Μαύρα σφυρηλατήσιμα. Απλού καθαρισμού όψεως. Διπλού καθαρισμού όψεως. Κοινού αμαξώματος. Έξτρα. Την ποιότητα σφυρηλάτησης. Κοινής σφυρηλάτησης εν ψυχρώ Α = 3%. Βαθιάς σφυρηλάτησης εν ψυχρώ Α = 35%. Πολύ βαθιάς σφυρηλάτησης εν ψυχρώ Α = 40%. Από τα παραπάνω καταλαβαίνουμε πόσα πολλά προϊόντα παράγονται με έλαση κατά συνέπεια το πόσο σημαντική είναι η κατεργασία αυτή. Εξίσου καλά με το χάλυβα μπορούν να μορφοποιηθούν με έλαση και άλλα μέταλλα. Τα προϊόντα τους τα συναντάμε πολλές φορές στην καθημερινή μας ζωή όπως (φύλλα αλουμινόχαρτου, φύλλα αλουμινίου για την κατασκευή προφίλ, χαλκοσωλήνες, φύλλα χαλκού κ.λ.π.).


148 Κατασκευαστικές Τεχνολογίες ΣΦΥΡΗΛΑΣΙΑ 3..1 ΓΕΝΙΚΑ ΓΙΑ ΤΗ ΣΦΥΡΗΛΑΣΙΑ Η σφυρηλασία είναι μια κατεργασία διαμόρφωσης κατά την οποία το υλικό διαμορφώνεται με κρούση ή συμπίεση. Είναι από τις πρώτες μεθόδους που χρησιμοποίησε ο άνθρωπος για την κατασκευή εργαλείων και όπλων, όπως μας πληροφορεί ο Όμηρος στα έπη του. Η πιο απλή μορφή σφυρηλασίας μπορεί να πραγματοποιηθεί με ένα βαρύ σφυρί και ένα αμόνι, τεχνική η οποία χρησιμοποιείται για την παραγωγή τεμαχίων μικρού αριθμού και μεγέθους. Στη βιομηχανία σήμερα συναντάμε κατάλληλες πρέσες και σφύρες με τις οποίες διεξάγεται η κατεργασία. Η σφυρηλασία σε πρέσες γίνεται σε ανοικτές ή κλειστές μήτρες. Καθεμία από τις δυο αυτές μεθόδους σφυρηλάτησης παρουσιάζει κάποιες ιδιαιτερότητες που θα αναλύσουμε παρακάτω. Σε γενικές γραμμές όμως μπορούμε να πούμε ότι στη σφυρηλάτηση με ανοιχτή μήτρα, το υλικό συμπιέζεται ανάμεσα στο άνω και το κάτω τμήμα της μήτρας και με αυτό τον τρόπο μειώνεται το ύψος του, ενώ αυξάνεται το πλάτος του (σχ. 3.1). Κατά την σφυρηλασία σε κλειστές μήτρες το κατεργαζόμενο υλικό περιβάλλεται από τη μήτρα και το έμβολο, με τέτοιο τρόπο ώστε να μην υπάρχει περίσσευμα υλικού (σχ. 3.). Σχήμα 3. 1: Σφυρηλασία σε ανοιχτή μήτρα. Σχήμα 3. : Σφυρηλασία σε κλειστή μήτρα. Τα εξαρτήματα που παράγονται με σφυρηλάτηση παρουσιάζουν βελτιωμένες μηχανικές ιδιότητες σε σχέση με εξαρτήματα που έχουν παραχθεί με χύτευση ή με κατεργασίες αφαίρεσης υλικού. Αυτό συμβαίνει γιατί με τη σφυρηλάτηση επιτρέπεται η πλαστική έγχυση του μετάλλου και έτσι η συνέχιση των ινών του υλικού. Καταφεύγουμε λοιπόν στην σφυρηλασία όταν το εξάρτημα κατά τη διάρκεια της λειτουργίας

149 Κατασκευαστικές Τεχνολογίες 149 Σχήμα 3. 3: Διαδοχικά στάδια σφυρηλασίας διωστήρα. α: Τελική μορφή διωστήρα. β: Ημικατεργασμένη ράβδος. 1,, 3, 4: Εσοχές της μήτρας. 5, 6, 7, 8: Στάδια διαμόρφωσης. του θα πρέπει να απορροφά μεγάλες πιέσεις και να μεταφέρει μεγάλες δυνάμεις. Επίσης η σφυρηλάτηση χρησιμοποιείται όταν το μέταλλο ή το κράμα παρουσιάζει μικρές δυνατότητες έγχυσης και δεν αφήνεται ή αφήνεται με δυσκολία στο καλούπωμα όπως π.χ. ορισμένοι ειδικοί χάλυβες, ανοξείδωτοι χάλυβες, ελαφρά κράματα σφυρηλάτησης και έλασης. Στις περισσότερες περιπτώσεις η διαδικασία της σφυρηλασίας ολοκληρώνεται σε διαδοχικά στάδια (σχ. 3.3). Έτσι το εξάρτημα διαμορφώνεται καταρχήν σε ένα προσχέδιο που μοιάζει αρκετά με το τελικό αντικείμενο και στη συνέχεια παίρνει την τελική του μορφή. Συνήθως απαιτείται και αποκοπή του πλεονάζοντος υλικού γύρω από το τελικό αντικείμενο. Η σφυρηλάτηση πραγματοποιείται εν θερμώ στις περισσότερες των περιπτώσεων αλλά και εν ψυχρώ όταν πρόκειται για παραμορφώσεις περιορισμένης έκτασης π.χ. κατασκευή μπουλονιών. Η θέρμανση του μετάλλου προκαλεί οξείδωση εξ αιτίας της οποίας παρουσιάζεται απώλεια βάρους και εκλέπτυνση του υλικού. Το φαινόμενο αυτό ονομάζεται απώλεια στη φωτιά και κυμαίνεται από 5 ~ 10% του βάρους του υλικού, ανάλογα με τον αριθμό πυρώσεων. Τα σπουδαιότερα μέταλλα τα οποία επιδέχονται σφυρηλασία είναι ο χάλυβας, το αλουμίνιο και τα κράματα χαλκού. Η ικανότητα αυτή ε- ξαρτάται από τη σύνθεση των υλικών. Ιδιαίτερα για τους χάλυβες από την περιεκτικότητα τους σε άνθρακα. Μεγάλη περιεκτικότητα σε άνθρακα και ποσοστά σε λοιπά συστατικά, ελαττώνουν τη δυνατότητα διαστολής και επομένως τη δυνατότητα σφυρηλασίας. Στους καθαρούς χάλυβες όσο μικρότερη είναι η περιεκτικότητα σε άνθρακα, τόσο υψηλότερη είναι η αρχική θερμοκρασία στη σφυρηλάτηση και τόσο μεγαλύτερη είναι η περιοχή θερμοκρασίας στην οποία θα γίνει η κατεργασία. Κάτω από την τελική θερμοκρασία σφυρηλασίας δεν επιτρέπεται πλέον η συνέχιση της διαμόρφωσης, γιατί ελαττώνεται πολύ η ικανότητα παραμόρφωσης του υλικού και έτσι θα εμφανιστούν ρωγμές στο αντικείμενο πράγμα ανεπιθύμητο (σχ. 3.4).
, την έχουν κάνει τόσο διαδεδομένη στην βιομηχανία, γιατί επιτυγχάνουμε")

150 Κατασκευαστικές Τεχνολογίες 150 Σχήμα 3. 4: Περιοχή σφυρηλάτησης καθαρών χαλύβων. Τα πλεονεκτήματα που παρουσιάζει η σφυρηλασία ως κατεργασία σε σχέση με άλλες μεθόδους ( χύτευση, κατεργασίες αφαίρεσης υλικού), την έχουν κάνει τόσο διαδεδομένη στην βιομηχανία, γιατί επιτυγχάνουμε : ελάχιστη α- πώλεια υλικού, μικρό χρόνο παραγωγής, αύξηση της μηχανικής αντοχής των αντικειμένων, κατασκευή δύσκολων μορφών και ελάχιστη περαιτέρω κατεργασία του αντικειμένου. 3.. ΜΕΘΟΔΟΙ ΣΦΥΡΗΛΑΣΙΑΣ Όπως αναφέραμε και παραπάνω οι σφυρηλασία σε μήτρες πραγματοποιείται με δυο μεθόδους. Σφυρηλασία σε ανοιχτές και σφυρηλασία σε κλειστές μήτρες. Οι δυο αυτοί τρόποι πραγματοποιούνται σε πρέσες ή σε σφύρες και τα αντικείμενα που παράγονται έχουν διάφορα σχήματα, (σχ. 3.5) παρουσιάζοντας όλα τα πλεονεκτήματα που αναφέραμε προηγουμένως. Σχήμα 3. 5: Αντικείμενα που έχουν κατασκευαστεί με σφυρηλασία ΣΦΥΡΗΛΑΣΙΑ ΣΕ ΑΝΟΙΧΤΕΣ ΜΗΤΡΕΣ Η σφυρηλασία σε ανοιχτές μήτρες είναι η πιο απλή μορφή σφυρηλασίας και για το λόγο αυτό αποτελεί μια από τις πρώτες κατεργασίες που χρησιμοποίησε ο άνθρωπος. Κατά τη μέθοδο αυτή αναγκάζουμε το υλικό με την πίεση που του ασκεί το άνω μέρος της μήτρας, να παραμορφωθεί και έτσι να πάρει την επιθυμητή μορφή. Στο σχήμα 3.6 φαίνεται μια απλή περίπτωση σφυρηλασίας σε ανοιχτή μήτρα. Το υλικό είναι τοποθετημένο στο κάτω μέρος της μήτρας και με την κάθοδο του άνω μέρους της, συμπιέζεται και παραμορφώνεται. Η ιδιαιτερότητα της μεθόδου αυτής είναι ότι στο υλικό δεν ασκείται πίεση από τα πλαϊνά άκρα του


151 Κατασκευαστικές Τεχνολογίες 151 Σχήμα 3. 6: Μήτρα σφυρηλασίας ανοιχτού τύπου. και έτσι, στην ιδανική περίπτωση της παραμόρφωσης, η μείωση του ύψους του υλικού μεταφέρεται σε αύξηση της διαμέτρου ή του μήκους του, ανάλογα με το σχήμα που θέλουμε να του δώσουμε. Στην πραγματική κατεργασία όμως, τα πράγματα διαφοροποιούνται αρκετά λόγω της ύπαρξης των τριβών, οι οποίες αναγκάζουν το υλικό να πάρει ένα βαρελοειδές σχήμα όπως φαίνεται στο σχήμα 3.7. Ο λόγος που συμβαίνει αυτό είναι οι δυνάμεις τριβής που αναπτύσσονται στις επιφάνειες επαφής μεταξύ του τεμαχίου και της μήτρας, οι οποίες αντιστέκονται στην προς τα έξω ροή του υλικού. Το ίδιο βαρελοειδές σχήμα μπορεί να εμφανιστεί και στην περίπτωση σφυρηλάτησης θερμού υλικού σε ψυχρή μήτρα. Τα άκρα του υλικού κατά την επαφή τους με τη μήτρα κρυώνουν γρηγορότερα απ ότι το υπόλοιπο υλικό. Έτσι επειδή το όριο διαρροής του υλικού μειώνεται με την αύξηση της θερμοκρασίας, το ζεστό υλικό στο κέντρο του τεμαχίου διαρρέει πιο εύκολα, ενώ το υλικό στα άκρα του τεμαχίου αντιστέκεται περισσότερο στην παραμόρφωση. Παρατηρώντας το σχήμα θα δούμε ότι το βαρελοειδές τεμάχιο που δημιουργείται δεν είναι απόλυτα συμμετρικό. Δηλαδή η πάνω επιφάνεια του τεμαχίου έχει διαφορετική διάσταση από την κάτω. Αυτό οφείλεται στο ότι η κάτω επιφάνεια του τεμαχίου έρχεται σε επαφή με τη μήτρα γρηγορότερα, με Σχήμα 3. 7: Τομή σφυρηλατημένου τεμαχίου. αποτέλεσμα την γρηγορότερη πτώση της θερμοκρασίας στο σημείο αυτό του υλικού και έτσι την αύξηση της αντίστασής του, στην παραμόρφωση. Τα πλεονεκτήματα αυτής της μεθόδου σφυρηλάτησης είναι το χαμηλό κόστος των εργαλείων, ο απλός χειρισμός τους και βέβαια η καλές μηχανικές ιδιότητες που έχουν τα προϊόντα της. Μειονεκτεί ως μέθοδος στο ότι δεν είναι δυνατή η κατασκευή περίπλοκων σχημάτων, δεν επιτυγχάνεται μεγάλη ακρίβεια στις διαστάσεις του τεμαχίου, απαιτείται επιπλέον κατεργασία του τεμαχίου ώστε να πάρει την τελική του μορφή, έχει

152 Κατασκευαστικές Τεχνολογίες 15 μικρό ρυθμό παραγωγής και η εκμετάλλευση του υλικού είναι σχετικά μικρή ΣΦΥΡΗΛΑΣΙΑ ΣΕ ΚΛΕΙΣΤΕΣ ΜΗΤΡΕΣ Σχήμα 3. 8: Διαδοχικά στάδια σφυρηλάτησης στροφαλοφόρου άξονα. Αντίθετα με την προηγούμενη μέθοδο στη σφυρηλάτηση σε κλειστές μήτρες το υλικό περικλείεται πλήρως από τη μήτρα. Απαιτείται λοιπόν ο ακριβής υπολογισμός του υλικού που πρόκειται να παραμορφωθεί αφού στις περισσότερες μήτρες αυτού του τύπου τα περιθώρια για τη ροή του πλεονάζοντος υλικού είναι μικρά. Μια τέτοια διαδικασία πραγματοποιείται με εργαλεία πολλαπλής μορφής όπου οι διάφορες φάσεις της κατεργασίας επιτυγχάνονται διαδοχικά από τη μια μορφή του εργαλείου στην επόμενη. Στην τελική φάση της κατεργασίας το πλεονάζον υλικό ωθείται έξω από την κύρια κοιλότητα της μήτρας και σχηματίζει μια προεξοχή. Το υλικό αυτό που αποτελεί την προεξοχή αφαιρείται αργότερα με απότμηση σε επόμενη φάση της κατεργασίας. Στα σχήματα 3.8 και 3.9 φαίνονται διαδοχικά στάδια της σφυρηλάτησης σε κλειστή μήτρα κάποιων αντικειμένων. Τα πλεονεκτήματα της μεθόδου αυτής είναι η πολύ καλή εκμετάλλευση του υλικού, οι καλές μηχανικές ιδιότητες των προϊόντων ( καλύτε-

153 Κατασκευαστικές Τεχνολογίες 153 ρες από αντικείμενα που έχουν κατασκευαστεί με σφυρηλάτηση ανοιχτής μήτρας), η σχετικά μεγάλη ακρίβεια των διαστάσεων του αντικειμένου και ο μεγάλος ρυθμός παραγωγής. Κυριότερο μειονεκτήματα της μεθόδου είναι το υψηλό κόστος των εργαλείων και η ανάγκη μερικές φορές δευτερογενούς κατεργασίας του αντικειμένου. Για την πραγματοποίηση της κατεργασίας σφυρηλάτησης με κλειστές μήτρες πρέπει να δίνεται μεγάλη προσοχή στον ακριβή υπολογισμό του υλικού γιατί η δημιουργία προεξοχής αυξάνει το φορτίο της κατεργασίας, καθώς και στις ιδιότητες του προς κατεργασία υλικού. Συγκεκριμένα την τάση ροής του υλικού, την αντοχή, την ολκιμότητά του και την ευαισθησία που μπορεί να έχει σε μεγάλες ταχύτητες παραμόρφωσης και σε υψηλές θερμοκρασίες ΜΗΤΡΕΣ ΣΦΥΡΗΛΑΣΙΑΣ Σχήμα 3. 9: Διαδοχικά στάδια σφυρηλάτησης σε κλειστή μήτρα. Η κατασκευή των μητρών σφυρηλάτησης αποτελεί μια ιδιαίτερα επίπονη διαδικασία, αφού οποιαδήποτε λανθασμένη εκτίμηση ή παράλειψη κατά τον υπολογισμό μπορεί να αποβεί μοιραία για την επιτυχία της κατεργασίας. Μπορούμε να πούμε ότι ο σχεδιασμός των μητρών χωρίζεται σε δυο κυρίως φάσεις. Αρχικά πρέπει να σχεδιαστεί η διατομή της μήτρας λαμβάνοντας σοβαρά υπόψη, τον όγκο και το βάρος του τεμαχίου που θα κατεργαστούμε, τον αριθμό των ενδιάμεσων φάσεων της κατεργασίας, τις διαστάσεις που θα έχει η προεξοχή κατά την τελική φάση, το φορτίο που θα ασκηθεί και την απαιτούμενη ενέργεια. Επιπλέον, πρέπει το εμβαδόν σε κάθε εγκάρσια διατομή κατά μήκος της μήτρας να είναι τουλάχιστον ίσο με το άθροισμα της τελικής εγκάρσιας διατομής του τεμαχίου και της προεξοχής. Επίσης οι ακτίνες καμπυλότητας της μήτρας να είναι μεγαλύτερες από τις αντίστοιχες του τελικού τεμαχίου. Ο σωστός σχεδιασμός της διατομής της μήτρας βοήθα στην ευκολότερη ροή του υλικού ώστε αυτό να κατανεμηθεί όσο το δυνατό καλύτερα και έτσι να γεμίσει τις καμπυλότητες της μήτρας.

154 Κατασκευαστικές Τεχνολογίες 154 Στη δεύτερη φάση του σχεδιασμού των μητρών μας ενδιαφέρουν κυρίως οι ιδιότητες του υλικού όπως, η παραμόρφωση του κάτω από υ- ψηλά φορτία σφυρηλασίας, η αντοχή του σε διάβρωση λόγω των μεγάλων θερμοκρασιών, η διατήρηση της αντοχής και τις σκληρότητας του κάτω από υψηλές θερμοκρασίες, η αντοχή του στις μηχανικές και θερμικές στιγμιαίες καταπονήσεις καθώς και η αντοχή του σε φθορά ( ιδιαίτερα με απόξεση ). Σε αρκετές περιπτώσεις για την επιλογή του κατάλληλου υλικού της μήτρας εκτός από τους παραπάνω παράγοντες πρέπει να λάβουμε υ- πόψη και τα εξής: το μέγεθος, τη σύσταση και τις μηχανικές ιδιότητες του προς κατεργασία τεμαχίου. Την πολυπλοκότητα της μορφής του αντικειμένου, τη θερμοκρασία στην οποία θα γίνει η σφυρηλάτηση, το είδος της κατεργασίας, τον αριθμό των φάσεων της σφυρηλάτησης και τέλος το κόστος του κατασκευής της μήτρας. Πολλές φορές βέβαια παρά τους υπολογισμούς οι μήτρες αστοχούν λόγω κυρίως της λανθασμένης εκτίμησης της θερμικής διεργασίας, του κακού σχεδιασμού τους, της υπερθέρμανσης στην οποία υπόκεινται, της υπερβολικής φθοράς και της υπερκαταπόνησης που δέχονται. Για αποφευχθούν τα φαινόμενα αυτά εκτός από τον ακριβή υπολογισμό της μήτρας μπορούμε να λάβουμε και άλλα μέτρα όπως τη σωστή λίπανση κατά τη διάρκεια της κατεργασίας καθώς και την προθέρμανση της μήτρας ( συνήθως στους 150 ~ 60 ο C). Στο σχήμα 3.30 παρουσιάζονται τα σημεία στα οποία φθείρονται συνήθως οι μήτρες σφυρηλασίας, καθώς και οι λόγοι που προκαλούν αυτές τις φθορές. Η σωστή λίπανση επιδρά στη μείωση της φθοράς και στην τριβή των Σχήμα 3. 30: Σημεία φθοράς των μητρών σφυρηλασίας. 1: Διάβρωση. : Θερμική καταπόνηση. 3: Μηχανική καταπόνηση. 4: Πλαστική παραμόρφωση. 5: Διάβρωση λόγω λίπανσης. μητρών με αποτέλεσμα την ευκολότερη ροή του υλικού μέσα στις κοιλότητες της μήτρας. Εμποδίζει την εμπλοκή της μήτρας και του τεμαχίου και λειτουργεί ως εμπόδιο για τη μεταφορά θερμότητας μεταξύ του ζεστού τεμαχίου και της κρύας μήτρας με αποτέλεσμα τη μείωση
155 Κατασκευαστικές Τεχνολογίες 155 του ρυθμού ψύξης του τεμαχίου και την ευκολότερη κατεργασία του. Συνήθως για θερμή σφυρηλάτηση χρησιμοποιούμε λιπαντικά με γραφίτη ενώ για τη ψυχρή σφυρηλάτηση χρησιμοποιούμε κυρίως ορυκτέλαια. Η προθέρμανση της μήτρας βοηθά στην αποφυγή αστοχιών λόγω μεγάλων θερμικών καταπονήσεων και επιπλέον μειώνει τον ρυθμό ψύξης του τεμαχίου αφού το ζεστό τεμάχιο δεν έρχεται σε επαφή με μια κρύα μήτρα. Έτσι ο ρυθμός μεταφοράς της θερμότητας από το τεμάχιο στη μήτρα είναι μικρός άρα το τεμάχιο κατεργάζεται ευκολότερα. Τα υλικά που χρησιμοποιούμε συνήθως για την κατασκευή των μητρών είναι χάλυβες εργαλείων με προσμίξεις χρωμίου, νικελίου, μολυβδαινίου και βαναδίου ΜΗΧΑΝΕΣ ΣΦΥΡΗΛΑΤΗΣΗΣ Οι μηχανές με τις οποίες πραγματοποιούμε τη σφυρηλασία είναι δυο τύπων. Μηχανές που εργάζονται με κρούση ( σφύρες ) και μηχανές που εργάζονται με πίεση ( πρέσες ). Η αρχή λειτουργίας της σφύρας βασίζεται στην πτώση μιας μάζας πάνω στο προς σφυρηλάτηση μέταλλο. Η μάζα αυτή ανυψώνεται μηχανικά σε κάποιο ύψος και από εκεί αφήνεται να πέσει ελεύθερα. Η ενέργεια του κτυπήματος εξαρτάται από τη μάζα που πέφτει ( συνήθως 100 ~ Kg) και από το ύψος της πτώσης ( συνήθως 1 ~ 3m ). Ο μέσος ό- ρος του ρυθμού των κτυπημάτων είναι 30 ~ 50 χτυπήματα το λεπτό. Υ- πάρχουν τριών ειδών σφύρες που διαφέρουν μεταξύ τους στον τρόπο α- νύψωσης της μάζας. Σφύρα πίπτοντος σώματος. Η μάζα κρούσης είναι στερεωμένη στο κάτω μέρος ενός άξονα στο άνω μέρος του οποίου βρίσκονται δυο κύλινδροι (ράουλα). Οι κύλινδροι αυτοί στρεφόμενοι ανάποδα και ε- νεργώντας πάνω στον άξονα αναγκάζουν την μάζα να ανέλθει. Η συγκράτηση της μάζας στο επιθυμητό ύψος επιτυγχάνεται με ένα φρένο που αποτελείται από ένα κινητό και ένα ακίνητο πέδιλο. Όταν η μάζα φτάσει στο κατάλληλο ύψος το κινητό πέδιλο πιέζει τον άξονα και εξασφαλίζει την ακινησία της σφύρας ( σχ. 3.31). Συρόμενη σφύρα. Η μάζα κρούσης στερεώνεται στο άκρο ενός ιμάντα ή μιας αλυσίδας. Στο άλλο άκρο του ιμάντα ή της αλυσίδας βρίσκεται ένα τύμπανο περιελίξεως το οποίο με την περιστροφή του ανεβάζει την μάζα. Στο κατάλληλο ύψος επενεργεί στον ιμάντα ή στην αλυσίδα ένα φρένο, ώστε η μάζα κρούσης να παραμένει ακίνητη (σχ. 3.31). Αερόσφυρα. Η άνοδος της μάζας επιτυγχάνεται με τη δύναμη που ασκεί ο πεπιεσμένος αέρας σε ένα έμβολο. Στο άκρο του εμβόλου βρίσκεται η μάζα κρούσης η οποία κατέρχεται είτε με τη διαφυγή του αέρα από μια βαλβίδα ( αερόσφυρα απλής κίνησης ), είτε με τη διοχέτευση του αέρα μέσω κατάλληλης βαλβίδας στην άλλη είσοδο του
156 Κατασκευαστικές Τεχνολογίες 156 εμβόλου αναγκάζοντάς το να κινηθεί προς τα κάτω ( αερόσφυρα διπλής κίνησης). Στην περίπτωση αυτή στην ενέργεια λόγω ύψους της μάζας κρούσης προστίθεται και η ενέργεια που προσδίδει ο αέρας (σχ. 3.31). Οι σφύρες στηρίζονται γερά θεμέλια ( όγκους μπετόν ), των ο- ποίων ο ρόλος είναι να απορροφούν τους κραδασμούς από τις κρούσεις. Η βάση πάνω στη οποία τοποθετείται το προς σφυρηλασία τεμάχιο ( α- μόνι ), πρέπει να έχει όγκο περίπου 0 φορές μεγαλύτερο της μάζας κρούσης. Σφύρα πίπτοντος σώματος Συρόμενη σφύρα Αερόσφυρα Παροχή αέρα Φρένο Έμβολο Φρένο Αλυσίδα Έμβολο Έμβολο Πάνω καλούπι Τεμάχιο Πάνω καλούπι Τεμάχιο Πάνω καλούπι Τεμάχιο Κάτω καλούπι Κάτω καλούπι Κάτω καλούπι Βάση Σχήμα 3. 31: Είδη σφυρών. Βάση Βάση Οι πρέσες είναι τα μηχανήματα που χρησιμοποιούμε στις περισσότερες μηχανικές διαμορφώσεις και έχουμε ασχοληθεί εκτενώς σε προηγούμενο κεφάλαιο. Πρέπει να πούμε όμως ότι στη σφυρηλασία χρησιμοποιούμε μηχανικές ή υδραυλικές πρέσες. Τα φορτία που ασκούν οι πρέσες στο προς σφυρηλασία τεμάχιο δεν είναι κρουστικά ( σφύρες ), αλλά στατικά. Οι πρέσες πλεονεκτούν έναντι των σφυρών στα εξής: δίνουν ομοιογένεια στην παραμόρφωση του υλικού αφού η δύναμη ασκείται προοδευτικά και όχι στιγμιαία και επιπόλαια όπως στις σφύρες.
157 Κατασκευαστικές Τεχνολογίες 157 αποφεύγονται ειδικά ελαττώματα στο αντικείμενο τα οποία προκαλούνται από τη σφυρηλάτηση με σφύρα ( π.χ. καταπόνηση της δομής του υλικού). δυνατότητα σφυρηλάτησης πολύπλοκων μορφών. λιγότερος θόρυβος κατά την εκτέλεση της εργασίας. Τα μειονεκτήματα των πρέσων είναι: περίπλοκη λειτουργία. μεγάλο κόστος κτήσης. μικρότερες ταχύτητες λειτουργίας ( περίπου 0,06 ~ 1,5m/s έναντι 3 ~ 9 m/s των σφυρών ). Παρόλα αυτά η επιλογή της μηχανής σφυρηλάτησης εξαρτάται από πολλούς παράγοντες όπως το μέγεθος του τεμαχίου, η μορφή που πρέπει να πάρει, η αντοχή του υλικού, η επίδραση στο υλικό της ταχύτητας παραμόρφωσης, ο απαιτούμενος βαθμός παραμόρφωσης και ο απαιτούμενος ρυθμός παραγωγής.

158 Κατασκευαστικές Τεχνολογίες ΔΙΕΛΑΣΗ ΓΕΝΙΚΑ ΓΙΑ ΤΗ ΔΙΕΛΑΣΗ Διέλαση ή εξώθηση είναι μια κατεργασία διαμόρφωσης κατά την οποία το προς κατεργασία υλικό αναγκάζεται να περάσει μέσα από ειδικές μήτρες με το επιθυμητό σχήμα ανοίγματος, κάτω από την επίδραση ισχυρής πίεσης. Η κατεργασία μοιάζει αρκετά με την ολκή, μόνο που στη διέλαση δεν τραβάμε το υλικό όπως στην ολκή, αλλά το σπρώχνουμε (σχ.3.3). Σχήμα 3. 3: Διαδικασία διέλασης. Πρόκειται για τεχνική μορφοποίησης των υλικών που χρονολογείται περίπου από το 1800, όταν άρχισε η παραγωγή σωλήνων χωρίς ραφή. Σήμερα χρησιμοποιείται ευρέως εκτός από τη μορφοποίηση μετάλλων και στην βιομηχανία πλαστικών. Μπορεί να πραγματοποιηθεί εν ψυχρώ όταν κατεργαζόμαστε μαλακά υλικά και εν θερμώ, όταν πρόκειται για υλικά που παραμορφώνονται δύσκολα. Όμως και στις δυο περιπτώσεις παρουσιάζονται κάποια προβλήματα. Συγκεκριμένα στην εν ψυχρώ διέλαση αντιμετωπίζουμε πρόβλημα σε ότι αφορά την κατασκευή των μητρών αφού πρέπει να αντεπεξέλθουν στις πολύ μεγάλες πείσεις που θα δεχτούν, καθώς και στο μέγεθος των πρεσών που θα χρησιμοποιήσουμε. Στην εν θερμώ διέλαση δημιουργούνται προβλήματα που έχουν να κάνουν με τη σωστή λίπανση στις μεγάλες θερμοκρασίες, με την επιλογή των υλικών κατασκευής των μητρών ώστε να αντέχουν σ αυτές τις θερμοκρασίες καθώς και με την ανάγκη απομάκρυνσης από το τεμάχιο που έχει υποστεί διέλαση, του στρώματος οξειδίου που σχηματίζεται πάνω σε αυτό. Η εν ψυχρώ διέλαση βέβαια πλεονεκτεί σε αρκετά σημεία έναντι της εν θερμώ γιατί, προσδίδει στο τεμάχιο βελτιωμένες μηχανικές ιδιότητες λόγω της κράτυνσης και μας δίνει μεγαλύτερη ακρίβεια στις διαστάσεις του τεμαχίου. Επομένως αποφεύγεται η δευτερογενής κατεργασία, το τεμάχιο αποκτά καλύτερη ποιότητα επιφάνειας και αποφεύγεται η δη-

159 Κατασκευαστικές Τεχνολογίες 159 μιουργία του στρώματος οξειδίου. Το κύριο μειονέκτημα είναι οι τεράστιες πιέσεις που απαιτούνται για τη διεξαγωγή της κατεργασίας. Με τη διέλαση μπορούμε να επιτύχουμε μεγάλη ποικιλία τεμαχίων συμπαγών και κοίλων, η δομή των οποίων παρουσιάζει λεπτές ίνες με ομοιογενή διάταξη και μεγάλη αντοχή ιδιαίτερα κατά την εγκάρσια διατομή (σχ. 3.33). Ως μέθοδος μορφοποίησης η διέλαση μας δίνει τη δυνατότητα κατεργασίας ορισμένων χαλύβων που θα ήταν δύσκολο ή αδύνατο να κατεργαστούμε με άλλες μεθόδους διαμόρφωσης και να ε- πιτύχουμε δύσκολες μορφές με σχετικά μικρές ανοχές. Σχήμα 3. 33: Προϊόντα διέλασης. Εξετάζοντας τη διέλαση από οικονομικής πλευράς μπορούμε να πούμε ότι πρόκειται για μια οικονομική κατεργασία διαμόρφωσης σχετικά με άλλες, γιατί το κόστος των εργαλείων είναι μικρό (περιορίζεται στο κόστος της μήτρας), μπορούμε να δώσουμε με ένα μόνο πέρασμα τις επιθυμητές διαστάσεις στο τεμάχιο και είναι δυνατό να χρησιμοποιηθεί για την κατεργασία μικρού αριθμού τεμαχίων χωρίς δυσβάστακτο κόστος παραγωγής. Τα υλικά που μπορούμε να κατεργαστούμε με διέλαση είναι πολλά όπως : χαλκός, ορείχαλκος, αλουμίνιο, μαγνήσιο, μόλυβδος, καθώς και διάφορα πλαστικά, κεραμικά και καουτσούκ. Η μήτρες διέλασης λόγω των μεγάλων αλλαγών της θερμοκρασίας, των μεγάλων θλιπτικών δυνάμεων που απορροφούν και των μεγάλων δυνάμεων τριβής, κατασκευάζονται από πολύ ανθεκτικά υλικά. Κυρίως πρόκειται για χάλυβες θερμικών κατεργασιών με προσμίξεις από βολφράμιο, κοβάλτιο, χρώμιο, νικέλιο, βανάδιο και μολυβδαίνιο. Η επιφάνεια της μήτρας είναι στιλβωμένη για την επίτευξη υψηλής ποιότητας επιφάνεια στα αντικείμενα. Για την διευκόλυνση της ροής του υλικού εντός της μήτρας, υπάρχει στην πλευρά εισόδου κατάλληλο στρογγύλεμα με ακτίνα καμπυλότητας 1 ~ 5mm. Με αυτόν τον τρόπο διευκολύνεται εκτός από τη ροή του υλικού και η είσοδος του λιπαντικού στο άνοιγμα της μήτρας για την ελάττωση των τριβών. Η πλευρά προς την έξοδο της μήτρας έχει κωνική διαμόρφωση, ώστε το κυλινδρικό προφίλ, που χρειάζεται για το καλιμπράρισμα των εξερχόμενων ράβδων να μην είναι υπερβολικά μεγάλο. Έτσι ελαττώνεται η τριβή, παρεμποδίζεται η επικόλληση υλικού στην μήτρα και αποφεύγεται η θραύση της πίσω ακμής της μήτρας ( σχ. 3.34). Για την αποφυγή των φθορών στη μήτρα και στο έμβολο χρησιμοποιείται ύαλος σε πολτώδη κατάσταση, ως λιπαντικό και μονωτικό υλικό.

 επιτρέπουν πιέσεις μέχρι 700MPa.")
160 Κατασκευαστικές Τεχνολογίες 160 Ο μεταλλικός θάλαμος μέσα στον οποίο τοποθετείται το τεμάχιο που πρόκειται να κατεργαστούμε, υπόκειται σε μεγάλες εσωτερικές πιέσεις που αναπτύσσονται κατά την κατεργασία, με κίνδυνο τη θραύση του σε περίπτωση υπερφόρτισης. Απλοί μεταλλικοί δακτύλιοι μεγάλου πάχους κατασκευάζονται από χάλυβες υψηλής αντοχής και αντέχουν σε πιέσεις μέχρι 1000MPa. Για μεγαλύτερες πιέσεις, μέχρι 1700MPa οι θάλαμοι αυτοί κατασκευάζονται από δύο ομόκεντρους δακτυλίους που ο ένας τοποθετείται μέσα στον άλλο με συναρμογή σύσφιξης. Ειδικές κατασκευές θαλάμων (με περισσότερους από δύο επάλληλους δακτυλίους ) επιτρέπουν πιέσεις μέχρι 700MPa. Έμβολα κατασκευασμένα από χάλυβες υψηλής αντοχής, μπορούν να αντεπεξέλθουν σε θλιπτική πίεση μέχρι 100MPa. Όμως επειδή σε ο- ρισμένες περιπτώσεις διέλασης ( κυρίως κατά την εν ψυχρώ ), οι πιέσεις που αναπτύσσονται στο έμβολο είναι μεγαλύτερες, χρησιμοποιούμε καρβίδια βολφραμίου με συνδετικό υλικό κοβάλτιο, τα οποία αντέχουν μέχρι 3300MPa. Για την κατασκευή κοίλων τεμαχίων με διέλαση, τοποθετούμε στο άνοιγμα της μήτρας ένα βλήτρο το οποίο έχει την επιθυμητή διάσταση (σχ. 3.35). Οι μηχανές στις οποίες εκτελείται η διέλαση είναι συνήθως οι υδραυλικές οριζόντιες πρέσες, χωρίς να αποκλείεται και η χρήση μηχανικών πρεσών. Στις υδραυλικές οριζόντιες Σχήμα 3. 35: Διέλαση κοίλου αντικειμένου. Σχήμα 3. 34: Μήτρα διέλασης. πρέσες η κίνηση της κεφαλής δεν είναι πάνω κάτω, αλλά δεξιά αριστερά.

161 Κατασκευαστικές Τεχνολογίες ΜΗΧΑΝΙΣΜΟΣ ΔΙΕΛΑΣΗΣ Η διαδικασία της διέλασης συνήθως πραγματοποιείται σε τέσσερις διαδοχικές φάσεις κατά τις οποίες μεταβάλλεται το φορτίο που απαιτείται για την πραγματοποίηση της κατεργασίας. Οι φάσεις αυτές είναι : Μεταβατική ή αρχική φάση διέλασης. Το προς κατεργασία υλικό που συμπιέζεται από το έμβολο, αναγκάζεται να γεμίσει όλα τα διάκενα που υπάρχουν μεταξύ του θαλάμου διέλασης και του υλικού. Αναπτύσσεται η πλαστική ζώνη στη μήτρα, ενώ ένα μικρό μέρος του υλικού εισέρχεται στο άνοιγμα της μήτρας και υφίσταται διέλαση. Το υλικό που υφίσταται την αρχική αυτή διέλαση δεν θα κατεργαστεί στον ίδιο βαθμό με το υ- λικό που ακολουθεί. Το φορτίο (η πίεση της πρέσας δηλαδή ), αυξάνει απότομα και όταν αποκτήσει μια μέγιστη τιμή αρχίζει η κύρια φάση της κατεργασίας. Φάση ευστάθειας. Το φορτίο που ασκεί η πρέσα ελαττώνεται συνεχώς καθώς το μήκος του υλικού μειώνεται ( δηλαδή όσο λιγότερο υλικό απομένει μέσα στον θάλαμο ), λόγω της ελάττωσης της τριβής μεταξύ της επιφάνειας επαφής του θαλάμου διέλασης και του υλικού. Φάση αστάθειας. Όταν το μήκος του υλικού που απομένει είναι πολύ μικρό, μπαίνουμε στη φάση της αστάθειας, η οποία χαρακτηρίζεται από τη συνεχή ελάττωση του φορτίου διέλασης. Δημιουργία κοιλότητας Συνεχίζοντας το έμβολο να πιέζει το υλικό, κάποια στιγμή το μήκος του υλικού γίνεται πάρα πολύ μικρό. Τη στιγμή εκείνη υλικό και έμβολο αρχίζουν να χάνουν την επαφή τους, αρχής γενομένης από το κέντρο του εμβόλου και αρχίζει ο σχηματισμός μιας κοιλότητας στη μετωπική επιφάνεια του υλικού. Το φορτίο όταν αρχίζει να δημιουργείται η κοιλότητα έχει την ελάχιστη τιμή του και στη συνέχεια αυξάνει με την περαιτέρω αύξηση της κοιλότητας. Εξίσου σημαντικός παράγοντας με το φορτίο που ασκεί η πρέσα στο υλικό, είναι η ροή του υλικού κατά την κατεργασία. Στο σχήμα 3.36 παρουσιάζονται σερις διαφορετικοί τύποι πλεγμάτων ροής ενός μετάλλου που έχει υποστεί άμεση διέλαση με γωνη διατομή μήτρας. Οι διαφορές μεταξύ των πλεγμάτων ροής Σχήμα 3. 36: Τύποι ροής μετάλλου.
162 Κατασκευαστικές Τεχνολογίες 16 οφείλονται στις διαφορετικές συνθήκες τριβής του υλικού με τη μήτρα και το θάλαμο διέλασης. Αναλύοντας τα διαφορετικά αυτά πλέγματα έχουμε : Πλέγμα ροής 1 Είναι η πιο ομογενής ροή που μπορεί να παρουσιαστεί και δημιουργείται όταν δεν υπάρχει τριβή στα όρια ανάμεσα σε τεμάχιο θάλαμο μήτρα. Αυτός ο τύπος ροής παρουσιάζεται κυρίως, όταν η λίπανση είναι πολύ αποτελεσματική ή κατά την έμμεση διέλαση. Πλέγμα ροής Παρουσιάζεται όταν δεν υπάρχει τριβή του υλικού με το θάλαμο ή αν υπάρχει είναι πολύ μικρή, αλλά υπάρχει τριβή ανάμεσα στο τεμάχιο και στη μήτρα. Στην περίπτωση αυτή, κατά τη διάρκεια της διέλασης, ένας μικρός όγκος του υλικού παραμένει στις γωνίες σε ακινησία ( νεκρή ζώνη). Πλέγμα ροής 3 Εμφανίζεται όταν υπάρχει έντονη τριβή του υλικού σε όλες τις επιφάνειες με το θάλαμο και τη μήτρα διέλασης. Στην περίπτωση αυτή, κατά τη διάρκεια της διέλασης, δημιουργείται μια ζώνη υψηλής διάτμησης που μοιάζει με χοάνη. Αντίστοιχα η νεκρή ζώνη παρουσιάζεται ιδιαίτερα αυξημένη. Πλέγμα ροής 4 Η περίπτωση αυτή παρουσιάζει ιδιαίτερα ανομοιογενή ροή. Η ζώνη διάτμησης μεταφέρεται αρκετά προς τα πίσω λόγω έντονης τριβής του υλικού με το θάλαμο και παρουσιάζεται καθυστέρηση της ροής κοντά σε αυτές τις περιοχές μεγάλης τριβής. Το υλικό κοντά στο κέντρο του τεμαχίου κινείται πολύ πιο εύκολα και έχει ως αποτέλεσμα τη δημιουργία μιας μεγάλης νεκρής ζώνης. Από τις παραπάνω περιπτώσεις ροής του υλικού κατά τη διέλαση γίνεται κατανοητή η μεγάλη σημασία της λίπανσης κατά την διέλαση και το πόσο αυτή επηρεάζει την ποιότητα του κατεργασμένου τεμαχίου ΜΕΘΟΔΟΙ ΔΙΕΛΑΣΗΣ Η διέλαση μπορεί να πραγματοποιηθεί με τρεις διαφορετικές μεθόδους, καθεμιά από τις οποίες περιγράφεται παρακάτω. Έμβολο Σχήμα 3. 37: Άμεση διέλαση. Μήτρα Υλικό Μεταλλικός θάλαμος Η άμεση διέλαση (σχ. 3.37), είναι η απλούστερη και η πιο συνηθισμένη μέθοδος. Σε αυτή η ροή του μετάλλου διαμέσου του ανοίγματος της μήτρας, γίνεται στην ίδια κατεύθυνση με τη κίνηση του εμβόλου. Το έμβολο έχει την ίδια
163 Κατασκευαστικές Τεχνολογίες 163 διάμετρο με τον θάλαμο διέλασης μέσα στον οποίο τοποθετείται το υλικό. Η μέθοδος αυτή χρησιμοποιείται τις περισσότερες φορές και στη διέλαση κοίλων αντικειμένων, τοποθετώντας ένα βλήτρο ( ένα μεταλλικό πυρήνα δηλαδή ), στο άνοιγμα της μήτρας. Έμβολο Σχήμα 3. 38: Έμμεση διέλαση. Έμβολο Υγρό Θάλαμος Μήτρα Μεταλλικός θάλαμος Μήτρα Υλικό Υλικό Στην έμμεση διέλαση (σχ. 3.38) το έμβολο έχει τη ίδια διάμετρο με το θάλαμο διέλασης, όμως είναι κοίλο και στην εσωτερική οπή που διαθέτει τοποθετείται η μήτρα διέλασης. Κατά την κίνηση του εμβόλου το υλικό αναγκάζεται να διέλθει από τη μήτρα και έπειτα να εξέλθει μέσω της εσωτερικής οπής του εμβόλου. Η κίνηση του υλικού σε αυτή την περίπτωση διέλασης γίνεται προς την αντίθετη κατεύθυνση από την κίνηση του εμβόλου. Το χαρακτηριστικά της μεθόδου αυτής είναι ότι η μήτρα είναι τοποθετημένη μέσα στο έμβολο και ότι κινείται η Σχήμα 3. 39: Υδροστατική διέλαση. μήτρα ( λόγω της κίνησης του εμβόλου ) και όχι το υλικό. Η υδροστατική διέλαση ( σχ. 3.39) είναι μια άλλη μέθοδος διέλασης κατά την οποία μεταξύ εμβόλου και υλικού παρεμβάλλεται ένα ρευστό. Με την κίνηση του εμβόλου το ρευστό συμπιέζεται και στη συνέχεια πιέζει το υλικό να περάσει από τη μήτρα. Η μέθοδος αυτή πλεονεκτεί έναντι των δυο άλλων γιατί, δεν υπάρχει τριβή μεταξύ υλικού και εμβόλου, καθώς και μεταξύ υλικού και θαλάμου διέλασης. Η τριβή μεταξύ υλικού και μήτρας είναι σημαντικά μικρότερη λόγω της ύπαρξης του ρευστού μεταξύ τους. Η ροή του υλικού είναι ομοιόμορφη και έτσι αποφεύγεται η ύπαρξη ελαττωμάτων στο προϊόν. Υπάρχει δυνατότητα χρησιμοποίησης μητρών με μικρή γωνία κωνικότητας ώστε να επιτύχουμε μεγαλύτερες μειώσεις της διατομής σε ένα πέρασμα.
. 3.")

164 Κατασκευαστικές Τεχνολογίες 164 Από κάποιους συγγραφείς ως μέθοδος διέλασης ( διέλαση με κρούση ) θεωρείται και η εξέλαση, για την οποία έχουμε αναφερθεί σε ιδιαίτερο κεφάλαιο. Σε αρκετές περιπτώσεις διέλασης και ανάλογα πάντα με τις απαιτήσεις που έχουμε από το προϊόν, υπάρχει η δυνατότητα συνδυασμού κάποιων από τις παραπάνω μεθόδους ( εκτός από την υδροστατική ) ΠΡΟΒΛΗΜΑΤΑ ΚΑΤΑ ΤΗ ΔΙΕΛΑΣΗ Τα κυριότερα προβλήματα που παρουσιάζονται κατά τη διάρκεια της διέλασης μπορούμε να τα κατατάξουμε σε τρεις κατηγορίες : επιφανειακές θραύσεις, εσωτερικές θραύσεις και σφάλματα αναρρόφησης του υλικού. Σχήμα 3. 40: Επιφανειακές θραύσεις κατά τη διέλαση. Επιφανειακές θραύσεις. Προκαλούνται σε περίπτωση που η θερμοκρασία εξώθησης, η τριβή ή η ταχύτητα εξώθησης είναι αρκετά μεγάλες. Αυτό συμβαίνει λόγω της αύξησης της επιφανειακής θερμοκρασίας του τεμαχίου. Έτσι οδηγούμαστε σε θραύση της επιφάνειας του υλικού πράγμα που συμβαίνει συνήθως σε κράματα αλουμινίου, μαγνησίου, ψευδαργύρου αλλά και σε κράματα άλλων μετάλλων όπως του μολυβδαινίου ( σχ ). Εσωτερικές θραύσεις. Εμφανίζονται σε προϊόντα διέλασης, λόγω των ρωγμών που α- ναπτύσσονται στο κέντρο του τεμαχίου. Οι σημαντικότεροι παράγοντες που επηρεάζουν την παρουσία εσωτερικών θραύσεων είναι, η γωνία της μήτρας, ο βαθμός διέλασης ( η μείωση δηλαδή της διατομής του τεμαχίου ) και η τριβή. Από πειραματικά αποτελέσματα προκύπτει ότι για την ίδια μείωση της διατομής, μεγαλύτερη γωνία μήτρας οδηγεί σε μεγαλύτερη ανομοιογενή παραμόρφωση. Σφάλματα στην αναρρόφηση του υλικού. Παρουσιάζονται κάτω από συνθήκες έντονης τριβής του τε- Σχήμα : Σφάλματα σε προϊόντα διέλασης λόγω αναρρόφησης.
165 Κατασκευαστικές Τεχνολογίες 165 μαχίου με τον θάλαμο, καθώς και κάτω από υψηλές θερμοκρασίες. Τα σφάλματα αυτά έχουν να κάνουν με την διαφορετική ταχύτητα παραμόρφωσης του κέντρου και της εξωτερικής επιφάνειας του τεμαχίου. Ταυτόχρονα δημιουργείται μια κίνηση τύπου χοάνης που παρασύρει οξείδια και ακαθαρσίες από την επιφάνεια του τεμαχίου στο κέντρο του, με συνέπεια ατέλειες του παραγόμενου προϊόντος ( σχ. 3.41). Για την αποφυγή των ανεπιθύμητων αυτών φαινομένων πρέπει να καταβάλλεται προσπάθεια η παραμόρφωση να είναι όσο το δυνατό πιο ομογενής, πράγμα του επιτυγχάνεται με τον έλεγχο της τριβής και την ελαχιστοποίηση της θερμοκρασίας κατά τη διάρκεια της κατεργασίας.
166 Κατασκευαστικές Τεχνολογίες ΠΙΝΑΚΕΣ ΚΡΑΜΑΤΑ ΣΙΔΗΡΟΥ St V 3 - St X 3 St 34. P Λαμαρ. Κατασκευής Ι St37- Λαμαρ. Κατασκευής ΙΙ St4- St 50 ΚΡΑΜΑΤΑ ΑΛΟΥΜΙΝΙΟΥ Αλουμίνιο Al-Mg ανοπτυμένο Αl Mg ανοπτυμένο Al Cu-Mg ανοπτυμένο Αl Mg-Si ανοπτυμένο τ β σ β 8 ~ ~ 4 37 ~ 45 4 ~ ~ ~ 65 9 ~ 1 16 ~ 4 11 ~ 15 Πίνακας 1: Τάσεις διάτμησης και εφελκυσμού διαφόρων υλικών. d/s d/s > d/s < d = ( 1,5 ~ )*s d = ( 1 ~ 1,5 )*s d = ( 0,7 ~ 1 )*s ΑΝΤΟΧΗ ΑΠΟΤΜΗΣΗΣ τ α τ α = ( 0,7 ~ 0,9 )*σ Β τ α = 1,5*( 0,7 ~ 0,9 )*σ Β τ α = 1,9*( 0,7 ~ 0,9 )*σ Β τ α =,5*( 0,7 ~ 0,9 )*σ Β Πίνακας : Σχέσεις υπολογισμού αντοχής απότμησης. ΠΑΧΟΣ ΑΝΤΟΧΗ ΣΕ ΔΙΑΤΜΗΣΗ τ α ( N/mm ) s (mm) έως ,4.0,6 0,015 0,0 0, ,8 0,05 0,03 0,04 0,9.1 0,03 0,04 0,05 1,5. 0,05 0,06 0,08 0,08 0,1 Πίνακας 3: Διάκενο μεταξύ εμβόλου και μήτρας στον τεμαχισμό.
167 Κατασκευαστικές Τεχνολογίες 167 ΠΑΧΟΣ ΜΕΤΑΛΛΟΥ ΟΡΕΙΧΑΛΚΟΣ ΜΑΛΑΚΟΣ ΧΑΛΥΒΑΣ ΜΕΣΗΣ ΣΚΛΗΡΟΤΗΤΑΣ ΧΑΛΥΒΑΣ ΣΚΛΗΡΟΣ ΧΑΛΥΒΑΣ ΑΛΟΥΜΙΝΙΟ ΧΑΡΗ ( mm ) 0,5 0,01 0,015 0,0 0,0 0,50 0,05 0,03 0,035 0,05 0,75 0,04 0,045 0,05 0,07 1,00 0,05 0,06 0,07 0,10 1,5 0,06 0,075 0,09 0,1 1,50 0,075 0,09 0,01 0,15 1,75 0,09 0,10 0,1 0,17,00 0,10 0,1 0,14 0,0,5 0,11 0,14 0,16 0,,50 0,13 0,15 0,18 0,5,80 0,14 0,17 0,0 0,8 3,00 0,15 0,18 0,1 0,30 3,30 0,17 0,0 0,3 0,33 3,50 0,18 0,1 0,5 0,35 3,80 0,19 0,3 0,7 0,38 4,00 0,0 0,4 0,8 0,40 4,30 0, 0,6 0,30 0,43 4,50 0,3 0,7 0,3 0,45 4,80 0,4 0,9 0,34 0,48 5,00 0,5 0,30 0,36 0,50 Πίνακας 4 : Χάρη κοίλανσης μεταξύ εμβόλου και μήτρας ανάλογα με το υλικό κατασκευής τους. d/s β επ.,1,05 1,95 1,9 1,85 1,8 1,75 1,7 1,65 1,6 1,5 Πίνακας 5: Επιτρεπόμενος λόγος κοίλανσης συνηθισμένων υλικών. ΥΛΙΚΑ Χαλυβδοελάσματα Κράματα Cu Zn Ελάσματα Αλουμινίου ΧΑΡΗ ΚΟΙΛΑΝΣΗΣ ( 1,1.1,3 )* s ( 1,08.1, )*s ( 1,04.1,1 )*s Πίνακας 6: Χάρη κοίλανσης για διάφορα υλικά.
168 Κατασκευαστικές Τεχνολογίες 168 d/s β ΣΥΝΤΕΛΕΣΤΗΣ ΔΙΟΡΘΩΣΗΣ n 1, 0,1 0, 0,5 0,3 0,36 0,45 0,58 1,4 0,4 0,44 0,5 0,6 0,71 0,89 1,14 1,6 0,63 0,68 0,76 0,9 1,08 1,3-1,8 0,85 0,9 1,0 1,18 1, ,05 1,1 1,9 1, ,1 1,15 1,5 1, Πίνακας 7: Συντελεστής διόρθωσης n. ΥΛΙΚΟ ΑΝΤΟΧΗ ΣΕ ΕΦΕΛΚΥΣ. ( N/mm ) ΕΦΙΚΤΟΣ ΛΟΓΟΣ ΚΟΙΛΑΝΣΗΣ ΔΕΥΤΕΡΗ ΦΑΣΗ ΠΡΩΤΗ ΦΑΣΗ ΧΩΡΙΣ ΑΝΟΠΤΗΣΗ ΜΕ ΑΝΟΠΤΗΣΗ ΘΕΡΜΟΚΡΑΣΙΑ ΑΝΟΠΤΗΣΗΣ ΣΕ ο C Ust ,8 1, 1,6 700 RRSt404, RRSt ,3 1,7 X 15 CrNiSi , 1,8 580 CuZn 8 μαλακό ,1 1,3 1,8 CuZn 37 μαλακό ,3 1,7 Cu 95,5 μαλακό 00 1,9 1,4 1,8 Al 99,5 μαλακό 70 1,95 1,4 1,8 350 ALMg 1 w 140,05 1,4 1,9 Πίνακας 8: Υλικά βαθείας κοίλανσης.
169 Κατασκευαστικές Τεχνολογίες 169 ΣΧΗΜΑ Χc Yc MΗΚΟΣ 1.Κυκλικό τόξο Xc Ο θ θ r C r *ημθ θ 0 *θ * ρ.τεταρτοκύκλιο C Yc * r π * r π π * r* r π Ο Xc 3.Ημικύκλιο r C Yc 0 * r π π * r Ο Πίνακας 9 : Προσδιορισμός της θέσης του κεντροειδούς επιπέδων καμπυλών απλών σχημάτων. ΣΧΗΜΑ Τετράγωνο Ορθογώνιο Παραλληλόγραμμο Τραπέζιο Τρίγωνο Κύκλος α, β: πλευρές σχήματος υ: ύψος r: ακτίνα κύκλου ΕΜΒΑΔΟΝ α α*β α* υ (α + β)*υ / ΠΕΡΙΜΕΤΡΟΣ Το άθροισμα των πλευρών Το άθροισμα των πλευρών Το άθροισμα των πλευρών Το άθροισμα των πλευρών α*υ / Το άθροισμα των πλευρών π * r * π * r ή π * d Πίνακας 10 : Σχέσεις υπολογισμού επιφάνειας και περιμέτρου διαφόρων σχημάτων.
170 Κατασκευαστικές Τεχνολογίες 170 ΠΛΑΤΟΣ ΛΩΡΙΔΑΣ έως 100mm 100 ~00 mm ΜΗΚΟΣ ΣΤΕΛΕΧΟΥΣ ΜΗΚΟΣ ΠΕΡΙΘΩΡΙΟΥ ΠΛΑΤΟΣ (e) ΣΤΕΛΕΧΟΥΣ ΠΛΑΤΟΣ (a) ΠΕΡΙΘΩΡΙΟΥ έως 10 ή στρογγυλά e 0,8 0,8 1 1,3 1,6 1,9,1 τεμάχια a 1 0, e e e 1,6 1,8 0,9 1 1, 1,1 1,3 1,5 1,4 1,6 1,8 1,7 1,9,1,,4,3,5,7 a a a 1,9,,4 1 1, 1,5 Απόκομμα i πλαγιοκόπτη 1,5, 3 3,5 4,5 έως 10 ή στρογγυλά e 0,9 1 1,1 1,4 1,7,3 τεμάχια a 1, 1, e e e 1,8, 1 1,, 1,3 1,5 1,7 1,6 1,8 1,9,1,3,,4,6,5,7,9 a a a,,4,7 1, 1,5,7 Απόκομμα i πλαγιοκόπτη 1,5,5 3,5 4 5 Πίνακας 11: Πλάτος στελεχών και περιθωρίων. ΠΑΧΟΣ ΥΛΙΚΟΥ ΣΕ mm 0,1 0,5 1 1,5,5 3 ΠΑΧΟΣ ΕΛΑΣΜΑΤΟΣ 0,3 0,4 0,5 0,6 0,8 1 1, 1,5,5 3 4 ΥΛΙΚΟ ΑΚΤΙΝΑ ΚΑΜΨΗΣ r 1min. ( mm ) Χάλυβες μαλακοί 0,6 0,6 0,6 0, ,6 1,6,5,5 4 4 Χάλυβες ημίσκληροι ,6 1,6,5, Χάλυβες κραματοποιημένοι 1,6 1,6,5,5,5, Κράμα CuZn 0,6 0, ,6 1,6,5, Καθαρό αλουμίνιο 0,6 0,6 0,6 0, ,6 1,6,5,5 4 6 Κράμα AlCuMg 1 pl 0,6 0, ,6 1,6,5, Κράμα AlCuMg F 46 1,6 1,6 1,6, Κράμα AlMg 1,6 1,6,5, Κράμα AlMgSi 1 1 1,6 1,6,5, Κράματα μαγνησίου 1,6 1,6 1,6 1,6,5, Πίνακας 1: Ελάχιστη ακτίνα κάμψης r 1min. για γωνία κάμψης 90 ο.
171 Κατασκευαστικές Τεχνολογίες 171 ΥΛΙΚΟ ΕΠΑΝΑΦΟΡΑ ΣΚΛΗΡΥΝΣΗ ΛΟΞΗ ΚΑΤΑ ΜΗΚΟΣ ΛΟΞΗ ΚΑΤΑ ΜΗΚΟΣ Al 0,01 0,3 0,3 0,8 Cu 0,01 0,3 1 Ms67, Ms7 0,01 0,3 0,4 0,8 St ,01 0,4 0,4 0,8 C15-0 0,1 0,5 0,5 1 C ,3 0,8 0,8 1,5 Πίνακας 13: Τιμές συντελεστή λ. r i /s 5 3 1, 0,8 0,5 y 1 0,9 0,8 0,7 0,6 0,5 Πίνακας 14: Τιμές συντελεστή διόρθωσης y. ΥΛΙΚΟ Χάλυβας Χαλκός Αλουμίνιο Κράμα CuZn ΕΛΑΣΜΑΤΑ 1* πάχος ελάσματος 1,5 * πάχος ελάσματος * πάχος ελάσματος,5 * πάχος ελάσματος ΣΩΛΗΝΑΣ 1,5 * διάμετρος σωλήνα 1,5 * διάμετρος σωλήνα,5 * διάμετρος σωλήνα * διάμετρος σωλήνα Πίνακας 15: Ελάχιστη ακτίνα κάμψης r 1min.. r i /s 1 1,6,5 4 6, ΥΛΙΚΟ ΣΥΝΤΕΛΕΣΤΗΣ ΕΛΑΣΤΙΚΗΣ ΕΠΑΝΑΤΑΞΗΣ k R Fe PO4(St 14) 0,99 0,99 0,99 0,98 0,97 0,97 0,96 0,94 0,91 0,87 0,83 FePO1(St 1) 0,99 0,99 0,99 0,97 0,96 0,96 0,93 0,9 0,85 0,7 0,66 X1CrNi18-8 0,99 0,98 0,97 0,95 0,93 0,89 0,84 0,76 0, CuZn 33 F 9 0,97 0,97 0,96 0,95 0,94 0,93 0,89 0,86 0,83 0,77 0,73 AlCuMg F 38 0,98 0,98 0,98 0,98 0,97 0,97 0,96 0,95 0,93 0,91 0,87 Πίνακας 16: Τιμές συντελεστή ελαστικής επανάταξης k R.
172 Κατασκευαστικές Τεχνολογίες 17 ΛΟΓΟΣ ΚΟΙΛΑΝΣΗΣ β 1,5 1,5 1,1 ΣΥΝΤΕΛΕΣΤΗΣ ΔΙΟΡΘΩΣΗΣ c 1 0,7 0,4 0, Πίνακας 17: Συντελεστής διόρθωσης c. ΥΛΙΚΟ Συνήθης χάλυβας ΤΑΧΥΤΗΤΑ ΚΟΙΛΑΝΣΗΣ ( m/min ) ΠΡΕΣΑ ΑΠΛΗΣ ΕΝΕΡΓΕΙΑΣ 17 ΠΡΕΣΑ ΔΙΠΛΗΣ ΕΝΕΡΓΕΙΑΣ Χάλυβας με φθειρόμενες επιφάνειες από σκληρομέταλλο - 0 Ανοξείδωτος χάλυβας Ορείχαλκος Αλουμίνιο Χαλκός Κράματα αλουμινίου υψηλής αντοχής Ψευδάργυρος 45 1 Πίνακας 18: Ταχύτητα κοίλανσης διαφόρων υλικών. ΥΛΙΚΟ ΠΡΟΣ ΚΑΤΕΡΓΑΣΙΑ Έλασμα χάλυβα κοίλανσης ΑΠΛΕΣ ΕΡΓΑΣΙΕΣ ΚΟΙΛΑΝΣΗΣ Σαπούνι σε νερό. Γαλάκτωμα ασβεστόνερου. Σαπούνι σε νερό με γραφίτη. Πετρέλαιο με σκόνη αλουμινίου. ΠΟΛΥΠΛΟΚΕΣ ΕΡΓΑΣΙΕΣ ΚΟΙΛΑΝΣΗΣ Χρησιμοποιημένο μηχανέλαιο με προσθήκη λάσπης ανθρακασβαστίου. Μίγμα από φυτικό λάδι, ρετσινόλαδο και πούδρα. Λάδι με θειούχο μολυβδαίνιο. Έλασμα ανοξείδωτου χάλυβα Νερό με γραφίτη. Χλωριωμένα έλαια. Λινέλαιο με λευκό οξείδιο του μολύβδου και θειάφι. Έλασμα πυρίμαχου χάλυβα Έλασμα χαλκού, ορείχαλκου, μπρούζτου Έλασμα αλουμινίου και κραμάτων αυτού Λιπαρά έλαια Φυτικό λάδι. Πετρέλαιο με άκκοκο γραφίτη. Ορυκτέλαια με προσθήκη λιπαρού ελαίου. Νερό με σαπούνι. Ορυκτέλαια. Βαζελίνη. Φυτικό λάδι. Ζωικό λίπος. Έλαια υψηλής πίεσης. Φυτικό λάδι με σαπούνι διαλυμένο σε νερό. Στεγνό σαπούνι. Ορυκτέλαιο με λιπαρό έλαιο. Μηχανέλαια. Πετρέλαιο με άκκοκο γραφίτη. Πίνακας 19: Λίπανση κατά την κοίλανση.

173 Κατασκευαστικές Τεχνολογίες ΔΙΑΓΡΑΜΜΑΤΑ Διάγραμμα 1: Υπολογισμός των ακτινών των δακτυλίων κοίλανσης σε συνάρτηση με το πάχος του ελάσματος και της διαφοράς των διαμέτρων. Η ακτίνα κοίλανσης r υπολογίζεται ως εξής: Λαμβάνουμε ως τετμημένη τη διαφορά των διαμέτρων και από εκεί υψώνουμε κάθετη μέχρι να τμήσουμε την καμπύλη του πάχους του ελάσματος. Από το σημείο της καμπύλης συνεχίζουμε οριζόντια και στον άξονα των τεταγμένων διαβάζουμε την τιμή της ακτίνας κοίλανσης.

174 Κατασκευαστικές Τεχνολογίες 174 1: FePO4 ( St 14 ) : CuZn33 F9 3: FePO1 ( St 1 ) 4: X1CrNi : AlCuMg1 F38 Διάγραμμα : Συντελεστής επανάταξης k R. Ο συντελεστής επανάταξης υπολογίζεται ως εξής: αρχικά βρίσκουμε το λόγο r I / s, έπειτα ανεβαίνουμε κάθετα μέχρι να συναντήσουμε την καμπύλη του υλικού που κατεργαζόμαστε. Από εκεί προχωράμε παράλληλα με τον άξονα των τετμημένων και διαβάζουμε στον άξονα των τεταγμένων την τιμή του k R.
 και στη συνέχεια ανεβαίνουμε κάθετα")
175 Κατασκευαστικές Τεχνολογίες 175 Διάγραμμα 3: Συντελεστής διόρθωσης y. Από το παραπάνω διάγραμμα λαμβάνουμε την τιμή του συντελεστή διόρθωσης y ως εξής : υπολογίζουμε τον λόγο r i / s ( ακτίνα κάμψης προς το πάχος του ελάσματος ) και στη συνέχεια ανεβαίνουμε κάθετα μέχρι να συναντήσουμε την καμπύλη. Από εκεί προχωράμε παράλληλα με τον οριζόντιο άξονα και βρίσκουμε την τιμή του συντελεστή διόρθωσης στον κάθετο άξονα.

176 Κατασκευαστικές Τεχνολογίες 176 Α : Υλικό ιδανικό για βαθεία κοίλανση, Β : Απλό υλικό βαθείας κοίλανσης. Διάγραμμα 4: Μέγιστος και ελάχιστος λόγος κοίλανσης κυλινδρικών αντικειμένων σε μια φάση. Από το διάγραμμα αυτό μπορούμε να βρούμε τον μέγιστο και τον ελάχιστο λόγο κοίλανσης σε μια φάση κατεργασίας, αν γνωρίζουμε το λόγο d / s. Η καμπύλη Α αναφέρεται σε εξαιρετικά υλικά για βαθεία κοίλανση, ενώ η καμπύλη Β για συνηθισμένα υλικά. Γνωρίζοντας την τιμή του λόγου d / s ανεβαίνουμε μέχρι να συναντήσουμε την κατάλληλη καμπύλη. Από εκεί παράλληλα με τον οριζόντιο άξονα βρίσκουμε τις τιμές του μέγιστου και του ελάχιστου λόγου κοίλανσης.

177 Κατασκευαστικές Τεχνολογίες 177 Συνεχής γραμμή : Εξαιρετικά υλικά βαθεία κοίλανσης. Διακεκομμένη γραμμή : Συνήθη υλικά βαθείας κοίλανσης. Διάγραμμα 5: Συντελεστής διόρθωσης n σε συνάρτηση με το λόγο κοίλανσης και το λόγο της διαμέτρου του εμβόλου προς το πάχος του τεμαχίου ( d / s ).

178 Κατασκευαστικές Τεχνολογίες 178 Διάγραμμα 6: Ανηγμένη πίεση συγκράτησης κατά τη βαθεία κοίλανση σε συνάρτηση με το λόγο κοίλανσης και το λόγο d / s.
179 Κατασκευαστικές Τεχνολογίες 1 10) Μονάδες Ισχύος 1 erg/s 1 W 1 kp*m/s 1 ft*pdl/s 1 ft*lbf/s 1 PS 1 cal/s 1 kcal/h 1 KW 1 HP 1 Btu/h 1 erg/s 1 *10-7 1,00*10-8,373*10-6 7,376*10-8 1,360*10-10,388*10-8 8,598*10-8 * ,341* ,41* W ,10 3,73 0,7376 1,360*10-3 0,388 0,8598 *10-3 1,341*10-3 3,41 1 kp*m/s 9,807*10 7 9,807 1,37*10 7,33 1,333*10 -,34 8,431 9,807*10-3 1,315*10-33,46 1 ft*pdl/s 4,14*10 5 4,14*10-4,97* ,108*10-5,730*10-5 1,006*10-3,63*10-4,14*10-5 5,651*10-5 0, ft*lbf/s 1,356*10 7 1,356 0,138 3,17 1 1,843*10-3 0,338 1,166 1,356*10-3 1,818*10-3 4,66 1 PS 7,355*10 9 7,355*10 75*10 3 1,745*10 4 5,45*10 1 1,757*10 6,34*10 0,7355 0,9863,510* cal/s 4,187*10 7 4,187 0,470 99,35 3,088 5,69* ,600 4,186*10-3 5,615* ,9 1 kcal/h 1,163*10 7 1,163 0,1186 7,6 0,8578 1,581*10-3 0, ,163*10-3 1,560*10-3 3,968 1 KW ,00*10,373*10 4 7,376*10 1,36,388*10 8,598*10 1 1,341 3,41* HP 7,457*10 9 7,457*10 76,04 1,769*10 4 5,500*10 1,014 1,781*10 6,41*10 0,7457 1,545* Btu/h,931*10 6 0,931,988*10-6,955 0,161 3,985*10-4 7,000*10-0,50,931*10-4 3,99* ) Μονάδες Πιέσεως μbar Pa at atm pdl/ft lbf/ft torr mm Σ.Υ. psi in Hg in Σ.Υ. 1 μbar ,00*10-6 9,869*10-7 6,70*10 -,088*10-3 7,501*10-4 1,00*10-5 1,450*10-5,953*10-5 4,015* Pa ,00*10-5 9,869*10-6 0,67,088*10-7,501*10-3 0,10 1,450*10-4,953*10-4 4,015* at 9,807*10 5 9,807* ,678*10-1 6,590*10 4,048*10 3 7,356*10 1,000* , 8,96 3,937*10 1 atm 1,013*10 6 1,013*10 5 1, ,809*10 4,116*10 3 7,600*10 1,033* ,69 9,9 4,068*10 1 pdl/ft 14,88 1,488 1,517*10-5 1,468* ,108*10-1,116*10-0,5117,158*10-4 4,394*10-4 5,974* lbf/ft 4,788*10 47,88 4,88*0-4 4,75*10-4 3,17 1 0,3591 4,88 6,944*10-3 1,414*10-0,19 1 torr 1,333*10 3 1,333*10 1,359*10-3 1,315* ,56, ,59 1,930*10-3,937*10-0, mm Σ.Υ98,07 9,807 1,000*10-4 9,678*10-5 6,59 0,048 7,358*10-1 1,4*10-3,896*10-3 3,937*10-1 psi 6,895*10 4 6,895*10 3 7,031*10-6,805*10-4,633*10 3 1,440*10 51,71 7,031*10 1,036 7,68 1 in Hg 3,386*10 4 3,386*10 3 3,453*10-3,34*10 -,75* ,73 5,40 3,453*10 0, ,59 1 in Σ.Υ.,491*10 3,491*10,540*10-3,458*10-3 1,674*10 5,03 1,867 5,40 3,613*10-7,358*10-1
180 Κατασκευαστικές Τεχνολογίες 1) Μονάδες Ενέργειας και Έργου erg Joule kp*m ft*pdl ft*lbf kcal l*atm kw*h ps*h Btu Hp*h 1 erg 1 *10-7 1,00*10-8,373*10-6 7,376*10-8,388* ,869*10-10,778* ,777* ,478* ,75* Joule ,10 3,73 0,7376,388*10-4 9,869*10-3,778*10-7 3,777*10-7 9,478*10-4 3,75* kp*m 9,807*10 7 9,807 1,37*10-3 7,33,34*10-3 9,678*10 -,74*10-6 3,704*10-6 9,95*10-3 3,653* ft*pdl 4,14*10 5 4,14*10-4,97* ,108*10-1,006*10-5 4,159*10-4 1,170*10-8 1,59*10-8 3,994*10-5 1,570*? ft*lbf 1,356*10 7 1,356 0,138 3,17 1 3,38*10-4 1,388*10-3,766*?0-7 5,10*10-7 1,85*10-3 5,050* kcal 4,187* ,187*10 3 4,69*10 9,935*10 4 3,088* ,3 1,163*10-3 1,581*10-3 3,968 1,560* l*atm 1,013*10 9 1,013*10 10,33,404* ,73,40*10-1,815*10-5 3,87*10-5 9,604*10-3,774* kw*h 3,600* ,600*10 6 3,67*10 5 8,543*10 7,655*10 6 8,598*10 3,553* ,360 3,41*10 3 1,341 1 ps*h,648*10 13,648*10 6,700*10 5 6,83*10 7 1,953*10 6 6,34*10,613*10 4 0,7355 1,510*10 3 0, Btu 1,055* ,055*10 3 1,076*10,504*10 4 7,78*10 0,5 10,41,931*10-4 3,985* ,99* Hp*h,684*10 13,684*10 6,737*10 5 6,370*10 7 1,980*10 6 6,41*10,649*10 4 0,7457 1,014,545* ΣΗΜΕΙΩΣΗ:Για την μετατροπή του cal σε J χρησιμοποιήθηκε ο συντελεστής 4,1868 και όχι η τιμή 4,184 που αντιστοχεί στην θερμοχημική θερμίδα (Thermochemical cal). 1 Βρεττανική θερμική μονάδα (θερμοχημική) = 1054 Joules 1 Βρεττανική θερμική μονάδα (International Table) = 1055 Joules 1 cal (θερμοχημική) = 4,184 J 1 cal ( ιεθνής) = 4,1868 J 1 electronvolt = 1eV = 1,60*10-19 Joule
181 Κατασκευαστικές Τεχνολογίες ΠΙΝΑΚΕΣ ΜΕΤΑΤΡΟΠΗΣ ΜΟΝΑΔΩΝ 1) ΜΟΝΑΔΕΣ ΜΗΚΟΥΣ ΜΕΤΡΑ ( m ) ΙΝΤΣΕΣ ( in ) ΠΟΔΙΑ ( ft ) ΓΥΑΡΔΕΣ ( yd ) ΜΙΛΙΑ ( mile ) 1 m 1 39,37 3,808 1, ,37* in 0, , , ,783* ft 0, , ,39* yd 0, ,18* mi 1609,3 63,36 5,8 1, A o = 1 Αngstrom = m = 0,1 nm 1 μ = 1 microm = 10-6 m = 1 μm 1 Ναυτικό μίλι = 1,85 m ) ΜΟΝΑΔΕΣ ΕΠΙΦΑΝΕΙΑΣ 1 m 1 in 1 ft ΤΕΤΡΑΓΩΝΙΚΑ ΜΕΤΡΑ ( m ) 1 6,4516 * ,903 * 10-3 ΤΕΤΡΑΓΩΝΙΚΕΣ ΙΝΤΣΕΣ ( in ) ΤΕΤΡΑΓΩΝΙΚΑ ΠΟΔΙΑ ( ft ) 10,764 6,9444 * arce = 4046,9 m = 43,56 ft 1 barn = 10-8 m 1 Εκτάριο = 1 hectare = 10 4 m 3) ΜΟΝΑ ΕΣ ΠΑΡΟΧΗΣ cm 3 /s m 3 /h l/min ft 3 /s CFM gal/min 1 cm 3 /s 1 3,600?10-3 6,000?10-3,531?10-5,119?10-3 1,585?10-1 m 3 /h,778? ,67 9,810?10-3 0,5886 4,403 1 l/min 16,67 6,000?10-1 5,866?10-4 3,531?10-0,64 1 ft 3 /s,83?10 4 1,019?10 1,699? ,488?10 1 CFM 4,719?10-1,699,83 1,667?10-1 7,480 1 gal/min 63,09 0,71 3,785,8?10-3 0, CFM = 1 Cubic Feet per Minute = 1 ft 3 /min 1 l/min = 1 liter per minute = 1 l/min
182 Κατασκευαστικές Τεχνολογίες 4) ΜΟΝΑΔΕΣ ΟΓΚΟΥ 1 m 3 1 in 3 1 ft 3 ΚΥΒΙΚΑ ΜΕΤΡΑ ΚΥΒΙΚΕΣ ( m 3 ) ΙΝΤΣΕΣ ( in 3 ) 1 61,04 * ,387 * ,317 * ΚΥΒΙΚΑ ΠΟΔΙΑ ( ft 3 ) 35, ,70 * Αμερικανική ουγγιά ( υγρών ) = 1fluid ounce U.S. = 6,574 cm 3 1 Βρεττανική ουγγιά ( υγρών ) = 1 fluid ounce U.K. = 8,413 cm 3 1 Αμερικανικό γαλόνι = 1gallon U.S. = 3785,4 cm3 1 Βρεττανικό γαλόνι = 1 gallon U.K. = 4546,1 cm3 1 Βαρέλι (κυρίως πετρελαίου ) = 1 barell U.S. = 0,15899 m 3 1 acre foot = 133,5 m 3 1 Λίτρο = 1 liter = 1 lt = 10 3 cm 3 5) ΜΟΝΑΔΕΣ ΤΑΧΥΤΗΤΑΣ Km/h ft/min Mile/h 1 Km/h 1 ft/min 1 mi/h 1 0, , , ,369 0, knot = 0,51444 m/s 6) ΜΟΝΑΔΕΣ ΠΥΚΝΟΤΗΤΑΣ Kg/m 3 gr/cm 3 1b/ft 3 lb/in 3 1 Kg/m 3 1 gr/cm 3 1 lb/ft 3 1 lb/in 3 1 * , * ,018 * ,68 0,0643 6, ,13 * ,13 * ,7 *
183 Κατασκευαστικές Τεχνολογίες 3 7) ΜΟΝΑΔΕΣ ΜΑΖΑΣ ΚΙΛΑ ( Kg ) ΟΥΓΓΙΕΣ ( Ounce ) ΛΙΒΡΕΣ ( Pound ) ΑΜΕΡΙΚΑΝ. ΤΟΝ. ( Ton ) 1 Kg 1 35,74,046 1,103* Oz 0, ,065 0,0315* lb 0, ,5 * ton (U.S.) 907, κόκκος = 1 grain = 0, g = 64,799 * 10-6 Kg 1 slug = 14,594 Kg 1 long ton = 1016,0 Kg = 40 lb 1 Μετρικός τόννος = 1 tonne = 1000 Kg 8) ΜΟΝΑΔΕΣ ΘΕΡΜΟΚΡΑΣΙΑΣ ΒΑΘΜΟΙ Kelvin (K) ΒΑΘΜΟΙ ΚΕΛΣΙΟΥ ο C ΒΑΘΜΟΙ ( o F) ΦΑΡΕΝΑΪΤ K ( T k = ) T k t c + 73,15 0,556*(t F +459,67) o C ( t c = ) T k - 73,15 t c 0,556*(t F - 3) o F ( t F = ) 1,8*T k -459,67 1,8 * t c + 3 t F 9) ΜΟΝΑΔΕΣ ΔΥΝΑΜΗΣ dyn N Kp pdl lbf 1 dyn 1 1* ,0 * ,33 *10-5,48 * N 1 * ,10 7,33 0,48 1 Kp 9,807 *10 5 9, ,7093,05 1 pdl 1,38 * ,138 1,41 * ,108 * 10-1 lbf 4,448 * ,448 0,4536 0,317 1
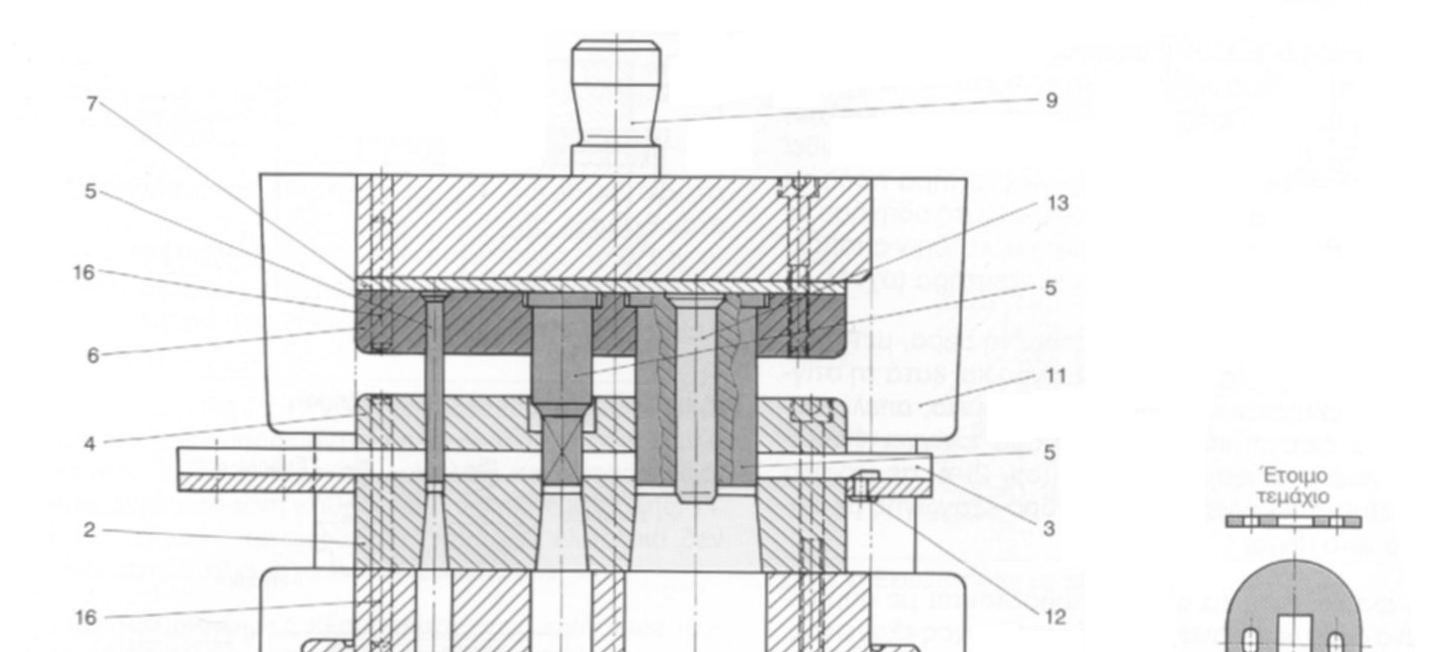
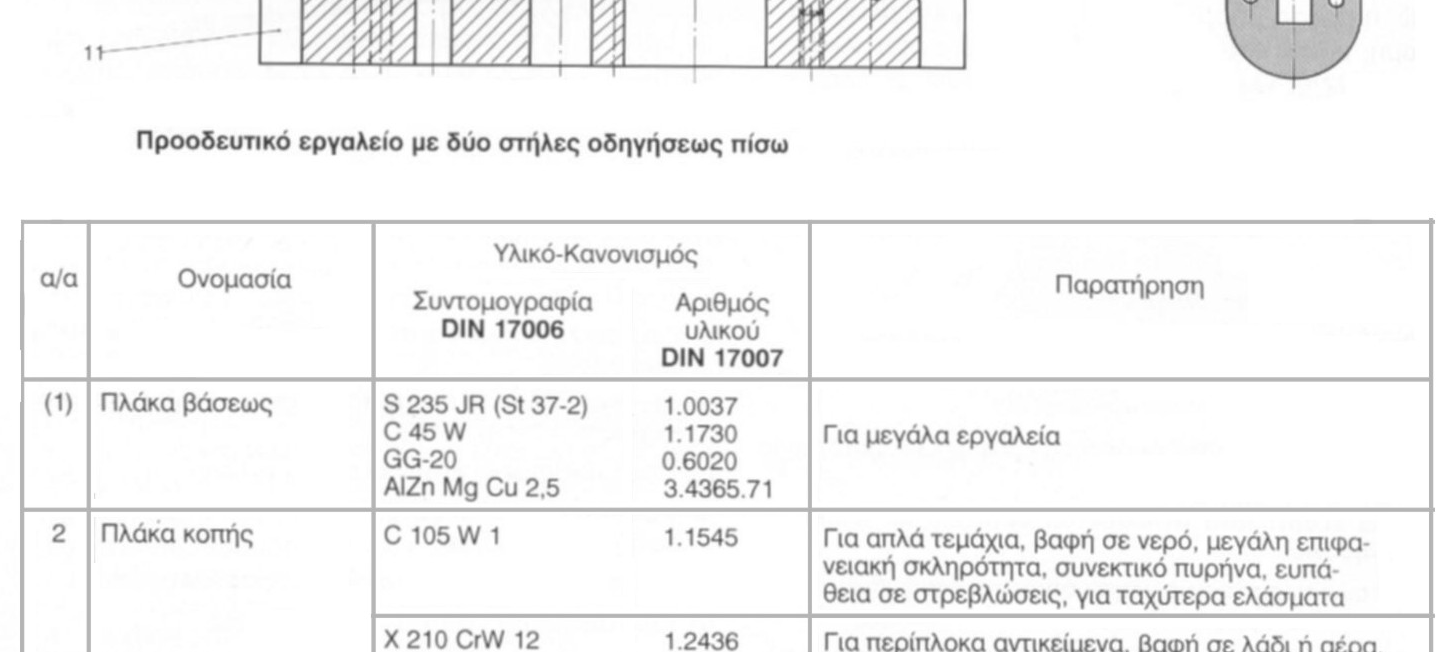
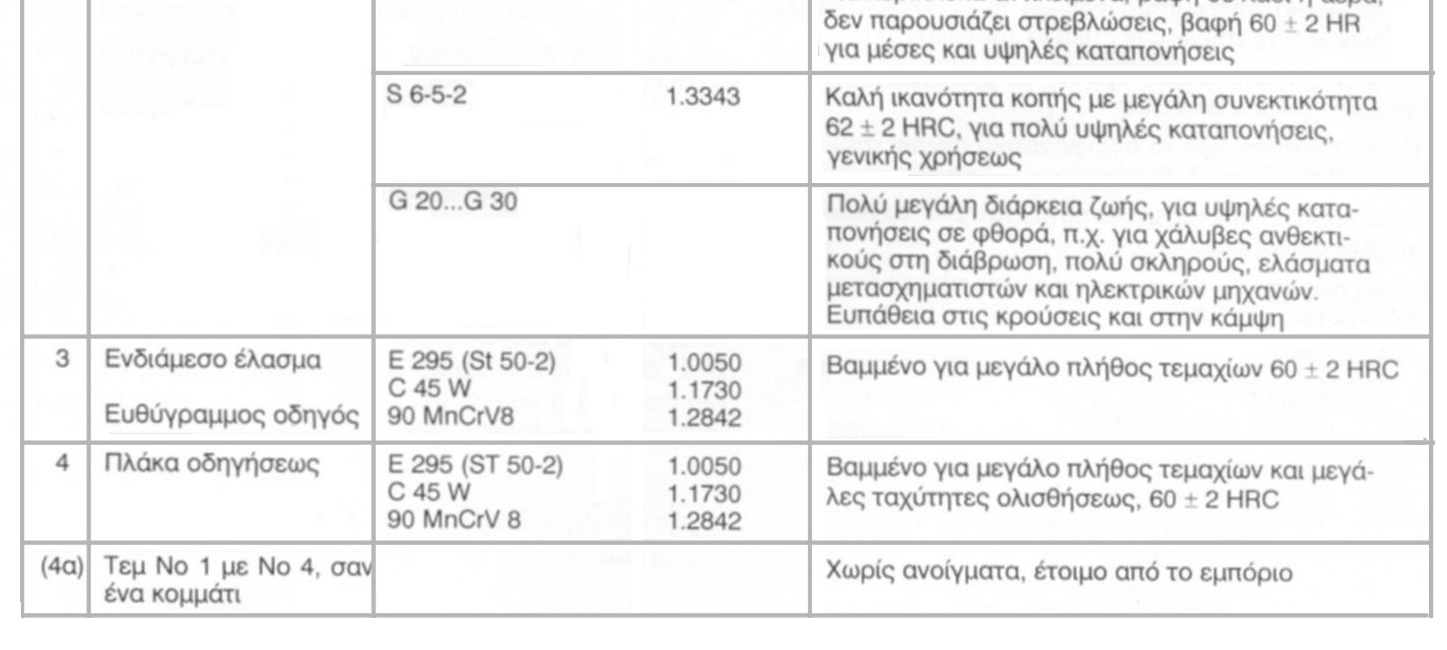
184 Κατασκευαστικές Τεχνολογίες ΣΧΕΔΙΑ ΥΛΙΚΑ ΚΑΤΑΣΚΕΥΗΣ ΕΡΓΑΛΕΙΩΝ ΚΟΠΗΣ.
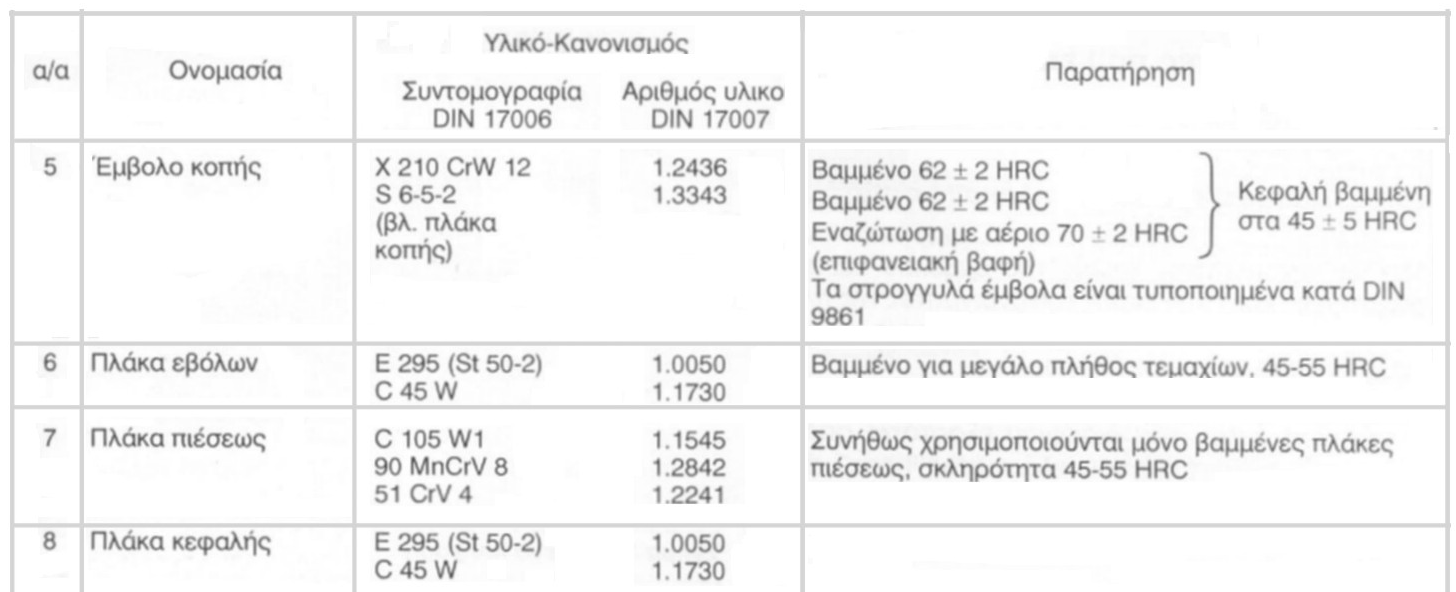
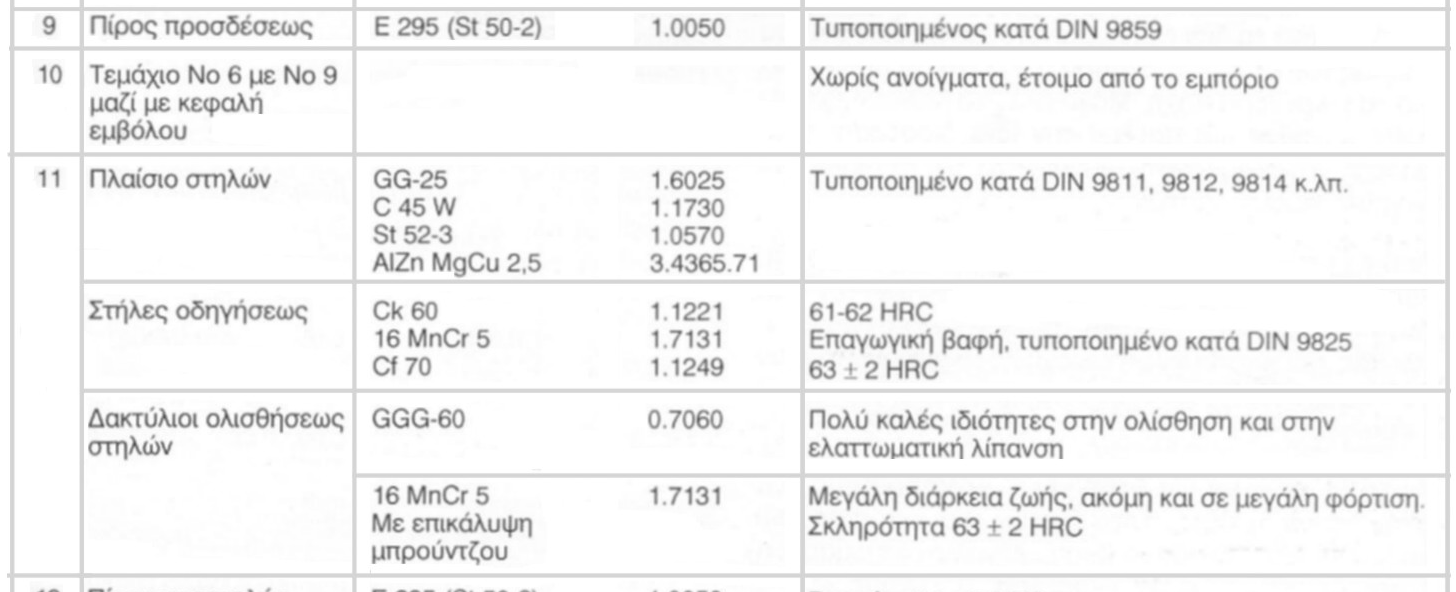
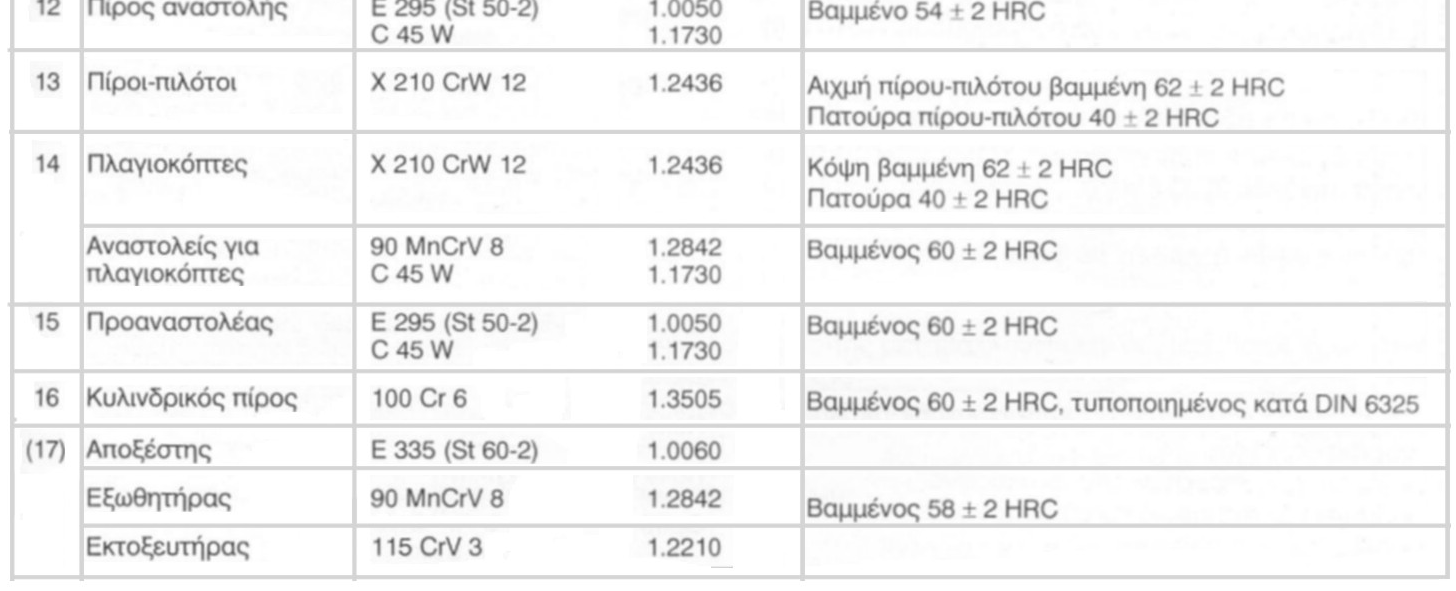
185 Κατασκευαστικές Τεχνολογίες 5

186 Κατασκευαστικές Τεχνολογίες ΣΥΝΘΕΤΟ ΠΡΟΟΔΕΥΤΙΚΟ ΕΡΓΑΛΕΙΟ ( ΜΕ ΠΛΑΚΑ ΟΔΗΓΟ )

187 Κατασκευαστικές Τεχνολογίες ΣΥΝΘΕΤΟ ΠΡΟΟΔΕΥΤΙΚΟ ΕΡΓΑΛΕΙΟ ( ΜΕ ΣΤΗΛΕΣ ΟΔΗΓΟΥΣ ).
ΑΠΟΤΜΗΣΗ 1. ΠΕΡΙΓΡΑΦΗ/ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ
 ΑΠΟΤΜΗΣΗ 1. ΠΕΡΙΓΡΑΦΗ/ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ Είναι ο αποχωρισµός τµήµατος ελάσµατος κατά µήκος µιας ανοικτής ή κλειστής γραµµής µέσω κατάλληλου εργαλείου (Σχ. 1). Το εργαλείο απότµησης αποτελείται από το έµβολο
ΑΠΟΤΜΗΣΗ 1. ΠΕΡΙΓΡΑΦΗ/ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ Είναι ο αποχωρισµός τµήµατος ελάσµατος κατά µήκος µιας ανοικτής ή κλειστής γραµµής µέσω κατάλληλου εργαλείου (Σχ. 1). Το εργαλείο απότµησης αποτελείται από το έµβολο
2 ΔΥΝΑΜΕΙΣ ΓΙΑ ΤΗΝ ΚΟΠΗ ΛΑΜΑΡΙΝΑΣ
 2 ΔΥΝΑΜΕΙΣ ΓΙΑ ΤΗΝ ΚΟΠΗ ΛΑΜΑΡΙΝΑΣ 2.1 Εισαγωγή Τα περισσότερα έμβολα και μήτρες που χρησιμοποιούμε για την κοπή λαμαρίνας καταλήγουν σε επίπεδες επιφάνειες που σχηματίζουν ορθή γωνία με τις κάθετες πλευρές.
2 ΔΥΝΑΜΕΙΣ ΓΙΑ ΤΗΝ ΚΟΠΗ ΛΑΜΑΡΙΝΑΣ 2.1 Εισαγωγή Τα περισσότερα έμβολα και μήτρες που χρησιμοποιούμε για την κοπή λαμαρίνας καταλήγουν σε επίπεδες επιφάνειες που σχηματίζουν ορθή γωνία με τις κάθετες πλευρές.
1 ΘΕΩΡΙΑ ΚΟΠΗΣ ΛΑΜΑΡΙΝΑΣ
 1 ΘΕΩΡΙΑ ΚΟΠΗΣ ΛΑΜΑΡΙΝΑΣ 1.1 Εισαγωγή Οι κυριότερες κατεργασίες για την κατασκευή προϊόντων από λαμαρίνα είναι η κοπή, η μορφοποίηση και η κοίλανση. Οι κατεργασίες αυτές γίνονται ας ψαλίδια και πρέσσες
1 ΘΕΩΡΙΑ ΚΟΠΗΣ ΛΑΜΑΡΙΝΑΣ 1.1 Εισαγωγή Οι κυριότερες κατεργασίες για την κατασκευή προϊόντων από λαμαρίνα είναι η κοπή, η μορφοποίηση και η κοίλανση. Οι κατεργασίες αυτές γίνονται ας ψαλίδια και πρέσσες
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ
 ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ
 19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ
 ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΕΝΟΤΗΤΑ 10 : ΜΗΤΡΕΣ ΣΤΟΧΟΙ:
 ΕΝΟΤΗΤΑ 10 : ΜΗΤΡΕΣ 114 ΣΤΟΧΟΙ: Με τη συμπλήρωση της ύλης της ενότητας αυτής ο μαθητής θα πρέπει ναι: 1. Ορίζει τι είναι μήτρες. 2. Κατονομάζει τις κατηγορίες ταξινόμησης των μητρών. 3. Κατονομάζει τις
ΕΝΟΤΗΤΑ 10 : ΜΗΤΡΕΣ 114 ΣΤΟΧΟΙ: Με τη συμπλήρωση της ύλης της ενότητας αυτής ο μαθητής θα πρέπει ναι: 1. Ορίζει τι είναι μήτρες. 2. Κατονομάζει τις κατηγορίες ταξινόμησης των μητρών. 3. Κατονομάζει τις
ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ
 1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
Μηχανουργική Τεχνολογία ΙΙ
 Τ.Ε.Ι. Λάρισας Σχολή Τεχνολογικών Εφαρμογών (Σ.Τ.ΕΦ.) Τμήμα Μηχανολογίας Μηχανουργική Τεχνολογία ΙΙ Καλούπια κοπής-διαμόρφωσης λαμαρίνας Ιωάννης Δ. Κεχαγιάς Δρ. Μηχανολόγος Μηχανικός Θεωρία κοπής λαμαρίνας
Τ.Ε.Ι. Λάρισας Σχολή Τεχνολογικών Εφαρμογών (Σ.Τ.ΕΦ.) Τμήμα Μηχανολογίας Μηχανουργική Τεχνολογία ΙΙ Καλούπια κοπής-διαμόρφωσης λαμαρίνας Ιωάννης Δ. Κεχαγιάς Δρ. Μηχανολόγος Μηχανικός Θεωρία κοπής λαμαρίνας
ΜΗΧΑΝΙΚΕΣ ΚΑΤΕΡΓΑΣΙΕΣ. Διαμορφώσεις
 Διαμορφώσεις Σχήμα 1 Στην κατεργασία μετάλλου υπάρχουν δύο κατηγορίες διαμορφώσεων, κατεργασίες με αφαίρεση υλικού και μηχανικής διαμόρφωσης χωρίς αφαίρεση υλικού 1. Ποια η διαφορά των μηχανικών διαμορφώσεων/κατεργασιών
Διαμορφώσεις Σχήμα 1 Στην κατεργασία μετάλλου υπάρχουν δύο κατηγορίες διαμορφώσεων, κατεργασίες με αφαίρεση υλικού και μηχανικής διαμόρφωσης χωρίς αφαίρεση υλικού 1. Ποια η διαφορά των μηχανικών διαμορφώσεων/κατεργασιών
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
Φρεζάρισμα. Με το φρεζάρισμα μπορούμε να κατεργαστούμε επίπεδες ή καμπύλες επιφάνειες, εσοχές, αυλάκια ακόμα και οδοντωτούς τροχούς.
 ΦΡΕΖΕΣ ΦΡΕΖΕΣ Είναι εργαλειομηχανές αφαίρεσης υλικού από διάφορες εργασίες με μηχανική κοπή. Η κατεργασία διαμόρφωσης των μεταλλικών υλικών στη φρέζα, ονομάζεται φρεζάρισμα. Φρεζάρισμα Με το φρεζάρισμα
ΦΡΕΖΕΣ ΦΡΕΖΕΣ Είναι εργαλειομηχανές αφαίρεσης υλικού από διάφορες εργασίες με μηχανική κοπή. Η κατεργασία διαμόρφωσης των μεταλλικών υλικών στη φρέζα, ονομάζεται φρεζάρισμα. Φρεζάρισμα Με το φρεζάρισμα
ΔΙΕΛΑΣΗ. Το εργαλείο διέλασης περιλαμβάνει : το μεταλλικό θάλαμο, τη μήτρα, το έμβολο και το συμπληρωματικό εξοπλισμό (δακτυλίους συγκράτησης κλπ.).
.") ΔΙΕΛΑΣΗ Κατά τη διέλαση (extrusion) το τεμάχιο συμπιέζεται μέσω ενός εμβόλου μέσα σε μεταλλικό θάλαμο, στο άλλο άκρο του οποίου ευρίσκεται κατάλληλα διαμορφωμένη μήτρα, και αναγκάζεται να εξέλθει από το
ΔΙΕΛΑΣΗ Κατά τη διέλαση (extrusion) το τεμάχιο συμπιέζεται μέσω ενός εμβόλου μέσα σε μεταλλικό θάλαμο, στο άλλο άκρο του οποίου ευρίσκεται κατάλληλα διαμορφωμένη μήτρα, και αναγκάζεται να εξέλθει από το
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
Πρέσσες. Ορισμοί Τυπολογία. Πρέσσες. Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ
 Πρέσσες Ορισμοί Τυπολογία Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Πρέσσες Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative Commons και δημιουργήθηκε στο πλαίσιο του Έργου των Ανοικτών Ακαδημαϊκών Μαθημάτων
Πρέσσες Ορισμοί Τυπολογία Γ.Βοσνιάκος-ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ Πρέσσες Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative Commons και δημιουργήθηκε στο πλαίσιο του Έργου των Ανοικτών Ακαδημαϊκών Μαθημάτων
ΛΟΙΠΑ ΕΡΓΑΛΕΙΑ ΠΡΕΣΣΩΝ
 ΛΟΙΠΑ ΕΡΓΑΛΕΙΑ ΠΡΕΣΣΩΝ 1. ΕΡΓΑΛΕΙΑ ΙΑΜΟΡΦΩΣΗΣ 1.1 ΓΕΝΙΚΑ Περιλαµβάνουν διαφορετικές οικογένειες εργαλείων που εκτελούν κάµψη, κυλίνδρωση, τύπωση, απλή διαµόρφωση, συνδυασµούς αυτών µε απότµηση και διάτρηση,
ΛΟΙΠΑ ΕΡΓΑΛΕΙΑ ΠΡΕΣΣΩΝ 1. ΕΡΓΑΛΕΙΑ ΙΑΜΟΡΦΩΣΗΣ 1.1 ΓΕΝΙΚΑ Περιλαµβάνουν διαφορετικές οικογένειες εργαλείων που εκτελούν κάµψη, κυλίνδρωση, τύπωση, απλή διαµόρφωση, συνδυασµούς αυτών µε απότµηση και διάτρηση,
ΕΦΑΡΜΟΣΤΗΡΙΟ ΔΙΑΜΟΡΦΩΣΗ ΜΕΤΑΛΛΙΚΩΝ ΥΛΙΚΩΝ ΧΩΡΙΣ ΚΟΠΗ
 ΕΦΑΡΜΟΣΤΗΡΙΟ ΔΙΑΜΟΡΦΩΣΗ ΜΕΤΑΛΛΙΚΩΝ ΥΛΙΚΩΝ ΧΩΡΙΣ ΚΟΠΗ ΤΕΧΝΟΛΟΓΙΑ ΚΑΙ ΕΡΓΑΣΤΗΡΙΑ ΜΗΧΑΝΟΥΡΓΕΙΟΥ ΕΦΑΡΜΟΣΤΗΡΙΟΥ 1 4. Διαμόρφωση μεταλλικών υλικών χωρίς κοπή Χύτευση Σφυρηλάτηση Κυλινδροποίηση Ολκή - συρματοποίηση
ΕΦΑΡΜΟΣΤΗΡΙΟ ΔΙΑΜΟΡΦΩΣΗ ΜΕΤΑΛΛΙΚΩΝ ΥΛΙΚΩΝ ΧΩΡΙΣ ΚΟΠΗ ΤΕΧΝΟΛΟΓΙΑ ΚΑΙ ΕΡΓΑΣΤΗΡΙΑ ΜΗΧΑΝΟΥΡΓΕΙΟΥ ΕΦΑΡΜΟΣΤΗΡΙΟΥ 1 4. Διαμόρφωση μεταλλικών υλικών χωρίς κοπή Χύτευση Σφυρηλάτηση Κυλινδροποίηση Ολκή - συρματοποίηση
 Απαντήσεις στο : Διαγώνισμα στο 4 ο κεφάλαιο 4.3.4-4.3.5-4.3.6-4.3.7 1. α) Ποιος είναι ο προορισμός του πείρου ; 90 β) Ποιο είναι το σχήμα που έχει ο πείρος και γιατί ; γ) Ποιο είναι το υλικό κατασκευής
Απαντήσεις στο : Διαγώνισμα στο 4 ο κεφάλαιο 4.3.4-4.3.5-4.3.6-4.3.7 1. α) Ποιος είναι ο προορισμός του πείρου ; 90 β) Ποιο είναι το σχήμα που έχει ο πείρος και γιατί ; γ) Ποιο είναι το υλικό κατασκευής
ΕΝΟΤΗΤΑ 11: ΠΡΕΣΕΣ ΣΤΟΧΟΙ:
 123 ΕΝΟΤΗΤΑ 11: ΠΡΕΣΕΣ ΣΤΟΧΟΙ: Με τη συμπλήρωση της ύλης της ενότητας αυτής ο μαθητής θα πρέπει να: 1. Ορίζει τι είναι πρέσα 2. Κατονομάζει τις κατεργασίες διαμόρφωσης μεταλλικών υλικών που γίνονται στις
123 ΕΝΟΤΗΤΑ 11: ΠΡΕΣΕΣ ΣΤΟΧΟΙ: Με τη συμπλήρωση της ύλης της ενότητας αυτής ο μαθητής θα πρέπει να: 1. Ορίζει τι είναι πρέσα 2. Κατονομάζει τις κατεργασίες διαμόρφωσης μεταλλικών υλικών που γίνονται στις
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ
 ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
Κρούσεις. Ομάδα Γ. Κρούσεις Ενέργεια Ταλάντωσης και Ελαστική κρούση Κρούση και τριβές Κεντρική ανελαστική κρούση
 . Ομάδα Γ. 4.1.21. Ενέργεια Ταλάντωσης και Ελαστική κρούση. Μια πλάκα μάζας Μ=4kg ηρεμεί στο πάνω άκρο ενός κατακόρυφου ελατηρίου, σταθεράς k=250ν/m, το άλλο άκρο του οποίου στηρίζεται στο έδαφος. Εκτρέπουμε
. Ομάδα Γ. 4.1.21. Ενέργεια Ταλάντωσης και Ελαστική κρούση. Μια πλάκα μάζας Μ=4kg ηρεμεί στο πάνω άκρο ενός κατακόρυφου ελατηρίου, σταθεράς k=250ν/m, το άλλο άκρο του οποίου στηρίζεται στο έδαφος. Εκτρέπουμε
ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΠΑΡΑΜΟΡΦΩΣΗ
 5 ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΠΑΡΑΜΟΡΦΩΣΗ 1. ΕΙΣΑΓΩΓΗ Τα διάφορα µηχανολογικά εξαρτήµατα παίρνουν την αρχική τους µορφή κατά κανόνα µε µεθόδους µορφοποίησης (ιδιαίτερα χύτευση) χωρίς αφαίρεση υλικού, αφήνοντας µικρή
5 ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΠΑΡΑΜΟΡΦΩΣΗ 1. ΕΙΣΑΓΩΓΗ Τα διάφορα µηχανολογικά εξαρτήµατα παίρνουν την αρχική τους µορφή κατά κανόνα µε µεθόδους µορφοποίησης (ιδιαίτερα χύτευση) χωρίς αφαίρεση υλικού, αφήνοντας µικρή
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2009
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2009 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία Ημερομηνία
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2009 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία Ημερομηνία
ΤΕΙ ΠΑΤΡΑΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΑΝΤΟΧΗΣ ΥΛΙΚΩΝ. Γεώργιος Κ. Μπαράκος Διπλ. Αεροναυπηγός Μηχανικός Καθηγητής Τ.Ε.Ι.
 ΤΕΙ ΠΑΤΡΑΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΑΝΤΟΧΗΣ ΥΛΙΚΩΝ Γεώργιος Κ. Μπαράκος Διπλ. Αεροναυπηγός Μηχανικός Καθηγητής Τ.Ε.Ι. ΔΙΑΤΜΗΣΗ 1. Γενικά Όλοι γνωρίζουμε ότι σε μια διατομή ενός καταπονούμενου φορέα
ΤΕΙ ΠΑΤΡΑΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΑΝΤΟΧΗΣ ΥΛΙΚΩΝ Γεώργιος Κ. Μπαράκος Διπλ. Αεροναυπηγός Μηχανικός Καθηγητής Τ.Ε.Ι. ΔΙΑΤΜΗΣΗ 1. Γενικά Όλοι γνωρίζουμε ότι σε μια διατομή ενός καταπονούμενου φορέα
Μηχανουργική Τεχνολογία ΙΙ
 Τ.Ε.Ι. Λάρισας Σχολή Τεχνολογικών Εφαρμογών (Σ.Τ.ΕΦ.) Τμήμα Μηχανολογίας Μηχανουργική Τεχνολογία ΙΙ Καλούπια κοπής-διαμόρφωσης λαμαρίνας Ιωάννης Δ. Κεχαγιάς Δρ. Μηχανολόγος Μηχανικός 2 ΤΑΞΙΝΟΜΗΣΗ ΤΩΝ ΔΙΑΦΟΡΩΝ
Τ.Ε.Ι. Λάρισας Σχολή Τεχνολογικών Εφαρμογών (Σ.Τ.ΕΦ.) Τμήμα Μηχανολογίας Μηχανουργική Τεχνολογία ΙΙ Καλούπια κοπής-διαμόρφωσης λαμαρίνας Ιωάννης Δ. Κεχαγιάς Δρ. Μηχανολόγος Μηχανικός 2 ΤΑΞΙΝΟΜΗΣΗ ΤΩΝ ΔΙΑΦΟΡΩΝ
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση
 Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
ΠΑΡΑΜΕΝΟΥΣΕΣ ΤΑΣΕΙΣ ΚΑΙ ΠΑΡΑΜΟΡΦΩΣΕΙΣ ΣΕ ΣΥΓΚΟΛΛΗΣΕΙΣ ΤΗΞΕΩΣ
 ΠΑΡΑΜΕΝΟΥΣΕΣ ΤΑΣΕΙΣ ΚΑΙ ΠΑΡΑΜΟΡΦΩΣΕΙΣ ΣΕ ΣΥΓΚΟΛΛΗΣΕΙΣ ΤΗΞΕΩΣ Τοπική θέρμανση συγκολλούμενων τεμαχίων Ανομοιόμορφη κατανομή θερμοκρασιών, πουμεαβάλλεταιμετοχρόνο Θερμικές παραμορφώσεις στο μέταλλο προσθήκης
ΠΑΡΑΜΕΝΟΥΣΕΣ ΤΑΣΕΙΣ ΚΑΙ ΠΑΡΑΜΟΡΦΩΣΕΙΣ ΣΕ ΣΥΓΚΟΛΛΗΣΕΙΣ ΤΗΞΕΩΣ Τοπική θέρμανση συγκολλούμενων τεμαχίων Ανομοιόμορφη κατανομή θερμοκρασιών, πουμεαβάλλεταιμετοχρόνο Θερμικές παραμορφώσεις στο μέταλλο προσθήκης
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2014 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 014 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 014 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
Κρούσεις. 1 ο ΘΕΜΑ. Φυσική Γ Θετ. και Τεχν/κης Κατ/σης. Θέματα εξετάσεων
 ο ΘΕΜΑ Κρούσεις Α. Ερωτήσεις πολλαπλής επιλογής Στην παρακάτω ερώτηση να γράψετε στο τετράδιό σας τον αριθµό της ερώτησης και δίπλα το γράµµα που αντιστοιχεί στη σωστή απάντηση.. Σε κάθε κρούση ισχύει
ο ΘΕΜΑ Κρούσεις Α. Ερωτήσεις πολλαπλής επιλογής Στην παρακάτω ερώτηση να γράψετε στο τετράδιό σας τον αριθµό της ερώτησης και δίπλα το γράµµα που αντιστοιχεί στη σωστή απάντηση.. Σε κάθε κρούση ισχύει
Κρούσεις. 5. Σε μια ελαστική κρούση δεν διατηρείται α. η ολική κινητική ενέργεια του συστήματος. β. η ορμή του συστήματος.
 ο ΘΕΜΑ Κρούσεις Α Ερωτήσεις πολλαπλής επιλογής Στην παρακάτω ερώτηση να γράψετε στο τετράδιό σας τον αριθµό της ερώτησης και δίπλα το γράµµα που αντιστοιχεί στη σωστή απάντηση Σε κάθε κρούση ισχύει α η
ο ΘΕΜΑ Κρούσεις Α Ερωτήσεις πολλαπλής επιλογής Στην παρακάτω ερώτηση να γράψετε στο τετράδιό σας τον αριθµό της ερώτησης και δίπλα το γράµµα που αντιστοιχεί στη σωστή απάντηση Σε κάθε κρούση ισχύει α η
Μηχανουργικές Κατεργασίες. Τόρνευση. Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός
 Μηχανουργικές Κατεργασίες Τόρνευση Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός ΓΕΝΙΚΑ Με τη τόρνευση κατεργάζονται κομμάτια συμμετρικά εκ περιστροφής με κατά κανόνα κυκλική
Μηχανουργικές Κατεργασίες Τόρνευση Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός ΓΕΝΙΚΑ Με τη τόρνευση κατεργάζονται κομμάτια συμμετρικά εκ περιστροφής με κατά κανόνα κυκλική
ΟΕΦΕ 2009 Γ' ΛΥΚΕΙΟΥ ΘΕΤΙΚΗ & ΤΕΧΝΟΛΟΓΙΚΗ ΚΑΤΕΥΘΥΝΣΗ ΦΥΣΙΚΗ
 ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ 1 ΟΕΦΕ 2009 Γ' ΛΥΚΕΙΟΥ ΘΕΤΙΚΗ & ΤΕΧΝΟΛΟΓΙΚΗ ΚΑΤΕΥΘΥΝΣΗ ΦΥΣΙΚΗ ΘΕΜΑ 1 Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις 1-4 και δίπλα το γράμμα που
ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ 1 ΟΕΦΕ 2009 Γ' ΛΥΚΕΙΟΥ ΘΕΤΙΚΗ & ΤΕΧΝΟΛΟΓΙΚΗ ΚΑΤΕΥΘΥΝΣΗ ΦΥΣΙΚΗ ΘΕΜΑ 1 Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις 1-4 και δίπλα το γράμμα που
ΚΡΟΥΣΕΙΣ. γ) Δ 64 J δ) 64%]
![ΚΡΟΥΣΕΙΣ. γ) Δ 64 J δ) 64%]](/thumbs/65/53613594.jpg "ΚΡΟΥΣΕΙΣ. γ) Δ 64 J δ) 64%]") 1. Μικρή σφαίρα Σ1, μάζας 2 kg που κινείται πάνω σε λείο επίπεδο με ταχύτητα 10 m/s συγκρούεται κεντρικά και ελαστικά με ακίνητη σφαίρα Σ2 μάζας 8 kg. Να υπολογίσετε: α) τις ταχύτητες των σωμάτων μετά
1. Μικρή σφαίρα Σ1, μάζας 2 kg που κινείται πάνω σε λείο επίπεδο με ταχύτητα 10 m/s συγκρούεται κεντρικά και ελαστικά με ακίνητη σφαίρα Σ2 μάζας 8 kg. Να υπολογίσετε: α) τις ταχύτητες των σωμάτων μετά
ΚΕΦΑΛΑΙΟ 3.1 ΘΕΡΜΕΣ ΚΑΤΕΡΓΑΣΙΕΣ
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 25 ΚΕΦΑΛΑΙΟ 3.1 ΘΕΡΜΕΣ ΚΑΤΕΡΓΑΣΙΕΣ Οι κατεργασίες των μετάλλων σε θερμή κατάσταση είναι οι αρχαιότερες κατεργασίες πού χρησιμοποίησε ο άνθρωπος για να κατασκευάσει τα πρώτα εργαλεία
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 25 ΚΕΦΑΛΑΙΟ 3.1 ΘΕΡΜΕΣ ΚΑΤΕΡΓΑΣΙΕΣ Οι κατεργασίες των μετάλλων σε θερμή κατάσταση είναι οι αρχαιότερες κατεργασίες πού χρησιμοποίησε ο άνθρωπος για να κατασκευάσει τα πρώτα εργαλεία
Στη μέθοδο αυτή το καλούπι είναι κατασκευασμένο, ανάλογα με το υλικό
 ΧΥΤΕΥΣΗ 199 10.6 ΧΥΤΕΥΣΗ ΜΕ ΚΑΛΟΥΠΙΑ ΠΟΛΛΑΠΛΩΝ ΧΡΗΣΕΩΝ 10.6.1 Χύτευση σε μόνιμο καλούπι Στη μέθοδο αυτή το καλούπι είναι κατασκευασμένο, ανάλογα με το υλικό που θα χυτευθεί, από χυτοσίδηρο, χάλυβα, μπρούντζο
ΧΥΤΕΥΣΗ 199 10.6 ΧΥΤΕΥΣΗ ΜΕ ΚΑΛΟΥΠΙΑ ΠΟΛΛΑΠΛΩΝ ΧΡΗΣΕΩΝ 10.6.1 Χύτευση σε μόνιμο καλούπι Στη μέθοδο αυτή το καλούπι είναι κατασκευασμένο, ανάλογα με το υλικό που θα χυτευθεί, από χυτοσίδηρο, χάλυβα, μπρούντζο
Μηχανουργικές Κατεργασίες. Τόρνευση- Φασεολόγιο. Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός
 Μηχανουργικές Κατεργασίες Τόρνευση- Φασεολόγιο Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός Κατεργασία κοπής με τόρνο Κατεργασία κοπής με τόρνο Αρχικοί έλεγχοι λειτουργίας
Μηχανουργικές Κατεργασίες Τόρνευση- Φασεολόγιο Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός Κατεργασία κοπής με τόρνο Κατεργασία κοπής με τόρνο Αρχικοί έλεγχοι λειτουργίας
[50m/s, 2m/s, 1%, -10kgm/s, 1000N]
![[50m/s, 2m/s, 1%, -10kgm/s, 1000N]](/thumbs/64/51024975.jpg "[50m/s, 2m/s, 1%, -10kgm/s, 1000N]") ΚΕΦΑΛΑΙΟ 5 ο - ΜΕΡΟΣ Α : ΚΡΟΥΣΕΙΣ ΕΝΟΤΗΤΑ 1: ΚΡΟΥΣΕΙΣ 1. Σώμα ηρεμεί σε οριζόντιο επίπεδο. Βλήμα κινούμενο οριζόντια με ταχύτητα μέτρου και το με ταχύτητα, διαπερνά το σώμα χάνοντας % της κινητικής του
ΚΕΦΑΛΑΙΟ 5 ο - ΜΕΡΟΣ Α : ΚΡΟΥΣΕΙΣ ΕΝΟΤΗΤΑ 1: ΚΡΟΥΣΕΙΣ 1. Σώμα ηρεμεί σε οριζόντιο επίπεδο. Βλήμα κινούμενο οριζόντια με ταχύτητα μέτρου και το με ταχύτητα, διαπερνά το σώμα χάνοντας % της κινητικής του
Κρούσεις. 1 ο ΘΕΜΑ.
 ο ΘΕΜΑ Κρούσεις Α. Ερωτήσεις πολλαπλής επιλογής Στην παρακάτω ερώτηση να γράψετε στο τετράδιό σας τον αριθµό της ερώτησης και δίπλα το γράµµα που αντιστοιχεί στη σωστή απάντηση.. Σε κάθε κρούση ισχύει
ο ΘΕΜΑ Κρούσεις Α. Ερωτήσεις πολλαπλής επιλογής Στην παρακάτω ερώτηση να γράψετε στο τετράδιό σας τον αριθµό της ερώτησης και δίπλα το γράµµα που αντιστοιχεί στη σωστή απάντηση.. Σε κάθε κρούση ισχύει
ΦΥΣΙΚΗ Ο.Π Γ ΛΥΚΕΙΟΥ 22 / 04 / 2018
 Γ ΛΥΚΕΙΟΥ 22 / 04 / 2018 ΦΥΣΙΚΗ Ο.Π ΘΕΜΑ Α Α1. Μία ηχητική πηγή που εκπέμπει ήχο συχνότητας κινείται με σταθερή ταχύτητα πλησιάζοντας ακίνητο παρατηρητή, ενώ απομακρύνεται από άλλο ακίνητο παρατηρητή.
Γ ΛΥΚΕΙΟΥ 22 / 04 / 2018 ΦΥΣΙΚΗ Ο.Π ΘΕΜΑ Α Α1. Μία ηχητική πηγή που εκπέμπει ήχο συχνότητας κινείται με σταθερή ταχύτητα πλησιάζοντας ακίνητο παρατηρητή, ενώ απομακρύνεται από άλλο ακίνητο παρατηρητή.
ΕΡΩΤΗΣΕΙΣ ΕΜΒΑΘΥΝΣΗΣ
 ΕΡΩΤΗΣΕΙΣ ΕΜΒΑΘΥΝΣΗΣ Α. ΔΙΑΜΟΡΦΩΣΕΙΣ ΠΛΑΣΤΙΚΗ ΠΑΡΑΜΟΡΦΩΣΗ ΣΤΗΝ ΕΥΣΤΑΘΗ ΠΕΡΙΟΧΗ Α.1. Ποια οικογένεια υλικών αφορά η μορφοποίησή τους με διαμόρφωση; Χρησιμοποιώντας ένα τυπικό διάγραμμα εφελκυσμού, αναφέρετε
ΕΡΩΤΗΣΕΙΣ ΕΜΒΑΘΥΝΣΗΣ Α. ΔΙΑΜΟΡΦΩΣΕΙΣ ΠΛΑΣΤΙΚΗ ΠΑΡΑΜΟΡΦΩΣΗ ΣΤΗΝ ΕΥΣΤΑΘΗ ΠΕΡΙΟΧΗ Α.1. Ποια οικογένεια υλικών αφορά η μορφοποίησή τους με διαμόρφωση; Χρησιμοποιώντας ένα τυπικό διάγραμμα εφελκυσμού, αναφέρετε
Εκφώνηση 1. α). β). γ). Επιλέξτε τη σωστή πρόταση και αιτιολογείστε.
. β). γ). Επιλέξτε τη σωστή πρόταση και αιτιολογείστε.") Εκφώνηση 1 Στο σχήμα το σώμα μάζας ισορροπεί χαμηλότερα κατά h από τη θέση φυσικού μήκους του ελατηρίου. Από τη θέση φυσικού μήκους του ελατηρίου αφήνουμε σώμα ίσης μάζας ( ) να κάνει ελεύθερη πτώση στην
Εκφώνηση 1 Στο σχήμα το σώμα μάζας ισορροπεί χαμηλότερα κατά h από τη θέση φυσικού μήκους του ελατηρίου. Από τη θέση φυσικού μήκους του ελατηρίου αφήνουμε σώμα ίσης μάζας ( ) να κάνει ελεύθερη πτώση στην
 ΠΑΝΕΛΛΗΝΙΕΣ ΕΞΕΤΑΣΕΙΣ Γ ΤΑΞΗΣ ΗΜΕΡΗΣΙΟΥ ΓΕΝΙΚΟΥ ΛΥΚΕΙΟΥ ΤΕΤΑΡΤΗ 1 ΙΟΥΝΙΟΥ 019 ΕΞΕΤΑΖΟΜΕΝΟ ΜΑΘΗΜΑ: ΦΥΣΙΚΗ ΘΕΤΙΚΩΝ ΣΠΟΥ ΩΝ ΘΕΜΑ Α Στις ερωτήσεις Α1-Α4 να γράψετε στο τετράδιό σας τον αριθμό της ερώτησης
ΠΑΝΕΛΛΗΝΙΕΣ ΕΞΕΤΑΣΕΙΣ Γ ΤΑΞΗΣ ΗΜΕΡΗΣΙΟΥ ΓΕΝΙΚΟΥ ΛΥΚΕΙΟΥ ΤΕΤΑΡΤΗ 1 ΙΟΥΝΙΟΥ 019 ΕΞΕΤΑΖΟΜΕΝΟ ΜΑΘΗΜΑ: ΦΥΣΙΚΗ ΘΕΤΙΚΩΝ ΣΠΟΥ ΩΝ ΘΕΜΑ Α Στις ερωτήσεις Α1-Α4 να γράψετε στο τετράδιό σας τον αριθμό της ερώτησης
Physics by Chris Simopoulos
 ΕΠΩΗ 1. Ευθύγραμμος αγωγός μήκους L = 1 m κινείται με σταθερή ταχύτητα υ = 2 m/s μέσα σε ομογενές μαγνητικό πεδίο έντασης Β = 0,8 Τ. Η κίνηση γίνεται έτσι ώστε η ταχύτητα του αγωγού να σχηματίζει γωνία
ΕΠΩΗ 1. Ευθύγραμμος αγωγός μήκους L = 1 m κινείται με σταθερή ταχύτητα υ = 2 m/s μέσα σε ομογενές μαγνητικό πεδίο έντασης Β = 0,8 Τ. Η κίνηση γίνεται έτσι ώστε η ταχύτητα του αγωγού να σχηματίζει γωνία
1. Η απομάκρυνση σώματος που πραγματοποιεί οριζόντια απλή αρμονική ταλάντωση δίδεται από την σχέση x = 0,2 ημ π t, (SI).
.") 1. Η απομάκρυνση σώματος που πραγματοποιεί οριζόντια απλή αρμονική ταλάντωση δίδεται από την σχέση x = 0,2 ημ π t, (SI). Να βρείτε: α. το πλάτος της απομάκρυνσης, της ταχύτητας και της επιτάχυνσης. β.
1. Η απομάκρυνση σώματος που πραγματοποιεί οριζόντια απλή αρμονική ταλάντωση δίδεται από την σχέση x = 0,2 ημ π t, (SI). Να βρείτε: α. το πλάτος της απομάκρυνσης, της ταχύτητας και της επιτάχυνσης. β.
ΦΥΣΙΚΗ Ο.Π. ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ
 Κανάρη 6, Δάφνη Τηλ. 10 97194 & 10 976976 ΦΥΣΙΚΗ Ο.Π. ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ ΘΕΜΑ Α Ι. Στις ερωτήσεις A1-A4 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση.
Κανάρη 6, Δάφνη Τηλ. 10 97194 & 10 976976 ΦΥΣΙΚΗ Ο.Π. ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ ΘΕΜΑ Α Ι. Στις ερωτήσεις A1-A4 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση.
ΣΥΝΔΕΣΕΙΣ ΕΞΑΡΤΗΜΑΤΩΝ
 8 Κ Ε Φ Α Λ Α Ι Ο ΣΥΝΔΕΣΕΙΣ ΕΞΑΡΤΗΜΑΤΩΝ 8. Συνδέσεις Γενικά ονομάζουμε συνδέσεις τις άμεσες ενώσεις δύο εξαρτημάτων ή μηχανικών οργάνων. Οι ενώσεις αυτές μπορεί να είναι: Κινητές, όπου τα συνδεδεμένα κομμάτια
8 Κ Ε Φ Α Λ Α Ι Ο ΣΥΝΔΕΣΕΙΣ ΕΞΑΡΤΗΜΑΤΩΝ 8. Συνδέσεις Γενικά ονομάζουμε συνδέσεις τις άμεσες ενώσεις δύο εξαρτημάτων ή μηχανικών οργάνων. Οι ενώσεις αυτές μπορεί να είναι: Κινητές, όπου τα συνδεδεμένα κομμάτια
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ
 ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Ενότητα 2: Βασικές Κατασκευαστικές Τεχνολογίες Ι. Γιαννατσής Τμ. Βιομηχανικής Διοίκησης & Τεχνολογίας Πανεπιστήμιο Πειραιώς Διαδικασίες Κατασκευής Επεξεργασία
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Ενότητα 2: Βασικές Κατασκευαστικές Τεχνολογίες Ι. Γιαννατσής Τμ. Βιομηχανικής Διοίκησης & Τεχνολογίας Πανεπιστήμιο Πειραιώς Διαδικασίες Κατασκευής Επεξεργασία
ΜΟΡΦΟΠΟΙΗΣΗ ΜΕΤΑΛΛΩΝ ΜΕ ΔΙΑΜΟΡΦΩΣΗ. Πλαστική παραμόρφωση με διατήρηση όγκου
 ΜΟΡΦΟΠΟΙΗΣΗ ΜΕΤΑΛΛΩΝ ΜΕ ΔΙΑΜΟΡΦΩΣΗ Πλαστική παραμόρφωση με διατήρηση όγκου Περιοχή ευσταθούς πλαστικής παραμόρφωσης Η πλαστική παραμορφωση πέρα από το σημείο διαρροής απαιτεί την αύξηση της επιβαλλόμενης
ΜΟΡΦΟΠΟΙΗΣΗ ΜΕΤΑΛΛΩΝ ΜΕ ΔΙΑΜΟΡΦΩΣΗ Πλαστική παραμόρφωση με διατήρηση όγκου Περιοχή ευσταθούς πλαστικής παραμόρφωσης Η πλαστική παραμορφωση πέρα από το σημείο διαρροής απαιτεί την αύξηση της επιβαλλόμενης
Γεωργικά Μηχανήματα (Εργαστήριο)
") Ελληνική Δημοκρατία Τεχνολογικό Εκπαιδευτικό Ίδρυμα Ηπείρου Γεωργικά Μηχανήματα (Εργαστήριο) Ενότητα 8 : Γεωργικός Ελκυστήρας Σύστημα Διεύθυνσης - Σύστημα Πέδησης Δρ. Δημήτριος Κατέρης Εργαστήριο 8 ο ΣΥΣΤΗΜΑ
Ελληνική Δημοκρατία Τεχνολογικό Εκπαιδευτικό Ίδρυμα Ηπείρου Γεωργικά Μηχανήματα (Εργαστήριο) Ενότητα 8 : Γεωργικός Ελκυστήρας Σύστημα Διεύθυνσης - Σύστημα Πέδησης Δρ. Δημήτριος Κατέρης Εργαστήριο 8 ο ΣΥΣΤΗΜΑ
Γ' ΛΥΚΕΙΟΥ ΘΕΤΙΚΗ & ΤΕΧΝΟΛΟΓΙΚΗ ΚΑΤΕΥΘΥΝΣΗ ΦΥΣΙΚΗ ΕΚΦΩΝΗΣΕΙΣ
 Επαναληπτικά Θέµατα ΟΕΦΕ 009 Γ' ΛΥΚΕΙΟΥ ΘΕΤΙΚΗ & ΤΕΧΝΟΛΟΓΙΚΗ ΚΑΤΕΥΘΥΝΣΗ ΦΥΣΙΚΗ ΘΕΜΑ ο ΕΚΦΩΝΗΣΕΙΣ Να γράψετε στο τετράδιό σας τον αριθµό καθεµιάς από τις παρακάτω ερωτήσεις -4 και δίπλα το γράµµα που αντιστοιχεί
Επαναληπτικά Θέµατα ΟΕΦΕ 009 Γ' ΛΥΚΕΙΟΥ ΘΕΤΙΚΗ & ΤΕΧΝΟΛΟΓΙΚΗ ΚΑΤΕΥΘΥΝΣΗ ΦΥΣΙΚΗ ΘΕΜΑ ο ΕΚΦΩΝΗΣΕΙΣ Να γράψετε στο τετράδιό σας τον αριθµό καθεµιάς από τις παρακάτω ερωτήσεις -4 και δίπλα το γράµµα που αντιστοιχεί
ΜΑΘΗΜΑ / ΤΑΞΗ : ΦΥΣΙΚΗ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Γ ΛΥΚΕΙΟΥ - ΑΠΑΝΤΗΣΕΙΣ ΗΜΕΡΟΜΗΝΙΑ: 25/09/16 ΕΠΙΜΕΛΕΙΑ ΔΙΑΓΩΝΙΣΜΑΤΟΣ: ΑΡΧΩΝ ΜΑΡΚΟΣ
 ΜΑΘΗΜΑ / ΤΑΞΗ : ΦΥΣΙΚΗ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Γ ΛΥΚΕΙΟΥ - ΑΠΑΝΤΗΣΕΙΣ ΗΜΕΡΟΜΗΝΙΑ: 25/09/6 ΕΠΙΜΕΛΕΙΑ ΔΙΑΓΩΝΙΣΜΑΤΟΣ: ΑΡΧΩΝ ΜΑΡΚΟΣ ΘΕΜΑ Α Οδηγία: Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις
ΜΑΘΗΜΑ / ΤΑΞΗ : ΦΥΣΙΚΗ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Γ ΛΥΚΕΙΟΥ - ΑΠΑΝΤΗΣΕΙΣ ΗΜΕΡΟΜΗΝΙΑ: 25/09/6 ΕΠΙΜΕΛΕΙΑ ΔΙΑΓΩΝΙΣΜΑΤΟΣ: ΑΡΧΩΝ ΜΑΡΚΟΣ ΘΕΜΑ Α Οδηγία: Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις
6 ΑΝΑΛΥΣΗ ΤΗΣ ΚΟΙΛΑΝΣΗΣ ΚΥΛΙΝΔΡΙΚΩΝ ΚΥΑΘΙΩΝ
 6 ΑΝΑΛΥΣΗ ΤΗΣ ΚΟΙΛΑΝΣΗΣ ΚΥΛΙΝΔΡΙΚΩΝ ΚΥΑΘΙΩΝ 6.1 Γενικά Η κατεργασία της κοίλανσης μεταλλικής λαμαρίνας είναι σύνθετη και δύσκολη στον έλεγχο. Αν και υπάρχει εμπειρία πολλών ετών, δεν μπορούμε να πούμε
6 ΑΝΑΛΥΣΗ ΤΗΣ ΚΟΙΛΑΝΣΗΣ ΚΥΛΙΝΔΡΙΚΩΝ ΚΥΑΘΙΩΝ 6.1 Γενικά Η κατεργασία της κοίλανσης μεταλλικής λαμαρίνας είναι σύνθετη και δύσκολη στον έλεγχο. Αν και υπάρχει εμπειρία πολλών ετών, δεν μπορούμε να πούμε
Γ ΤΑΞΗ ΕΠΑΛ (ΟΜΑΔΑ Α ) & ΜΑΘΗΜΑΤΩΝ ΕΙΔΙΚΟΤΗΤΑΣ ΕΠΑΛ
 & ΜΑΘΗΜΑΤΩΝ ΕΙΔΙΚΟΤΗΤΑΣ ΕΠΑΛ") ΑΡΧΗ ΗΣ ΣΕΛΙΔΑΣ Γ ΤΑΞΗ ΕΠΑΛ (ΟΜΑΔΑ Α ) & ΜΑΘΗΜΑΤΩΝ ΕΙΔΙΚΟΤΗΤΑΣ ΕΠΑΛ ΤΕΤΑΡΤΗ 9/04/07 - ΕΞΕΤΑΖΟΜΕΝΟ ΜΑΘΗΜΑ: ΣΤΟΙΧΕΙΑ ΜΗΧΑΝΩΝ ΣΥΝΟΛΟ ΣΕΛΙΔΩΝ: ΠΕΝΤΕ (5) ΑΠΑΝΤΗΣΕΙΣ ΘΕΜΑ ο ) Να χαρακτηρίσετε τις προτάσεις που
ΑΡΧΗ ΗΣ ΣΕΛΙΔΑΣ Γ ΤΑΞΗ ΕΠΑΛ (ΟΜΑΔΑ Α ) & ΜΑΘΗΜΑΤΩΝ ΕΙΔΙΚΟΤΗΤΑΣ ΕΠΑΛ ΤΕΤΑΡΤΗ 9/04/07 - ΕΞΕΤΑΖΟΜΕΝΟ ΜΑΘΗΜΑ: ΣΤΟΙΧΕΙΑ ΜΗΧΑΝΩΝ ΣΥΝΟΛΟ ΣΕΛΙΔΩΝ: ΠΕΝΤΕ (5) ΑΠΑΝΤΗΣΕΙΣ ΘΕΜΑ ο ) Να χαρακτηρίσετε τις προτάσεις που
Κρούσεις. Ομάδα Δ. Κρούσεις Μια κρούση και οι τριβές Κρούση σφαίρας με άλλη ακίνητη.
 . Ομάδα Δ. 4.1.41. Μια κρούση και οι τριβές. Σε οριζόντιο επίπεδο ηρεμούν δυο σώματα Α και Β με μάζες m=1kg και Μ=3kg αντίστοιχα, τα οποία απέχουν απόσταση d=4,75m. Το Β είναι δεμένο στο άκρο ιδανικού
. Ομάδα Δ. 4.1.41. Μια κρούση και οι τριβές. Σε οριζόντιο επίπεδο ηρεμούν δυο σώματα Α και Β με μάζες m=1kg και Μ=3kg αντίστοιχα, τα οποία απέχουν απόσταση d=4,75m. Το Β είναι δεμένο στο άκρο ιδανικού
1. Ένα σώμα A μάζας, κινούμενο με ταχύτητα πάνω σε λείο οριζόντιο επίπεδο κατά τη θετική κατεύθυνση του άξονα x Ox, συγκρούεται με ακίνητο σώμα Β.
 ΚΡΟΥΣΕΙΣ ΕΠΑΝΑΛΗΨΗ 1. Ένα σώμα A μάζας, κινούμενο με ταχύτητα πάνω σε λείο οριζόντιο επίπεδο κατά τη θετική κατεύθυνση του άξονα x Ox, συγκρούεται με ακίνητο σώμα Β. Α) Αν η κρούση είναι μετωπική και ελαστική
ΚΡΟΥΣΕΙΣ ΕΠΑΝΑΛΗΨΗ 1. Ένα σώμα A μάζας, κινούμενο με ταχύτητα πάνω σε λείο οριζόντιο επίπεδο κατά τη θετική κατεύθυνση του άξονα x Ox, συγκρούεται με ακίνητο σώμα Β. Α) Αν η κρούση είναι μετωπική και ελαστική
γ) το μέτρο της γωνιακής ταχύτητας του δίσκου τη στιγμή κατά την οποία έχει ξετυλιχθεί όλο το σχοινί.
 το μέτρο της γωνιακής ταχύτητας του δίσκου τη στιγμή κατά την οποία έχει ξετυλιχθεί όλο το σχοινί.") 1. Ο ομογενής και ισοπαχής δίσκος του σχήματος έχει ακτίνα και μάζα, είναι οριζόντιος και μπορεί να περιστρέφεται, χωρίς τριβές, γύρω από κατακόρυφο ακλόνητο άξονα που διέρχεται από το κέντρο του. Ο δίσκος
1. Ο ομογενής και ισοπαχής δίσκος του σχήματος έχει ακτίνα και μάζα, είναι οριζόντιος και μπορεί να περιστρέφεται, χωρίς τριβές, γύρω από κατακόρυφο ακλόνητο άξονα που διέρχεται από το κέντρο του. Ο δίσκος
Θέμα 1ο Να σημειώσετε τη σωστή απάντηση σε καθεμία από τις παρακάτω ερωτήσεις πολλαπλής επιλογής.
 ΕΠΑΝΑΛΗΠΤΙΚΑ ΚΡΙΤΗΡΙΑ ΑΞΙΟΛΟΓΗΣΗΣ o ΕΠΑΝΑΛΗΠΤΙΚΟ ΚΡΙΤΗΡΙΟ ΑΞΙΟΛΟΓΗΣΗΣ Θέμα ο Να σημειώσετε τη σωστή απάντηση σε καθεμία από τις παρακάτω ερωτήσεις πολλαπλής επιλογής. ) Σώμα εκτελεί ταυτόχρονα δύο απλές
ΕΠΑΝΑΛΗΠΤΙΚΑ ΚΡΙΤΗΡΙΑ ΑΞΙΟΛΟΓΗΣΗΣ o ΕΠΑΝΑΛΗΠΤΙΚΟ ΚΡΙΤΗΡΙΟ ΑΞΙΟΛΟΓΗΣΗΣ Θέμα ο Να σημειώσετε τη σωστή απάντηση σε καθεμία από τις παρακάτω ερωτήσεις πολλαπλής επιλογής. ) Σώμα εκτελεί ταυτόχρονα δύο απλές
ΦΥΣΙΚΗ Ο.Π. ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ
 Κανάρη 36, Δάφνη Τηλ 0 973934 & 0 9769376 ΘΕΜΑ Α ΦΥΣΙΚΗ ΟΠ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Ι Οδηγία: Στις ερωτήσεις -4 να γράψετε στο τετράδιό σας τον αριθμό της ερώτησης και δίπλα το γράμμα που αντιστοιχεί στη σωστή
Κανάρη 36, Δάφνη Τηλ 0 973934 & 0 9769376 ΘΕΜΑ Α ΦΥΣΙΚΗ ΟΠ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Ι Οδηγία: Στις ερωτήσεις -4 να γράψετε στο τετράδιό σας τον αριθμό της ερώτησης και δίπλα το γράμμα που αντιστοιχεί στη σωστή
4.1.α. Κρούσεις. Κρούσεις. 4.1.21. Ενέργεια Ταλάντωσης και Ελαστική κρούση. 4.1.22. Κρούση και τριβές. 4.1.23. Κεντρική ανελαστική κρούση
 4.1.α.. 4.1.21. Ενέργεια Ταλάντωσης και Ελαστική κρούση. Μια πλάκα µάζας Μ=4kg ηρεµεί στο πάνω άκρο ενός κατακόρυφου ελατηρίου, σταθεράς k=250ν/m, το άλλο άκρο του οποίου στηρίζεται στο έδαφος. Εκτρέπουµε
4.1.α.. 4.1.21. Ενέργεια Ταλάντωσης και Ελαστική κρούση. Μια πλάκα µάζας Μ=4kg ηρεµεί στο πάνω άκρο ενός κατακόρυφου ελατηρίου, σταθεράς k=250ν/m, το άλλο άκρο του οποίου στηρίζεται στο έδαφος. Εκτρέπουµε
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2013 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2013 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2013 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
 Απαντήσεις στο διαγώνισμα του 3 ου κεφαλαίου 3.2.4-3.2.5 3.3-3.4 3.5-3.5.1 1. Ποιος είναι ο προορισμός του στροφαλοφόρου άξονα και πως κατασκευάζεται; 59 Ο προορισμός του στροφαλοφόρου άξονα είναι να μετατρέπει
Απαντήσεις στο διαγώνισμα του 3 ου κεφαλαίου 3.2.4-3.2.5 3.3-3.4 3.5-3.5.1 1. Ποιος είναι ο προορισμός του στροφαλοφόρου άξονα και πως κατασκευάζεται; 59 Ο προορισμός του στροφαλοφόρου άξονα είναι να μετατρέπει
κριτήρια αξιολόγησης ΚΕΦΑΛΑΙΟ 5 1o Κριτήριο αξιολόγησης
 1o Κριτήριο αξιολόγησης Θέμα 1ο α Δύο σφαίρες Α και Β συγκρούονται κεντρικά ελαστικά Ποια ή ποιες από τις παρακάτω προτάσεις είναι σωστές και γιατί; Α Η σφαίρα Α θα γυρίσει προς τα πίσω αν είναι m A
1o Κριτήριο αξιολόγησης Θέμα 1ο α Δύο σφαίρες Α και Β συγκρούονται κεντρικά ελαστικά Ποια ή ποιες από τις παρακάτω προτάσεις είναι σωστές και γιατί; Α Η σφαίρα Α θα γυρίσει προς τα πίσω αν είναι m A
ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ 4 ΚΕΦΑΛΑΙΟ
 ΠΡΟΒΛΗΜΑ 1 ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ 4 ΚΕΦΑΛΑΙΟ Η λεπτή, ομογενής ράβδος ΟΑ του σχήματος έχει μήκος, μάζα και μπορεί να περιστρέφεται σε κατακόρυφο επίπεδο γύρω από οριζόντιο ακλόνητο άξονα (άρθρωση) που διέρχεται
ΠΡΟΒΛΗΜΑ 1 ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ 4 ΚΕΦΑΛΑΙΟ Η λεπτή, ομογενής ράβδος ΟΑ του σχήματος έχει μήκος, μάζα και μπορεί να περιστρέφεται σε κατακόρυφο επίπεδο γύρω από οριζόντιο ακλόνητο άξονα (άρθρωση) που διέρχεται
Μέτρηση μηκών και ακτίνων καμπυλότητας σφαιρικών επιφανειών
 Μ7 Μέτρηση μηκών και ακτίνων καμπυλότητας σφαιρικών επιφανειών 1. Σκοπός Τα διαστημόμετρα, τα μικρόμετρα και τα σφαιρόμετρα είναι όργανα που χρησιμοποιούνται για την μέτρηση της διάστασης του μήκους, του
Μ7 Μέτρηση μηκών και ακτίνων καμπυλότητας σφαιρικών επιφανειών 1. Σκοπός Τα διαστημόμετρα, τα μικρόμετρα και τα σφαιρόμετρα είναι όργανα που χρησιμοποιούνται για την μέτρηση της διάστασης του μήκους, του
3 ο κεφάλαιο. κύκλος λειτουργίας. των Μ Ε Κ. Εξεταστέα ύλη πανελλαδικών στις ερωτήσεις από 1 η έως και 24 η
 Εξεταστέα ύλη πανελλαδικών στις ερωτήσεις από 1 η έως και 24 η Μόνο διδακτέα η ύλη των ερωτήσεων 25 και 26 3 ο κεφάλαιο κύκλος λειτουργίας των Μ Ε Κ 1. Τι είναι οι ΜΕΚ; και Πώς παράγεται η μηχανική ενέργεια
Εξεταστέα ύλη πανελλαδικών στις ερωτήσεις από 1 η έως και 24 η Μόνο διδακτέα η ύλη των ερωτήσεων 25 και 26 3 ο κεφάλαιο κύκλος λειτουργίας των Μ Ε Κ 1. Τι είναι οι ΜΕΚ; και Πώς παράγεται η μηχανική ενέργεια
ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ ΔΙΑΓΩΝΙΣΜΑ ΣΤΗ ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ 2013
 ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ ΔΙΑΓΩΝΙΣΜΑ ΣΤΗ ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ 2013 ΘΕΜΑ Α Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1- Α4 και δίπλα το γράμμα που αντιστοιχεί στη σωστή
ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ ΔΙΑΓΩΝΙΣΜΑ ΣΤΗ ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ 2013 ΘΕΜΑ Α Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1- Α4 και δίπλα το γράμμα που αντιστοιχεί στη σωστή
προς ένα ακίνητο σωμάτιο α (πυρήνας Ηe), το οποίο είναι ελεύθερο να κινηθεί,
, το οποίο είναι ελεύθερο να κινηθεί,") ΚΡΟΥΣΕΙΣ ΦΥΣΙΚΗ Γ ΛΥΚΕΙΟΥ ΚΑΤΕΥΘΥΝΣΗΣ 1. Σφαίρα Α μάζας 3m κινείται πάνω σε λείο οριζόντιο επίπεδο κατά τη θετική φορά και συγκρούεται κεντρικά και ελαστικά με άλλη σφαίρα Β μάζας m που κινείται κατά την
ΚΡΟΥΣΕΙΣ ΦΥΣΙΚΗ Γ ΛΥΚΕΙΟΥ ΚΑΤΕΥΘΥΝΣΗΣ 1. Σφαίρα Α μάζας 3m κινείται πάνω σε λείο οριζόντιο επίπεδο κατά τη θετική φορά και συγκρούεται κεντρικά και ελαστικά με άλλη σφαίρα Β μάζας m που κινείται κατά την
ταχύτητα μέτρου. Με την άσκηση κατάλληλης σταθερής ροπής, επιτυγχάνεται
 ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 4: ΣΤΡΟΦΟΡΜΗ 26. Δύο σημειακές σφαίρες που η καθεμιά έχει μάζα συνδέονται μεταξύ τους με οριζόντια αβαρή ράβδο. Το σύστημα περιστρέφεται γύρω από κατακόρυφο
ΚΕΦΑΛΑΙΟ 4 ο : ΜΗΧΑΝΙΚΗ ΣΤΕΡΕΟΥ ΣΩΜΑΤΟΣ ΕΝΟΤΗΤΑ 4: ΣΤΡΟΦΟΡΜΗ 26. Δύο σημειακές σφαίρες που η καθεμιά έχει μάζα συνδέονται μεταξύ τους με οριζόντια αβαρή ράβδο. Το σύστημα περιστρέφεται γύρω από κατακόρυφο
ΔΙΑΓΩΝΙΣΜΑ ΦΥΣΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ-ΟΜΟΓΕΝΩΝ 10/7/2015
 ΕΠΩΝΥΜΟ:... ΟΝΟΜΑ:... ΤΜΗΜΑ:... ΗΜΕΡΟΜΗΝΙΑ:... ΤΣΙΜΙΣΚΗ &ΚΑΡΟΛΟΥ ΝΤΗΛ ΓΩΝΙΑ THΛ: 270727 222594 ΑΡΤΑΚΗΣ 2 - Κ. ΤΟΥΜΠΑ THΛ: 993 949422 www.syghrono.gr ΔΙΑΓΩΝΙΣΜΑ ΦΥΣΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ-ΟΜΟΓΕΝΩΝ 0/7/205
ΕΠΩΝΥΜΟ:... ΟΝΟΜΑ:... ΤΜΗΜΑ:... ΗΜΕΡΟΜΗΝΙΑ:... ΤΣΙΜΙΣΚΗ &ΚΑΡΟΛΟΥ ΝΤΗΛ ΓΩΝΙΑ THΛ: 270727 222594 ΑΡΤΑΚΗΣ 2 - Κ. ΤΟΥΜΠΑ THΛ: 993 949422 www.syghrono.gr ΔΙΑΓΩΝΙΣΜΑ ΦΥΣΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ-ΟΜΟΓΕΝΩΝ 0/7/205
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι
 ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
ΦΥΣΙΚΗ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΥ Γ ΛΥΚΕΙΟΥ (ΘΕΡΙΝΑ)
") ΦΥΣΙΚΗ ΠΡΟΣΝΤΟΛΙΣΜΟΥ Γ ΛΥΚΕΙΟΥ (ΘΕΡΙΝ) 3/3/019 ΤΖΓΚΡΚΗΣ ΓΙΝΝΗΣ ΘΕΜ A Να γράψετε στην κόλλα σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις 1-4 και δίπλα το γράμμα που αντιστοιχεί στη σωστή απάντηση.
ΦΥΣΙΚΗ ΠΡΟΣΝΤΟΛΙΣΜΟΥ Γ ΛΥΚΕΙΟΥ (ΘΕΡΙΝ) 3/3/019 ΤΖΓΚΡΚΗΣ ΓΙΝΝΗΣ ΘΕΜ A Να γράψετε στην κόλλα σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις 1-4 και δίπλα το γράμμα που αντιστοιχεί στη σωστή απάντηση.
ΘΕΜΑ Α Α. Στις ερωτήσεις 1-5 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση
 ΔΙΑΓΩΝΙΣΜΑ ΠΡΟΣΟΜΟΙΩΣΗΣ ΦΥΣΙΚΗ ΘΕΤΙΚΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ ΘΕΜΑ Α Α. Στις ερωτήσεις 1-5 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση 1.
ΔΙΑΓΩΝΙΣΜΑ ΠΡΟΣΟΜΟΙΩΣΗΣ ΦΥΣΙΚΗ ΘΕΤΙΚΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ ΘΕΜΑ Α Α. Στις ερωτήσεις 1-5 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση 1.
ΜΗΧΑΝΙΚΕΣ ΤΑΛΑΝΤΩΣΕΙΣ-ΕΛΑΤΗΡΙΟ-ΚΡΟΥΣΗ. Σε όσες ασκήσεις απαιτείται δίνεται επιτάχυνση βαρύτητας g=10 m/s 2.
 ΜΗΧΑΝΙΚΕΣ ΤΑΛΑΝΤΩΣΕΙΣ-ΕΛΑΤΗΡΙΟ-ΚΡΟΥΣΗ Σε όσες ασκήσεις απαιτείται δίνεται επιτάχυνση βαρύτητας g=10 m/s 2. ΠΟΛΛΑΠΛΗΣ ΕΠΙΛΟΓΗΣ 1. Η δύναμη επαναφοράς που ασκείται σε ένα σώμα μάζας m που εκτελεί απλή αρμονική
ΜΗΧΑΝΙΚΕΣ ΤΑΛΑΝΤΩΣΕΙΣ-ΕΛΑΤΗΡΙΟ-ΚΡΟΥΣΗ Σε όσες ασκήσεις απαιτείται δίνεται επιτάχυνση βαρύτητας g=10 m/s 2. ΠΟΛΛΑΠΛΗΣ ΕΠΙΛΟΓΗΣ 1. Η δύναμη επαναφοράς που ασκείται σε ένα σώμα μάζας m που εκτελεί απλή αρμονική
ΦΥΣΙΚΗ Ο.Π. Αν η κρούση της σφαίρας με τον κατακόρυφο τοίχο είναι ελαστική, τότε ισχύει:. = και =.. < και =. γ. < και <. δ. = και <.
 Γ ΛΥΚΕΙΟΥ 22 / 04 / 2018 ΦΥΣΙΚΗ Ο.Π ΘΕΜΑ Α Α1. Μία ηχητική πηγή που εκπέμπει ήχο συχνότητας κινείται με σταθερή ταχύτητα πλησιάζοντας ακίνητο παρατηρητή, ενώ απομακρύνεται από άλλο ακίνητο παρατηρητή.
Γ ΛΥΚΕΙΟΥ 22 / 04 / 2018 ΦΥΣΙΚΗ Ο.Π ΘΕΜΑ Α Α1. Μία ηχητική πηγή που εκπέμπει ήχο συχνότητας κινείται με σταθερή ταχύτητα πλησιάζοντας ακίνητο παρατηρητή, ενώ απομακρύνεται από άλλο ακίνητο παρατηρητή.
Προτεινόμενα ΘΕΜΑΤΑ ΦΥΣΙΚΗΣ
 ΘΕΜΑΤΑ Β. Β1. Από ύψος h (σημείο Α) αφήνουμε να κυλίσει δακτύλιος μάζας m 1 =m χωρίς ολίσθηση σε οδηγό που καταλήγει σε τεταρτοκύκλιο. Στο σημείο Β και όταν η u cm είναι κατακόρυφη ο δακτύλιος εγκαταλείπει
ΘΕΜΑΤΑ Β. Β1. Από ύψος h (σημείο Α) αφήνουμε να κυλίσει δακτύλιος μάζας m 1 =m χωρίς ολίσθηση σε οδηγό που καταλήγει σε τεταρτοκύκλιο. Στο σημείο Β και όταν η u cm είναι κατακόρυφη ο δακτύλιος εγκαταλείπει
ΓΑΛΑΝΑΚΗΣ ΓΙΩΡΓΟΣ ΔΗΜΗΤΡΑΚΟΠΟΥΛΟΣ ΜΙΧΑΛΗΣ
 ΘΕΜΑ Α Στις ερωτήσεις -4 να γράψετε στο τετράδιό σας τον αριθμό της ερώτησης και δίπλα το γράμμα που αντιστοιχεί η σωστή απάντηση. Ένας ακίνητος τρoχός δέχεται σταθερή συνιστάμενη ροπή ως προς άξονα διερχόμενο
ΘΕΜΑ Α Στις ερωτήσεις -4 να γράψετε στο τετράδιό σας τον αριθμό της ερώτησης και δίπλα το γράμμα που αντιστοιχεί η σωστή απάντηση. Ένας ακίνητος τρoχός δέχεται σταθερή συνιστάμενη ροπή ως προς άξονα διερχόμενο
ΑΤΜΟΜΗΧΑΝΕΣ. Οι ατμομηχανές διακρίνονται σε : 1)Εμβολοφόρες παλινδρομικές μηχανές. Σημειώσεις Ναυτικών Μηχανών - Ατμομηχανές
Εμβολοφόρες παλινδρομικές μηχανές. Σημειώσεις Ναυτικών Μηχανών - Ατμομηχανές") ΑΤΜΟΜΗΧΑΝΕΣ Σημειώσεις Ναυτικών Μηχανών - Ατμομηχανές Οι ατμομηχανές διακρίνονται σε : 1)Εμβολοφόρες παλινδρομικές μηχανές v1.03 επιμέλεια σημειώσεων Λεοντής Γεώργιος 1 Ατμομηχανή με 3 βαθμίδες-3 έμβολα.
ΑΤΜΟΜΗΧΑΝΕΣ Σημειώσεις Ναυτικών Μηχανών - Ατμομηχανές Οι ατμομηχανές διακρίνονται σε : 1)Εμβολοφόρες παλινδρομικές μηχανές v1.03 επιμέλεια σημειώσεων Λεοντής Γεώργιος 1 Ατμομηχανή με 3 βαθμίδες-3 έμβολα.
ΔΙΑΓΩΝΙΣΜΑ ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ 17/4/2016 ΘΕΜΑ Α
 ΔΙΑΓΩΝΙΣΜΑ ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ 7/4/06 ΘΕΜΑ Α Στις παρακάτω ερωτήσεις - 7 να γράψετε στο τετράδιό σας τον αριθµό της ερώτησης και δίπλα σε κάθε αριθμό το γράµμα που αντιστοιχεί στη σωστή απάντηση:
ΔΙΑΓΩΝΙΣΜΑ ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Γ ΛΥΚΕΙΟΥ 7/4/06 ΘΕΜΑ Α Στις παρακάτω ερωτήσεις - 7 να γράψετε στο τετράδιό σας τον αριθµό της ερώτησης και δίπλα σε κάθε αριθμό το γράµμα που αντιστοιχεί στη σωστή απάντηση:
Στοιχεία Μηχανών. Εαρινό εξάμηνο 2017 Διδάσκουσα: Σωτηρία Δ. Χουλιαρά
 Στοιχεία Μηχανών Εαρινό εξάμηνο 2017 Διδάσκουσα: Σωτηρία Δ. Χουλιαρά Ύλη μαθήματος -ΒΑΣΙΚΕΣ ΑΡΧΕΣ ΜΗΧΑΝΙΚΗΣ ΥΛΙΚΩΝ -ΑΞΟΝΕΣ -ΚΟΧΛΙΕΣ -ΙΜΑΝΤΕΣ -ΟΔΟΝΤΩΤΟΙ ΤΡΟΧΟΙ ΒΑΘΜΟΛΟΓΙΑ ΜΑΘΗΜΑΤΟΣ: 25% πρόοδος 15% θέμα
Στοιχεία Μηχανών Εαρινό εξάμηνο 2017 Διδάσκουσα: Σωτηρία Δ. Χουλιαρά Ύλη μαθήματος -ΒΑΣΙΚΕΣ ΑΡΧΕΣ ΜΗΧΑΝΙΚΗΣ ΥΛΙΚΩΝ -ΑΞΟΝΕΣ -ΚΟΧΛΙΕΣ -ΙΜΑΝΤΕΣ -ΟΔΟΝΤΩΤΟΙ ΤΡΟΧΟΙ ΒΑΘΜΟΛΟΓΙΑ ΜΑΘΗΜΑΤΟΣ: 25% πρόοδος 15% θέμα
ΕΧΕΙ ΤΑΞΙΝΟΜΗΘΕΙ ΑΝΑ ΕΝΟΤΗΤΑ ΚΑΙ ΑΝΑ ΤΥΠΟ ΓΙΑ ΔΙΕΥΚΟΛΥΝΣΗ ΤΗΣ ΜΕΛΕΤΗΣ ΣΑΣ ΚΑΛΗ ΕΠΙΤΥΧΙΑ ΣΤΗ ΠΡΟΣΠΑΘΕΙΑ ΣΑΣ ΚΙ 2014
 ΤΟ ΥΛΙΚΟ ΕΧΕΙ ΑΝΤΛΗΘΕΙ ΑΠΟ ΤΑ ΨΗΦΙΑΚΑ ΕΚΠΑΙΔΕΥΤΙΚΑ ΒΟΗΘΗΜΑΤΑ ΤΟΥ ΥΠΟΥΡΓΕΙΟΥ ΠΑΙΔΕΙΑΣ http://www.study4exams.gr/ ΕΧΕΙ ΤΑΞΙΝΟΜΗΘΕΙ ΑΝΑ ΕΝΟΤΗΤΑ ΚΑΙ ΑΝΑ ΤΥΠΟ ΓΙΑ ΔΙΕΥΚΟΛΥΝΣΗ ΤΗΣ ΜΕΛΕΤΗΣ ΣΑΣ ΚΑΛΗ ΕΠΙΤΥΧΙΑ ΣΤΗ
ΤΟ ΥΛΙΚΟ ΕΧΕΙ ΑΝΤΛΗΘΕΙ ΑΠΟ ΤΑ ΨΗΦΙΑΚΑ ΕΚΠΑΙΔΕΥΤΙΚΑ ΒΟΗΘΗΜΑΤΑ ΤΟΥ ΥΠΟΥΡΓΕΙΟΥ ΠΑΙΔΕΙΑΣ http://www.study4exams.gr/ ΕΧΕΙ ΤΑΞΙΝΟΜΗΘΕΙ ΑΝΑ ΕΝΟΤΗΤΑ ΚΑΙ ΑΝΑ ΤΥΠΟ ΓΙΑ ΔΙΕΥΚΟΛΥΝΣΗ ΤΗΣ ΜΕΛΕΤΗΣ ΣΑΣ ΚΑΛΗ ΕΠΙΤΥΧΙΑ ΣΤΗ
των δύο σφαιρών είναι. γ.
 ΘΕΜΑ B Σφαίρα µάζας κινούµενη µε ταχύτητα µέτρου υ συγκρούεται κεντρικά και ελαστικά µε ακίνητη σφαίρα ίσης µάζας Να βρείτε τις σχέσεις που δίνουν τις ταχύτητες των δύο σφαιρών, µετά την κρούση, µε εφαρµογή
ΘΕΜΑ B Σφαίρα µάζας κινούµενη µε ταχύτητα µέτρου υ συγκρούεται κεντρικά και ελαστικά µε ακίνητη σφαίρα ίσης µάζας Να βρείτε τις σχέσεις που δίνουν τις ταχύτητες των δύο σφαιρών, µετά την κρούση, µε εφαρµογή
ΕΧΕΙ ΤΑΞΙΝΟΜΗΘΕΙ ΑΝΑ ΕΝΟΤΗΤΑ ΚΑΙ ΑΝΑ ΤΥΠΟ ΓΙΑ ΔΙΕΥΚΟΛΥΝΣΗ ΤΗΣ ΜΕΛΕΤΗΣ ΣΑΣ ΚΑΛΗ ΕΠΙΤΥΧΙΑ ΣΤΗ ΠΡΟΣΠΑΘΕΙΑ ΣΑΣ ΚΙ 2014
 ΤΟ ΥΛΙΚΟ ΕΧΕΙ ΑΝΤΛΗΘΕΙ ΑΠΟ ΤΑ ΨΗΦΙΑΚΑ ΕΚΠΑΙΔΕΥΤΙΚΑ ΒΟΗΘΗΜΑΤΑ ΤΟΥ ΥΠΟΥΡΓΕΙΟΥ ΠΑΙΔΕΙΑΣ http://www.study4exams.gr/ ΕΧΕΙ ΤΑΞΙΝΟΜΗΘΕΙ ΑΝΑ ΕΝΟΤΗΤΑ ΚΑΙ ΑΝΑ ΤΥΠΟ ΓΙΑ ΔΙΕΥΚΟΛΥΝΣΗ ΤΗΣ ΜΕΛΕΤΗΣ ΣΑΣ ΚΑΛΗ ΕΠΙΤΥΧΙΑ ΣΤΗ
ΤΟ ΥΛΙΚΟ ΕΧΕΙ ΑΝΤΛΗΘΕΙ ΑΠΟ ΤΑ ΨΗΦΙΑΚΑ ΕΚΠΑΙΔΕΥΤΙΚΑ ΒΟΗΘΗΜΑΤΑ ΤΟΥ ΥΠΟΥΡΓΕΙΟΥ ΠΑΙΔΕΙΑΣ http://www.study4exams.gr/ ΕΧΕΙ ΤΑΞΙΝΟΜΗΘΕΙ ΑΝΑ ΕΝΟΤΗΤΑ ΚΑΙ ΑΝΑ ΤΥΠΟ ΓΙΑ ΔΙΕΥΚΟΛΥΝΣΗ ΤΗΣ ΜΕΛΕΤΗΣ ΣΑΣ ΚΑΛΗ ΕΠΙΤΥΧΙΑ ΣΤΗ
ΟΜΟΣΠΟΝ ΙΑ ΕΚΠΑΙ ΕΥΤΙΚΩΝ ΦΡΟΝΤΙΣΤΩΝ ΕΛΛΑ ΟΣ (Ο.Ε.Φ.Ε.) ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ 2016 Α ΦΑΣΗ
 ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ 2016 Α ΦΑΣΗ") ΤΑΞΗ: Γ ΓΕΝΙΚΟΥ ΛΥΚΕΙΟΥ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΣ: ΘΕΤΙΚΩΝ ΣΠΟΥ ΩΝ ΜΑΘΗΜΑ: ΦΥΣΙΚΗ Ηµεροµηνία: Τρίτη 5 Ιανουαρίου 016 ιάρκεια Εξέτασης: 3 ώρες ΘΕΜΑ Α ΕΚΦΩΝΗΣΕΙΣ Στις ερωτήσεις από 1-4 να γράψετε στο τετράδιο σας
ΤΑΞΗ: Γ ΓΕΝΙΚΟΥ ΛΥΚΕΙΟΥ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΣ: ΘΕΤΙΚΩΝ ΣΠΟΥ ΩΝ ΜΑΘΗΜΑ: ΦΥΣΙΚΗ Ηµεροµηνία: Τρίτη 5 Ιανουαρίου 016 ιάρκεια Εξέτασης: 3 ώρες ΘΕΜΑ Α ΕΚΦΩΝΗΣΕΙΣ Στις ερωτήσεις από 1-4 να γράψετε στο τετράδιο σας
ΨΗΦΙΑΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΒΟΗΘΗΜΑ «ΦΥΣΙΚΗ ΟΜΑΔΑΣ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΥ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ» 6 o ΔΙΑΓΩΝΙΣΜΑ ΑΠΡΙΛΙΟΣ 2016: ΘΕΜΑΤΑ
 ΦΥΣΙΚΗ ΟΜΑΔΑΣ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΥ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ 6 ο ΔΙΑΓΩΝΙΣΜΑ (Εφ' όλης της ύλης) - ΘΕΜΑΤΑ ΘΕΜΑ Α Στις προτάσεις Α1-Α4 να γράψετε στο τετράδιό σας τον αριθμό της πρότασης και δίπλα το γράμμα που αντιστοιχεί
ΦΥΣΙΚΗ ΟΜΑΔΑΣ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΥ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ 6 ο ΔΙΑΓΩΝΙΣΜΑ (Εφ' όλης της ύλης) - ΘΕΜΑΤΑ ΘΕΜΑ Α Στις προτάσεις Α1-Α4 να γράψετε στο τετράδιό σας τον αριθμό της πρότασης και δίπλα το γράμμα που αντιστοιχεί
ΕΝΟΤΗΤΑ 6: ΒΑΣΙΚΕΣ ΕΝΝΟΙΕΣ ΑΝΤΟΧΗΣ ΥΛΙΚΩΝ
 47 ΕΝΟΤΗΤΑ 6: ΒΑΣΙΚΕΣ ΕΝΝΟΙΕΣ ΑΝΤΟΧΗΣ ΥΛΙΚΩΝ ΣΤΟΧΟΙ Με τη συμπλήρωση του μέρους αυτού ο μαθητής θα πρέπει να μπορεί να: 1. Ορίζει τι είναι στοιχείο μηχανής και να αναγνωρίζει και να κατονομάζει τα βασικά
47 ΕΝΟΤΗΤΑ 6: ΒΑΣΙΚΕΣ ΕΝΝΟΙΕΣ ΑΝΤΟΧΗΣ ΥΛΙΚΩΝ ΣΤΟΧΟΙ Με τη συμπλήρωση του μέρους αυτού ο μαθητής θα πρέπει να μπορεί να: 1. Ορίζει τι είναι στοιχείο μηχανής και να αναγνωρίζει και να κατονομάζει τα βασικά
ΦΥΣΙΚΗ Ο.Π. ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ
 Κανάρη 36, Δάφνη Τηλ. 1 9713934 & 1 9769376 ΘΕΜΑ Α ΦΥΣΙΚΗ Ο.Π. ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Α. Στις ερωτήσεις 1-4 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση.
Κανάρη 36, Δάφνη Τηλ. 1 9713934 & 1 9769376 ΘΕΜΑ Α ΦΥΣΙΚΗ Ο.Π. ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Α. Στις ερωτήσεις 1-4 να γράψετε στο τετράδιο σας τον αριθμό της ερώτησης και το γράμμα που αντιστοιχεί στη σωστή απάντηση.
ΤΑΛΑΝΤΩΣΗ ΚΑΙ ΚΡΟΥΣΗ
 ΤΑΛΑΝΤΩΣΗ ΚΑΙ ΚΡΟΥΣΗ 1. Κατακόρυφο ελατήριο σταθεράς k=1000 N /m έχει το κάτω άκρο του στερεωμένο σε ακίνητο σημείο. Στο πάνω άκρο του ελατηρίου έχει προσδεθεί σώμα Σ 1 μάζας m 1 =8 kg, ενώ ένα δεύτερο
ΤΑΛΑΝΤΩΣΗ ΚΑΙ ΚΡΟΥΣΗ 1. Κατακόρυφο ελατήριο σταθεράς k=1000 N /m έχει το κάτω άκρο του στερεωμένο σε ακίνητο σημείο. Στο πάνω άκρο του ελατηρίου έχει προσδεθεί σώμα Σ 1 μάζας m 1 =8 kg, ενώ ένα δεύτερο
Διαγώνισμα Φυσικής Γ Λυκείου Απλή αρμονική ταλάντωση Κρούσεις
 Διαγώνισμα Φυσικής Γ Λυκείου Απλή αρμονική ταλάντωση Κρούσεις ~ Διάρκεια: 3 ώρες ~ Θέμα Α Α1. Η ορμή συστήματος δύο σωμάτων που συγκρούονται διατηρείται: α. Μόνο στην πλάγια κρούση. β. Μόνο στην έκκεντρη
Διαγώνισμα Φυσικής Γ Λυκείου Απλή αρμονική ταλάντωση Κρούσεις ~ Διάρκεια: 3 ώρες ~ Θέμα Α Α1. Η ορμή συστήματος δύο σωμάτων που συγκρούονται διατηρείται: α. Μόνο στην πλάγια κρούση. β. Μόνο στην έκκεντρη
ΟΜΟΣΠΟΝΔΙΑ ΕΚΠΑΙΔΕΥΤΙΚΩΝ ΦΡΟΝΤΙΣΤΩΝ ΕΛΛΑΔΟΣ (Ο.Ε.Φ.Ε.) ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ 2018 Β ΦΑΣΗ
 ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ 2018 Β ΦΑΣΗ") ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ 08 ΤΑΞΗ: Γ ΓΕΝΙΚΟΥ ΛΥΚΕΙΟΥ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΣ: ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ ΜΑΘΗΜΑ: ΦΥΣΙΚΗ Ημερομηνία: Σάββατο 4 Απριλίου 08 Διάρκεια Εξέτασης: 3 ώρες ΘΕΜΑ Α ΕΚΦΩΝΗΣΕΙΣ Στις ημιτελείς προτάσεις Α Α4
ΕΠΑΝΑΛΗΠΤΙΚΑ ΘΕΜΑΤΑ 08 ΤΑΞΗ: Γ ΓΕΝΙΚΟΥ ΛΥΚΕΙΟΥ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΣ: ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ ΜΑΘΗΜΑ: ΦΥΣΙΚΗ Ημερομηνία: Σάββατο 4 Απριλίου 08 Διάρκεια Εξέτασης: 3 ώρες ΘΕΜΑ Α ΕΚΦΩΝΗΣΕΙΣ Στις ημιτελείς προτάσεις Α Α4
Απότμηση Διάτρηση Κάμψη Κοίλανση - Τύπωση. Επισκόπηση κατεργασιών διαμόρφωσης ελάσματος - ΕΜΤ
 Επισκόπηση κατεργασιών διαμόρφωσης ελάσματος Απότμηση Διάτρηση Κάμψη Κοίλανση - Τύπωση Οκτ-15 Γ. Βοσνιάκος Επισκόπηση κατεργασιών διαμόρφωσης ελάσματος - ΕΜΤ Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες
Επισκόπηση κατεργασιών διαμόρφωσης ελάσματος Απότμηση Διάτρηση Κάμψη Κοίλανση - Τύπωση Οκτ-15 Γ. Βοσνιάκος Επισκόπηση κατεργασιών διαμόρφωσης ελάσματος - ΕΜΤ Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες
Επαναληπτικό Διαγώνισμα Φυσικής Γ Λυκείου Κρούσεις-Ταλαντώσεις-Κύματα
 Επαναληπτικό Διαγώνισμα Φυσικής Γ Λυκείου Κρούσεις-Ταλαντώσεις-Κύματα Θέμα Α 1) Η ιδιοσυχνότητα ενός συστήματος που εκτελεί εξαναγκασμένη ταλάντωση χωρίς τριβή είναι 20 Hz. Το πλάτος της ταλάντωσης γίνεται
Επαναληπτικό Διαγώνισμα Φυσικής Γ Λυκείου Κρούσεις-Ταλαντώσεις-Κύματα Θέμα Α 1) Η ιδιοσυχνότητα ενός συστήματος που εκτελεί εξαναγκασμένη ταλάντωση χωρίς τριβή είναι 20 Hz. Το πλάτος της ταλάντωσης γίνεται
1.2. Ο ΣΙΔΗΡΟΣ ΚΑΙ ΤΑ ΚΡΑΜΑΤΑ ΤΟΥ.
 1.2. Ο ΣΙΔΗΡΟΣ ΚΑΙ ΤΑ ΚΡΑΜΑΤΑ ΤΟΥ. Ο σίδηρος πολύ σπάνια χρησιμοποιείται στη χημικά καθαρή του μορφή. Συνήθως είναι αναμεμειγμένος με άλλα στοιχεία, όπως άνθρακα μαγγάνιο, νικέλιο, χρώμιο, πυρίτιο, κ.α.
1.2. Ο ΣΙΔΗΡΟΣ ΚΑΙ ΤΑ ΚΡΑΜΑΤΑ ΤΟΥ. Ο σίδηρος πολύ σπάνια χρησιμοποιείται στη χημικά καθαρή του μορφή. Συνήθως είναι αναμεμειγμένος με άλλα στοιχεία, όπως άνθρακα μαγγάνιο, νικέλιο, χρώμιο, πυρίτιο, κ.α.
3.1. Διατήρηση της Ορμής.
 3.1. Διατήρηση της Ορμής. 3.1.Ορμή και ρυθμός μεταβολής της ορμής. Ένα σώμα μάζας m=2kg εκτελεί ομαλή κυκλική κίνηση με ταχύτητα υ=5m/s σε κύκλο κέντρου Ο και ακτίνας R=10m. i) Υπολογίστε την ορμή του
3.1. Διατήρηση της Ορμής. 3.1.Ορμή και ρυθμός μεταβολής της ορμής. Ένα σώμα μάζας m=2kg εκτελεί ομαλή κυκλική κίνηση με ταχύτητα υ=5m/s σε κύκλο κέντρου Ο και ακτίνας R=10m. i) Υπολογίστε την ορμή του
ΣΧΕΔΙΑΣΗ ΑΤΡΑΚΤΩΝ. Λειτουργικές Παράμετροι
 Άτρακτος: περιστρεφόμενο στοιχείο κυκλικής (συνήθως) διατομής (πλήρους ή σωληνωτής) που χρησιμοποιείται για να μεταφέρει ισχύ ή κίνηση Άξονας: μη περιστρεφόμενο στοιχείο που δεν μεταφέρει ροπή και χρησιμοποιείται
Άτρακτος: περιστρεφόμενο στοιχείο κυκλικής (συνήθως) διατομής (πλήρους ή σωληνωτής) που χρησιμοποιείται για να μεταφέρει ισχύ ή κίνηση Άξονας: μη περιστρεφόμενο στοιχείο που δεν μεταφέρει ροπή και χρησιμοποιείται
ΦΥΣΙΚΗ Γ ΛΥΚΕΙΟΥ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΣ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ. 22 Μαΐου 2018 ΣΥΝΟΛΟ ΣΕΛΙΔΩΝ: ΠΕΝΤΕ (5)
") ΦΥΣΙΚΗ Γ ΛΥΚΕΙΟΥ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΣ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Μαΐου 018 ΣΥΝΟΛΟ ΣΕΛΙΔΩΝ: ΠΕΝΤΕ (5) ΘΕΜΑ Α Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1-Α4 και δίπλα το γράμμα που αντιστοιχεί
ΦΥΣΙΚΗ Γ ΛΥΚΕΙΟΥ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΣ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Μαΐου 018 ΣΥΝΟΛΟ ΣΕΛΙΔΩΝ: ΠΕΝΤΕ (5) ΘΕΜΑ Α Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1-Α4 και δίπλα το γράμμα που αντιστοιχεί