Πειραματική μελέτη μηχανικής συμπεριφοράς τρισδιάστατα εκτυπωμένων δοκιμιών με διαφορετικό προσανατολισμό εκτύπωσης
|
|
|
- Σπύρος Μεταξάς
- 8 χρόνια πριν
- Προβολές:
Transcript

1 ΠΑΝΕΠΙΣΤΗΜΙΟ ΑΙΓΑΙΟΥ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΣΧΕΔΙΑΣΗΣ ΠΡΟΪΟΝΤΩΝ ΚΑΙ ΣΥΣΤΗΜΑΤΩΝ Αλεξίου Βασιλική Α.Μ.:511/ Πειραματική μελέτη μηχανικής συμπεριφοράς τρισδιάστατα εκτυπωμένων δοκιμιών με διαφορετικό προσανατολισμό εκτύπωσης Επιβλέπων Καθηγητής: Παπανίκος Παρασκευάς Τριμελής Επιτροπή: Παπανίκος Παρασκευάς Αζαριάδης-Τοπάλογλου Φίλιππος Ζαχαρόπουλος Νικόλαος 2017
2 Δηλώνω υπεύθυνα ότι η διπλωματική εργασία είναι εξ ολοκλήρου δικό μου έργο και κανένα μέρος της δεν είναι αντιγραμμένο από έντυπες ή ηλεκτρονικές πηγές, μετάφραση από ξενόγλωσσες πηγές και αναπαραγωγή από εργασίες άλλων ερευνητών ή φοιτητών. Όπου έχω βασιστεί σε ιδέες ή κείμενα άλλων, έχω προσπαθήσει, όσο είναι δυνατόν, να το προσδιορίσω σαφώς μέσα από την χρήση αναφορών, ακολουθώντας την ακαδημαϊκή δεοντολογία. 2
3 Πίνακας περιεχομένων 1. Εισαγωγή Μέθοδοι Ταχείας Πρωτοτυποποίησης Στερεολιθογραφία (Stereolithography SLA) Solid Ground Curing Επιλεκτική Πολυεπίπεδη Πυροσυσσωμάτωση (Selective Laser Sintering - SLS) Επιλεκτική Θερμική Πυροσυσσωμάτωση (Selective Heat Sintering SHS) Συγκόλληση Λεπτών Φύλλων (Laminated Object Manufacturing - LOM) Συντηγμένη Μοντελοποίηση με Εναπόθεση (Fused Deposition Modeling - FDM) Τρισδιάστατη Εκτύπωση (3D Printing) Κατηγορίες υλικών και μέθοδοι εκτύπωσής τους Σύνθετα και κεραμικά υλικά Πλαστικά υλικά Μεταλλικά υλικά Μελέτη αντοχής δοκιμίων Περιγραφή της μελέτης Εξοπλισμός για τα πειράματα Μηχανή Stratasys FDM Dimension Breakable Support Μηχανή Blueprinter M Μηχανή Shimadzu AG-100kNXplus Πειράματα Διαδικασία πειραμάτων Δοκίμια πειραμάτων Παράγοντες που επηρεάζουν το πείραμα Ρυθμίσεις μηχανής εφελκυσμού και πειράματος Περιγραφή Πειραμάτων Διερευνητικό πείραμα
4 Παρατηρήσεις Διερευνητικού Πειράματος Δεύτερο πείραμα Δημιουργία διαγραμμάτων Τάσης Παραμόρφωσης Παρατηρήσεις Δεύτερου Πειράματος Συμπεράσματα Πειραματικής Μελέτης Βιβλιογραφία
5 1. Εισαγωγή Η παραγωγικότητα στον τομέα της κατασκευής ενός αντικειμένου λογίζεται ως η γρήγορη και με όσο το δυνατόν μικρό κόστος κατασκευή του προϊόντος, δηλαδή είναι η μεταφορά από το στάδιο της υλοποίησης της αρχικής ιδέας στο στάδιο της παρουσίας του αντικειμένου στην αγορά. Σε αυτό μας το σκοπό σημαντικό εργαλείο αποτελεί η τεχνολογία της Ταχείας Πρωτοτυποποίησης ή όπως είναι διεθνώς αναγνωρισμένη ως Rapid Prototyping. Η συγκεκριμένη τεχνολογία είναι πολύ χρήσιμη σε αυτό τον τομέα διότι αυτοματοποιεί την κατασκευή πρωτοτύπων ή μεμονωμένων τμημάτων τους από τρισδιάστατα ηλεκτρονικά μοντέλα CAD. Είναι γνωστό ότι ένα φυσικό μοντέλο παρουσιάζει πολύ περισσότερες πληροφορίες για το προϊόν από τα αρχικά κιόλας στάδια του κύκλου ζωής του. Όμως, ο χρόνος ανάπτυξης ενός φυσικού πρωτότυπου μπορεί να διαρκέσει αρκετές εβδομάδες έως και μήνες ίσως ανάλογα με τη μέθοδο που θα χρησιμοποιηθεί. Αντιθέτως, με τεχνολογίες ταχείας πρωτοτυποποίησης ο χρόνος ανάπτυξης είναι από ορισμένες ώρες ως μερικές ημέρες ανάλογα το μέγεθος του αντικειμένου. Με αυτό τον τρόπο επιτυγχάνεται μια γρηγορότερη και λιγότερο δαπανηρή κατασκευή των πρωτοτύπων. Γενικότερα, οι κατασκευαστικές μέθοδοι διακρίνονται σε τρεις κατηγορίες: αφαιρετικές (subtractive), όπου χρησιμοποιώντας ένα μεγάλο πλαίσιο υλικού, αφαιρείται από αυτό μια κατάλληλη ποσότητα με αποτέλεσμα να διαμορφωθεί το τελικό σχήμα του προϊόντος προσθετικές (additive), όπου το προϊόν σχηματίζεται μέσω της ενοποίησης σωματιδίων ή της διαδοχικής πρόσθεσης στρώσεων υλικού, 5
6 συμπιεστικές (compressive), όπου το υλικό που βρίσκεται σε ρευστή ή ημίρρευστη κατάσταση υπόκειται σε κατάλληλες πιέσεις με σκοπό να πάρει την επιθυμητή μορφή στην οποία και θα στερεοποιηθεί. Η πλειονότητα των μεθόδων πρωτοτυποποίησης που χρησιμοποιούνται ανήκουν στην κατηγορία των αφαιρετικών μεθόδων. Τέτοιες μέθοδοι είναι οι μηχανουργικές διαδικασίες όπως η τόρνευση, η χρήση φρέζας και ακόνισμα. Αυτές οι μέθοδοι είναι αρκετά δύσκολο να χρησιμοποιηθούν σε πολύ μικρά μοντέλα ή σε αντικείμενα που υπάρχουν μικρές οπές και περίπλοκες γεωμετρίες. Όμως, νεότερες τεχνολογίες ταχείας πρωτοτυποποίησης βασίζονται περισσότερο σε προσθετικές διαδικασίες και η κατηγοριοποίηση τους γίνεται ανάλογα με το υλικό που χρησιμοποιούν. Διακρίνονται δηλαδή σε φωτοπολυμερή, θερμοπλαστικό και κολλώδη. Όσον αφορά τα φωτοπολυμερή υλικά, τοποθετούνται μικρές ποσότητες μιας υγρής ρητίνης που θα στερεοποιηθεί με την έκθεσή της σε ακτινοβολία με συγκεκριμένο μήκος κύματος. Στα θερμοπλαστικά υλικά ξεκινάμε από στερεά υλικά τα οποία θα λιώσουν και στην πορεία θα ενωθούν μεταξύ τους μέσω ψύξης. Στα κολλώδη υλικά χρησιμοποιούνται κατάλληλες συγκολλητικές ουσίες για να συγκρατήσουν το κατασκευαστικό υλικό. Στις συμπιεστικές μεθόδους χρησιμοποιείται είτε απλή είτε υπό πίεση χύτευση για τη δημιουργία του προϊόντος. (Σημειώσεις στη Σχεδίαση με Η/Υ, Αζαριάδης- Τοπάλογλου Φ.) 6
7 2. Μέθοδοι Ταχείας Πρωτοτυποποίησης 1. Στερεολιθογραφία (Stereolithography SLA) Η στερεολιθογραφία είναι η διαδικασία που χρησιμοποιείται για τη δημιουργία πρωτοτύπων που επιτυγχάνεται μέσω του φωτοπολυμερισμού πολύ λεπτών στρώσεων υγρών πολυμερικών ρητινών που είναι ειδικές για τρισδιάστατη εκτύπωση. Αποτελεί μία από τις πιο παλιές μορφές ταχείας πρωτοτυποποίησης. Εφευρέθηκε το 1984 από τον Charles Hall αλλά η κατοχύρωσή της επιτεύχθηκε δύο χρόνια αργότερα, το 1986 και με το πέρασμα του χρόνου χάρη στην εξέλιξή της απέκτησε ιδιαίτερη αποδοχή στον τομέα της κατασκευής. Ο φωτοπολυμερισμός είναι μια διαδικασία με την οποία το φως δημιουργεί αλλαγές στις αλυσίδες των μορίων, προκαλώντας τες να συνδεθούν μαζί, σχηματίζοντας με αυτόν τον τρόπο πολυμερή. Αυτά τα πολυμερή που δημιουργούνται στη συνέχεια συνθέτουν το σώμα ενός τρισδιάστατου στερεού. Οι πολυμερικές ρητίνες αυτές που χρησιμοποιούνται έχουν την ιδιότητα να στερεοποιούνται με την έκθεση τους σε υπεριώδη ακτινοβολία Laser. Με αυτό τον τρόπο ενσωματώνεται η κάθε μια στρώση πάνω στην άλλη σχηματίζοντας το ψηφιακό τρισδιάστατο μοντέλο. Η επιλογή της ρητίνης που θα χρησιμοποιηθεί αποδίδει στο αντικείμενο κάποια ιδιαίτερα χαρακτηριστικά όπως αυξημένη αντοχή σε υψηλές θερμοκρασίες και μηχανική αντοχή, ελαστικότητα και ανθεκτικότητα. Σε ορισμένες περιπτώσεις και με τη χρήση σύγχρονων υλικών δίνεται η δυνατότητα να κατασκευαστούν ακόμα και διαφανή τμήματα ενός αντικειμένου για να εξυπηρετούνται συγκεκριμένες ανάγκες. Η στερεολιθογραφία έχει τη δυνατότητα να παράγει προϊόντα υψηλής ποιότητας, ακρίβειας και λεπτομέρειας και τις περισσότερες φορές είναι αρκετά δύσκολο να διακρίνει κάποιος εάν το αντικείμενο είναι το τελικό προϊόν και όχι ένα εκτυπωμένο πρωτότυπο του. Πολλές φορές τα μοντέλα που δημιουργούνται χαρακτηρίζονται 7
8 από στιβαρότητα και μεγάλο μέγεθος εκτός από την εξαιρετική λεπτομέρεια. Για αυτούς τους λόγους η τεχνολογία αυτή επιλέγεται συχνά για δοκιμές λειτουργίας του αντικειμένου και για εμπορικές παρουσιάσεις. Αναφέρεται ότι η ακρίβεια της συγκεκριμένης μεθόδου πλησιάζει το ± 0.1mm. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος & Σημειώσεις στη Σχεδίαση με Η/Υ, Αζαριάδης-Τοπάλογλου Φ. ) Πώς λειτουργεί η μέθοδος αυτή: Το αντικείμενο που έχει σχεδιαστεί θα κατασκευαστεί πάνω σε μια βάση η οποία βυθίζεται σταδιακά μέσα σε δοχείο που περιέχει κάποιου είδους υγρή ρητίνη (όπως ακρυλική ρητίνη). Ξεκινώντας, η βάση βυθίζεται μέσα στο υγρό τόσο όσο το πάχος της διατομής που πρόκειται να κατασκευαστεί. Τότε η κεφαλή λέιζερ κινείται στους άξονες x και y και διαγράφει το σχήμα της διατομής σύμφωνα με το ψηφιακό σχέδιο φωτίζοντας και στερεοποιώντας τις αντίστοιχες περιοχές του στρώματος της ρητίνης, ενώ το υπόλοιπο τμήμα της παραμένει υγρό ακόμα. Στη συνέχεια η βάση βυθίζεται μέσα στο υγρό κατά το πάχος της επόμενης διατομής, ενώ παράλληλα ένας κύλινδρος απλώνει και ευθυγραμμίζει το υγρό πάνω στο στερεοποιημένο τμήμα και η κεφαλή λέιζερ χαράσσει τη νέα διατομή πάνω στην προηγούμενη. Όλα αυτά τα βήματα επαναλαμβάνονται έως ότου να ολοκληρωθεί η κατασκευή του αντικειμένου. Μετά το τέλος αυτών, το αντικείμενο απομακρύνεται από το δοχείο, αφαιρούνται τα στηρίγματά του αν υπήρχαν και οδηγείται σε έναν ειδικό φούρνο όπου εκεί αφαιρείται από το εσωτερικό του το παγιδευμένο ρευστό. Αμέσως μετά πλένεται και τοποθετείται σε ένα άλλο ειδικά σχεδιασμένο φούρνο υπεριωδών ακτινών για τη τελική σκλήρυνση του. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος) 8

9 Εικόνα 1 - Σχηματική αναπαράσταση της διαδικασίας Στερεολιθογραφίας (SLA) Συνεπώς, η τεχνολογία αυτή αποτελεί ουσιαστικά μια πρώιμη αλλά και αρκετά διαδεδομένη τεχνολογία τρισδιάστατης εκτύπωσης λόγω της συνεχούς εξέλιξής της. 9
10 2. Solid Ground Curing Η τεχνική Solid Ground Curing (SGC) αποτελεί προθετική μέθοδο κατασκευής πρωτοτύπων βασισμένη και αυτή στο φωτοπολυμερισμό. Κατά τη διαδικασία αυτής της μεθόδου, η παραγωγή της γεωμετρίας του κάθε στρώματος πραγματοποιείται με μια υψηλής ισχύος λάμπα υπεριώδους ακτινοβολίας μέσα από μια μάσκα. Όμως, ο χρόνος που απαιτείται για την παραγωγή του κάθε στρώματος είναι ανεξάρτητη από την πολυπλοκότητα του. Η τεχνολογία αυτή αναπτύχθηκε από την εταιρία Cubital το 1986 και θεωρείται παραλλαγή της στερεολιθογραφίας, λόγω του ότι χρησιμοποιεί και αυτή υπεριώδεις ακτίνες για τη σκλήρυνση φωτοευαίσθητων πολυμερών. Αντίθετα με τη στερεολιθογραφία, στην τεχνολογία SGC οι υπεριώδεις ακτίνες φωτίζουν και σκληραίνουν ολόκληρο το στρώμα του υλικού και όχι το τμήμα που αντιστοιχεί στη διατομή του. Πιο αναλυτικά, μερικές ακόμα διαφορές που παρουσιάζει η SGC σε σχέση με τη Στερεολιθογραφία είναι ότι η πλατφόρμα στη μέθοδο SGC μετακινείται και οριζόντια μεταφέροντας το χώρο όπου πραγματοποιείται η κατασκευή και σε άλλους σταθμούς στη μηχανή παραγωγής, ενώ στη μέθοδο της Στερεολιθογραφίας η πλατφόρμα μετακινείται μόνο κάθετα. Ακόμα, στη μέθοδο SGC τα αντικείμενα κατασκευάζονται περικυκλωμένα από κερί και δεν είναι αναγκαία η χρήση στηριγμάτων. Ενώ η μέθοδος προσφέρει μεγάλη ακρίβεια και πολύ υψηλό βαθμό επεξεργασίας, μειονεκτεί έναντι άλλων τεχνολογιών λόγω του υψηλού κόστους απόκτησης και λειτουργίας που οφείλεται στη πολυπλοκότητα των συστημάτων. Για το λόγο αυτό δεν γνώρισε μεγάλη αποδοχή από την αγορά και τελικά η τεχνολογία αυτή δεν παράγεται πλέον. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος) 10

11 Πώς λειτουργεί η μέθοδος αυτή: Η διαδικασία ξεκινά μόλις γίνει ο ψεκασμός ενός στρώματος της ρητίνης πάνω σε μια βάση. Στην πορεία η μηχανή κατασκευάζει ένα είδος στένσιλ που διαγράφει τη διατομή του αντικειμένου. Το στένσιλ αυτό τυπώνεται πάνω σε μια γυάλινη πλάκα που τοποθετείται πάνω από τη βάση με τη ρητίνη χρησιμοποιώντας φορτισμένα ιόντα και ηλεκτροστατικό μελάνι, όπως γίνεται και κατά τη λειτουργία των φωτοτυπικών μηχανημάτων. Σε εκείνο το σημείο ανοίγει το κλείστρο για μερικά δευτερόλεπτα και το στένσιλ μένει εκτεθειμένο στην υπεριώδη ακτινοβολία που περνά μόνο από τα διαφανή τμήματά του σκληραίνοντας στις συγκεκριμένες περιοχές το στρώμα ρητίνης. Όλες οι περιοχές που εκτίθενται στην ακτινοβολία στερεοποιούνται απόλυτα. Αφού επιτευχθεί η σκλήρυνση του στρώματος, η μηχανή απομακρύνει την περισσευούμενη ποσότητα της υγρής ρητίνης και διοχετεύει κερί στη θέση της. Το κερί λειτουργεί ως στήριγμα κατά την διάρκεια της κατασκευής του, κρυώνει και στερεοποιείται από μια ειδικά πλάκα ενώ παράλληλα μια κεφαλή καθαρίζει το επιπλέον κερί. Αμέσως μετά πραγματοποιείται η λείανση της επάνω επιφάνειας του στρώματος για να γίνει επίπεδη και η διαδικασία επαναλαμβάνεται. Μετά την ολοκλήρωση της κατασκευής του τμήματος, αυτό παραμένει εγκλωβισμένο μέσα στο κερί που απομακρύνεται είτε μέσω υψηλής θερμοκρασίας σε φούρνο μικροκυμάτων είτε ξεπλένοντάς το, αφήνοντας απογυμνωμένο πλέον το πρωτότυπο. Εικόνα 1 - Σχηματική απεικόνιση της διαδικασίας Solid Ground Curing 11
12 Συνοπτικά, η συγκεκριμένη μέθοδος είναι περισσότερο παραγωγική σε σχέση άλλα συστήματα ταχείας πρωτοτυποποίησης που βασίζονται σε φωτοπολυμερισμό και μπορεί να κατασκευάσει οποιοδήποτε σχήμα χωρίς περιορισμό στην τοποθέτηση. Επιπλέον τα τμήματα που κατασκευάζονται δεν χρειάζονται πρόσθετη έκθεση σε υπεριώδη ακτινοβολία μόλις κατασκευαστούν. Με τη χρήση του κεριού, που λειτουργεί ως στήριγμα κατά τη διάρκεια της κατασκευής, γίνεται πιο εύκολη η δημιουργία γεωμετριών που χαρακτηρίζονται από καμπύλες. Παράλληλα με όλα αυτά όμως, δεν μπορεί κανείς να παραβλέψει ότι παράγεται μεγάλη ποσότητα αποβλήτων κατά τη διαδικασία αυτή διότι μετά την ολοκλήρωση του κάθε στρώματος απομακρύνεται η υγρή ρητίνη και δεν ξαναχρησιμοποιείται. Επίσης, κατά το στάδιο απομάκρυνσης της υγρής περίσσειας ρητίνης, πολλές φορές η ρητίνη δεν απομακρύνεται εντελώς από το σύστημα καθαρισμού με αποτέλεσμα να δημιουργούνται επιφανειακές ανωμαλίες λόγω μεγαλύτερης τοπικής ποσότητας υλικού και η κατασκευή να υστερεί σε ακρίβεια. Λόγω όλων των παραπάνω μειονεκτημάτων και του υψηλού κόστους απόκτησης και λειτουργίας που παρουσιάζει η τεχνολογία Solid Ground Curing έπαψε να παράγεται. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος) 12
13 3. Επιλεκτική Πολυεπίπεδη Πυροσυσσωμάτωση (Selective Laser Sintering - SLS) H Επιλεκτική Πολυεπίπεδη Πυροσυσσωμάτωση είναι άλλη μια μέθοδος Ταχείας Πρωτοτυποποίησης που μπορεί να χρησιμοποιεί διάφορα υλικά κατασκευής ώστε να κατασκευάσει ιδιαίτερα ισχυρά αντικείμενα. Η μέθοδος SLS αναπτύχθηκε από τον Carl Deckard στο Πανεπιστήμιο του Texas και κατοχυρώθηκε το Κατά τη διαδικασία χρησιμοποιείται ένα υλικό σε μορφή πούδρας που λιώνει με κατάλληλη τεχνολογία Laser και ενώνει τα επίπεδα υλικά δημιουργώντας λεπτές στρώσεις. Τα αντικείμενα που παράγονται με τη τεχνική αυτή παρουσιάζουν μεγάλη ανθεκτικότητα, ακρίβεια, αντοχή σε υψηλές θερμοκρασίες και υφή τμημάτων από πραγματικά υλικά. Σε σύγκριση με άλλες προσθετικές μεθόδους παραγωγής, στη συγκεκριμένη χρησιμοποιείται ένα μεγάλο φάσμα υλικών σε σκόνη. Η γκάμα των υλικών που χρησιμοποιούνται είναι αρκετά διευρυμένη και βασικό χαρακτηριστικό της είναι η δυνατότητα κατασκευής τμημάτων από μέταλλο. Μερικά από αυτά είναι το νάιλον, το καθαρό γυαλί, το πολυστυρόλιο και μέταλλα όπως το τιτάνιο, ο χάλυβας, διάφορα μείγματα κραμάτων και άλλα σύνθετα υλικά. Βέβαια το υλικό που χρησιμοποιείται επί το πλείστο δεν είναι άλλο από το νάιλον. Τα μηχανήματα αυτής της τεχνολογίας είτε χρησιμοποιούν τη σκόνη ενός συστατικού, είτε χρησιμοποιούν σκόνη δύο συστατικών. Άλλο ένα στοιχείο για τις μηχανές που βασίζονται στην τεχνολογία SLS είναι χρησιμοποιούν παλμικό Laser διότι η επιθυμητή πυκνότητα που πρέπει να έχει το τελικό αντικείμενο εξαρτάται μόνο από την ισχύ του Laser και όχι από τη χρονική διάρκεια που διοχετεύεται αυτό. Δοκίμια που έχουν κατασκευαστεί με τη συγκεκριμένη τεχνολογία μπορούν να χρησιμοποιηθούν σε εντονότερες λειτουργικές δοκιμές σε σχέση με αυτά της μέθοδο της Στερεολιθογραφίας λόγω της υψηλής αντοχής και ανθεκτικότητας που 13
14 παρουσιάζουν. Η ακρίβεια αυτής της τεχνολογίας είναι περίπου 0.25mm. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος & Σημειώσεις στη Σχεδίαση με Η/Υ, Αζαριάδης-Τοπάλογλου Φ.) Πώς λειτουργεί η μέθοδος αυτή: Κατά διαδικασία αυτής της μεθόδου χρησιμοποιείται μια ακτίνα λέιζερ διοξειδίου του άνθρακα που λιώνει και στερεοποιεί το υλικό ή το μείγμα υλικών που βρίσκονται σε μορφή σκόνης και θα χρησιμοποιηθούν για την κατασκευή, όπως είναι το νάιλον, τα ελαστομερή ή τα μέταλλα. Η διαδικασία ξεκινά μόλις ένας κύλινδρος απλώνει μια ποσότητα σκόνης ορισμένου πάχους επάνω στην επιφάνεια και η κεφαλή λέιζερ σχηματίζει τη γεωμετρία της πρώτης διατομής κινούμενη εγκάρσια, λιώνοντας και στερεοποιώντας τοπικά τη σκόνη στα σημεία που πρέπει συμφώνα με τις εντολές του ηλεκτρονικού σχεδίου. Στη συνέχεια η επιφάνεια μετακινείται προς τα κάτω κατακόρυφα απόσταση ίση με το πάχος της επόμενης διατομής, απλώνεται άλλη μια ποσότητα σκόνης από τον κύλινδρο και η κεφαλή λέιζερ σχηματίζει την επόμενη διατομή στερεοποιώντας την πάνω στην πρώτη. Η διαδικασία αυτή συνεχίζεται μέχρι να ολοκληρωθεί το αντικείμενο. Η σκόνη που περισσεύει από κάθε στρώση λειτουργεί ως στήριγμα του κατασκευαζόμενου αντικειμένου βοηθώντας στο σχηματισμό οποιαδήποτε γεωμετρίας. Καθ όλη τη διάρκεια της παραπάνω τεχνικής η μηχανή προθερμαίνει το υλικό σε μορφή πούδρας κοντά στο σημείο τήξης του, προκειμένου να είναι εύκολο για το λέιζερ να αυξήσει την θερμοκρασία των συγκεκριμένων περιοχών που πρέπει να σχηματίσουν τη διατομή. Προκειμένου να πραγματοποιηθεί η παραγωγή του πρωτοτύπου είναι απαραίτητη η χρήση ενός υπολογιστή ελέγχου, ενός συστήματος ελέγχου ατμόσφαιράς και ενός θαλάμου κατασκευής. Ο υπολογιστής ελέγχου βασίζεται σε λειτουργικό σύστημα UNIX όπου δημιουργούνται αρχεία STL και αρχεία τεμαχισμού του μοντέλου σε στρώσεις. Με βάση αυτά τα δύο είδη αρχείων εκτελείται η παραγωγή 14

15 του προϊόντος. Ο υπολογιστής αυτός παρακολουθεί ολόκληρη τη διαδικασία κατασκευής. Το σύστημα ελέγχου ατμόσφαιρας περιλαμβάνει όλα τα απαραίτητα όργανα φιλτραρίσματος και ανακύκλωσης των αερίων μέσα στο θάλαμο κατασκευής, καθώς επίσης διατηρεί σταθερή τη θερμοκρασία του αέρα μέσα στο θάλαμο και ρυθμίζοντας την ποσότητα του αζώτου μέσα σε αυτόν. Στο θάλαμο κατασκευής συναντάται το Laser και το σύστημα διαχείρισης της πούδρας. Η θέρμανση της επιφάνειας της πούδρας από την ακτίνα Laser επιτυγχάνεται μέσα από καθρέφτες. Το σύστημα διαχείρισης της πούδρας απαρτίζεται από δύο αποθήκες υλικού που βρίσκονται στις δύο απέναντι πλευρές του κυλίνδρου. Η μία αποθήκη ουσιαστικά τροφοδοτεί με νέο υλικό τη διαδικασία και η άλλη μαζεύει τα υπολείμματα που δημιουργούνται από το άπλωμα και την ευθυγράμμιση του υλικού. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος) Εικόνα 2 - Σχηματική απεικόνιση της διαδικασίας Selective Laser Sintering (SLS) 15
16 Συνοψίζοντας, η τεχνολογία SLS παρουσιάζει αρκετά πλεονεκτήματα στον τομέα της κατασκευής πρωτοτύπων. Αρχικά, είναι σημαντικό το γεγονός ότι δεν απαιτούνται στηρίγματα και το ρόλο αυτών παίζει η περίσσεια του ίδιου του υλικό κατά τη διάρκεια της κατασκευής. Μέσα σε μια μηχανή SLS είναι εύκολο να κατασκευαστούν σχετικά μεγάλα αντικείμενα διότι το επιτρέπει συνήθως το μέγεθος του θαλάμου κατασκευής των περισσοτέρων μηχανών. Ακόμη, η μέθοδος αυτή παρέχει τη δυνατότητα να προσδιοριστούν χαρακτηριστικά του αντικειμένου, όπως είναι η θερμοκρασία λειτουργίας σε μεταλλικά τμήματα. Παρά τα πλεονεκτήματά της, αυτή η τεχνολογία κατασκευής παρουσιάζει υψηλό κόστος και αγοράς και λειτουργίας αλλά και μεγάλο χρόνο διεκπεραίωσης της δημιουργίας ενός τμήματος εξαιτίας των βημάτων που εκτελούνται κατά τη διαδικασία και του χρόνου που παρεμβάλλεται μεταξύ αυτών. Τέλος, σε ορισμένες περιπτώσεις εμφανίζονται τμήματα με τραχεία επιφάνεια, όπου πρέπει να γίνει κατεργασία για την βελτίωση της ποιότητας, αν και γενικά δεν χρειάζεται ιδιαίτερη επεξεργασία μετά την ολοκλήρωση της κατασκευής. Σε αντίθεση με τις μεθόδους που παρουσιάστηκαν παραπάνω, στις οποίες υπάρχει μόνο μία μεταβατική φάση του υλικού από ρευστό σε στερεό, στη διαδικασία SLS υπάρχουν δύο μεταβατικές φάσεις, δηλαδή από στερεό σε ρευστό και στη συνέχεια πάλι σε στερεό. 16
17 4. Επιλεκτική Θερμική Πυροσυσσωμάτωση (Selective Heat Sintering SHS) Η Επιλεκτική Θερμική Πυροσυσσωμάτωση αποτελεί μια μέθοδο προσθετικής κατασκευής που βασίζεται στη χρήση μιας θερμικής κεφαλής εκτύπωσης με σκοπό να θερμάνει τις στρώσεις του θερμοπλαστικού υλικού που βρίσκεται σε μορφή πούδρας ώστε να σχηματίζει την επιθυμητή διατομή. Η τεχνολογία αυτή είναι παρόμοια με τη τεχνολογία SLS, αλλά η διαφορά τους έγκειται στο γεγονός ότι η SHS χρησιμοποιεί μια θερμική κεφαλή εκτύπωσης για να τήξει το υλικό ενώ η τεχνολογία SLS χρησιμοποιεί λέιζερ για το σκοπό αυτό. Αυτή τους η διαφορά καθιστά την SHS πιο οικονομική ως τεχνολογία και δίνει παράλληλα τη δυνατότητα χρήσης της σε χώρους όπως τα γραφεία και οι μικροί εργασιακοί χώροι. Η τεχνολογία SHS είναι ιδανική για περιπτώσεις κατασκευής πρωτοτύπων χαμηλού κόστους που χρησιμοποιούνται κατά την αξιολόγηση ενός concept και κατά τη διαδικασία των δοκιμών που γίνονται ως προς τη μορφή και τη λειτουργία ενός αντικειμένου στο πλαίσιο της σχεδίασής του. Η συγκεκριμένη τεχνολογία δεν είναι τόσο διαδεδομένη όπως οι υπόλοιπες τεχνολογίες που χρησιμοποιούνται στην Ταχεία Πρωτοτυποποίηση διότι δημιουργήθηκε πολύ πρόσφατα σχετικά με τις υπόλοιπες. Το 2008, δύο Δανοί μηχανικοί, ο Frederik Tjellesen και ο Anders Hartmann θέλησαν να αναπτύξουν μια εύκολη αλλά και οικονομική μέθοδο τρισδιάστατης εκτύπωσης. Έτσι, το 2009 κατασκευάστηκε η πρώτη μηχανή που χρησιμοποιεί την τεχνολογία SHS από την εταιρεία Blueprinter. Η εταιρεία κατοχύρωσε την τεχνολογία SHS ως πατέντα. 17

18 Πώς λειτουργεί η μέθοδος αυτή: Η διαδικασία ξεκινά μόλις απλωθεί ένα λεπτό στρώμα σκόνης από το θερμοπλαστικό υλικό σε ολόκληρο το θάλαμο κατασκευής του μηχανήματος. Η σκόνη του υλικού συγκρατείται στα σημεία αυτά με τη βοήθεια της ελαφρώς αυξημένης θερμοκρασίας που επικρατεί μέσα στο θάλαμο. Η θερμική κεφαλή μετακινείται οριζόντια δεξιά και αριστερά κατά μήκος του επιπέδου του θαλάμου κατασκευής. Με την κίνηση που εκτελεί η θερμική κεφαλή θερμαίνει και λιώνει στιγμιαία τις απαιτούμενες διατομές της σκόνης ώστε να διαμορφωθεί το στρώμα του πλαστικού που απαιτείται για τη γεωμετρία του προϊόντος. Μόλις επιτευχθεί η ολοκλήρωση του κάθε στρώματος, η διαδικασία επαναλαμβάνεται ως ότου κατασκευαστούν όλα τα στρώματα υλικού που απαρτίζουν το αντικείμενο. Αφότου ολοκληρωθεί το πρωτότυπο, αφαιρείται χειροκίνητα από το θάλαμο κατασκευής. Η ποσότητα της σκόνης υλικού που δεν χρησιμοποιήθηκε μπορεί να επαναχρησιμοποιηθεί σε επόμενη κατασκευή και για το λόγο αυτό το μηχάνημα συνοδεύεται από δεύτερο εξωτερικό εξάρτημα όπου συγκεντρώνεται η περισσευούμενη σκόνη. Εικόνα 3 - Σχηματική απεικόνιση της διαδικασίας Selective Heat Sintering (SHS) 18


19 Εικόνα 4 - Μηχάνημα Blueprinter M3 (τεχνολογία SHS) Εικόνα 5 - Εσωτερικό μηχανήματος Blueprinter M3 19
20 Ένα από τα μεγαλύτερα προνόμια που προσφέρει η τεχνολογία SHS στους σχεδιαστές και τους μηχανικούς γενικότερα που την επιλέγουν είναι η κατασκευή ενός αντικειμένου χωρίς τη χρήση υποστηρικτικού υλικού για οποιαδήποτε δομή κατασκευάζει. Με αυτό τον τρόπο παρέχεται η δυνατότητα και η ελευθερία να δημιουργούνται πρωτότυπα με οποιοδήποτε σχήμα και φόρμα και ευρύτερα αντικείμενα που δεν είναι σε θέση να κατασκευάσουν οι άλλες μέθοδοι Ταχείας Πρωτοτυποποίησης. Τέλος, το υλικό που χρησιμοποιείται στη μέθοδο αυτή μόλις στερεοποιηθεί και πάρει τη τελική του μορφή στο αντικείμενο προσιδιάζει πολύ στο νάιλον, γεγονός που εξηγεί και τη μεγάλη αντοχή που χαρακτηρίζει τα αντικείμενα που κατασκευάζονται με τη μέθοδο αυτή. Επομένως, αποτελεί πολύ καλή επιλογή για την δημιουργία λειτουργικών πρωτοτύπων όταν αυτά είναι αναγκαία. 20
21 5. Συγκόλληση Λεπτών Φύλλων (Laminated Object Manufacturing - LOM) Η τεχνολογία Συγκόλλησης Λεπτών Φύλλων (LOM) βασίζεται στη συγκόλληση λεπτών φύλλων υλικού, που βρίσκονται σε μορφή ρολών, τα οποία έχουν επάνω τους επίστρωση κάποιας θερμοκολλητικής ουσίας για την κατασκευή πρωτοτύπων. Η τεχνολογία αυτή αναπτύχθηκε από την εταιρία Helisys. Πιο αναλυτικά, σε αυτή την τεχνική υπάρχουν δύο ρολά υλικών, το ένα απελευθερώνει υλικό ενώ ταυτόχρονα το άλλο μαζεύει. Αρχικά, το πρώτο υλικό που χρησιμοποιήθηκε στη διαδικασία αυτή ήταν το χαρτί, ενώ αργότερα αναπτύχθηκαν και χρησιμοποιήθηκαν και άλλα υλικά, όπως αδιάβροχο χαρτί, πλαστικά και λεπτές ταινίες κεραμικών ή μετάλλων σε μορφή σκόνης. Σήμερα, οι δύο τεχνολογίες Συγκόλλησης Λεπτών Φύλλων που υπάρχουν είναι η LOM 1015 και η LOM Η πρώτη έχει τη δυνατότητα κατασκευής αντικειμένου με μέγιστες διαστάσεις 355 x 381 x 254 mm. Η δεύτερη μπορεί να παράγει αντικείμενα με μέγιστες διαστάσεις 762 x 508 x 508 mm. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος) Πώς λειτουργεί η μέθοδος αυτή: Η διαδικασία θα ξεκινήσει μόλις τοποθετηθεί το πρώτο φύλλο του υλικού επάνω στη βάση. Στη συνέχεια, ένας θερμαινόμενος κύλινδρος διασχίζει από πάνω το φύλλο αυτό πιέζοντάς το προκειμένου να κολλήσει πάνω στη βάση. Τότε η κεφαλή λέιζερ σχηματίζει το σχήμα της διατομής πάνω στο υλικό και στην πορεία χαράσσει μικρές εγκοπές στο υπόλοιπο τμήμα του ώστε να είναι εύκολη η απομάκρυνση του αντικειμένου όταν ολοκληρωθεί η διαδικασία της κατασκευής. Αφότου σχηματιστεί το πρώτο στρώμα, η βάση μετακινείται κάθετα προς τα κάτω και ένα νέο φύλλο υλικού τοποθετείται. Η βάση μετακινείται πάλι λίγο προς τα επάνω για να μπορέσει 21

22 ο θερμαινόμενος κύλινδρος να πιέσει και να κολλήσει το δεύτερο φύλλο με το πρώτο. Το επόμενο βήμα είναι ο σχηματισμός της νέας διατομής από την κεφαλή λέιζερ. Η διαδικασία αυτή επαναλαμβάνεται μέχρι να ολοκληρωθεί η κατασκευή του αντικειμένου. Το πάχος του υλικού που τροφοδοτείται σε κάθε βήμα δεν είναι σταθερό αλλά εξαρτάται από τη διατομή που πρέπει να δημιουργηθεί. Για το λόγο αυτό, υπάρχει ένας αισθητήρας που καταμετρά το πάχος του εκάστοτε στρώματος υλικού και η κοπή από το λέιζερ πραγματοποιείται αναλόγως. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος) Εικόνα 6 - Σχηματική απεικόνιση της διαδικασίας Laminated Object Manufacturing (LOM) 22
23 Πολλές φορές μετά την ολοκλήρωση της κατασκευής, ανάλογα με το υλικό που έχει χρησιμοποιηθεί, είναι απαραίτητη η επικάλυψη του πρωτοτύπου με χρώμα ή βερνίκι ώστε να μην επηρεάζεται από εξωτερικούς παράγοντες όπως η υγρασία. Στις περιπτώσεις που γίνεται χρήση ταινιών κεραμικών υλικών ή μετάλλων σε μορφή σκόνης το πρωτότυπο είναι απαραίτητο να περάσει από μια διαδικασία σύντηξης (sintering) για να αυξηθεί η αντοχή του. Με λίγα λόγια, η τεχνολογία Συγκόλλησης Λεπτών Φύλλων παρουσιάζει πλεονεκτήματα διότι το κόστος παραγωγής είναι χαμηλό χάρη στα υλικά που χρησιμοποιεί. Τα υλικά αυτά είναι απλά, φτηνά στην αγορά τους ως επί το πλείστο και προμηθεύονται πολύ εύκολα. Ακόμα, παρέχει τη δυνατότητα κατασκευής μεγάλων αντικειμένων ή τμημάτων αυτών χωρίς να υπάρχει περιορισμός από την πολυπλοκότητα της γεωμετρίας αυτών. Χαρακτηρίζεται ως μια από τις πιο γρήγορες τεχνικές κατασκευής πρωτοτύπων. Επιπλέον, μετά την περάτωση της κατασκευής δεν είναι απαραίτητα κάποια άλλη χημική επεξεργασία, με εξαίρεση τις περιπτώσεις χρήσης κεραμικών ή μετάλλων υλικών, όπως σε άλλες μεθόδους. Όμως, ένα μειονέκτημα που χαρακτηρίζει την τεχνική αυτή είναι η μικρότερη ακρίβεια σε σχέση με άλλες τεχνικές. 23
24 6. Συντηγμένη Μοντελοποίηση με Εναπόθεση (Fused Deposition Modeling - FDM) Η τεχνολογία της Συντηγμένης Μοντελοποίησης με Εναπόθεση στηρίζεται στην τήξη και επιλεκτική τοποθέτηση μιας λεπτής ίνας θερμοπλαστικού με σκοπό να σχηματιστούν συνεχόμενες στρώσεις ώστε να δημιουργηθεί το τελικό αντικείμενο. Η τεχνολογία αυτή αναπτύχθηκε από τον S. Scott Crump στα τέλη του 1980, αλλά εμπορικά γνωστή το Ο όρος FDM αποτελεί το εμπορικό σήμα της εταιρείας Stratasys Inc και ισοδυναμεί με τον όρο Fused Filament Fabrication (FFF), δηλαδή Τηγμένη Επεξεργασία Ίνας. Ο όρος FFF δημιουργήθηκε από το RepRap Project για να υπάρχει η δυνατότητα να χρησιμοποιείται η έννοια του όρου FDM χωρίς νομικούς περιορισμούς. Χρησιμοποιώντας αυτή τη τεχνολογία μπορούμε να κατασκευάσουμε και μοντέλα σχεδιασμένα σε σύστημα CAD σε μορφή wireframe. Παράλληλα, υπερτερεί στη σχέση μεταξύ απόδοσης και τιμής κάνοντας σύγκριση με άλλες μεθόδους ταχείας πρωτοτυποποίησης. Τα τελικά αντικείμενα χαρακτηρίζονται από ανθεκτικότητα και είναι έτοιμα προς χρήση χωρίς να καμία επιπρόσθετη επεξεργασία στις περισσότερες περιπτώσεις. Η ανθεκτικότητά τους είναι σχεδόν όση συναντάται και σε αντικείμενα που παράγονται με τη διαδικασία χύτευσης. Ο έλεγχος και η δοκιμή τους ως προς την αντοχή τους και τη λειτουργική τους απόδοση μπορεί να πραγματοποιηθεί σε πραγματικές συνθήκες, γεγονός που επιτρέπει στο σχεδιαστή να έχει πολύ σαφή εικόνα του προϊόντος κάνοντας και τις απαραίτητες βελτιώσεις που χρειάζονται πριν την τελική κατασκευή του. Υστερεί όμως στο σχηματισμό πολύ λεπτών χαρακτηριστικών σε ένα προϊόν και στη λεπτομέρεια που μπορεί να αποτυπώσει σε αυτό. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος & Σημειώσεις στη Σχεδίαση με Η/Υ, Αζαριάδης-Τοπάλογλου Φ.) 24
25 Ένα από τα σημαντικότερα πλεονεκτήματά της όμως είναι ότι μπορεί να χρησιμοποιεί μερικά από τα πιο συνηθισμένα θερμοπλαστικά υλικά παραγωγής που βασίζονται στη χύτευση με έγχυση. Τα υλικά που χρησιμοποιούνται περιλαμβάνουν το ABS, το PPSF, το πολυπροπυλένιο, διάφορα ελαστομερή, πολυκαρμπονικά υλικά, πολυανθρακικά, κερί και το PLA. Το ABS (Acrylonitrile Butadiene Styrene) είναι ένα από τα πιο γνωστά και ευρέως χρησιμοποιούμενα είδη θερμοπλαστικών στην κατασκευή προϊόντων. Το ABS έχει πετρελαϊκή προέλευση κάτι για το λόγω αυτό είναι λιγότερο φιλικό προς το περιβάλλον σε σύγκριση με άλλα υλικά. Παρόλα αυτά, αποτελεί ένα ιδιαίτερα ανθεκτικό και σκληρό υλικό, το οποίο κάμπτεται σε μικρό βαθμό και υπό περιορισμένη πίεση αντί να σπάει τελικώς λυγίζει. Είναι ιδανικό για περιπτώσεις που απαιτείται η αντοχή του προϊόντος σε υψηλές θερμοκρασίες διότι μπορεί διατηρεί τη στιβαρότητά του έως τους 105 βαθμούς Κελσίου. Τέλος, έχει τη δυνατότητα να τρυπηθεί και να λειανθεί εύκολα με απλό τρίψιμο. Το PLA (Poly Lactic Acid) είναι άλλο ένα βιοδιασπώμενο θερμοπλαστικό, που προέρχεται κυρίως από φυτικές ανανεώσιμες πηγές. Αποτελεί μάλιστα ένα από τα πιο φιλικά προς το περιβάλλον πλαστικά υλικά. Το PLA είναι σκληρό, ανθεκτικό και χαρακτηρίζεται από μεγαλύτερη ακαμψία σε σύγκριση με το ABS. Για να μαλακώσει και να μπορέσει να μεταπλαστεί πρέπει η θερμοκρασία να φτάσει περίπου στους 65 βαθμούς Κελσίου. Σε αντικείμενα κατασκευασμένα από PLA μπορεί να γίνει επεξεργασία με γυαλόχαρτο αλλά και τρύπημα, τόρνευση και φρεζάρισμα. Επίσης, το αντικείμενο αυτό μπορεί να βαφεί με χρώμα. Τέλος, το PLA είναι το πιο κοινό εκτυπώσιμο υλικό στην τρισδιάστατη εκτύπωση και αποτελεί ιδανική επιλογή για όλες τις περιπτώσεις εκτύπωσης που δεν υπάρχουν υψηλές θερμοκρασίες. Λόγω του ότι η τεχνολογία FDM είναι η πιο ευρέως διαδεδομένη τεχνολογία αναπτύσσονται συνεχώς νέα υλικά για την κατεργασία της που προσδίδουν στα αντικείμενα ειδικές ιδιότητες και χαρακτηριστικά. 25
26 Τα μηχανήματα που βασίζονται στην τεχνολογία FDM διακρίνονται σε δύο εκδόσεις. Η πρώτη έκδοση καλύπτει την ταχεία κατασκευή μοντέλων που αποδίδουν τη γενική ιδέα ενός σχεδίου, ενώ η δεύτερη έκδοση καλύπτει τη βραδεία εκτύπωση και κατασκευάζει πρωτότυπα ακριβείας. Σε αυτά τα μηχανήματα ο θάλαμος κατασκευής δεν είναι μεγάλος και μπορούν να κατασκευάζουν κομμάτια ή αντικείμενα μεγέθους ως 50cm. Η ακρίβεια της μεθόδου είναι περίπου 0.1 mm. Πώς λειτουργεί η μέθοδος αυτή: Κατά τη διαδικασία της τεχνικής αυτή ίνες από το θερμό κατασκευαστικό υλικό που χρησιμοποιείται εξέρχονται από την κεφαλή της μηχανής, η οποία εκτελεί κίνηση επάνω στο επίπεδο x-y. Στο κάτω μέρος του θαλάμου κατασκευής τοποθετείται μια βάση από αφρώδες υλικό και επάνω σε αυτήν η κεφαλή εναποθέτει λεπτές στρώσεις υλικού σχηματίζοντας την επιθυμητή διατομή σύμφωνα με το ηλεκτρονικό σχέδιο. Το υλικό έχει τη μορφή νήματος και βρίσκεται τυλιγμένο μέσα σε ένα μεγάλο καρούλι που εξωτερικά έχει τη μορφή παραλληλόγραμμης κασέτας. Το υλικό τοποθετείται στο αντίστοιχο ειδικό τμήμα της μηχανής και τροφοδοτεί τη διαδικασία. Ουσιαστικά, το νήμα προωθείται σε ένα ακροφύσιο εξωθήσεως, που μπορεί να κινείται σε οριζόντια και κάθετη διεύθυνση, και αυτό με τη σειρά του λιώνει το υλικό. Το υλικό λόγω της θέρμανσής του έχει εύπλαστη μορφή και με αυτό τον τρόπο δημιουργούνται οι διαδοχικές στρώσεις. Μόλις πραγματοποιείται η εξώθηση του υλικού από την κεφαλή, αυτό στερεοποιείται και σκληραίνει αμέσως διότι η θερμοκρασία που επικρατεί μέσα στο θάλαμο είναι χαμηλότερη από τη θερμοκρασία στην οποία λιώνει το υλικό. Στη συνέχεια, η βάση μετατοπίζεται προς τα κάτω κάθετα και η κεφαλή απλώνει τη δεύτερη στρώση επάνω ακριβώς από την πρώτη ακολουθώντας τα ίδια βήματα. Σε περιπτώσεις που είναι αναγκαία η υποστήριξη τμημάτων του αντικειμένου, μια δεύτερη κεφαλή χρησιμοποιώντας ένα δεύτερο υλικό δημιουργεί στηρίγματα που αφαιρούνται πολύ εύκολα μετά το τέλος της διαδικασίας. Η διαδικασία αυτή επαναλαμβάνεται μέχρι την ολοκλήρωση της κατασκευής του πρωτοτύπου. 26

27 Εικόνα 7 - Σχηματική απεικόνιση της διαδικασίας Fused Deposition Modeling (FDM) 27

")
28 Εικόνα 8 - Σχηματική απεικόνιση της διαδικασίας Fused Deposition Modeling (FDM) σε κίνηση Εικόνα 9 - Μηχάνημα Stratasys Dimension (τεχνολογία FDM) 28

29 Εικόνα 10 - Εσωτερικό μηχανήματος Stratasys Dimension Συνοψίζοντας, η διαδικασία FDM βασίζεται στην στρωματική εναπόθεση θερμοπλαστικού υλικού και χαρακτηρίζεται από μεγάλη αντοχή στα αντικείμενα. Προσφέρει τη δυνατότητα κατασκευής ενός πρωτοτύπου σε τμήματα και με τη συναρμολόγησή τους επιτυγχάνεται το τελικό προϊόν. Τα αντικείμενα που παράγονται έχουν σχετικά καλή ακρίβεια, αν και εμφανίζουν συνήθως μια ελαφρώς τραχεία επιφάνεια. Το κόστος κατασκευής δεν είναι υψηλό και αυτό οφείλεται στα υλικά κατασκευής που κατατάσσονται στα μεσαίου κόστους υλικά. Ο χρόνος και η ταχύτητα με την οποία κατασκευάζεται ένα τμήμα ή ένα αντικείμενο εξαρτάται από το σχήμα αυτού και τη γεωμετρία του. Τέλος, ένα ιδιαίτερο πλεονέκτημα της τεχνολογίας αυτής είναι η δυνατότητα χρήσης της και σε χώρους γραφείων. 29
30 7. Τρισδιάστατη Εκτύπωση (3D Printing) Η τρισδιάστατη εκτύπωση ή διεθνώς 3D printing αποτελεί μια μέθοδο κατασκευής φυσικών και τρισδιάστατων αντικειμένων μέσω της διαδικασίας διαδοχικής πρόσθεσης στρώσεων υλικού, πολλές φορές μικρότερων και του ενός χιλιοστού. Το πάχος των στρώσεων αυτών καθορίζει άμεσα και την ανάλυση της εκτύπωσης που πραγματοποιείται. Δηλαδή, στις περιπτώσεις που είναι επιθυμητή η υψηλή ανάλυση οι στρώσεις είναι δυσδιάκριτες και το ανθρώπινο μάτι δεν τις ξεχωρίζει αμέσως. Επομένως, οπτικά το αποτέλεσμα της εκτύπωσης έχει υψηλότερη ποιότητα σε σύγκριση με αντικείμενα χαμηλότερης ανάλυσης. Τα υλικά που μπορούν να χρησιμοποιηθούν στη μέθοδο αυτή ανήκουν σε ένα αρκετά ευρύ φάσμα και επιλέγονται ανάλογα με τις ανάγκες της κάθε περίπτωσης, αλλά στην πλειονότητα των περιπτώσεων είναι κυρίως κεραμικά και πολυμερή. Άλλος ένας παράγοντας που χαρακτηρίζει τη μέθοδο αυτή είναι η πυκνότητα του υλικού, όπως αυτή επιτυγχάνεται κατά την εκτύπωση. Η πυκνότητα, ή αλλιώς ποσοστό πλήρωσης, ουσιαστικά υποδηλώνει το πόσο γεμάτες θα είναι σε υλικό οι κλειστές δομές του αντικειμένου που κατασκευάζεται. Τα μεγάλα ποσοστά πλήρωσης συνεπάγονται και περισσότερο υλικό για χρήση, δηλαδή με ποσοστό πλήρωσης 100% επιτυγχάνεται ένα πλήρως συμπαγές αντικείμενο. Επομένως, η στιβαρότητα ενός αντικειμένου εξαρτάται άμεσα από την πυκνότητα του υλικού και για το λόγο αυτό στην κατασκευή λειτουργικών πρωτοτύπων επιλέγεται ένα υψηλό ποσοστό πλήρωσης. Με αυτό τον τρόπο το αντικείμενο αποκτά μεγαλύτερη αντίσταση και αντοχή στις διάφορες μηχανικές καταπονήσεις που θα δεχτεί μέσα από τα πειράματα. Στην περίπτωση όμως που το αντικείμενο υπό κατασκευή θα χρησιμοποιηθεί μόνο ως μέσω παρουσίασης της ιδέας συνηθίζεται να επιλέγονται χαμηλά ποσοστά πλήρωσης για λόγους οικονομίας του υλικού. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος) 30
31 Η μέθοδος αυτή διαφέρει ιδιαίτερα από όλες τις υπόλοιπες μεθόδους κατασκευής αντικειμένων. Σε σύγκριση με τα μηχανήματα που χρησιμοποιούν τις υπόλοιπες προσθετικές κατασκευαστικές τεχνολογίες, οι τρισδιάστατοι εκτυπωτές είναι ταχύτεροι, πιο φθηνοί στην αγορά τους και λιγότερο περίπλοκοι στη χρήση τους. Παρέχουν επίσης τη δυνατότητα κατασκευής αντικειμένων από διάφορα υλικά, καλύπτοντας διαφορετικές μηχανικές και φυσικές ιδιότητες. Θεωρείται πιο ευέλικτη σε σχέση με όλες τις υπόλοιπες τεχνολογίες. Η τεχνολογία αυτή είναι αρκετά υψηλής ταχύτητας και παράγει προϊόντα με σχετικά ευδιάκριτο και γερό φινίρισμα. Αναφέρεται ότι το τυπικό πάχος της κάθε διατομής είναι 0,1 mm. Πως λειτουργεί η μέθοδος αυτή: Στη συγκεκριμένη μέθοδο, η κατασκευή πραγματοποιείται πάνω στη βάση που βρίσκεται μέσα στο θάλαμο κατασκευής, που είναι ουσιαστικά ένα δοχείο και περιέχει το υλικό σε μορφή σκόνης. Μόλις ξεκινήσει η διαδικασία, η βάση μετακινείται κατακόρυφα προς τα κάτω τόσο όσο είναι η πρώτη διατομή. Σε αυτό το σημείο απλώνεται πάνω στη βάση η απαιτούμενη ποσότητα του υλικού. Αμέσως, η κεφαλή ink-jet, η οποία εκτελεί κίνηση πάνω στους άξονες x, y διοχετεύει τοπικά ένα ειδικό υγρό που στερεοποιεί το υλικό σε σκόνη και σχηματίζει με αυτό τον τρόπο τη γεωμετρία της διατομής που προβλέπει το ηλεκτρονικό σχέδιο. Όση ποσότητα υλικού περισσεύει χρησιμοποιείται ως στήριγμα για το υλικό όπου χρειάζεται. Στην πορεία, η βάση μετακινείται πάλι κάθεται προς τα κάτω τόσο όσο είναι η επόμενη διατομή που θα εκτυπωθεί και απλώνεται εκ νέου η απαραίτητη ποσότητα υλικού με τη βοήθεια της μονάδας τροφοδοσίας υλικού. Η διαδικασία αυτή επαναλαμβάνεται έως ότου ολοκληρωθεί η εκτύπωση ολόκληρου του αντικειμένου. Στην περίπτωση που το πλάτος του αντικειμένου είναι μικρό τότε γίνεται να κατασκευαστεί η κάθε διατομή με ένα μόνο πέρασμα της κεφαλής, ενώ σε αντίθετη 31

32 περίπτωση εκτελούνται περισσότερες διελεύσεις έως ότου να σχηματιστεί η διατομή. Με την ολοκλήρωση της διαδικασίας αυτής, το τελικό προϊόν απομακρύνεται από το θάλαμο και για τον καθαρισμό του από της περισσευούμενη σκόνη υλικού χρησιμοποιείται πεπιεσμένος αέρας. Κατά τη διαδικασία της μεθόδου υπάρχει επίσης η δυνατότητα να χρησιμοποιηθούν χρώματα για την επικάλυψη των τελικών προϊόντων. Τα τελικά προϊόντα έχουν τη δυνατότητα ακόμα να επικαλυφθούν με κερί, ή με ακρυλική κόλλα ή με άλλες ουσίες προκειμένου να γίνουν πιο ανθεκτικά και με μεγαλύτερη αντοχή, δημιουργώντας ανθεκτικότερο φινίρισμα στης επιφάνειάς τους. Εικόνα 11 - Σχηματική απεικόνιση της διαδικασίας 3D Printing 32

33 Εικόνα 12 - Σχηματική απεικόνιση των βημάτων της διαδικασίας 3D Printing Εικόνα 13 - Σχηματική απεικόνιση κατασκευής αντικειμένου με την τεχνολογία 3D Printing 33
34 Ένα από τα πλεονεκτήματα που προσφέρει η συγκεκριμένη μέθοδος είναι η δυνατότητα καθημερινής χρήσης συστημάτων τρισδιάστατης εκτύπωσης σε χώρους γραφείων, με εξαίρεση τα μηχανήματα που χρησιμοποιούν υλικά σε μορφή σκόνης. Ακόμα, είναι δυνατή η χρήση χρωμάτων κατά την κατασκευή των πρωτοτύπων, αποδίδοντας έτσι μεγαλύτερη ακρίβεια ως προς την αναπαράσταση του επιθυμητού αντικειμένου. Τα τελικά αντικείμενα που προκύπτουν από τη μέθοδο αυτή χαρακτηρίζονται από αρκετά μεγάλη αντοχή και μπορούν να χρησιμοποιηθούν σε διάφορες διεργασίες. Πολλές φορές τα αντικείμενα αυτά παίρνουν μέρος σε μηχανικά πειράματα όπως είναι τα πειράματα εφελκυσμού. Επίσης, η τεχνολογία της τρισδιάστατης εκτύπωσης παρέχει τη δυνατότητα να κατασκευάσει κανείς καλούπια για τη δημιουργία διαφόρων αντικειμένων, ακόμα και καλούπια-φόρμες για τη μαγειρική σε οικιακό επίπεδο. Παρ όλα αυτά μπορεί η μέθοδος αυτή να προσφέρει υψηλή ταχύτητα κατασκευής των αντικειμένων αλλά η ποιότητά τους ως προς την ακρίβεια απεικόνισης είναι χαμηλότερη και χαρακτηρίζεται ως μέτριας κατηγορίας. Παράλληλα, η επιφάνειά τους είναι τραχεία και για αυτό υπολείπονται και σε λεπτομέρεια και σε ποιότητα αισθητικής ορισμένες φορές. Στην πλειοψηφία όμως των περιπτώσεων, αν όχι πάντα, η τρισδιάστατη εκτύπωση μπορεί να προσφέρει ένα άριστο αποτέλεσμα σε πολύ λιγότερο χρόνο και με εξαιρετικά μικρότερο κόστος συγκρίνοντάς τη με τις συνηθισμένες κατασκευαστικές μεθόδους. 34
35 Κατηγορίες υλικών και μέθοδοι εκτύπωσής τους 1. Σύνθετα και κεραμικά υλικά : Η μέθοδος που χρησιμοποιεί κυρίως τα υλικά αυτών των κατηγοριών είναι η διαδικασία έκχυσης(ink-jet). Με την μέθοδο αυτή μπορούν να κατασκευαστούν και κεραμικά μοντέλα τα οποία είναι ασφαλή για χρήση σε φαγητό. Μετά την απομάκρυνση από την πλατφόρμα την εκτύπωσης, τα ακατέργαστα κεραμικά μοντέλα υποβάλλονται σε μια σειρά από θερμικές κατεργασίες για να ξεραθούν, πυρωθούν, γυαλιστούν, βελτιώνοντας την αντοχή και την εμφάνιση τους. 2. Πλαστικά υλικά: Οι μέθοδοι που χρησιμοποιούν αυτή την κατηγορία υλικών είναι η Στερεολιθογραφία (SLA), η επιλεκτική σύντηξη υλικού με laser (SLS) και η φωτοπολυμερή υδροβολή (Photopolymer Jetting), η οποία χρησιμοποιεί διαδικασία παρόμοια με την solid ground curing (SGC) εκτύπωση, όμως με κάποιες διαφορές. 3. Μεταλλικά υλικά: Τα μεταλλικά υλικά χρησιμοποιούνται στις μεθόδους της άμεσης σύντηξη μετάλλου με τη χρήση ακτινών λέιζερ (Direct metal laser sintering, DMLS), της άμεσης εκτύπωσης μετάλλου (Direct Metal Printing) και στις έμμεσες μέθοδους εκτύπωσης (Indirect Printing Methods). Πιο συγκεκριμένα, η μέθοδος DMLS είναι ίδια με τη μέθοδο SLS, όμως με κάποιες διαφορές. Η DMLS, χρησιμοποιείται για την κατασκευή αντικειμένων με ιδιαίτερα πολύπλοκη γεωμετρία, τέτοια ώστε να ήταν αδύνατη η κατασκευή του με κάποια άλλη από τις συμβατικές μεθόδους. Μερικά ενδεικτικά μέταλλα που χρησιμοποιούνται στη μέθοδο αυτή είναι ο ανοξείδωτος χάλυβας 17-4 και ο 15-5, ο χάλυβας μαρτενγήρανσης (Maraging), το κοβάλτιο, το χρώμιο, το κράμα inconel 625 και 718 και τιτάνιο Ti6AlV4. Θεωρητικά, σχεδόν οποιοδήποτε μεταλλικό κράμα μπορεί να χρησιμοποιηθεί σε αυτή τη διαδικασία. 35
36 Οι άμεσες μέθοδοι εκτύπωσης μετάλλου χρησιμοποιούν κυρίως τον ανοξείδωτο χάλυβα, με βάση από μεταλλική σκόνη. Οι έμμεσες μέθοδοι εκτύπωσης δημιουργούν μοντέλα τα οποία μπορούν να χρησιμοποιηθούν με συμβατικές μεθόδους χύτευσης για να κατασκευάσουν μεταλλικά κομμάτια. (Αξιολόγηση τεχνολογιών 3D εκτύπωσης, Δούφας Παύλος και Θεοχάρης Σταύρος) 36
37 3. Μελέτη αντοχής δοκιμίων 1. Περιγραφή της μελέτης Η εργαστηριακή μελέτη που θα πραγματοποιηθεί θα βασιστεί πάνω σε δύο από τις παραπάνω τεχνολογίες Ταχείας Πρωτοτυποποίησης. Πιο συγκεκριμένα, θα ασχοληθούμε με δοκίμια που έχουν κατασκευαστεί με τις τεχνολογίες FDM και SHS και θα πραγματοποιηθεί μελέτη για την αντοχή σε εφελκυσμό των δοκιμίων ανάλογα με το υλικό κατασκευής τους, δηλαδή τη τεχνολογία που χρησιμοποιήθηκε για την υλοποίησή τους, αλλά και τον προσανατολισμό εκτύπωσης τους. Μέσα από την πειραματική μελέτη θα εξετάσουμε και θα μελετήσουμε ποια από τις δυο τεχνολογίες κατασκευάζει δοκίμια με μεγαλύτερη αντοχή καθώς επίσης και σε ποιο δοκίμιο συγκεκριμένα παρουσιάζεται αυτή η αντοχή ώστε να εξάγουμε συμπεράσματα που θα μας βοηθήσουν στη σωστή κατασκευή προϊόντων με αυτές τις τεχνολογίες. Τα δοκίμια θα κατασκευαστούν σε γωνία μηδέν (0 ) μοιρών, δηλαδή με το μήκος του να είναι παράλληλο στην επιφάνεια κατασκευής, σε γωνία 45 ο μοιρών με την επιφάνεια κατασκευής και σε γωνία 90 ο, δηλαδή κάθετα στην επιφάνεια κατασκευής. Ανάλογα με την γωνία με την οποία έχει κατασκευαστεί το κάθε αντικείμενο αποκτά και διαφορετικές μηχανικές ιδιότητες επομένως και διαφορετική συμπεριφορά σε καταστάσεις εφελκυσμού. Μέσα από παρατήρηση, μετρήσεις και σχηματικά διαγράμματα θα μπορέσουμε να καταγράψουμε συνολικά και αναλυτικά τη συμπεριφορά που επιδεικνύουν τα δοκίμια κατά τη διάρκεια των πειραμάτων και μετά το πέρας αυτών. Τα πλεονεκτήματα καθώς επίσης και τα μειονεκτήματα που παρουσιάζει το κάθε δοκίμιο, αλλά και τυχόν ελαττώματα και προβλήματα που μπορεί να προκύψουν θα καταγραφούν ώστε να συμπεριληφθούν στα συμπεράσματα που θα εξάγουμε. 37
38 2. Εξοπλισμός για τα πειράματα Τα μηχανήματα που χρησιμοποιήθηκαν κατά τη διάρκεια των πειραμάτων και μας βοήθησαν στην κατασκευή, στην παρατήρηση της συμπεριφορά και στην καταγραφή των δεδομένων των δοκιμίων ήταν δύο τρισδιάστατοι εκτυπωτές και μία μηχανή εφελκυσμού. Ο τρισδιάστατος εκτυπωτής Stratasys FDM Dimension Breakable Support χρησιμοποιεί την τεχνολογία FDM και ως υλικό κατασκευής το ABS, ενώ ο τρισδιάστατος εκτυπωτής Blueprinter M2 χρησιμοποιεί την τεχνολογία SHS και ως υλικό κατασκευής το M Flex. Η μηχανή εφελκυσμού είναι η Smimadzu AG-100kNXplus με μέγιστη δύναμη που μπορεί να επιτύχει τα 100kN Μηχανή Stratasys FDM Dimension Breakable Support Ο εκτυπωτής Stratasys Dimension Breakable Support ανήκει στην εταιρεία Stratasys Inc. η οποία έχει κατοχυρώσει και εμπορικά τον όρο FDM. Το μηχάνημα αυτό χρησιμοποιεί για την κατασκευή των πρωτοτύπων υλικό ABS λευκό και για τη στήριξη κατά την κατασκευή χρησιμοποιεί πάλι ABS υποστηρικτικό υλικό, αλλά περισσότερο ψαθυρό. Και τα δύο υλικά βρίσκονται σε μεγάλες κασέτες σε μορφή νήματος και τοποθετούνται στο κάτω μέρος του μηχανήματος, ακριβώς κάτω από την πόρτα του θαλάμου κατασκευής. Μόλις ξεκινήσει η διαδικασία κατασκευής η ίνα από το ABS εξέρχονται από την κεφαλή της μηχανής σχηματίζοντας την επιθυμητή διατομή σύμφωνα με το ηλεκτρονικό σχέδιο. Το ABS λόγω της θέρμανσής του είναι εύπλαστο και με αυτό τον τρόπο δημιουργούνται διαδοχικές στρώσεις υλικού που χτίζουν το αντικείμενο. Μόλις πραγματοποιείται η εξώθηση του ABS από την κεφαλή, αυτό στερεοποιείται και σκληραίνει αμέσως. Στις περιπτώσεις που είναι αναγκαία η υποστήριξη τμημάτων του αντικειμένου, μια δεύτερη κεφαλή χρησιμοποιώντας το υποστηρικτικό υλικό δημιουργεί στηρίγματα που αφαιρούνται πολύ εύκολα μετά το τέλος της διαδικασίας. 38
39 Εικόνες 14,15 - Μηχάνημα Stratasys Dimensoin - Breakable Support Τεχνολογία Υλικό κατασκευής Υποστηρικτικό υλικό Πάχος διατομής στρώσης Διαστάσεις εκτύπωσης Stratasys FDM Dimension Breakable Support Fused Deposition Modeling (FDM) ABS Breakable support material 0.33 mm 254 x 254 x 305 mm 39


40 2.2. Μηχανή Blueprinter M2 Ο εκτυπωτής Blueprinter M2 ανήκει στην εταιρεία Blueprinter, η οποία το 2009 κατασκεύασε την πρώτη μηχανή που χρησιμοποιεί την τεχνολογία SHS και την κατοχύρωσε ως πατέντα. Το μηχάνημα αυτό χρησιμοποιεί την πατενταρισμένη τεχνολογία για την κατασκευή πρωτοτύπων και ως υλικό κατασκευής χρησιμοποιεί το θερμοπλαστικό M-Flex σε μορφή σκόνης, το οποίο σύμφωνα με την κατασκευάστρια εταιρεία του μηχανήματος αλλά και του ιδίου παρουσιάζει παρόμοιες ιδιότητες με την πολυαμίδη. Η διαδικασία ξεκινά μόλις απλωθεί ένα λεπτό στρώμα σκόνης από το θερμοπλαστικό υλικό σε ολόκληρο το θάλαμο κατασκευής του μηχανήματος. Η θερμική κεφαλή μετακινείται οριζόντια δεξιά και αριστερά κατά μήκος του θαλάμου κατασκευής, θερμαίνει και λιώνει στιγμιαία τις απαιτούμενες διατομές της σκόνης ώστε να διαμορφωθεί το στρώμα του πλαστικού που απαιτείται για τη γεωμετρία του αντικειμένου. Αφότου ολοκληρωθεί το πρωτότυπο, αφαιρείται χειροκίνητα από το θάλαμο κατασκευής και η ποσότητα της σκόνης υλικού που δεν χρησιμοποιήθηκε μπορεί να επαναχρησιμοποιηθεί σε επόμενη κατασκευή και για το λόγο αυτό το μηχάνημα συνοδεύεται από δεύτερο εξωτερικό εξάρτημα όπου συγκεντρώνεται η περισσευούμενη σκόνη. Μόλις ολοκληρωθεί όλη η εκτύπωση για να αφαιρεθεί τελείως η περισσευούμενη σκόνη υλικού, το αντικείμενο τοποθετείται σε έναν θάλαμο πίεσης αέρα (Εικόνα 19) όπου εκεί αποκτά την τελική του μορφή. Εικόνες 16,17 - Μηχάνημα Blueprinter M2 40

 M-Flex Δεν χρησιμοποιεί 0.")
41 Εικόνες 18,19 Άποψη εσωτερικού μηχανήματος Blueprinter M2 και δοχείο περισυλλογής υλικού-θάλαμος πίεσης αέρα Τεχνολογία Υλικό κατασκευής Υποστηρικτικό υλικό Πάχος διατομής στρώσης Διαστάσεις εκτύπωσης Blueprinter M2 Selective Heat Sintering (SHS) M-Flex Δεν χρησιμοποιεί 0.1 mm 157 x 200 x 150 mm 41
.")
42 2.3. Μηχανή Shimadzu AG-100kNXplus Η μηχανή εφελκυσμού Shimadzu AG-100kNXplus είναι επιδαπέδια μηχανή εφελκυσμού με υψηλή ακρίβεια αποτελεσμάτων. Διαθέτει δύο κάθετες αρπάγες στις οποίες μπορούν να τοποθετηθούν δοκίμια πάχους από 0 έως 7 χιλιοστών (Εικόνα 20). Η επάνω αρπάγη εκτελεί κίνηση προς τα πάνω εφαρμόζοντας εφελκυστικές δυνάμεις και τραβώντας παράλληλα το δοκίμιο ενώ η δεύτερη λαβή παραμένει ακίνητη κρατώντας σταθερά το δοκίμιο από το άλλο άκρο του. Όσο εκτελείται το πείραμα το μηχάνημα υπολογίζει τη δύναμη, την τάση, την παραμόρφωση, τη μετατόπιση, το όριο διαρροής αλλά και το μέτρο ελαστικότητας του υλικού και τα αναπαριστά ταυτόχρονα το ηλεκτρονικό πρόγραμμα που συνδέεται μαζί του σε γραφικές παραστάσεις. Το κάθε πείραμα ολοκληρώνεται μόλις αστοχήσει το δοκίμιο, συνήθως με θραύση αυτού (Εικόνα 21). Εικόνα 20 - Αρπαγή μηχανής εφελκυσμού Εικόνα 21 Θραύση δοκιμίου αστοχία υλικού με μέγιστο άνοιγμα 7mm 42

43 Εικόνα 22 - Μηχάνημα Shimadzu AG-100kNXplus Εύρος φορτίων Ταχύτητα μετακίνησης αρπαγών Shimadzu AG-100kNXplus Μέγιστο 100 kn mm/min 43
44 3. Πειράματα Πραγματοποιήσαμε δύο πειράματα εφελκυσμού σε διαφορετικές χρονικές περιόδους για να εξάγουμε τα συμπεράσματά μας σχετικά με τη συμπεριφορά των δοκιμίων. Το πρώτο πείραμα πραγματοποιήθηκε για να έχουμε κάποια πρώτα αποτελέσματα και να συμπεράνουμε σε πρώτη φάση το πώς συμπεριφέρεται ένα δοκίμιο με κλίση κατασκευής στις 0, 45 και 90 μοίρες αντίστοιχα όταν του ασκηθούν εφελκυστικές δυνάμεις. Το δεύτερο πείραμα πραγματοποιήθηκε με δύο διαφορετικά είδη δοκιμίων ώστε να υπάρξει σύγκριση μεταξύ τους και να διαπιστώσουμε εάν οι διαστάσεις ενός αντικειμένου επηρεάζουν πρακτικά τη μηχανική συμπεριφορά αυτού Διαδικασία πειραμάτων Ξεκινώντας τη διαδικασία των πειραμάτων κάνουμε τη σύνδεση της μηχανής εφελκυσμού με τον ηλεκτρονικό υπολογιστή μέσω του λογισμικού Trapezium X, με τη βοήθεια του οποίου η μηχανή εφελκυσμού στέλνει όλα τα δεδομένα κατά τις δοκιμές στον υπολογιστή και αυτά καταγράφονται και σχηματοποιούνται σε γραφικές παραστάσεις. Παράλληλα, με τη βοήθεια του λογισμικού αυτού γίνεται και ο χειρισμός και ο έλεγχος της μηχανής εφελκυσμού από τον χειριστή. Στη συνέχεια τοποθετούμε τα δοκίμια ανάμεσα στις αρπάγες της μηχανής και τα σταθεροποιούμε καλά. Μέσα από το λογισμικό ελέγχου ξεκινάμε τη διαδικασία της δοκιμής. Η μηχανή κρατά γερά και σταθερά με τις αρπαγές τις δύο άκρες του δοκιμίου και η επάνω λαβή τραβά συνεχώς με σταθερό ρυθμό παραμόρφωσης το δοκίμιο και καταγράφει συνεχώς τις διάφορες τιμές που έχουν η δύναμη, η μετατόπιση, η τάση και η παραμόρφωση μέχρι να πραγματοποιηθεί η θραύση, δηλαδή η αστοχία του δοκιμίου. Μόλις γίνει η θραύση έχουμε και το τέλος του πειράματος επομένως τα δεδομένα που καταγράφηκαν κατά τη στιγμή της θραύσης αποθηκεύονται και μετατρέπονται άμεσα σε γραφικές παραστάσεις. Συνήθως, οι γραφικές παραστάσεις που χρησιμοποιούνται σε δοκιμές εφελκυσμού είναι αυτά της τάσης με την παραμόρφωση. Μέσα από αυτά τα διαγράμματα μπορούμε να εξάγουμε πολλά συμπεράσματα για τη συμπεριφορά των δοκιμίων 44

45 αλλά και να υπολογίσουμε τις τιμές μεγεθών όπως του μέτρου ελαστικότητας ή αλλιώς μέτρο του Young. Τα δύο πειράματα πραγματοποιήθηκαν σε διαφορετικές ημερομηνίες και με διαφορετικά δοκίμια και για αυτό το λόγο δεν θα κάνουμε άμεση σύγκριση μεταξύ των δύο πειραμάτων αλλά θα εξάγουμε συμπεράσματα μεμονωμένα από το καθένα και στην πορεία θα δούμε που συγκλίνουν τα αποτελέσματα. Οι περιβαλλοντικές συνθήκες που επικρατούσαν κατά τη διάρκεια των δύο δοκιμών δεν ήταν όμοιες μεταξύ τους και επειδή ο παράγοντας της υγρασίας επηρεάζει σε μεγάλο βαθμό τα αποτελέσματα μας, θα τον λάβουμε και αυτόν υπόψιν μας. Εικόνες 23,24 - Στιγμιότυπα από τις δοκιμές εφελκυσμού 45



46 3.2. Δοκίμια πειραμάτων Τα δοκίμια που χρησιμοποιήθηκαν στο 1 ο διερευνητικό πείραμα ήταν κυλινδρικού σχήματος, καθαρού μήκους/ύψους 80mm και διαμέτρου 9mm και για τις δύο μηχανές εκτύπωσης. Κατασκευάστηκαν τρία δοκίμια σε κάθε μία από τις μηχανές πρωτοτυποποίησης, δηλαδή τρία στην μηχανή Stratasys FDM Dimension η οποία χρησιμοποιεί υλικό ABS και τρία στη μηχανή Blueprinter M2 τεχνολογίας SHS η οποία χρησιμοποιεί nylon υλικό σε μορφή πούδρας. Τα τρία δοκίμια κάθε μηχανής πρωτοτυποποίησης κατασκευάστηκαν υπό τρεις διαφορετικές γωνίες 0, 45 και 90 του άξονα κάθε δοκιμίου με το επίπεδο κατασκευής. Τα δοκίμια μοντελοποιήθηκαν με τη βοήθεια του λογισμικού τρισδιάστατης μοντελοποίησης PTC Creo Parametric και από εκεί εξάγαμε τα αρχεία STL για να «διαβαστούν» από τους τρισδιάστατους εκτυπωτές. Για την κατασκευή των τριών δοκιμίων στη μηχανή τεχνολογίας FDM χρειάστηκε χρόνος, περίπου δύο ώρες, ενώ στο μηχάνημα τεχνολογίας SHS 66 ώρες. Εικόνες 25,26 - Διαστάσεις δοκιμίου Εικόνα 27 - Απεικόνιση των δοκιμίων στον θάλαμο κατασκευής της μηχανής τεχνολογίας FDM 46
47 Εικόνα 28 - Τεχνικό σχέδιο δοκιμίου διαστάσεων 80 x 9mm Τα δοκίμια που χρησιμοποιήθηκαν στο 2 ο πείραμα ήταν παραλληλόγραμμου σχήματος και χωρίστηκαν σε δύο ομάδες. Τα δοκίμια της πρώτης ομάδας ήταν καθαρού μήκους/ύψους 100mm, πλάτους 20mm και διαμέτρου 6mm, ενώ τα δοκίμια της δεύτερης ομάδας ήταν καθαρού μήκους/ύψους 150mm, πλάτους 20mm και διαμέτρου 6mm. Σε αυτό το πείραμα χρησιμοποιήθηκε μόνο η τεχνολογία FDM λόγω βλάβης του μηχανήματος Blueprinter M2 τεχνολογίας SHS. Κατασκευάστηκαν τρία δοκίμια σε κάθε μία από τις ομάδες δοκιμίων. Τα τρία δοκίμια κάθε ομάδας κατασκευάστηκαν υπό τρεις διαφορετικές γωνίες 0, 45 και 90 του άξονα κάθε δοκιμίου με το επίπεδο κατασκευής. Τα δοκίμια μοντελοποιήθηκαν με τη βοήθεια του λογισμικού τρισδιάστατης μοντελοποίησης PTC Creo Parametric και από εκεί εξάγαμε τα αρχεία STL για να «διαβαστούν» από τους τρισδιάστατους εκτυπωτές. Για την κατασκευή των δοκιμίων στη μηχανή τεχνολογίας FDM 47
48 χρειάστηκε αρκετός χρόνος λόγω βλάβης του και επαναλαμβανόμενης αστοχίας εκτύπωσης των δοκιμίων και ειδικά αυτών υπό γωνία 45 ο. Εικόνα 29 - Τεχνικό σχέδιο δοκιμίου διαστάσεων 100 x 20 x 6mm 48
49 Εικόνα 30 - Τεχνικό σχέδιο δοκιμίου διαστάσεων 150 x 20 x 6mm 3.3. Παράγοντες που επηρεάζουν το πείραμα Ένας σημαντικός παράγοντας που πρέπει να λαμβάνεται υπόψιν στα πειράματα εφελκυσμού είναι ο ρυθμός παραμόρφωσης και αυτό διότι η ταχύτητα με την οποία απομακρύνονται οι αρπαγές της μηχανής εφελκυσμού μεταξύ τους και τραβούν παράλληλα το δοκίμιο σχετίζεται άμεσα με το ρυθμό παραμόρφωσης. Ως γνωστόν, ο ρυθμός παραμόρφωσης μπορεί να οριστεί και ως το πηλίκο της ταχύτητας απομάκρυνσης των λαβών προς το αρχικό μήκος του δοκιμίου που χρησιμοποιείται στο πείραμα. Αυτό προκύπτει από τη σχέση: 49
50 Μέσα από μελέτες και πειράματα έχει αποδειχθεί ότι όσο περισσότερο αυξάνεται ο ρυθμός παραμόρφωσης τότε αυξάνεται παράλληλα και η μέγιστη αντοχή του υλικού που βρίσκεται σε εφελκυσμό (Yu, Lu & Cai, 2013). Επομένως, για διαφορετικές τιμές του ρυθμού παραμόρφωσης θα προκύπτουν και διαφορετικές τιμές για την τάση αλλά και για το μέτρο ελαστικότητας και με αυτό τον τρόπο πρακτικά σε ένα αντικείμενο που ασκούνται τάσεις και συναντάται παραμόρφωση αργού ρυθμού θα έχουμε αστοχία σε μικρότερη τιμή της τάσης συγκριτικά με μια πιο απότομη παραμόρφωση. Στο παρακάτω διάγραμμα βλέπουμε τη συμπεριφορά του πολυπροπυλενίου (PP) για τρεις διαφορετικές τιμές του ρυθμού παραμόρφωσης (Εικόνα 31). Παρατηρούμε ότι όσο μεγαλύτερος ο ρυθμός παραμόρφωσης τόσο μεγαλύτερη και η τιμή της τάση στην οποία πραγματοποιείται η αστοχία του υλικού. Επίσης, ως γνωστόν η κλίση της ευθείας στο γραμμικό τμήμα αντιστοιχεί στο μέτρο ελαστικότητας του υλικού. Άρα, όσο πιο μεγάλος ο ρυθμός παραμόρφωσης, τόσο πιο μεγάλη η κλίση της και επομένως μεγαλύτερο το μέτρο ελαστικότητας, δηλαδή το υλικό προβάλλει μεγαλύτερη αντίσταση στην ελαστική παραμόρφωση που δέχεται και παρουσιάζει μεγαλύτερη ακαμψία. Εικόνα 31 - Διάγραμμα τάσης-παραμόρφωσης για το πολυπροπυλένιο(pp) 50
51 Άλλος ένας παράγοντας που μπορεί να επηρεάσει τα πειράματα είναι οι συνθήκες που επικρατούν στο περιβάλλον κατά τη διάρκεια των δοκιμών. Κατά τη διάρκεια των δοκιμών η θερμοκρασία και η υγρασία, που επικρατούν στον περιβάλλοντα χώρο όπου πραγματοποιούνται αυτές, είναι δυνατόν να επηρεάσουν σε μεγάλο βαθμό τα αποτελέσματα τους. Ουσιαστικά, επηρεάζουν αρκετά τη μέγιστη τάση των υλικών ιδιαίτερα όταν αυτά ανήκουν στα πολυμερή. Σύμφωνα με την επιστήμη των υλικών, όσο αυξάνεται η θερμοκρασία και μάλιστα όσο πιο κοντά στη θερμοκρασία υαλώδους μετάπτωσης φτάνει τόσο μειώνεται η αντοχή του υλικού (Εικόνα 32). Το γεγονός αυτό οφείλεται στην αλλαγή κατάστασης που πραγματοποιείται περνώντας από την κρυσταλλική κατάσταση στην άμορφη. Σε αυτό το ενδιάμεσο στάδιο, οι πολυμερικές αλυσίδες του υλικού χαλαρώνουν, σπάνε οι μεταξύ τους δεσμοί και μετακινούνται αυτές με μεγαλύτερη ελευθερία. Ακόμα, η υψηλή συγκέντρωση υγρασίας στο χώρο διευκολύνει αυτή τη διαδικασία με αποτέλεσμα να παρατηρείται αύξηση των διαστάσεων του αντικειμένου και παράλληλη μείωση της αντοχή του σε εφελκυσμό. Το φαινόμενο αυτό οφείλεται στο ότι τα μόρια του νερού της υγρασίας απομακρύνουν τις πολυμερικές αλυσίδες διευκολύνοντας την κίνησή τους και αυτές «απλώνονται» στο χώρο. Επομένως, κρίνεται απαραίτητο να εκτελούνται όλες οι δοκιμές υπό σταθερές και παρόμοιες περιβαλλοντικές συνθήκες προκειμένου να μπορούν να επαληθευτούν και να συγκριθούν μεταξύ τους τα αποτελέσματα. 51

52 Εικόνα 32 - Η επίδραση της θερμοκρασίας στα χαρακτηριστικά τάσης-παραμόρφωσης πολυμερούς υλικού 52

53 3.4. Ρυθμίσεις μηχανής εφελκυσμού και πειράματος Για να ξεκινήσει και να διεξαχθεί το πείραμα θα πρέπει να γίνει πρώτα η ρύθμιση των απαραίτητων παραμέτρων στη μηχανή εφελκυσμού. Ξεκινώντας, θα δημιουργήσουμε μια καινούρια μέθοδο εφελκυσμού, κοινή για όλη τη διαδικασία του πειράματος. Με αυτό τον τρόπο θα διασφαλιστεί ότι το πείραμα θα πραγματοποιηθεί κάτω από παρόμοιες συνθήκες και με τις ίδιες παραμέτρους ώστε να είναι δυνατόν στο τέλος να επαληθευτούν και να συγκριθούν τα αποτελέσματα μεταξύ τους. Μπαίνοντας στο λογισμικό TRAPEZIUM X που συνδέεται με τη μηχανή εφελκυσμού, επιλέγουμε από το αρχικό μενού που βρίσκεται κεντρικά προς τα πάνω στην οθόνη την επιλογή Create New Method για να δημιουργήσουμε μια νέα μέθοδο εφελκυσμού. Μέσα από αυτή τη νέα μέθοδο θα ορίσουμε τον τρόπο και τις συνθήκες που θα επικρατούν κατά τη διάρκεια των δοκιμών προκειμένου να λάβουμε τα επιθυμητά αποτελέσματα. Εικόνα 33 - Απεικόνιση αρχικού Menu του λογισμικού Trapezium 53

54 Μόλις δημιουργηθεί η νέα μέθοδος εισάγουμε τα δεδομένα και διαλέγουμε τις απαραίτητες επιλογές που μας δίνει το λογισμικό ώστε να πραγματοποιήσουμε το πείραμα όπως επιθυμούμε. Επιλέγουμε μονές δοκιμές για κάθε ένα από τα δοκίμια που έχουμε κατασκευάσει από την επιλογή Test Mode και ορίζουμε ότι θα γίνει δοκιμή εφελκυσμού από την επιλογή Test Type. Ακόμα, επιλέγουμε οι μετρήσεις μας να γίνονται με τις μονάδες του διεθνούς συστήματος (S.I.). Στη συνέχεια με την επιλογή Next προχωράμε στις υπόλοιπες ρυθμίσεις. Εικόνα 34 Απεικόνιση μενού εισαγωγής δεδομένων στο λογισμικό Trapezium Αμέσως μετά ορίζουμε το ρυθμό παραμόρφωσης που θα διατηρήσουμε κατά τη διάρκεια των δοκιμών. Είναι μια από τις σημαντικότερες ρυθμίσεις αυτή διότι μέσα από αυτή καθορίζεται και η ταχύτητα με την οποία απομακρύνονται οι αρπαγές της μηχανής εφελκυσμού μεταξύ τους και τραβούν παράλληλα το δοκίμιο. Στο πρώτο διερευνητικό πείραμα οι αρπαγές μετακινήθηκαν με ταχύτητα 50Ν/sec ενώ στο δεύτερο και πιο επίσημο πείραμα η ταχύτητα με την οποία μετακινήθηκαν οι αρπαγές της μηχανής εφελκυσμού ήταν 10N/sec. 54


55 Εικόνα 35 - Απεικόνιση μενού ορισμού ταχύτητας μετακίνησης αρπαγών στο λογισμικό Trapezium Στην επόμενη καρτέλα, επιλέγουμε ότι το υλικό που είναι κατασκευασμένα τα υπό δοκιμή δοκίμια είναι το πλαστικό και το σχήμα τους είναι Plate. Σε αυτό το σημείο ορίζονται και οι διαστάσεις των δοκιμίων, δηλαδή το μήκος, το πλάτος, το ύψος και το πάχος. Ως μήκος δοκιμίου ορίζεται το μήκος αναφοράς που απομένει μετά το πιάσιμο των δύο λαβών. Εικόνα 36 - Απεικόνιση μενού ορισμού υλικού και σχήματος δοκιμίων στο λογισμικό Trapezium 55
, την Τάση (N/mm²), την Παραμόρφωση και την Επιμήκυνση (mm) του δοκιμίου.")
56 Το επόμενο βήμα είναι να επιλέξουμε ποια μεγέθη θέλουμε να υπολογιστούν και να εξαχθούν από το λογισμικό κατά τη διάρκεια του πειράματος. Επιλέγουμε λοιπόν από κάθε δοκιμή να λαμβάνουμε δεδομένα που αφορούν τη Δύναμη (Ν), την Τάση (N/mm²), την Παραμόρφωση και την Επιμήκυνση (mm) του δοκιμίου. Παράλληλα, θα υπολογίζονται και το σημείο θραύσης του δοκιμίου, το σημείο που εντοπίζεται η μέγιστη τάση καθώς επίσης και το σημείο του ορίου διαρροής. Μέσα από τη διαγραμματική απεικόνιση των αποτελεσμάτων και των δεδομένων που συλλέγει και υπολογίζει το λογισμικό μπορούμε εύκολα να υπολογίσουμε και το μέτρο ελαστικότητας του κάθε δοκιμίου. Το λογισμικό μας δίνει τη δυνατότητα να μας παρέχει εύκολα διάφορα δεδομένα όπως μέσους όρους, αποκλίσεις τιμών, μέγιστες και ελάχιστες τιμές των μεγεθών που μας ενδιαφέρουν. Εικόνα 37 - Απεικόνιση μενού ορισμού μεγεθών Δύναμης, Τάσης, παραμόρφωσης και Επιμήκυνσης στο λογισμικό Trapezium Αμέσως μετά επιλέγουμε τα είδη των γραφικών παραστάσεων που θέλουμε να μας δημιουργήσει το λογισμικό. Επιλέγουμε για το πείραμά μας να σχηματιστούν γραφικές παραστάσεις Δύναμης - Μετατόπισης για κάθε δοκίμιο που θα υποστεί εφελκυσμό ώστε να έχουμε μια πλήρη εικόνα για τη συμπεριφορά του κάθε δοκιμίου. 56


57 Εικόνα 38 - Απεικόνιση μενού επιλογής γραφικής αναπαράστασης των αποτελεσμάτων στο λογισμικό Trapezium Στην τελευταία καρτέλα ρύθμισης του λογισμικού έχουμε τη δυνατότητα να επιλέξουμε τον τρόπο με τον οποίο θα παρουσιαστούν τα δεδομένα και τα αποτελέσματα του πειράματος μετά το πέρας αυτού. Εικόνα 39 - Απεικόνιση μενού επιλογής τρόπου παρουσίασης των αποτελεσμάτων στο λογισμικό Trapezium 57
58 3.5. Περιγραφή Πειραμάτων Διερευνητικό πείραμα Το πρώτο και διερευνητικό πείραμα διεξάχθηκε με σκοπό να έχουμε μια πρώτη επαφή με τη συμπεριφορά των δοκιμίων που κατασκευάσαμε στις δύο μηχανές Ταχείας Πρωτοτυποποίησης. Τα δοκίμια που χρησιμοποιήθηκαν στο πείραμα αυτό κατασκευάστηκαν με τις τεχνολογίες FDM και SHS και με κλίσεις κατασκευής 0, 45 και 90 μοιρών. Τα δοκίμια ήταν κυλινδρικού σχήματος, καθαρού μήκους/ύψους 80mm και διαμέτρου 9mm και για τις δύο μηχανές εκτύπωσης. Κατασκευάστηκαν τρία δοκίμια σε κάθε μία από τις μηχανές Πρωτοτυποποίησης. Σκοπός του πειράματος αυτού ήταν να διαπιστώσουμε μέσα από τις μετρήσεις και την παρατήρηση τη συμπεριφορά που επιδεικνύει το κάθε δοκίμιο υπό την επίδραση των εφελκυστικών τάσεων. Ανάλογα με την κλίση κατασκευής του καθενός, εμφανίζεται διαφορετική αντοχή του υλικού, παραμόρφωση, μέτρο ελαστικότητας, επιμήκυνση του δοκιμίου και όλα αυτά παρατηρούνται για διαφορετικές τιμές της μέγιστης δύναμης που επιτυγχάνεται. Ο τρόπος κατασκευής ενός προϊόντος επηρεάζει άμεσα τις μηχανικές ιδιότητές του και για το λόγο αυτό στο στάδιο της κατασκευής ενός πρωτοτύπου και γενικότερα ενός προϊόντος θα πρέπει να γίνεται μελέτη και να λαμβάνεται σοβαρά υπόψιν ο παράγοντας αυτός. Στην Ταχεία Πρωτοτυποποίηση και πιο συγκεκριμένα στις τεχνολογίες της Στερεολιθογραφίας και της FDM ο προσανατολισμός του αντικειμένου κατά τη διάρκεια της κατασκευής είναι πολύ σημαντικός καθώς μπορεί να έχει επιπτώσεις στην ακρίβεια του αντικειμένου, να μειώσει το χρόνο παραγωγής και να ελαχιστοποιήσει την ανάγκη για τυχόν υποστήριξη. Με αυτό τον τρόπο μειώνεται και το κόστος του προτύπου. Αρχικά σχεδιάσαμε τα δοκίμια στο Creo Parametric με βάση το επιθυμητό σχήμα και τις προβλεπόμενες διαστάσεις. Στη συνέχεια, εισαγάγαμε τα ηλεκτρονικά σχέδια στις δύο μηχανές πρωτοτυποποίησης. Για την κατασκευή των τριών δοκιμίων στη 58
59 μηχανή FDM χρειάστηκαν περίπου δύο ώρες, ενώ στο μηχάνημα τεχνολογίας SHS χρειάστηκαν 66 ώρες. Μόλις τα δοκίμια μας ήταν έτοιμα, καθορίσαμε μια συγκεκριμένη μέρα διεξαγωγής των δοκιμών εφελκυσμού ώστε να διασφαλίσουμε ότι οι συνθήκες περιβάλλοντος που θα επικρατούν θα είναι παρόμοιες και δεν θα επηρεαστούν τα αποτελέσματα και τα συμπεράσματα του πειράματος. Ξεκινήσαμε πραγματοποιώντας τις κατάλληλες ρυθμίσεις στη μηχανή εφελκυσμού με τη βοήθεια του λογισμικού TRAPEZIUM X που συνδέεται με τη μηχανή εφελκυσμού. Ορίσαμε τον τύπο της κάθε δοκιμής ως Single ώστε να μας δίνει το λογισμικό τις μετρήσεις αμέσως μετά από κάθε δοκιμή. Ορίσαμε ότι πρόκειται για δοκιμή εφελκυσμού δηλώνοντας ως Tensile το είδος της δοκιμής, Rod το σχήμα του δοκιμίου εφόσον χρησιμοποιούμε κυλινδρικά δοκίμια και τέλος ορίσαμε την ταχύτητα με την οποία θα μετακινούνται οι αρπαγές 50N/sec. Λίγο πριν αρχίσουμε την κάθε δοκιμή φωτογραφίζαμε τα δοκίμια ώστε να έχουμε σημείο αναφοράς πριν και μετά τη δοκιμή. Μόλις καταχωρήθηκαν όλες οι απαραίτητες παράμετροι για τις δοκιμές ξεκινήσαμε το πείραμα και άρχισαν αμέσως οι μετρήσεις. Μέσα από το λογισμικό παρακολουθούσαμε καθ όλη τη διάρκεια τις τιμές της δύναμης που ασκείτο, την ταχύτητα με την οποία μετακινούνταν οι αρπαγές και την επιμήκυνση του δοκιμίου λόγω του εφελκυσμού. Κατά τη διάρκεια της κάθε δοκιμής τα αποτελέσματα παριστάνονταν σε γραφική παράσταση Δύναμης-Επιμήκυνσης(N/mm). Με τη θραύση του κάθε δοκιμίου, δηλαδή την αστοχία του, λάμβανε τέλος η κάθε επιμέρους δοκιμή και φωτογραφίζαμε πάλι τα δοκίμια που πλέον αποτελούνταν από δύο κομμάτια, δίνοντας έμφαση όμως στην τομή που είχε προέλθει από την θραύση. Τα αποτελέσματα του πρώτου διερευνητικού πειράματος παρουσιάζονται παρακάτω: 59
60 Δοκίμιο σε 0 ο μοίρες Εικόνα 40 Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας FDM Εικόνα 41 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας SHS 60

61 Δοκίμιο σε 45 ο μοίρες Εικόνα 42 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας FDM Εικόνα 43 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας SHS 61

62 Δοκίμιο σε 90 ο μοίρες Εικόνα 44 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 90 μοιρών τεχνολογίας FDM Εικόνα 45 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 90 μοιρών τεχνολογίας SHS 62
63 Παρατηρήσεις Διερευνητικού Πειράματος Μέσα από τα αποτελέσματα και την παρατήρηση που πραγματοποιήσαμε εξαγάγαμε κάποιες παρατηρήσεις: 1. Αρχικά, τα δοκίμια με κλίση κατασκευής 0 μοίρες παρουσίασαν μεγαλύτερη αντοχή σε σχέση με τα δοκίμια που κατασκευάστηκαν με κλίσεις 45 ο και 90 ο μοιρών. Μάλιστα τη μικρότερη αντοχή σε εφελκυσμό ανάμεσα σε όλα τα δοκίμια επέδειξαν αυτά που κατασκευάστηκαν με γωνία 90 ο μοιρών με το επίπεδο κατασκευής. Πιο αναλυτικά, στα δοκίμια με κλίση κατασκευής 0 ο σημειώθηκαν μεγαλύτερες μέγιστες τιμές της δύναμης και παράλληλα και μεγαλύτερες επιμηκύνσεις μέχρι τη θραύση τους σε σχέση μετά υπόλοιπα δοκίμια. 2. Από τα παραπάνω διαγράμματα και βλέποντας τις επιμηκύνσεις των δοκιμίων έως τη θραύση τους, παρατηρούμε ότι κατά τον εφελκυσμό τα δοκίμια κλίσης 0 ο μοιρών παρουσιάζουν μεγαλύτερη παραμόρφωση, τα δοκίμια κλίσης 45 ο μοιρών εμφανίζουν μια ενδιάμεση τιμή, ενώ τα δοκίμια κλίσης 90 ο μοιρών εμφανίζουν μικρότερη παραμόρφωση. 3. Διαφορές παρατηρούμε και μεταξύ δοκιμίων με ίδια κλίση αλλά διαφορετική τεχνολογία κατασκευής. Παραδείγματος χάριν, για τα δοκίμια κλίσης 45 ο μοιρών, λάβαμε ως μέγιστη τιμή της δύναμης στο δοκίμιο που κατασκευάστηκε με την τεχνολογία FDM περίπου 1300Ν, όταν η αντίστοιχη μέγιστη δύναμη στο δοκίμιο τεχνολογίας SHS ήταν περίπου 300Ν. 4. Κάτι αντίστοιχο όμως δεν συνέβη και με τις επιμηκύνσεις. Σύμφωνα με τα διαγράμματα που προέκυψαν από το λογισμικό, μιλώντας πάντα για δοκίμια ίδιας κλίσης κατασκευής, παρατηρήσαμε ότι τα δοκίμια τεχνολογίας SHS παρουσίασαν μεγαλύτερες επιμηκύνσεις σε σχέση με τα δοκίμια τεχνολογίας FDM. 5. Μετά το πέρας της κάθε δοκιμής παρατηρούσαμε ότι τα δοκίμια παρουσίαζαν και διαφορετική τομή κατά την θραύση τους ανάλογα την κλίση κατασκευής τους. 63
64 Όσο μεγαλύτερη η γωνία κατασκευής τόσο πιο ευθεία και λεία ήταν η τομή που δημιουργήθηκε κατά τη θραύση, γεγονός που οφείλεται στην έλλειψη ελαστικής παραμόρφωσης και στην επικράτηση ουσιαστικά της πλαστικής παραμόρφωσης έως την αστοχία του δοκιμίου. Βασιζόμενοι σε όλα τα παραπάνω συμπεράσματα από το πρώτο διερευνητικό πείραμα και βλέποντας ότι η κλίση κατασκευής ενός αντικειμένου παίζει πολύ σημαντικό ρόλο στη συμπεριφορά που θα επιδείξει αυτό υπό συγκεκριμένες συνθήκες, όπως είναι οι εφελκυστικές δυνάμεις, αποφασίσαμε να προχωρήσουμε σε δεύτερο πείραμα όπου θα λαμβάναμε υπόψιν μας και άλλες παραμέτρους και θα εξετάζαμε περισσότερο τη μηχανική συμπεριφορά των δοκιμίων. 64
65 Δεύτερο πείραμα Το δεύτερο πείραμα πραγματοποιήθηκε με σκοπό να εμβαθύνουμε στη συμπεριφορά των δοκιμίων υπό εφελκυσμό που κατασκευάσαμε στις δύο μηχανές Ταχείας Πρωτοτυποποίησης. Τα δοκίμια που χρησιμοποιήθηκαν στο πείραμα αυτό κατασκευάστηκαν με τις τεχνολογίες FDM και SHS και με κλίσεις κατασκευής 0, 45 και 90 μοιρών. Τα δοκίμια πλέον ήταν παραλληλόγραμμου σχήματος και χωρίστηκαν σε δύο ομάδες. Τα δοκίμια της πρώτης ομάδας ήταν καθαρού μήκους/ύψους 100mm, πλάτους 20mm και πάχους 6mm, ενώ τα δοκίμια της δεύτερης ομάδας ήταν καθαρού μήκους/ύψους 150mm, πλάτους 20mm και πάχους 6mm. Κατασκευάστηκαν τρία δοκίμια σε κάθε μία από τις ομάδες δοκιμίων για τη μηχανή FDM και δύο δοκίμια από κάθε κατηγορία για τη μηχανή SHS. Τa δοκίμιa των 90 ο μοιρών δεν εκτυπώθηκαν στη μηχανή τεχνολογίας SHS λόγω του ότι οι διαστάσεις τους ξεπερνούν τα όρια του θαλάμου κατασκευής της μηχανής. Για την κατασκευή των δοκιμίων στη μηχανή FDM χρειάστηκε αρκετός χρόνος λόγω βλάβης του μηχανήματος και επαναλαμβανόμενης αστοχίας εκτύπωσης των δοκιμίων και ειδικά αυτών υπό γωνία 45 ο. Σκοπός του πειράματος αυτού ήταν να διαπιστώσουμε μέσα από πιο προσεκτικές μετρήσεις και παρατήρηση τη συμπεριφορά που επιδεικνύει το κάθε δοκίμιο υπό την επίδραση των εφελκυστικών τάσεων. Εκτός από τη δύναμη που ασκείται στο κάθε δοκίμιο αλλά και την επιμήκυνση που δημιουργείται σε αυτό μέχρι την θραύση του, σε αυτό το πείραμα θα μελετήσουμε και τα μεγέθη της τάσης και της παραμόρφωσης καθώς επίσης και το μέτρο ελαστικότητας που επιδεικνύει το κάθε δοκίμιο σε κάθε δοκιμή του πειράματος. Δηλαδή εκτός από τα διαγράμματα Δύναμης-Επιμήκυνσης που δημιουργήσαμε και στο προηγούμενο πείραμα, σε αυτό θα δημιουργήσουμε και διαγράμματα Τάσης-Παραμόρφωσης. Από αυτού του είδος τα διαγράμματα, υπολογίζοντας την κλίση στο ευθύγραμμο διάστημα θα προκύψει το μέτρο ελαστικότητας και η αντοχή του κάθε δοκιμίου στη συγκεκριμένη δοκιμή. 65
66 Αρχικά σχεδιάσαμε τα δοκίμια στο Creo Parametric με βάση το επιθυμητό σχήμα και τις προβλεπόμενες διαστάσεις. Σε αυτό το πείραμα το σχήμα των δοκιμίων είναι παραλληλόγραμμο. Στη συνέχεια, εισαγάγαμε τα ηλεκτρονικά σχέδια στη μηχανή πρωτοτυποποίησης. Τελικά, τα δοκίμια εκτυπώθηκαν σε δύο διαφορετικές μέρες λόγω αποτυχίας των πρώτων εκτυπώσεων στα δοκίμια των 45 ο μοιρών στην πρώτη ομάδα και των 90 ο μοιρών στη δεύτερη ομάδα. Μόλις τα δοκίμια μας ήταν έτοιμα, καθορίσαμε μια συγκεκριμένη μέρα διεξαγωγής των δοκιμών εφελκυσμού ώστε να διασφαλίσουμε ότι οι συνθήκες περιβάλλοντος που θα επικρατούν θα είναι παρόμοιες και δεν θα επηρεαστούν τα αποτελέσματα και τα συμπεράσματα του πειράματος. Για τα δοκίμια που δεν ήταν άρτια ορίσαμε άλλη μέρα διεξαγωγής της δοκιμής τους προσπαθώντας να τηρηθούν οι ίδιες συνθήκες περιβάλλοντος. Ξεκινήσαμε πραγματοποιώντας τις κατάλληλες ρυθμίσεις στη μηχανή εφελκυσμού με τη βοήθεια του λογισμικού TRAPEZIUM X που συνδέεται με τη μηχανή εφελκυσμού. Ορίσαμε τον τύπο της κάθε δοκιμής ως Single ώστε να μας δίνει το λογισμικό τις μετρήσεις αμέσως μετά από κάθε δοκιμή. Ορίσαμε ότι πρόκειται για δοκιμή εφελκυσμού δηλώνοντας ως Tensile το είδος της δοκιμής, Plate το σχήμα του δοκιμίου εφόσον χρησιμοποιούμε παραλληλόγραμμα πλέον δοκίμια και τέλος ορίσαμε την ταχύτητα με την οποία θα μετακινούνται οι αρπαγές 10N/sec. Λίγο πριν αρχίσουμε την κάθε δοκιμή φωτογραφίζαμε τα δοκίμια ώστε να έχουμε σημείο αναφοράς πριν και μετά τη δοκιμή. Μόλις δηλώθηκαν όλες οι απαραίτητες παράμετροι για τις δοκιμές ξεκινήσαμε το πείραμα και άρχισαν αμέσως οι μετρήσεις. Μέσα από το λογισμικό παρακολουθούσαμε καθ όλη τη διάρκεια τις τιμές των μεγεθών που είχαμε επιλέξει και μας ενδιέφεραν. Κατά τη διάρκεια της κάθε δοκιμής τα αποτελέσματα παριστάνονταν σε γραφική παράσταση Δύναμης-Επιμήκυνσης(N/mm) και με αυτό τον τρόπο είχαμε και οπτική απεικόνιση των μετρήσεων κατά τη διάρκεια των δοκιμών. 66






67 Με τη θραύση του κάθε δοκιμίου, δηλαδή την αστοχία του, λάμβανε τέλος η κάθε επιμέρους δοκιμή και φωτογραφίζαμε πάλι τα δοκίμια που πλέον αποτελούνταν από δύο κομμάτια, δίνοντας έμφαση όμως στην τομή που είχε προέλθει από την θραύση αλλά και στην επιμήκυνση που είχαν αποκτήσει λόγω του εφελκυσμού. Φωτογραφικό υλικό κατά τη διαδικασία του πειράματος: Δοκίμιο 0 ο μοιρών 100 x 20 x 6 67



68 Δοκίμιο 90 ο μοιρών 100 x 20 x 6 68





69 Δοκίμιο 0 ο μοιρών 150 x 20 x 6 69


70 Δοκίμιο 45 ο μοιρών 150 x 20 x 6 70
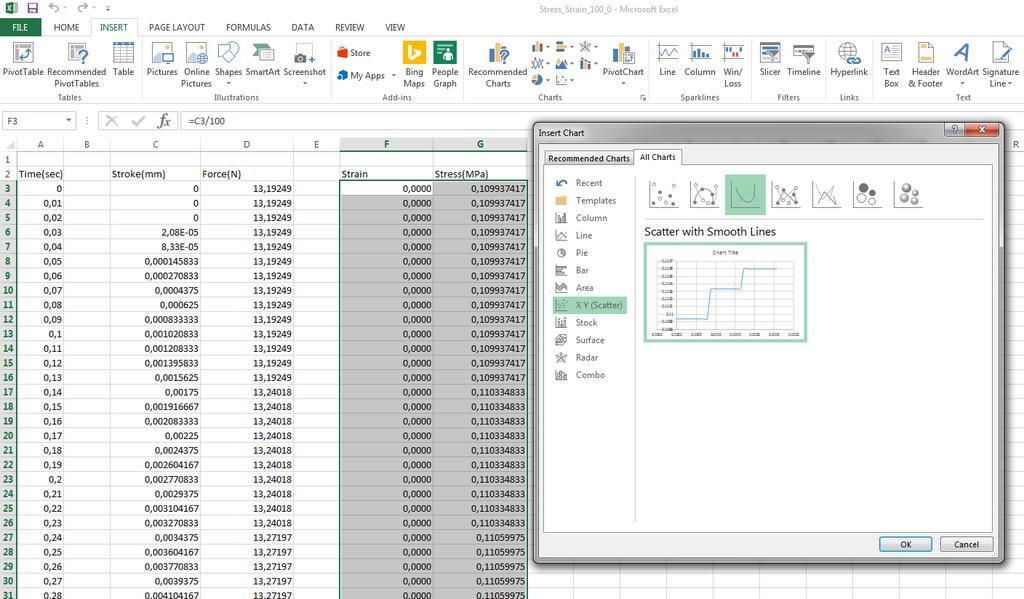
71 Δημιουργία διαγραμμάτων Τάσης Παραμόρφωσης Κατά τη διάρκεια των δοκιμών και με τη βοήθεια του λογισμικού TRAPEZIUM δημιουργήθηκαν διαγράμματα Δύναμης Επιμήκυνσης μετά το πέρας της κάθε δοκιμής. Με τις μετρήσεις που κατέγραψε το λογισμικό μπορούμε να δημιουργήσουμε διαγράμματα Τάσης Παραμόρφωσης(Stress-Strain) για να υπολογίσουμε την κλίση στο ευθύγραμμο διάστημα και θα προκύψει το μέτρο ελαστικότητας του κάθε δοκιμίου. Εισάγουμε τα δεδομένα των μετρήσεων από το αρχείο που εξήγαγε το λογισμικό TRAPEZIUM σε ένα νέο αρχείο Excel όπως φαίνεται στη φωτογραφία. Δημιουργήσαμε μια στήλη για την Επιμήκυνση(Stroke), μια στήλη για τη Δύναμη(Force), μια στήλη για την Παραμόρφωση(Strain) και μια στήλη για την Τάση(Stress). Στη στήλη της Παραμόρφωσης(Strain) εισάγουμε συνάρτηση ώστε να υπολογιστούν αυτόματα όλες οι τιμές για κάθε τιμή της επιμήκυνσης που έχουμε. Η συνάρτηση είναι Stain=Ci/length, δηλαδή η εκάστοτε τιμή της επιμήκυνσης διαιρείται με το μήκος αναφοράς του δοκιμίου. Στη στήλη της Τάσης(Stress) εισάγουμε συνάρτηση ώστε να υπολογιστούν αυτόματα όλες οι τιμές για κάθε τιμή της δύναμης που έχουμε. Η συνάρτηση είναι Stress=Di/(thickness*width), δηλαδή η εκάστοτε τιμή της δύναμης διαιρείται με το εμβαδόν της διατομής του δοκιμίου. Επιλέγοντας τις δύο στήλες της Παραμόρφωσης και της Τάσης δημιουργήσαμε μέσα από το Excel διάγραμμα αξόνων Χ-Υ που ο άξονας Χ αναπαριστά την Παραμόρφωση και ο άξονας Υ την τάση. 71
72 72

73 Πρώτη ομάδα: 100 x 20 x 6 Δοκίμιο σε 0 ο μοίρες Εικόνα 46 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας FDM και διαστάσεων 100 x 20 x 6mm 73
74 Εικόνα 47 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας FDM και διαστάσεων 100 x 20 x 6mm Από το παραπάνω διάγραμμα μπορούμε να υπολογίσουμε το μέτρο ελαστικότητας του συγκεκριμένου δοκιμίου, υπολογίζοντας την κλίση της καμπύλης στο ευθύγραμμό της τμήμα. Η κλίση του ευθύγραμμου τμήματος είναι Stress/Strain. Η κλίση όμως αντιπροσωπεύει και το μέτρο ελαστικότητας ή αλλιώς μέτρο του Young, επομένως με μαθηματικούς όρους έχουμε: Οπότε: Ε = (8 0)MPa 0,01 0 Ε = κλίση = Δσ σ₂ σ₁ = Δε ε₂ ε₁ = 800MPa, παίρνοντας αυθαίρετες τιμές σ₂=8, σ₁=0, ε₂=0,01 και ε₁=0 Με τον ίδιο ακριβώς τρόπο θα υπολογίσουμε τα μέτρα ελαστικότητας για όλα τα δοκίμια. 74

75 Εικόνα 48 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας SHS και διαστάσεων 100 x 20 x 6mm 75
76 Εικόνα 49 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας SHS και διαστάσεων 100 x 20 x 6mm Το μέτρο ελαστικότητας για το συγκεκριμένο δοκίμιο είναι: Ε = (4 0)MPa 0,009 0 = 445MPa, παίρνοντας αυθαίρετες τιμές σ₂=4, σ₁=0, ε₂=0,009 και ε₁=0 76

77 Δοκίμιο σε 45 ο μοίρες Εικόνα 50 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας FDM και διαστάσεων 100 x 20 x 6mm 77
78 Εικόνα 51 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας FDM και διαστάσεων 100 x 20 x 6mm Το μέτρο ελαστικότητας για το συγκεκριμένο δοκίμιο είναι: Ε = (6 0)MPa 0, = 923MPa, παίρνοντας αυθαίρετες τιμές σ₂=6, σ₁=0, ε₂=0,0065 και ε₁=0 78

79 Εικόνα 52 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας SHS και διαστάσεων 100 x 20 x 6mm 79
80 Εικόνα 53 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας SHS και διαστάσεων 100 x 20 x 6mm Το μέτρο ελαστικότητας για το συγκεκριμένο δοκίμιο είναι: Ε = (1,5 0)MPa 0,005 0 ε₁=0 = 300MPa, παίρνοντας αυθαίρετες τιμές σ₂=1,5, σ₁=0, ε₂=0,005 και 80

81 Δοκίμιο σε 90 ο μοίρες Εικόνα 54 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 90 μοιρών τεχνολογίας FDM και διαστάσεων 100 x 20 x 6mm 81
82 Εικόνα 55 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 90 μοιρών τεχνολογίας FDM και διαστάσεων 100 x 20 x 6mm Το μέτρο ελαστικότητας για το συγκεκριμένο δοκίμιο είναι: Ε = (4 0)MPa 0,004 0 = 1000MPa, παίρνοντας αυθαίρετες τιμές σ₂=4, σ₁=0, ε₂=0,004 και ε₁=0 Το δοκίμιο των 90 ο μοιρών δεν εκτυπώθηκε στη μηχανή τεχνολογίας SHS λόγω του ότι οι διαστάσεις του ξεπερνούν τα όρια του θαλάμου κατασκευής της μηχανής. 82

83 Δεύτερη ομάδα: 150 x 20 x 6 Δοκίμιο σε 0 ο μοίρες Εικόνα 56 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας FDM και διαστάσεων 150 x 20 x 6mm 83
84 Εικόνα 57 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας FDM και διαστάσεων 150 x 20 x 6mm Το μέτρο ελαστικότητας για το συγκεκριμένο δοκίμιο είναι: Ε = (4 0)MPa 0, ε₁=0 = 1112MPa, παίρνοντας αυθαίρετες τιμές σ₂=4, σ₁=0, ε₂=0,0036 και 84

85 Εικόνα 58 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας SHS και διαστάσεων 150 x 20 x 6mm 85
86 Εικόνα 59 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 0 μοιρών τεχνολογίας SHS και διαστάσεων 150 x 20 x 6mm Το μέτρο ελαστικότητας για το συγκεκριμένο δοκίμιο είναι: Ε = (2 0)MPa 0, ε₁=0 = 556MPa, παίρνοντας αυθαίρετες τιμές σ₂=2, σ₁=0, ε₂=0,0036 και 86

87 Δοκίμιο σε 45 ο μοίρες Εικόνα 60 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας FDM και διαστάσεων 150 x 20 x 6mm 87
88 Εικόνα 61 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας FDM και διαστάσεων 150 x 20 x 6mm Το μέτρο ελαστικότητας για το συγκεκριμένο δοκίμιο είναι: Ε = (2 0)MPa 0, ε₁=0 = 952MPa, παίρνοντας αυθαίρετες τιμές σ₂=2, σ₁=0, ε₂=0,0021 και 88

89 Εικόνα 62 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας SHS και διαστάσεων 150 x 20 x 6mm 89
90 Εικόνα 63 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 45 μοιρών τεχνολογίας SHS και διαστάσεων 150 x 20 x 6mm Το μέτρο ελαστικότητας για το συγκεκριμένο δοκίμιο είναι: Ε = (1 0)MPa 0,0042 0,0012 ε₁=0,0012 = 334MPa, παίρνοντας αυθαίρετες τιμές σ₂=1, σ₁=0, ε₂=0,0042 και 90

91 Δοκίμιο σε 90 ο μοίρες Εικόνα 64 - Σχηματική απεικόνιση σε διάγραμμα Δύναμης-Επιμήκυνσης της μηχανικής συμπεριφοράς δοκιμίου 90 μοιρών τεχνολογίας FDM και διαστάσεων 150 x 20 x 6mm 91
92 Εικόνα 65 - Σχηματική απεικόνιση σε διάγραμμα Τάσης-Παραμόρφωσης της μηχανικής συμπεριφοράς δοκιμίου 90 μοιρών τεχνολογίας FDM και διαστάσεων 150 x 20 x 6mm Το μέτρο ελαστικότητας για το συγκεκριμένο δοκίμιο είναι: Ε = (3 2)MPa 0,0044 0,0034 ε₁=0,0034 = 1000MPa, παίρνοντας αυθαίρετες τιμές σ₂=3, σ₁=2, ε₂=0,0044 και Το δοκίμιο των 90 ο μοιρών δεν εκτυπώθηκε στη μηχανή τεχνολογίας SHS λόγω του ότι οι διαστάσεις του ξεπερνούν τα όρια του θαλάμου κατασκευής της μηχανής. 92
93 Παρατηρήσεις Δεύτερου Πειράματος Μέσα από τα αποτελέσματα και την παρατήρηση που πραγματοποιήσαμε εξαγάγαμε κάποιες παρατηρήσεις: A) Αρχικά συγκρίναμε τα αποτελέσματα και τη συμπεριφορά από τα δοκίμια ίδιας τεχνολογίας FDM της πρώτης ομάδας διαστάσεων 100 x 20 x 6 μεταξύ τους. 1. Το δοκίμιο με κλίση κατασκευής 0 μοίρες παρουσίασε μεγαλύτερη αντοχή σε σχέση με τα δοκίμια που κατασκευάστηκαν με κλίσεις 45 ο και 90 ο μοιρών. Μάλιστα τη μικρότερη αντοχή σε εφελκυσμό ανάμεσα σε όλα τα δοκίμια επέδειξε το δοκίμιο με γωνία 90 ο μοιρών με το επίπεδο κατασκευής. Πιο συγκεκριμένα, το δοκίμιο με κλίση κατασκευής 0 ο παρουσίασε μεγαλύτερη μέγιστη τιμή της δύναμης και παράλληλα και μεγαλύτερη μέγιστη τάση μέχρι τη θραύση του σε σχέση με τα υπόλοιπα δοκίμια, αλλά και μέγιστη παραμόρφωση σύμφωνα με τα διαγράμματα που δημιουργήσαμε. 2. Από τα διαγράμματα Τάσης - Παραμόρφωσης βλέποντας τη συμπεριφορά των δοκιμίων έως τη θραύση τους, παρατηρούμε ότι κατά τον εφελκυσμό το δοκίμιο κλίσης 0 ο μοιρών παρουσιάζει μεγαλύτερη περιοχή ελαστικής παραμόρφωσης (γραμμικό τμήμα της καμπύλης στο διάγραμμα), το δοκίμιο κλίσης 45 ο μοιρών εμφανίζει μια ενδιάμεση τιμή, ενώ το δοκίμιο κλίσης 90 ο μοιρών εμφανίζει μια πολύ μικρή περιοχή ελαστικής παραμόρφωσης, σχεδόν μηδενική θα μπορούσαμε να πούμε, όπου και επιτυγχάνεται πολύ πιο άμεσα και η θραύση του σε σύγκριση με τα υπόλοιπα δοκίμια. 3. Μετά το πέρας της κάθε δοκιμής παρατηρούσαμε ότι τα δοκίμια παρουσίαζαν και διαφορετική τομή κατά την θραύση τους ανάλογα την κλίση κατασκευής τους. Όσο μεγαλύτερη η γωνία κατασκευής τόσο πιο ευθεία και λεία ήταν η τομή που δημιουργήθηκε κατά τη θραύση, γεγονός που οφείλεται στην έλλειψη ελαστικής παραμόρφωσης όσο αυξάνεται η γωνία του δοκιμίου με το επίπεδο κατασκευής 93

 Οι ίδιες ακριβώς παρατηρήσεις ισχύουν και για τη σύγκριση μεταξύ των δοκιμίων τεχνολογίας FDM της δεύτερης ομάδας διαστάσεων 150 x 20 x 6.")
94 και στην επικράτηση ουσιαστικά της πλαστικής παραμόρφωσης έως την αστοχία του δοκιμίου. Στις 0 ο μοίρες η τομή είναι ιδιαίτερα οδοντωτή και ακανόνιστου σχήματος. Στις 45 ο μοίρες η τομή του δοκιμίου είναι ευθεία αλλά πλάγιας κατεύθυνσης, ακολουθώντας ουσιαστικά τις πτυχώσεις του υλικού. Ενώ στις 90 ο μοίρες, η τομή είναι ευθεία και τελείως κάθετη προς τη διατομή του δοκιμίου. Β) Οι ίδιες ακριβώς παρατηρήσεις ισχύουν και για τη σύγκριση μεταξύ των δοκιμίων τεχνολογίας FDM της δεύτερης ομάδας διαστάσεων 150 x 20 x 6. Γ) Όταν όμως συγκρίναμε τα δοκίμια ίδιας γωνίας, ίδιας τεχνολογίας FDM αλλά διαφορετικών διαστάσεων μεταξύ τους διαπιστώσαμε ότι εμφανίζονται διαφορές στις μετρήσεις και την συμπεριφορά των δοκιμίων που οφείλονται στη μεταβολή του μήκους αυτών. 1. Σύμφωνα με τα διαγράμματα Τάσης Παραμόρφωσης το δοκίμιο με το μικρότερο μήκος παρουσιάζει μεγαλύτερη αντοχή σε σχέση με το δοκίμιο αντίστοιχης κλίσης αλλά μεγαλύτερου μήκους. Παραδείγματος χάριν, για τα δοκίμια κλίσης 90 ο μοιρών, λάβαμε ως μέγιστη τιμή της τάσης στο δοκίμιο που κατασκευάστηκε με διαστάσεις 100 x 20 x 6 περίπου 11 MPa, όταν η αντίστοιχη μέγιστη τάση στο δοκίμιο διαστάσεων 150 x 20 x 6 ήταν περίπου 9,5 MPa. 94
95 2. Κάτι αντίστοιχο συνέβη και με τις παραμορφώσεις. Σύμφωνα με τα διαγράμματα που δημιουργήσαμε, μιλώντας πάντα για δοκίμια ίδιας κλίσης κατασκευής αλλά διαφορετικών διαστάσεων, παρατηρήσαμε ότι το δοκίμιο μικρότερου μήκους παρουσίασε μεγαλύτερη παραμόρφωση σε σχέση με το αντίστοιχό του δοκίμιο από τη δεύτερη ομάδα δοκιμίων. Πιο αναλυτικά, για τα δοκίμια 0 ο μοιρών, η παραμόρφωση στο πρώτο δοκίμιο διαστάσεων 100 x 20 x 6 ήταν περίπου 0,0340, ενώ στο δεύτερο δοκίμιο διαστάσεων 150 x 20 x 6 ήταν περίπου 0,0147. Βέβαια, παρατηρούμε ότι τα δοκίμια των 90 ο μοιρών παρουσιάζουν την ίδια τιμή παραμόρφωσης που είναι 0,0120. Δ) Στη συνέχεια συγκρίναμε τα αποτελέσματα και τη συμπεριφορά από τα δοκίμια ίδιας τεχνολογίας SHS της πρώτης ομάδας διαστάσεων 100 x 20 x 6. Βέβαια σε αυτή τη σύγκριση πήραν μέρος δοκίμια μόνο των γωνιών 0 ο και 45 ο μοιρών, διότι τα δοκίμια των 90 ο μοιρών ήταν αδύνατο να εκτυπωθούν επειδή οι διαστάσεις τους ξεπερνούν τα όρια του θαλάμου εκτύπωσης της μηχανής αυτής. Τα αποτελέσματα, όμως είναι αρκετά για να φανεί η διαφορά μεταξύ των γωνιών. 1. Από τη σύγκριση μεταξύ των δοκιμίων προέκυψαν τα ίδια συμπεράσματα με την αντίστοιχη σύγκριση μεταξύ των δοκιμίων τεχνολογίας FDM, με τη μόνη διαφορά ότι στα δοκίμια τεχνολογίας SHS, τα δοκίμια 0 ο μοιρών παρουσιάζουν σχεδόν διπλάσια τιμή της μέγιστης τάσης από τα δοκίμια των 45 ο μοιρών. 2. Οι διαφορές στις παραμορφώσεις είναι μικρές αλλά ακολουθούν και πάλι τον ίδιο κανόνα, με την παραμόρφωση των 0 ο μοιρών να είναι ελάχιστα μεγαλύτερη από την παραμόρφωση των 45 ο μοιρών. Ε) Οι ίδιες ακριβώς παρατηρήσεις ισχύουν και για τη σύγκριση μεταξύ των δοκιμίων τεχνολογίας SHS της δεύτερης ομάδας διαστάσεων 150 x 20 x 6. 95

96 ΣΤ) Η τελική μας σύγκριση ήταν συγκεντρωτικά για όλα τα δοκίμια όλων των γωνιών και των δύο τεχνολογιών. Ακολουθεί συγκεντρωτικός πίνακας του πειράματος: Παρατηρούμε λοιπόν ότι η τεχνολογία FDM κατασκευάζει δοκίμια που παρουσιάζουν μεγαλύτερες τιμές αντοχών σε σχέση με τα αντίστοιχά τους δοκίμια της τεχνολογίας SHS. Το δοκίμιο 0 ο μοιρών και διαστάσεων 100x20x6 που κατασκευάστηκε στη μηχανή FDM παρουσίασε τη μεγαλύτερη αντοχή (15MPa) από όλα τα υπόλοιπα που μελετήθηκαν, ενώ τη μικρότερη αντοχή (6,5MPa) επέδειξε το δοκίμιο των 45 ο μοιρών κατασκευασμένο στη μηχανή SHS. Το αντίθετο όμως συμβαίνει με τις τιμές των παραμορφώσεων, εφόσον παρατηρήθηκε ότι σε γενικές γραμμές τα δοκίμια της τεχνολογίας SHS παρουσίασαν μεγαλύτερες τιμές παραμόρφωσης συγκριτικά με τα αντίστοιχά τους τεχνολογίας FDM. Μάλιστα, τη μεγαλύτερη παραμόρφωση (0,048) από όλα παρουσίασε το δοκίμιο των 0 ο μοιρών και διαστάσεων 100x20x6, τεχνολογίας κατασκευής SHS, ενώ τη μικρότερη παραμόρφωση (0,012) δέχτηκαν τα δοκίμια των 90 ο μοιρών της τεχνολογίας FDM. 96
Τρισδιάστατη Εκτύπωση 3D-Printing
 Τρισδιάστατη Εκτύπωση 3D-Printing Ταχεία Παραγωγή (Πρωτοτυποποίηση) (Rapid Prototyping, RPT) Τρισδιάστατη Εκτύπωση (3D-Printing) Νέα τεχνολογία κατασκευής μοντέλων στρώµαστρώµα (layer by layer) Προσθετική
Τρισδιάστατη Εκτύπωση 3D-Printing Ταχεία Παραγωγή (Πρωτοτυποποίηση) (Rapid Prototyping, RPT) Τρισδιάστατη Εκτύπωση (3D-Printing) Νέα τεχνολογία κατασκευής μοντέλων στρώµαστρώµα (layer by layer) Προσθετική
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ
 ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Ενότητα 4: Παραγωγή με πρόσθεση υλικού Προσθετική Κατασκευή(ΠΚ) & Ταχεία Παραγωγή (ΤΠ) ΤΕΧΝΟΛΟΓΙΕΣ ΠΚ/ΤΠ Υγρή Π.Υ. SL Στερεολιθογραφία Π.Υ. σε Κόκκους SLS
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Ενότητα 4: Παραγωγή με πρόσθεση υλικού Προσθετική Κατασκευή(ΠΚ) & Ταχεία Παραγωγή (ΤΠ) ΤΕΧΝΟΛΟΓΙΕΣ ΠΚ/ΤΠ Υγρή Π.Υ. SL Στερεολιθογραφία Π.Υ. σε Κόκκους SLS
ΕΦΑΡΜΟΓΕΣ ΤΗΣ ΤΡΙΣΔΙΑΣΤΑΤΗΣ ΕΚΤΥΠΩΣΗΣ ΣΤΗ ΒΙΟΜΗΧΑΝΙΑ 24 ΦΕΒ 2019
 ΕΦΑΡΜΟΓΕΣ ΤΗΣ ΤΡΙΣΔΙΑΣΤΑΤΗΣ ΕΚΤΥΠΩΣΗΣ ΣΤΗ ΒΙΟΜΗΧΑΝΙΑ 24 ΦΕΒ 2019 Τι είναι η τρισδιάστατη εκτύπωση Η τρισδιάστατη εκτύπωση είναι μια μέθοδος προσθετικής κατασκευής στην οποία κατασκευάζονται αντικείμενα
ΕΦΑΡΜΟΓΕΣ ΤΗΣ ΤΡΙΣΔΙΑΣΤΑΤΗΣ ΕΚΤΥΠΩΣΗΣ ΣΤΗ ΒΙΟΜΗΧΑΝΙΑ 24 ΦΕΒ 2019 Τι είναι η τρισδιάστατη εκτύπωση Η τρισδιάστατη εκτύπωση είναι μια μέθοδος προσθετικής κατασκευής στην οποία κατασκευάζονται αντικείμενα
Μηχανουργική Τεχνολογία ΙΙ
 Τ.Ε.Ι. Λάρισας Σχολή Τεχνολογικών Εφαρμογών (Σ.Τ.ΕΦ.) Τμήμα Μηχανολογίας Μηχανουργική Τεχνολογία ΙΙ Τραχεία Πρωτοτυποποίηση Ιωάννης Δ. Κεχαγιάς Δρ. Μηχανολόγος Μηχανικός Εισαγωγή 2 Ο σκοπός των ΤΤΠ είναι
Τ.Ε.Ι. Λάρισας Σχολή Τεχνολογικών Εφαρμογών (Σ.Τ.ΕΦ.) Τμήμα Μηχανολογίας Μηχανουργική Τεχνολογία ΙΙ Τραχεία Πρωτοτυποποίηση Ιωάννης Δ. Κεχαγιάς Δρ. Μηχανολόγος Μηχανικός Εισαγωγή 2 Ο σκοπός των ΤΤΠ είναι
Στη μέθοδο αυτή το καλούπι είναι κατασκευασμένο, ανάλογα με το υλικό
 ΧΥΤΕΥΣΗ 199 10.6 ΧΥΤΕΥΣΗ ΜΕ ΚΑΛΟΥΠΙΑ ΠΟΛΛΑΠΛΩΝ ΧΡΗΣΕΩΝ 10.6.1 Χύτευση σε μόνιμο καλούπι Στη μέθοδο αυτή το καλούπι είναι κατασκευασμένο, ανάλογα με το υλικό που θα χυτευθεί, από χυτοσίδηρο, χάλυβα, μπρούντζο
ΧΥΤΕΥΣΗ 199 10.6 ΧΥΤΕΥΣΗ ΜΕ ΚΑΛΟΥΠΙΑ ΠΟΛΛΑΠΛΩΝ ΧΡΗΣΕΩΝ 10.6.1 Χύτευση σε μόνιμο καλούπι Στη μέθοδο αυτή το καλούπι είναι κατασκευασμένο, ανάλογα με το υλικό που θα χυτευθεί, από χυτοσίδηρο, χάλυβα, μπρούντζο
Λεβεντάκη Φιλιώ ΓΤΠ 61 Πολυμέσα Τρισδιάστατη Εκτύπωση Πρόσφατες Τεχνολογίες και Χρήσεις στα Πολυμέσα
 Λεβεντάκη Φιλιώ ΓΤΠ 61 Πολυμέσα 2014 2015 Τρισδιάστατη Εκτύπωση Πρόσφατες Τεχνολογίες και Χρήσεις στα Πολυμέσα Εισαγωγή Η τρισδιάστατη εκτύπωση (3d printing) είναι η διαδικασία με την οποία ο τρισδιάστατος
Λεβεντάκη Φιλιώ ΓΤΠ 61 Πολυμέσα 2014 2015 Τρισδιάστατη Εκτύπωση Πρόσφατες Τεχνολογίες και Χρήσεις στα Πολυμέσα Εισαγωγή Η τρισδιάστατη εκτύπωση (3d printing) είναι η διαδικασία με την οποία ο τρισδιάστατος
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΕΙΡΑΙΩΣ ΤΜΗΜΑ ΒΙΟΜΗΧΑΝΙΚΗΣ ΔΙΟΙΚΗΣΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΕΙΡΑΙΩΣ ΤΜΗΜΑ ΒΙΟΜΗΧΑΝΙΚΗΣ ΔΙΟΙΚΗΣΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΠΕΙΡΑΜΑΤΙΚΗ ΚΑΙ ΥΠΟΛΟΓΙΣΤΙΚΗ ΜΕΛΕΤΗ ΤΡΙΣΔΙΑΣΤΑΤΗΣ ΚΑΤΑΣΚΕΥΗΣ ΠΛΕΓΜΑΤΙΚΩΝ ΔΟΜΩΝ ΜΕ ΔΙΑΒΑΘΙΣΜΕΝΕΣ ΜΗΧΑΝΙΚΕΣ ΙΔΙΟΤΗΤΕΣ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΕΙΡΑΙΩΣ ΤΜΗΜΑ ΒΙΟΜΗΧΑΝΙΚΗΣ ΔΙΟΙΚΗΣΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΠΕΙΡΑΜΑΤΙΚΗ ΚΑΙ ΥΠΟΛΟΓΙΣΤΙΚΗ ΜΕΛΕΤΗ ΤΡΙΣΔΙΑΣΤΑΤΗΣ ΚΑΤΑΣΚΕΥΗΣ ΠΛΕΓΜΑΤΙΚΩΝ ΔΟΜΩΝ ΜΕ ΔΙΑΒΑΘΙΣΜΕΝΕΣ ΜΗΧΑΝΙΚΕΣ ΙΔΙΟΤΗΤΕΣ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Εισαγωγή
 ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Εισαγωγή Ι. Γιαννατσής Τμ. Βιομηχανικής Διοίκησης & Τεχνολογίας Πανεπιστήμιο Πειραιώς ΕΝΟΤΗΤΕΣ ΜΑΘΗΜΑΤΟΣ Βασικές κατασκευαστικές (manufacturing) μέθοδοι/τεχνολογίες
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Εισαγωγή Ι. Γιαννατσής Τμ. Βιομηχανικής Διοίκησης & Τεχνολογίας Πανεπιστήμιο Πειραιώς ΕΝΟΤΗΤΕΣ ΜΑΘΗΜΑΤΟΣ Βασικές κατασκευαστικές (manufacturing) μέθοδοι/τεχνολογίες
Περιεχόμενα. 1 Εισαγωγή και βασικές αρχές 19
 Περιεχόμενα Πρόλογος 15 Ευχαριστίες 18 1 Εισαγωγή και βασικές αρχές 19 1.1 Τι Είναι η Προσθετική Κατασκευή; 19 1.2 Για ποιο σκοπό χρησιμοποιούνται τα αντικείμενα ΑΜ; 21 1.3 Γενικά η διεργασία της ΑΜ 21
Περιεχόμενα Πρόλογος 15 Ευχαριστίες 18 1 Εισαγωγή και βασικές αρχές 19 1.1 Τι Είναι η Προσθετική Κατασκευή; 19 1.2 Για ποιο σκοπό χρησιμοποιούνται τα αντικείμενα ΑΜ; 21 1.3 Γενικά η διεργασία της ΑΜ 21
ΤΑΧΕΙΑ ΠΡΩΤΥΠΟΠΟΙΗΣΗ 1. ΕΙΣΑΓΩΓΗ
 93 Η ΤΑΧΕΙΑ ΠΡΩΤΥΠΟΠΟΙΗΣΗ 1. ΕΙΣΑΓΩΓΗ Ορίζεται ως πρωτότυπο, µια προσέγγιση του τελικού προϊόντος, σε µια ή περισσότερες από τις διαστάσεις του. Συνεπώς, κάθε αντικείµενο που µπορεί να παρουσιάσει οµοιότητα
93 Η ΤΑΧΕΙΑ ΠΡΩΤΥΠΟΠΟΙΗΣΗ 1. ΕΙΣΑΓΩΓΗ Ορίζεται ως πρωτότυπο, µια προσέγγιση του τελικού προϊόντος, σε µια ή περισσότερες από τις διαστάσεις του. Συνεπώς, κάθε αντικείµενο που µπορεί να παρουσιάσει οµοιότητα
1.2. Ο ΣΙΔΗΡΟΣ ΚΑΙ ΤΑ ΚΡΑΜΑΤΑ ΤΟΥ.
 1.2. Ο ΣΙΔΗΡΟΣ ΚΑΙ ΤΑ ΚΡΑΜΑΤΑ ΤΟΥ. Ο σίδηρος πολύ σπάνια χρησιμοποιείται στη χημικά καθαρή του μορφή. Συνήθως είναι αναμεμειγμένος με άλλα στοιχεία, όπως άνθρακα μαγγάνιο, νικέλιο, χρώμιο, πυρίτιο, κ.α.
1.2. Ο ΣΙΔΗΡΟΣ ΚΑΙ ΤΑ ΚΡΑΜΑΤΑ ΤΟΥ. Ο σίδηρος πολύ σπάνια χρησιμοποιείται στη χημικά καθαρή του μορφή. Συνήθως είναι αναμεμειγμένος με άλλα στοιχεία, όπως άνθρακα μαγγάνιο, νικέλιο, χρώμιο, πυρίτιο, κ.α.
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ
 ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Ενότητα 2: Βασικές Κατασκευαστικές Τεχνολογίες Ι. Γιαννατσής Τμ. Βιομηχανικής Διοίκησης & Τεχνολογίας Πανεπιστήμιο Πειραιώς Διαδικασίες Κατασκευής Επεξεργασία
ΕΙΔΙΚΑ ΚΕΦΑΛΑΙΑ ΣΥΓΧΡΟΝΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΠΑΡΑΓΩΓΗΣ Ενότητα 2: Βασικές Κατασκευαστικές Τεχνολογίες Ι. Γιαννατσής Τμ. Βιομηχανικής Διοίκησης & Τεχνολογίας Πανεπιστήμιο Πειραιώς Διαδικασίες Κατασκευής Επεξεργασία
East Mediterranean Technology Transfer Unit (EMTTU): Σύγχρονες ιαδικασίες Σχεδιασµού, Ανάπτυξης και Παραγωγής προϊόντων στην ανώτατη εκπαίδευση
: Σύγχρονες ιαδικασίες Σχεδιασµού, Ανάπτυξης και Παραγωγής προϊόντων στην ανώτατη εκπαίδευση") ενηµέρωση East Mediterranean Technology Transfer Unit (EMTTU): Σύγχρονες ιαδικασίες Σχεδιασµού, Ανάπτυξης και Παραγωγής προϊόντων στην ανώτατη εκπαίδευση οµή και εκπαιδευτικές δραστηριότητες 1. Μονάδα
ενηµέρωση East Mediterranean Technology Transfer Unit (EMTTU): Σύγχρονες ιαδικασίες Σχεδιασµού, Ανάπτυξης και Παραγωγής προϊόντων στην ανώτατη εκπαίδευση οµή και εκπαιδευτικές δραστηριότητες 1. Μονάδα
ΚΑΤΕΡΓΑΣΙΕΣ ΜΟΡΦΟΠΟΙΗΣΗΣ. Δρ. Φ. Σκιττίδης, Δρ. Π. Ψυλλάκη
 ΚΑΤΕΡΓΑΣΙΕΣ ΜΟΡΦΟΠΟΙΗΣΗΣ Δρ. Φ. Σκιττίδης, Δρ. Π. Ψυλλάκη ΔΙΕΡΓΑΣΙΕΣ ΠΑΡΑΓΩΓΗΣ ΠΡΟΪΟΝΤΩΝ Ορυκτά Πρώτες ύλες Κεραμικά Οργανικά υλικά (πετρέλαιο, άνθρακας) Μέταλλα (ελατά και όλκιμα) Μεταλλικός δεσμός Κεραμικά
ΚΑΤΕΡΓΑΣΙΕΣ ΜΟΡΦΟΠΟΙΗΣΗΣ Δρ. Φ. Σκιττίδης, Δρ. Π. Ψυλλάκη ΔΙΕΡΓΑΣΙΕΣ ΠΑΡΑΓΩΓΗΣ ΠΡΟΪΟΝΤΩΝ Ορυκτά Πρώτες ύλες Κεραμικά Οργανικά υλικά (πετρέλαιο, άνθρακας) Μέταλλα (ελατά και όλκιμα) Μεταλλικός δεσμός Κεραμικά
Εργαλειομηχανές CNC. Εισαγωγή στις κατεργασίες
 Εισαγωγή Εισαγωγή στις κατεργασίες Κατεργασία H διαδικασία κατά την οποία εφαρμόζονται φορτίσεις μέσω συσκευών, μηχανών και εργαλείων, ώστε μία αρχική άμορφη μάζα υλικού να παραμορφωθεί πλαστικά και να
Εισαγωγή Εισαγωγή στις κατεργασίες Κατεργασία H διαδικασία κατά την οποία εφαρμόζονται φορτίσεις μέσω συσκευών, μηχανών και εργαλείων, ώστε μία αρχική άμορφη μάζα υλικού να παραμορφωθεί πλαστικά και να
ΜΑΘΗΜΑ / ΤΑΞΗ : ΤΕΧΝΟΛΟΓΙΑ ΕΚΤΥΠΩΣΕΩΝ / Γ ΕΠΑΛ ΣΕΙΡΑ: ΗΜΕΡΟΜΗΝΙΑ: 11/12/11
 ΜΑΘΗΜΑ / ΤΑΞΗ : ΤΕΧΝΟΛΟΓΙΑ ΕΚΤΥΠΩΣΕΩΝ / Γ ΕΠΑΛ ΣΕΙΡΑ: ΗΜΕΡΟΜΗΝΙΑ: 11/12/11 ΘΕΜΑ Α Α1. Ποια είναι τα είδη των κυψελών των εκτυπωτικών κυλίνδρων της βαθυτυπίας; Μονάδες 6 Τα είδη των εκτυπωτικών κυλίνδρων
ΜΑΘΗΜΑ / ΤΑΞΗ : ΤΕΧΝΟΛΟΓΙΑ ΕΚΤΥΠΩΣΕΩΝ / Γ ΕΠΑΛ ΣΕΙΡΑ: ΗΜΕΡΟΜΗΝΙΑ: 11/12/11 ΘΕΜΑ Α Α1. Ποια είναι τα είδη των κυψελών των εκτυπωτικών κυλίνδρων της βαθυτυπίας; Μονάδες 6 Τα είδη των εκτυπωτικών κυλίνδρων
ΤΕΧΝΟΛΟΓΙΕΣ ΠΡΟΣΘΕΤΙΚΗΣ ΚΑΤΑΣΚΕΥΗΣ ΚΑΙ ΤΡΙΣΔΙΑΣΤΑΤΗ ΕΚΤΥΠΩΣΗ: ΤΙ ΕΙΝΑΙ ΚΑΙ ΓΙΑΤΙ ΦΕΡΝΟΥΝ ΜΙΑ ΝΕΑ ΒΙΟΜΗΧΑΝΙΚΗ ΕΠΑΝΑΣΤΑΣΗ
 Tee 1470/0218 ΤΕΧΝΟΛΟΓΙΕΣ ΠΡΟΣΘΕΤΙΚΗΣ ΚΑΤΑΣΚΕΥΗΣ ΚΑΙ ΤΡΙΣΔΙΑΣΤΑΤΗ ΕΚΤΥΠΩΣΗ: ΤΙ ΕΙΝΑΙ ΚΑΙ ΓΙΑΤΙ ΦΕΡΝΟΥΝ ΜΙΑ ΝΕΑ ΒΙΟΜΗΧΑΝΙΚΗ ΕΠΑΝΑΣΤΑΣΗ Μια πραγματική επανάσταση στη βιομηχανία αλλά και στην καθημερινότητα
Tee 1470/0218 ΤΕΧΝΟΛΟΓΙΕΣ ΠΡΟΣΘΕΤΙΚΗΣ ΚΑΤΑΣΚΕΥΗΣ ΚΑΙ ΤΡΙΣΔΙΑΣΤΑΤΗ ΕΚΤΥΠΩΣΗ: ΤΙ ΕΙΝΑΙ ΚΑΙ ΓΙΑΤΙ ΦΕΡΝΟΥΝ ΜΙΑ ΝΕΑ ΒΙΟΜΗΧΑΝΙΚΗ ΕΠΑΝΑΣΤΑΣΗ Μια πραγματική επανάσταση στη βιομηχανία αλλά και στην καθημερινότητα
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι
 ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
ΕΠΙΛΟΓΗ ΥΛΙΚΩΝ ΣΤΗΝ ΑΝΑΠΤΥΞΗ ΠΡΟΪΟΝΤΩΝ. Οικογενειακά δένδρα: οργάνωση υλικών και διεργασιών
 ΕΠΙΛΟΓΗ ΥΛΙΚΩΝ ΣΤΗΝ ΑΝΑΠΤΥΞΗ ΠΡΟΪΟΝΤΩΝ Οικογενειακά δένδρα: οργάνωση υλικών και διεργασιών 1 Επιτυχημένο προϊόν: Αποδίδει καλά. Καλή αξία σε σχέση με το κόστος. Προσφέρει ευχαρίστηση στον χρήστη. ΥΛΙΚΑ
ΕΠΙΛΟΓΗ ΥΛΙΚΩΝ ΣΤΗΝ ΑΝΑΠΤΥΞΗ ΠΡΟΪΟΝΤΩΝ Οικογενειακά δένδρα: οργάνωση υλικών και διεργασιών 1 Επιτυχημένο προϊόν: Αποδίδει καλά. Καλή αξία σε σχέση με το κόστος. Προσφέρει ευχαρίστηση στον χρήστη. ΥΛΙΚΑ
ΔΙΕΛΑΣΗ. Το εργαλείο διέλασης περιλαμβάνει : το μεταλλικό θάλαμο, τη μήτρα, το έμβολο και το συμπληρωματικό εξοπλισμό (δακτυλίους συγκράτησης κλπ.).
.") ΔΙΕΛΑΣΗ Κατά τη διέλαση (extrusion) το τεμάχιο συμπιέζεται μέσω ενός εμβόλου μέσα σε μεταλλικό θάλαμο, στο άλλο άκρο του οποίου ευρίσκεται κατάλληλα διαμορφωμένη μήτρα, και αναγκάζεται να εξέλθει από το
ΔΙΕΛΑΣΗ Κατά τη διέλαση (extrusion) το τεμάχιο συμπιέζεται μέσω ενός εμβόλου μέσα σε μεταλλικό θάλαμο, στο άλλο άκρο του οποίου ευρίσκεται κατάλληλα διαμορφωμένη μήτρα, και αναγκάζεται να εξέλθει από το
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
Μέθοδος Εφαρµογής Sika CarboShear L.
 Μέθοδος Εφαρµογής SikaCarboShear L 1/6 Έκδοση 11/2002 Μέθοδος Εφαρµογής Sika CarboShear L. Α) Προετοιµασία υποστρώµατος. 1. Η επιφάνεια πρέπει να είναι καθαρή από λάδια, σκόνες, βαφές, τσιµεντόνερα κτλ.
Μέθοδος Εφαρµογής SikaCarboShear L 1/6 Έκδοση 11/2002 Μέθοδος Εφαρµογής Sika CarboShear L. Α) Προετοιµασία υποστρώµατος. 1. Η επιφάνεια πρέπει να είναι καθαρή από λάδια, σκόνες, βαφές, τσιµεντόνερα κτλ.
ΚΕΦΑΛΑΙΟ 6.1 ΕΠΙΜΕΤΑΛΛΩΣΗ
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 98 ΚΕΦΑΛΑΙΟ 6.1 ΕΠΙΜΕΤΑΛΛΩΣΗ Με τον όρο επιμετάλλωση εννοούμε τη δημιουργία ενός στρώματος μετάλλου πάνω στο μέταλλο βάσης για την προσθήκη ορισμένων επιθυμητών ιδιοτήτων. Οι ιδιότητες
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 98 ΚΕΦΑΛΑΙΟ 6.1 ΕΠΙΜΕΤΑΛΛΩΣΗ Με τον όρο επιμετάλλωση εννοούμε τη δημιουργία ενός στρώματος μετάλλου πάνω στο μέταλλο βάσης για την προσθήκη ορισμένων επιθυμητών ιδιοτήτων. Οι ιδιότητες
µε βελτιωµένες ιδιότητες ΕΥΧΑΡΙΣΤΙΕΣ ρ. Αντώνιος Παπαδόπουλος
 Θερµικά τροποποιηµένη ξυλεία: Μία νέα τεχνική για ξύλο µε βελτιωµένες ιδιότητες ΕΥΧΑΡΙΣΤΙΕΣ ρ. Αντώνιος Παπαδόπουλος Εισαγωγή Το ξύλο αποτελεί ιδανική πρώτη ύλη για πολλές κατασκευές. Η βιοµηχανία ξύλου
Θερµικά τροποποιηµένη ξυλεία: Μία νέα τεχνική για ξύλο µε βελτιωµένες ιδιότητες ΕΥΧΑΡΙΣΤΙΕΣ ρ. Αντώνιος Παπαδόπουλος Εισαγωγή Το ξύλο αποτελεί ιδανική πρώτη ύλη για πολλές κατασκευές. Η βιοµηχανία ξύλου
Το παρακάτω διάγραμμα παριστάνει την απομάκρυνση y ενός σημείου Μ (x Μ =1,2 m) του μέσου σε συνάρτηση με το χρόνο.
 του μέσου σε συνάρτηση με το χρόνο.") ΟΔΗΓΙΕΣ: 1. Η επεξεργασία των θεμάτων θα γίνει γραπτώς σε χαρτί Α4 ή σε τετράδιο που θα σας δοθεί (το οποίο θα παραδώσετε στο τέλος της εξέτασης). Εκεί θα σχεδιάσετε και όσα γραφήματα ζητούνται στο Θεωρητικό
ΟΔΗΓΙΕΣ: 1. Η επεξεργασία των θεμάτων θα γίνει γραπτώς σε χαρτί Α4 ή σε τετράδιο που θα σας δοθεί (το οποίο θα παραδώσετε στο τέλος της εξέτασης). Εκεί θα σχεδιάσετε και όσα γραφήματα ζητούνται στο Θεωρητικό
Everything that can become digital, will become digital. Printing is no exception Benny Landa
 Everything that can become digital, will become digital. Printing is no exception Benny Landa Μέχρι πριν λίγες δεκαετίες, ο μοναδικός τρόπος εκτύπωσης ήταν η offset και οι συναφείς τεχνολογίες. Τα προβλήματα
Everything that can become digital, will become digital. Printing is no exception Benny Landa Μέχρι πριν λίγες δεκαετίες, ο μοναδικός τρόπος εκτύπωσης ήταν η offset και οι συναφείς τεχνολογίες. Τα προβλήματα
Εργαστήριο Τεχνολογίας Υλικών
 Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 07 Εφελκυσμός Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεώνη Ασημακοπούλου Δρ Θεόδωρος Λούτας Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011 1 Μηχανικές
Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 07 Εφελκυσμός Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεώνη Ασημακοπούλου Δρ Θεόδωρος Λούτας Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011 1 Μηχανικές
3D Printing. Εισαγωγή
 3D Printing Εισαγωγή Οι εκτυπωτές 3D (3D Printers) είναι μια μορφή συσκευών παραγωγής μοντέλων για την αναπαράστασή τους, με σκοπό τόσο τη βελτίωση, όσο και τη λειτουργικότητά τους σε διάφορες εφαρμογές.
3D Printing Εισαγωγή Οι εκτυπωτές 3D (3D Printers) είναι μια μορφή συσκευών παραγωγής μοντέλων για την αναπαράστασή τους, με σκοπό τόσο τη βελτίωση, όσο και τη λειτουργικότητά τους σε διάφορες εφαρμογές.
ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ
 19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
3D Printing. Χρησιμότητα & Εφαρμογές OΜΙΛΗΤΗΣ: ΣΦΗΝΑΡΟΛΑΚΗΣ ΓΕΩΡΓΙΟΣ, ΙΔΡΥΤΗΣ 3DEXPERT
 3D Printing Χρησιμότητα & Εφαρμογές OΜΙΛΗΤΗΣ: ΣΦΗΝΑΡΟΛΑΚΗΣ ΓΕΩΡΓΙΟΣ, ΙΔΡΥΤΗΣ 3DEXPERT Εισαγωγή Ιστορική αναφορά-τεχνολογίες Κεφάλαιο Α Ορολογία Additive Manufacturing (AD): Μέθοδος κατασκευής όπου υλικό
3D Printing Χρησιμότητα & Εφαρμογές OΜΙΛΗΤΗΣ: ΣΦΗΝΑΡΟΛΑΚΗΣ ΓΕΩΡΓΙΟΣ, ΙΔΡΥΤΗΣ 3DEXPERT Εισαγωγή Ιστορική αναφορά-τεχνολογίες Κεφάλαιο Α Ορολογία Additive Manufacturing (AD): Μέθοδος κατασκευής όπου υλικό
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
Σχεδιαστικά Προγράμματα Επίπλου
 Σχεδιαστικά Προγράμματα Επίπλου Καθηγήτρια ΦΕΡΦΥΡΗ ΣΩΤΗΡΙΑ Τμήμα ΣΧΕΔΙΑΣΜΟΥ & ΤΕΧΝΟΛΟΓΙΑΣ ΞΥΛΟΥ - ΕΠΙΠΛΟΥ Σχεδιαστικά Προγράμματα Επίπλου Η σχεδίαση με τον παραδοσιακό τρόπο απαιτεί αυξημένο χρόνο, ενώ
Σχεδιαστικά Προγράμματα Επίπλου Καθηγήτρια ΦΕΡΦΥΡΗ ΣΩΤΗΡΙΑ Τμήμα ΣΧΕΔΙΑΣΜΟΥ & ΤΕΧΝΟΛΟΓΙΑΣ ΞΥΛΟΥ - ΕΠΙΠΛΟΥ Σχεδιαστικά Προγράμματα Επίπλου Η σχεδίαση με τον παραδοσιακό τρόπο απαιτεί αυξημένο χρόνο, ενώ
Σύγχρονες διαδικασίες σχεδιασμού, Ανάπτυξης και Παραγωγής προϊόντων
 Σύγχρονες διαδικασίες σχεδιασμού, Ανάπτυξης και Παραγωγής προϊόντων Ερευνητικές δραστηριότητες εργαστηρίου του Δρ. Μάρκου Πετούση 1. Εισαγωγή Η εμβιομηχανική είναι η επιστήμη, στην οποία εφαρμόζονται στη
Σύγχρονες διαδικασίες σχεδιασμού, Ανάπτυξης και Παραγωγής προϊόντων Ερευνητικές δραστηριότητες εργαστηρίου του Δρ. Μάρκου Πετούση 1. Εισαγωγή Η εμβιομηχανική είναι η επιστήμη, στην οποία εφαρμόζονται στη
ΚΑΤΑΣΚΕΥΗ ΚΑΛΟΥΠΙΟΥ ΜΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΚΑΙ ΠΑΡΑΛΛΗΛΗ ΑΠΟΠΕΡΑΤΩΣΗ ΜΕ ΧΑΡΑΞΗ ΜΕ LASER
 1 ΚΑΤΑΣΚΕΥΗ ΚΑΛΟΥΠΙΟΥ ΜΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΚΑΙ ΠΑΡΑΛΛΗΛΗ ΑΠΟΠΕΡΑΤΩΣΗ ΜΕ ΧΑΡΑΞΗ ΜΕ LASER 2 ΔΙΑΣΥΝΔΕΣΗ ΔΥΟ ΔΙΑΦΟΡΕΤΙΚΩΝ ΚΑΤΕΡΓΑΣΙΩΝ ΣΕ ΔΥΟ ΨΗΦΙΑΚΑ ΚΑΘΟΔΗΓΟΥΜΕΝΕΣ ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ αποπεράτωση με χάραξη
1 ΚΑΤΑΣΚΕΥΗ ΚΑΛΟΥΠΙΟΥ ΜΕ ΚΑΤΕΡΓΑΣΙΑ ΦΡΑΙΖΑΡΙΣΜΑΤΟΣ ΚΑΙ ΠΑΡΑΛΛΗΛΗ ΑΠΟΠΕΡΑΤΩΣΗ ΜΕ ΧΑΡΑΞΗ ΜΕ LASER 2 ΔΙΑΣΥΝΔΕΣΗ ΔΥΟ ΔΙΑΦΟΡΕΤΙΚΩΝ ΚΑΤΕΡΓΑΣΙΩΝ ΣΕ ΔΥΟ ΨΗΦΙΑΚΑ ΚΑΘΟΔΗΓΟΥΜΕΝΕΣ ΕΡΓΑΛΕΙΟΜΗΧΑΝΕΣ αποπεράτωση με χάραξη
ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΠΑΝΕΠΙΣΤΗΜΙΟΥ ΠΑΤΡΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΚΑΙ ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΜΗΧΑΝΙΚΗΣ ΤΩΝ ΡΕΥΣΤΩΝ ΚΑΙ ΕΦΑΡΜΟΓΩΝ ΑΥΤΗΣ
 ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΠΑΝΕΠΙΣΤΗΜΙΟΥ ΠΑΤΡΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΚΑΙ ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΜΗΧΑΝΙΚΗΣ ΤΩΝ ΡΕΥΣΤΩΝ ΚΑΙ ΕΦΑΡΜΟΓΩΝ ΑΥΤΗΣ Διευθυντής: Διονύσιος-Ελευθ. Π. Μάργαρης, Αναπλ. Καθηγητής ΕΡΓΑΣΤΗΡΙΑΚΗ
ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΠΑΝΕΠΙΣΤΗΜΙΟΥ ΠΑΤΡΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΚΑΙ ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΜΗΧΑΝΙΚΗΣ ΤΩΝ ΡΕΥΣΤΩΝ ΚΑΙ ΕΦΑΡΜΟΓΩΝ ΑΥΤΗΣ Διευθυντής: Διονύσιος-Ελευθ. Π. Μάργαρης, Αναπλ. Καθηγητής ΕΡΓΑΣΤΗΡΙΑΚΗ
Τεχνολογία Παραγωγής Επίπλου ΙΙ. Μαστρογιώργος Αθανάσιος
 Τεχνολογία Παραγωγής Επίπλου ΙΙ Μαστρογιώργος Αθανάσιος Συνοπτική παρουσίαση υλικών-υλικά μεγάλων διαστάσεων υπό μορφή πάνελ MDF(Medium Density Fibreboard) Το MDF(Medium Density Fibreboard)(Ινοσανίδα Μέσης
Τεχνολογία Παραγωγής Επίπλου ΙΙ Μαστρογιώργος Αθανάσιος Συνοπτική παρουσίαση υλικών-υλικά μεγάλων διαστάσεων υπό μορφή πάνελ MDF(Medium Density Fibreboard) Το MDF(Medium Density Fibreboard)(Ινοσανίδα Μέσης
ΦΑΣΕΙΣ ΒΡΑΣΜΟΥ ΚΑΙ ΜΕΤΑΦΟΡΑ ΘΕΡΜΟΤΗΤΑΣ
 Ο εναλλάκτης ψύξης ονομάζεται και εξατμιστής. Τούτο διότι στο εσωτερικό του λαμβάνει χώρα μετατροπή του ψυκτικού ρευστού, από υγρό σε αέριο (εξάτμιση) σε μια κατάλληλη πίεση, ώστε η αντίστοιχη θερμοκρασία
Ο εναλλάκτης ψύξης ονομάζεται και εξατμιστής. Τούτο διότι στο εσωτερικό του λαμβάνει χώρα μετατροπή του ψυκτικού ρευστού, από υγρό σε αέριο (εξάτμιση) σε μια κατάλληλη πίεση, ώστε η αντίστοιχη θερμοκρασία
// AESTHETICS G-DECO. Silk-Screen Printing
 GDECO SilkScreen Printing GR SilkScreen Printing Το γυαλί, χάρη στις ιδιότητές του, χρησιμοποιείται όλο και περισσότερο ως διακοσμητικό υλικό, καθώς μπορεί να συνδυαστεί με χρώμα για να επιτύχει ένα εικαστικό
GDECO SilkScreen Printing GR SilkScreen Printing Το γυαλί, χάρη στις ιδιότητές του, χρησιμοποιείται όλο και περισσότερο ως διακοσμητικό υλικό, καθώς μπορεί να συνδυαστεί με χρώμα για να επιτύχει ένα εικαστικό
ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ
 ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ Σκοπός Εργασίας Σκοπός της παρούσας εργασίας είναι η μελέτη της εξέλιξης της έρευνας πάνω στη λείανση μέχρι σήμερα, προτείνοντας λύσεις για χρήση μοναδικού
ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ Σκοπός Εργασίας Σκοπός της παρούσας εργασίας είναι η μελέτη της εξέλιξης της έρευνας πάνω στη λείανση μέχρι σήμερα, προτείνοντας λύσεις για χρήση μοναδικού
Περιεχόμενα. Κεφάλαιο 1. Κεφάλαιο 2. Εισαγωγή... 17
 Περιεχόμενα Εισαγωγή................................................................................ 17 Κεφάλαιο 1 Εισαγωγή στα συστήματα σχεδιομελέτης και παραγωγής με χρήση υπολογιστή - Computer Aided
Περιεχόμενα Εισαγωγή................................................................................ 17 Κεφάλαιο 1 Εισαγωγή στα συστήματα σχεδιομελέτης και παραγωγής με χρήση υπολογιστή - Computer Aided
ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Κρούσης. ΕργαστηριακήΆσκηση 6 η
 ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Κρούσης ΕργαστηριακήΆσκηση 6 η Σκοπός Σκοπός του πειράµατος είναι να κατανοηθούν οι αρχές του πειράµατος κρούσης οπροσδιορισµόςτουσυντελεστήδυσθραυστότητας ενόςυλικού. Η δοκιµή, είναι
ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Κρούσης ΕργαστηριακήΆσκηση 6 η Σκοπός Σκοπός του πειράµατος είναι να κατανοηθούν οι αρχές του πειράµατος κρούσης οπροσδιορισµόςτουσυντελεστήδυσθραυστότητας ενόςυλικού. Η δοκιµή, είναι
ΚΑΤΑΣΚΕΥΗ ΤΡΙΣΔΙΑΣΤΑΤΩΝ ΠΡΟΤΥΠΩΝ ΓΙΑ ΧΡΗΣΗ ΣΤΗΝ ΑΕΡΟΔΥΝΑΜΙΚΗ ΣΗΡΑΓΓΑ 3D MODEL CONSTRUCTION FOR EITHER USE IN A WIND-TUNNEL ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ
 Α.Ε.Ι. ΠΕΙΡΑΙΑΤ.Τ. ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΚΑΤΑΣΚΕΥΗ ΤΡΙΣΔΙΑΣΤΑΤΩΝ ΠΡΟΤΥΠΩΝ ΓΙΑ ΧΡΗΣΗ ΣΤΗΝ ΑΕΡΟΔΥΝΑΜΙΚΗ ΣΗΡΑΓΓΑ 3D MODEL CONSTRUCTION FOR EITHER USE
Α.Ε.Ι. ΠΕΙΡΑΙΑΤ.Τ. ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΚΑΤΑΣΚΕΥΗ ΤΡΙΣΔΙΑΣΤΑΤΩΝ ΠΡΟΤΥΠΩΝ ΓΙΑ ΧΡΗΣΗ ΣΤΗΝ ΑΕΡΟΔΥΝΑΜΙΚΗ ΣΗΡΑΓΓΑ 3D MODEL CONSTRUCTION FOR EITHER USE
[ΚΑΜΨΗ ΣΩΛΗΝΩΝ ΕΧΕΤΕ ΕΡΩΤΗΣΕΙΣ;]
![[ΚΑΜΨΗ ΣΩΛΗΝΩΝ ΕΧΕΤΕ ΕΡΩΤΗΣΕΙΣ;]](/thumbs/24/4047506.jpg "[ΚΑΜΨΗ ΣΩΛΗΝΩΝ ΕΧΕΤΕ ΕΡΩΤΗΣΕΙΣ;]") ΠΑΠΑΘΑΝΑΣΙΟΥ Α.Ε ΜΑΙΟΣ 2013 [ΚΑΜΨΗ ΣΩΛΗΝΩΝ ΕΧΕΤΕ ΕΡΩΤΗΣΕΙΣ;] [] Του Μηχ. Μηχανικού Αγγέλου Αλέξανδρου Η σωστή ακτίνα καμπυλότητας ανά υλικό παίζει καίριο ρόλο στην βέλτιστη ποιότητα μίας καμπύλης ή κούρμπας
ΠΑΠΑΘΑΝΑΣΙΟΥ Α.Ε ΜΑΙΟΣ 2013 [ΚΑΜΨΗ ΣΩΛΗΝΩΝ ΕΧΕΤΕ ΕΡΩΤΗΣΕΙΣ;] [] Του Μηχ. Μηχανικού Αγγέλου Αλέξανδρου Η σωστή ακτίνα καμπυλότητας ανά υλικό παίζει καίριο ρόλο στην βέλτιστη ποιότητα μίας καμπύλης ή κούρμπας
Μηχανικές ιδιότητες υάλων. Διάγραμμα τάσης-παραμόρφωσης (stress-stain)
") Μηχανικές ιδιότητες υάλων Η ψαθυρότητα των υάλων είναι μια ιδιότητα καλά γνωστή που εύκολα διαπιστώνεται σε σύγκριση με ένα μεταλλικό υλικό. Διάγραμμα τάσης-παραμόρφωσης (stress-stain) E (Young s modulus)=
Μηχανικές ιδιότητες υάλων Η ψαθυρότητα των υάλων είναι μια ιδιότητα καλά γνωστή που εύκολα διαπιστώνεται σε σύγκριση με ένα μεταλλικό υλικό. Διάγραμμα τάσης-παραμόρφωσης (stress-stain) E (Young s modulus)=
ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΠΛΑΤΟΣ ΤΗΣ ΕΓΚΟΠΗΣ (kerfs) ΣΤΗ ΧΑΡΑΞΗ ΜΕ LASER (laser engraving)
 ΣΤΗ ΧΑΡΑΞΗ ΜΕ LASER (laser engraving)") ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΠΛΑΤΟΣ ΤΗΣ ΕΓΚΟΠΗΣ (kerfs) ΣΤΗ ΧΑΡΑΞΗ ΜΕ LASER (laser engraving) Χάραξη με Laser (Laser Engraving) Υλικά και εφαρμογές Μηχανές Laser- Hardware Χαρακτηριστικά της Lasertec4
ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΠΛΑΤΟΣ ΤΗΣ ΕΓΚΟΠΗΣ (kerfs) ΣΤΗ ΧΑΡΑΞΗ ΜΕ LASER (laser engraving) Χάραξη με Laser (Laser Engraving) Υλικά και εφαρμογές Μηχανές Laser- Hardware Χαρακτηριστικά της Lasertec4
ΕΡΩΤΗΣΕΙΣ ΕΜΒΑΘΥΝΣΗΣ
 ΕΡΩΤΗΣΕΙΣ ΕΜΒΑΘΥΝΣΗΣ Α. ΔΙΑΜΟΡΦΩΣΕΙΣ ΠΛΑΣΤΙΚΗ ΠΑΡΑΜΟΡΦΩΣΗ ΣΤΗΝ ΕΥΣΤΑΘΗ ΠΕΡΙΟΧΗ Α.1. Ποια οικογένεια υλικών αφορά η μορφοποίησή τους με διαμόρφωση; Χρησιμοποιώντας ένα τυπικό διάγραμμα εφελκυσμού, αναφέρετε
ΕΡΩΤΗΣΕΙΣ ΕΜΒΑΘΥΝΣΗΣ Α. ΔΙΑΜΟΡΦΩΣΕΙΣ ΠΛΑΣΤΙΚΗ ΠΑΡΑΜΟΡΦΩΣΗ ΣΤΗΝ ΕΥΣΤΑΘΗ ΠΕΡΙΟΧΗ Α.1. Ποια οικογένεια υλικών αφορά η μορφοποίησή τους με διαμόρφωση; Χρησιμοποιώντας ένα τυπικό διάγραμμα εφελκυσμού, αναφέρετε
Ποιότητα κατεργασμένης επιφάνειας. Αποκλίσεις 1ης, 2ης, 3ης, 4ης τάξης Τραχύτητα επιφάνειας Σκληρότητα Μικροσκληρότητα Παραμένουσες τάσεις
 Ποιότητα κατεργασμένης επιφάνειας Αποκλίσεις 1ης, 2ης, 3ης, 4ης τάξης Τραχύτητα επιφάνειας Σκληρότητα Μικροσκληρότητα Παραμένουσες τάσεις Δεκ-09 Γ.Βοσνιάκος Μηχανουργικές επιφάνειες - ΕΜΤ Άδεια Χρήσης
Ποιότητα κατεργασμένης επιφάνειας Αποκλίσεις 1ης, 2ης, 3ης, 4ης τάξης Τραχύτητα επιφάνειας Σκληρότητα Μικροσκληρότητα Παραμένουσες τάσεις Δεκ-09 Γ.Βοσνιάκος Μηχανουργικές επιφάνειες - ΕΜΤ Άδεια Χρήσης
ΣΤΟΙΧΕΙΑ ΤΕΧΝΟΛΟΓΙΑΣ ΠΑΡΑΓΩΓΗΣ
 ΔΗΜΟΚΡΙΤΕΙΟ ΠΑΝΕΠΙΣΤΗΜΕΙΟ ΘΡΑΚΗΣ ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΑΡΑΓΩΓΗΣ κ ΔΙΟΙΚΗΣΗΣ ΤΟΜΕΑΣ ΥΛΙΚΩΝ, ΔΙΕΡΓΑΣΙΩΝ κ ΜΗΧΑΝΟΛΟΓΙΑΣ ΣΤΟΙΧΕΙΑ ΤΕΧΝΟΛΟΓΙΑΣ ΠΑΡΑΓΩΓΗΣ Παραουσίαση μαθήματος με διαφάνειες στο
ΔΗΜΟΚΡΙΤΕΙΟ ΠΑΝΕΠΙΣΤΗΜΕΙΟ ΘΡΑΚΗΣ ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΑΡΑΓΩΓΗΣ κ ΔΙΟΙΚΗΣΗΣ ΤΟΜΕΑΣ ΥΛΙΚΩΝ, ΔΙΕΡΓΑΣΙΩΝ κ ΜΗΧΑΝΟΛΟΓΙΑΣ ΣΤΟΙΧΕΙΑ ΤΕΧΝΟΛΟΓΙΑΣ ΠΑΡΑΓΩΓΗΣ Παραουσίαση μαθήματος με διαφάνειες στο
ΚΡΟΥΣΕΙΣ. γ) Δ 64 J δ) 64%]
![ΚΡΟΥΣΕΙΣ. γ) Δ 64 J δ) 64%]](/thumbs/65/53613594.jpg "ΚΡΟΥΣΕΙΣ. γ) Δ 64 J δ) 64%]") 1. Μικρή σφαίρα Σ1, μάζας 2 kg που κινείται πάνω σε λείο επίπεδο με ταχύτητα 10 m/s συγκρούεται κεντρικά και ελαστικά με ακίνητη σφαίρα Σ2 μάζας 8 kg. Να υπολογίσετε: α) τις ταχύτητες των σωμάτων μετά
1. Μικρή σφαίρα Σ1, μάζας 2 kg που κινείται πάνω σε λείο επίπεδο με ταχύτητα 10 m/s συγκρούεται κεντρικά και ελαστικά με ακίνητη σφαίρα Σ2 μάζας 8 kg. Να υπολογίσετε: α) τις ταχύτητες των σωμάτων μετά
[50m/s, 2m/s, 1%, -10kgm/s, 1000N]
![[50m/s, 2m/s, 1%, -10kgm/s, 1000N]](/thumbs/64/51024975.jpg "[50m/s, 2m/s, 1%, -10kgm/s, 1000N]") ΚΕΦΑΛΑΙΟ 5 ο - ΜΕΡΟΣ Α : ΚΡΟΥΣΕΙΣ ΕΝΟΤΗΤΑ 1: ΚΡΟΥΣΕΙΣ 1. Σώμα ηρεμεί σε οριζόντιο επίπεδο. Βλήμα κινούμενο οριζόντια με ταχύτητα μέτρου και το με ταχύτητα, διαπερνά το σώμα χάνοντας % της κινητικής του
ΚΕΦΑΛΑΙΟ 5 ο - ΜΕΡΟΣ Α : ΚΡΟΥΣΕΙΣ ΕΝΟΤΗΤΑ 1: ΚΡΟΥΣΕΙΣ 1. Σώμα ηρεμεί σε οριζόντιο επίπεδο. Βλήμα κινούμενο οριζόντια με ταχύτητα μέτρου και το με ταχύτητα, διαπερνά το σώμα χάνοντας % της κινητικής του
Spectral KLAR 535 MAT
 Τεχνικό Φυλλάδιο KLAR 535 MAT Δύο Συστατικών Ακρυλικό Βερνίκι KLAR 535 Ματ H 6125 SOLV 855 PLAST 775 EXTRA 835 ΠΡΟΪΟΝΤΑ Βερνίκι Ματ Σκληρυντής Standard, Γρήγορος, Αργός Διαλυτικό Standard, Γρήγορο, Αργό
Τεχνικό Φυλλάδιο KLAR 535 MAT Δύο Συστατικών Ακρυλικό Βερνίκι KLAR 535 Ματ H 6125 SOLV 855 PLAST 775 EXTRA 835 ΠΡΟΪΟΝΤΑ Βερνίκι Ματ Σκληρυντής Standard, Γρήγορος, Αργός Διαλυτικό Standard, Γρήγορο, Αργό
Εισαγωγή στην Επιστήμη των Υλικών Θερμικές Ιδιότητες Callister Κεφάλαιο 20, Ashby Κεφάλαιο 12
 Εισαγωγή στην Επιστήμη των Υλικών Θερμικές Ιδιότητες Callister Κεφάλαιο 20, Ashby Κεφάλαιο 12 Πως αντιδρά ένα υλικό στην θερμότητα. Πως ορίζουμε και μετράμε τα ακόλουθα μεγέθη: Θερμοχωρητικότητα Συντελεστή
Εισαγωγή στην Επιστήμη των Υλικών Θερμικές Ιδιότητες Callister Κεφάλαιο 20, Ashby Κεφάλαιο 12 Πως αντιδρά ένα υλικό στην θερμότητα. Πως ορίζουμε και μετράμε τα ακόλουθα μεγέθη: Θερμοχωρητικότητα Συντελεστή
2 ΓΕΛ ΧΑΙΔΑΡΙΟΥ
 2 ΓΕΛ ΧΑΙΔΑΡΙΟΥ 207-208 ΕΞΕΤΑΣΕΙΣ ΠΡΟΣΟΜΟΙΩΣΗΣ Γ ΤΑΞΗΣ ΗΜΕΡΗΣΙΟΥ ΓΕΝΙΚΟΥ ΛΥΚΕΙΟΥ ΚΥΡΙΑΚΗ 26 ΝΟΕΜΒΡΙΟΥ 207 ΕΞΕΤΑΖΟΜΕΝΟ ΜΑΘΗΜΑ ΦΥΣΙΚΗ ΘΕΤΙΚΟΥ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΥ ΣΥΝΟΛΟ ΣΕΛΙΔΩΝ: ΕΞΙ (6) ΟΝΟΜΑΤΕΠΩΝΥΜΟ Τμήμα Γθετ.
2 ΓΕΛ ΧΑΙΔΑΡΙΟΥ 207-208 ΕΞΕΤΑΣΕΙΣ ΠΡΟΣΟΜΟΙΩΣΗΣ Γ ΤΑΞΗΣ ΗΜΕΡΗΣΙΟΥ ΓΕΝΙΚΟΥ ΛΥΚΕΙΟΥ ΚΥΡΙΑΚΗ 26 ΝΟΕΜΒΡΙΟΥ 207 ΕΞΕΤΑΖΟΜΕΝΟ ΜΑΘΗΜΑ ΦΥΣΙΚΗ ΘΕΤΙΚΟΥ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΥ ΣΥΝΟΛΟ ΣΕΛΙΔΩΝ: ΕΞΙ (6) ΟΝΟΜΑΤΕΠΩΝΥΜΟ Τμήμα Γθετ.
ΕΠΙΣΚΕΥΕΣ ΚΑΙ ΕΝΙΣΧΥΣΕΙΣ ΤΩΝ ΚΑΤΑΣΚΕΥΩΝ. Διδάσκων Καθηγητής Γιάννακας Νικόλαος Δρ. Πολιτικός Μηχανικός
 ΕΠΙΣΚΕΥΕΣ ΚΑΙ ΕΝΙΣΧΥΣΕΙΣ ΤΩΝ ΚΑΤΑΣΚΕΥΩΝ Διδάσκων Καθηγητής Γιάννακας Νικόλαος Δρ. Πολιτικός Μηχανικός Κεφαλαιο 4 Ενίσχυση Δομικών Στοιχείων με σύνθετα υλικά Σύνθετα υλικά από ινοπλισμένα πολυμερή Fiber
ΕΠΙΣΚΕΥΕΣ ΚΑΙ ΕΝΙΣΧΥΣΕΙΣ ΤΩΝ ΚΑΤΑΣΚΕΥΩΝ Διδάσκων Καθηγητής Γιάννακας Νικόλαος Δρ. Πολιτικός Μηχανικός Κεφαλαιο 4 Ενίσχυση Δομικών Στοιχείων με σύνθετα υλικά Σύνθετα υλικά από ινοπλισμένα πολυμερή Fiber
Στο διπλανό σχήμα το έμβολο έχει βάρος Β, διατομή Α και ισορροπεί. Η δύναμη που ασκείται από το υγρό στο έμβολο είναι
 Ερωτήσεις θεωρίας - Θέμα Β Εκφώνηση 1η Στο διπλανό σχήμα το έμβολο έχει βάρος Β, διατομή Α και ισορροπεί. Η δύναμη που ασκείται από το υγρό στο έμβολο είναι α) β) γ) Λύση Εκφώνηση 2η Στο διπλανό υδραυλικό
Ερωτήσεις θεωρίας - Θέμα Β Εκφώνηση 1η Στο διπλανό σχήμα το έμβολο έχει βάρος Β, διατομή Α και ισορροπεί. Η δύναμη που ασκείται από το υγρό στο έμβολο είναι α) β) γ) Λύση Εκφώνηση 2η Στο διπλανό υδραυλικό
21ο Μάθημα ΥΔΡΟΣΤΑΤΙΚΗ ΠΙΕΣΗ
 21ο Μάθημα ΥΔΡΟΣΤΑΤΙΚΗ ΠΙΕΣΗ Μια πίεση που ασκεί το υγρό στον πυθμένα και στα τοιχώματα του δοχείου Σε προηγούμενο μάθημα (13ο) γνωρίσαμε την έννοια της πίεσης που ασκούν τα στερεά σώματα. Τώρα είναι η
21ο Μάθημα ΥΔΡΟΣΤΑΤΙΚΗ ΠΙΕΣΗ Μια πίεση που ασκεί το υγρό στον πυθμένα και στα τοιχώματα του δοχείου Σε προηγούμενο μάθημα (13ο) γνωρίσαμε την έννοια της πίεσης που ασκούν τα στερεά σώματα. Τώρα είναι η
Εργαστήριο Μηχανικής Ρευστών. Εργασία 1 η : Πτώση πίεσης σε αγωγό κυκλικής διατομής
 Εργαστήριο Μηχανικής Ρευστών Εργασία 1 η : Πτώση πίεσης σε αγωγό κυκλικής διατομής Ονοματεπώνυμο:Κυρκιμτζής Γιώργος Σ.Τ.Ε.Φ. Οχημάτων - Εξάμηνο Γ Ημερομηνία εκτέλεσης Πειράματος : 12/4/2000 Ημερομηνία
Εργαστήριο Μηχανικής Ρευστών Εργασία 1 η : Πτώση πίεσης σε αγωγό κυκλικής διατομής Ονοματεπώνυμο:Κυρκιμτζής Γιώργος Σ.Τ.Ε.Φ. Οχημάτων - Εξάμηνο Γ Ημερομηνία εκτέλεσης Πειράματος : 12/4/2000 Ημερομηνία
ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ
 1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
ΤΕΧΝΟΛΟΓΙΑ ΜΗ ΚΑΤΑΣΤΡΟΦΙΚΟΥ ΕΛΕΓΧΟΥ ΘΕΩΡΙΑ ο ΜΑΘΗΜΑ
 ΤΕΧΝΟΛΟΓΙΑ ΜΗ ΚΑΤΑΣΤΡΟΦΙΚΟΥ ΕΛΕΓΧΟΥ ΘΕΩΡΙΑ 2017 9 ο ΜΑΘΗΜΑ Τα (ΔΥ) είναι μία μη καταστροφική μέθοδος που βασίζεται στην οπτική παρατήρηση. Τα ΔΥ αυξάνουν την πιθανότητα παρατήρησης ενδείξεων επιφανειακής
ΤΕΧΝΟΛΟΓΙΑ ΜΗ ΚΑΤΑΣΤΡΟΦΙΚΟΥ ΕΛΕΓΧΟΥ ΘΕΩΡΙΑ 2017 9 ο ΜΑΘΗΜΑ Τα (ΔΥ) είναι μία μη καταστροφική μέθοδος που βασίζεται στην οπτική παρατήρηση. Τα ΔΥ αυξάνουν την πιθανότητα παρατήρησης ενδείξεων επιφανειακής
Μεταφορά Ενέργειας με Ακτινοβολία
 ΠΕΡΙΒΑΛΛΟΝΤΙΚΗ ΕΠΙΣΤΗΜΗ - ΕΡΓΑΣΤΗΡΙΟ Εργαστηριακή Άσκηση: Μεταφορά Ενέργειας με Ακτινοβολία Σκοπός της Εργαστηριακής Άσκησης: Να προσδιοριστεί ο τρόπος με τον οποίο μεταλλικά κουτιά με επιφάνειες διαφορετικού
ΠΕΡΙΒΑΛΛΟΝΤΙΚΗ ΕΠΙΣΤΗΜΗ - ΕΡΓΑΣΤΗΡΙΟ Εργαστηριακή Άσκηση: Μεταφορά Ενέργειας με Ακτινοβολία Σκοπός της Εργαστηριακής Άσκησης: Να προσδιοριστεί ο τρόπος με τον οποίο μεταλλικά κουτιά με επιφάνειες διαφορετικού
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2016
 ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2016 Κεραμικών και Πολυμερικών Υλικών Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Εισαγωγή Όπως ήδη είδαμε, η μηχανική συμπεριφορά των υλικών αντανακλά
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2016 Κεραμικών και Πολυμερικών Υλικών Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Εισαγωγή Όπως ήδη είδαμε, η μηχανική συμπεριφορά των υλικών αντανακλά
Κρούσεις. Ομάδα Γ. Κρούσεις Ενέργεια Ταλάντωσης και Ελαστική κρούση Κρούση και τριβές Κεντρική ανελαστική κρούση
 . Ομάδα Γ. 4.1.21. Ενέργεια Ταλάντωσης και Ελαστική κρούση. Μια πλάκα μάζας Μ=4kg ηρεμεί στο πάνω άκρο ενός κατακόρυφου ελατηρίου, σταθεράς k=250ν/m, το άλλο άκρο του οποίου στηρίζεται στο έδαφος. Εκτρέπουμε
. Ομάδα Γ. 4.1.21. Ενέργεια Ταλάντωσης και Ελαστική κρούση. Μια πλάκα μάζας Μ=4kg ηρεμεί στο πάνω άκρο ενός κατακόρυφου ελατηρίου, σταθεράς k=250ν/m, το άλλο άκρο του οποίου στηρίζεται στο έδαφος. Εκτρέπουμε
Κυματική οπτική. Συμβολή Περίθλαση Πόλωση
 Κυματική οπτική Η κυματική οπτική ασχολείται με τη μελέτη φαινομένων τα οποία δεν μπορούμε να εξηγήσουμε επαρκώς με τις αρχές της γεωμετρικής οπτικής. Στα φαινόμενα αυτά περιλαμβάνονται τα εξής: Συμβολή
Κυματική οπτική Η κυματική οπτική ασχολείται με τη μελέτη φαινομένων τα οποία δεν μπορούμε να εξηγήσουμε επαρκώς με τις αρχές της γεωμετρικής οπτικής. Στα φαινόμενα αυτά περιλαμβάνονται τα εξής: Συμβολή
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2008
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2008 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Τεχνολογία Συγκολλήσεων και
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2008 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Τεχνολογία Συγκολλήσεων και
ΑΣΚΗΣΗ 11. Προσδιορισμός του πηλίκου του φορτίου προς τη μάζα ενός ηλεκτρονίου
 ΑΣΚΗΣΗ 11 Προσδιορισμός του πηλίκου του φορτίου προς τη μάζα ενός ηλεκτρονίου Σκοπός : Να προσδιορίσουμε μια από τις φυσικές ιδιότητες του ηλεκτρονίου που είναι το πηλίκο του φορτίου προς τη μάζα του (/m
ΑΣΚΗΣΗ 11 Προσδιορισμός του πηλίκου του φορτίου προς τη μάζα ενός ηλεκτρονίου Σκοπός : Να προσδιορίσουμε μια από τις φυσικές ιδιότητες του ηλεκτρονίου που είναι το πηλίκο του φορτίου προς τη μάζα του (/m
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2009
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2009 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Τεχνολογία Συγκολλήσεων και
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2009 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Τεχνολογία Συγκολλήσεων και
ΔΙΑΓΩΝΙΣΜΑ 05 ΦΥΣΙΚΗ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΥ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Διάρκεια: 3 ώρες ΣΥΝΟΛΟ ΣΕΛΙ ΩΝ: ΠΕΝΤΕ (5) U β A
 U β A") Σελίδα 1 από 5 ΔΙΑΓΩΝΙΣΜΑ 05 ΦΥΣΙΚΗ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΥ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Διάρκεια: 3 ώρες ΣΥΝΟΛΟ ΣΕΛΙ ΩΝ: ΠΕΝΤΕ (5) ΘΕΜΑ Α Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1- Α και
Σελίδα 1 από 5 ΔΙΑΓΩΝΙΣΜΑ 05 ΦΥΣΙΚΗ ΠΡΟΣΑΝΑΤΟΛΙΣΜΟΥ ΘΕΤΙΚΩΝ ΣΠΟΥΔΩΝ Διάρκεια: 3 ώρες ΣΥΝΟΛΟ ΣΕΛΙ ΩΝ: ΠΕΝΤΕ (5) ΘΕΜΑ Α Να γράψετε στο τετράδιό σας τον αριθμό καθεμιάς από τις παρακάτω ερωτήσεις Α1- Α και
PROTECT 320 Technical Data Sheet LT
 Technical Data Sheet LT-02-12 22.06.2015 ΤΕΧΝΙΚΟ ΦΥΛΛΑΔΙΟ - ΑΚΡΥΛΙΚΟ ΑΣΤΑΡΙ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΑΚΡΥΛΙΚΟ ΑΣΤΑΡΙ Χαρακτηρίζεται από το να μην κολλάει το γυαλόχαρτο ακόμα και με δυνατό τρίψιμο. Ανάλογα με την
Technical Data Sheet LT-02-12 22.06.2015 ΤΕΧΝΙΚΟ ΦΥΛΛΑΔΙΟ - ΑΚΡΥΛΙΚΟ ΑΣΤΑΡΙ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΑΚΡΥΛΙΚΟ ΑΣΤΑΡΙ Χαρακτηρίζεται από το να μην κολλάει το γυαλόχαρτο ακόμα και με δυνατό τρίψιμο. Ανάλογα με την
ΛΥΚΕΙΟ ΑΓΙΟΥ ΣΠΥΡΙΔΩΝΑ ΣΧΟΛΙΚΗ ΧΡΟΝΙΑ 2011-2012 ΓΡΑΠΤΕΣ ΠΡΟΑΓΩΓΙΚΕΣ ΕΞΕΤΑΣΕΙΣ ΦΥΣΙΚΗ ΚΑΤΕΥΘΥΝΣΗΣ Β ΛΥΚΕΙΟΥ
 ΛΥΚΕΙΟ ΑΓΙΟΥ ΠΥΡΙΔΩΝΑ ΧΟΛΙΚΗ ΧΡΟΝΙΑ 2011-2012 ΓΡΑΠΤΕ ΠΡΟΑΓΩΓΙΚΕ ΕΞΕΤΑΕΙ ΦΥΙΚΗ ΚΑΤΕΥΘΥΝΗ Β ΛΥΚΕΙΟΥ ΗΜΕΡΟΜΗΝΙΑ: 31-05-2012 ΔΙΑΡΚΕΙΑ: 07.45 10.15 Οδηγίες 1. Το εξεταστικό δοκίμιο αποτελείται από 9 σελίδες.
ΛΥΚΕΙΟ ΑΓΙΟΥ ΠΥΡΙΔΩΝΑ ΧΟΛΙΚΗ ΧΡΟΝΙΑ 2011-2012 ΓΡΑΠΤΕ ΠΡΟΑΓΩΓΙΚΕ ΕΞΕΤΑΕΙ ΦΥΙΚΗ ΚΑΤΕΥΘΥΝΗ Β ΛΥΚΕΙΟΥ ΗΜΕΡΟΜΗΝΙΑ: 31-05-2012 ΔΙΑΡΚΕΙΑ: 07.45 10.15 Οδηγίες 1. Το εξεταστικό δοκίμιο αποτελείται από 9 σελίδες.
Συστήματα Πολυμέσων Ενότητα 9: Τεχνολογίες εκτυπωτών και οθονών. Επικ. Καθηγητής Συνδουκάς Δημήτριος Τμήμα Διοίκησης Επιχειρήσεων (Γρεβενά)
") Συστήματα Πολυμέσων Ενότητα 9: Τεχνολογίες εκτυπωτών και οθονών. Επικ. Καθηγητής Συνδουκάς Δημήτριος Τμήμα Διοίκησης Επιχειρήσεων (Γρεβενά) Άδειες Χρήσης Το παρόν εκπαιδευτικό υλικό υπόκειται σε άδειες
Συστήματα Πολυμέσων Ενότητα 9: Τεχνολογίες εκτυπωτών και οθονών. Επικ. Καθηγητής Συνδουκάς Δημήτριος Τμήμα Διοίκησης Επιχειρήσεων (Γρεβενά) Άδειες Χρήσης Το παρόν εκπαιδευτικό υλικό υπόκειται σε άδειες
www.mercouris.gr Γιατί οι Σιλικόνες είναι κατάλληλες για την αντιγραφή αντικειµένων; Χαρακτηριστικά των Σιλικόνων Dow Corning
 Λάστιχα Σιλικόνης της Dow Corning για Καλούπια Γιατί οι Σιλικόνες είναι κατάλληλες για την αντιγραφή αντικειµένων; υνατότητα να ρέουν, γεµίζουν κάθε γωνία και λεπτοµέρεια. Ελάχιστη συρρίκνωση µεγάλη ακρίβεια
Λάστιχα Σιλικόνης της Dow Corning για Καλούπια Γιατί οι Σιλικόνες είναι κατάλληλες για την αντιγραφή αντικειµένων; υνατότητα να ρέουν, γεµίζουν κάθε γωνία και λεπτοµέρεια. Ελάχιστη συρρίκνωση µεγάλη ακρίβεια
Εξαρτήµατα για µεµβράνες PVC Alkor Draka
 Εξαρτήµατα για µεµβράνες PVC Alkor Draka Η Alkor Draka διαθέτει για κάθε τύπο µεµβράνης PVC αντίστοιχα εξαρτήµατα που διατίθενται κατόπιν παραγγελίας. ΠΡΟΪΟΝΤΑ ΕΠΙΠΛΕΟΝ ΕΠΙΣΤΡΩΣΗΣ ALKORPLUS Alkorplus Στρώµα
Εξαρτήµατα για µεµβράνες PVC Alkor Draka Η Alkor Draka διαθέτει για κάθε τύπο µεµβράνης PVC αντίστοιχα εξαρτήµατα που διατίθενται κατόπιν παραγγελίας. ΠΡΟΪΟΝΤΑ ΕΠΙΠΛΕΟΝ ΕΠΙΣΤΡΩΣΗΣ ALKORPLUS Alkorplus Στρώµα
ΠΑΡΑΜΕΝΟΥΣΕΣ ΤΑΣΕΙΣ ΚΑΙ ΠΑΡΑΜΟΡΦΩΣΕΙΣ ΣΕ ΣΥΓΚΟΛΛΗΣΕΙΣ ΤΗΞΕΩΣ
 ΠΑΡΑΜΕΝΟΥΣΕΣ ΤΑΣΕΙΣ ΚΑΙ ΠΑΡΑΜΟΡΦΩΣΕΙΣ ΣΕ ΣΥΓΚΟΛΛΗΣΕΙΣ ΤΗΞΕΩΣ Τοπική θέρμανση συγκολλούμενων τεμαχίων Ανομοιόμορφη κατανομή θερμοκρασιών, πουμεαβάλλεταιμετοχρόνο Θερμικές παραμορφώσεις στο μέταλλο προσθήκης
ΠΑΡΑΜΕΝΟΥΣΕΣ ΤΑΣΕΙΣ ΚΑΙ ΠΑΡΑΜΟΡΦΩΣΕΙΣ ΣΕ ΣΥΓΚΟΛΛΗΣΕΙΣ ΤΗΞΕΩΣ Τοπική θέρμανση συγκολλούμενων τεμαχίων Ανομοιόμορφη κατανομή θερμοκρασιών, πουμεαβάλλεταιμετοχρόνο Θερμικές παραμορφώσεις στο μέταλλο προσθήκης
ΠΡΟΣΔΙΟΡΙΣΜΟΣ ΧΡΟΝΟΥ ΑΡΧΙΚΗΣ ΚΑΙ ΤΕΛΙΚΗΣ ΠΗΞΗΣ ΤΟΥ ΤΣΙΜΕΝΤΟΥ
 Άσκηση 2 ΠΡΟΣΔΙΟΡΙΣΜΟΣ ΧΡΟΝΟΥ ΑΡΧΙΚΗΣ ΚΑΙ ΤΕΛΙΚΗΣ ΠΗΞΗΣ ΤΟΥ ΤΣΙΜΕΝΤΟΥ 21 Εισαγωγή αρχή της μεθόδου 22 Συσκευή Vicat 23 Κανονική συνεκτικότητα Πειραματική διαδικασία 24 Προσδιορισμός χρόνου πήξης τσιμέντου
Άσκηση 2 ΠΡΟΣΔΙΟΡΙΣΜΟΣ ΧΡΟΝΟΥ ΑΡΧΙΚΗΣ ΚΑΙ ΤΕΛΙΚΗΣ ΠΗΞΗΣ ΤΟΥ ΤΣΙΜΕΝΤΟΥ 21 Εισαγωγή αρχή της μεθόδου 22 Συσκευή Vicat 23 Κανονική συνεκτικότητα Πειραματική διαδικασία 24 Προσδιορισμός χρόνου πήξης τσιμέντου
ΚΕΦΑΛΑΙΟ 2.1 ΧΥΤΕΥΣΗ. 2.2 Τύποι καλουπιών
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 14 ΚΕΦΑΛΑΙΟ 2.1 ΧΥΤΕΥΣΗ Χύτευση καλείται η έκχυση λειωμένου μετάλλου σε τύπους (καλούπια) καταλλήλου σχήματος. Η χύτευση αν και εμφανίστηκε στους προϊστορικούς χρόνους αποτελεί και
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 14 ΚΕΦΑΛΑΙΟ 2.1 ΧΥΤΕΥΣΗ Χύτευση καλείται η έκχυση λειωμένου μετάλλου σε τύπους (καλούπια) καταλλήλου σχήματος. Η χύτευση αν και εμφανίστηκε στους προϊστορικούς χρόνους αποτελεί και
ΦΥΣΙΚΗ Γ ΛΥΚΕΙΟΥ ΘΕΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ ΕΞΕΤΑΖΟΜΕΝΗ ΥΛΗ: ΡΕΥΣΤΑ -ΣΤΕΡΕΟ 24/02/2019
 ΦΥΣΙΚΗ Γ ΛΥΚΕΙΟΥ ΘΕΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ ΕΞΕΤΑΖΟΜΕΝΗ ΥΛΗ: ΡΕΥΣΤΑ -ΣΤΕΡΕΟ 24/02/2019 ΘΕΜΑ A Στις ερωτήσεις 1-4 να γράψετε στο φύλλο απαντήσεων τον αριθμό της ερώτησης και δίπλα το γράμμα που αντιστοιχεί στη
ΦΥΣΙΚΗ Γ ΛΥΚΕΙΟΥ ΘΕΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ ΕΞΕΤΑΖΟΜΕΝΗ ΥΛΗ: ΡΕΥΣΤΑ -ΣΤΕΡΕΟ 24/02/2019 ΘΕΜΑ A Στις ερωτήσεις 1-4 να γράψετε στο φύλλο απαντήσεων τον αριθμό της ερώτησης και δίπλα το γράμμα που αντιστοιχεί στη
2. Κατά την ανελαστική κρούση δύο σωμάτων διατηρείται:
 Στις ερωτήσεις 1-4 να επιλέξετε μια σωστή απάντηση. 1. Ένα πραγματικό ρευστό ρέει σε οριζόντιο σωλήνα σταθερής διατομής με σταθερή ταχύτητα. Η πίεση κατά μήκος του σωλήνα στην κατεύθυνση της ροής μπορεί
Στις ερωτήσεις 1-4 να επιλέξετε μια σωστή απάντηση. 1. Ένα πραγματικό ρευστό ρέει σε οριζόντιο σωλήνα σταθερής διατομής με σταθερή ταχύτητα. Η πίεση κατά μήκος του σωλήνα στην κατεύθυνση της ροής μπορεί
ΤΕΧΝΙΚΕΣ ΠΡΟΔΙΑΓΡΑΦΕΣ ΕΤΙΚΕΤΑΣ ΓΝΗΣΙΟΤΗΤΑΣ ΕΟΦ
 ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΥΠΟΥΡΓΕΙΟ ΥΓΕΙΑΣ & ΚΟΙΝΩΝΙΚΗΣ ΑΛΛΗΛΕΓΓΥΗΣ ΕΘΝΙΚΟΣ ΟΡΓΑΝΙΣΜΟΣ ΦΑΡΜΑΚΩΝ Χολαργός 22-02-2012 Ν.Π.Δ.Δ. Γραφείο:Κου Προέδρου ΕΟΦ Ταχ.Δ/νση: Μεσογείων 284,15562 Χολαργός Τηλ:2132040000 ΑΝΑΚΟΙΝΩΣΗ
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΥΠΟΥΡΓΕΙΟ ΥΓΕΙΑΣ & ΚΟΙΝΩΝΙΚΗΣ ΑΛΛΗΛΕΓΓΥΗΣ ΕΘΝΙΚΟΣ ΟΡΓΑΝΙΣΜΟΣ ΦΑΡΜΑΚΩΝ Χολαργός 22-02-2012 Ν.Π.Δ.Δ. Γραφείο:Κου Προέδρου ΕΟΦ Ταχ.Δ/νση: Μεσογείων 284,15562 Χολαργός Τηλ:2132040000 ΑΝΑΚΟΙΝΩΣΗ
ΠΕΡΙΛΗΨΗ 1. ΕΙΣΑΓΩΓΗ 2. ΚΑΤΑΣΚΕΥΗ
 ΜΕΛΕΤΗ ΕΝΑΛΛΑΚΤΗ ΘΕΡΜΟΤΗΤΑΣ ΕΜΒΑΠΤΙΣΜΕΝΟΥ ΣΕ ΟΧΕΙΟ ΑΠΟΘΗΚΕΥΣΗΣ ΗΛΙΑΚΟΥ ΘΕΡΜΟΣΙΦΩΝΑ. Ν. Χασιώτης, Ι. Γ. Καούρης, Ν. Συρίµπεης. Τµήµα Μηχανολόγων & Αεροναυπηγών Μηχανικών, Πανεπιστήµιο Πατρών 65 (Ρίο) Πάτρα.
ΜΕΛΕΤΗ ΕΝΑΛΛΑΚΤΗ ΘΕΡΜΟΤΗΤΑΣ ΕΜΒΑΠΤΙΣΜΕΝΟΥ ΣΕ ΟΧΕΙΟ ΑΠΟΘΗΚΕΥΣΗΣ ΗΛΙΑΚΟΥ ΘΕΡΜΟΣΙΦΩΝΑ. Ν. Χασιώτης, Ι. Γ. Καούρης, Ν. Συρίµπεης. Τµήµα Μηχανολόγων & Αεροναυπηγών Μηχανικών, Πανεπιστήµιο Πατρών 65 (Ρίο) Πάτρα.
Πειραματικός υπολογισμός της ειδικής θερμότητας του νερού. Σκοπός και κεντρική ιδέα της άσκησης
 Εργαστήριο Φυσικής Λυκείου Επιμέλεια: Κ. Παπαμιχάλης, Δ. Τριανταφύλλου Πειραματικός υπολογισμός της ειδικής θερμότητας του νερού Σκοπός και κεντρική ιδέα της άσκησης Σκοπός της άσκησης είναι ο πειραματικός
Εργαστήριο Φυσικής Λυκείου Επιμέλεια: Κ. Παπαμιχάλης, Δ. Τριανταφύλλου Πειραματικός υπολογισμός της ειδικής θερμότητας του νερού Σκοπός και κεντρική ιδέα της άσκησης Σκοπός της άσκησης είναι ο πειραματικός
25 Ιανουαρίου 2014 ΛΥΚΕΙΟ:... ΟΜΑΔΑ ΜΑΘΗΤΩΝ: ΜΟΝΑΔΕΣ:
 ΠΑΝΕΛΛΗΝΙΟΣ ΔΙΑΓΩΝΙΣΜΟΣ ΦΥΣΙΚΗ 25 Ιανουαρίου 2014 ΛΥΚΕΙΟ:..... ΟΜΑΔΑ ΜΑΘΗΤΩΝ: 1.. 2..... 3..... ΜΟΝΑΔΕΣ: Το πρόβλημα Ένας φίλος σας βρήκε ένα μικρό, πολύ όμορφο τεμάχιο διαφανούς στερεού και ζητά τη γνώμη
ΠΑΝΕΛΛΗΝΙΟΣ ΔΙΑΓΩΝΙΣΜΟΣ ΦΥΣΙΚΗ 25 Ιανουαρίου 2014 ΛΥΚΕΙΟ:..... ΟΜΑΔΑ ΜΑΘΗΤΩΝ: 1.. 2..... 3..... ΜΟΝΑΔΕΣ: Το πρόβλημα Ένας φίλος σας βρήκε ένα μικρό, πολύ όμορφο τεμάχιο διαφανούς στερεού και ζητά τη γνώμη
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση
 Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
ΤΡΟΠΟΙ ΕΦΑΡΜΟΓΗΣ ΘΕΡΜΟΜΟΝΩΤΙΚΟΥ ΥΛΙΚΟΥ KORUND - ΟΔΗΓΙΕΣ ΧΡΗΣΗΣ -
 ΤΡΟΠΟΙ ΕΦΑΡΜΟΓΗΣ ΘΕΡΜΟΜΟΝΩΤΙΚΟΥ ΥΛΙΚΟΥ KORUND - ΟΔΗΓΙΕΣ ΧΡΗΣΗΣ - 1. Συνιστάμενος μηχανικός εξοπλισμός (Μηχανή ψεκασμού χωρίς αέρα Airless) 2. Εφαρμογή με πινέλο με μακριά μαλακιά φυσική τρίχα ΕΦΑΡΜΟΓΗ
ΤΡΟΠΟΙ ΕΦΑΡΜΟΓΗΣ ΘΕΡΜΟΜΟΝΩΤΙΚΟΥ ΥΛΙΚΟΥ KORUND - ΟΔΗΓΙΕΣ ΧΡΗΣΗΣ - 1. Συνιστάμενος μηχανικός εξοπλισμός (Μηχανή ψεκασμού χωρίς αέρα Airless) 2. Εφαρμογή με πινέλο με μακριά μαλακιά φυσική τρίχα ΕΦΑΡΜΟΓΗ
Εξωτερικές περσίδες αλουμινίου
 Εξωτερική σκίαση Εξωτερικές περσίδες αλουμινίου Model 90ZEP, 90ZMP Συστήματα σκίασης περιστεφούμενων και ανυψούμενων οριζόντιων εξωτερικών περσίδων αλουμινίου, χειροκίνησης και ηλεκτροκίνησης. Συστήματα
Εξωτερική σκίαση Εξωτερικές περσίδες αλουμινίου Model 90ZEP, 90ZMP Συστήματα σκίασης περιστεφούμενων και ανυψούμενων οριζόντιων εξωτερικών περσίδων αλουμινίου, χειροκίνησης και ηλεκτροκίνησης. Συστήματα
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ
 ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
Μη Καταστροφικός Έλεγχος
 Μη Καταστροφικός Έλεγχος Μέθοδος Μαγνητικών Σωματιδίων 1 Διδάσκων: Καθηγητής Θεοδουλίδης Θεόδωρος Επιμέλεια Παρουσιάσεων: Κουσίδης Σάββας Γενικά για το μαγνητισμό Όλα τα υλικά αποτελούνται από άτομα και
Μη Καταστροφικός Έλεγχος Μέθοδος Μαγνητικών Σωματιδίων 1 Διδάσκων: Καθηγητής Θεοδουλίδης Θεόδωρος Επιμέλεια Παρουσιάσεων: Κουσίδης Σάββας Γενικά για το μαγνητισμό Όλα τα υλικά αποτελούνται από άτομα και
Τεχνολογία Ξύλου. Ενότητα 06: Άτμιση ξυλείας. Ιωάννης Φιλίππου Τμήμα Δασολογίας και Φυσικού Περιβάλλοντος ΑΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ
 ΑΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΑΝΟΙΧΤΑ ΑΚΑΔΗΜΑΙΚΑ ΜΑΘΗΜΑΤΑ Ενότητα 06: Άτμιση ξυλείας Ιωάννης Φιλίππου Άδειες Χρήσης Το παρόν εκπαιδευτικό υλικό υπόκειται σε άδειες χρήσης Creative Commons. Για
ΑΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΑΝΟΙΧΤΑ ΑΚΑΔΗΜΑΙΚΑ ΜΑΘΗΜΑΤΑ Ενότητα 06: Άτμιση ξυλείας Ιωάννης Φιλίππου Άδειες Χρήσης Το παρόν εκπαιδευτικό υλικό υπόκειται σε άδειες χρήσης Creative Commons. Για
Πάνω από 50 χρόνια εμπειρίας. AΝΩΤΕΡΗ ΠΟΙΟΤΗΤΑ ΕΞΑΙΡΕΤΙΚΗ ΣΧΕΣΗ ΤΙΜΗΣ & ΑΠΟΔΟΣΗΣ MADE IN GERMANY
 Πάνω από 50 χρόνια εμπειρίας. AΝΩΤΕΡΗ ΠΟΙΟΤΗΤΑ ΕΞΑΙΡΕΤΙΚΗ ΣΧΕΣΗ ΤΙΜΗΣ & ΑΠΟΔΟΣΗΣ MADE IN GERMANY 138 ΔΙΣΚΟΙ ΚΟΠΗΣ MADE IN GERMANY Χρησιμοποιείτε γυαλιά προστασίας. Χρησιμοποιείτε μάσκα σκόνης. Χρησιμοποιείτε
Πάνω από 50 χρόνια εμπειρίας. AΝΩΤΕΡΗ ΠΟΙΟΤΗΤΑ ΕΞΑΙΡΕΤΙΚΗ ΣΧΕΣΗ ΤΙΜΗΣ & ΑΠΟΔΟΣΗΣ MADE IN GERMANY 138 ΔΙΣΚΟΙ ΚΟΠΗΣ MADE IN GERMANY Χρησιμοποιείτε γυαλιά προστασίας. Χρησιμοποιείτε μάσκα σκόνης. Χρησιμοποιείτε
Ευρωπαϊκή Ολυμπιάδα Φυσικών Επιστημών Προκαταρκτικός Διαγωνισμός Ανατολικής Αττικής. Φυσική
 Ευρωπαϊκή Ολυμπιάδα Φυσικών Επιστημών 017-18 Προκαταρκτικός Διαγωνισμός Ανατολικής Αττικής Φυσική Σχολείο: Ονόματα των μαθητών της ομάδας: 1) ) 3) Οι στόχοι του πειράματος 1. Η μέτρηση της επιτάχυνσης
Ευρωπαϊκή Ολυμπιάδα Φυσικών Επιστημών 017-18 Προκαταρκτικός Διαγωνισμός Ανατολικής Αττικής Φυσική Σχολείο: Ονόματα των μαθητών της ομάδας: 1) ) 3) Οι στόχοι του πειράματος 1. Η μέτρηση της επιτάχυνσης
Εφαρμογές και Παραδείγματα
 ΚΕΦΑΛΑΙΟ 5 ΕΦΑΡΜΟΓΕΣ ΚΑΙ ΠΑΡΑΔΕΙΓΜΑΤΑ Στο κεφάλαιο αυτό αναφέρονται ορισμένα παραδείγματα εφαρμογής των συστημάτων CAD/CAM στο σχεδιασμό και την κατασκευή διαφόρων καλουπιών και εξαρτημάτων. 5.1 ΠΑΡΑΔΕΙΓΜΑ
ΚΕΦΑΛΑΙΟ 5 ΕΦΑΡΜΟΓΕΣ ΚΑΙ ΠΑΡΑΔΕΙΓΜΑΤΑ Στο κεφάλαιο αυτό αναφέρονται ορισμένα παραδείγματα εφαρμογής των συστημάτων CAD/CAM στο σχεδιασμό και την κατασκευή διαφόρων καλουπιών και εξαρτημάτων. 5.1 ΠΑΡΑΔΕΙΓΜΑ
ΚΕΦΑΛΑΙΟ 1 Ο ΔΥΝΑΜΕΙΣ ΜΕΤΑΞΥ ΗΛΕΚΤΡΙΚΩΝ ΦΟΡΤΙΩΝ
 15 Α. ΝΟΜΟΣ ΤΟΥ COULOMB ΚΕΦΑΛΑΙΟ 1 Ο ΔΥΝΑΜΕΙΣ ΜΕΤΑΞΥ ΗΛΕΚΤΡΙΚΩΝ ΦΟΡΤΙΩΝ 1. Στο χλωριούχο νάτριο (NaCl) η ελάχιστη απόσταση μεταξύ του ιόντος Να + και του ιόντος του Cl - είναι 2,3.10-10 m. Πόση είναι η
15 Α. ΝΟΜΟΣ ΤΟΥ COULOMB ΚΕΦΑΛΑΙΟ 1 Ο ΔΥΝΑΜΕΙΣ ΜΕΤΑΞΥ ΗΛΕΚΤΡΙΚΩΝ ΦΟΡΤΙΩΝ 1. Στο χλωριούχο νάτριο (NaCl) η ελάχιστη απόσταση μεταξύ του ιόντος Να + και του ιόντος του Cl - είναι 2,3.10-10 m. Πόση είναι η
Εργαστήριο Συνθέτων Υλικών
 Εργαστήριο Συνθέτων Υλικών Εργαστηριακή Άσκηση 04 ΥΛΙΚΑ ΕΝΙΣΧΥΣΗΣ Διδάσκων Δρ Κατσιρόπουλος Χρήστος Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών 2014-15 1 Ταξινόμηση ΣΥ 2 Διάφοροι Τύποι ινών 3 Ίνες Άνθρακα -υψηλές ειδικές
Εργαστήριο Συνθέτων Υλικών Εργαστηριακή Άσκηση 04 ΥΛΙΚΑ ΕΝΙΣΧΥΣΗΣ Διδάσκων Δρ Κατσιρόπουλος Χρήστος Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών 2014-15 1 Ταξινόμηση ΣΥ 2 Διάφοροι Τύποι ινών 3 Ίνες Άνθρακα -υψηλές ειδικές
1. Η συχνότητα αρμονικού κύματος είναι f = 0,5 Hz ενώ η ταχύτητα διάδοσης του υ = 2 m / s.
 1. Η συχνότητα αρμονικού κύματος είναι f = 0,5 Hz ενώ η ταχύτητα διάδοσης του υ = 2 m / s. Να βρεθεί το μήκος κύματος. 2. Σε ένα σημείο του Ειρηνικού ωκεανού σχηματίζονται κύματα με μήκος κύματος 1 m και
1. Η συχνότητα αρμονικού κύματος είναι f = 0,5 Hz ενώ η ταχύτητα διάδοσης του υ = 2 m / s. Να βρεθεί το μήκος κύματος. 2. Σε ένα σημείο του Ειρηνικού ωκεανού σχηματίζονται κύματα με μήκος κύματος 1 m και
3Δ ΕΚΤΥΠΩΣΗ για ΑΡΧΙΤΕΚΤΟΝΕΣ. Το παρόν υλικό υπόκειται στην άδεια χρήσης Creative Commons Αναφορά Δημιουργού - Παρόμοια Διανομή 3.
 3Δ ΕΚΤΥΠΩΣΗ για ΑΡΧΙΤΕΚΤΟΝΕΣ Το παρόν υλικό υπόκειται στην άδεια χρήσης Creative Commons Αναφορά Δημιουργού - Παρόμοια Διανομή 3.0 http://creativecommons.org/licenses/by-sa/3.0/deed.el Εξαιρείται από την
3Δ ΕΚΤΥΠΩΣΗ για ΑΡΧΙΤΕΚΤΟΝΕΣ Το παρόν υλικό υπόκειται στην άδεια χρήσης Creative Commons Αναφορά Δημιουργού - Παρόμοια Διανομή 3.0 http://creativecommons.org/licenses/by-sa/3.0/deed.el Εξαιρείται από την
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ
 ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ - 2017 Β3. Κόπωση Υλικών Κώστας Γαλιώτης, καθηγητης Τμήματος Χημικών Μηχανικών galiotis@chemeng.upatras.gr Β3. Κόπωση/Μηχανική Υλικών 1 Εισαγωγή (1/2) Η κόπωση είναι μία μορφή αστοχίας
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ - 2017 Β3. Κόπωση Υλικών Κώστας Γαλιώτης, καθηγητης Τμήματος Χημικών Μηχανικών galiotis@chemeng.upatras.gr Β3. Κόπωση/Μηχανική Υλικών 1 Εισαγωγή (1/2) Η κόπωση είναι μία μορφή αστοχίας
Γ ΛΥΚΕΙΟΥ ΦΥΣΙΚΗ ΘΕΤΙΚΗΣ & ΤΕΧΝΟΛΟΓΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ
 ε π α ν α λ η π τ ι κ ά θ έ µ α τ α 0 0 5 Γ ΛΥΚΕΙΟΥ ΦΥΣΙΚΗ ΘΕΤΙΚΗΣ & ΤΕΧΝΟΛΟΓΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ 1 ΘΕΜΑ 1 o Για τις ερωτήσεις 1 4, να γράψετε στο τετράδιο σας τον αριθµό της ερώτησης και δίπλα το γράµµα που
ε π α ν α λ η π τ ι κ ά θ έ µ α τ α 0 0 5 Γ ΛΥΚΕΙΟΥ ΦΥΣΙΚΗ ΘΕΤΙΚΗΣ & ΤΕΧΝΟΛΟΓΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ 1 ΘΕΜΑ 1 o Για τις ερωτήσεις 1 4, να γράψετε στο τετράδιο σας τον αριθµό της ερώτησης και δίπλα το γράµµα που
Σκοπός της εργασίας Ποιότητα επιφάνειας και επιφανειακή τραχύτητα Είδη φραιζαρίσματος Διαδικασία πειραμάτων Αποτελέσματα Συμπεράσματα
 ΣΧΕΔΙΑΣΗ ΚΑΙ ΚΑΤΕΡΓΑΣΙΑ ΠΟΛΥΑΞΟΝΙΚΩΝ ΕΠΙΦΑΝΕΙΩΝ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΛΟΓΙΣΜΙΚΟΥ CAD/CAM NX Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Αντωνίου Μαρία Πολυτεχνείο Κρήτης Χανιά
ΣΧΕΔΙΑΣΗ ΚΑΙ ΚΑΤΕΡΓΑΣΙΑ ΠΟΛΥΑΞΟΝΙΚΩΝ ΕΠΙΦΑΝΕΙΩΝ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΛΟΓΙΣΜΙΚΟΥ CAD/CAM NX Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Αντωνίου Μαρία Πολυτεχνείο Κρήτης Χανιά
ΕΝΩΣΗ ΚΥΠΡΙΩΝ ΦΥΣΙΚΩΝ
 26 Η ΠΑΓΚΥΠΡΙΑ ΟΛΥΜΠΙΑΔΑ ΦΥΣΙΚΗΣ Γ ΛΥΚΕΙΟΥ (Δεύτερη Φάση) Κυριακή, 08 Απριλίου, 2012 Ώρα: 10:00-13:00 Οδηγίες: 1) Το δοκίμιο αποτελείται από τέσσερις (6) σελίδες και πέντε (5) θέματα. 2) Να απαντήσετε
26 Η ΠΑΓΚΥΠΡΙΑ ΟΛΥΜΠΙΑΔΑ ΦΥΣΙΚΗΣ Γ ΛΥΚΕΙΟΥ (Δεύτερη Φάση) Κυριακή, 08 Απριλίου, 2012 Ώρα: 10:00-13:00 Οδηγίες: 1) Το δοκίμιο αποτελείται από τέσσερις (6) σελίδες και πέντε (5) θέματα. 2) Να απαντήσετε
Διπλωματική Εργασία ΕΠΙΔΡΑΣΗ ΠΑΡΑΜΕΤΡΩΝ ΤΡΙΣΔΙΑΣΤΑΤΗΣ ΕΚΤΥΠΩΣΗΣ (3D PRINTING) ΣΤΙΣ ΜΗΧΑΝΙΚΕΣ ΙΔΙΟΤΗΤΕΣ ΤΟΥ ΘΕΡΜΟΠΛΑΣΤΙΚΟΥ ABS. Αναστάσιος Σαμαράς
 ΣΤΙΣ ΜΗΧΑΝΙΚΕΣ ΙΔΙΟΤΗΤΕΣ ΤΟΥ ΘΕΡΜΟΠΛΑΣΤΙΚΟΥ ABS. Αναστάσιος Σαμαράς") A ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΙΑΣ Π Ο Λ Υ Τ Ε Χ Ν Ι Κ Η Σ Χ Ο Λ Η ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Διπλωματική Εργασία ΕΠΙΔΡΑΣΗ ΠΑΡΑΜΕΤΡΩΝ ΤΡΙΣΔΙΑΣΤΑΤΗΣ ΕΚΤΥΠΩΣΗΣ (3D PRINTING) ΣΤΙΣ ΜΗΧΑΝΙΚΕΣ ΙΔΙΟΤΗΤΕΣ ΤΟΥ ΘΕΡΜΟΠΛΑΣΤΙΚΟΥ
A ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΙΑΣ Π Ο Λ Υ Τ Ε Χ Ν Ι Κ Η Σ Χ Ο Λ Η ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ Διπλωματική Εργασία ΕΠΙΔΡΑΣΗ ΠΑΡΑΜΕΤΡΩΝ ΤΡΙΣΔΙΑΣΤΑΤΗΣ ΕΚΤΥΠΩΣΗΣ (3D PRINTING) ΣΤΙΣ ΜΗΧΑΝΙΚΕΣ ΙΔΙΟΤΗΤΕΣ ΤΟΥ ΘΕΡΜΟΠΛΑΣΤΙΚΟΥ