Εθνικό Κέντρο Έρευνας και Τεχνολογικής Ανάπτυξης / Ινστιτούτο Τεχνολογίας & Εφαρµογών Στερεών Καυσίµων
|
|
|
- Τάνις Σκλαβούνος
- 8 χρόνια πριν
- Προβολές:
Transcript
1 ΑΝΘΡΩΠΙΝΑ ΙΚΤΥΑ ΕΡΕΥΝΗΤΙΚΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΚΗΣ ΕΠΙΜΟΡΦΩΣΗΣ «ΤΕΧΝΟΛΟΓΙΚΟ ΥΝΑΜΙΚΟ ΓΙΑ ΤΗΝ ΜΕΙΩΣΗ ΤΩΝ ΕΚΠΟΜΠΩΝ ΙΟΞΕΙ ΙΟΥ ΤΟΥ ΑΝΘΡΑΚΑ ΥΝΑΤΟΤΗΤΕΣ ΠΡΟΟΠΤΙΚΕΣ ΤΩΝ ΕΛΛΗΝΙΚΩΝ ΕΠΙΧΕΙΡΗΣΕΩΝ» Φ. ΖΙΩΓΟΥ Θεσσαλονίκη, Ιούνιος 2007

2 Content CO2 Sources CO2 capture: Post-combustion flue gas separation Pre-combustion (decarbonisation) Oxyfuel technologies CO2 compression and transportation to storage reservoir Storage options for CO2: Types of geological storage projects How to screen reservoirs for suitability of CO2 storage Health, safety and environmental issues associated with CO2 storage Economic considerations of CO2 storage

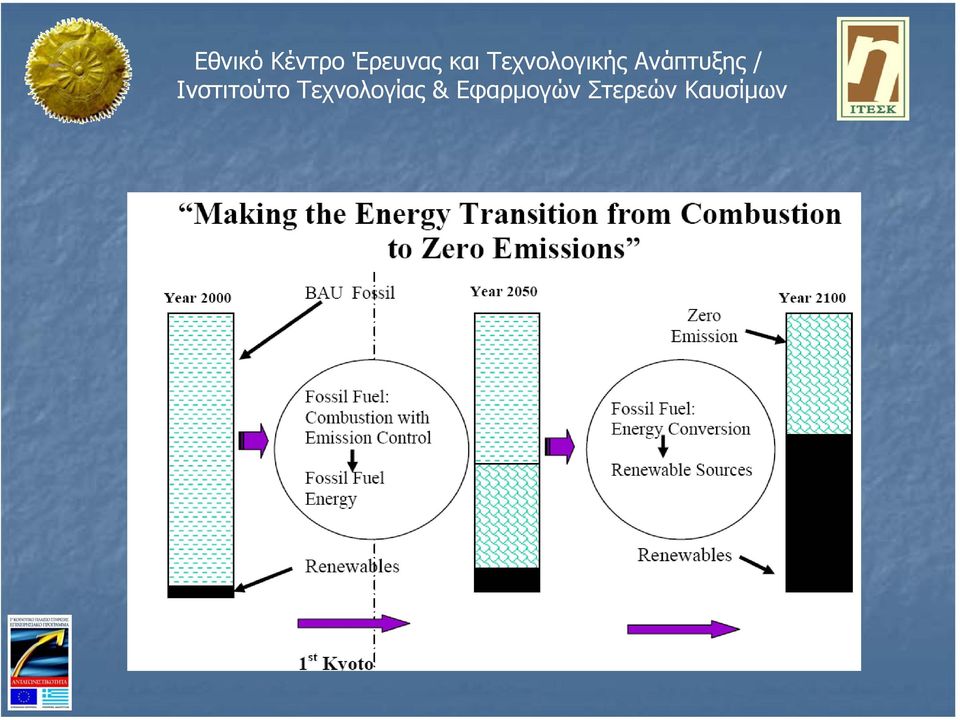
3 There are three main approaches that can be used to reduce GHGs: Lowering the energy intensity of the economy by increasing the energy efficiency of energy production, conversion and end use. Lowering the carbon intensity of the energy system - by substituting lower-carbon or carbon-free energy sources, such as renewable energy. Increasing the capacity and capture rate of carbon sinks to store CO2.

4 It is estimated that approximately 1000 GtC of greenhouse gases may need to be prevented from entering the atmosphere over a 300-year period to keep atmospheric concentrations below 550 ppm. This would stabilize emissions at 2 times the pre-industrial level of 270 ppm. In the longer term, as the use of carbon-based fossil fuels decreases due to diminishing reserves and replacement by other renewable or carbon-free energy forms, storage of CO2 will no longer be as integral a part of the strategy.

5
6 CO2 emissions from fossil fuel use CO2 emissions (Mt/yr) power industry transport residential + services other sectors

7 Large stationary sources: CO2 emissions over 0.1 MtCO2 yr-1.

8 Power plants Pulverised coal plants (PC) Natural gas combined cycle (NGCC) Integrated coal gasification combined cycle (IGCC) Boilers fuelled with natural gas, oil, biomass and lignite Future: fuel cells

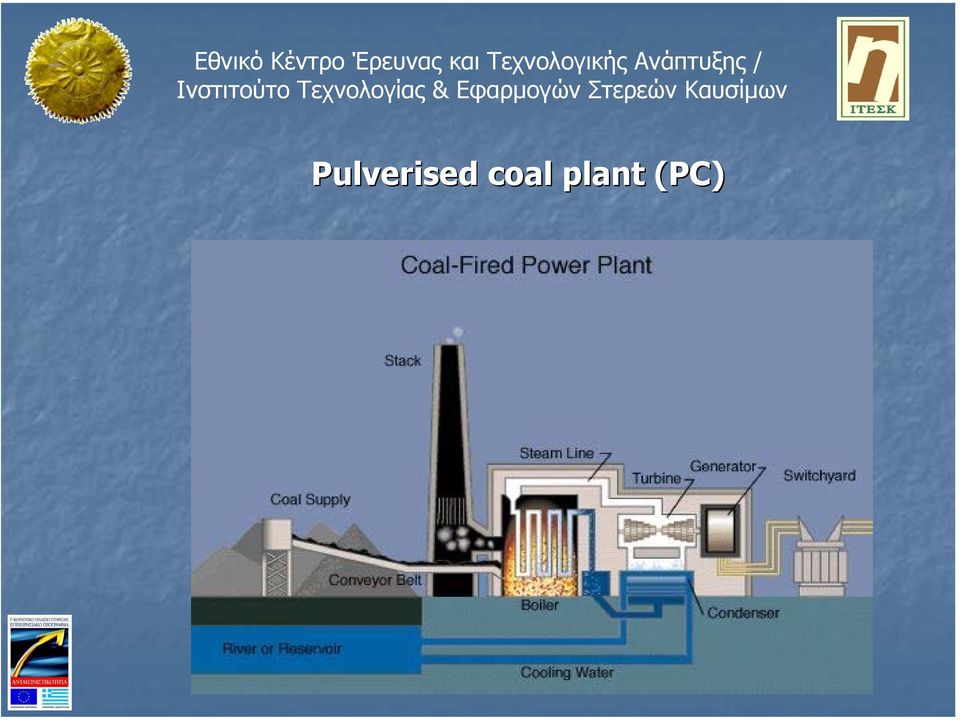
9 Pulverised coal plant (PC)
10 Natural gas combined cycle (NGCC) Flue gas HRSG Fuel compressor Combustion Chamber Gas turbine Steam turbine Air

11 Integrated coal gasification combined cycle (IGCC)

12 Power plant overview Plant Capacity (MW e ) Efficiency (% LHV) Capital cost ( /kw e ) PC (up to 50%) NGCC (up to 65%) IGCC (up to 52%) (efficiencies forecasted for )
 1600-1700 1700 (efficiencies forecasted for")
13 Prospective areas in sedimentary basins where suitable saline formations, oil or gas fields, or coal beds may be found. Locations for storage in coal beds are only partly included. Prospectivity is a qualitative assessment of the likelihood that a suitable storage location is present in a given area based on the available information. Εθνικό Κέντρο Έρευνας και Τεχνολογικής Ανάπτυξης / Regional emission clusters with a 300 km buffer relative to world geological storage prospectivity

14 Methods for CO2 separation from flue gas: Sorbents/Solvents Low temperature distillation (cryogenic separation) Membrane separation
 Membrane")
15 Separation with sorbents/solvents One problem of these CO2 capture systems is that the flow of sorbent between the vessels is large due to the huge flow of CO2 being processed in the power plant. Therefore, equipment sizes and the energy required for sorbent regeneration are large and tend to translate into an important efficiency penalty and added cost Good sorbent performance under high CO2 loading in many repetitive cycles is obviously a necessary condition in these CO2 capture systems.

16 Separation with membranes Separation membranes allow for the selective permeation of gases through thin barriers. Their advantage is that they do not require a separating agent, can be easily retrofitted and modularized for various applications, and have low maintenance. A number of solid polymer membranes are used commercially for CO2 separation. They require compression of the feed gas in order to force penetration of the membrane and compression of the separated CO2 for pipeline transport. Compression will add to the cost of this CO2 capture approach.

17 Separation with membranes The selectivity of the membrane to different gases depends on the nature of the material, but the flow of gas through the membrane is usually driven by the pressure difference across the membrane. High-pressure streams are usually preferred for membrane separation. There are many different types of membrane materials (polymeric, metallic, ceramic) that may find application in CO2 capture systems to preferentially separate H2 from a fuel gas stream, CO2 from a range of process streams or O2 from air with the separated O2 subsequently aiding the production of a highly concentrated CO2 stream. Not yet application for the large scale and demanding conditions in terms of reliability and low-cost required for CO2 capture systems.

18 Distillation of a liquefied gas stream and refrigerated separation Oxygen can be separated from air, CO2 from other gases and for CO2 removal from natural gas or synthesis gas that has undergone a shift conversion of CO to CO2 (oxy-fuel combustion and pre-combustion capture) or The key issue for these systems is the large flow of oxygen required.
 or The key issue for these systems is the large flow of")
19 Combining capture routes and technologies: CO2 capture matrix Capture method Principle of separation Membranes Adsorption Absorption Post-combustion decarbonisation Membrane gas absorption Polymeric membranes Ceramic membranes Facilitated transport membranes Carbon molecular sieve membranes Lime carbonation/calcinations Carbon based sorbents Improved absorption liquids Novel contacting equipment Improved design of processes Pre-combustion decarbonisation CO 2 /H 2 separation based on: Ceramic membranes Polymeric membranes Palladium membranes Membrane gas absorption Dolomite, hydrotalcites and other carbonates Zirconates Improved absorption liquids Improved design of processes Denitrogenated conversion O 2 -conducting membranes Facilitated transport membranes Solid oxide fuel cells Adsorbents for O 2 /N 2 separation, perovskites Chemical looping Absorbents for O 2 /N 2 separation Cryogenic Improved liquefaction CO 2 /H 2 separations Improved distillation for air separation

20 Cement production Εθνικό Κέντρο Έρευνας και Τεχνολογικής Ανάπτυξης / Emissions of CO2 from the cement industry account for 6% of the total emissions of CO2 from stationary sources At present, CO2 is not captured from cement plants, but possibilities do exist. The concentration of CO2 in the flue gases is between 15-30% by volume, which is higher than in fluegases from power and heat production (3-15% by volume). The post-combustion technologies for CO2 capture could be applied to cement production plants, but would require the additional generation of steam in a cement plant to regenerate the solvent used to capture CO2. Oxy-fuel combustion capture systems may also become a promising technique to recover CO2 An emerging option would be the use of calcium sorbents for CO2 capture as calcium carbonate (limestone) is a raw material already used in cement plants.

21 Post-combustion Capture Systems Absorption processes based on chemical solvents are currently the preferred option for post-combustion CO2 capture. High capture efficiency and selectivity The lowest energy use and costs when compared with other existing postcombustion capture processes. Schematic of a pulverized coal-fired power plant with an amine-based CO2 capture system and other emission controls.
22 Post-combustion Capture Systems Chemical absorption involves one or more reversible chemical reactions between CO2 and an aqueous solution of an absorbent, such as an alkanolamine. Upon heating the product, the bond between the absorbent and CO2 can be broken, yielding a stream enriched in CO2. The chemical absorption process for separating CO2 from flue gas is widely applied in the gas processing industry. Amine based processes have been used commercially for the removal of acid gas impurities (CO2 and H2S) from process gas streams. Proven and well-known technology.
23 Typical Chemical Absorption Unit for CO2 Recovery from Flue Gas During the amine absorption operation the waste gas stream and liquid amine solution are contacted by countercurrent flow in an absorption tower
24 Types of Alkanolamines There are three groups of alkanolamines: primary (RNH2) - one hydrogen molecule has been replaced; secondary(r2nh) - two hydrogen molecules have been replaced; and tertiary(r3n) all three hydrogen molecules have been replaced. MEA (a primary amine) is the solvent of choice because (CO2 + 2RNH2 = RNHCOO- + RNH3+) Is the least expensive of the alkanolamines; Has good reaction kinetics; and Works well at low pressure and low CO2 concentration. There are several disadvantages with MEA: High heat of reaction, hence high energy consumption; Absorptivity with CO2 is not great; LowMEA concentrationinaqueoussolution; High corrosivity; and Foaming problems
25 There is considerable industrial experience with MEA and most systems at present use an aqueous solution with only wt% MEA, mainly due to corrosion issues. Corrosion inhibitors may be added to MEA solution, and this results in an increase in solution strength. However, the packing in the absorber (contactors, to facilitate efficient mass transfer) represents a significant cost, and its energy consumption is also significant for CO2 capture from flue gas. In addition, the stripping temperature should not be too high (~ 150oC). The purity and pressure of CO2 typically recovered from an aminebased chemical absorption process are: CO2 purity: 99.9% by volume or more (water saturated conditions) and CO2 pressure: 50 kpa
26 Limitations of Amine-based Processes Low pressure. CO2 is absorbed much more easily into solvents at high pressure. The only commercially available solvents that can absorb a reasonable amount of CO2 from dilute atmospheric pressure gas are primary and sterically hindered amines, such as MEA, DGA and KS-1, KS-2 and KS-3 series of solvents These solvents can absorb CO2 at low pressures because they have high reaction energies. This results in high-energy requirements to regenerate the rich solvent. However, energy costs may be reduced if the process can be fully integrated with a power plant where significant amount of low-grade heat may be available.
27 Limitations of Amine-based Processes Oxygen. Most solvents applicable for flue gas systems degrade to varying degrees in oxidizing atmospheres. This leads to either high solvent losses or expensive reclaiming processes. Oxygen also causes corrosion problems in the process equipment, which can lead to failures or more expensive materials of construction. The use of inhibitors in the solvent to reduce degradation and corrosion appears to work well and produces very good results.
28 Limitations of Amine-based Processes Sulfur oxides (SO2, SO3) react with MEA to form heat-stable corrosive salts that cannot be reclaimed. Some commercial MEA processes require a sulfur oxides limit of less than 10 ppm level. It is generally accepted that installing a flue gas desulfurization unit before the absorber is the best way to overcome the problem. Nitrogen oxides. A typical flue gas contains some amount of NOx. NOx generally consists of NO and NO2 in a ratio of from 95:5 to 90:10. The main component NO performs as inert gas and will not affect the solvent. However, NO2 will partially lead to the formation of a heat stable salt. Generally some solvent degradation is acceptable in order to avoid the cost of removing the NO2. Particulate matter. Fly ash in the flue gas can cause foaming and degradation of the solvent, as well as plugging and scaling of the process equipment. A wash operation has been recommended to reduce the fly ash content to appropriate levels to abate the aforementioned problems.
29 Commercially available absorption processes for CO2 capture in post-combustion systems The Kerr-McGee/ABB Lummus Crest Process - This process recovers CO2 from coke and coal-fired boilers. It uses a 15-20% by weight aqueous MEA (Mono-Ethanolamine) solution. The Fluor Daniel ECONAMINE Process - This process was acquired by Fluor Daniel Inc. from Dow Chemical Company in It is a MEA-based process (30% by weight aqueous solution) with an inhibitor to resist carbon steel corrosion and is specifically tailored for oxygen-containing gas streams. The Kansai Electric Power Co., Mitsubishi Heavy Industries, Ltd., KEPCO/MHI Process - The process is based upon sterically-hindered amines and already three solvents (KS-1, KS-2 and KS-3) have been developed. In this process, low amine losses and low solvent degradation have been noted without the use of inhibitors or additives.
30 As the CO2 concentration in the flue gas increases, the cost of producing a tonne of CO2 decreases. Figure shows one such relationship using an economic model developed at the Alberta Research Council, Alberta, Canada, based on the Mitsubishi Heavy Industries KS-1 solvent. The cost is in constant 2000 Canadian dollar / tn CO2 captured, and not including any compression cost. Εθνικό Κέντρο Έρευνας και Τεχνολογικής Ανάπτυξης /
31 Post-combustion capture: Impact on capital costs
32 Post-combustion capture: Impact on capture costs
33 Efficiency reference plant P η reference = E η reference = efficiency of plant without CO 2 capture = net power output (MW e ) P = net power output ( E = fossil fuel input (MW( MW th ) Considering fossil energy consumption, CO 2 capture might best be performed at power plants with high electric efficiency
34 Post-combustion capture: Impact on efficiency
35 Pre-combustion CO2 Capture Pre-combustion capture is accomplished through the gasification of a hydrocarbon fuel with oxygen to produce a syngas. Syngas is a gas mixture consisting predominantly of hydrogen (H2), carbon monoxide (CO) and CO2. The syngas is an intermediate product, which can then be converted to produce: Hydrogen; Integrated electric power; or Polygeneration wherea range of energy products including power, heat, hydrogen and chemicals. Simplified schematic of a gasification process showing options with CO2 capture and electricity, hydrogen or chemical production.
36 A pre-combustion capture process typically comprises a first stage of reaction producing a mixture of hydrogen and carbon monoxide (syngas) from a primary fuel. The two main routes are to add steam (reaction 1), in which case the process is called steam reforming, or oxygen (reaction 2) to the primary fuel. In the latter case, the process is often called partial oxidation when applied to gaseous and liquid fuels and gasification when applied to a solid fuel, but the principles are the same. Steam reforming CxHy + xh2o xco + (x+y/2)h2 H +ve (1) Partial oxidation CxHy + x/2o2 xco + (y/2)h2 H ve (2) Water Gas Shift Reaction CO + H2O CO2 + H2 H -41 kj mol-1 (3) Finally, the CO2 is removed from the CO2/H2 mixture. The concentration of CO2 in the input to the CO2/H2 separation stage can be in the range 15-60% (dry basis) and the total pressure is typically 2-7 MPa.
37 Pre-combustion capture: Integration in IGCC
38 Pre-combustion capture: Integration in NGCC additional components
39 Pre-combustion capture: Impact on efficiency 14% 12% efficiency penalty (%) 10% 8% 6% 4% 2% min max 0% IGCC dry IGCC slurry NGCC
40 Pre-combustion capture: process integration Le Chatelier principle: by removing one of the products (CO2 or H2), the equilibrium will shift to the product site. Membrane shift reactor: integration WGS with H2 separation. Membrane reforming: integration reforming, WGS and H2 separation. Sorption enhanced shift reactor: integration WGS and CO2 separation by adsorbents Sorption enhanced reforming: integration reforming, WGS and CO2 separation Membranes/adsorbents allow high temperature separation
41 Pre-combustion capture: Membrane reforming Feed stream Sweep High-pressure side Reaction Membrane H 2 H 2 H 2 H 2 Catalyst particles Residual gas CO 2, H 2 O, Permeate hydrogen Low-pressure side H 2 In order to sustain this endothermic reaction, heat is supplied by burning natural gas (or hydrogen) in a furnace
42 Pre-combustion capture: Membrane reforming integrated in CC (1)
43 Pre-combustion capture: Membrane reforming integrated in CC (2)
44 Pre-combustion capture: Sorption enhanced reforming CH 4 + H 2 O H 2 + CO 2 Principle CO 2CO 2CO2CO2CO2 catalyst adsorbent catalyst adsorbent H 2 + steam Integration in CC steam natural gas SERP reactor in adsorption mode air gas turbine steam generator water knock out SERP reactor in desorption mode CO 2
45 Advantages and disadvantages of pre-combustion Advantages CO2 separation via solvent absorption or PSA is proven. The exhaust gas comes at elevated pressures and high CO2 concentrations will significantly reduce capture costs; The compression costs are lower than post-combustion sources as the CO2 can be produced at moderate pressures; The technology offers low SOx and NOx emissions; The main product is syngas, which can be used for other commercial applications or products; A wide range of hydrocarbon fuels can be used as feedstock, such as gas, oil, coal petroleum coke, etc. Disadvantages The feed fuel must convert fuel to syngas first; Gas turbines, heaters, boilers must be modified for hydrogen firing; Major modifications to existing plants for retrofit.
46 Oxyfuel combustion: State-of-the-art configuration Oxy-fuel combustion is an emerging novel approach to near zero-emission and cleaner fossil fuel combustion. No commercial unit has been built, but small-scale test rigs have demonstrated the technology. The fuel is burning in pure oxygen instead of air. This creates a flue gas stream composed mainly of CO2. High purity CO2 can then be recovered by condensation. Conventional material construction must be improved or flame heat lowered to accommodate the high temperature combustion.
47 Advantages Very high-purity CO2 stream that is produced during combustion. After trace contaminants are removed, this CO2 stream is more easily purified and removed than post-combustion capture. With 70% recycle of the predominantly CO2 flue gas back to the combustor, NOx formation is reduced by up to 80%. This is possible because of the reduction in thermal NOx due to the absence of N2 in the flame and also part of the recycled NO is reduced to molecular nitrogen in the flame. When burning oil or coal, only two unit operations are needed for the combined removal of all other pollutants: an electrostatic precipitator (ESP) and a condensing heat exchanger (CHX)/reagent system The CHX increases the thermal efficiency of the boiler depending on the type of fossil fuel combusted, being the lowest for high rank bituminous coal and highest for natural gas.
48 Oxyfuel combustion: Improvements for NGCC Disadvantages oxyfuel combustion in NGCC: high energy requirements ASU developing turbines with CO 2 /H 2 O as working fluid Advanced concepts: Alternative oxygen production technologies (membranes or oxygen carriers) Allow for the use of conventional turbines using N 2 as main working fluid
49 Oxyfuel combustion: Advanced concepts (AZEP)
50 Oxyfuel combustion: Chemical looping combustion CLC is based on fuel combustion by means of two separate reactors in order to separate nitrogen from the combustion products. In the fuel reactor, fuel is oxidised by an oxygen carrier, generally a metal oxide such as iron/nickel oxide. The reduced metal oxide is then returned to the oxidation reactor, where it is oxidised. The oxidation of the metal is highly exothermic and provides high temperature exhaust air (mainly nitrogen) for power generation. Additionally, the metal oxide supplies heat to the endothermic reduction reaction.
51 Oxyfuel combustion: Impact on efficiency The efficiency penalty for oxfuel combustion schemes is mainly caused by the energy consumption of the air separation unit and to a lesser extent CO2 compression. Note that the efficiency penalty for oxyfuel PC is comparable to postcombustion capture. For oxyfuel NGCC the efficiency penalty is higher than for post-combustion capture, as the required quantity of oxygen is relatively higher. efficiency penalty (%) 14% 12% 10% 8% 6% 4% 2% min max 0% PC NGCC
52 Technology comparison: efficiency with CO2 capture net electric efficiency (% LHV) 70% 60% 50% 40% 30% 20% PC-post max min PC-oxy IGCC-pre NGCC-post NGCC-pre NGCC-oxy ATR-SEWGS MR AZEP CLC SOFC-GT
53 Technology comparison: CO 2 mitigation costs Target: Reduce the cost of CO2 capture from to per tonne of CO2 captured, whilst aiming at achieving capture rates above 90%. CO2 mitigation costs ( /t CO2) state-of-the-art PC-post PC-oxy IGCC-pre advanced NGCC-post NGCC-pre NGCC-oxy PC-post adv IGCC-pre adv NGCC-post adv ATR-SEWGS MR AZEP CLC SOFC-GT
54 Technology comparison: electricity production costs 7 state-of-the-art advanced PC-post PC-oxy IGCC-pre NGCC-post NGCC-pre NGCC-oxy PC-post adv. IGCC-pre adv. NGCC-post adv. ATR-SEWGS MR AZEP CLC SOFC-GT electricity costs ( ct/kwh) capital fuel O&M
55 CO2 captured versus avoided CO 2 avoidance costs = (COE cap -COE ref )/(E ref E cap ) The amount of CO2 avoided is the difference in emission between the reference plant without capture and the remaining emission of the capture plant. Reference Plant Emitted Captured The amount of CO2 captured is larger than the amount of CO2 avoided due to the additional energy requirements (and hence CO2 production) caused by capturing CO2. Capture Plant CO 2 avoided CO 2 captured CO 2 produced (kg/kwh)
56 Choice of reference system electricity costs ( ct/kwh) With CCS No CCS PC IGCC NGCC CO2 emission (kg/kwh)
57 Summary: Post-combustion capture Chemical absorption is currently most feasible technology Technology is commercially available, although on a smaller scale than envisioned for power plants with CO2 capture (>500 MWe) Energy penalty and additional costs are high with current solvents. R&D focus on process integration and solvent improvement. CO2 capture between 80-90% Power cycle itself is not strongly affected (heat integration, CO2 C recycling) Retrofit possibility
58 Summary: Pre-combustion capture Chemical/physical absorption is currently most feasible technology Experience in chemical industry (refineries, ammonia) Energy penalty and additional costs physical absorption are lower r in comparison to chemical absorption CO 2 capture between 80-90% Need to develop turbines using hydrogen (rich) fuel No retrofit possibility Advanced concepts to decrease energy penalty/costs: sorption enhanced WGS/reforming membrane WGS/reforming
59 Summary: Oxyfuel combustion (1) Cryogenic air separation is currently most feasible technology Experience in steel, aluminum and glass industry Energy penalty and additional costs are comparable to post- combustion capture Allows for 100% CO2 capture NOx formation can be reduced FGD in PC plants might be omitted provided that SO2 can be transported and co-stored with CO2
60 Summary: Oxyfuel combustion (2) Boilers require adaptations (retrofit possible). R&D issues: combustion behaviour, heat transfer,, fouling, slagging and corrosion. Application in NGCC: new turbines need to be developed with CO2 as working fluid (no retrofit) R&D focus on development of new oxygen separation technologies. Advanced concepts to decrease energy penalty/costs: AZEP (separate combustion deploying oxygen membranes) Chemical looping combustion (separate combustion deploying oxygen carriers).
61 CO2 capture routes: summary Post-combustion capture: separation CO 2 -N 2 Pre-combustion capture: separation CO 2 -H 2 Oxyfuel combustion: separation O 2 -N 2 Post-comb. (flue gas) Pre-comb. (shifted syngas) Oxyfuel comb. (exhaust) p (bar) ~1 bar ~1 bar [CO 2 ] (%) 3-15% 20-40% 75-95%
62 CO2 Compression and transport CO2 compression uses the mature technologies and techniques that are used by the natural gas industry worldwide. Centrifugal compressors are the preferred compressor for large volume applications. The main additional operating issues for CO2 are avoiding corrosion and hydrate formation. CO2 compression is required to make it more efficient for transport. A phase diagram is used to determine the amount of compression required for CO2 storage. It is typical to compress CO2 to above 7.38 MPa for efficient transport
63 Phase Diagram of CO2 Above the critical pressure of 7.38 MPa and at temperatures lower than 20oC, CO2 would have a density between 800 to 1,200 kg/m3. A higher density is favourable when transporting liquid CO2, as it is easier to move a dense liquid than a gas. Therefore it is typical to compress CO2 to above 7.38 MPa for efficient transport.
64 CO2 Compression When transporting CO2 via pipelines, frictional loss must be accounted for. This can be achieved by maintaining inlet pressure to the pipeline to maintain an overall pressure of 7.38 MPa or install booster stations every 100 to 150 km to make up the pressure losses. Industry preference is to operate the pipeline at greater than 10.3 MPa at the inlet to maintain CO2 at the supercritical phase during transport.
65 CO2 Transport Pipelines are most feasible for large-scale CO2 transport Transport conditions: highh igh-pressure ( bar) to guarantee CO2 is in dense phase Alternative: Tankers (similar to LNG/LPG) Transport conditions: liquid (14 to 17 bar, -25 to -30 C) Advantage: flexibility, avoidance of large investments Disadvantage: high costs for liquefaction and need for buffer storage. This makes ships more attractive for larger distances.
66 Pipeline versus ship transport The turning point of transporting 6.2 Mt CO2/yr is about 700 km offshore; beyond that point ship transport becomes economically more attractive than transport by pipeline. Onshore the turning point lies lower: at 700 km.
67 Pipeline optimisation Small diameter: large pressure drop, increasing booster station costs (capital + electricity) Large diameter: large pipeline investments Optimum: minimise annual costs (sum of pipeline and booster station capital and O&M costs plus electricity costs for pumping). Offshore: pipelines diameters and pressures are generally higher as booster stations are expensive
68 USA: > 95 mol% CO2 CO2 quality specifications Water content should be reduced to very low concentrations due to t formation of carbonic acid causing corrosion Concentration of H2S, O2 must be reduced to ppm level N2 is allowed up to a few %
69 CO2 GEOLOGICAL STORAGE - Immobilization and trapping options: Physical Physical blocking by structural traps (anticlines, unconformities or faults) stratigraphic traps (change in type of rock layer) Hydrodynamic trapping by extremely slow migration rates of reservoir brine Residual gas trapping by capillary forces in pore spaces Negative buoyancy in case CO 2 is denser than its host rock
70 Folding and anticlines Εθνικό Κέντρο Έρευνας και Τεχνολογικής Ανάπτυξης / Physical blocking: structural traps Faults and unconformities Fault consists of different material
71 CO2 GEOLOGICAL STORAGE-Immobilization and trapping options: Chemical Adsorption onto coal: permanently reduced mobility Mineralization into carbonate mineral phases: permanently reduced mobility Solubility trapping: CO2 dissolved in formation waters forming one single phase: greatly reduced mobility
72 CO2 GEOLOGICAL STORAGE- CO2 trapping forms in aquifers Physical trapping Dense supercritical CO2 phase (> 31 C at 73 bars) Chemical trapping Solubility trapping: CO2(aq), HCO3-,, CaHCO3+, MgHCO3+, NaHCO30, Mineral trapping: CaCO3 (calcite), FeCO3 (siderite), NaAlCO3(OH)2 (dawsonite( dawsonite),... Increasing importance with time
73 CO2 GEOLOGICAL STORAGE- Contribution of physical and chemical trapping options over time Right after the injection, structural and stratigraphic blocking contribute most to the trapping of CO2. Adsorption is also contributing significantly to CO2 trapping quickly after injection, in case CO2 is injected into a coal seam. After 10 to 100 years after injection has stopped this amount is for a large part replaced by residual and solubility trapping. After a period of roughly 1000 to years mineral trapping starts to contribute significantly. In time the change in contribution of different trapping mechanisms results in an increased storage security.
74 VALUE-ADDED CO2 STORAGE Enhanced Oil Recovery (EOR); Enhanced Gas Recovery (EGR); and Enhanced Coalbed Methane Recovery (ECBM).
75 Enhanced Oil Recovery (EOR) EOR is likely the first and most economic line of carbon dioxide mitigation processes, though other methods will become more viable as technology develops. There is a global potential of Gt C for EOR. It permits 10-12% of additional oil reserves to be tapped. However, the return on investment for EOR is highly dependent on the price of oil, the price of CO2 and individual reservoir characteristics.
76 Schematic of a miscible CO2 flood for EOR Εθνικό Κέντρο Έρευνας και Τεχνολογικής Ανάπτυξης / By injecting CO2 (alternated with water, WAG) into oil reservoirs, oil is mobilized through miscible or immiscible displacement, which may increase oil recovery. The average retention of the injected CO2 in several reservoirs is around 60% while m3 of CO2 is required to produce 1barrel of oil. Enhanced Oil Recovery (EOR The US oil industry has many years of experience with CO2 compression, transport and injection into oil fields Currently about 43 million tonnes/year of CO2 is being injected; the majority (~ 75%) being CO2 from geological reservoirs and the remaining part from industrial sources. The motivation of these projects was to maximize economic recovery from oil production with minimum CO2 quantities (as CO2 is valuable resource)
77 Advantages of EOR are: It provides an opportunity to increase existing hydrocarbon production; It is a cost effective means of financing a CO2 storage project; Hydrocarbon reservoirs are often ideal storage sites for CO2; Supporting infrastructure often exists, decreasing the cost of the CO2 storage project.
EU energy policy Strategies for renewable energy sources in Cyprus
 EU energy policy Strategies for renewable energy sources in Cyprus Dr. Andreas Poullikkas Electricity Authority of Cyprus 0 Contents Future energy systems Strategies for RES Towards 2020 Post 2020 - Towards
EU energy policy Strategies for renewable energy sources in Cyprus Dr. Andreas Poullikkas Electricity Authority of Cyprus 0 Contents Future energy systems Strategies for RES Towards 2020 Post 2020 - Towards
ΑΚΑ ΗΜΙΑ ΕΜΠΟΡΙΚΟΥ ΝΑΥΤΙΚΟΥ ΜΑΚΕ ΟΝΙΑΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΘΕΜΑ : ΧΗΜΙΚΑ ΠΡΟΣΘΕΤΑ ΠΟΥ ΠΡΟΟΡΙΖΟΝΤΑΙ ΓΙΑ ΤΟ ΝΕΡΟ ΤΟΥ ΑΤΜΟΛΕΒΗΤΑ
 ΑΚΑ ΗΜΙΑ ΕΜΠΟΡΙΚΟΥ ΝΑΥΤΙΚΟΥ ΜΑΚΕ ΟΝΙΑΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΘΕΜΑ : ΧΗΜΙΚΑ ΠΡΟΣΘΕΤΑ ΠΟΥ ΠΡΟΟΡΙΖΟΝΤΑΙ ΓΙΑ ΤΟ ΝΕΡΟ ΤΟΥ ΑΤΜΟΛΕΒΗΤΑ ΣΠΟΥ ΑΣΤΗΣ : ΑΓΟΡΑΣΤΟΣ ΧΡΥΣΟΒΑΛΑΝΤΗΣ ΕΠΙΒΛΕΠΟΥΣΑ ΚΑΘΗΓΗΤΡΙΑ :
ΑΚΑ ΗΜΙΑ ΕΜΠΟΡΙΚΟΥ ΝΑΥΤΙΚΟΥ ΜΑΚΕ ΟΝΙΑΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΘΕΜΑ : ΧΗΜΙΚΑ ΠΡΟΣΘΕΤΑ ΠΟΥ ΠΡΟΟΡΙΖΟΝΤΑΙ ΓΙΑ ΤΟ ΝΕΡΟ ΤΟΥ ΑΤΜΟΛΕΒΗΤΑ ΣΠΟΥ ΑΣΤΗΣ : ΑΓΟΡΑΣΤΟΣ ΧΡΥΣΟΒΑΛΑΝΤΗΣ ΕΠΙΒΛΕΠΟΥΣΑ ΚΑΘΗΓΗΤΡΙΑ :
ΗΜΟΣΙΑ ΕΠΙΧΕΙΡΗΣΗ ΗΛΕΚΤΡΙΣΜΟΥ Α.Ε. Νίκος Περδικάρης. ιεύθυνση Περιβάλλοντος Παραγωγής
 ΗΜΟΣΙΑ ΕΠΙΧΕΙΡΗΣΗ ΗΛΕΚΤΡΙΣΜΟΥ Α.Ε. SIXTH FRAMEWORK PROGRAMME PRIORITY [6.1] SUSTAINABLE ENERGY SYSTEMS Νίκος Περδικάρης Χηµικός Μηχ/κός ΕΜΠ, MSc. ιεύθυνση Περιβάλλοντος Παραγωγής Σεµινάριο ΕΗ: «Τεχνολογικό
ΗΜΟΣΙΑ ΕΠΙΧΕΙΡΗΣΗ ΗΛΕΚΤΡΙΣΜΟΥ Α.Ε. SIXTH FRAMEWORK PROGRAMME PRIORITY [6.1] SUSTAINABLE ENERGY SYSTEMS Νίκος Περδικάρης Χηµικός Μηχ/κός ΕΜΠ, MSc. ιεύθυνση Περιβάλλοντος Παραγωγής Σεµινάριο ΕΗ: «Τεχνολογικό
Τεχνολογίες δέσµευσης CO2
 ΠΡΟΓΡΑΜΜΑ «ΑΝΘΡΩΠΙΝΑ ΙΚΤΥΑ ΕΡΕΥΝΗΤΙΚΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΚΗΣ ΕΠΙΜΟΡΦΩΣΗΣ-Β ΚΥΚΛΟΣ» ΕΡΓΟ «ΤΕΧΝΟΛΟΓΙΚΟ ΥΝΑΜΙΚΟ ΓΙΑ ΤΗΝ ΜΕΙΩΣΗ ΤΩΝ ΕΚΠΟΜΠΩΝ ΙΟΞΕΙ ΙΟΥ ΤΟΥ ΑΝΘΡΑΚΑ ΥΝΑΤΟΤΗΤΕΣ ΠΡΟΟΠΤΙΚΕΣ ΤΩΝ ΕΛΛΗΝΙΚΩΝ ΕΠΙΧΕΙΡΗΣΕΩΝ»
ΠΡΟΓΡΑΜΜΑ «ΑΝΘΡΩΠΙΝΑ ΙΚΤΥΑ ΕΡΕΥΝΗΤΙΚΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΚΗΣ ΕΠΙΜΟΡΦΩΣΗΣ-Β ΚΥΚΛΟΣ» ΕΡΓΟ «ΤΕΧΝΟΛΟΓΙΚΟ ΥΝΑΜΙΚΟ ΓΙΑ ΤΗΝ ΜΕΙΩΣΗ ΤΩΝ ΕΚΠΟΜΠΩΝ ΙΟΞΕΙ ΙΟΥ ΤΟΥ ΑΝΘΡΑΚΑ ΥΝΑΤΟΤΗΤΕΣ ΠΡΟΟΠΤΙΚΕΣ ΤΩΝ ΕΛΛΗΝΙΚΩΝ ΕΠΙΧΕΙΡΗΣΕΩΝ»
HOMEWORK 4 = G. In order to plot the stress versus the stretch we define a normalized stretch:
 HOMEWORK 4 Problem a For the fast loading case, we want to derive the relationship between P zz and λ z. We know that the nominal stress is expressed as: P zz = ψ λ z where λ z = λ λ z. Therefore, applying
HOMEWORK 4 Problem a For the fast loading case, we want to derive the relationship between P zz and λ z. We know that the nominal stress is expressed as: P zz = ψ λ z where λ z = λ λ z. Therefore, applying
ΤΕΙ ΚΑΒΑΛΑΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΙΑΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ
 ΤΕΙ ΚΑΒΑΛΑΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΙΑΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΜΕΛΕΤΗ ΦΩΤΟΒΟΛΤΑΙΚΟΥ ΠΑΡΚΟΥ ΜΕ ΟΙΚΙΣΚΟΥΣ ΓΙΑ ΠΑΡΑΓΩΓΗ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ ΜΕΣΗΣ ΤΑΣΗΣ STUDY PHOTOVOLTAIC PARK WITH SUBSTATIONS
ΤΕΙ ΚΑΒΑΛΑΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΙΑΣ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΜΕΛΕΤΗ ΦΩΤΟΒΟΛΤΑΙΚΟΥ ΠΑΡΚΟΥ ΜΕ ΟΙΚΙΣΚΟΥΣ ΓΙΑ ΠΑΡΑΓΩΓΗ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ ΜΕΣΗΣ ΤΑΣΗΣ STUDY PHOTOVOLTAIC PARK WITH SUBSTATIONS
Assalamu `alaikum wr. wb.
 LUMP SUM Assalamu `alaikum wr. wb. LUMP SUM Wassalamu alaikum wr. wb. Assalamu `alaikum wr. wb. LUMP SUM Wassalamu alaikum wr. wb. LUMP SUM Lump sum lump sum lump sum. lump sum fixed price lump sum lump
LUMP SUM Assalamu `alaikum wr. wb. LUMP SUM Wassalamu alaikum wr. wb. Assalamu `alaikum wr. wb. LUMP SUM Wassalamu alaikum wr. wb. LUMP SUM Lump sum lump sum lump sum. lump sum fixed price lump sum lump
Γιπλυμαηική Δπγαζία. «Ανθπυποκενηπικόρ ζσεδιαζμόρ γέθςπαρ πλοίος» Φοςζιάνηρ Αθανάζιορ. Δπιβλέπυν Καθηγηηήρ: Νηθφιανο Π. Βεληίθνο
 ΔΘΝΙΚΟ ΜΔΣΟΒΙΟ ΠΟΛΤΣΔΥΝΔΙΟ ΥΟΛΗ ΝΑΤΠΗΓΩΝ ΜΗΥΑΝΟΛΟΓΩΝ ΜΗΥΑΝΙΚΩΝ Γιπλυμαηική Δπγαζία «Ανθπυποκενηπικόρ ζσεδιαζμόρ γέθςπαρ πλοίος» Φοςζιάνηρ Αθανάζιορ Δπιβλέπυν Καθηγηηήρ: Νηθφιανο Π. Βεληίθνο Σπιμελήρ Δξεηαζηική
ΔΘΝΙΚΟ ΜΔΣΟΒΙΟ ΠΟΛΤΣΔΥΝΔΙΟ ΥΟΛΗ ΝΑΤΠΗΓΩΝ ΜΗΥΑΝΟΛΟΓΩΝ ΜΗΥΑΝΙΚΩΝ Γιπλυμαηική Δπγαζία «Ανθπυποκενηπικόρ ζσεδιαζμόρ γέθςπαρ πλοίος» Φοςζιάνηρ Αθανάζιορ Δπιβλέπυν Καθηγηηήρ: Νηθφιανο Π. Βεληίθνο Σπιμελήρ Δξεηαζηική
Figure 1 T / K Explain, in terms of molecules, why the first part of the graph in Figure 1 is a line that slopes up from the origin.
 Q1.(a) Figure 1 shows how the entropy of a molecular substance X varies with temperature. Figure 1 T / K (i) Explain, in terms of molecules, why the entropy is zero when the temperature is zero Kelvin.
Q1.(a) Figure 1 shows how the entropy of a molecular substance X varies with temperature. Figure 1 T / K (i) Explain, in terms of molecules, why the entropy is zero when the temperature is zero Kelvin.
(1) Describe the process by which mercury atoms become excited in a fluorescent tube (3)
 Describe the process by which mercury atoms become excited in a fluorescent tube (3)") Q1. (a) A fluorescent tube is filled with mercury vapour at low pressure. In order to emit electromagnetic radiation the mercury atoms must first be excited. (i) What is meant by an excited atom? (1) (ii)
Q1. (a) A fluorescent tube is filled with mercury vapour at low pressure. In order to emit electromagnetic radiation the mercury atoms must first be excited. (i) What is meant by an excited atom? (1) (ii)
4 th SE European CODE Workshop 10 th 11 th of March 2011, Thessaloniki, Greece
 4 th SE European CODE Workshop 10 th 11 th of March 2011, Thessaloniki, Greece SESSION II: Best case Cogeneration project(s) in Greece Dimitris Miras Head of Thermo-electric Power Projects Dpt, ITA Group
4 th SE European CODE Workshop 10 th 11 th of March 2011, Thessaloniki, Greece SESSION II: Best case Cogeneration project(s) in Greece Dimitris Miras Head of Thermo-electric Power Projects Dpt, ITA Group
Instruction Execution Times
 1 C Execution Times InThisAppendix... Introduction DL330 Execution Times DL330P Execution Times DL340 Execution Times C-2 Execution Times Introduction Data Registers This appendix contains several tables
1 C Execution Times InThisAppendix... Introduction DL330 Execution Times DL330P Execution Times DL340 Execution Times C-2 Execution Times Introduction Data Registers This appendix contains several tables
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΕΙΡΑΙΩΣ ΤΜΗΜΑ ΝΑΥΤΙΛΙΑΚΩΝ ΣΠΟΥΔΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΗ ΝΑΥΤΙΛΙΑ
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΕΙΡΑΙΩΣ ΤΜΗΜΑ ΝΑΥΤΙΛΙΑΚΩΝ ΣΠΟΥΔΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΗ ΝΑΥΤΙΛΙΑ ΕΝΑΛΛΑΚΤΙΚΕΣ ΠΗΓΕΣ ΕΝΕΡΓΕΙΑΣ ΣΤΙΣ ΘΑΛΑΣΣΙΕΣ ΜΕΤΑΦΟΡΕΣ. ΠΕΡΙΒΑΛΛΟΝΤΙΚΑ ΟΦΕΛΗ ΤΗΣ ΝΕΑΣ ΤΕΧΝΟΛΟΓΙΑΣ. ΟΙΚΟΝΟΜΙΚΑ
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΕΙΡΑΙΩΣ ΤΜΗΜΑ ΝΑΥΤΙΛΙΑΚΩΝ ΣΠΟΥΔΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΗ ΝΑΥΤΙΛΙΑ ΕΝΑΛΛΑΚΤΙΚΕΣ ΠΗΓΕΣ ΕΝΕΡΓΕΙΑΣ ΣΤΙΣ ΘΑΛΑΣΣΙΕΣ ΜΕΤΑΦΟΡΕΣ. ΠΕΡΙΒΑΛΛΟΝΤΙΚΑ ΟΦΕΛΗ ΤΗΣ ΝΕΑΣ ΤΕΧΝΟΛΟΓΙΑΣ. ΟΙΚΟΝΟΜΙΚΑ
Mean bond enthalpy Standard enthalpy of formation Bond N H N N N N H O O O
 Q1. (a) Explain the meaning of the terms mean bond enthalpy and standard enthalpy of formation. Mean bond enthalpy... Standard enthalpy of formation... (5) (b) Some mean bond enthalpies are given below.
Q1. (a) Explain the meaning of the terms mean bond enthalpy and standard enthalpy of formation. Mean bond enthalpy... Standard enthalpy of formation... (5) (b) Some mean bond enthalpies are given below.
ΠΟΛΤΣΔΥΝΔΗΟ ΚΡΖΣΖ ΣΜΖΜΑ ΜΖΥΑΝΗΚΧΝ ΟΡΤΚΣΧΝ ΠΟΡΧΝ
 ΠΟΛΤΣΔΥΝΔΗΟ ΚΡΖΣΖ ΣΜΖΜΑ ΜΖΥΑΝΗΚΧΝ ΟΡΤΚΣΧΝ ΠΟΡΧΝ ΓΗΠΛΧΜΑΣΗΚΖ ΔΡΓΑΗΑ ΔΦΑΡΜΟΓΔ ΓΔΧΘΔΡΜΗΑ ΥΑΜΖΛΖ ΔΝΘΑΛΠΗΑ ΣΖΝ ΠΔΡΗΟΥΖ ΑΛΔΞΑΝΓΡΔΗΑ Ν. ΖΜΑΘΗΑ ΓΗΑΜΑΝΣΟΠΟΤΛΟ Η. ΦΧΣΗΟ ΔΞΔΣΑΣΗΚΖ ΔΠΗΣΡΟΠΖ: ΘΔΟΓΧΡΟ ΜΑΡΚΟΠΟΤΛΟ Καζεγεηήο
ΠΟΛΤΣΔΥΝΔΗΟ ΚΡΖΣΖ ΣΜΖΜΑ ΜΖΥΑΝΗΚΧΝ ΟΡΤΚΣΧΝ ΠΟΡΧΝ ΓΗΠΛΧΜΑΣΗΚΖ ΔΡΓΑΗΑ ΔΦΑΡΜΟΓΔ ΓΔΧΘΔΡΜΗΑ ΥΑΜΖΛΖ ΔΝΘΑΛΠΗΑ ΣΖΝ ΠΔΡΗΟΥΖ ΑΛΔΞΑΝΓΡΔΗΑ Ν. ΖΜΑΘΗΑ ΓΗΑΜΑΝΣΟΠΟΤΛΟ Η. ΦΧΣΗΟ ΔΞΔΣΑΣΗΚΖ ΔΠΗΣΡΟΠΖ: ΘΔΟΓΧΡΟ ΜΑΡΚΟΠΟΤΛΟ Καζεγεηήο
Πτυχιακή εργασία. Παραγωγή Βιοντίζελ από Χρησιμοποιημένα Έλαια
 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΤΜΗΜΑ ΕΠΙΣΤΗΜΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Πτυχιακή εργασία Παραγωγή Βιοντίζελ από Χρησιμοποιημένα Έλαια Ελένη Χριστοδούλου Λεμεσός 2014 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ
ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΤΜΗΜΑ ΕΠΙΣΤΗΜΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Πτυχιακή εργασία Παραγωγή Βιοντίζελ από Χρησιμοποιημένα Έλαια Ελένη Χριστοδούλου Λεμεσός 2014 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ
Démographie spatiale/spatial Demography
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΙΑΣ Démographie spatiale/spatial Demography Session 1: Introduction to spatial demography Basic concepts Michail Agorastakis Department of Planning & Regional Development Άδειες Χρήσης
ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΙΑΣ Démographie spatiale/spatial Demography Session 1: Introduction to spatial demography Basic concepts Michail Agorastakis Department of Planning & Regional Development Άδειες Χρήσης
Capacitors - Capacitance, Charge and Potential Difference
 Capacitors - Capacitance, Charge and Potential Difference Capacitors store electric charge. This ability to store electric charge is known as capacitance. A simple capacitor consists of 2 parallel metal
Capacitors - Capacitance, Charge and Potential Difference Capacitors store electric charge. This ability to store electric charge is known as capacitance. A simple capacitor consists of 2 parallel metal
CH 3 CH 2 COOCH 2 CH 2 CH 3 + H 2 O
 Q1.An experiment was carried out to determine the equilibrium constant, K c, for the following reaction. CH 3 CH 2 COOH + CH 3 CH 2 CH 2 OH CH 3 CH 2 COOCH 2 CH 2 CH 3 + H 2 O A student added measured
Q1.An experiment was carried out to determine the equilibrium constant, K c, for the following reaction. CH 3 CH 2 COOH + CH 3 CH 2 CH 2 OH CH 3 CH 2 COOCH 2 CH 2 CH 3 + H 2 O A student added measured
ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΓΕΩΤΕΧΝΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΚΑΙ ΔΙΑΧΕΙΡΙΣΗΣ ΠΕΡΙΒΑΛΛΟΝΤΟΣ. Πτυχιακή εργασία
 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΓΕΩΤΕΧΝΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΚΑΙ ΔΙΑΧΕΙΡΙΣΗΣ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Πτυχιακή εργασία ΑΝΑΛΥΣΗ ΚΟΣΤΟΥΣ-ΟΦΕΛΟΥΣ ΓΙΑ ΤΗ ΔΙΕΙΣΔΥΣΗ ΤΩΝ ΑΝΑΝΕΩΣΙΜΩΝ ΠΗΓΩΝ ΕΝΕΡΓΕΙΑΣ ΣΤΗΝ ΚΥΠΡΟ ΜΕΧΡΙ ΤΟ 2030
ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΓΕΩΤΕΧΝΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΚΑΙ ΔΙΑΧΕΙΡΙΣΗΣ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Πτυχιακή εργασία ΑΝΑΛΥΣΗ ΚΟΣΤΟΥΣ-ΟΦΕΛΟΥΣ ΓΙΑ ΤΗ ΔΙΕΙΣΔΥΣΗ ΤΩΝ ΑΝΑΝΕΩΣΙΜΩΝ ΠΗΓΩΝ ΕΝΕΡΓΕΙΑΣ ΣΤΗΝ ΚΥΠΡΟ ΜΕΧΡΙ ΤΟ 2030
 ΑΚΑ ΗΜΙΑ ΕΜΠΟΡΙΚΟΥ ΝΑΥΤΙΚΟΥ ΜΑΚΕ ΟΝΙΑΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΟΝΟΜΑΤΕΠΩΝΥΜΟ: ΓΕΩΡΓΙΟΣ ΙΩΑΝΝΟΥ Α.Μ.: 4674 ΟΝΟΜΑΤΕΠΩΝΥΜΟ ΚΑΘΗΓΗΤΡΙΑΣ: ρ.ελευθερια ΜΠΑΚΟΓΙΑΝΝΗ ΘΕΜΑ: ΟΙ ΕΠΙΠΤΩΣΕΙΣ ΤΗΣ ΠΑΡΟΥΣΙΑΣ ΧΗΜΙΚΩΝ
ΑΚΑ ΗΜΙΑ ΕΜΠΟΡΙΚΟΥ ΝΑΥΤΙΚΟΥ ΜΑΚΕ ΟΝΙΑΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΟΝΟΜΑΤΕΠΩΝΥΜΟ: ΓΕΩΡΓΙΟΣ ΙΩΑΝΝΟΥ Α.Μ.: 4674 ΟΝΟΜΑΤΕΠΩΝΥΜΟ ΚΑΘΗΓΗΤΡΙΑΣ: ρ.ελευθερια ΜΠΑΚΟΓΙΑΝΝΗ ΘΕΜΑ: ΟΙ ΕΠΙΠΤΩΣΕΙΣ ΤΗΣ ΠΑΡΟΥΣΙΑΣ ΧΗΜΙΚΩΝ
Μεταβαίνοντας προς τη νέα ενεργειακή εποχή Προκλήσεις στην αγορά ηλεκτρισµού
 Μεταβαίνοντας προς τη νέα ενεργειακή εποχή Προκλήσεις στην αγορά ηλεκτρισµού Δρ. Ανδρέας Πουλλικκάς Ph.D, D.Tech, FIET Πρόεδρος Ρυθµιστικής Αρχής Ενέργειας Κύπρου Πρόεδρος Συµβουλίου Ενεργειακής Στρατηγικής
Μεταβαίνοντας προς τη νέα ενεργειακή εποχή Προκλήσεις στην αγορά ηλεκτρισµού Δρ. Ανδρέας Πουλλικκάς Ph.D, D.Tech, FIET Πρόεδρος Ρυθµιστικής Αρχής Ενέργειας Κύπρου Πρόεδρος Συµβουλίου Ενεργειακής Στρατηγικής
the total number of electrons passing through the lamp.
 1. A 12 V 36 W lamp is lit to normal brightness using a 12 V car battery of negligible internal resistance. The lamp is switched on for one hour (3600 s). For the time of 1 hour, calculate (i) the energy
1. A 12 V 36 W lamp is lit to normal brightness using a 12 V car battery of negligible internal resistance. The lamp is switched on for one hour (3600 s). For the time of 1 hour, calculate (i) the energy
ΔΘΝΗΚΖ ΥΟΛΖ ΓΖΜΟΗΑ ΓΗΟΗΚΖΖ
 Ε ΔΘΝΗΚΖ ΥΟΛΖ ΓΖΜΟΗΑ ΓΗΟΗΚΖΖ Κ ΔΚΠΑΗΓΔΤΣΗΚΖ ΔΗΡΑ ΣΜΖΜΑ : Σνπξηζηηθήο Οηθνλνκίαο θαη Αλάπηπμεο (ΣΟΑ) ΣΔΛΗΚΖ ΔΡΓΑΗΑ Θέκα: Σνπξηζκφο θαη Οηθνλνκηθή Κξίζε Δπηβιέπσλ : Νηνχβαο Λνπθάο πνπδάζηξηα : Σζαγθαξάθε
Ε ΔΘΝΗΚΖ ΥΟΛΖ ΓΖΜΟΗΑ ΓΗΟΗΚΖΖ Κ ΔΚΠΑΗΓΔΤΣΗΚΖ ΔΗΡΑ ΣΜΖΜΑ : Σνπξηζηηθήο Οηθνλνκίαο θαη Αλάπηπμεο (ΣΟΑ) ΣΔΛΗΚΖ ΔΡΓΑΗΑ Θέκα: Σνπξηζκφο θαη Οηθνλνκηθή Κξίζε Δπηβιέπσλ : Νηνχβαο Λνπθάο πνπδάζηξηα : Σζαγθαξάθε
Σπανό Ιωάννη Α.Μ. 148
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΔΙΑΤΜΗΜΑΤΙΚΟ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΙΣ ΠΕΡΙΒΑΛΛΟΝΤΙΚΕΣ ΕΠΙΣΤΗΜΕΣ Ηλεκτροχημική εναπόθεση και μελέτη των ιδιοτήτων, λεπτών υμενίων μεταβατικών μετάλλων, για παραγωγή H2 Διπλωματική
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΔΙΑΤΜΗΜΑΤΙΚΟ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΙΣ ΠΕΡΙΒΑΛΛΟΝΤΙΚΕΣ ΕΠΙΣΤΗΜΕΣ Ηλεκτροχημική εναπόθεση και μελέτη των ιδιοτήτων, λεπτών υμενίων μεταβατικών μετάλλων, για παραγωγή H2 Διπλωματική
Approximation of distance between locations on earth given by latitude and longitude
 Approximation of distance between locations on earth given by latitude and longitude Jan Behrens 2012-12-31 In this paper we shall provide a method to approximate distances between two points on earth
Approximation of distance between locations on earth given by latitude and longitude Jan Behrens 2012-12-31 In this paper we shall provide a method to approximate distances between two points on earth
Phys460.nb Solution for the t-dependent Schrodinger s equation How did we find the solution? (not required)
") Phys460.nb 81 ψ n (t) is still the (same) eigenstate of H But for tdependent H. The answer is NO. 5.5.5. Solution for the tdependent Schrodinger s equation If we assume that at time t 0, the electron starts
Phys460.nb 81 ψ n (t) is still the (same) eigenstate of H But for tdependent H. The answer is NO. 5.5.5. Solution for the tdependent Schrodinger s equation If we assume that at time t 0, the electron starts
A global biofuels outlook: U.S. RIN markets and EU proposals. Gerard Wynn Energy and climate columnist Thomson Reuters
 1η Ενότητα: «Το Παρόν και το Μέλλον των Βιοκαυσίμων στην Ελλάδα και την Ευρώπη» A global biofuels outlook: U.S. RIN markets and EU proposals Gerard Wynn Energy and climate columnist Thomson Reuters Global
1η Ενότητα: «Το Παρόν και το Μέλλον των Βιοκαυσίμων στην Ελλάδα και την Ευρώπη» A global biofuels outlook: U.S. RIN markets and EU proposals Gerard Wynn Energy and climate columnist Thomson Reuters Global
CHAPTER 25 SOLVING EQUATIONS BY ITERATIVE METHODS
 CHAPTER 5 SOLVING EQUATIONS BY ITERATIVE METHODS EXERCISE 104 Page 8 1. Find the positive root of the equation x + 3x 5 = 0, correct to 3 significant figures, using the method of bisection. Let f(x) =
CHAPTER 5 SOLVING EQUATIONS BY ITERATIVE METHODS EXERCISE 104 Page 8 1. Find the positive root of the equation x + 3x 5 = 0, correct to 3 significant figures, using the method of bisection. Let f(x) =
Strain gauge and rosettes
 Strain gauge and rosettes Introduction A strain gauge is a device which is used to measure strain (deformation) on an object subjected to forces. Strain can be measured using various types of devices classified
Strain gauge and rosettes Introduction A strain gauge is a device which is used to measure strain (deformation) on an object subjected to forces. Strain can be measured using various types of devices classified
[1] P Q. Fig. 3.1
![[1] P Q. Fig. 3.1](/thumbs/79/80362156.jpg "[1] P Q. Fig. 3.1") 1 (a) Define resistance....... [1] (b) The smallest conductor within a computer processing chip can be represented as a rectangular block that is one atom high, four atoms wide and twenty atoms long. One
1 (a) Define resistance....... [1] (b) The smallest conductor within a computer processing chip can be represented as a rectangular block that is one atom high, four atoms wide and twenty atoms long. One
Το μελλοντικό Ευρωπαϊκό Ενεργειακό σύστημα: Υλοποίηση των ενεργειακών στόχων για το 2030
 DEPARTMENT OF ELECTRICAL ENGINEERING, COMPUTER ENGINEERING AND INFORMATICS Το μελλοντικό Ευρωπαϊκό Ενεργειακό σύστημα: Υλοποίηση των ενεργειακών στόχων για το 2030 Dr. Andreas Poullikkas Chair and Associate
DEPARTMENT OF ELECTRICAL ENGINEERING, COMPUTER ENGINEERING AND INFORMATICS Το μελλοντικό Ευρωπαϊκό Ενεργειακό σύστημα: Υλοποίηση των ενεργειακών στόχων για το 2030 Dr. Andreas Poullikkas Chair and Associate
ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΕΡΙΒΑΛΛΟΝΤΟΣ
 ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ «ΕΝΑΛΛΑΚΤΙΚΗ ΔΙAΧΕIΡΙΣΗ ΑΣΤΙΚΩΝ ΑΠΟΡΡΙΜΜΑΤΩΝ» Του φοιτητή Κασαπιάν Αρτίν Αρ. Μητρώου: 2000.05.0042 Επιβλέπων Καθηγητής Παλαιολόγος Ευάγγελος
ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ «ΕΝΑΛΛΑΚΤΙΚΗ ΔΙAΧΕIΡΙΣΗ ΑΣΤΙΚΩΝ ΑΠΟΡΡΙΜΜΑΤΩΝ» Του φοιτητή Κασαπιάν Αρτίν Αρ. Μητρώου: 2000.05.0042 Επιβλέπων Καθηγητής Παλαιολόγος Ευάγγελος
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ ιπλωµατική Εργασία του φοιτητή του τµήµατος Ηλεκτρολόγων Μηχανικών και Τεχνολογίας Ηλεκτρονικών
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ ιπλωµατική Εργασία του φοιτητή του τµήµατος Ηλεκτρολόγων Μηχανικών και Τεχνολογίας Ηλεκτρονικών
Παρουζίαζη ζηην Ημερίδα ΥΝΕΡΓΕΙΑ 15 Ιανουαρίου A success story: Waste management in UK. Γπ. Θάνορ Μποςπηζάλαρ
 Παρουζίαζη ζηην Ημερίδα ΥΝΕΡΓΕΙΑ 15 Ιανουαρίου 2016 A success story: Waste management in UK Γπ. Θάνορ Μποςπηζάλαρ Ηνυμένο Βαζίλειο Πληθυσμός (εκ. πολίτες) Πληθςζμόρ και πποβλέτειρ Γείκηηρ αειθόπος διασείπιζηρ
Παρουζίαζη ζηην Ημερίδα ΥΝΕΡΓΕΙΑ 15 Ιανουαρίου 2016 A success story: Waste management in UK Γπ. Θάνορ Μποςπηζάλαρ Ηνυμένο Βαζίλειο Πληθυσμός (εκ. πολίτες) Πληθςζμόρ και πποβλέτειρ Γείκηηρ αειθόπος διασείπιζηρ
Biodiesel quality and EN 14214:2012
 3η Ενότητα: «Αγορά Βιοκαυσίμων στην Ελλάδα: Τάσεις και Προοπτικές» Biodiesel quality and EN 14214:2012 Dr. Hendrik Stein Pilot Plant Manager, ASG Analytik Content Introduction Development of the Biodiesel
3η Ενότητα: «Αγορά Βιοκαυσίμων στην Ελλάδα: Τάσεις και Προοπτικές» Biodiesel quality and EN 14214:2012 Dr. Hendrik Stein Pilot Plant Manager, ASG Analytik Content Introduction Development of the Biodiesel
ΥΠΟΒΟΗΘΟΥΜΕΝΗ ΕΣΩΤΕΡΙΚΗ ΚΑΥΣΗ ΜΕ ΥΔΡΟΓΟΝΟ ΓΙΑ ΜΕΙΩΣΗ ΤΩΝ ΑΕΡΙΩΝ ΕΚΠΟΜΠΩΝ
 Σχολή Γεωτεχνικών Επιστημών και Επιστήμης & Τεχνολογίας Περιβάλλοντος Πτυχιακή Eργασία ΥΠΟΒΟΗΘΟΥΜΕΝΗ ΕΣΩΤΕΡΙΚΗ ΚΑΥΣΗ ΜΕ ΥΔΡΟΓΟΝΟ ΓΙΑ ΜΕΙΩΣΗ ΤΩΝ ΑΕΡΙΩΝ ΕΚΠΟΜΠΩΝ ΔΗΜΗΤΡΗΣ ΚΙΤΑΛΙΔΗΣ Λεμεσός, Μάιος, 2018 ΤΕΧΝΟΛΟΓΙΚΟ
Σχολή Γεωτεχνικών Επιστημών και Επιστήμης & Τεχνολογίας Περιβάλλοντος Πτυχιακή Eργασία ΥΠΟΒΟΗΘΟΥΜΕΝΗ ΕΣΩΤΕΡΙΚΗ ΚΑΥΣΗ ΜΕ ΥΔΡΟΓΟΝΟ ΓΙΑ ΜΕΙΩΣΗ ΤΩΝ ΑΕΡΙΩΝ ΕΚΠΟΜΠΩΝ ΔΗΜΗΤΡΗΣ ΚΙΤΑΛΙΔΗΣ Λεμεσός, Μάιος, 2018 ΤΕΧΝΟΛΟΓΙΚΟ
EE512: Error Control Coding
 EE512: Error Control Coding Solution for Assignment on Finite Fields February 16, 2007 1. (a) Addition and Multiplication tables for GF (5) and GF (7) are shown in Tables 1 and 2. + 0 1 2 3 4 0 0 1 2 3
EE512: Error Control Coding Solution for Assignment on Finite Fields February 16, 2007 1. (a) Addition and Multiplication tables for GF (5) and GF (7) are shown in Tables 1 and 2. + 0 1 2 3 4 0 0 1 2 3
ΣΥΓΧΡΟΝΕΣ ΤΑΣΕΙΣ ΣΤΗΝ ΕΚΤΙΜΗΣΗ ΚΑΙ ΧΑΡΤΟΓΡΑΦΗΣΗ ΤΩΝ ΚΙΝΔΥΝΩΝ
 ΕΘΝΙΚΗ ΣΧΟΛΗ ΤΟΠΙΚΗΣ ΑΥΤΟΔΙΟΙΚΗΣΗΣ Δ ΕΚΠΑΙΔΕΥΤΙΚΗ ΣΕΙΡΑ ΤΜΗΜΑ ΠΟΛΙΤΙΚΗΣ ΠΡΟΣΤΑΣΙΑΣ ΣΥΓΧΡΟΝΕΣ ΤΑΣΕΙΣ ΣΤΗΝ ΕΚΤΙΜΗΣΗ ΚΑΙ ΧΑΡΤΟΓΡΑΦΗΣΗ ΤΩΝ ΚΙΝΔΥΝΩΝ Σπουδάστρια: Διαούρτη Ειρήνη Δήμητρα Επιβλέπων καθηγητής:
ΕΘΝΙΚΗ ΣΧΟΛΗ ΤΟΠΙΚΗΣ ΑΥΤΟΔΙΟΙΚΗΣΗΣ Δ ΕΚΠΑΙΔΕΥΤΙΚΗ ΣΕΙΡΑ ΤΜΗΜΑ ΠΟΛΙΤΙΚΗΣ ΠΡΟΣΤΑΣΙΑΣ ΣΥΓΧΡΟΝΕΣ ΤΑΣΕΙΣ ΣΤΗΝ ΕΚΤΙΜΗΣΗ ΚΑΙ ΧΑΡΤΟΓΡΑΦΗΣΗ ΤΩΝ ΚΙΝΔΥΝΩΝ Σπουδάστρια: Διαούρτη Ειρήνη Δήμητρα Επιβλέπων καθηγητής:
1) Formulation of the Problem as a Linear Programming Model
 Formulation of the Problem as a Linear Programming Model") 1) Formulation of the Problem as a Linear Programming Model Let xi = the amount of money invested in each of the potential investments in, where (i=1,2, ) x1 = the amount of money invested in Savings Account
1) Formulation of the Problem as a Linear Programming Model Let xi = the amount of money invested in each of the potential investments in, where (i=1,2, ) x1 = the amount of money invested in Savings Account
Ó Ú Ô ÏÏÈÎÎ, Ph.D. ƒ π ª À ƒ À. Προλογίζει: Νίκος Χατζηαργυρίου Καθηγητής ΕΜΠ και Αντιπρόεδρος ΕΗ
 Ó Ú Ô ÏÏÈÎÎ, Ph.D ƒ π ª À ƒ À Προλογίζει: Νίκος Χατζηαργυρίου Καθηγητής ΕΜΠ και Αντιπρόεδρος ΕΗ Â ÎˆÛ 2009 , Ph.D : 2009 , 2009 Copyright ISBN: 978-9963-9599-4-5 : : Theopress Ltd.. 10 2113 (470.. - 399..).,,,,.
Ó Ú Ô ÏÏÈÎÎ, Ph.D ƒ π ª À ƒ À Προλογίζει: Νίκος Χατζηαργυρίου Καθηγητής ΕΜΠ και Αντιπρόεδρος ΕΗ Â ÎˆÛ 2009 , Ph.D : 2009 , 2009 Copyright ISBN: 978-9963-9599-4-5 : : Theopress Ltd.. 10 2113 (470.. - 399..).,,,,.
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΦΥΣΙΚΩΝ ΠΟΡΩΝ& ΠΕΡΙΒΑΛΛΟΝΤΟΣ
 ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΡΗΤΗΣ ΣΧΟΛΗ ΕΦΑΡΜΟΣΜΕΝΩΝ ΕΠΙΣΤΗΜΩΝ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΦΥΣΙΚΩΝ ΠΟΡΩΝ& ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΤΟΜΕΑΣ ΠΕΡΙΒΑΛΛΟΝΤΙΚΗΣ ΤΕΧΝΟΛΟΓΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΠΕΡΙΒΑΛΛΟΝΤΙΚΗΣ ΧΗΜΕΙΑΣ & ΒΙΟΧΗΜΙΚΩΝ ΔΙΕΡΓΑΣΙΩΝ
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΡΗΤΗΣ ΣΧΟΛΗ ΕΦΑΡΜΟΣΜΕΝΩΝ ΕΠΙΣΤΗΜΩΝ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΦΥΣΙΚΩΝ ΠΟΡΩΝ& ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΤΟΜΕΑΣ ΠΕΡΙΒΑΛΛΟΝΤΙΚΗΣ ΤΕΧΝΟΛΟΓΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΠΕΡΙΒΑΛΛΟΝΤΙΚΗΣ ΧΗΜΕΙΑΣ & ΒΙΟΧΗΜΙΚΩΝ ΔΙΕΡΓΑΣΙΩΝ
ΓΕΩΜΕΣΡΙΚΗ ΣΕΚΜΗΡΙΩΗ ΣΟΤ ΙΕΡΟΤ ΝΑΟΤ ΣΟΤ ΣΙΜΙΟΤ ΣΑΤΡΟΤ ΣΟ ΠΕΛΕΝΔΡΙ ΣΗ ΚΤΠΡΟΤ ΜΕ ΕΦΑΡΜΟΓΗ ΑΤΣΟΜΑΣΟΠΟΙΗΜΕΝΟΤ ΤΣΗΜΑΣΟ ΨΗΦΙΑΚΗ ΦΩΣΟΓΡΑΜΜΕΣΡΙΑ
 ΕΘΝΙΚΟ ΜΕΣΟΒΙΟ ΠΟΛΤΣΕΧΝΕΙΟ ΣΜΗΜΑ ΑΓΡΟΝΟΜΩΝ-ΣΟΠΟΓΡΑΦΩΝ ΜΗΧΑΝΙΚΩΝ ΣΟΜΕΑ ΣΟΠΟΓΡΑΦΙΑ ΕΡΓΑΣΗΡΙΟ ΦΩΣΟΓΡΑΜΜΕΣΡΙΑ ΓΕΩΜΕΣΡΙΚΗ ΣΕΚΜΗΡΙΩΗ ΣΟΤ ΙΕΡΟΤ ΝΑΟΤ ΣΟΤ ΣΙΜΙΟΤ ΣΑΤΡΟΤ ΣΟ ΠΕΛΕΝΔΡΙ ΣΗ ΚΤΠΡΟΤ ΜΕ ΕΦΑΡΜΟΓΗ ΑΤΣΟΜΑΣΟΠΟΙΗΜΕΝΟΤ
ΕΘΝΙΚΟ ΜΕΣΟΒΙΟ ΠΟΛΤΣΕΧΝΕΙΟ ΣΜΗΜΑ ΑΓΡΟΝΟΜΩΝ-ΣΟΠΟΓΡΑΦΩΝ ΜΗΧΑΝΙΚΩΝ ΣΟΜΕΑ ΣΟΠΟΓΡΑΦΙΑ ΕΡΓΑΣΗΡΙΟ ΦΩΣΟΓΡΑΜΜΕΣΡΙΑ ΓΕΩΜΕΣΡΙΚΗ ΣΕΚΜΗΡΙΩΗ ΣΟΤ ΙΕΡΟΤ ΝΑΟΤ ΣΟΤ ΣΙΜΙΟΤ ΣΑΤΡΟΤ ΣΟ ΠΕΛΕΝΔΡΙ ΣΗ ΚΤΠΡΟΤ ΜΕ ΕΦΑΡΜΟΓΗ ΑΤΣΟΜΑΣΟΠΟΙΗΜΕΝΟΤ
(Biomass utilization for electric energy production)
") ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ T.Ε.I. ΠΕΙΡΑΙΑ ΣΧΟΛΗ: ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ: ΗΛΕΚΤΡΟΛΟΓΙΑΣ Επιβλέπων: ΠΕΤΡΟΣ Γ. ΒΕΡΝΑΔΟΣ, Ομότιμος Καθηγητής Συνεπιβλέπουσα: ΕΡΙΕΤΤΑ Ι. ΖΟΥΝΤΟΥΡΙΔΟΥ, Παν. Υπότροφος
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ T.Ε.I. ΠΕΙΡΑΙΑ ΣΧΟΛΗ: ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ: ΗΛΕΚΤΡΟΛΟΓΙΑΣ Επιβλέπων: ΠΕΤΡΟΣ Γ. ΒΕΡΝΑΔΟΣ, Ομότιμος Καθηγητής Συνεπιβλέπουσα: ΕΡΙΕΤΤΑ Ι. ΖΟΥΝΤΟΥΡΙΔΟΥ, Παν. Υπότροφος
Quantifying the Financial Benefits of Chemical Inventory Management Using CISPro
 of Chemical Inventory Management Using CISPro by Darryl Braaksma Sr. Business and Financial Consultant, ChemSW, Inc. of Chemical Inventory Management Using CISPro Table of Contents Introduction 3 About
of Chemical Inventory Management Using CISPro by Darryl Braaksma Sr. Business and Financial Consultant, ChemSW, Inc. of Chemical Inventory Management Using CISPro Table of Contents Introduction 3 About
ΠΟΙΟΤΗΤΑ ΑΤΜΟΣΦΑΙΡΙΚΟΥ ΠΕΡΙΒΑΛΛΟΝΤΟΣ
 ΠΟΙΟΤΗΤΑ ΑΤΜΟΣΦΑΙΡΙΚΟΥ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Κωνσταντινή Σαµαρά - Κωνσταντίνου Εργαστήριο Ελέγχου Ρύπανσης Περιβάλλοντος, Τµήµα Χηµείας, ΑΠΘ ΠΕΡΙΛΗΨΗ Παρότι υπήρξε σηµαντική βελτίωση της ποιότητας του αέρα στις
ΠΟΙΟΤΗΤΑ ΑΤΜΟΣΦΑΙΡΙΚΟΥ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Κωνσταντινή Σαµαρά - Κωνσταντίνου Εργαστήριο Ελέγχου Ρύπανσης Περιβάλλοντος, Τµήµα Χηµείας, ΑΠΘ ΠΕΡΙΛΗΨΗ Παρότι υπήρξε σηµαντική βελτίωση της ποιότητας του αέρα στις
Η ΕΠΙΔΡΑΣΗ ΤΗΣ ΑΙΘΑΝΟΛΗΣ,ΤΗΣ ΜΕΘΑΝΟΛΗΣ ΚΑΙ ΤΟΥ ΑΙΘΥΛΟΤΡΙΤΟΤΑΓΗ ΒΟΥΤΥΛΑΙΘΕΡΑ ΣΤΙΣ ΙΔΙΟΤΗΤΕΣ ΤΗΣ ΒΕΝΖΙΝΗΣ
 ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΑΒΑΛΑΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Η ΕΠΙΔΡΑΣΗ ΤΗΣ ΑΙΘΑΝΟΛΗΣ,ΤΗΣ ΜΕΘΑΝΟΛΗΣ ΚΑΙ ΤΟΥ ΑΙΘΥΛΟΤΡΙΤΟΤΑΓΗ ΒΟΥΤΥΛΑΙΘΕΡΑ ΣΤΙΣ ΙΔΙΟΤΗΤΕΣ ΤΗΣ ΒΕΝΖΙΝΗΣ ΟΝΟΜΑΤΕΠΩΝΥΜΟ
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΑΒΑΛΑΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Η ΕΠΙΔΡΑΣΗ ΤΗΣ ΑΙΘΑΝΟΛΗΣ,ΤΗΣ ΜΕΘΑΝΟΛΗΣ ΚΑΙ ΤΟΥ ΑΙΘΥΛΟΤΡΙΤΟΤΑΓΗ ΒΟΥΤΥΛΑΙΘΕΡΑ ΣΤΙΣ ΙΔΙΟΤΗΤΕΣ ΤΗΣ ΒΕΝΖΙΝΗΣ ΟΝΟΜΑΤΕΠΩΝΥΜΟ
ΑΝΑΠΤΥΞΗ ΣΕΝΑΡΙΩΝ ΒΕΛΤΙΣΤΟΠΟΙΗΣΗΣ ΤΗΣ ΔΙΑΧΕΙΡΙΣΗΣ ΚΑΙ ΤΗΣ ΥΔΡΟΗΛΕΚΤΡΙΚΗΣ ΠΑΡΑΓΩΓΗΣ ΤΟΥ ΥΔΡΟΣΥΣΤΗΜΑΤΟΣ ΤΟΥ ΠΟΤΑΜΟΥ ΝΕΣΤΟΥ
 ΑΝΑΠΤΥΞΗ ΣΕΝΑΡΙΩΝ ΒΕΛΤΙΣΤΟΠΟΙΗΣΗΣ ΤΗΣ ΔΙΑΧΕΙΡΙΣΗΣ ΚΑΙ ΤΗΣ ΥΔΡΟΗΛΕΚΤΡΙΚΗΣ ΠΑΡΑΓΩΓΗΣ ΤΟΥ ΥΔΡΟΣΥΣΤΗΜΑΤΟΣ ΤΟΥ ΠΟΤΑΜΟΥ ΝΕΣΤΟΥ ΑΝΑΠΤΥΞΗ ΣΕΝΑΡΙΩΝ ΒΕΛΤΙΣΤΟΠΟΙΗΣΗΣ ΤΗΣ ΔΙΑΧΕΙΡΙΣΗΣ ΚΑΙ ΤΗΣ ΥΔΡΟΗΛΕΚΤΡΙΚΗΣ ΠΑΡΑΓΩΓΗΣ
ΑΝΑΠΤΥΞΗ ΣΕΝΑΡΙΩΝ ΒΕΛΤΙΣΤΟΠΟΙΗΣΗΣ ΤΗΣ ΔΙΑΧΕΙΡΙΣΗΣ ΚΑΙ ΤΗΣ ΥΔΡΟΗΛΕΚΤΡΙΚΗΣ ΠΑΡΑΓΩΓΗΣ ΤΟΥ ΥΔΡΟΣΥΣΤΗΜΑΤΟΣ ΤΟΥ ΠΟΤΑΜΟΥ ΝΕΣΤΟΥ ΑΝΑΠΤΥΞΗ ΣΕΝΑΡΙΩΝ ΒΕΛΤΙΣΤΟΠΟΙΗΣΗΣ ΤΗΣ ΔΙΑΧΕΙΡΙΣΗΣ ΚΑΙ ΤΗΣ ΥΔΡΟΗΛΕΚΤΡΙΚΗΣ ΠΑΡΑΓΩΓΗΣ
ΠΕΡΙΕΧΟΜΕΝΑ. Κεφάλαιο 1: Κεφάλαιο 2: Κεφάλαιο 3:
 4 Πρόλογος Η παρούσα διπλωµατική εργασία µε τίτλο «ιερεύνηση χωρικής κατανοµής µετεωρολογικών µεταβλητών. Εφαρµογή στον ελληνικό χώρο», ανατέθηκε από το ιεπιστηµονικό ιατµηµατικό Πρόγραµµα Μεταπτυχιακών
4 Πρόλογος Η παρούσα διπλωµατική εργασία µε τίτλο «ιερεύνηση χωρικής κατανοµής µετεωρολογικών µεταβλητών. Εφαρµογή στον ελληνικό χώρο», ανατέθηκε από το ιεπιστηµονικό ιατµηµατικό Πρόγραµµα Μεταπτυχιακών
ΙΕΥΘΥΝΤΗΣ: Καθηγητής Γ. ΧΡΥΣΟΛΟΥΡΗΣ Ι ΑΚΤΟΡΙΚΗ ΙΑΤΡΙΒΗ
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΚΑΙ ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ & ΑΥΤΟΜΑΤΙΣΜΟΥ / ΥΝΑΜΙΚΗΣ & ΘΕΩΡΙΑΣ ΜΗΧΑΝΩΝ ΙΕΥΘΥΝΤΗΣ: Καθηγητής Γ. ΧΡΥΣΟΛΟΥΡΗΣ Ι ΑΚΤΟΡΙΚΗ
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΚΑΙ ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΣΥΣΤΗΜΑΤΩΝ ΠΑΡΑΓΩΓΗΣ & ΑΥΤΟΜΑΤΙΣΜΟΥ / ΥΝΑΜΙΚΗΣ & ΘΕΩΡΙΑΣ ΜΗΧΑΝΩΝ ΙΕΥΘΥΝΤΗΣ: Καθηγητής Γ. ΧΡΥΣΟΛΟΥΡΗΣ Ι ΑΚΤΟΡΙΚΗ
ΟΙΚΟΝΟΜΟΤΕΧΝΙΚΗ ΑΝΑΛΥΣΗ ΕΝΟΣ ΕΝΕΡΓΕΙΑΚΑ ΑΥΤΟΝΟΜΟΥ ΝΗΣΙΟΥ ΜΕ Α.Π.Ε
 Τμήμα Ηλεκτρονικών Μηχανικών Τ.Ε. ΟΙΚΟΝΟΜΟΤΕΧΝΙΚΗ ΑΝΑΛΥΣΗ ΕΝΟΣ ΕΝΕΡΓΕΙΑΚΑ ΑΥΤΟΝΟΜΟΥ ΝΗΣΙΟΥ ΜΕ Α.Π.Ε Πτυχιακή Εργασία Φοιτητής: Γεμενής Κωνσταντίνος ΑΜ: 30931 Επιβλέπων Καθηγητής Κοκκόσης Απόστολος Λέκτορας
Τμήμα Ηλεκτρονικών Μηχανικών Τ.Ε. ΟΙΚΟΝΟΜΟΤΕΧΝΙΚΗ ΑΝΑΛΥΣΗ ΕΝΟΣ ΕΝΕΡΓΕΙΑΚΑ ΑΥΤΟΝΟΜΟΥ ΝΗΣΙΟΥ ΜΕ Α.Π.Ε Πτυχιακή Εργασία Φοιτητής: Γεμενής Κωνσταντίνος ΑΜ: 30931 Επιβλέπων Καθηγητής Κοκκόσης Απόστολος Λέκτορας
ΚΥΠΡΙΑΚΗ ΕΤΑΙΡΕΙΑ ΠΛΗΡΟΦΟΡΙΚΗΣ CYPRUS COMPUTER SOCIETY ΠΑΓΚΥΠΡΙΟΣ ΜΑΘΗΤΙΚΟΣ ΔΙΑΓΩΝΙΣΜΟΣ ΠΛΗΡΟΦΟΡΙΚΗΣ 19/5/2007
 Οδηγίες: Να απαντηθούν όλες οι ερωτήσεις. Αν κάπου κάνετε κάποιες υποθέσεις να αναφερθούν στη σχετική ερώτηση. Όλα τα αρχεία που αναφέρονται στα προβλήματα βρίσκονται στον ίδιο φάκελο με το εκτελέσιμο
Οδηγίες: Να απαντηθούν όλες οι ερωτήσεις. Αν κάπου κάνετε κάποιες υποθέσεις να αναφερθούν στη σχετική ερώτηση. Όλα τα αρχεία που αναφέρονται στα προβλήματα βρίσκονται στον ίδιο φάκελο με το εκτελέσιμο
Potential Dividers. 46 minutes. 46 marks. Page 1 of 11
 Potential Dividers 46 minutes 46 marks Page 1 of 11 Q1. In the circuit shown in the figure below, the battery, of negligible internal resistance, has an emf of 30 V. The pd across the lamp is 6.0 V and
Potential Dividers 46 minutes 46 marks Page 1 of 11 Q1. In the circuit shown in the figure below, the battery, of negligible internal resistance, has an emf of 30 V. The pd across the lamp is 6.0 V and
Aluminum Electrolytic Capacitors (Large Can Type)
") Aluminum Electrolytic Capacitors (Large Can Type) Snap-In, 85 C TS-U ECE-S (U) Series: TS-U Features General purpose Wide CV value range (33 ~ 47,000 µf/16 4V) Various case sizes Top vent construction
Aluminum Electrolytic Capacitors (Large Can Type) Snap-In, 85 C TS-U ECE-S (U) Series: TS-U Features General purpose Wide CV value range (33 ~ 47,000 µf/16 4V) Various case sizes Top vent construction
Απόκριση σε Μοναδιαία Ωστική Δύναμη (Unit Impulse) Απόκριση σε Δυνάμεις Αυθαίρετα Μεταβαλλόμενες με το Χρόνο. Απόστολος Σ.
 Απόκριση σε Δυνάμεις Αυθαίρετα Μεταβαλλόμενες με το Χρόνο. Απόστολος Σ.") Απόκριση σε Δυνάμεις Αυθαίρετα Μεταβαλλόμενες με το Χρόνο The time integral of a force is referred to as impulse, is determined by and is obtained from: Newton s 2 nd Law of motion states that the action
Απόκριση σε Δυνάμεις Αυθαίρετα Μεταβαλλόμενες με το Χρόνο The time integral of a force is referred to as impulse, is determined by and is obtained from: Newton s 2 nd Law of motion states that the action
ΣΧΕΔΙΑΣΜΟΣ ΠΑΡΑΒΟΛΙΚΟΥ ΣΥΛΛΕΚΤΗ ΓΙΑ ΠΑΡΑΓΩΓΗ ΘΕΡΜΟΤΗΤΑΣ ΣΕ ΒΙΟΜΗΧΑΝΙΕΣ ΠΑΝΑΓΙΩΤΗΣ ΚΤΙΣΤΗΣ
 Μεταπτυχιακή διατριβή ΣΧΕΔΙΑΣΜΟΣ ΠΑΡΑΒΟΛΙΚΟΥ ΣΥΛΛΕΚΤΗ ΓΙΑ ΠΑΡΑΓΩΓΗ ΘΕΡΜΟΤΗΤΑΣ ΣΕ ΒΙΟΜΗΧΑΝΙΕΣ ΠΑΝΑΓΙΩΤΗΣ ΚΤΙΣΤΗΣ Λεμεσός, Μάιος 2017 i ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΜΗΧΑΝΙΚΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΤΜΗΜΑ
Μεταπτυχιακή διατριβή ΣΧΕΔΙΑΣΜΟΣ ΠΑΡΑΒΟΛΙΚΟΥ ΣΥΛΛΕΚΤΗ ΓΙΑ ΠΑΡΑΓΩΓΗ ΘΕΡΜΟΤΗΤΑΣ ΣΕ ΒΙΟΜΗΧΑΝΙΕΣ ΠΑΝΑΓΙΩΤΗΣ ΚΤΙΣΤΗΣ Λεμεσός, Μάιος 2017 i ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΜΗΧΑΝΙΚΗΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΤΜΗΜΑ
ΠΑΝΔΠΗΣΖΜΗΟ ΠΑΣΡΩΝ ΓΗΑΣΜΖΜΑΣΗΚΟ ΠΡΟΓΡΑΜΜΑ ΜΔΣΑΠΣΤΥΗΑΚΩΝ ΠΟΤΓΩΝ «ΤΣΖΜΑΣΑ ΔΠΔΞΔΡΓΑΗΑ ΖΜΑΣΩΝ ΚΑΗ ΔΠΗΚΟΗΝΩΝΗΩΝ» ΣΜΖΜΑ ΜΖΥΑΝΗΚΩΝ Ζ/Τ ΚΑΗ ΠΛΖΡΟΦΟΡΗΚΖ
 ΠΑΝΔΠΗΣΖΜΗΟ ΠΑΣΡΩΝ ΓΗΑΣΜΖΜΑΣΗΚΟ ΠΡΟΓΡΑΜΜΑ ΜΔΣΑΠΣΤΥΗΑΚΩΝ ΠΟΤΓΩΝ «ΤΣΖΜΑΣΑ ΔΠΔΞΔΡΓΑΗΑ ΖΜΑΣΩΝ ΚΑΗ ΔΠΗΚΟΗΝΩΝΗΩΝ» ΣΜΖΜΑ ΜΖΥΑΝΗΚΩΝ Ζ/Τ ΚΑΗ ΠΛΖΡΟΦΟΡΗΚΖ ΣΜΖΜΑ ΖΛΔΚΣΡΟΛΟΓΩΝ ΜΖΥΑΝΗΚΩΝ ΚΑΗ ΣΔΥΝΟΛΟΓΗΑ ΤΠΟΛΟΓΗΣΩΝ ΣΜΖΜΑ
ΠΑΝΔΠΗΣΖΜΗΟ ΠΑΣΡΩΝ ΓΗΑΣΜΖΜΑΣΗΚΟ ΠΡΟΓΡΑΜΜΑ ΜΔΣΑΠΣΤΥΗΑΚΩΝ ΠΟΤΓΩΝ «ΤΣΖΜΑΣΑ ΔΠΔΞΔΡΓΑΗΑ ΖΜΑΣΩΝ ΚΑΗ ΔΠΗΚΟΗΝΩΝΗΩΝ» ΣΜΖΜΑ ΜΖΥΑΝΗΚΩΝ Ζ/Τ ΚΑΗ ΠΛΖΡΟΦΟΡΗΚΖ ΣΜΖΜΑ ΖΛΔΚΣΡΟΛΟΓΩΝ ΜΖΥΑΝΗΚΩΝ ΚΑΗ ΣΔΥΝΟΛΟΓΗΑ ΤΠΟΛΟΓΗΣΩΝ ΣΜΖΜΑ
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΚΡΗΤΗΣ ΣΧΟΛΗ ΙΟΙΚΗΣΗΣ ΚΑΙ ΟΙΚΟΝΟΜΙΑΣ ΤΜΗΜΑ ΙΟΙΚΗΣΗΣ ΕΠΙΧΕΙΡΗΣΕΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ
 ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΚΡΗΤΗΣ ΣΧΟΛΗ ΙΟΙΚΗΣΗΣ ΚΑΙ ΟΙΚΟΝΟΜΙΑΣ ΤΜΗΜΑ ΙΟΙΚΗΣΗΣ ΕΠΙΧΕΙΡΗΣΕΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Το franchising ( δικαιόχρηση ) ως µέθοδος ανάπτυξης των επιχειρήσεων λιανικού εµπορίου
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΚΡΗΤΗΣ ΣΧΟΛΗ ΙΟΙΚΗΣΗΣ ΚΑΙ ΟΙΚΟΝΟΜΙΑΣ ΤΜΗΜΑ ΙΟΙΚΗΣΗΣ ΕΠΙΧΕΙΡΗΣΕΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ Το franchising ( δικαιόχρηση ) ως µέθοδος ανάπτυξης των επιχειρήσεων λιανικού εµπορίου
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΕΙΡΑΙΑ ΤΜΗΜΑ ΝΑΥΤΙΛΙΑΚΩΝ ΣΠΟΥΔΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΗΝ ΝΑΥΤΙΛΙΑ
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΕΙΡΑΙΑ ΤΜΗΜΑ ΝΑΥΤΙΛΙΑΚΩΝ ΣΠΟΥΔΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΗΝ ΝΑΥΤΙΛΙΑ ΝΟΜΙΚΟ ΚΑΙ ΘΕΣΜΙΚΟ ΦΟΡΟΛΟΓΙΚΟ ΠΛΑΙΣΙΟ ΚΤΗΣΗΣ ΚΑΙ ΕΚΜΕΤΑΛΛΕΥΣΗΣ ΠΛΟΙΟΥ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ που υποβλήθηκε στο
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΕΙΡΑΙΑ ΤΜΗΜΑ ΝΑΥΤΙΛΙΑΚΩΝ ΣΠΟΥΔΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΗΝ ΝΑΥΤΙΛΙΑ ΝΟΜΙΚΟ ΚΑΙ ΘΕΣΜΙΚΟ ΦΟΡΟΛΟΓΙΚΟ ΠΛΑΙΣΙΟ ΚΤΗΣΗΣ ΚΑΙ ΕΚΜΕΤΑΛΛΕΥΣΗΣ ΠΛΟΙΟΥ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ που υποβλήθηκε στο
ΠΡΟΣΟΜΟΙΩΣΕΙΣ ΧΗΜΙΚΩΝ ΔΙΕΡΓΑΣΙΩΝ ΜΕ ΧΡΗΣΗ ΤΟΥ ASPEN HYSYS: ΕΦΑΡΜΟΓΗ ΣΤΗΝ ΕΛΛΗΝΙΚΗ ΑΕΡΟΠΟΡΙΚΗ ΒΙΟΜΗΧΑΝΙΑ
 ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΑΝΑΤΟΛΙΚΗΣ ΜΑΚΕΔΟΝΙΑΣ ΚΑΙ ΘΡΑΚΗΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΤΕΧΝΟΛΟΓΙΑΣ ΠΕΤΡΕΛΑΙΟΥ ΚΑΙ ΦΥΣΙΚΟΥ ΑΕΡΙΟΥ ΚΑΙ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΠΡΟΣΟΜΟΙΩΣΕΙΣ
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΑΝΑΤΟΛΙΚΗΣ ΜΑΚΕΔΟΝΙΑΣ ΚΑΙ ΘΡΑΚΗΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΤΕΧΝΟΛΟΓΙΑΣ ΠΕΤΡΕΛΑΙΟΥ ΚΑΙ ΦΥΣΙΚΟΥ ΑΕΡΙΟΥ ΚΑΙ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΠΡΟΣΟΜΟΙΩΣΕΙΣ
Enthalpy data for the reacting species are given in the table below. The activation energy decreases when the temperature is increased.
 Q1.This question is about the reaction given below. O(g) + H 2O(g) O 2(g) + H 2(g) Enthalpy data for the reacting species are given in the table below. Substance O(g) H 2O(g) O 2(g) H 2(g) ΔH / kj mol
Q1.This question is about the reaction given below. O(g) + H 2O(g) O 2(g) + H 2(g) Enthalpy data for the reacting species are given in the table below. Substance O(g) H 2O(g) O 2(g) H 2(g) ΔH / kj mol
2 Composition. Invertible Mappings
 Arkansas Tech University MATH 4033: Elementary Modern Algebra Dr. Marcel B. Finan Composition. Invertible Mappings In this section we discuss two procedures for creating new mappings from old ones, namely,
Arkansas Tech University MATH 4033: Elementary Modern Algebra Dr. Marcel B. Finan Composition. Invertible Mappings In this section we discuss two procedures for creating new mappings from old ones, namely,
Creative TEchnology Provider
 1 Oil pplication Capacitors are intended for the improvement of Power Factor in low voltage power networks. Used advanced technology consists of metallized PP film with extremely low loss factor and dielectric
1 Oil pplication Capacitors are intended for the improvement of Power Factor in low voltage power networks. Used advanced technology consists of metallized PP film with extremely low loss factor and dielectric
ΚΑΘΟΡΙΣΜΟΣ ΠΑΡΑΓΟΝΤΩΝ ΠΟΥ ΕΠΗΡΕΑΖΟΥΝ ΤΗΝ ΠΑΡΑΓΟΜΕΝΗ ΙΣΧΥ ΣΕ Φ/Β ΠΑΡΚΟ 80KWp
 ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΜΗΧΑΝΙΚΩΝ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΜΕΤΑΔΟΣΗΣ ΠΛΗΡΟΦΟΡΙΑΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΛΙΚΩΝ ΚΑΘΟΡΙΣΜΟΣ ΠΑΡΑΓΟΝΤΩΝ ΠΟΥ ΕΠΗΡΕΑΖΟΥΝ ΤΗΝ ΠΑΡΑΓΟΜΕΝΗ ΙΣΧΥ
ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΜΗΧΑΝΙΚΩΝ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΜΕΤΑΔΟΣΗΣ ΠΛΗΡΟΦΟΡΙΑΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΛΙΚΩΝ ΚΑΘΟΡΙΣΜΟΣ ΠΑΡΑΓΟΝΤΩΝ ΠΟΥ ΕΠΗΡΕΑΖΟΥΝ ΤΗΝ ΠΑΡΑΓΟΜΕΝΗ ΙΣΧΥ
ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ
 ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΧΗΜΙΚΩΝ ΜΗΧΑΝΙΚΩΝ Τομέας ΙV: Τομέας Σύνθεσης και Ανάπτυξης Βιομηχανικών Διαδικασιών Διπλωματική Εργασία: Επίδραση της Προσθήκης Αιθανόλης στην Τάση Ατμών της Βενζίνης
ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΧΗΜΙΚΩΝ ΜΗΧΑΝΙΚΩΝ Τομέας ΙV: Τομέας Σύνθεσης και Ανάπτυξης Βιομηχανικών Διαδικασιών Διπλωματική Εργασία: Επίδραση της Προσθήκης Αιθανόλης στην Τάση Ατμών της Βενζίνης
ΙΑΧΕΙΡΙΣΗ ΙΑΣΤΑΛΛΑΓΜΑΤΩΝ ΑΠΟ ΧΩΡΟ ΥΓΕΙΟΝΟΜΙΚΗΣ ΤΑΦΗΣ ΑΠΟΡΡΙΜΜΑΤΩΝ
 ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΕΡΓΑΣΤΗΡΙΟ ΙΑΧΕΙΡΙΣΗΣ ΥΓΡΩΝ, ΣΤΕΡΕΩΝ ΚΑΙ ΑΕΡΙΩΝ ΑΠΟΒΛΗΤΩΝ ΙΑΧΕΙΡΙΣΗ ΙΑΣΤΑΛΛΑΓΜΑΤΩΝ ΑΠΟ ΧΩΡΟ ΥΓΕΙΟΝΟΜΙΚΗΣ ΤΑΦΗΣ ΑΠΟΡΡΙΜΜΑΤΩΝ ΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΓΚΟΥΣΚΟΣ
ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΤΜΗΜΑ ΜΗΧΑΝΙΚΩΝ ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΕΡΓΑΣΤΗΡΙΟ ΙΑΧΕΙΡΙΣΗΣ ΥΓΡΩΝ, ΣΤΕΡΕΩΝ ΚΑΙ ΑΕΡΙΩΝ ΑΠΟΒΛΗΤΩΝ ΙΑΧΕΙΡΙΣΗ ΙΑΣΤΑΛΛΑΓΜΑΤΩΝ ΑΠΟ ΧΩΡΟ ΥΓΕΙΟΝΟΜΙΚΗΣ ΤΑΦΗΣ ΑΠΟΡΡΙΜΜΑΤΩΝ ΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΓΚΟΥΣΚΟΣ
ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΑΠΟΔΟΣΗΣ ΜΗΧΑΝΩΝ ΕΣΩΤΕΡΙΚΗΣ ΚΑΥΣΗΣ ΜΕ ΧΡΗΣΗ ΒΙΟΚΑΥΣΙΜΩΝ
 ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΑΒΑΛΑΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΑΠΟΔΟΣΗΣ ΜΗΧΑΝΩΝ ΕΣΩΤΕΡΙΚΗΣ ΚΑΥΣΗΣ ΜΕ ΧΡΗΣΗ ΒΙΟΚΑΥΣΙΜΩΝ ΒΑΣΙΛΟΠΟΥΛΟΣ ΦΩΤΗΣ Π. ΜΑΝΟΥΣΟΣ ΝΙΚΟΛΑΟΣ Α. ΕΠΙΒΛΕΠΟΥΣΑ:
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙΔΕΥΤΙΚΟ ΙΔΡΥΜΑ ΚΑΒΑΛΑΣ ΣΧΟΛΗ ΤΕΧΝΟΛΟΓΙΚΩΝ ΕΦΑΡΜΟΓΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΑΠΟΔΟΣΗΣ ΜΗΧΑΝΩΝ ΕΣΩΤΕΡΙΚΗΣ ΚΑΥΣΗΣ ΜΕ ΧΡΗΣΗ ΒΙΟΚΑΥΣΙΜΩΝ ΒΑΣΙΛΟΠΟΥΛΟΣ ΦΩΤΗΣ Π. ΜΑΝΟΥΣΟΣ ΝΙΚΟΛΑΟΣ Α. ΕΠΙΒΛΕΠΟΥΣΑ:
ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΓΕΩΤΕΧΝΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΚΑΙ ΔΙΑΧΕΙΡΗΣΗΣ ΠΕΡΙΒΑΛΛΟΝΤΟΣ. Πτυχιακή εργασία ΑΝΑΠΤΥΞΗ ΔΕΙΚΤΩΝ ΠΟΙΟΤΗΤΑΣ ΕΔΑΦΟΥΣ
 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΓΕΩΤΕΧΝΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΚΑΙ ΔΙΑΧΕΙΡΗΣΗΣ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Πτυχιακή εργασία ΑΝΑΠΤΥΞΗ ΔΕΙΚΤΩΝ ΠΟΙΟΤΗΤΑΣ ΕΔΑΦΟΥΣ [Μαρία Μαρκουλλή] Λεμεσός 2015 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ
ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΓΕΩΤΕΧΝΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΚΑΙ ΔΙΑΧΕΙΡΗΣΗΣ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Πτυχιακή εργασία ΑΝΑΠΤΥΞΗ ΔΕΙΚΤΩΝ ΠΟΙΟΤΗΤΑΣ ΕΔΑΦΟΥΣ [Μαρία Μαρκουλλή] Λεμεσός 2015 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ
«ΑΓΡΟΤΟΥΡΙΣΜΟΣ ΚΑΙ ΤΟΠΙΚΗ ΑΝΑΠΤΥΞΗ: Ο ΡΟΛΟΣ ΤΩΝ ΝΕΩΝ ΤΕΧΝΟΛΟΓΙΩΝ ΣΤΗΝ ΠΡΟΩΘΗΣΗ ΤΩΝ ΓΥΝΑΙΚΕΙΩΝ ΣΥΝΕΤΑΙΡΙΣΜΩΝ»
 I ΑΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΣΧΟΛΗ ΝΟΜΙΚΩΝ ΟΙΚΟΝΟΜΙΚΩΝ ΚΑΙ ΠΟΛΙΤΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΤΜΗΜΑ ΟΙΚΟΝΟΜΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΗΝ «ΔΙΟΙΚΗΣΗ ΚΑΙ ΟΙΚΟΝΟΜΙΑ» ΚΑΤΕΥΘΥΝΣΗ: ΟΙΚΟΝΟΜΙΚΗ
I ΑΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΣΧΟΛΗ ΝΟΜΙΚΩΝ ΟΙΚΟΝΟΜΙΚΩΝ ΚΑΙ ΠΟΛΙΤΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΤΜΗΜΑ ΟΙΚΟΝΟΜΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΣΤΗΝ «ΔΙΟΙΚΗΣΗ ΚΑΙ ΟΙΚΟΝΟΜΙΑ» ΚΑΤΕΥΘΥΝΣΗ: ΟΙΚΟΝΟΜΙΚΗ
Study of urban housing development projects: The general planning of Alexandria City
 Paper published at Alexandria Engineering Journal, vol, No, July, Study of urban housing development projects: The general planning of Alexandria City Hisham El Shimy Architecture Department, Faculty of
Paper published at Alexandria Engineering Journal, vol, No, July, Study of urban housing development projects: The general planning of Alexandria City Hisham El Shimy Architecture Department, Faculty of
derivation of the Laplacian from rectangular to spherical coordinates
 derivation of the Laplacian from rectangular to spherical coordinates swapnizzle 03-03- :5:43 We begin by recognizing the familiar conversion from rectangular to spherical coordinates (note that φ is used
derivation of the Laplacian from rectangular to spherical coordinates swapnizzle 03-03- :5:43 We begin by recognizing the familiar conversion from rectangular to spherical coordinates (note that φ is used
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα. Ξένη Ορολογία. Ενότητα 6: Working Capital
 ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα Ξένη Ορολογία Ενότητα 6: Working Capital Ευαγγελία Κουτσογιάννη Τμήμα Λογιστικής & Χρηματοοικονομικής Άδειες Χρήσης Το παρόν εκπαιδευτικό
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ Ανώτατο Εκπαιδευτικό Ίδρυμα Πειραιά Τεχνολογικού Τομέα Ξένη Ορολογία Ενότητα 6: Working Capital Ευαγγελία Κουτσογιάννη Τμήμα Λογιστικής & Χρηματοοικονομικής Άδειες Χρήσης Το παρόν εκπαιδευτικό
ΔΘΝΙΚΗ ΥΟΛΗ ΓΗΜΟΙΑ ΓΙΟΙΚΗΗ ΚΑ ΔΚΠΑΙΓΔΤΣΙΚΗ ΔΙΡΑ ΣΔΛΙΚΗ ΔΡΓΑΙΑ
 Ε ΔΘΝΙΚΗ ΥΟΛΗ ΓΗΜΟΙΑ ΓΙΟΙΚΗΗ ΚΑ ΔΚΠΑΙΓΔΤΣΙΚΗ ΔΙΡΑ ΣΜΗΜΑ ΓΔΝΙΚΗ ΓΙΟΙΚΗΗ ΣΔΛΙΚΗ ΔΡΓΑΙΑ Θέκα: Η Γηνίθεζε Αιιαγώλ (Change Management) ζην Γεκόζην Σνκέα: Η πεξίπησζε ηεο εθαξκνγήο ηνπ ύγρξνλνπ Γεκνζηνλνκηθνύ
Ε ΔΘΝΙΚΗ ΥΟΛΗ ΓΗΜΟΙΑ ΓΙΟΙΚΗΗ ΚΑ ΔΚΠΑΙΓΔΤΣΙΚΗ ΔΙΡΑ ΣΜΗΜΑ ΓΔΝΙΚΗ ΓΙΟΙΚΗΗ ΣΔΛΙΚΗ ΔΡΓΑΙΑ Θέκα: Η Γηνίθεζε Αιιαγώλ (Change Management) ζην Γεκόζην Σνκέα: Η πεξίπησζε ηεο εθαξκνγήο ηνπ ύγρξνλνπ Γεκνζηνλνκηθνύ
ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΕΡΙΒΑΛΛΟΝΤΟΣ
 ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Τομέας Περιβαλλοντικής Υδραυλικής και Γεωπεριβαλλοντικής Μηχανικής (III) Εργαστήριο Γεωπεριβαλλοντικής Μηχανικής TECHNICAL UNIVERSITY OF CRETE SCHOOL of
ΠΟΛΥΤΕΧΝΕΙΟ ΚΡΗΤΗΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΕΡΙΒΑΛΛΟΝΤΟΣ Τομέας Περιβαλλοντικής Υδραυλικής και Γεωπεριβαλλοντικής Μηχανικής (III) Εργαστήριο Γεωπεριβαλλοντικής Μηχανικής TECHNICAL UNIVERSITY OF CRETE SCHOOL of
ΠΡΟΣΤΑΣΙΑ ΑΤΜΟΣΦΑΙΡΙΚΗΣ ΔΙΑΒΡΩΣΗΣ ΑΛΟΥΜΙΝΙΟΥ/ΑΝΟΔΙΩΣΗ Al
 Σχολή Μηχανικής και Τεχνολογίας Πτυχιακή εργασία ΠΡΟΣΤΑΣΙΑ ΑΤΜΟΣΦΑΙΡΙΚΗΣ ΔΙΑΒΡΩΣΗΣ ΑΛΟΥΜΙΝΙΟΥ/ΑΝΟΔΙΩΣΗ Al Ανδρέας Παπαχριστοδούλου Λεμεσός, Μάιος 2017 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΜΗΧΑΝΙΚΗΣ ΚΑΙ
Σχολή Μηχανικής και Τεχνολογίας Πτυχιακή εργασία ΠΡΟΣΤΑΣΙΑ ΑΤΜΟΣΦΑΙΡΙΚΗΣ ΔΙΑΒΡΩΣΗΣ ΑΛΟΥΜΙΝΙΟΥ/ΑΝΟΔΙΩΣΗ Al Ανδρέας Παπαχριστοδούλου Λεμεσός, Μάιος 2017 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΜΗΧΑΝΙΚΗΣ ΚΑΙ
ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ. του φοιτητή του Τμήματος Ηλεκτρολόγων Μηχανικών και. Τεχνολογίας Υπολογιστών της Πολυτεχνικής Σχολής του. Πανεπιστημίου Πατρών
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΗΛΕΚΤΡΟΜΗΧΑΝΙΚΗΣ ΜΕΤΑΤΡΟΠΗΣ ΕΝΕΡΓΕΙΑΣ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ του φοιτητή του
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΗΛΕΚΤΡΟΜΗΧΑΝΙΚΗΣ ΜΕΤΑΤΡΟΠΗΣ ΕΝΕΡΓΕΙΑΣ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ του φοιτητή του
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΡΗΤΗΣ. Ψηφιακή Οικονομία. Διάλεξη 6η: Basics of Industrial Organization Mαρίνα Μπιτσάκη Τμήμα Επιστήμης Υπολογιστών
 ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΡΗΤΗΣ Ψηφιακή Οικονομία Διάλεξη 6η: Basics of Industrial Organization Mαρίνα Μπιτσάκη Τμήμα Επιστήμης Υπολογιστών Course Outline Part II: Mathematical Tools Firms - Basics
ΕΛΛΗΝΙΚΗ ΔΗΜΟΚΡΑΤΙΑ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΡΗΤΗΣ Ψηφιακή Οικονομία Διάλεξη 6η: Basics of Industrial Organization Mαρίνα Μπιτσάκη Τμήμα Επιστήμης Υπολογιστών Course Outline Part II: Mathematical Tools Firms - Basics
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ Διπλωματική Εργασία του φοιτητή του τμήματος Ηλεκτρολόγων Μηχανικών και Τεχνολογίας Ηλεκτρονικών
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ Διπλωματική Εργασία του φοιτητή του τμήματος Ηλεκτρολόγων Μηχανικών και Τεχνολογίας Ηλεκτρονικών
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΥΨΗΛΩΝ ΤΑΣΕΩΝ
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΥΨΗΛΩΝ ΤΑΣΕΩΝ Διπλωµατική Εργασία Της Φοιτήτριας του Τµήµατος Ηλεκτρολόγων
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΗΛΕΚΤΡΙΚΗΣ ΕΝΕΡΓΕΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΥΨΗΛΩΝ ΤΑΣΕΩΝ Διπλωµατική Εργασία Της Φοιτήτριας του Τµήµατος Ηλεκτρολόγων
ΕΦΑΡΜΟΓΗ ΕΥΤΕΡΟΒΑΘΜΙΑ ΕΠΕΞΕΡΓΑΣΜΕΝΩΝ ΥΓΡΩΝ ΑΠΟΒΛΗΤΩΝ ΣΕ ΦΥΣΙΚΑ ΣΥΣΤΗΜΑΤΑ ΚΛΙΝΗΣ ΚΑΛΑΜΙΩΝ
 ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΚΡΗΤΗΣ ΤΜΗΜΑ ΦΥΣΙΚΩΝ ΠΟΡΩΝ ΚΑΙ ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΕΦΑΡΜΟΓΗ ΕΥΤΕΡΟΒΑΘΜΙΑ ΕΠΕΞΕΡΓΑΣΜΕΝΩΝ ΥΓΡΩΝ ΑΠΟΒΛΗΤΩΝ ΣΕ ΦΥΣΙΚΑ ΣΥΣΤΗΜΑΤΑ ΚΛΙΝΗΣ ΚΑΛΑΜΙΩΝ ΕΠΙΜΕΛΕΙΑ: ΑΡΜΕΝΑΚΑΣ ΜΑΡΙΝΟΣ ΧΑΝΙΑ
ΤΕΧΝΟΛΟΓΙΚΟ ΕΚΠΑΙ ΕΥΤΙΚΟ Ι ΡΥΜΑ ΚΡΗΤΗΣ ΤΜΗΜΑ ΦΥΣΙΚΩΝ ΠΟΡΩΝ ΚΑΙ ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΕΦΑΡΜΟΓΗ ΕΥΤΕΡΟΒΑΘΜΙΑ ΕΠΕΞΕΡΓΑΣΜΕΝΩΝ ΥΓΡΩΝ ΑΠΟΒΛΗΤΩΝ ΣΕ ΦΥΣΙΚΑ ΣΥΣΤΗΜΑΤΑ ΚΛΙΝΗΣ ΚΑΛΑΜΙΩΝ ΕΠΙΜΕΛΕΙΑ: ΑΡΜΕΝΑΚΑΣ ΜΑΡΙΝΟΣ ΧΑΝΙΑ
MARKET INTRODUCTION System integration
 MARKET INTRODUCTION System integration Air to Water Split System Inverter Driven Nomιnal Capacities : 5-6,5-9 - 11,5 kwth Max LWT= 60 C & Min OAT = -15 C COP>= 4.1 Air to Water Monoblock Inverter Driven
MARKET INTRODUCTION System integration Air to Water Split System Inverter Driven Nomιnal Capacities : 5-6,5-9 - 11,5 kwth Max LWT= 60 C & Min OAT = -15 C COP>= 4.1 Air to Water Monoblock Inverter Driven
AΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΤΜΗΜΑ ΠΟΛΙΤΙΚΩΝ ΜΗΧΑΝΙΚΩΝ
 AΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΤΜΗΜΑ ΠΟΛΙΤΙΚΩΝ ΜΗΧΑΝΙΚΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΕΙΔΙΚΕΥΣΗΣ ΠΡΟΣΤΑΣΙΑ ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΚΑΙ ΒΙΩΣΙΜΗ ΑΝΑΠΤΥΞΗ ΔΙΕΡΕΥΝΗΣΗ ΤΩΝ ΠΙΕΣΕΩΝ ΣΤΟ ΠΕΡΙΒΑΛΛΟΝ
AΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΤΜΗΜΑ ΠΟΛΙΤΙΚΩΝ ΜΗΧΑΝΙΚΩΝ ΠΡΟΓΡΑΜΜΑ ΜΕΤΑΠΤΥΧΙΑΚΩΝ ΣΠΟΥΔΩΝ ΕΙΔΙΚΕΥΣΗΣ ΠΡΟΣΤΑΣΙΑ ΠΕΡΙΒΑΛΛΟΝΤΟΣ ΚΑΙ ΒΙΩΣΙΜΗ ΑΝΑΠΤΥΞΗ ΔΙΕΡΕΥΝΗΣΗ ΤΩΝ ΠΙΕΣΕΩΝ ΣΤΟ ΠΕΡΙΒΑΛΛΟΝ
Jesse Maassen and Mark Lundstrom Purdue University November 25, 2013
 Notes on Average Scattering imes and Hall Factors Jesse Maassen and Mar Lundstrom Purdue University November 5, 13 I. Introduction 1 II. Solution of the BE 1 III. Exercises: Woring out average scattering
Notes on Average Scattering imes and Hall Factors Jesse Maassen and Mar Lundstrom Purdue University November 5, 13 I. Introduction 1 II. Solution of the BE 1 III. Exercises: Woring out average scattering
Test Data Management in Practice
 Problems, Concepts, and the Swisscom Test Data Organizer Do you have issues with your legal and compliance department because test environments contain sensitive data outsourcing partners must not see?
Problems, Concepts, and the Swisscom Test Data Organizer Do you have issues with your legal and compliance department because test environments contain sensitive data outsourcing partners must not see?
; +302 ; +313; +320,.
 1.,,*+, - +./ +/2 +, -. ; +, - +* cm : Key words: snow-water content, surface soil, snow type, water permeability, water retention +,**. +,,**/.. +30- +302 ; +302 ; +313; +320,. + *+, *2// + -.*, **. **+.,
1.,,*+, - +./ +/2 +, -. ; +, - +* cm : Key words: snow-water content, surface soil, snow type, water permeability, water retention +,**. +,,**/.. +30- +302 ; +302 ; +313; +320,. + *+, *2// + -.*, **. **+.,
Πανεπιστήμιο Πειραιώς Τμήμα Πληροφορικής Πρόγραμμα Μεταπτυχιακών Σπουδών «Πληροφορική»
 Πανεπιστήμιο Πειραιώς Τμήμα Πληροφορικής Πρόγραμμα Μεταπτυχιακών Σπουδών «Πληροφορική» Μεταπτυχιακή Διατριβή Τίτλος Διατριβής Επίκαιρα Θέματα Ηλεκτρονικής Διακυβέρνησης Ονοματεπώνυμο Φοιτητή Σταμάτιος
Πανεπιστήμιο Πειραιώς Τμήμα Πληροφορικής Πρόγραμμα Μεταπτυχιακών Σπουδών «Πληροφορική» Μεταπτυχιακή Διατριβή Τίτλος Διατριβής Επίκαιρα Θέματα Ηλεκτρονικής Διακυβέρνησης Ονοματεπώνυμο Φοιτητή Σταμάτιος
Αγορά Ηλεκτρισμού και Χειμερινό Πακέτο ΕΕ
 Αγορά Ηλεκτρισμού και Χειμερινό Πακέτο ΕΕ Δρ. Ανδρέας Πουλλικκάς Ph.D, D.Tech apoullikkas@cera.org.cy 0 Περιεχόμενα Ευρωπαϊκή Ενεργειακή Στρατηγική Μακροπρόθεσμη στρατηγική (2050) Ευρωπαϊκοί στόχοι Ενεργειακή
Αγορά Ηλεκτρισμού και Χειμερινό Πακέτο ΕΕ Δρ. Ανδρέας Πουλλικκάς Ph.D, D.Tech apoullikkas@cera.org.cy 0 Περιεχόμενα Ευρωπαϊκή Ενεργειακή Στρατηγική Μακροπρόθεσμη στρατηγική (2050) Ευρωπαϊκοί στόχοι Ενεργειακή
ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΠΟΛΙΤΙΚΩΝ ΜΗΧΑΝΙΚΩΝ. «Θεσμικό Πλαίσιο Φωτοβολταïκών Συστημάτων- Βέλτιστη Απόδοση Μέσω Τρόπων Στήριξης»
 ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΠΟΛΙΤΙΚΩΝ ΜΗΧΑΝΙΚΩΝ ΤΟΜΕΑΣ ΑΝΘΡΩΠΙΣΤΙΚΩΝ & ΚΟΙΝΩΝΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΚΑΙ ΔΙΚΑΙΟΥ «Θεσμικό Πλαίσιο Φωτοβολταïκών Συστημάτων- Βέλτιστη Απόδοση Μέσω Τρόπων Στήριξης» Διπλωματική
ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΠΟΛΙΤΙΚΩΝ ΜΗΧΑΝΙΚΩΝ ΤΟΜΕΑΣ ΑΝΘΡΩΠΙΣΤΙΚΩΝ & ΚΟΙΝΩΝΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΚΑΙ ΔΙΚΑΙΟΥ «Θεσμικό Πλαίσιο Φωτοβολταïκών Συστημάτων- Βέλτιστη Απόδοση Μέσω Τρόπων Στήριξης» Διπλωματική
TMA4115 Matematikk 3
 TMA4115 Matematikk 3 Andrew Stacey Norges Teknisk-Naturvitenskapelige Universitet Trondheim Spring 2010 Lecture 12: Mathematics Marvellous Matrices Andrew Stacey Norges Teknisk-Naturvitenskapelige Universitet
TMA4115 Matematikk 3 Andrew Stacey Norges Teknisk-Naturvitenskapelige Universitet Trondheim Spring 2010 Lecture 12: Mathematics Marvellous Matrices Andrew Stacey Norges Teknisk-Naturvitenskapelige Universitet
ΧΡΗΣΗ ΤΟΥ ΠΡΟΪΟΝΤΟΣ ΤΗΣ ΗΛΕΚΤΡΟΛΥΣΗΣ ΝΕΡΟΥ ΩΣ ΠΡΟΣΘΕΤΟ ΚΑΥΣΙΜΟΥ ΣΕ ΜΗΧΑΝΗ ΕΣΩΤΕΡΙΚΗΣ ΚΑΥΣΗΣ
 Σχολή Γεωτεχνικών Επιστημών και Επιστήμης & Τεχνολογίας Περιβάλλοντος Πτυχιακή εργασία ΧΡΗΣΗ ΤΟΥ ΠΡΟΪΟΝΤΟΣ ΤΗΣ ΗΛΕΚΤΡΟΛΥΣΗΣ ΝΕΡΟΥ ΩΣ ΠΡΟΣΘΕΤΟ ΚΑΥΣΙΜΟΥ ΣΕ ΜΗΧΑΝΗ ΕΣΩΤΕΡΙΚΗΣ ΚΑΥΣΗΣ Φωκίων Τάνου Λεμεσός,
Σχολή Γεωτεχνικών Επιστημών και Επιστήμης & Τεχνολογίας Περιβάλλοντος Πτυχιακή εργασία ΧΡΗΣΗ ΤΟΥ ΠΡΟΪΟΝΤΟΣ ΤΗΣ ΗΛΕΚΤΡΟΛΥΣΗΣ ΝΕΡΟΥ ΩΣ ΠΡΟΣΘΕΤΟ ΚΑΥΣΙΜΟΥ ΣΕ ΜΗΧΑΝΗ ΕΣΩΤΕΡΙΚΗΣ ΚΑΥΣΗΣ Φωκίων Τάνου Λεμεσός,
Risk! " #$%&'() *!'+,'''## -. / # $
 *!'+,'''## -. / # $") Risk! " #$%&'(!'+,'''## -. / 0! " # $ +/ #%&''&(+(( &'',$ #-&''&$ #(./0&'',$( ( (! #( &''/$ #$ 3 #4&'',$ #- &'',$ #5&''6(&''&7&'',$ / ( /8 9 :&' " 4; < # $ 3 " ( #$ = = #$ #$ ( 3 - > # $ 3 = = " 3 3, 6?3
Risk! " #$%&'(!'+,'''## -. / 0! " # $ +/ #%&''&(+(( &'',$ #-&''&$ #(./0&'',$( ( (! #( &''/$ #$ 3 #4&'',$ #- &'',$ #5&''6(&''&7&'',$ / ( /8 9 :&' " 4; < # $ 3 " ( #$ = = #$ #$ ( 3 - > # $ 3 = = " 3 3, 6?3
Study of In-vehicle Sound Field Creation by Simultaneous Equation Method
 Study of In-vehicle Sound Field Creation by Simultaneous Equation Method Kensaku FUJII Isao WAKABAYASI Tadashi UJINO Shigeki KATO Abstract FUJITSU TEN Limited has developed "TOYOTA remium Sound System"
Study of In-vehicle Sound Field Creation by Simultaneous Equation Method Kensaku FUJII Isao WAKABAYASI Tadashi UJINO Shigeki KATO Abstract FUJITSU TEN Limited has developed "TOYOTA remium Sound System"
Main source: "Discrete-time systems and computer control" by Α. ΣΚΟΔΡΑΣ ΨΗΦΙΑΚΟΣ ΕΛΕΓΧΟΣ ΔΙΑΛΕΞΗ 4 ΔΙΑΦΑΝΕΙΑ 1
 Main source: "Discrete-time systems and computer control" by Α. ΣΚΟΔΡΑΣ ΨΗΦΙΑΚΟΣ ΕΛΕΓΧΟΣ ΔΙΑΛΕΞΗ 4 ΔΙΑΦΑΝΕΙΑ 1 A Brief History of Sampling Research 1915 - Edmund Taylor Whittaker (1873-1956) devised a
Main source: "Discrete-time systems and computer control" by Α. ΣΚΟΔΡΑΣ ΨΗΦΙΑΚΟΣ ΕΛΕΓΧΟΣ ΔΙΑΛΕΞΗ 4 ΔΙΑΦΑΝΕΙΑ 1 A Brief History of Sampling Research 1915 - Edmund Taylor Whittaker (1873-1956) devised a
Block Ciphers Modes. Ramki Thurimella
 Block Ciphers Modes Ramki Thurimella Only Encryption I.e. messages could be modified Should not assume that nonsensical messages do no harm Always must be combined with authentication 2 Padding Must be
Block Ciphers Modes Ramki Thurimella Only Encryption I.e. messages could be modified Should not assume that nonsensical messages do no harm Always must be combined with authentication 2 Padding Must be
ΑΚΑ ΗΜΙΑ ΕΜΠΟΡΙΚΟΥ ΝΑΥΤΙΚΟΥ ΜΑΚΕ ΟΝΙΑΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ
 ΑΚΑ ΗΜΙΑ ΕΜΠΟΡΙΚΟΥ ΝΑΥΤΙΚΟΥ ΜΑΚΕ ΟΝΙΑΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΘΕΜΑ :ΤΥΠΟΙ ΑΕΡΟΣΥΜΠΙΕΣΤΩΝ ΚΑΙ ΤΡΟΠΟΙ ΛΕΙΤΟΥΡΓΙΑΣ ΣΠΟΥ ΑΣΤΡΙΑ: ΕΥΘΥΜΙΑ ΟΥ ΣΩΣΑΝΝΑ ΕΠΙΒΛΕΠΩΝ ΚΑΘΗΓΗΤΗΣ : ΓΟΥΛΟΠΟΥΛΟΣ ΑΘΑΝΑΣΙΟΣ 1 ΑΚΑ
ΑΚΑ ΗΜΙΑ ΕΜΠΟΡΙΚΟΥ ΝΑΥΤΙΚΟΥ ΜΑΚΕ ΟΝΙΑΣ ΣΧΟΛΗ ΜΗΧΑΝΙΚΩΝ ΠΤΥΧΙΑΚΗ ΕΡΓΑΣΙΑ ΘΕΜΑ :ΤΥΠΟΙ ΑΕΡΟΣΥΜΠΙΕΣΤΩΝ ΚΑΙ ΤΡΟΠΟΙ ΛΕΙΤΟΥΡΓΙΑΣ ΣΠΟΥ ΑΣΤΡΙΑ: ΕΥΘΥΜΙΑ ΟΥ ΣΩΣΑΝΝΑ ΕΠΙΒΛΕΠΩΝ ΚΑΘΗΓΗΤΗΣ : ΓΟΥΛΟΠΟΥΛΟΣ ΑΘΑΝΑΣΙΟΣ 1 ΑΚΑ
ΥΠΕΥΘΥΝΟΣ ΚΑΘΗΓΗΤΗΣ: ΜΟΥΣΙΟΠΟΥΛΟΣ ΝΙΚΟΛΑΟΣ ΑΡΜΟΔΙΟΙ ΠΑΡΑΚΟΛΟΥΘΗΣΗΣ: ΦΡΑΓΚΟΥ ΕΥΑΓΓΕΛΙΑ, ΝΤΟΥΡΟΣ ΙΩΑΝΝΗΣ
 ΑΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΝΕΡΓΕΙΑΚΟΣ ΤΟΜΕΑΣ ΕΡΓΑΣΤΗΡΙΟ ΜΕΤΑΔΟΣΗΣ ΘΕΡΜΟΤΗΤΑΣ & ΠΕΡΙΒΑΛΛΟΝΤΙΚΗΣ ΜΗΧΑΝΙΚΗΣ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΑΠΟΤΙΜΗΣΗ ΕΚΠΟΜΠΩΝ ΣΩΜΑΤΙΔΙΑΚΩΝ ΡΥΠΩΝ
ΑΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΝΕΡΓΕΙΑΚΟΣ ΤΟΜΕΑΣ ΕΡΓΑΣΤΗΡΙΟ ΜΕΤΑΔΟΣΗΣ ΘΕΡΜΟΤΗΤΑΣ & ΠΕΡΙΒΑΛΛΟΝΤΙΚΗΣ ΜΗΧΑΝΙΚΗΣ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΑΠΟΤΙΜΗΣΗ ΕΚΠΟΜΠΩΝ ΣΩΜΑΤΙΔΙΑΚΩΝ ΡΥΠΩΝ
Πτυχιακή Εργασία Η ΠΟΙΟΤΗΤΑ ΖΩΗΣ ΤΩΝ ΑΣΘΕΝΩΝ ΜΕ ΣΤΗΘΑΓΧΗ
 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΕΠΙΣΤΗΜΩΝ ΥΓΕΙΑΣ Πτυχιακή Εργασία Η ΠΟΙΟΤΗΤΑ ΖΩΗΣ ΤΩΝ ΑΣΘΕΝΩΝ ΜΕ ΣΤΗΘΑΓΧΗ Νικόλας Χριστοδούλου Λευκωσία, 2012 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΕΠΙΣΤΗΜΩΝ ΥΓΕΙΑΣ
ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΕΠΙΣΤΗΜΩΝ ΥΓΕΙΑΣ Πτυχιακή Εργασία Η ΠΟΙΟΤΗΤΑ ΖΩΗΣ ΤΩΝ ΑΣΘΕΝΩΝ ΜΕ ΣΤΗΘΑΓΧΗ Νικόλας Χριστοδούλου Λευκωσία, 2012 ΤΕΧΝΟΛΟΓΙΚΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΥΠΡΟΥ ΣΧΟΛΗ ΕΠΙΣΤΗΜΩΝ ΥΓΕΙΑΣ
Aluminum Electrolytic Capacitors
 Aluminum Electrolytic Capacitors Snap-In, Mini., 105 C, High Ripple APS TS-NH ECE-S (G) Series: TS-NH Features Long life: 105 C 2,000 hours; high ripple current handling ability Wide CV value range (47
Aluminum Electrolytic Capacitors Snap-In, Mini., 105 C, High Ripple APS TS-NH ECE-S (G) Series: TS-NH Features Long life: 105 C 2,000 hours; high ripple current handling ability Wide CV value range (47
«Θεσμικό πλαίσιο για την Ενεργειακή Αποδοτικότητα και την Εξοικονόμηση Ενέργειας στο κτιριακό και βιομηχανικό τομέα»
 «Θεσμικό πλαίσιο για την Ενεργειακή Αποδοτικότητα και την Εξοικονόμηση Ενέργειας στο κτιριακό και βιομηχανικό τομέα» Legal Framework for Energy Efficiency in the building and industrial sector» Βίκυ Σίτα
«Θεσμικό πλαίσιο για την Ενεργειακή Αποδοτικότητα και την Εξοικονόμηση Ενέργειας στο κτιριακό και βιομηχανικό τομέα» Legal Framework for Energy Efficiency in the building and industrial sector» Βίκυ Σίτα
Context-aware και mhealth
 ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΜΗΧΑΝΙΚΩΝ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΜΕΤΑΔΟΣΗΣ ΠΛΗΡΟΦΟΡΙΑΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΛΙΚΩΝ Context-aware και mhealth ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ Του Κουβαρά
ΕΘΝΙΚΟ ΜΕΤΣΟΒΙΟ ΠΟΛΥΤΕΧΝΕΙΟ ΣΧΟΛΗ ΗΛΕΚΤΡΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΙ ΜΗΧΑΝΙΚΩΝ ΥΠΟΛΟΓΙΣΤΩΝ ΤΟΜΕΑΣ ΣΥΣΤΗΜΑΤΩΝ ΜΕΤΑΔΟΣΗΣ ΠΛΗΡΟΦΟΡΙΑΣ ΚΑΙ ΤΕΧΝΟΛΟΓΙΑΣ ΥΛΙΚΩΝ Context-aware και mhealth ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ Του Κουβαρά