1. ΘΕΩΡΙΑ ΜΙΚΡΟΚΟΠΗΣ
|
|
|
- Σάρρα Τρικούπη
- 7 χρόνια πριν
- Προβολές:
Transcript

1 1. ΘΕΩΡΙΑ ΜΙΚΡΟΚΟΠΗΣ ΓΕΝΙΚΑ Στη μικροκοπή το βάθος κοπής είναι μικρότερο από 10 μm και η αναμενόμενη τραχύτητα είναι της τάξης μερικών nm, με αποτέλεσμα η επίδραση κλίμακας ( size effect ) στις αναπτυσσόμενες δυνάμεις κοπής να είναι πολύ σημαντική. Το μοντέλο του Merchant που υποθέτει οξεία κοπτική ακμή και ανάπτυξη παραμορφώσεων στο επίπεδο διάτμησης και στη διεπιφάνεια ΚΕ/αποβλίττου αδυνατεί να αντιμετωπίσει την επίδραση κλίμακας. Το βάθος κοπής κατά τη μικροκοπή είναι πλέον της ίδιας τάξης μεγέθους με την ακτίνα καμπυλότητας της κόψης. Τούτο οδηγεί στα εξής άμεσα συμπεράσματα: Η κόψη δεν μπορεί να θεωρηθεί οξεία. Η ελαστική επαναφορά της κατεργασμένης επιφάνειας δεν μπορεί να αγνοηθεί και επομένως θα ληφθεί υπόψη και η τριβή μεταξύ ΚΕ/ΤΕ στην ελεύθερη επιφάνεια του ΚΕ. Για την εξώθηση του αποβλίττου και την άρωση του τεμαχίου από το κοπτικό εργαλείο απαιτείται η εφαρμογή αρνητικής γωνίας αποβλίττου. ΤΟ ΦΥΣΙΚΟ ΕΠΙΠΕΔΟ ΤΗΣ ΜΙΚΡΟΚΟΠΗΣ Στο Σχ. 1 παρουσιάζεται το φυσικό επίπεδο της ορθογωνικής μικροκοπής. Υφίστανται οι ακόλουθες 4 διακεκριμένες ζώνες παραμόρφωσης: Σχήμα 1: Φυσικό επίπεδο ορθογωνικής μικροκοπής Ζώνη 1: Είναι η ζώνη διάτμησης. Στη συνέχεια θα χρησιμοποιηθεί η υπόθεση του επιπέδου διάτμησης, όπου επικρατούν συνθήκες διάτμησης υπό μέγιστη διατμητική τάση. Ζώνη 2: Είναι το τμήμα του αποβλίττου που εξωθείται από το καμπύλο τμήμα της κόψης. Για λόγους σύγκρισης αναφέρεται ότι: Στη μικροκοπή με μονοκρύσταλλο διαμαντιού έχει μετρηθεί ακτίνα κόψης R= μm (Lucca et al. με ηλεκτρονικό μικροσκόπιο) R= μm (Moriwaki Okuda) R= μm (Asai Taguchi) R 2 nm (Ikawa). Αντίστοιχα, το βάθος κοπής κυμαίνεται μεταξύ μm. 1
2 Ζώνη 3: Αφορά την περιοχή τριβής του αποβλίττου πάνω στην επιφάνεια αποβλίττου του ΚΕ. Ζώνη 4: Αντιστοιχεί στην περιοχή τριβής του ΤΕ με την ελεύθερη επιφάνεια του ΚΕ, η οποία οφείλεται στην ελαστική επαναφορά του υλικού ΤΕ μετά την κατεργασία του. Οι αναπτυσσόμενες δυνάμεις στις διάφορες περιοχές επαφής του ΚΕ με το ΤΕ και το απόβλιττο παρουσιάζονται στο Σχ, 2. Σχήμα 2: Οι επιφάνειες τριβής του ΚΕ ΑΝΑΛΥΣΗ ΤΗΣ ΜΙΚΡΟΚΟΠΗΣ 1. Μελέτη της ζώνης 2 Θεωρούμε την ισορροπία στοιχειώδους λωρίδας, βλ. Σχ. 1 και 3, κατά τη διεύθυνση Χ. Προκύπτει η σχέση: σ X = p[1 μcot( θ φ )] (1) Σχήμα 3: Ισορροπία στοιχειώδους λωρίδας της ζώνης 2 όπου: σx η συνιστώσα τάση κατά τη διεύθυνση Χ, μ ο συντελεστής τριβής στην επιφάνεια επαφής, p η ορθή τάση (πίεση) στην καμπυλόγραμμη κόψη του ΚΕ, φ η γωνία διάτμησης. 2
3 Ο οδογράφος των ταχυτήτων στο σύνορο των ζωνών 1 και 2 έχει όπως φαίνεται στο Σχ. 4. Με εφαρμογή του νόμου ημιτόνων λαμβάνονται οι ακόλουθες σχέσεις: Σχήμα 4: Οδογράφος ταχυτήτων στη διεπιφάνεια των ζωνών 1 και 2 sin θ i υ 12s = υ sin( θ φ i ) sinφ υ 2ci = υ sin( θ φ) i (2α) (2β) όπου: υ12s η ταχύτητα διάτμησης στο σύνορο των ζωνών 1 και 2, αποβλίττου στη ζώνη 2, υ η ταχύτητα κοπής, i υ 2ci η αρχική ταχύτητα θ η αρχική γωνία καμπυλότητας της κόψης (βλ. και Σχ. 1). Η καταναλισκόμενη ισχύς στο σύνορο των ζωνών 1 και 2 θα είναι ίση προς E12s = bt1υ σ dε (3) όπου: b το πλάτος κοπής, t1 το θεωρητικό πάχος αποβλίττου (βάθος κοπής), σ η ισοδύναμη τάση και ε η ισοδύναμη παραμόρφωση, οι οποίες περιγράφουν την καταστατική εξίσωση του κατεργαζόμενου υλικού σύμφωνα με τη σχέση n σ= C ε (4) όπου: C, n σταθερές. Υποθέτοντας συνθήκες καθαρής διάτμησης στη διεπιφάνεια των δύο ζωνών, θα είναι dε= d γ / 3 = d[sin θ / 3 sin φsin( θ φ )]. Οπότε με αντικατάσταση στην εξ. (3) προκύπτει xy i i E 12s Cbt υ sin θ 1 i = n+ 1 3sinφ sin( θi φ) n+ 1 (5) Σε αντίθεση με το μοντέλο ορθογωνικής κοπής του Merchant, θεωρούμε ότι λαμβάνει χώρα διάτμηση σε κάθε ίνα της ζώνης 2. Επειδή ισχύει επίσης ότι E12s = F12sυ 12s, με συνδυασμό των εξ. (5), (1) και (2α) λαμβάνουμε τελικά για την πίεση p 3
4 p 3C sin θ i = (n + 1)[1 μcot( θi φ)] 3sinφ sin( θi φ) n (6) όπου F 12s η δύναμη διάτμησης. 2. Μελέτη της ζώνης 3 Η δύναμη τριβής F 3f ισούται προς F =μp l b 3f 3 3 (7) όπου: p 3 η κάθετη τάση (πίεση) στην επιφάνεια αποβλίττου και ΚΕ/αποβλίττου πάνω στην επιφάνεια αποβλίττου. l 3 το μήκος επαφής 3. Μελέτη της ζώνης 4 Με όμοιο τρόπο η δύναμη τριβής F 4f στην ελεύθερη επιφάνεια του ΚΕ λόγω της ελαστικής επαναφοράς υπολογίζεται ως F =μp l b (8) 4f 4 4 όπου: p 4 η κάθετη τάση (πίεση) πάνω στην ελεύθερη επιφάνεια και πάνω στην ελεύθερη επιφάνεια. l 4 το μήκος επαφής ΚΕ/ΤΕ 4. Υπολογισμός της κύριας συνιστώσας της δύναμης κοπής και της δύναμης ώσης Με ανάλυση των ανωτέρω δυνάμεων τριβής και των καθέτων τους δυνάμεων στις διευθύνσεις x και y λαμβάνονται: (i) Κύρια συνιστώσα δύναμης κοπής θ+θ i f θ+θ i f F1 = F3fsin γ+ F3ncos γ+ bpr( θf θi) sin μ cos + p4b 4(sin α+μcos ) 2 2 l α (9) (ii) Δύναμη ώσης θ+θ i f θ+θ i f F2 = F3fcos γ+ F3nsin γ+ bpr( θf θ i) cos +μ sin + p4b 4( μsinα+ cos α) 2 2 l (10) όπου: R η ακτίνα καμπυλότητας του ΚΕ, θ f η τελική γωνία του καμπύλου τμήματος της κόψης (βλ. Σχ. 2), α η γωνία ελευθερίας του ΚΕ. 5. Η γωνία διάτμησης Γεωμετρικά προκύπτει για τη γωνία διάτμησης cos γ φ= atan t /t 2 1 sin γ (11) όπου: t 2 το μέσο πάχος αποβλίττου. 4

, εξοπλισμένες με εξαιρετικής κατασκευαστικής")


5 ΕΦΑΡΜΟΓΕΣ ΤΗΣ ΜΙΚΡΟΚΟΠΗΣ Οι συμβατικές κατεργασίες αποβολής υλικού τόρνευση, διάτρηση, φρεζάρισμα, λείανση μπορούν εύκολα να χρησιμοποιηθούν και για την κατασκευή τεμαχίων που απαιτούν πολύ μεγάλη ακρίβεια, τεμαχίων πολύ μικρών διαστάσεων και οπτικών αντικειμένων (φακοί, κάτοπτρα). Προς τούτο, χρησιμοποιούνται εργαλειομηχανές λίαν υψηλής ακριβείας (Ultra precision), εξοπλισμένες με εξαιρετικής κατασκευαστικής ακριβείας ολισθητήρες και έδρανα (hydrostatic slights, air bearing spindles) και εργαλεία διαμαντιού. Είναι δε ακόμη δυνατή η επίτευξη τραχύτητας της τάξης μερικών nm για εφαρμογές νανοτεχνολογίας. Μερικές γενικές εφαρμογές μικροκοπής (λίαν υψηλής ακριβείας) αφορούν σε: Αξονοσυμμετρικές επιφάνειες: Επίπεδες επιφάνειες, σφαιρικά ή μη σφαιρικά σχήματα Σύνθετες γεωμετρίες: Παραβολικές, ελλειψοειδείς και δακτυλιοειδείς επιφάνειες. Πολυγωνικά κάτοπτρα, μικροφακοί. Μικροκατασκευές, καλούπια. Μικροεγκοπές. Παραδείγματα προϊόντων μικροκοπής παρουσιάζονται στο Σχ. 5. Μικροφακοί Αξονοσυμμετρικά κάτοπτρα Έκκεντρη μικροκοπή παραβολικού Σφαιρική μικροκατασκευή κατόπτρου Σχήμα 5: Εφαρμογές μικροκοπής. 5
6 2. ΜΙΚΡΟΚΟΠΗ ΜΕ ΔΙΑΜΑΝΤΙ ΕΙΣΑΓΩΓΗ Η κοπή με διαμάντι (diamond micromachining) χρησιμοποιείται ευρύτατα για την παραγωγή πολύ λείων επιφανειών με μεγάλη γεωμετρική ακρίβεια, π.χ. οπτικά όργανα. Το διαμάντι, ως υλικό κοπτικών εργαλείων, υπερέχει των υπολοίπων σε κοπτική ικανότητα λόγω της υψηλής σκληρότητας, της ακαμψίας, της θερμικής αγωγιμότητας, της χαμηλής τριβής (στον αέρα) και της χημικής του αδράνειας. Χημική αδράνεια δεν υφίσταται μόνο σε περίπτωση που το κατεργαζόμενο υλικό είναι σε θέση να απορροφήσει άνθρακα εύκολα. Και στο πρόβλημα αυτό, όμως, μπορεί να ελαττωθεί σημαντικά ο ρυθμός διάχυσης του άνθρακα με εφαρμογή ειδικών συνθηκών κατεργασίας, όπως π.χ. με κρυογονική ψύξη. Στοιχεία κατεργάσιμα με διαμάντι είναι όσα δεν έχουν μονήρη ηλεκτρόνια στην υποστιβάδα d, όπως τα: Ίνδιο, Κασσίτερος, Μόλυβδος, Ψευδάργυρος, Πλουτώνιο, Μαγνήσιο, Αλουμίνιο, Γερμάνιο, Άργυρος, Χρυσός, Χαλκός, Βηρύλλιο, Πυρίτιο. Αντίθετα, στοιχεία με μονήρη ηλεκτρόνια στην υποστιβάδα d είναι μη κατεργάσιμα με διαμάντι, π.χ. τα: Ουράνιο, Μαγγάνιο, Νικέλιο, Kοβάλτιο, Σίδηρος, Τιτάνιο, Χρώμιο, Βανάδιο, Ρόδιο, Ρουθήνιο, Νιόβιο, Μολυβδαίνιο, Ταντάλιο, Ρήνειο, Βολφράμιο. ΤΟ ΔΙΑΜΑΝΤΙ ΩΣ ΚΟΠΤΙΚΟ ΕΡΓΑΛΕΙΟ Το διαμάντι που χρησιμοποιείται ως κοπτικό εργαλείο συναντάται σε τρεις μορφές: Ως φυσικός μονοκρύσταλλος Σχετικά ακριβός, με πολλαπλές κρυσταλλογραφικές διευθύνσεις που αποδίδουν διαφορετικά αποτελέσματα κοπής. Περιέχει μη ελεγχόμενες ακαθαρσίες, με δυσάρεστες συνέπειες στη διάρκεια ζωής του κοπτικού εργαλείου. Χρησιμοποιείται ευρέως σε κατεργασίες ακριβείας υλικών συμβατών με το διαμάντι. Επικολλάται (brazing) σε χαλύβδινη μανέλα. To κόστος του εργαλείου τόρνευσης εξαρτάται κυρίως από την ακρίβεια της κοπτικής ακμής και τις διαστάσεις του μονοκρυστάλλου (ακτίνα καμπυλότητας της κοπτικής ακμής) και κυμαίνεται μεταξύ μερικών εκατοντάδων έως Ως πολυκρυσταλλικό διαμάντι Αποτελείται από μικρά τεμάχια διαμαντιού (της τάξης μερικών μm), που αναμιγνύονται με ένα συνδετικό υλικό (συνήθως με βάση το κοβάλτιο cermet type tool). Το μίγμα μορφοποιείται με τεχνικές sintering στην τελική μορφή του και προσαρμόζεται ή επικολλάται σε μανέλα. Περιλαμβάνει κοπτικές ακμές τυχαίου προσανατολισμού. Ο μηχανισμός αποβολής υλικού προσιδιάζει μάλλον σ αυτόν της λείανσης παρά στον τυπικό μηχανισμό σχηματισμού αποβλίττου που αποδίδεται από εργαλείο απλής σημειακής επαφής (τόρνευση). Η συμπεριφορά αυτή αποδίδει πιο τραχεία και θαμπή κατεργασμένη επιφάνεια. Αυτός είναι ο λόγος που δεν εφαρμόζονται κατεργασίες απλής σημειακής επαφής σε οπτικές εφαρμογές, αντ αυτών, σε αρκετές κατεργασίες λείανσης χρησιμοποιούνται λειαντικοί τροχοί από πολυκρυσταλλικό διαμάντι. Το κόστος κυμαίνεται γύρω στα 100 και εξαρτάται από τη γεωμετρία του εργαλείου. 6
7 Ως συνθετικό διαμάντι Χρησιμοποιείται όταν κρίνεται απαραίτητος ο έλεγχος των ακαθαρσιών. Έχει αποδειχθεί στην πράξη ότι οι περιεχόμενες στο φυσικό διαμάντι ακαθαρσίες σχετίζονται με τις παρατηρούμενες μεταβολές του ρυθμού φθοράς της κοπτικής ακμής. Είναι πιο ελεγχόμενο και προβλέψιμο κοπτικό υλικό και αποδίδει καλλίτερα χαρακτηριστικά κατεργασιμότητας. Το κόστος εργαλείου είναι πολλαπλάσιο του κόστους εργαλείου από φυσικό διαμάντι. ΙΔΙΟΤΗΤΕΣ ΤΟΥ ΔΙΑΜΑΝΤΙΟΥ ΣΕ ΣΥΝΔΥΑΣΜΟ ΜΕ ΤΗΝ ΚΟΠΤΙΚΗ ΤΟΥ ΔΡΑΣΗ Το διαμάντι έχει τις πιο επιθυμητές ιδιότητες που πρέπει να διαθέτει ένα κοπτικό εργαλείο. Έχει τη μέγιστη σκληρότητα, που το καθιστά ικανό (στη θεωρία) να παραμορφώνει κάθε άλλο υλικό. Η ψαθυρότητά (ευθραυστότητα) του, όμως, αποτρέπει την κοπή με διαμάντι σε πολλές εφαρμογές. Το διαμάντι έχει υψηλό μέτρο ελαστικότητας περίπου 1000 GΡa σχεδόν 5πλάσιο από εκείνο του χάλυβα (~206 GΡa), με αποτέλεσμα να του εξασφαλίζει υψηλή ειδική ακαμψία που του επιτρέπει να αντέχει σε υψηλά φορτία κοπής υφιστάμενο μικρή παραμόρφωση. Αυτή η μικρή παραμόρφωση της κοπτικής ακμής βοηθά στην επίτευξη υψηλής ακρίβειας κατεργασιμότητα. Το μέτρο διάτμησης κυμαίνεται στα ~300 GΡa. Η τάση θραύσης σε εφελκυσμό (4 GΡa) είναι συγκρίσιμη με αυτή των χαλύβων υψηλής αντοχής, με τη διαφορά ότι το διαμάντι διατηρεί αυτή την υψηλή αντοχή ακόμη και σε υψηλές θερμοκρασίες, μολονότι υπάρχει κίνδυνος μετατροπής του σε γραφίτη σε υψηλή θερμοκρασία. Τέλος, το διαμάντι διαθέτει τη μεγαλύτερη θερμική αγωγιμότητα σε θερμοκρασία περιβάλλοντος από όλα τα υλικά και είναι χημικά αδρανές υλικό στις πλείστες των περιπτώσεων κοπής. ΥΛΙΚΑ ΣΥΜΒΑΤΑ ΜΕ ΤΟ ΔΙΑΜΑΝΤΙ ΣΕ ΣΥΝΘΗΚΕΣ ΚΟΠΗΣ Από τη μακροχρόνια εμπειρία στις κοπές με διαμάντι, έχουν καταγραφεί υλικά κατεργάσιμα και μη κατεργάσιμα με διαμάντι. Αν και η λίστα δεν θεωρείται πλήρως ενημερωμένη ακόμη, υλικά άμεσα κατεργάσιμα με διαμάντι είναι: (α) Μέταλλα: Αλουμίνιο, ορείχαλκος, χρυσός, άργυρος, κασσίτερος, ψευδάργυρος, μη ηλεκτρολυτικό νικέλιο. (β) Πολλά πολυμερή υλικά: Πολυκαρβονικά, φθοροπλαστικά (Teflon), ακρυλικά (μεθακρυλικός μεθυλεστέρας, ΡΜΜΑ), πολυστυρένιο και πολυπροπυλένιο (γ) Κρύσταλλοι: Πυρίτιο, γερμάνιο, λιθιονιόβιο, θειούχος ψευδάργυρος, αρσενίδιο του γαλλίου, τελουρίδιο του καδμίου. Επειδή τα ψαθυρά υλικά είναι ευαίσθητα σε εφελκυστικά φορτία, διότι αναπτύσσουν ρωγμές που μεταφέρονται στο εσωτερικό του υλικού, για να μειωθεί ο κίνδυνος ανάπτυξης ρηγμάτωσης στην κατεργασμένη επιφάνεια των κρυστάλλων χρησιμοποιείται συνήθως μια ειδική τεχνική, γνωστή ως κοπή στην όλκιμη περιοχή (ductile-regime machining). Η μέθοδος αυτή περιλαμβάνει την εφαρμογή πολύ μικρού βάθους κοπής (δηλ. μικρό θεωρητικό πάχος αποβλίττου), με αποτέλεσμα τη μείωση των εφελκυστικών τάσεων που αναπτύσσονται στην κατεργασμένη επιφάνεια. Εάν η ένταση των τοπικών τάσεων (εφελκυστικών) υπερβεί την κρίσιμη τιμή, τότε εκκινεί θραύση σε κάποια μικροσκοπική ασυνέχεια (ατέλεια) ή μεγεθύνεται ήδη υφιστάμενη μικροθραύση. Επομένως, απαιτείται μικρό βάθος κοπής (της τάξεως μερικών nm ή έστω μικρότερο του 1 μm) για να διατηρηθεί χαμηλή εντατική κατάσταση στην περιοχή της κοπής. Τα υλικά που είναι δυσκατέργαστα με διαμάντι, επειδή προκαλούν είτε αποσάθρωσή του (chipping) είτε διάλυσή του μέσα στο κατεργαζόμενο υλικό, είναι: κράματα νικελίου, κράματα βηρυλλίου, σιδηρούχα κράματα περιλαμβανομένων και των ανοξείδωτων χαλύβων, κράματα τιτανίου και κράματα του μολυβδαινίου. Η διάλυση του διαμαντιού σ αυτά μπορεί να επιβραδυνθεί και έτσι να επιμηκυνθεί η διάρκεια ζωής του κοπτικού εργαλείου, εάν η κοπή λάβει χώρα σε 7
8 κρυογενικές θερμοκρασίες. Με τον τρόπο αυτόν, μειώνεται ο ρυθμός διάχυσης, ο οποίος είναι εκθετική συνάρτηση της θερμοκρασίας. Ο μόνος κίνδυνος από αυτόν τον χειρισμό είναι πιθανό διαστασιακό σφάλμα, λόγω της χαμηλής θερμοκρασίας (θερμοκρασία υγρού αζώτου = -150 ο C). Επίσης, στις θερμοκρασίες αυτές μεταβάλλονται και οι ιδιότητες του κατεργαζόμενου υλικού, π.χ. η αντοχή και το μέτρο ελαστικότητάς του αυξάνονται, ενώ η θερμική αγωγιμότητα μειώνεται σημαντικά. ΤΡΙΒΟΛΟΓΙΚΗ ΣΥΜΠΕΡΙΦΟΡΑ ΤΟΥ ΔΙΑΜΑΝΤΙΟΥ ΚΑΙ ΦΘΟΡΑ Το διαμάντι έχει πολύ χαμηλό συντελεστή τριβής έναντι πολλών υλικών στον αέρα. Στο κενό, το διαμάντι έναντι διαμαντιού εμφανίζει πολύ υψηλό συντελεστή τριβής, αλλά, στον αέρα, πιστεύεται ότι η υγρασία που προσροφάται στην επιφάνειά του συντελεί στη διαμόρφωση χαμηλού συντελεστή τριβής. Με τα μέταλλα, δοκιμές έχουν δείξει ότι ο συντελεστής τριβής είναι συνάρτηση της ταχύτητας ολίσθησης. Οι Bowden και Freitag από δοκιμές τριβής διαμαντιού πάνω σε χαλκό διαπίστωσαν σε ταχύτητα 100 m/s μια σχεδόν βηματική αύξηση του συντελεστή τριβής από 0.03 σε 0.05 περίπου. Παρόμοιες δοκιμές διαμαντιού πάνω σε χρώμιο έδειξαν στην ταχύτητα των 200 m/s ένα άλμα στην τιμή του συντελεστή τριβής από 0.06 σε 0.4. Παρατηρήθηκε, όμως, ότι στην υψηλότερη ταχύτητα η επιφάνεια του διαμαντιού καλύφθηκε με λεπτό στρώμα (film) χρωμίου και έτσι ο συντελεστής τριβής αφορούσε μάλλον τριβή χρωμίου πάνω σε χρώμιο. Σε ταχύτητες μικρότερες των 200 m/s σημειώθηκε πολύ μεγάλη φθορά του διαμαντιού. Ο Berman προχώρησε σε δοκιμές μέτρησης της (ογκομετρικής) φθοράς του διαμαντιού έναντι χαλκού, χάλυβα και χρωμίου και διαπίστωσε ότι: Ο ρυθμός φθοράς έναντι του χρυσού ήταν 30πλάσιος του ρυθμού φθοράς έναντι του χαλκού. Ο ρυθμός φθοράς έναντι του χρωμίου ήταν 25πλάσιος του ρυθμού φθοράς έναντι του χαλκού. Τέλος, όσο και αν φαίνεται παράδοξο, ο ρυθμός φθοράς του διαμαντιού έναντι των πολυμερών υλικών είναι επίσης μερικές φορές μεγαλύτερος από εκείνον έναντι του χαλκού. Τούτο οφείλεται προφανώς στις τοπικά υψηλές θερμοκρασίες που αναπτύσσονται κατά τη μικροκοπή λόγω της μικρής θερμικής αγωγιμότητας. Δηλ. το μεγαλύτερο μέρος της παραγόμενης θερμότητας διοχετεύεται στο διαμάντι και σε μια πολύ αιχμηρή κοπτική ακμή (μικρού όγκου) η θερμοκρασία μπορεί να είναι αρκετά υψηλή. ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΤΗΣ ΚΟΠΗΣ ΜΕ ΔΙΑΜΑΝΤΙ Η κοπή με διαμάντι θεωρείται ότι είναι κατεργασία αποπεράτωσης. Εάν πρέπει να αφαιρεθεί μεγάλος όγκος υλικού, αυτό πρέπει να προηγηθεί με άλλο τρόπο. Τα εργαλεία διαμαντιού γενικά χρησιμοποιούν ονομαστική (nominal) γωνία αποβλίττου σχεδόν μηδενική. Στην κοπή μετάλλων, μία ελαφρά αρνητική γωνία αποβλίττου (-1 ο ή -2 ο ) μπορεί να βελτιώσει την ποιότητα επιφάνειας, ενώ στην κοπή πλαστικών μια ελαφρά θετική γωνία αποβλίττου έχει το ίδιο αποτέλεσμα. Οι τυπικές γωνίες ελευθερίας είναι εν γένει ίδιες με αυτές της συμβατικής κοπής (6 ο -10 ο ). Οι συνθήκες κοπής με διαμάντι είναι τελείως διαφορετικές από τις συνθήκες της συμβατικής κοπής. Οι ταχύτητες κοπής είναι της τάξης μερικών εκατοντάδων m/s και η τιμή τους εξαρτάται από το κατεργαζόμενο υλικό. Στις κατεργασίες τόρνευσης μεταλλικών υλικών, το ακτινικό βάθος κοπής σε εκχόνδριση κυμαίνεται μεταξύ 15μm (για σκληρά υλικά) και 50μm (για μαλακά υλικά), ενώ σε κοπές εκχόνδρισης πλαστικών το βάθος κοπής είναι μερικές εκατοντάδες μm. Οι αντίστοιχες τιμές για φινίρισμα κυμαίνονται για μέταλλα στην περιοχή 1μm (σκληρά υλικά) 3μm (μαλακά υλικά) και για πλαστικά περίπου 15μm. H αντίστοιχη πρόωση σε εκχόνδριση κυμαίνεται τυπικά μεταξύ μm/rev. 8
9 Μέταλλα και κρύσταλλοι κατεργάζονται παρουσία ελαφρών ελαίων. Έχουν χρησιμοποιηθεί ορυκτέλαια και φυτικά έλαια, ενώ πετροχημικά έλαια συναντούν δυσκολία απομάκρυνσης τους μετά την κοπή. Στην κοπή πλαστικών, δεν χρησιμοποιούνται έλαια λείανσης ή χρησιμοποιούνται υδατικά υγρά κοπής. Ο σκοπός των υγρών κοπής είναι η μείωση των τριβών, αλλά κυρίως συνεισφέρουν στην απομάκρυνση των αποβλίττων. Γενικά, τα υγρά κοπής συμβάλλουν στην απόδοση λείας επιφάνειας. Κατά την εκχόνδριση, τα μαλακά μέταλλα αποδίδουν συνεχή και επιμήκη απόβλιττα, τα οποία μπορεί να εμπλακούν γύρω από το εργαλείο και τη μανέλα. Επειδή στα εργαλεία διαμαντιού δεν χρησιμοποιούνται γρεζοθραύστες, το υγρό κοπής συντελεί ώστε το ψυχόμενο απόβλιττο να σπάσει από το βάρος του υγρού που προσφύεται (προσκολλάται) σ αυτό. Κατά τη λείανση (φινίρισμα), τα απόβλιττα είναι σκόνη μικρομετρικής διάστασης. Συνεπώς, πρέπει να αποφεύγεται η εισπνοή τους. Η σκόνη PMMA θεωρείται καρκινογόνος, ενώ οι σκόνες βηρυλλίου και πυριτίου είναι ιδιαίτερα τοξικές. Οι κατεργασμένες με διαμάντι επιφάνειες έχουν ποιότητα οπτικής επιφάνειας. Όμως, ενώ μία οπτική επιφάνεια είναι συνήθως γυάλινη και μπορεί να αντεπεξέρχεται επιτυχώς στην επίδραση ιδιαίτερα δυσμενούς περιβάλλοντος χωρίς αστοχία (εκδορές), οι μεταλλικές επιφάνειες που έχουν υποστεί κατεργασία με διαμάντι ιδιαίτερα του χαλκού και του αλουμινίου είναι πολύ μαλακές και μπορεί εύκολα να προσβληθούν είτε φυσικά είτε χημικά. Ακόμη και η μετρολογία τους πρέπει να γίνεται με ιδιαίτερη προσοχή για την αποφυγή φθοράς τους. Έτσι, ο καθαρισμός της κατεργασμένης επιφάνειας μπορεί να γίνει με: Καθαρό σαπουνέλαιο σε περιπτώσεις ευρείας επιμόλυνσης. Εμποτισμένο βαμβακερό σφαιρίδιο και με μικρή πίεση. Έκπλυση με αποσταγμένο νερό. Απομάκρυνση της υγρασίας με ακετόνη (χρήση γαντιών και καλός αερισμός) ή οινόπνευμα. Απομάκρυνση κόκκων αποβλίττου με την άκρη φτερού. Ένας ποιοτικός τρόπος επιθεώρησης των επιφανειών αυτών στηρίζεται στη χρησιμοποίηση τους ως ανακλαστήρες διαχεομένου φωτός. Εστιάζοντας το μάτι στην επιφάνεια που ανακλά το φως (π.χ. φως φθορισμού), μπορούμε να δούμε εύκολα φάσματα φωτεινών και σκοτεινών κροσσών (πόλωση του φωτός). Η διαδικασία αυτή απαιτεί ιδιαίτερη εμπειρία, δεδομένου ότι το μάτι έχει την τάση να εστιάζει στην φωτεινή πηγή και όχι στην επιφάνεια ανάκλασης. Όταν χειριζόμαστε τεμάχια κατεργασμένα με διαμάντι, πρέπει να τα πιάνουμε από τις άκρες τους. Το λίπος από το δέρμα που μπορεί να επικαθίσει απομακρύνεται δύσκολα, δεδομένου ότι ακόμη και το ξηρό βαμβάκι μπορεί να χαράξει την κατεργασμένη επιφάνεια. Ακόμη και σταγόνες σάλιου απομακρύνονται πολύ δύσκολα και μπορεί να διαβρώσουν τη μεταλλική επιφάνεια. Τέλος, ποτέ δεν αποτίθεται μια κατεργασμένη επιφάνεια με διαμάντι πάνω σε οποιαδήποτε τυχαία επιφάνεια που μπορεί να οδηγήσει σε χάραξή της. ΜΙΚΡΟΜΗΧΑΝΙΚΕΣ ΕΦΑΡΜΟΓΕΣ Η κοπή με διαμάντι λόγω των μικρών διαστάσεων της κόψης εφαρμόζεται σε μεγάλη ποικιλία μικροκατασκευών. Παράδειγμα 1: Κοπή παράλληλων αυλάκων (channels) σε υψηλής αγωγιμότητας χαλκό για την κατασκευή compact μικροεναλλάκτη θερμότητας με πολύ υψηλό συντελεστή μεταφοράς θερμότητας (Σχ. 6). Κάθε πλάκα του εναλλάκτη περιέχει το μέγιστο δυνατό αριθμό αυλάκων (ανάλογα με τις διαστάσεις της πλάκας). Οι πλάκες συναρμολογούνται (διατάσσονται) έτσι ώστε οι αύλακες μιας πλάκας να είναι κάθετες προς τις αύλακες της επόμενης και η κάτω επιφάνεια της ανώτερης πλάκας να αποτελεί την οροφή των αυλάκων της αμέσως κατώτερης πλάκας. Στη συνέχεια, οι πλάκες συνδέονται μεταξύ τους με ειδική κατεργασία (vacuum diffusion bonding), η οποία εξασφαλίζει 9
 Παράδειγμα 2: Κατεργασία άξονα πολύ μικρής διαμέτρου με τόρνευση (Σχ. 7-9).")

10 καλή στεγανότητα και η όλη διάταξη εισάγεται ως πυρήνας σε ειδικό περίβλημα για την κυκλοφορία ρευστού δια μέσου αυτής. Σχήμα 6: Πλάκα εναλλάκτη θερμότητας κατεργασμένη με διαμαντοκοπή (Διαστάσεις πλάκας: mm, Υλικό: Cu101) Παράδειγμα 2: Κατεργασία άξονα πολύ μικρής διαμέτρου με τόρνευση (Σχ. 7-9). Στο παράδειγμα του Σχ. 7, το τεμάχιο είναι πρόβολος διαμέτρου 25μm, του οποίου η ακαμψία μειώνεται από το πακτωμένο προς το ελεύθερο άκρο του. Συνεπώς, στον υπολογισμό των δυνάμεων κοπής πρέπει να λαμβάνεται σοβαρά υπόψη το βέλος κάμψης του άξονα, το οποίο με τη σειρά του είναι συνάρτηση της θέσης του κοπτικού εργαλείου κατά μήκος του άξονα του τεμαχίου. Σχήμα 7: Τόρνευση με διαμάντι άξονα Al διαμέτρου 25μm και με αντιστάθμιση του ύψους του ΚΕ, για ρύθμιση του βέλους του ΤΕ κατά τη διάρκεια της κατεργασίας. Φαίνεται η βαθμιαία μείωση της διαμέτρου από 1.5mm μέχρι την τελική τιμή 10
.")

11 Εκ της εμπειρίας έχει προκύψει η ανάγκη να τοποθετείται η κοπτική ακμή πιο ψηλά από το κέντρο περιστροφής, ώστε να αποφευχθεί το ενδεχόμενο να ανέβει ο άξονας πάνω στην επιφάνεια αποβλίττου και να σπάσει, βλ. Σχ. 8. Σχήμα 8: Έναρξη της κοπής. Το ΚΕ φαίνεται στην αριστερή πλευρά πάνω από το κέντρο της διατομής του ΤΕ (διαμέτρου d=4mm). Συνθήκες κοπής: n=4000rpm, a: μεταβαλλόμενο από 100μm στη δεδομένη κατάσταση, μέχρι 0.1μm όταν γίνεται d=25μm, πρόωση μεταβαλλόμενη από μερικά μm/s μέχρι 5 μm/s περίπου. Τέλος, πρέπει να σημειωθεί ότι, λόγω της σχετικής υπερύψωσης της κοπτικής ακμής από το επίπεδο του κέντρου περιστροφής, η ενεργούσα γωνία αποβλίττου μεταβάλλεται, εισάγοντας εξόχως μη γραμμική απόκριση στο σύστημα κοπής. Παρά ταύτα, όμως, ο κατεργασμένος μικροάξονας είχε ομοιόμορφη διατομή με λόγο L/D=4 και μέση τραχύτητα επιφάνειας Ra<0.1μm, βλ. Σχ. 9. Σχήμα 9 11
, απεικονίζεται το ΚΕ πολυκρυσταλλικού διαμαντιού με μαύρο τριγωνικό σχήμα.")

12 Η όλη διαδικασία κοπής μπορεί να ελέγχεται συνεχώς με σύστημα βιντεοκάμεραςμικροσκοπίου (Σχ. 10). Στην οθόνη (Σχ. 11), απεικονίζεται το ΚΕ πολυκρυσταλλικού διαμαντιού με μαύρο τριγωνικό σχήμα. Σχήμα 10: Σύστημα βιντεοκάμερας/μικροσκοπίου για παρακολούθηση της μικροκοπής με διαμάντι Σχήμα 11: Λαμβανόμενη απεικόνιση του μικροεργαλείου στην οθόνη της διάταξης Παράδειγμα 3: Κατεργασία ειδικών επιφανειών σε πειραματικές διατάξεις μεταφοράς θερμότητας. Στο Σχ. 12 παρουσιάζεται άξονας (κύλινδρος) αλουμινίου, με διάμετρο 25mm και μήκος 100mm, που φέρει με διαμήκη πτερύγια και εγκοπές κατασκευασμένες με διαμαντοκοπή. Οι εγκοπές είναι τραπεζοειδείς, τα τοιχώματά της έχουν κλίση 45 ο και το βάθος της κυμαίνεται γύρω 12

13 στα 100μm. Το δοκίμιο αυτό χρησιμοποιήθηκε για τη μελέτη της μεταφοράς θερμότητας κατά το βρασμό κρυογενικών υγρών. Σχήμα 12 13
14 3. ΜΙΚΡΟΔΙΑΤΡΗΣΗ Η μικροδιάτρηση (microdrilling) χαρακτηρίζεται όχι μόνο από τα μικρών διαστάσεων τρύπανα (μικροτρύπανα), αλλά και από την υψηλή ακρίβεια περιστροφής του μικροτρυπάνου και τον εφαρμοζόμενο ειδικό κύκλο διάτρησης (peck cycle). Επιπλέον, τα τοιχώματα των μικροοπών που ανοίγονται ανήκουν στις πιο λείες επιφάνειες που αποδίδονται μέσω συμβατικών κατεργασιών (οφείλεται κυρίως στον ειδικό κύκλο διάτρησης). Τα μικρότερα τρύπανα είναι τύπου-φτυαριού (spade type). Τα μικροτρύπανα αυτά δεν έχουν ελικοειδή πτερύγια όπως τα συμβατικά τρύπανα, γεγονός που καθιστά την απομάκρυνση των αποβλίττων από την οπή πιο δυσχερή. Τρύπανα με διάμετρο μεγαλύτερη από 50μm μπορεί να κατασκευαστούν ως ελικοειδή τρύπανα (twist drills), ενώ τρύπανα μικρότερης διαμέτρου είναι αποκλειστικά τύπου φτυαριού λόγω των δυσκολιών κατασκευής ελικοειδούς μορφής με αυτή την τάξη μεγέθους. Σχήμα 13: Γενική άποψη και χαρακτηριστικά τυπικού μικροτρυπάνου Υπάρχουν ορισμένα σημαντικά χαρακτηριστικά των μικροτρυπάνων αυτού του τύπου και του μηχανισμού διάτρησης που επιτυγχάνουν: Κατ αρχάς, η κορυφή του μικροτρυπάνου όπως και στην περίπτωση του ελικοειδούς τρυπάνου δεν είναι σημείο, αλλά ολόκληρη κοπτική ακμή που καλείται ακμή κορυφής (chisel edge) και προκύπτει από την τομή δύο επιπέδων, τα οποία φέρουν επίσης και τις δύο κύριες κόψεις του τρυπάνου. Η κόψη κορυφής αφαιρεί υλικό κυρίως με συμπίεση (εξώθηση) του υλικού και κοπή σε εξόχως μεγάλες αρνητικές γωνίες αποβλίττου. Η ειδική ενέργεια κοπής κατά μήκος της κόψης κορυφής είναι σχετικά μεγάλη, συγκρινόμενη με αυτή στις κύριες κοπτικές ακμές του τρυπάνου. Η μη σημειακή μορφή της κόψης κορυφής εισάγει επίσης περιπλοκές στη διαδικασία διάτρησης. Κατά την πρώτη επαφή της με το τεμάχιο (να σημειωθεί ότι το τρύπανο έχει πολύ μικρή δομική ακαμψία), οποιαδήποτε ανωμαλία στην επιφάνεια (μικροτραχύτητα, κλίση, κλπ.) θα προκαλέσει ολίσθηση του τρυπάνου πάνω στην κατεργαζόμενη επιφάνεια πριν αρχίσει τούτο να αφαιρεί υλικό. Η ολίσθηση χαρακτηρίζεται από μία έκκεντρη κίνηση του τρυπάνου, καθώς τούτο περιστρέφεται, η οποία ίσως συνδυάζεται και με κάμψη του τρυπάνου περί τον διαμήκη άξονά του. 14
15 Ανάλογα με την πρόωση ανά περιστροφή του τρυπάνου κατά την έναρξη διάνοιξης οπής, το τρύπανο μπορεί να εκκινήσει τη διάτρηση υπό κλίση (λοξά), δηλαδή το τρύπανο εκτρέπεται όπως ακριβώς η πρόβολος δοκός και αποκτά βέλος από κάθετο φορτίο στο άκρο της, το οποίο επιπροστίθεται στην αξονική φόρτισή του. Εάν συνεχιστεί η διάτρηση με τέτοιες συνθήκες, το τρύπανο θα σπάσει πάρα πολύ γρήγορα. Εάν το τρύπανο είναι αρκετά στιβαρό, ώστε να αντέξει στις αναπτυσσόμενες υψηλές τάσεις που υφίσταται λόγω της κλίσης, η αποδιδόμενη οπή θα έχει εκκεντρότητα ως προς την κατακόρυφη στην κατεργαζόμενη επιφάνεια. Μία δεύτερη συνέπεια από την κόψη κορυφής προέρχεται από το σχετικά μεγάλο μήκος της, συγκρινόμενο με τη διάμετρο του τρυπάνου. Τούτο έχει ως αποτέλεσμα την ανάπτυξη μιας σχετικά υψηλής τιμής της δύναμης πρόωσης κατά τη διεύθυνση του άξονα του τρυπάνου και, ενώ οι κεκλιμένες κοπτικές ακμές αυξάνουν τη διάμετρο της οπής που έχει διανοιχθεί από την κόψη κορυφής, η ειδική κοπτική ενέργεια κατά μήκος κάθε κόψης είναι μικρότερη από εκείνη στην κόψη κορυφής. Αποτέλεσμα αυτού είναι η ανάπτυξη σχετικά μεγάλης δύναμης πρόωσης για τη διάμετρο του τρυπάνου. Αυτή η επίδραση κλίμακας αντιτίθεται στην κατεργασία της μικροδιάτρησης (βλ. παρακάτω την ίδια επίδραση για το μικροφρεζάρισμα). Τα μικροτρύπανα κατασκευάζονται συνήθως από κοβαλτιούχο χάλυβα ή μικρόκοκκο καρβίδιο του βολφραμίου (WC). Τα χαλύβδινα τρύπανα είναι πιο φθηνά και τροχίζονται εύκολα, αλλά δεν έχουν τη σκληρότητα και στιβαρότητα/ανθεκτικότητα των τρυπάνων από WC. Η γωνία κορυφής του τρυπάνου εξαρτάται από το κατεργαζόμενο υλικό. Για σκληρά υλικά κυμαίνεται μεταξύ 118 ο 135 ο. Μεγαλύτερη τιμές της γωνίας κορυφής εξασφαλίζουν μεγαλύτερη αντοχή στην κόψη κορυφής του τρυπάνου. Η κύρια άτρακτος στη μικροδιάτρηση χρησιμοποιεί διάταξη εδράνων μορφής-v, ενώ τρύπανο και άτρακτος κατασκευάζονται ως ενιαίο σύνολο. Η άτρακτος στηρίζεται σε τέσσερεις κυρτές επιφάνειες διαμαντιού, που είναι και τα μοναδικά σημεία επαφής της. Με τον τρόπο αυτόν, επιτυγχάνεται η ομόκεντρη λειτουργία του τρυπάνου περί άξονα, ο οποίος μπορεί να μη συμπίπτει με τον άξονα της ατράκτου, δηλ. μπορεί να υπάρχει εκκεντρότητα, η οποία είναι πολύ μικρή και δεν εισάγει κραδασμούς κατά την κοπή. Μια μικρή τροχαλία είναι προσαρμοσμένη στην άτρακτο και μέσω ιμάντα μεταφέρει την κίνηση από εξωτερικό Η/Κ στο τρυπάνι. Εφελκυστική δύναμη αναπτυσσόμενη από τον ιμάντα συγκρατεί την άτρακτο πάνω στις επιφάνειες διαμαντιού και μία μικρή προς τα πάνω αξονική συνιστώσα της δύναμης αυτής συνεισφέρει στην επαφή της ατράκτου πάνω στην επιφάνεια ώσης κατά την ανάσυρση του τρυπανιού, μέσω ενός δίσκου από κεραμικό υλικό που βρίσκεται στο άνω τμήμα της ατράκτου και έτσι εξασφαλίζεται η δύναμη ώσης του τρυπάνου. Ο δίσκος αυτός μπορεί να βρίσκεται επίσης σε επαφή με αισθητήρα φορτίου, ο οποίος μετρά το φορτίο ώσης του τρυπάνου και μέσω της τιμής αυτής εξάγονται ενδείξεις για την έκταση της φθοράς του τρυπάνου, βλ. Σχ. 14. Σχήμα 14: Σύστημα κίνησης ατράκτου/τρυπάνου στη μικροδιάτρηση 15
16 Η μικροδιάτρηση πρέπει να εκτελείται ακολουθώντας έναν κύκλο ραμφισμάτων (peck-cycle), κατά τον οποίο το τρύπανο αποσύρεται και επανεισάγεται επανειλημμένα στην οπή που πρόκειται να διανοιχθεί. Η διαδικασία αυτή είναι απαραίτητη για την απομάκρυνση των αποβλίττων από το εσωτερικό της οπής. Η χρήση λευπτόρρευστου κοπτικού υγρού συνιστάται επίσης για υποβοήθηση της διαδικασίας απομάκρυνσης των αποβλίττων. Σχήμα 15: Περιγραφή ενός τυπικού κύκλου μικροδιάτρησης Η παροχή του υγρού κοπής πρέπει να είναι συνεχής, για να μη λιμνάζει, δεδομένου ότι στην περίπτωση αυτή τα απόβλιττα επανεισέρχονται στην οπή κατά μήκος του τρυπάνου, βλ. Σχ. 16. Το αποτέλεσμα από τη μη χρήση υγρού κοπής φαίνεται στο Σχ. 17. Η οπή έχει πολλά μεγάλα απόβλιττα μέσου μεγέθους της τάξης των 5μm και κάτω από τέτοιες συνθήκες η δύναμη ώσης του τρυπάνου είναι σαφώς μεγαλύτερη από εκείνη που αναπτύσσεται όταν τα απόβλιττα έχουν απομακρυνθεί από την οπή. Δηλαδή, στην περίπτωση αυτή η οπή γεμίζει με γρέζια και η αξονική δύναμη που ασκείται στο τρύπανο είναι 2-3πλάσια εκείνης που δέχεται με χρήση υγρού κοπής. Στα πολύ μαλακά υλικά, πλήρης απομάκρυνση του τρυπάνου από την οπή σε κάθε κύκλο μπορεί να προκαλέσει ελαφρά κωνικότητα στην είσοδο της οπής. Τούτο μπορεί να αποφευχθεί με μη πλήρη απομάκρυνση του τρυπάνου. Παρόλο που στα πιο μαλακά υλικά, η απομάκρυνση των αποβλίττων δεν αποτελεί πολύ σοβαρό πρόβλημα, επειδή οι δυνάμεις κοπής για τα υλικά αυτά είναι μικρότερη από ό,τι στα σκληρά υλικά, τα γρέζια όμως που παραμένουν μέσα στην οπή μπορεί να προκαλέσουν απόκλιση ( πέξιμο ) του τρυπάνου από την αξονική διαδρομή του, με αποτέλεσμα η αποδιδόμενη οπή να παρουσιάζει εκκεντρότητα ως προς τον άξονα του τρυπάνου. Οι συνιστώμενες τιμές ταχύτητας κοπής και πρόωσης εξαρτώνται από το υλικό του κατεργαζόμενου τεμαχίου. Η μικροδιάτρηση δεν είναι γενικά κατεργασία υψηλής ταχύτητας, διότι η διαμονή του τρυπάνου στη βάση της οπής μπορεί να προκαλέσει σκλήρυνση (κράτυνση) του κατεργαζόμενου υλικού που θα οδηγήσει σε αύξηση των δυνάμεων διάτρησης. Για τα περισσότερα μέταλλα, εφαρμόζονται τυπικές στροφές ατράκτου μεταξύ rpm, ενώ οι προώσεις είναι της τάξης του 1μm/rev. Ιδιαίτερη προσοχή πρέπει να δίνεται στη διάτρηση πλαστικών, για την 16


17 αποφυγή τήξης του υλικού που μπορεί να οδηγήσει σε πρόσφυση του πλαστικού στο τρύπανο και συνακόλουθη θραύση του ή απόδοση τοιχώματος οπής υψηλής τραχύτητας. (α) (β) Σχήμα 16: Μη διαμπερής (τυφλή) μικρο-οπή σε Al 6061-T6, διαμέτρου 200 μm και βάθους 200 μm. Συνθήκες κοπής: Στροφές ατράκτου = 4000 rpm, πρόωση = 0.05 μm/rev (α) Με χρήση λιμνάζοντος υγρού κοπής (β) Με ρεύμα αέρα για την απομάκρυνση αποβλίττων. 17

18 Σχήμα 17: Μη διαμπερής (τυφλή) μικρο-οπή σε Al 6061-T6, διαμέτρου 200 μm και βάθους 200 μm. Συνθήκες κοπής: Στροφές ατράκτου = 4000 rpm, πρόωση = 0.05 μm/rev Δεν χρησιμοποιείται αέρας ή υγρό κοπής. Τα γρέζια δεν απομακρύνονται αλλά παραμένουν και υφίστανται λείανση σε λεπτή σκόνη που συντελεί στη σημαντική αύξηση της αξονικής δύναμης ώσης. Η μικροδιάτρηση μπορεί να εφαρμοσθεί ως δευτερογενής κατεργασία σε αντικείμενα που έχουν υποστεί κατεργασία με λιθογραφία ή επιμετάλλωση. Στο Σχ. 18 φαίνεται εγκάρσια τομή χάλκινου μικρο-οδοντοτροχού που έχει κατασκευασθεί με λιθογραφική μέθοδο. Η μέση τραχύτητα των τοιχωμάτων της πλήμνης είναι 0.4μm. Μια μικρο-οπή στο ίδιο υλικό έδωσε τραχύτητα 0.15 μm σε μεγάλο μήκος του τοιχώματος της. Μικροδιάτρηση μπορεί να χρησιμοποιηθεί επίσης για την ενίσχυση της λιθογραφίας σε μεγαλύτερου μεγέθους τεμάχια (της τάξης του mm ή/και μεγαλύτερες). Συχνά προκύπτει θέμα παραλληλίας μικρο-οπών μεγάλου βάθους. Για να προσδιοριστεί η παραλληλία των μικρο-οπών, εισάγονται σ αυτές ίνες γυαλιού με πολύ αργή διαδικασία, οπότε καθίσταται δυνατή η διαπίστωση αφενός της ολίσθησης του τρυπάνου πάνω στην κατεργασμένη επιφάνεια και αφετέρου της συγκεντρικότητας του άξονα της οπής με τον άξονα περιστροφής του τρυπάνου. Για παράδειγμα, σε οπές με λόγο μήκος/διάμετρο 8, που διανοίχτηκαν με ταχύτητα περιστροφής τρυπάνου 4000rpm, μετρήθηκε απόκλιση ευθυγράμμισης των αντίστοιχων ινών γυαλιού 0.08 ο (1.5mrad), η οποία αντιστοιχούσε σε κλίση (λοξότητα) της ίνας λόγω μεγαλύτερης απόδοσης διαμέτρου στην οπή από την επιδιωκόμενη τιμή των 0.5μm. Ορισμένοι περιορισμοί στην εκτέλεση της μικροδιάτρησης που απορρέουν από τη γεωμετρία του τρυπάνου είναι οι ακόλουθοι: Λόγω της διαμόρφωσης της κορυφής τρυπάνου, δεν είναι εφικτή η διάνοιξη οπής επίπεδου πυθμένα. Για τη διάνοιξη (τυφλής) οπής επίπεδου πυθμένα χρησιμοποιείται εργαλείο μικροφρεζαρίσματος (κοντύλι) αντί τρυπάνου. Το μειονέκτημα στην περίπτωση αυτή είναι ότι τα μικροτρύπανα έχουν τυπικό λόγο μήκος/διάμετρο L/D = 4 14, ενώ τα αντίστοιχα εργαλεία μικροφρεζαρίσματος έχουν αντίστοιχο λόγο μόνο Κατά τη διάνοιξη κυλινδρικών οπών σε συμπαγές υλικό (π.χ. μικροκαλούπι), πρέπει να υπάρχει κάτω από το κατεργαζόμενο τεμάχιο μια πλάκα βάσης σχετικά μεγάλου πάχους, εκτός και αν 18
, η κορυφή του τρυπάνου πρέπει να προχωρήσει πέρα")
19 αρχικό το δομικό υπόστρωμα του υλικού είναι σε θέση να παίξει το ρόλο της πλάκας βάσης. Για βάθη οπής της τάξης των 100 μm, απαιτείται η χρήση πλάκας βάσης ικανού πάχους, Για την πλήρη διάνοιξη οπής (διαμπερής οπή), η κορυφή του τρυπάνου πρέπει να προχωρήσει πέρα από το βάθος της οπής διαδρομή ίση με το 30% της διαμέτρου του τρυπάνου περίπου. Σχήμα 18 19
20 4. Μικροφρεζάρισμα ΕΙΣΑΓΩΓΗ Μεταξύ των συμβατικών κατεργασιών κοπής η πιο ευέλικτη κατεργασία κοπής είναι ίσως το φρεζάρισμα. Το ίδιο φαίνεται λογικό να συμβαίνει και σε μικροκλίμακα με το μικροφρεζάρισμα (micromilling). Το περιφερικό φρεζάρισμα άκρου (end-milling) και το φρεζάρισμα εγκοπών (slot-milling) χαρακτηρίζονται από τις πιο έντονες συνθήκες κοπής σε σύγκριση με τις υπόλοιπες μικροκατεργασίες. Η γεωμετρία ενός κοπτικού εργαλείου αδάμαντα, ακόμη και αν το πλάτος του είναι μικρό, αποδίδει μια σχετικά ισχυρή κατασκευή, στην οποία στο ακρότατο σημείο της κοπτικής ακμής επικρατούν κατ εξοχήν συνθήκες θλιπτικής φόρτισης, ενώ οι συνθήκες καταπόνησης μακριά από την κόψη μετατρέπονται σε καμπτικές με τη ροπή αντίστασης της διατομής να αυξάνεται ταχύτατα όσο αυξάνεται το βάθος διείσδυσης της κόψης. Κατά τη μικροδιάτρηση (microdrilling), όταν εκτελείται σε εργαλειομηχανή λίαν υψηλής ακριβείας, το μικροτρύπανο συμπεριφέρεται ως κεντρικά φορτιζόμενος στύλος. Ανάλογα με τον λόγο μήκος/διάμετρο του τρυπάνου η κρίσιμη αντοχή του σε λυγισμό μπορεί να είναι υπερεπαρκής για την εκτέλεση της κατεργασίας. Στη πράξη, όμως, τα χρησιμοποιούμενα μικροτρύπανα αστοχούν συνήθως λόγω κυκλικής στρεπτικής κόπωσης. Κατά το μικροφρεζάρισμα, όμως, το κοπτικό εργαλείο συμπεριφέρεται ως πρόβολος δοκός, που αντιστοιχεί σε κατάσταση με τη δυσχερέστερη δομή μεταξύ των τριών τύπων κοπτικών εργαλείων που χρησιμοποιούνται σε κατεργασίες μικροκοπής ΕΡΓΑΛΕΙΑ ΜΙΚΡΟΦΡΕΖΑΡΙΣΜΑΤΟΣ Η ανάπτυξη του μικροφρεζαρίσματος άρχισε με απομίμηση ενός περιφερικού κοπτήρα-άκρου (κ. κοντύλι) τεσσάρων πτερυγίων (four-fluted peripheral end milling tool), βλ. Σχ. 19. Οι μικροκοπτήρες κατασκευάζονται με τη μέθοδο της εστιασμένης δέσμης ιόντων (focused ion beam process - FIB), η οποία χρησιμοποιείται ευρύτατα στην τεχνολογία ημιαγωγών σε διάφορους τομείς (mask repair, junction and metallization layer sectioning). Η βασική λειτουργία της μεθόδου στηρίζεται στο γεγονός ότι η δέσμη ιόντων μπορεί να αφαιρεί υλικό σε ατομική κλίμακα. Η μέθοδος FIB χρησιμοποιεί μια πολύ αιχμηρή βελόνα βολφραμίου, με ακτίνα κορυφής στην κλίμακα υποπολλαπλάσιου του μm (υπομικροσκοπική κλίμακα - submicrometer range), και εμβαπτισμένη σε μεταλλικό γάλλιο. Η κορυφή υποβάλλεται σε διαφορά δυναμικού 6kV (extraction voltage), η οποία προκαλεί ιονισμό του γαλλίου. Τα παραγόμενα ιόντα γαλλίου επιταχύνονται έως ότου αποκτήσουν ενέργεια 20keV, εστιάζονται σε ένα υπομικροσκοπικό στίγμα (spot) και οδηγούνται πάνω στο τεμάχιο μέσω ενός ελεγχόμενου από Η/Υ οκταπολικού ηλεκτροστατικού πεδίου. Η κινητική ενέργεια των ιόντων γαλλίου προκαλεί την αποβολή ατόμων από το τεμάχιο με μια διαδικασία sputtering. Μολονότι το αποτέλεσμα της διεργασίας εξαρτάται από πολλούς παράγοντες, γενικά αντιστοιχούν 3-5 άτομα του τεμαχίου σε κάθε προσπίπτον ιόν. Η ηλεκτρονικά ελεγχόμενη οδήγηση των ιόντων επιτρέπει την κατασκευή μεγάλης ποικιλίας σχημάτων, μεταβάλλοντας απλά την έκταση του ράστερ (raster extent, οριζόντιες αδιαμόρφωτες γραμμές της οθόνης), την ταχύτητα του ράστερ και τον χρόνο παραμονής (dwell time) της δέσμης ιόντων. Το μεγαλύτερο μειονέκτημα της κατεργασίας αυτής είναι ότι η δέσμη ιόντων ακολουθεί κατανομή Gauss, γεγονός που σημαίνει ότι απομακρύνεται περισσότερο υλικό στην περιοχή του άξονα της δέσμης και λιγότερο στην περιφέρεια της δέσμης. Σε μερικές εφαρμογές, όμως, αυτή η κατανομή μπορεί να γίνει πλεονέκτημα λόγω αναλογικής κατανομής της αποβολής υλικού. 20

21 Σχήμα 19: Ο πρώτος μικροκοπτήρας 4-πτερυγίων που κατασκευάστηκε με τη μέθοδο FIB Το εργαλείο FIB έχει εστιακό στίγμα μεγέθους 0.4μm, με συνολικό ρεύμα 2nA και αποδίδει πυκνότητα ρεύματος ~1.6A/cm 2. Με δεδομένη ενέργεια ιόντος, αυτή η τιμή προκαλεί μια πολύ υψηλή προσπίπτουσα ενέργεια στην επιφάνεια του κατεργαζόμενου τεμαχίου. Η τυπική τιμή του ρυθμού αποβολής υλικού είναι της τάξης του 0.5μm 3 /s και επιτρέπει ολοκλήρωση κατασκευής των πλείστων εργαλείων και διατάξεων μέσα σε λίγες ώρες. Η οριακή εγκάρσια ανάλυση (ευκρίνεια) της δέσμης ιόντων είναι 50nm, αλλά για τη κατεργασία που παρουσιάζεται εδώ η ανάλυση ήταν της τάξης των 200nm. Το εργαλείο μικροφρεζαρίσματος ξεκινά ως κυλινδρικό τεμάχιο από σκληρό υλικό (π.χ. εργαλειοχάλυβας, καρβίδιο του βολφραμίου). Το αρχικό τεμάχιο μπορεί να έχει οποιαδήποτε διάμετρο. Στη συνέχεια θα περιγραφεί η κατασκευή μικροκοπτήρα διαμέτρου 22μm από ένα σπασμένο μικροτρύπανο με ονομαστική διάμετρο κοπτικού άκρου 25μm. Το τεμάχιο αποτελεί τμήμα του συστήματος άξονα/εργαλείου μικροδράπανου λίαν υψηλής ακριβείας που έχει υποστεί άκεντρη λείανση και lapping. Το στάδιο της κατεργασίας FIB περιλαμβάνει έναν περιστρεφόμενο δείκτη μέσω βηματικού κινητήρα, που χρησιμοποιείται για να συγκρατεί και να περιστρέφει το συνδυασμό εργαλείο/άξονα στο οριζόντιο επίπεδο. Το εργαλείο τεσσάρων πτερυγίων επιτρέπει στη δέσμη ιόντων να απομακρύνει υλικό σε μεγάλη περιοχή κοντά στην επιδιωκόμενη κοπτική ακμή. Με τη διαδικασία αυτή επιτυγχάνονται καλά στρογγυλεμένες κοπτικές ακμές, αλλά τα αποτελέσματα φρεζαρίσματος είναι σχετικά φτωχά, βλ. Σχ. 20. Για να αυξηθεί η αιχμηρότητα των κοπτικών ακμών, εφαρμόζεται μια διαφορετική διαδικασία που οδηγεί στο σχεδιασμό εργαλείου με μία θυσιαζόμενη κοπτική ακμή. Δηλαδή, σχεδόν μία από τις κοπτικές ακμές εκτελεί στην πραγματικότητα κοπή. Η δέσμη ιόντων ρεστάρεται (μέσω ηλεκτρονικού ελέγχου) μέσα σε ένα ορθογωνικό πεδίο κοντά στο ένα άκρο του τεμαχίου, βλ Σχ. 21. Με τη σάρωση (σκανάρισμα) της δέσμης αφαιρείται υλικό από το τεμάχιο και σχηματίζεται ένα κάθετο επίπεδο. Η πάνω ακμή του επιπέδου είναι καλά στρογγυλεμένη λόγω της κατανομής Gauss της δέσμης και, κατά συνέπεια, δεν μπορεί να παίξει το ρόλο κοπτικής ακμής. Το σχηματιζόμενο επίπεδο λειτουργεί ως φίλτρο αποκοπής (cut-off filter) και, όταν η δέσμη φθάνει στην κάτω ακμή του επιπέδου, οι επιπτώσεις της κατανομής Gauss έχουν ελαχιστοποιηθεί σε πολύ μεγάλο βαθμό. Τούτο έχει ως αποτέλεσμα το σχηματισμό αιχμηρής τομής μεταξύ του επιπέδου και της κάτω πλευράς του εργαλείου, η οποία εξελίσσεται σε διαμήκη κοπτική ακμή. Μετά το σχηματισμό της πρώτης κοπτικής ακμής, το εργαλείο περιστρέφεται 180 ο μέσω της βελόνας-δείκτη και κατασκευάζεται με τον ίδιο τρόπο η δεύτερη κοπτική ακμή. Συνεπώς, κατά το 21
 κατασκευασμένη με κοπτήρα 4 πτερυγίων (Ο πυθμένας είναι τραχύς, τα τοιχώματα πολύ κεκλιμένα και οι τομές τους καλά στρογγυλεμένες.")
22 μικροφρεζάρισμα, ενεργούν κατά την περιστροφή του κοπτήρα δύο αντιδιαμετρικές κοπτικές ακμές. Τα αντίστοιχα κοπτικά εργαλεία χρησιμοποιούνται ευρέως σε πολλές κατεργασίες μικροφρεζαρίσματος. Σχήμα 20: Εκσκαφή (ποκέτα) κατασκευασμένη με κοπτήρα 4 πτερυγίων (Ο πυθμένας είναι τραχύς, τα τοιχώματα πολύ κεκλιμένα και οι τομές τους καλά στρογγυλεμένες. Ταχύτητα περιστροφής ΚΕ: 15000rpm) Σχήμα 21: Εναλλακτική χρήση της μεθόδου FIB 22
] δεν έχει καμιά ελευθερία πίσω από την κοπτική ακμή, με αποτέλεσμα να αναπτύσσεται τριβή μεταξύ της περιμέτρου του εργαλείου και του κατεργαζόμενου τεμαχίου.")
23 Στο Σχ. 22 παρουσιάζονται δύο διαφορετικοί μικροκοπτήρες 2- πτερυγίων. Το πρώτο εργαλείο [Σχ. 22(α)] δεν έχει καμιά ελευθερία πίσω από την κοπτική ακμή, με αποτέλεσμα να αναπτύσσεται τριβή μεταξύ της περιμέτρου του εργαλείου και του κατεργαζόμενου τεμαχίου. Τούτο προσθέτει επιπλέον κοπτικά φορτία στο εργαλείο, αλλά ταυτόχρονα συνεισφέρει στην στίλβωση τοιχώματος και πυθμένα αποδίδοντας λεία τοιχώματα. Το δεύτερο εργαλείο [Σχ. 22(β)] έχει κόψη με γωνία ελευθερίας, αλλά δομικά είναι ασθενέστερο από το πρώτο. Δεν έχει καταστεί δυνατό να ληφθούν αποτελέσματα κατεργασίας με το εργαλείο αυτό διότι αστοχούσε σε πολύ πρώιμο στάδιο. (α) (β) Σχήμα 22: Δύο διαφορετικά είδη μικροκοπτήρων με 2 πτερύγια (α) Διάμετρος κοπτήρα: 22μm, μήκος κόψης: 77μm, μηδενική ελευθερία κόψης (β) Κοπτήρας τετραγωνικής διατομής, δύο ακμές συμμετέχουν στην κοπή, δύο πλευρές είναι κεκλιμένες ώστε να σχηματίζουν με τις γειτονικές τους πλευρές (σε κάθε κόψη) γωνία ελευθερίας. Πρόκειται για εργαλείο πολύ ασθενές έναντι στρεπτικής καταπόνησης ΤΥΠΙΚΑ ΠΑΡΑΔΕΙΓΜΑΤΑ ΜΙΚΡΟΦΡΕΖΑΡΙΣΜΑΤΟΣ Παράδειγμα 1: Μικροφρεζάρισμα σε PMMA. Οι κατασκευές που προέκυψαν είναι αντιπροσωπευτικές αυτών που συναντώνται σε καλούπια και/ή εκμαγεία (μάσκες) μικρομηχανικών εφαρμογών. Κατασκευάστηκαν με μικροφρεζάρισμα τρεις εκθετικές σπείρες συνδεόμενες με ευθύγραμμη αύλακα σε ειδική, λίαν υψηλής ακριβείας εργαλειομηχανή μικροφρεζαρίσματος/μικροδιάτρησης (Σχ. 23). Η διάμετρος του προτύπου ήταν ~1.5mm και το βάθος της αύλακας 62μm. Το επιδιωκόμενο βάθος ήταν 60μm και το εργαλείο τοποθετήθηκε στο άθικτο τεμάχιο χειροκίνητα με τη βοήθεια video-μικροσκοπίου. Η ταχύτητα περιστροφής του εργαλείου ήταν 19000rpm και η ταχύτητα πρόωσης 35μm/s. Η κατεργασία ολοκληρώθηκε σε 15 πάσσα, το καθένα με βάθος κοπής 4μm. Ο συνολικός χρόνος κοπής για την ολοκλήρωση της κατασκευής ανήλθε σε 3h, ενώ ο συνολικά αφαιρεθείς όγκος υλικού ΡΜΜΑ ήταν μm 3. Το εργαλείο είναι σε θέσει να αποδώσει πολύπλοκες λεπτομέρειες σε μια περιοχή όπου κατασκευάζονται διαβαθμίσεις στο πλευρικό τοίχωμα, βλ. Σχ. 24. Λόγω των πολλών πάσσων (αντί του ενός με βάθος κοπής 62μm), οι δυνάμεις κοπής ελαχιστοποιήθηκαν και κατέστη δυνατή η κατασκευή λεπτών τοιχωμάτων, βλ. Σχ. 25. Το ελεύθερο πλάτος του λεπτού τοιχώματος ανήλθε σε 8μm. Λεπτά τοιχώματα πλάτους 4μm και ύψους 10μm έχουν κατασκευαστεί με μικροφρεζάρισμα και σε άλλες μικροκατασκευές. Στην παρούσα εφαρμογή, οι διαστάσεις δεν κατέβηκαν κάτω από 22μm, λόγω της ανάγκης εκτέλεσης άλλης κατεργασίας στην περιοχή διαστάσεων των 125μm. 23

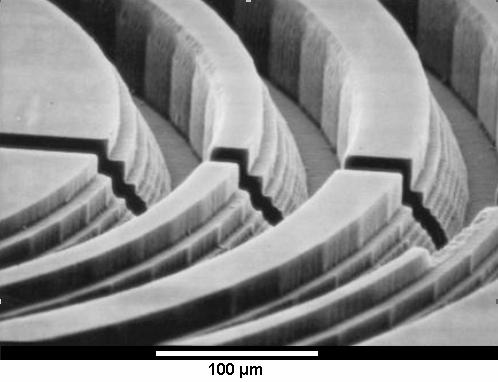
24 Σχήμα 23 Σχήμα 24 24

25 Σχήμα 25 Παράδειγμα 2: Κατασκευή μάσκας με μικροφρεζάρισμα. Οι μάσκες που κατασκευάζονται με μικροφρεζάρισμα έχουν τα ίδια γενικά χαρακτηριστικά με τις μάσκες που κατασκευάζονται με λιθογραφικές μεθόδους, τα υλικά και οι διαστάσεις τους όμως διαφοροποιούνται για να επιτρέπουν την εκτέλεση μηχανικής μικροκοπής. Κατά το μιικροφρεζάρισμα, χρησιμοποιούνται είτε κοινοί μικροκοπτήρες διαμέτρου 50μm, είτε ειδικοί μικροκοπτήρες με διάμετρο 50μm. Η κατεργασία αναπτύσσει ειδικά χαρακτηριστικά (tench-like features) για κάθε πολύπλοκη γεωμετρία που είναι συμβατή με το φρεζάρισμα και μπορεί να αλλάζει κατά το βάθος κατεργασίας. Το βάθος των χαρακτηριστικών εξαρτάται από τη διάμετρο του κοπτήρα και το επιθυμητό αποτέλεσμα. Οι ακραίες διαστάσεις χαρακτηριστικών που έχουν επιτευχθεί με μικροφρεζάρισμα είναι βάθος 63μm και πλευρικό πλάτος 8μm με διάμετρο κοπτήρα 22μm. Επειδή το πάχος του στρώματος απορρόφησης στις περισσότερες μάσκες ακτίνων-χ είναι της τάξης των 10μm, είναι προφανές ότι το μικροφρεζάρισμα μπορεί να αποτελέσει άμεση και ταχεία μέθοδος κατασκευής για τις μάσκες αυτές. Μία μάσκα που μπορεί να δεχθεί άμεσα μικροφρεζάρισμα πρέπει να διαθέτει ένα υπόστρωμα ικανού πάχους (transmission membrane), δεδομένου ότι η επιπεδότητα του υποστρώματος σε συνδυασμό με μεταβολές κατά το πάχος αποκλείει τη χρήση λεπτών μεμβρανών, όπως συμβαίνει στην περίπτωση των συμβατικών μασκών. Μεμβράνες Ti, Si, κλπ. έχουν συνήθως πάχος λίγων μm και κατασκευάζονται με χημική εγχάραξη της οπίσθιας πλευράς του αρχικού, μεγαλύτερου πάχους υποστρώματος. Μολονότι έχει κατασκευαστεί με μικροφρεζάρισμα μεμβράνη μάσκας Al πάχους μόλις 6μm, απαιτείται πολύ μεγάλη προσοχή και σημαντικός χρόνος για τον έλεγχο επιπεδότητας και βάθους. Το δε κατεργαζόμενο με μικροφρεζάρισμα υπόστρωμα μάσκας πρέπει να είναι ικανού πάχους και υψηλής αντοχής, για να είναι σε θέση να δέχεται αποτελεσματικά τις δυνάμεις κοπής και τις μεταβολές του βάθους κοπής και επιπλέον πρέπει να είναι επαρκώς διαφανές έναντι των ακτίνων-χ. Συγχρόνως, το απορροφητικό στρώμα που εναποτίθεται πάνω στο υπόστρωμα πρέπει να είναι επαρκώς αδιαφανές έναντι των ακτίνων-χ, να είναι κατεργάσιμο με την ελάχιστη φθορά εργαλείου και με καλό διαστασιακό έλεγχο. Τέλος, η πρόσφησή του στο υπόστρωμα πρέπει να είναι ιδιαίτερα καλή, ώστε να μη σημειώνεται αποκόλληση (delamination) από τη δράση των δυνάμεων κοπής. Αρχικά, χρησιμοποιήθηκε το ίδιο υλικό για υπόστρωμα και απορροφητή. Επιλέχθηκε το Al και από δοκιμές εφαρμόσθηκε πάχος 6μm για το υπόστρωμα και 40μm για τον απορροφητή, που πέτυχαν ικανοποιητικό contrast κατά την έκθεση στην ακτινοβολία, βλ. Σχ
 Μία χαρακτηριστική")




26 (α) (β) (γ) Σχήμα 26: (δ) Μία χαρακτηριστική ιδιότητα αυτής της μεθόδου κατασκευής μάσκας είναι ότι το μεταβαλλόμενο πάχος του απορροφητή οδηγεί σε αντίστοιχες διατάξεις έκθεσης με συνεχώς μεταβαλλόμενο πάχος, βλ. Σχ. 27. Σχήμα 27 26
ΤΟ ΦΥΣΙΚΟ ΕΠΙΠΕ Ο ΤΗΣ ΜΙΚΡΟΚΟΠΗΣ
 ΜΙΚΡΟΚΟΠΗ ΓΕΝΙΚΑ Στη µικροκοπή το βάθος κοπής είναι µικρότερο από 10 µm και η αναµενόµενη τραχύτητα είναι της τάξης µερικών nm, µε αποτέλεσµα η επίδραση κλίµακας ( sze effect ) στις αναπτσσόµενες δνάµεις
ΜΙΚΡΟΚΟΠΗ ΓΕΝΙΚΑ Στη µικροκοπή το βάθος κοπής είναι µικρότερο από 10 µm και η αναµενόµενη τραχύτητα είναι της τάξης µερικών nm, µε αποτέλεσµα η επίδραση κλίµακας ( sze effect ) στις αναπτσσόµενες δνάµεις
ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ
 1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
1. Τεχνολογικά χαρακτηριστικά ΚΑΤΕΡΓΑΣΙΕΣ ΑΠΟΒΟΛΗΣ ΥΛΙΚΟΥ Βασικοί συντελεστές της κοπής (Σχ. 1) Κατεργαζόμενο τεμάχιο (ΤΕ) Κοπτικό εργαλείο (ΚΕ) Απόβλιττο (το αφαιρούμενο υλικό) Το ΚΕ κινείται σε σχέση
ΕΠΙΔΡΑΣΗ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΜΙΚΡΟ-ΦΡΑΙΖΑΡΙΣΜΑ Al 7075-T6
 ΕΠΙΔΡΑΣΗ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΜΙΚΡΟ-ΦΡΑΙΖΑΡΙΣΜΑ Al 7075-T6 1 2 Μικρο-φραιζάρισμα Τραχύτητα Τοπομορφία επιφάνειας Εξοπλισμός πειραμάτων Σχεδιασμός πειραμάτων Αποτελέσματα Συμπεράσματα Δομή παρουσίασης
ΕΠΙΔΡΑΣΗ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΜΙΚΡΟ-ΦΡΑΙΖΑΡΙΣΜΑ Al 7075-T6 1 2 Μικρο-φραιζάρισμα Τραχύτητα Τοπομορφία επιφάνειας Εξοπλισμός πειραμάτων Σχεδιασμός πειραμάτων Αποτελέσματα Συμπεράσματα Δομή παρουσίασης
ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ
 19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
19 Γ ΚΑΤΕΡΓΑΣΙΕΣ ΜΕ ΑΦΑΙΡΕΣΗ ΥΛΙΚΟΥ 1. ΕΙΣΑΓΩΓΗ Οι βασικότερες κατεργασίες με αφαίρεση υλικού και οι εργαλειομηχανές στις οποίες γίνονται οι αντίστοιχες κατεργασίες, είναι : Κατεργασία Τόρνευση Φραιζάρισμα
Μηχανουργικές Κατεργασίες. Τόρνευση. Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός
 Μηχανουργικές Κατεργασίες Τόρνευση Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός ΓΕΝΙΚΑ Με τη τόρνευση κατεργάζονται κομμάτια συμμετρικά εκ περιστροφής με κατά κανόνα κυκλική
Μηχανουργικές Κατεργασίες Τόρνευση Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός ΓΕΝΙΚΑ Με τη τόρνευση κατεργάζονται κομμάτια συμμετρικά εκ περιστροφής με κατά κανόνα κυκλική
ΣΧΕΔΙΑΣΗ ΑΤΡΑΚΤΩΝ. Λειτουργικές Παράμετροι
 Άτρακτος: περιστρεφόμενο στοιχείο κυκλικής (συνήθως) διατομής (πλήρους ή σωληνωτής) που χρησιμοποιείται για να μεταφέρει ισχύ ή κίνηση Άξονας: μη περιστρεφόμενο στοιχείο που δεν μεταφέρει ροπή και χρησιμοποιείται
Άτρακτος: περιστρεφόμενο στοιχείο κυκλικής (συνήθως) διατομής (πλήρους ή σωληνωτής) που χρησιμοποιείται για να μεταφέρει ισχύ ή κίνηση Άξονας: μη περιστρεφόμενο στοιχείο που δεν μεταφέρει ροπή και χρησιμοποιείται
Μικρο Νανοκατεργασίες. Δρ. Μηχ. Άγγελος Μαρκόπουλος
 Μικρο Νανοκατεργασίες Δρ. Μηχ. Άγγελος Μαρκόπουλος Μηχανικές Μικροκοπές Οι μηχανικές μικροκοπές αναφέρονται στις κατεργασίες αποβολής υλικού με κοπτικά εργαλεία καθορισμένης γεωμετρίας, για την κατασκευή
Μικρο Νανοκατεργασίες Δρ. Μηχ. Άγγελος Μαρκόπουλος Μηχανικές Μικροκοπές Οι μηχανικές μικροκοπές αναφέρονται στις κατεργασίες αποβολής υλικού με κοπτικά εργαλεία καθορισμένης γεωμετρίας, για την κατασκευή
ΔΙΕΛΑΣΗ. Το εργαλείο διέλασης περιλαμβάνει : το μεταλλικό θάλαμο, τη μήτρα, το έμβολο και το συμπληρωματικό εξοπλισμό (δακτυλίους συγκράτησης κλπ.).
.") ΔΙΕΛΑΣΗ Κατά τη διέλαση (extrusion) το τεμάχιο συμπιέζεται μέσω ενός εμβόλου μέσα σε μεταλλικό θάλαμο, στο άλλο άκρο του οποίου ευρίσκεται κατάλληλα διαμορφωμένη μήτρα, και αναγκάζεται να εξέλθει από το
ΔΙΕΛΑΣΗ Κατά τη διέλαση (extrusion) το τεμάχιο συμπιέζεται μέσω ενός εμβόλου μέσα σε μεταλλικό θάλαμο, στο άλλο άκρο του οποίου ευρίσκεται κατάλληλα διαμορφωμένη μήτρα, και αναγκάζεται να εξέλθει από το
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2016
 ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2016 Κεραμικών και Πολυμερικών Υλικών Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Εισαγωγή Όπως ήδη είδαμε, η μηχανική συμπεριφορά των υλικών αντανακλά
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2016 Κεραμικών και Πολυμερικών Υλικών Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Εισαγωγή Όπως ήδη είδαμε, η μηχανική συμπεριφορά των υλικών αντανακλά
1 ΘΕΩΡΙΑ ΚΟΠΗΣ ΛΑΜΑΡΙΝΑΣ
 1 ΘΕΩΡΙΑ ΚΟΠΗΣ ΛΑΜΑΡΙΝΑΣ 1.1 Εισαγωγή Οι κυριότερες κατεργασίες για την κατασκευή προϊόντων από λαμαρίνα είναι η κοπή, η μορφοποίηση και η κοίλανση. Οι κατεργασίες αυτές γίνονται ας ψαλίδια και πρέσσες
1 ΘΕΩΡΙΑ ΚΟΠΗΣ ΛΑΜΑΡΙΝΑΣ 1.1 Εισαγωγή Οι κυριότερες κατεργασίες για την κατασκευή προϊόντων από λαμαρίνα είναι η κοπή, η μορφοποίηση και η κοίλανση. Οι κατεργασίες αυτές γίνονται ας ψαλίδια και πρέσσες
ΑΠΟΤΜΗΣΗ 1. ΠΕΡΙΓΡΑΦΗ/ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ
 ΑΠΟΤΜΗΣΗ 1. ΠΕΡΙΓΡΑΦΗ/ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ Είναι ο αποχωρισµός τµήµατος ελάσµατος κατά µήκος µιας ανοικτής ή κλειστής γραµµής µέσω κατάλληλου εργαλείου (Σχ. 1). Το εργαλείο απότµησης αποτελείται από το έµβολο
ΑΠΟΤΜΗΣΗ 1. ΠΕΡΙΓΡΑΦΗ/ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ Είναι ο αποχωρισµός τµήµατος ελάσµατος κατά µήκος µιας ανοικτής ή κλειστής γραµµής µέσω κατάλληλου εργαλείου (Σχ. 1). Το εργαλείο απότµησης αποτελείται από το έµβολο
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι
 ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ι θεωρία κοπής Ορθογωνική κοπή-γεωμετρία κοπής Associate Prof. John Kechagias Mechanical Engineer, Ph.D. Περίγραμμα 2 Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της
Προσομοίωση μετωπικού φραιζαρίσματος με πεπερασμένα στοιχεία
 1 Προσομοίωση μετωπικού φραιζαρίσματος με πεπερασμένα στοιχεία 2 Μετωπικό φραιζάρισμα: Χρησιμοποιείται κυρίως στις αρχικές φάσεις της κατεργασίας (φάση εκχόνδρισης) Μεγάλη διάμετρο Μεγάλες προώσεις μείωση
1 Προσομοίωση μετωπικού φραιζαρίσματος με πεπερασμένα στοιχεία 2 Μετωπικό φραιζάρισμα: Χρησιμοποιείται κυρίως στις αρχικές φάσεις της κατεργασίας (φάση εκχόνδρισης) Μεγάλη διάμετρο Μεγάλες προώσεις μείωση
Σκοπός της εργασίας Ποιότητα επιφάνειας και επιφανειακή τραχύτητα Είδη φραιζαρίσματος Διαδικασία πειραμάτων Αποτελέσματα Συμπεράσματα
 ΣΧΕΔΙΑΣΗ ΚΑΙ ΚΑΤΕΡΓΑΣΙΑ ΠΟΛΥΑΞΟΝΙΚΩΝ ΕΠΙΦΑΝΕΙΩΝ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΛΟΓΙΣΜΙΚΟΥ CAD/CAM NX Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Αντωνίου Μαρία Πολυτεχνείο Κρήτης Χανιά
ΣΧΕΔΙΑΣΗ ΚΑΙ ΚΑΤΕΡΓΑΣΙΑ ΠΟΛΥΑΞΟΝΙΚΩΝ ΕΠΙΦΑΝΕΙΩΝ ΜΕ ΤΗ ΧΡΗΣΗ ΤΟΥ ΛΟΓΙΣΜΙΚΟΥ CAD/CAM NX Καθ. Αριστομένης Αντωνιάδης Καθ. Νικόλαος Μπιλάλης Καθ. Γεώργιος Σταυρουλάκης Αντωνίου Μαρία Πολυτεχνείο Κρήτης Χανιά
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι ΕΡΓΑΣΤΗΡΙΟ-1 Υ: TΡΑΧΥΤΗΤΑ - ΣΚΛΗΡΟΤΗΤΑ
 1 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι ΕΡΓΑΣΤΗΡΙΟ-1 Υ: TΡΑΧΥΤΗΤΑ - ΣΚΛΗΡΟΤΗΤΑ Δηµοκρίτειο Πανεπιστήµιο Θράκης Πολυτεχνική Σχολή Τµήµα Μηχανικών Παραγωγής & Διοίκησης Τοµέας Υλικών, Διεργασιών και Μηχανολογίας Αναπλ.
1 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι ΕΡΓΑΣΤΗΡΙΟ-1 Υ: TΡΑΧΥΤΗΤΑ - ΣΚΛΗΡΟΤΗΤΑ Δηµοκρίτειο Πανεπιστήµιο Θράκης Πολυτεχνική Σχολή Τµήµα Μηχανικών Παραγωγής & Διοίκησης Τοµέας Υλικών, Διεργασιών και Μηχανολογίας Αναπλ.
1.2. Ο ΣΙΔΗΡΟΣ ΚΑΙ ΤΑ ΚΡΑΜΑΤΑ ΤΟΥ.
 1.2. Ο ΣΙΔΗΡΟΣ ΚΑΙ ΤΑ ΚΡΑΜΑΤΑ ΤΟΥ. Ο σίδηρος πολύ σπάνια χρησιμοποιείται στη χημικά καθαρή του μορφή. Συνήθως είναι αναμεμειγμένος με άλλα στοιχεία, όπως άνθρακα μαγγάνιο, νικέλιο, χρώμιο, πυρίτιο, κ.α.
1.2. Ο ΣΙΔΗΡΟΣ ΚΑΙ ΤΑ ΚΡΑΜΑΤΑ ΤΟΥ. Ο σίδηρος πολύ σπάνια χρησιμοποιείται στη χημικά καθαρή του μορφή. Συνήθως είναι αναμεμειγμένος με άλλα στοιχεία, όπως άνθρακα μαγγάνιο, νικέλιο, χρώμιο, πυρίτιο, κ.α.
Ποιότητα κατεργασμένης επιφάνειας. Αποκλίσεις 1ης, 2ης, 3ης, 4ης τάξης Τραχύτητα επιφάνειας Σκληρότητα Μικροσκληρότητα Παραμένουσες τάσεις
 Ποιότητα κατεργασμένης επιφάνειας Αποκλίσεις 1ης, 2ης, 3ης, 4ης τάξης Τραχύτητα επιφάνειας Σκληρότητα Μικροσκληρότητα Παραμένουσες τάσεις Δεκ-09 Γ.Βοσνιάκος Μηχανουργικές επιφάνειες - ΕΜΤ Άδεια Χρήσης
Ποιότητα κατεργασμένης επιφάνειας Αποκλίσεις 1ης, 2ης, 3ης, 4ης τάξης Τραχύτητα επιφάνειας Σκληρότητα Μικροσκληρότητα Παραμένουσες τάσεις Δεκ-09 Γ.Βοσνιάκος Μηχανουργικές επιφάνειες - ΕΜΤ Άδεια Χρήσης
2. ΕΦΑΡΜΟΓΗ ΤΟΥ ΠΡΟΣΟΜΟΙΩΤΙΚΟΥ ΜΟΝΤΕΛΟΥ
 2. ΕΦΑΡΜΟΓΗ ΤΟΥ ΠΡΟΣΟΜΟΙΩΤΙΚΟΥ ΜΟΝΤΕΛΟΥ 2.1 Δεδομένα εισόδου 2.1.1 Κοπτικό εργαλείο Το κοπτικό εργαλείο που χρησιμοποιήθηκε ήταν ένα δίπτερο κοπτικό εργαλείο με σφαιρική απόληξη χωρίς ελίκωση διαμέτρου
2. ΕΦΑΡΜΟΓΗ ΤΟΥ ΠΡΟΣΟΜΟΙΩΤΙΚΟΥ ΜΟΝΤΕΛΟΥ 2.1 Δεδομένα εισόδου 2.1.1 Κοπτικό εργαλείο Το κοπτικό εργαλείο που χρησιμοποιήθηκε ήταν ένα δίπτερο κοπτικό εργαλείο με σφαιρική απόληξη χωρίς ελίκωση διαμέτρου
2 ΔΥΝΑΜΕΙΣ ΓΙΑ ΤΗΝ ΚΟΠΗ ΛΑΜΑΡΙΝΑΣ
 2 ΔΥΝΑΜΕΙΣ ΓΙΑ ΤΗΝ ΚΟΠΗ ΛΑΜΑΡΙΝΑΣ 2.1 Εισαγωγή Τα περισσότερα έμβολα και μήτρες που χρησιμοποιούμε για την κοπή λαμαρίνας καταλήγουν σε επίπεδες επιφάνειες που σχηματίζουν ορθή γωνία με τις κάθετες πλευρές.
2 ΔΥΝΑΜΕΙΣ ΓΙΑ ΤΗΝ ΚΟΠΗ ΛΑΜΑΡΙΝΑΣ 2.1 Εισαγωγή Τα περισσότερα έμβολα και μήτρες που χρησιμοποιούμε για την κοπή λαμαρίνας καταλήγουν σε επίπεδες επιφάνειες που σχηματίζουν ορθή γωνία με τις κάθετες πλευρές.
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 1
 ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 1 Τόρνος / Συμβατικός και CNC Assistant Prof. John Kechagias Mechanical Engineer, Ph.D. Κατηγορίες τορναρίσματος 2 Με βάση τις κινήσεις του κοπτικού, την τοποθέτηση του ως προς
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 1 Τόρνος / Συμβατικός και CNC Assistant Prof. John Kechagias Mechanical Engineer, Ph.D. Κατηγορίες τορναρίσματος 2 Με βάση τις κινήσεις του κοπτικού, την τοποθέτηση του ως προς
Κατηγορίες και Βασικές Ιδιότητες Θερμοστοιχείων.
 Κεφάλαιο 3 Κατηγορίες και Βασικές Ιδιότητες Θερμοστοιχείων. Υπάρχουν διάφοροι τύποι μετατροπέων για τη μέτρηση θερμοκρασίας. Οι βασικότεροι από αυτούς είναι τα θερμόμετρα διαστολής, τα θερμοζεύγη, οι μετατροπείς
Κεφάλαιο 3 Κατηγορίες και Βασικές Ιδιότητες Θερμοστοιχείων. Υπάρχουν διάφοροι τύποι μετατροπέων για τη μέτρηση θερμοκρασίας. Οι βασικότεροι από αυτούς είναι τα θερμόμετρα διαστολής, τα θερμοζεύγη, οι μετατροπείς
ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ
 ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ Σκοπός Εργασίας Σκοπός της παρούσας εργασίας είναι η μελέτη της εξέλιξης της έρευνας πάνω στη λείανση μέχρι σήμερα, προτείνοντας λύσεις για χρήση μοναδικού
ΣΧΕ ΙΑΣΜΟΣ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ ΜΕΤΑΒΛΗΤΗΣ ΓΕΩΜΕΤΡΙΑΣ Σκοπός Εργασίας Σκοπός της παρούσας εργασίας είναι η μελέτη της εξέλιξης της έρευνας πάνω στη λείανση μέχρι σήμερα, προτείνοντας λύσεις για χρήση μοναδικού
ΜΗΧΑΝΙΚΕΣ ΙΔΙΟΤΗΤΕΣ ΤΩΝ ΜΕΤΑΛΛΩΝ I
 ΜΗΧΑΝΙΚΕΣ ΙΔΙΟΤΗΤΕΣ ΤΩΝ ΜΕΤΑΛΛΩΝ I 1. ΕΙΣΑΓΩΓΗ Μηχανική συμπεριφορά αντανακλά την σχέση παραμόρφωση ασκούμενο φορτίο/δύναμη Να γνωρίζουμε τα χαρακτηριστικά του υλικού - να αποφευχθεί υπερβολική παραμόρφωση,
ΜΗΧΑΝΙΚΕΣ ΙΔΙΟΤΗΤΕΣ ΤΩΝ ΜΕΤΑΛΛΩΝ I 1. ΕΙΣΑΓΩΓΗ Μηχανική συμπεριφορά αντανακλά την σχέση παραμόρφωση ασκούμενο φορτίο/δύναμη Να γνωρίζουμε τα χαρακτηριστικά του υλικού - να αποφευχθεί υπερβολική παραμόρφωση,
ΤΕΙ ΠΑΤΡΑΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΑΝΤΟΧΗΣ ΥΛΙΚΩΝ. Γεώργιος Κ. Μπαράκος Διπλ. Αεροναυπηγός Μηχανικός Καθηγητής Τ.Ε.Ι. ΚΑΜΨΗ. 1.
 ΤΕΙ ΠΑΤΡΑΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΑΝΤΟΧΗΣ ΥΛΙΚΩΝ Γεώργιος Κ. Μπαράκος Διπλ. Αεροναυπηγός Μηχανικός Καθηγητής Τ.Ε.Ι. ΚΑΜΨΗ 1. Γενικά Με τη δοκιμή κάμψης ελέγχεται η αντοχή σε κάμψη δοκών από διάφορα
ΤΕΙ ΠΑΤΡΑΣ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΙΑΣ ΕΡΓΑΣΤΗΡΙΟ ΑΝΤΟΧΗΣ ΥΛΙΚΩΝ Γεώργιος Κ. Μπαράκος Διπλ. Αεροναυπηγός Μηχανικός Καθηγητής Τ.Ε.Ι. ΚΑΜΨΗ 1. Γενικά Με τη δοκιμή κάμψης ελέγχεται η αντοχή σε κάμψη δοκών από διάφορα
Εργαστήριο Τεχνολογίας Υλικών
 Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 07 Εφελκυσμός Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεώνη Ασημακοπούλου Δρ Θεόδωρος Λούτας Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011 1 Μηχανικές
Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 07 Εφελκυσμός Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεώνη Ασημακοπούλου Δρ Θεόδωρος Λούτας Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011 1 Μηχανικές
ΜΗΧΑΝΙΣΜΟΙ ΦΘΟΡΑΣ 1.Φθορά επιφανειών φθοράς 2. Μηχανισμοί φθοράς Φθορά πρόσφυσης (adhesive wear)
") ΜΗΧΑΝΙΣΜΟΙ ΦΘΟΡΑΣ 1.Φθορά επιφανειών Οι επιφανειακές ανωμαλίες στερεών σωμάτων που έρχονται σε επαφή «καταστρέφονται», υπό την επίδραση των δυνάμεων τριβής, με διάφορους μηχανισμούς. Το είδος και το μέγεθος
ΜΗΧΑΝΙΣΜΟΙ ΦΘΟΡΑΣ 1.Φθορά επιφανειών Οι επιφανειακές ανωμαλίες στερεών σωμάτων που έρχονται σε επαφή «καταστρέφονται», υπό την επίδραση των δυνάμεων τριβής, με διάφορους μηχανισμούς. Το είδος και το μέγεθος
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ
 ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ - 2017 Β3. Κόπωση Υλικών Κώστας Γαλιώτης, καθηγητης Τμήματος Χημικών Μηχανικών galiotis@chemeng.upatras.gr Β3. Κόπωση/Μηχανική Υλικών 1 Εισαγωγή (1/2) Η κόπωση είναι μία μορφή αστοχίας
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ - 2017 Β3. Κόπωση Υλικών Κώστας Γαλιώτης, καθηγητης Τμήματος Χημικών Μηχανικών galiotis@chemeng.upatras.gr Β3. Κόπωση/Μηχανική Υλικών 1 Εισαγωγή (1/2) Η κόπωση είναι μία μορφή αστοχίας
10. Υλικά κοπτικών εργαλείων
 10. Υλικά κοπτικών εργαλείων Διακρίνονται σε έξι κατηγορίες : ανθρακούχοι χάλυβες με μικρές προσμίξεις που δεν χρησιμοποιούνται πλέον σοβαρά, ταχυχάλυβες, σκληρομέταλλα, κεραμικά, CBN και διαμάντι. Ταχυχάλυβες
10. Υλικά κοπτικών εργαλείων Διακρίνονται σε έξι κατηγορίες : ανθρακούχοι χάλυβες με μικρές προσμίξεις που δεν χρησιμοποιούνται πλέον σοβαρά, ταχυχάλυβες, σκληρομέταλλα, κεραμικά, CBN και διαμάντι. Ταχυχάλυβες
ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Κρούσης. ΕργαστηριακήΆσκηση 6 η
 ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Κρούσης ΕργαστηριακήΆσκηση 6 η Σκοπός Σκοπός του πειράµατος είναι να κατανοηθούν οι αρχές του πειράµατος κρούσης οπροσδιορισµόςτουσυντελεστήδυσθραυστότητας ενόςυλικού. Η δοκιµή, είναι
ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Κρούσης ΕργαστηριακήΆσκηση 6 η Σκοπός Σκοπός του πειράµατος είναι να κατανοηθούν οι αρχές του πειράµατος κρούσης οπροσδιορισµόςτουσυντελεστήδυσθραυστότητας ενόςυλικού. Η δοκιµή, είναι
Χαρακτηρισμός και μοντέλα τρανζίστορ λεπτών υμενίων βιομηχανικής παραγωγής: Τεχνολογία μικροκρυσταλλικού πυριτίου χαμηλής θερμοκρασίας
 Χαρακτηρισμός και μοντέλα τρανζίστορ λεπτών υμενίων βιομηχανικής παραγωγής: Τεχνολογία μικροκρυσταλλικού πυριτίου χαμηλής θερμοκρασίας Υποψήφιος Διδάκτορας: Α. Χατζόπουλος Περίληψη Οι τελευταίες εξελίξεις
Χαρακτηρισμός και μοντέλα τρανζίστορ λεπτών υμενίων βιομηχανικής παραγωγής: Τεχνολογία μικροκρυσταλλικού πυριτίου χαμηλής θερμοκρασίας Υποψήφιος Διδάκτορας: Α. Χατζόπουλος Περίληψη Οι τελευταίες εξελίξεις
Δρ. Μηχ. Μηχ. Α. Τσουκνίδας. Σχήμα 1
 Σχήμα 1 Η εντατική κατάσταση στην οποία βρίσκεται μία δοκός, που υποβάλλεται σε εγκάρσια φόρτιση, λέγεται κάμψη. Αμφιέριστη δοκός Πρόβολος Κατά την καταπόνηση σε κάμψη αναπτύσσονται καμπτικές ροπές, οι
Σχήμα 1 Η εντατική κατάσταση στην οποία βρίσκεται μία δοκός, που υποβάλλεται σε εγκάρσια φόρτιση, λέγεται κάμψη. Αμφιέριστη δοκός Πρόβολος Κατά την καταπόνηση σε κάμψη αναπτύσσονται καμπτικές ροπές, οι
ΚΕΦΑΛΑΙΟ 6.1 ΕΠΙΜΕΤΑΛΛΩΣΗ
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 98 ΚΕΦΑΛΑΙΟ 6.1 ΕΠΙΜΕΤΑΛΛΩΣΗ Με τον όρο επιμετάλλωση εννοούμε τη δημιουργία ενός στρώματος μετάλλου πάνω στο μέταλλο βάσης για την προσθήκη ορισμένων επιθυμητών ιδιοτήτων. Οι ιδιότητες
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 98 ΚΕΦΑΛΑΙΟ 6.1 ΕΠΙΜΕΤΑΛΛΩΣΗ Με τον όρο επιμετάλλωση εννοούμε τη δημιουργία ενός στρώματος μετάλλου πάνω στο μέταλλο βάσης για την προσθήκη ορισμένων επιθυμητών ιδιοτήτων. Οι ιδιότητες
ΠΕΙΡΑΜΑΤΑ ΓΙΑ ΤΟΝ ΠΡΟΣΔΙΟΡΙΣΜΟ ΤΗΣ ΕΠΙΔΡΑΣΗΣ ΔΥΝΑΜΙΚΩΝ ΦΑΙΝΟΜΕΝΩΝ ΚΑΙ ΤΟΥ ΜΗΧΑΝΙΣΜΟΥ ΤΗΣ ΚΟΠΗΣ ΣΤΗΝ ΤΟΠΟΜΟΡΦΙΑ ΤΟΥ ΤΕΜΑΧΙΟΥ
 ΠΕΙΡΑΜΑΤΑ ΓΙΑ ΤΟΝ ΠΡΟΣΔΙΟΡΙΣΜΟ ΤΗΣ ΕΠΙΔΡΑΣΗΣ ΔΥΝΑΜΙΚΩΝ ΦΑΙΝΟΜΕΝΩΝ ΚΑΙ ΤΟΥ ΜΗΧΑΝΙΣΜΟΥ ΤΗΣ ΚΟΠΗΣ ΣΤΗΝ ΤΟΠΟΜΟΡΦΙΑ ΤΟΥ ΤΕΜΑΧΙΟΥ Επίδραση του ακτινικού βάθους κοπής και της πρόωσης στην προκύπτουσα τραχύτητα
ΠΕΙΡΑΜΑΤΑ ΓΙΑ ΤΟΝ ΠΡΟΣΔΙΟΡΙΣΜΟ ΤΗΣ ΕΠΙΔΡΑΣΗΣ ΔΥΝΑΜΙΚΩΝ ΦΑΙΝΟΜΕΝΩΝ ΚΑΙ ΤΟΥ ΜΗΧΑΝΙΣΜΟΥ ΤΗΣ ΚΟΠΗΣ ΣΤΗΝ ΤΟΠΟΜΟΡΦΙΑ ΤΟΥ ΤΕΜΑΧΙΟΥ Επίδραση του ακτινικού βάθους κοπής και της πρόωσης στην προκύπτουσα τραχύτητα
Μάθημα: Πειραματική αντοχή των υλικών Πείραμα Στρέψης
 Μάθημα: Πειραματική αντοχή των υλικών Πείραμα Στρέψης Κατασκευαστικός Τομέας Τμήμα Μηχανολόγων Μηχανικών Σχολή Τεχνολογικών Εφαρμογών Τεχνολογικό Εκπαιδευτικό Ίδρυμα Σερρών Σχήμα 1 Στρέψη κυκλικής διατομής
Μάθημα: Πειραματική αντοχή των υλικών Πείραμα Στρέψης Κατασκευαστικός Τομέας Τμήμα Μηχανολόγων Μηχανικών Σχολή Τεχνολογικών Εφαρμογών Τεχνολογικό Εκπαιδευτικό Ίδρυμα Σερρών Σχήμα 1 Στρέψη κυκλικής διατομής
Πρόχειρες Σημειώσεις
 Πρόχειρες Σημειώσεις ΛΕΠΤΟΤΟΙΧΑ ΔΟΧΕΙΑ ΠΙΕΣΗΣ Τα λεπτότοιχα δοχεία πίεσης μπορεί να είναι κυλινδρικά, σφαιρικά ή κωνικά και υπόκεινται σε εσωτερική ή εξωτερική πίεση από αέριο ή υγρό. Θα ασχοληθούμε μόνο
Πρόχειρες Σημειώσεις ΛΕΠΤΟΤΟΙΧΑ ΔΟΧΕΙΑ ΠΙΕΣΗΣ Τα λεπτότοιχα δοχεία πίεσης μπορεί να είναι κυλινδρικά, σφαιρικά ή κωνικά και υπόκεινται σε εσωτερική ή εξωτερική πίεση από αέριο ή υγρό. Θα ασχοληθούμε μόνο
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 155 7.6 ΦΡΕΖΕΣ Η φρέζα όπως και ο τόρνος αποτελεί μία από τις βασικότερες εργαλειομηχανές ενός μηχανουργείου. Κατά την κοπή στην φρέζα, το κοπτικό εργαλείο αποκόπτει από το αντικείμενο
ΜΟΡΦΟΠΟΙΗΣΗ ΜΕΤΑΛΛΩΝ ΜΕ ΔΙΑΜΟΡΦΩΣΗ. Πλαστική παραμόρφωση με διατήρηση όγκου
 ΜΟΡΦΟΠΟΙΗΣΗ ΜΕΤΑΛΛΩΝ ΜΕ ΔΙΑΜΟΡΦΩΣΗ Πλαστική παραμόρφωση με διατήρηση όγκου Περιοχή ευσταθούς πλαστικής παραμόρφωσης Η πλαστική παραμορφωση πέρα από το σημείο διαρροής απαιτεί την αύξηση της επιβαλλόμενης
ΜΟΡΦΟΠΟΙΗΣΗ ΜΕΤΑΛΛΩΝ ΜΕ ΔΙΑΜΟΡΦΩΣΗ Πλαστική παραμόρφωση με διατήρηση όγκου Περιοχή ευσταθούς πλαστικής παραμόρφωσης Η πλαστική παραμορφωση πέρα από το σημείο διαρροής απαιτεί την αύξηση της επιβαλλόμενης
ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Στρέψης. ΕργαστηριακήΆσκηση 3 η
 ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Στρέψης ΕργαστηριακήΆσκηση 3 η Σκοπός Σκοπός του πειράµατος είναι ηκατανόησητωνδιαδικασιώνκατάτηκαταπόνησηστρέψης, η κατανόηση του διαγράµµατος διατµητικής τάσης παραµόρφωσης η ικανότητα
ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Στρέψης ΕργαστηριακήΆσκηση 3 η Σκοπός Σκοπός του πειράµατος είναι ηκατανόησητωνδιαδικασιώνκατάτηκαταπόνησηστρέψης, η κατανόηση του διαγράµµατος διατµητικής τάσης παραµόρφωσης η ικανότητα
Φυσικές & Μηχανικές Ιδιότητες
 Μάθημα 5 ο Ποιες είναι οι Ιδιότητες των Υλικών ; Φυσικές & Μηχανικές Ιδιότητες Κατεργαστικότητα & Αναφλεξιμότητα Εφελκυσμός Θλίψη Έλεγχοι των Υλικών Φορτίσεις -1 ιάτμηση Στρέψη Έλεγχοι των Υλικών Φορτίσεις
Μάθημα 5 ο Ποιες είναι οι Ιδιότητες των Υλικών ; Φυσικές & Μηχανικές Ιδιότητες Κατεργαστικότητα & Αναφλεξιμότητα Εφελκυσμός Θλίψη Έλεγχοι των Υλικών Φορτίσεις -1 ιάτμηση Στρέψη Έλεγχοι των Υλικών Φορτίσεις
Φρεζάρισμα. Με το φρεζάρισμα μπορούμε να κατεργαστούμε επίπεδες ή καμπύλες επιφάνειες, εσοχές, αυλάκια ακόμα και οδοντωτούς τροχούς.
 ΦΡΕΖΕΣ ΦΡΕΖΕΣ Είναι εργαλειομηχανές αφαίρεσης υλικού από διάφορες εργασίες με μηχανική κοπή. Η κατεργασία διαμόρφωσης των μεταλλικών υλικών στη φρέζα, ονομάζεται φρεζάρισμα. Φρεζάρισμα Με το φρεζάρισμα
ΦΡΕΖΕΣ ΦΡΕΖΕΣ Είναι εργαλειομηχανές αφαίρεσης υλικού από διάφορες εργασίες με μηχανική κοπή. Η κατεργασία διαμόρφωσης των μεταλλικών υλικών στη φρέζα, ονομάζεται φρεζάρισμα. Φρεζάρισμα Με το φρεζάρισμα
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ
 ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΟΔΟΝΤΙΑΤΡΙΚΗ ΑΚΤΙΝΟΓΡΑΦΙΑ
 ΟΔΟΝΤΙΑΤΡΙΚΗ ΑΚΤΙΝΟΓΡΑΦΙΑ Ευάγγελος Παντελής Επ. Καθ. Ιατρικής Φυσικής Εργαστήριο Ιατρικής Φυσικής Ιατρική Σχολή Αθηνών http://eclass.uoa.gr/courses/med808 ΙΑΤΡΙΚΗ ΦΥΣΙΚΗ Διαγνωστικές και θεραπευτικές
ΟΔΟΝΤΙΑΤΡΙΚΗ ΑΚΤΙΝΟΓΡΑΦΙΑ Ευάγγελος Παντελής Επ. Καθ. Ιατρικής Φυσικής Εργαστήριο Ιατρικής Φυσικής Ιατρική Σχολή Αθηνών http://eclass.uoa.gr/courses/med808 ΙΑΤΡΙΚΗ ΦΥΣΙΚΗ Διαγνωστικές και θεραπευτικές
papost/
 Δρ. Παντελής Σ. Αποστολόπουλος Επίκουρος Καθηγητής http://users.uoa.gr/ papost/ papost@phys.uoa.gr ΤΕΙ Ιονίων Νήσων, Τμήμα Τεχνολόγων Περιβάλλοντος ΧΕΙΜΕΡΙΝΟ ΕΞΑΜΗΝΟ ΑΚΑΔΗΜΑΪΚΟΥ ΕΤΟΥΣ 2016-2017 Οπως είδαμε
Δρ. Παντελής Σ. Αποστολόπουλος Επίκουρος Καθηγητής http://users.uoa.gr/ papost/ papost@phys.uoa.gr ΤΕΙ Ιονίων Νήσων, Τμήμα Τεχνολόγων Περιβάλλοντος ΧΕΙΜΕΡΙΝΟ ΕΞΑΜΗΝΟ ΑΚΑΔΗΜΑΪΚΟΥ ΕΤΟΥΣ 2016-2017 Οπως είδαμε
ΜΕΤΑΛΛΙΚΑ ΥΛΙΚΑ Ο ρ ι σ µ ο ί. Μέταλλα. Κράµατα. Χάλυβας. Ανοξείδωτος χάλυβας. Χάλυβες κατασκευών. Χάλυβας σκυροδέµατος. Χυτοσίδηρος. Ορείχαλκος.
 47 ΜΕΤΑΛΛΙΚΑ ΥΛΙΚΑ Ο ρ ι σ µ ο ί. Μέταλλα. Χηµικές ενώσεις χαρακτηριστικό των οποίων είναι ο µεταλλικός δεσµός. Είναι καλοί αγωγοί της θερµότητας και του ηλεκτρισµού και όταν στιλβωθούν αντανακλούν το
47 ΜΕΤΑΛΛΙΚΑ ΥΛΙΚΑ Ο ρ ι σ µ ο ί. Μέταλλα. Χηµικές ενώσεις χαρακτηριστικό των οποίων είναι ο µεταλλικός δεσµός. Είναι καλοί αγωγοί της θερµότητας και του ηλεκτρισµού και όταν στιλβωθούν αντανακλούν το
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ
 ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΑΠΟΚΟΠΗ ΔΙΑΤΡΗΣΗ ΚΑΜΨΗ Οι μηχανουργικές κατεργασίες έχουν στόχο την μορφοποίηση των υλικών (σχήμα, ιδιότητες) ώστε αυτά να είναι πιο εύχρηστα και αποτελεσματικά. Η μορφοποίηση μπορεί να γίνει: με αφαίρεση
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ 1
 ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ειδική αντίσταση κοπής Assistnt Pro. John Kehgis Mehnil Engineer, Ph.D. Περίγραμμα Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της ορθογωνικής κοπής. Εισαγωγή - Κατεργασίες
ΜΗΧΑΝΟΥΡΓΙΚΗ ΤΕΧΝΟΛΟΓΙΑ Ειδική αντίσταση κοπής Assistnt Pro. John Kehgis Mehnil Engineer, Ph.D. Περίγραμμα Στο κεφάλαιο αυτό γίνεται εκτενής αναφορά στο μηχανισμό της ορθογωνικής κοπής. Εισαγωγή - Κατεργασίες
Μάθημα: Πειραματική Αντοχή Υλικών Πείραμα εφελκυσμού
 Μάθημα: Πειραματική Αντοχή Υλικών Πείραμα εφελκυσμού Κατασκευαστικός Τομέας Τμήμα Μηχανολόγων Μηχανικών Σχολή Τεχνολογικών Εφαρμογών Τεχνολογικό Εκπαιδευτικό Ίδρυμα Σερρών Περιεχόμενα Σχήμα 1 οκίμια εφελκυσμού
Μάθημα: Πειραματική Αντοχή Υλικών Πείραμα εφελκυσμού Κατασκευαστικός Τομέας Τμήμα Μηχανολόγων Μηχανικών Σχολή Τεχνολογικών Εφαρμογών Τεχνολογικό Εκπαιδευτικό Ίδρυμα Σερρών Περιεχόμενα Σχήμα 1 οκίμια εφελκυσμού
Μάθημα: Πειραματική Αντοχή των Υλικών Πείραμα Κάμψης
 Μάθημα: Πειραματική Αντοχή των Υλικών Πείραμα Κάμψης Κατασκευαστικός Τομέας Τμήμα Μηχανολόγων Μηχανικών Σχολή Τεχνολογικών Εφαρμογών Τεχνολογικό Εκπαιδευτικό Ίδρυμα Σερρών Περιεχόμενα Σχήμα 1 Α. Ασημακόπουλος
Μάθημα: Πειραματική Αντοχή των Υλικών Πείραμα Κάμψης Κατασκευαστικός Τομέας Τμήμα Μηχανολόγων Μηχανικών Σχολή Τεχνολογικών Εφαρμογών Τεχνολογικό Εκπαιδευτικό Ίδρυμα Σερρών Περιεχόμενα Σχήμα 1 Α. Ασημακόπουλος
Στοιχεία Μηχανών. Εαρινό εξάμηνο 2017 Διδάσκουσα: Σωτηρία Δ. Χουλιαρά
 Στοιχεία Μηχανών Εαρινό εξάμηνο 2017 Διδάσκουσα: Σωτηρία Δ. Χουλιαρά Ύλη μαθήματος -ΒΑΣΙΚΕΣ ΑΡΧΕΣ ΜΗΧΑΝΙΚΗΣ ΥΛΙΚΩΝ -ΑΞΟΝΕΣ -ΚΟΧΛΙΕΣ -ΙΜΑΝΤΕΣ -ΟΔΟΝΤΩΤΟΙ ΤΡΟΧΟΙ ΒΑΘΜΟΛΟΓΙΑ ΜΑΘΗΜΑΤΟΣ: 25% πρόοδος 15% θέμα
Στοιχεία Μηχανών Εαρινό εξάμηνο 2017 Διδάσκουσα: Σωτηρία Δ. Χουλιαρά Ύλη μαθήματος -ΒΑΣΙΚΕΣ ΑΡΧΕΣ ΜΗΧΑΝΙΚΗΣ ΥΛΙΚΩΝ -ΑΞΟΝΕΣ -ΚΟΧΛΙΕΣ -ΙΜΑΝΤΕΣ -ΟΔΟΝΤΩΤΟΙ ΤΡΟΧΟΙ ΒΑΘΜΟΛΟΓΙΑ ΜΑΘΗΜΑΤΟΣ: 25% πρόοδος 15% θέμα
ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Κόπωσης. ΕργαστηριακήΆσκηση 5 η
 ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Κόπωσης ΕργαστηριακήΆσκηση 5 η Σκοπός Σκοπός του πειράµατος είναι να κατανοηθούν οι αρχές του πειράµατος κόπωσης ο προσδιορισµός της καµπύλης Wöhler ενός υλικού µέσω της οποίας καθορίζονται
ΑΝΤΟΧΗ ΥΛΙΚΩΝ Πείραμα Κόπωσης ΕργαστηριακήΆσκηση 5 η Σκοπός Σκοπός του πειράµατος είναι να κατανοηθούν οι αρχές του πειράµατος κόπωσης ο προσδιορισµός της καµπύλης Wöhler ενός υλικού µέσω της οποίας καθορίζονται
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση
 Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
Εργαλειομηχανές και μηχανήματα Λείανσης Λείανση 1 Λείανση Είναι η κατεργασία διαμόρφωσης ακριβείας των μεταλλικών υλικών με μηχανική κοπή που επιτυγχάνεται σε εργαλειομηχανές λείανσης, με τη βοήθεια κοπτικών
Μηχανουργικές Κατεργασίες. Τόρνευση- Φασεολόγιο. Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός
 Μηχανουργικές Κατεργασίες Τόρνευση- Φασεολόγιο Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός Κατεργασία κοπής με τόρνο Κατεργασία κοπής με τόρνο Αρχικοί έλεγχοι λειτουργίας
Μηχανουργικές Κατεργασίες Τόρνευση- Φασεολόγιο Μηχανουργικές Κατεργασίες, Διδάσκων: Δρ. Δημητρέλλου Σωτηρία, Μηχ/γος Μηχ/κός Κατεργασία κοπής με τόρνο Κατεργασία κοπής με τόρνο Αρχικοί έλεγχοι λειτουργίας
ΥΛΙΚΑ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ
 ΥΛΙΚΑ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ 1. ΥΛΙΚΑ ΚΑΤΑΣΚΕΥΗΣ ΚΕ (α) Ανθρακούχοι και κραματωμένοι χάλυβες (β) Χυτοκράματα (γ) Ταχυχάλυβες (δ) Σκληρομέταλλα (ε) Κεραμικά υλικά (στ) Βιομηχανικός αδάμας (ζ) Συνθετικά υπέρσκληρα
ΥΛΙΚΑ ΚΟΠΤΙΚΩΝ ΕΡΓΑΛΕΙΩΝ 1. ΥΛΙΚΑ ΚΑΤΑΣΚΕΥΗΣ ΚΕ (α) Ανθρακούχοι και κραματωμένοι χάλυβες (β) Χυτοκράματα (γ) Ταχυχάλυβες (δ) Σκληρομέταλλα (ε) Κεραμικά υλικά (στ) Βιομηχανικός αδάμας (ζ) Συνθετικά υπέρσκληρα
ΙΑΤΡΗΣΗ (DRILLING) Σχήµα 1: Χαρακτηριστικά της διάτρησης
 Σχήµα 1: Χαρακτηριστικά της διάτρησης") ΙΑΤΡΗΣΗ (DRILLING) ΠΕΡΙΓΡΑΦΗ-ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ (Σχ. 1) Είναι κατεργασία αφαίρεσης υλικού προς διάνοιξη οπής ή διεύρυνση ήδη υπάρχουσας οπής. Ως κοπτικό εργαλείο (ΚΕ) χρησιµοποιείται το ελικοειδές τρύπανο,
ΙΑΤΡΗΣΗ (DRILLING) ΠΕΡΙΓΡΑΦΗ-ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ (Σχ. 1) Είναι κατεργασία αφαίρεσης υλικού προς διάνοιξη οπής ή διεύρυνση ήδη υπάρχουσας οπής. Ως κοπτικό εργαλείο (ΚΕ) χρησιµοποιείται το ελικοειδές τρύπανο,
7. Στρέψη. Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών. 7. Στρέψη/ Μηχανική Υλικών
 7. Στρέψη Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών 7. Στρέψη/ Μηχανική Υλικών 2015 1 Εισαγωγή Σε προηγούμενα κεφάλαια μελετήσαμε πώς να υπολογίζουμε τις ροπές και τις τάσεις σε δομικά μέλη τα
7. Στρέψη Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών 7. Στρέψη/ Μηχανική Υλικών 2015 1 Εισαγωγή Σε προηγούμενα κεφάλαια μελετήσαμε πώς να υπολογίζουμε τις ροπές και τις τάσεις σε δομικά μέλη τα
Επιστήμη των Υλικών. Πανεπιστήμιο Ιωαννίνων. Τμήμα Φυσικής
 Επιστήμη των Υλικών Πανεπιστήμιο Ιωαννίνων Τμήμα Φυσικής 2017 Α. Δούβαλης Ατέλειες, διαταραχές και σχέση τους με τις μηχανικές ιδιότητες των στερεών (μεταλλικά στερεά) μικτή διαταραχή διαταραχή κοχλία
Επιστήμη των Υλικών Πανεπιστήμιο Ιωαννίνων Τμήμα Φυσικής 2017 Α. Δούβαλης Ατέλειες, διαταραχές και σχέση τους με τις μηχανικές ιδιότητες των στερεών (μεταλλικά στερεά) μικτή διαταραχή διαταραχή κοχλία
Διοίκηση Εργοταξίου. Διδάσκων: Γιάννης Χουλιάρας ΤΕΙ ΘΕΣΣΑΛΙΑΣ ΤΜΗΜΑ ΠΟΛΙΤΙΚΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε.
 ΤΕΙ ΘΕΣΣΑΛΙΑΣ ΤΜΗΜΑ ΠΟΛΙΤΙΚΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. Διοίκηση Εργοταξίου Διδάσκων: Γιάννης Χουλιάρας Στοιχεία περιστροφικής κίνησης (άξονες, άτρακτοι, έδρανα) Άξονες και άτρακτοι Οι άξονες είναι κυλινδρικά κατά
ΤΕΙ ΘΕΣΣΑΛΙΑΣ ΤΜΗΜΑ ΠΟΛΙΤΙΚΩΝ ΜΗΧΑΝΙΚΩΝ Τ.Ε. Διοίκηση Εργοταξίου Διδάσκων: Γιάννης Χουλιάρας Στοιχεία περιστροφικής κίνησης (άξονες, άτρακτοι, έδρανα) Άξονες και άτρακτοι Οι άξονες είναι κυλινδρικά κατά
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2010 ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΠΑΡΑΜΕΝΟΥΣΕΣ ΤΑΣΕΙΣ ΚΑΙ ΠΑΡΑΜΟΡΦΩΣΕΙΣ ΣΕ ΣΥΓΚΟΛΛΗΣΕΙΣ ΤΗΞΕΩΣ
 ΠΑΡΑΜΕΝΟΥΣΕΣ ΤΑΣΕΙΣ ΚΑΙ ΠΑΡΑΜΟΡΦΩΣΕΙΣ ΣΕ ΣΥΓΚΟΛΛΗΣΕΙΣ ΤΗΞΕΩΣ Τοπική θέρμανση συγκολλούμενων τεμαχίων Ανομοιόμορφη κατανομή θερμοκρασιών, πουμεαβάλλεταιμετοχρόνο Θερμικές παραμορφώσεις στο μέταλλο προσθήκης
ΠΑΡΑΜΕΝΟΥΣΕΣ ΤΑΣΕΙΣ ΚΑΙ ΠΑΡΑΜΟΡΦΩΣΕΙΣ ΣΕ ΣΥΓΚΟΛΛΗΣΕΙΣ ΤΗΞΕΩΣ Τοπική θέρμανση συγκολλούμενων τεμαχίων Ανομοιόμορφη κατανομή θερμοκρασιών, πουμεαβάλλεταιμετοχρόνο Θερμικές παραμορφώσεις στο μέταλλο προσθήκης
Δυναμική Αντοχή. Σύνδεση με προηγούμενο μάθημα. Περιεχόμενα F = A V = M r = J. Δυναμική καταπόνηση κόπωση. Καμπύλη Woehler.
 Εθνικό Μετσόβιο Πολυτεχνείο Σχολή Ναυπηγών Μηχανολόγων Μηχανικών Μάθημα: ΣΤΟΙΧΕΙΑ ΜΗΧΑΝΩΝ Δυναμική Αντοχή Σύνδεση με προηγούμενο μάθημα Καμπύλη τάσης παραμόρφωσης Βασικές φορτίσεις A V y A M y M x M I
Εθνικό Μετσόβιο Πολυτεχνείο Σχολή Ναυπηγών Μηχανολόγων Μηχανικών Μάθημα: ΣΤΟΙΧΕΙΑ ΜΗΧΑΝΩΝ Δυναμική Αντοχή Σύνδεση με προηγούμενο μάθημα Καμπύλη τάσης παραμόρφωσης Βασικές φορτίσεις A V y A M y M x M I
7 η 8 η ΕργαστηριακήΆσκηση ΕΦΑΡΜΟΓΕΣ ΥΓΡΗΣ ΛΙΠΑΝΣΗΣ ΣΕ Ε ΡΑΝΑ
 7 η 8 η ΕργαστηριακήΆσκηση ΕΦΑΡΜΟΓΕΣ ΥΓΡΗΣ ΛΙΠΑΝΣΗΣ ΣΕ Ε ΡΑΝΑ ΠΕΡΙ ΛΙΠΑΝΣΗΣ ΚΑΙ ΣΧΕΤΙΚΩΝ ΜΗΧΑΝΙΣΜΩΝ ΑΚΤΙΝΙΚΑ Ε ΡΑΝΑ ΟΛΙΣΘΗΣΗΣ ΩΣΤΙΚΑ Ε ΡΑΝΑ ΟΛΙΣΘΗΣΗΣ Εργαστήριο Τριβολογίας Ιούνιος 2011 Αθανάσιος Μουρλάς
7 η 8 η ΕργαστηριακήΆσκηση ΕΦΑΡΜΟΓΕΣ ΥΓΡΗΣ ΛΙΠΑΝΣΗΣ ΣΕ Ε ΡΑΝΑ ΠΕΡΙ ΛΙΠΑΝΣΗΣ ΚΑΙ ΣΧΕΤΙΚΩΝ ΜΗΧΑΝΙΣΜΩΝ ΑΚΤΙΝΙΚΑ Ε ΡΑΝΑ ΟΛΙΣΘΗΣΗΣ ΩΣΤΙΚΑ Ε ΡΑΝΑ ΟΛΙΣΘΗΣΗΣ Εργαστήριο Τριβολογίας Ιούνιος 2011 Αθανάσιος Μουρλάς
Εργαστήριο Τεχνολογίας Υλικών
 Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 06 Μετρήσεις Σκληρότητας Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεώνη Ασημακοπούλου Δρ Θεόδωρος Λούτας Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011 1
Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 06 Μετρήσεις Σκληρότητας Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεώνη Ασημακοπούλου Δρ Θεόδωρος Λούτας Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011 1
Δρ. Μηχ. Μηχ. Α. Τσουκνίδας. Σχήμα 1
 Σχήμα 1 Τεχνικής Μηχανικής Διαγράμματα Ελευθέρου Σώματος (Δ.Ε.Σ.) Υπολογισμός Αντιδράσεων Διαγράμματα Φορτίσεων Διατομών (MNQ) Αντοχή Φορέα? Αντικείμενο Τεχνικής Μηχανικής Σχήμα 2 F Y A Γ B A Y B Y 1000N
Σχήμα 1 Τεχνικής Μηχανικής Διαγράμματα Ελευθέρου Σώματος (Δ.Ε.Σ.) Υπολογισμός Αντιδράσεων Διαγράμματα Φορτίσεων Διατομών (MNQ) Αντοχή Φορέα? Αντικείμενο Τεχνικής Μηχανικής Σχήμα 2 F Y A Γ B A Y B Y 1000N
ΙΔΙΟΤΗΤΕΣ ΜΑΓΝΗΤΙΚΩΝ ΦΑΚΩΝ. Ηλεκτροστατικοί και Μαγνητικοί Φακοί Βασική Δομή Μαγνητικών Φακών Υστέρηση Λεπτοί Μαγνητικοί Φακοί Εκτροπές Φακών
 ΙΔΙΟΤΗΤΕΣ ΜΑΓΝΗΤΙΚΩΝ ΦΑΚΩΝ Βασική Δομή Μαγνητικών Φακών Υστέρηση Λεπτοί Μαγνητικοί Φακοί Εκτροπές Φακών ΓΕΩΜΕΤΡΙΚΗ ΟΠΤΙΚΗ ΓΥΑΛΙΝΟΙ ΚΑΙ ΗΛΕΚΤΡΟΝΙΚΟΙ ΦΑΚΟΙ Οι φακοί χρησιμοποιούνται για να εκτρέψουν μία
ΙΔΙΟΤΗΤΕΣ ΜΑΓΝΗΤΙΚΩΝ ΦΑΚΩΝ Βασική Δομή Μαγνητικών Φακών Υστέρηση Λεπτοί Μαγνητικοί Φακοί Εκτροπές Φακών ΓΕΩΜΕΤΡΙΚΗ ΟΠΤΙΚΗ ΓΥΑΛΙΝΟΙ ΚΑΙ ΗΛΕΚΤΡΟΝΙΚΟΙ ΦΑΚΟΙ Οι φακοί χρησιμοποιούνται για να εκτρέψουν μία
Υλικά κοπτικών εργαλείων
 Υλικά κοπτικών εργαλείων Κατηγοριoποίηση Ταχυχάλυβες Σκληρομέταλλα Κεραμικά Διαμάντι 09 Γ.Βοσνιάκος Υλικά κοπτικών εργαλείων - ΕΜΤ Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative Commons
Υλικά κοπτικών εργαλείων Κατηγοριoποίηση Ταχυχάλυβες Σκληρομέταλλα Κεραμικά Διαμάντι 09 Γ.Βοσνιάκος Υλικά κοπτικών εργαλείων - ΕΜΤ Άδεια Χρήσης Το παρόν υλικό υπόκειται σε άδειες χρήσης Creative Commons
7.3 ΔΡΑΠΑΝΑ. Σχήμα 142
 ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 129 7.3 ΔΡΑΠΑΝΑ Η διάνοιξη οπών είναι αναμφισβήτητα η συνηθέστερη κατεργασία κοπής στην μηχανουργική παραγωγή, οι δε μηχανές διάνοιξης οπών, οι κοινότερες εργαλειομηχανές σε ένα
ΤΕΧΝΟΛΟΓΙΑ ΠΑΡΑΓΩΓΗΣ Ι 129 7.3 ΔΡΑΠΑΝΑ Η διάνοιξη οπών είναι αναμφισβήτητα η συνηθέστερη κατεργασία κοπής στην μηχανουργική παραγωγή, οι δε μηχανές διάνοιξης οπών, οι κοινότερες εργαλειομηχανές σε ένα
ΠΑΡΑΔΕΙΓΜΑΤΑ ΑΞΟΝΙΚΟΣ ΕΦΕΛΚΥΣΜΟΣ, ΘΛΙΨΗ
 ΠΑΡΑΔΕΙΓΜΑΤΑ ΑΞΟΝΙΚΟΣ ΕΦΕΛΚΥΣΜΟΣ, ΘΛΙΨΗ ΠΑΡΑΔΕΙΓΜΑ 1: Ο κύλινδρος που φαίνεται στο σχήμα είναι από χάλυβα που έχει ένα ειδικό βάρος 80.000 N/m 3. Υπολογίστε την θλιπτική τάση που ενεργεί στα σημεία Α και
ΠΑΡΑΔΕΙΓΜΑΤΑ ΑΞΟΝΙΚΟΣ ΕΦΕΛΚΥΣΜΟΣ, ΘΛΙΨΗ ΠΑΡΑΔΕΙΓΜΑ 1: Ο κύλινδρος που φαίνεται στο σχήμα είναι από χάλυβα που έχει ένα ειδικό βάρος 80.000 N/m 3. Υπολογίστε την θλιπτική τάση που ενεργεί στα σημεία Α και
ΕΡΩΤΗΣΕΙΣ ΕΜΒΑΘΥΝΣΗΣ
 ΕΡΩΤΗΣΕΙΣ ΕΜΒΑΘΥΝΣΗΣ Α. ΔΙΑΜΟΡΦΩΣΕΙΣ ΠΛΑΣΤΙΚΗ ΠΑΡΑΜΟΡΦΩΣΗ ΣΤΗΝ ΕΥΣΤΑΘΗ ΠΕΡΙΟΧΗ Α.1. Ποια οικογένεια υλικών αφορά η μορφοποίησή τους με διαμόρφωση; Χρησιμοποιώντας ένα τυπικό διάγραμμα εφελκυσμού, αναφέρετε
ΕΡΩΤΗΣΕΙΣ ΕΜΒΑΘΥΝΣΗΣ Α. ΔΙΑΜΟΡΦΩΣΕΙΣ ΠΛΑΣΤΙΚΗ ΠΑΡΑΜΟΡΦΩΣΗ ΣΤΗΝ ΕΥΣΤΑΘΗ ΠΕΡΙΟΧΗ Α.1. Ποια οικογένεια υλικών αφορά η μορφοποίησή τους με διαμόρφωση; Χρησιμοποιώντας ένα τυπικό διάγραμμα εφελκυσμού, αναφέρετε
ΘΕΡΜΙΚΕΣ ΚΑΤΕΡΓΑΣΙΕΣ
 ΘΕΡΜΙΚΕΣ ΚΑΤΕΡΓΑΣΙΕΣ ΓENIKA Θερµική κατεργασία είναι σύνολο διεργασιών που περιλαµβάνει τη θέρµανση και ψύξη µεταλλικού προϊόντος σε στερεά κατάσταση και σε καθορισµένες θερµοκρασιακές και χρονικές συνθήκες.
ΘΕΡΜΙΚΕΣ ΚΑΤΕΡΓΑΣΙΕΣ ΓENIKA Θερµική κατεργασία είναι σύνολο διεργασιών που περιλαµβάνει τη θέρµανση και ψύξη µεταλλικού προϊόντος σε στερεά κατάσταση και σε καθορισµένες θερµοκρασιακές και χρονικές συνθήκες.
Εργαστήριο Τεχνολογίας Υλικών
 Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 02 Μεταλλογραφική Παρατήρηση Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεώνη Ασημακοπούλου Δρ ΘεόδωροςΛούτας Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011
Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 02 Μεταλλογραφική Παρατήρηση Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεώνη Ασημακοπούλου Δρ ΘεόδωροςΛούτας Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011
Δρ. Μηχ. Μηχ. Α. Τσουκνίδας. Σχήμα 1
 Σχήμα 1 Εξαιτίας της συνιστώσας F X αναπτύσσεται εντός του υλικού η ορθή τάση σ: N σ = A N 2 [ / ] Εξαιτίας της συνιστώσας F Υ αναπτύσσεται εντός του υλικού η διατμητική τάση τ: τ = mm Q 2 [ N / mm ] A
Σχήμα 1 Εξαιτίας της συνιστώσας F X αναπτύσσεται εντός του υλικού η ορθή τάση σ: N σ = A N 2 [ / ] Εξαιτίας της συνιστώσας F Υ αναπτύσσεται εντός του υλικού η διατμητική τάση τ: τ = mm Q 2 [ N / mm ] A
7 η ΕΡΓΑΣΤΗΡΙΑΚΗ ΑΣΚΗΣΗ
 7 η ΕΡΓΑΣΤΗΡΙΑΚΗ ΑΣΚΗΣΗ ΑΚΤΙΝΙΚΟ Ε ΡΑΝΟ ΟΛΙΣΘΗΣΗΣ 7.1 Εδρανα Τα έδρανα αποτελούν φορείς στήριξης και οδήγσης κινούµενων µηχανολογικών µερών, όπως είναι οι άξονες, -οι οποίοι καταπονούνται µόνο σε κάµψη
7 η ΕΡΓΑΣΤΗΡΙΑΚΗ ΑΣΚΗΣΗ ΑΚΤΙΝΙΚΟ Ε ΡΑΝΟ ΟΛΙΣΘΗΣΗΣ 7.1 Εδρανα Τα έδρανα αποτελούν φορείς στήριξης και οδήγσης κινούµενων µηχανολογικών µερών, όπως είναι οι άξονες, -οι οποίοι καταπονούνται µόνο σε κάµψη
6/5/2017. Δρ. Σωτήρης Δέμης. Σημειώσεις Εργαστηριακής Άσκησης Θλίψη Σκυροδέματος. Πολιτικός Μηχανικός (Λέκτορας Π.Δ.
 Σημειώσεις Εργαστηριακής Άσκησης Θλίψη Σκυροδέματος Δρ. Σωτήρης Δέμης Πολιτικός Μηχανικός (Λέκτορας Π.Δ. 407/80) Έως τώρα Καταστατικός νόμος όλκιμων υλικών (αξονική καταπόνιση σε μία διεύθυνση) σ ε Συμπεριφορά
Σημειώσεις Εργαστηριακής Άσκησης Θλίψη Σκυροδέματος Δρ. Σωτήρης Δέμης Πολιτικός Μηχανικός (Λέκτορας Π.Δ. 407/80) Έως τώρα Καταστατικός νόμος όλκιμων υλικών (αξονική καταπόνιση σε μία διεύθυνση) σ ε Συμπεριφορά
Άσκηση 5 ΦΩΤΟΒΟΛΤΑΪΚΟ ΦΑΙΝΟΜΕΝΟ
 Άσκηση 5 ΦΩΤΟΒΟΛΤΑΪΚΟ ΦΑΙΝΟΜΕΝΟ 1. ΓΕΝΙΚΑ Τα ηλιακά στοιχεία χρησιμοποιούνται για τη μετατροπή του φωτός (που αποτελεί μία μορφή ηλεκτρομαγνητικής ενέργειας) σε ηλεκτρική ενέργεια. Κατασκευάζονται από
Άσκηση 5 ΦΩΤΟΒΟΛΤΑΪΚΟ ΦΑΙΝΟΜΕΝΟ 1. ΓΕΝΙΚΑ Τα ηλιακά στοιχεία χρησιμοποιούνται για τη μετατροπή του φωτός (που αποτελεί μία μορφή ηλεκτρομαγνητικής ενέργειας) σε ηλεκτρική ενέργεια. Κατασκευάζονται από
ΔΟΚΙΜΗ ΣΤΡΕΨΗΣ. Σχήμα 1 : Στρέψη ράβδου από ζεύγος δυνάμεων. Σχήμα 2 :
 ΔΟΚΙΜΗ ΣΤΡΕΨΗΣ 1. Σκοπός - Εισαγωγή Κύριος σκοπός της δοκιμής της στρέψης είναι να μελετηθεί η συμπεριφορά των δοκιμίων που υποβάλλονται σε στρεπτική καταπόνηση και να υπολογιστούν τα χαρακτηριστικά μεγέθη
ΔΟΚΙΜΗ ΣΤΡΕΨΗΣ 1. Σκοπός - Εισαγωγή Κύριος σκοπός της δοκιμής της στρέψης είναι να μελετηθεί η συμπεριφορά των δοκιμίων που υποβάλλονται σε στρεπτική καταπόνηση και να υπολογιστούν τα χαρακτηριστικά μεγέθη
ΓΕΝΙΚΑ ΠΕΡΙ ΚΑΤΕΡΓΑΣΙΩΝ
 ΓΕΝΙΚΑ ΠΕΡΙ ΚΑΤΕΡΓΑΣΙΩΝ ΟΡΙΣΜΟΣ Κατεργασία (process) είναι η διαδικασία µορφοποίησης των υλικών που εκµεταλλεύεται την ιδιότητά τους να παραµορφώνονται πλαστικά (µόνιµες µεγάλες παραµορφώσεις) και συνδυάζει
ΓΕΝΙΚΑ ΠΕΡΙ ΚΑΤΕΡΓΑΣΙΩΝ ΟΡΙΣΜΟΣ Κατεργασία (process) είναι η διαδικασία µορφοποίησης των υλικών που εκµεταλλεύεται την ιδιότητά τους να παραµορφώνονται πλαστικά (µόνιµες µεγάλες παραµορφώσεις) και συνδυάζει
ΦΥΣΙΚΗ Ο.Π Γ ΛΥΚΕΙΟΥ 22 / 04 / 2018
 Γ ΛΥΚΕΙΟΥ 22 / 04 / 2018 ΦΥΣΙΚΗ Ο.Π ΘΕΜΑ Α Α1. Μία ηχητική πηγή που εκπέμπει ήχο συχνότητας κινείται με σταθερή ταχύτητα πλησιάζοντας ακίνητο παρατηρητή, ενώ απομακρύνεται από άλλο ακίνητο παρατηρητή.
Γ ΛΥΚΕΙΟΥ 22 / 04 / 2018 ΦΥΣΙΚΗ Ο.Π ΘΕΜΑ Α Α1. Μία ηχητική πηγή που εκπέμπει ήχο συχνότητας κινείται με σταθερή ταχύτητα πλησιάζοντας ακίνητο παρατηρητή, ενώ απομακρύνεται από άλλο ακίνητο παρατηρητή.
Μικρο Νανοκατεργασίες. Δρ. Μηχ. Άγγελος Μαρκόπουλος
 Μικρο Νανοκατεργασίες Δρ. Μηχ. Άγγελος Μαρκόπουλος Ιστοσελίδα μαθήματος http://courseware.mech.ntua.gr/ml00003/ Μικρο νανοκατεργασίες 2 Κλίμακα 1μm = 10 6 m 1 nm = 10 9 m Μικρο νανοκατεργασίες 3 Μικροκατεργασίες
Μικρο Νανοκατεργασίες Δρ. Μηχ. Άγγελος Μαρκόπουλος Ιστοσελίδα μαθήματος http://courseware.mech.ntua.gr/ml00003/ Μικρο νανοκατεργασίες 2 Κλίμακα 1μm = 10 6 m 1 nm = 10 9 m Μικρο νανοκατεργασίες 3 Μικροκατεργασίες
ΔΙΑΤΑΡΑΧΕΣ (DISLOCATIONS )
") ΔΙΑΤΑΡΑΧΕΣ (DISLOCATIONS ) 1. ΕΙΣΑΓΩΓΉ Η αντοχή και η σκληρότητα είναι μέτρα της αντίστασης ενός υλικού σε πλαστική παραμόρφωση Σε μικροσκοπική κλίμακα, πλαστική παραμόρφωση : - συνολική κίνηση μεγάλου
ΔΙΑΤΑΡΑΧΕΣ (DISLOCATIONS ) 1. ΕΙΣΑΓΩΓΉ Η αντοχή και η σκληρότητα είναι μέτρα της αντίστασης ενός υλικού σε πλαστική παραμόρφωση Σε μικροσκοπική κλίμακα, πλαστική παραμόρφωση : - συνολική κίνηση μεγάλου
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2017
 ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2017 Β5. Κάμψη Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Περιεχόμενα ενότητας Ανάλυση της κάμψης Κατανομή ορθών τάσεων Ουδέτερη γραμμή Ροπές αδρανείας
ΜΗΧΑΝΙΚΗ ΤΩΝ ΥΛΙΚΩΝ 2017 Β5. Κάμψη Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών galiotis@chemeng.upatras.gr 1 Περιεχόμενα ενότητας Ανάλυση της κάμψης Κατανομή ορθών τάσεων Ουδέτερη γραμμή Ροπές αδρανείας
ΚΑΤΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ
 ΚΑΤΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Τα προϊόντα θα πρέπει να έχουν διαστατική ακρίβεια ακρίβεια μορφής αυτό οδηγεί σε καθορισμό του βαθμού τραχύτητας επιφάνειας για κάθε εφαρμογή ποιότητα επιφάνειας που καταχωρείται
ΚΑΤΕΡΓΑΣΙΑ ΕΠΙΦΑΝΕΙΩΝ Τα προϊόντα θα πρέπει να έχουν διαστατική ακρίβεια ακρίβεια μορφής αυτό οδηγεί σε καθορισμό του βαθμού τραχύτητας επιφάνειας για κάθε εφαρμογή ποιότητα επιφάνειας που καταχωρείται
Επιστήμη των Υλικών. Πανεπιστήμιο Ιωαννίνων. Τμήμα Φυσικής
 Επιστήμη των Υλικών Πανεπιστήμιο Ιωαννίνων Τμήμα Φυσικής 2017 Α. Δούβαλης Μηχανικές ιδιότητες των στερεών (μεταλλικά στερεά) Τάση και παραμόρφωση Τάση (stress): αίτιο (δύναμη/ροπή) που προκαλεί παραμόρφωση
Επιστήμη των Υλικών Πανεπιστήμιο Ιωαννίνων Τμήμα Φυσικής 2017 Α. Δούβαλης Μηχανικές ιδιότητες των στερεών (μεταλλικά στερεά) Τάση και παραμόρφωση Τάση (stress): αίτιο (δύναμη/ροπή) που προκαλεί παραμόρφωση
ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΠΛΑΤΟΣ ΤΗΣ ΕΓΚΟΠΗΣ (kerfs) ΣΤΗ ΧΑΡΑΞΗ ΜΕ LASER (laser engraving)
 ΣΤΗ ΧΑΡΑΞΗ ΜΕ LASER (laser engraving)") ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΠΛΑΤΟΣ ΤΗΣ ΕΓΚΟΠΗΣ (kerfs) ΣΤΗ ΧΑΡΑΞΗ ΜΕ LASER (laser engraving) Χάραξη με Laser (Laser Engraving) Υλικά και εφαρμογές Μηχανές Laser- Hardware Χαρακτηριστικά της Lasertec4
ΕΠΙ ΡΑΣΗ ΤΩΝ ΣΥΝΘΗΚΩΝ ΚΑΤΕΡΓΑΣΙΑΣ ΣΤΟ ΠΛΑΤΟΣ ΤΗΣ ΕΓΚΟΠΗΣ (kerfs) ΣΤΗ ΧΑΡΑΞΗ ΜΕ LASER (laser engraving) Χάραξη με Laser (Laser Engraving) Υλικά και εφαρμογές Μηχανές Laser- Hardware Χαρακτηριστικά της Lasertec4
AΛΥΤΕΣ ΑΣΚΗΣΕΙΣ ΑΥΤΟΑΞΙΟΛΟΓΗΣΗΣ
 ΑΛΥΤΕΣ ΑΣΚΗΣΕΙΣ ΑΥΤΟΑΞΙΟΛΟΓΗΣΗΣ (ΚΕΦ. 6-11) 371 AΛΥΤΕΣ ΑΣΚΗΣΕΙΣ ΑΥΤΟΑΞΙΟΛΟΓΗΣΗΣ (ΚΕΦ. 6-11) ΑΣΚΗΣΗ 1 Το µηκυνσιόµετρο στο σηµείο Α της δοκού του σχήµατος καταγράφει θλιπτική παραµόρφωση ίση µε 0.05. Πόση
ΑΛΥΤΕΣ ΑΣΚΗΣΕΙΣ ΑΥΤΟΑΞΙΟΛΟΓΗΣΗΣ (ΚΕΦ. 6-11) 371 AΛΥΤΕΣ ΑΣΚΗΣΕΙΣ ΑΥΤΟΑΞΙΟΛΟΓΗΣΗΣ (ΚΕΦ. 6-11) ΑΣΚΗΣΗ 1 Το µηκυνσιόµετρο στο σηµείο Α της δοκού του σχήµατος καταγράφει θλιπτική παραµόρφωση ίση µε 0.05. Πόση
Καθ. Αριστομένης Αντωνιάδης ρ. Μηχ. Μαρία Παππά. Ευάγγελος ασκαλάκης
 ΥΝΑΜΙΚΗ ΚΑΙ ΘΕΡΜΙΚΗ ΜΕΛΕΤΗ ΤΗΣ ΚΑΤΕΡΓΑΣΙΑΣ ΤΗΣ ΛΕΙΑΝΣΗΣ ΜΕ ΤΗ ΜΕΘΟ Ο ΤΩΝ ΠΕΠΕΡΑΣΜΕΝΩΝ ΣΤΟΙΧΕΙΩΝ Καθ. Αριστομένης Αντωνιάδης ρ. Μηχ. Μαρία Παππά Ευάγγελος ασκαλάκης Πολυτεχνείο Κρήτης Χανιά 2016 Παρουσίαση
ΥΝΑΜΙΚΗ ΚΑΙ ΘΕΡΜΙΚΗ ΜΕΛΕΤΗ ΤΗΣ ΚΑΤΕΡΓΑΣΙΑΣ ΤΗΣ ΛΕΙΑΝΣΗΣ ΜΕ ΤΗ ΜΕΘΟ Ο ΤΩΝ ΠΕΠΕΡΑΣΜΕΝΩΝ ΣΤΟΙΧΕΙΩΝ Καθ. Αριστομένης Αντωνιάδης ρ. Μηχ. Μαρία Παππά Ευάγγελος ασκαλάκης Πολυτεχνείο Κρήτης Χανιά 2016 Παρουσίαση
Οι δύο θεμελιώδεις παράμετροι προσδιορισμού της ταχύτητας του φωτός στο κενό: Διηλεκτρική σταθερά ε0 Μαγνητική διαπερατότητα μ0
 Οι δύο θεμελιώδεις παράμετροι προσδιορισμού της ταχύτητας του φωτός στο κενό: Διηλεκτρική σταθερά ε0 Μαγνητική διαπερατότητα μ0 1 c 0 0 Όταν το φως αλληλεπιδρά με την ύλη, το ηλεκτρομαγνητικό πεδίο του
Οι δύο θεμελιώδεις παράμετροι προσδιορισμού της ταχύτητας του φωτός στο κενό: Διηλεκτρική σταθερά ε0 Μαγνητική διαπερατότητα μ0 1 c 0 0 Όταν το φως αλληλεπιδρά με την ύλη, το ηλεκτρομαγνητικό πεδίο του
Ασκήσεις κοπής σε τόρνο
 Ασκήσεις κοπής σε τόρνο. Σε τόρνο γίνεται κατεργασία άξονα από χάλυβα St 60. µε δύο παράλληλα εργαλειοφορεία ταυτόχρονα, όπως φαίνεται στο Σχ.. ίνονται: ιάµετροι κατεργασίας: d = 300 mm, d = 00 mm. Κοινή
Ασκήσεις κοπής σε τόρνο. Σε τόρνο γίνεται κατεργασία άξονα από χάλυβα St 60. µε δύο παράλληλα εργαλειοφορεία ταυτόχρονα, όπως φαίνεται στο Σχ.. ίνονται: ιάµετροι κατεργασίας: d = 300 mm, d = 00 mm. Κοινή
6. Κάμψη. Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών
 6. Κάμψη Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών 1 Περιεχόμενα ενότητας Ανάλυση της κάμψης Κατανομή ορθών τάσεων Ουδέτερη γραμμή Ροπές αδρανείας Ακτίνα καμπυλότητας 2 Εισαγωγή (1/2) Μελετήσαμε
6. Κάμψη Κώστας Γαλιώτης, καθηγητής Τμήμα Χημικών Μηχανικών 1 Περιεχόμενα ενότητας Ανάλυση της κάμψης Κατανομή ορθών τάσεων Ουδέτερη γραμμή Ροπές αδρανείας Ακτίνα καμπυλότητας 2 Εισαγωγή (1/2) Μελετήσαμε
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
ΥΠΟΥΡΓΕΙΟ ΠΑΙ ΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙ ΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2012 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΠΡΑΚΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Μηχανουργική Τεχνολογία
ΜΕΤΑΛΛΑ. 1. Γενικά 2. Ιδιότητες μετάλλων 3. Έλεγχος μηχανικών ιδιοτήτων
 ΜΕΤΑΛΛΑ 1. Γενικά 2. Ιδιότητες μετάλλων 3. Έλεγχος μηχανικών ιδιοτήτων 1. ΓΕΝΙΚΑ Τα μέταλλα παράγονται, κυρίως, από τις διάφορες ενώσεις τους, οι οποίες βρίσκονται στη φύση με τη μορφή μεταλλευμάτων. Τα
ΜΕΤΑΛΛΑ 1. Γενικά 2. Ιδιότητες μετάλλων 3. Έλεγχος μηχανικών ιδιοτήτων 1. ΓΕΝΙΚΑ Τα μέταλλα παράγονται, κυρίως, από τις διάφορες ενώσεις τους, οι οποίες βρίσκονται στη φύση με τη μορφή μεταλλευμάτων. Τα
10,2. 1,24 Τυπική απόκλιση, s 42
 Ασκηση 3.1 (a) Αν μία ράβδος οπλισμού θεωρηθεί ότι λυγίζει μεταξύ δύο διαδοχικών συνδετήρων με μήκος λυγισμού το μισό της απόστασης, s w, των συνδετήρων, να υπολογισθεί η απόσταση συνδετήρων, s w, πέραν
Ασκηση 3.1 (a) Αν μία ράβδος οπλισμού θεωρηθεί ότι λυγίζει μεταξύ δύο διαδοχικών συνδετήρων με μήκος λυγισμού το μισό της απόστασης, s w, των συνδετήρων, να υπολογισθεί η απόσταση συνδετήρων, s w, πέραν
Άσκηση µελέτης τόρνευσης
 Άσκηση µελέτης τόρνευσης Σχήµα : Άξονας για κατεργασία σε τόρνο revolver Χαρακτηριστικά τόρνευσης Στροφές τόρνου: 60 200 250 35 400 500 630 800. Προώσεις: 0.06 0.08 0.0 0.25 0.6 0.20 0.25 0.35 0.40 0.50
Άσκηση µελέτης τόρνευσης Σχήµα : Άξονας για κατεργασία σε τόρνο revolver Χαρακτηριστικά τόρνευσης Στροφές τόρνου: 60 200 250 35 400 500 630 800. Προώσεις: 0.06 0.08 0.0 0.25 0.6 0.20 0.25 0.35 0.40 0.50
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ
 ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΥΠΟΥΡΓΕΙΟ ΠΑΙΔΕΙΑΣ ΚΑΙ ΠΟΛΙΤΙΣΜΟΥ ΔΙΕΥΘΥΝΣΗ ΑΝΩΤΕΡΗΣ ΚΑΙ ΑΝΩΤΑΤΗΣ ΕΚΠΑΙΔΕΥΣΗΣ ΥΠΗΡΕΣΙΑ ΕΞΕΤΑΣΕΩΝ ΠΑΓΚΥΠΡΙΕΣ ΕΞΕΤΑΣΕΙΣ 2015 ΛΥΣΕΙΣ ΤΕΧΝΟΛΟΓΙΑ Τ.Σ. (ΙΙ) ΘΕΩΡΗΤΙΚΗΣ ΚΑΤΕΥΘΥΝΣΗΣ Μάθημα: Βασικά Στοιχεία Μηχανολογίας
ΕΚΦΩΝΗΣΕΙΣ ΑΣΚΗΣΕΩΝ. Άσκηση 1. (Ροπή αδράνειας - Θεμελιώδης νόμος στροφικής κίνησης)
") ΕΚΦΩΝΗΣΕΙΣ ΑΣΚΗΣΕΩΝ Άσκηση. (Ροπή αδράνειας - Θεμελιώδης νόμος στροφικής κίνησης) Ένας ομογενής οριζόντιος δίσκος, μάζας Μ και ακτίνας R, περιστρέφεται γύρω από κατακόρυφο ακλόνητο άξονα z, ο οποίος διέρχεται
ΕΚΦΩΝΗΣΕΙΣ ΑΣΚΗΣΕΩΝ Άσκηση. (Ροπή αδράνειας - Θεμελιώδης νόμος στροφικής κίνησης) Ένας ομογενής οριζόντιος δίσκος, μάζας Μ και ακτίνας R, περιστρέφεται γύρω από κατακόρυφο ακλόνητο άξονα z, ο οποίος διέρχεται
Άσκηση 1: Να υπολογιστεί η μέση τραχύτητα R a της κατανομής του σχήματος..
 ΑΣΚΗΣΕΙΣ στο μάθημα Κατεργασίες Αποβολής Υλικού & Ε/Μ CNC (Ε εξαμ.) Άσκηση 1: Να υπολογιστεί η μέση τραχύτητα R a της κατανομής του σχήματος.. Λ Υ Σ Η y α Λόγω ομοιότητας των τριγώνων ισχύει ότι : εφφ
ΑΣΚΗΣΕΙΣ στο μάθημα Κατεργασίες Αποβολής Υλικού & Ε/Μ CNC (Ε εξαμ.) Άσκηση 1: Να υπολογιστεί η μέση τραχύτητα R a της κατανομής του σχήματος.. Λ Υ Σ Η y α Λόγω ομοιότητας των τριγώνων ισχύει ότι : εφφ
Εργαστήριο Τεχνολογίας Υλικών
 Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 08 Έλεγχος Συγκολλήσεων Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεόδωρος Λούτας Δρ Χρήστος Κατσιρόπουλος Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011
Εργαστήριο Τεχνολογίας Υλικών Εργαστηριακή Άσκηση 08 Έλεγχος Συγκολλήσεων Διδάσκοντες: Δρ Γεώργιος Ι. Γιαννόπουλος Δρ Θεόδωρος Λούτας Δρ Χρήστος Κατσιρόπουλος Τμήμα Μηχανολογίας ΑΤΕΙ Πατρών Πάτρα 2011
2η ΕΡΓΑΣΤΗΡΙΑΚΗ ΑΣΚΗΣΗ ΕΠΑΦΗ HERTZ
 . η ΕΡΓΑΣΤΗΡΙΑΚΗ ΑΣΚΗΣΗ ΕΠΑΦΗ RTZ.. Επαφή στερεών σωμάτων Η επαφή εφαπτόμενων στερών σωμάτων γίνεται διαμέσου της εξωτερικής τους επιφάνειας. Η μακροσκοπικά μετρούμενη Επιφάνεια Επαφής καλείται Ονομαστική
. η ΕΡΓΑΣΤΗΡΙΑΚΗ ΑΣΚΗΣΗ ΕΠΑΦΗ RTZ.. Επαφή στερεών σωμάτων Η επαφή εφαπτόμενων στερών σωμάτων γίνεται διαμέσου της εξωτερικής τους επιφάνειας. Η μακροσκοπικά μετρούμενη Επιφάνεια Επαφής καλείται Ονομαστική
ΣΦΑΛΜΑΤΑ ΣΤΕΡΕΟΠΟΙΗΣΗΣ ΚΑΙ ΧΥΤΕΥΣΕΩΝ. Πορώδες αερίων
 ΣΦΑΛΜΑΤΑ ΣΤΕΡΕΟΠΟΙΗΣΗΣ ΚΑΙ ΧΥΤΕΥΣΕΩΝ Πορώδες αερίων Πορώδες που προέρχεται από αέρια διαλυμένα στο υγρό τα οποία εκροφώνται κατά τη στερεοποίηση λόγω μικρής διαλύτότητας. Κυρίως υδρογόνο είναι το αέριο
ΣΦΑΛΜΑΤΑ ΣΤΕΡΕΟΠΟΙΗΣΗΣ ΚΑΙ ΧΥΤΕΥΣΕΩΝ Πορώδες αερίων Πορώδες που προέρχεται από αέρια διαλυμένα στο υγρό τα οποία εκροφώνται κατά τη στερεοποίηση λόγω μικρής διαλύτότητας. Κυρίως υδρογόνο είναι το αέριο
ΣΚΛΗΡΟΤΗΤΑ ΜΕΤΑΛΛΙΚΩΝ ΥΛΙΚΩΝ
 Άσκηση.1. Εισαγωγή.. Μέθοδος Brinell.3. Μέθοδος Rockwell.4. Μέθοδος Vickers.5. Συσχέτιση αριθμών σκληρότητας.6. Πειραματικό μέρος ΣΚΛΗΡΟΤΗΤΑ ΜΕΤΑΛΛΙΚΩΝ ΥΛΙΚΩΝ.1. ΕΙΣΑΓΩΓΗ Η σκληρότητα των υλικών είναι
Άσκηση.1. Εισαγωγή.. Μέθοδος Brinell.3. Μέθοδος Rockwell.4. Μέθοδος Vickers.5. Συσχέτιση αριθμών σκληρότητας.6. Πειραματικό μέρος ΣΚΛΗΡΟΤΗΤΑ ΜΕΤΑΛΛΙΚΩΝ ΥΛΙΚΩΝ.1. ΕΙΣΑΓΩΓΗ Η σκληρότητα των υλικών είναι
ΑΡΧΙΜΗ ΗΣ: ΕΝΙΣΧΥΣΗ ΕΡΕΥΝΗΤΙΚΩΝ ΟΜΑ ΩΝ ΣΤΑ Τ.Ε.Ι. (ΕΕΟΤ) ΙΕΞΑΓΩΓΗ ΠΕΙΡΑΜΑΤΩΝ
 ΙΕΞΑΓΩΓΗ ΠΕΙΡΑΜΑΤΩΝ") ΙΕΞΑΓΩΓΗ ΠΕΙΡΑΜΑΤΩΝ ΚΟΠΤΙΚΑ ΕΡΓΑΛΕΙΑ Τα κοπτικά εργαλεία που χρησιµοποιήθηκαν είναι της εταιρείας Kennametal (Εικόνα 1), κοπτικά KC725M µε πολλαπλές στρώσεις TiN/TiCN/TiN, υψηλής απόδοσης και σχεδιασµένα
ΙΕΞΑΓΩΓΗ ΠΕΙΡΑΜΑΤΩΝ ΚΟΠΤΙΚΑ ΕΡΓΑΛΕΙΑ Τα κοπτικά εργαλεία που χρησιµοποιήθηκαν είναι της εταιρείας Kennametal (Εικόνα 1), κοπτικά KC725M µε πολλαπλές στρώσεις TiN/TiCN/TiN, υψηλής απόδοσης και σχεδιασµένα