CENTAR ZA NOVE TEHNOLOGIJE. CNC glodanje. GE Series Fanuc 21-MB
|
|
|
- Χρυσάωρ Αιγιδιος Φιλιππίδης
- 6 χρόνια πριν
- Προβολές:
Transcript

1 CENTAR ZA NOVE TEHNOLOGIJE CNC glodanje GE Series Fanuc 21-MB
2 Zagreb, travanj Stranica 2


3 1 Kontrolna tipkovnica - objašnjenje tipki S desne strane monitora nalazi se tipkovnica sa slijedećom tipkama: RESET prekida alarm, resetira CNC, prekida program,... HELP menu za pomoć SHIFT tipke odabire druge funkcije CURSOR odabire funkcije «gore dole» PAGE pomiče stranicu gore dole Stranica 3
 Ponovljenim pritiskom na tipku, Automarski se prebacuje na slijedeću funkciju. 1.")
4 ALTER zamijenjuje riječi (promjena) INSRT umeće riječi, počinje novi program DELET briše riječ, blok, program EOB End Of Block kraj bloka CAN briše unos INPUT unos riječi, unos podataka 1.1 TIPKE ZA UNOS PODATAKA Svaka tipka ima više funkcija (brojeve, karaktere) Ponovljenim pritiskom na tipku, Automarski se prebacuje na slijedeću funkciju. 1.2 FUNKCIJSKE TIPKE Funkcijske tipke se kod korištenja PC tipkovnice mogu prikazati kao tipke na ekranu pomoću <F12 > POS označava trenutnu poziciju PROG uređivanje i prikazivanje programa, unos podataka u MDI modu, pokazivanje komande u automatskom modu OFFSET SETTING postavlljanje i pokazivanje ofset vrijednosti, podataka o alatima, varijabli,... SYSTEM - postavlljanje i pokazivanje parametara i pokazivanje dijagnostike MESSAGES alarm i prikaz poruka GRAPH grafički prikaz CUSTOM??? MMC / CNC??? Stranica 4


5 1.3 STROJNO UPRAVLJAČKA TIPKOVNICA Sastoji se od više podgrupa upravljačkih funkcija. Ovisn o tipu i opremi stroja sve funkcije ne mogu biti aktivne. SKIP preskočeni blok se neće izvršiti DRY RUN ispitivanje programa (test) OPT STOP zaustavljanje programa kod naredbe M01 1x EMCO tipka RESET SBL - Rad stroja blok po blok STOP / START Zaustavljanje / izvršavanje programa Ručno pokretanje alata po osima -4 i +4 EMCO tipke Pozicioniranje u Nul točku po svim osima FEED STOP / START Zaustavljanje / pokretanje posmaka Rotacija glavnog radnog vretena smanjivanje / 100% / povećavanje Stranica 5



6 SPINDELSPEED STOP / START Zaustavljanje / pokretanje glavnog radnog vretena Tipke koje su aktivne sa napravama koje se mogu pridodati NC stroju. Okretanje diobene glave Odvođenje strugotine Tipka za pomak revolverske glave glodalice za jedno mjesto. Tipka za uključivanje / isključivanje rashladne tekućine. Otvaranje / zatvaranje vrata Otpuštanje / stezanje škripca Preklopnik načina rada Regulator brzine posmaka od %. Stranica 6

 Tipkom <F12> prikazuju se na ekranu funkcijske tipke (POS, PROG, OFSET, SYSTEM.")
7 1.4 PC - TIPKOVNICA Osim tipkovnice EMCO NC stroja moguće je korištenje standardne tipkovnice za osobno računalo. Tipkom <F1> prikazuju se funkcijske zipke (MEM, EDIT, MDI,..) Tipkom <F12> prikazuju se na ekranu funkcijske tipke (POS, PROG, OFSET, SYSTEM..) Značenje kombinacija tipki je ovisno o modelu stroja koji se koristi Stranica 7
 Točka u radnom području stroja koja je determinirana sa krajnjim prekidačima.")
 Točka vezana za obradak. Slobodno se mijenja prema potrebama konstrukcije ili izrade. 2.")
8 2 OSNOVE NC UPRAVLJANJA 2.1 NUL točke M strojna nul točka (Machine zero point) Pozicija ove točke se ne može mijenjati. Određena je od strane proizvođača NC stroja. Ona je ishodište koordinatnog sustava. R Referentna točka (Reference point) Točka u radnom području stroja koja je determinirana sa krajnjim prekidačima. Pozicija se prijavljuje kontrolnom uređaju čim se klizači približe točki R N Referentna točka alata (Tool mount reference point) Početna točka od koje se mjere svi alati. Leži u osi držača alata. Određena je od strane proizvođača i ne može se mijenjati. W Nul točka obratka (Workpiece zero point) Točka vezana za obradak. Slobodno se mijenja prema potrebama konstrukcije ili izrade. 2.2 NUL TOČKA W Kod EMCO glodalice strojna nul točka (M) leži na lijevom prednjem kraju radnog stola stroja. Kako ova točka nije pogodna kao početna točka rada, koordinatni sistem je moguće promijeniti i postaviti ga na drugu povoljnu točku u radnom prostoru NC stroja. U registru OPERATING AREA PARAMETAR Zero Offset moguće je odrediti 4 nul točke. Te će se vrijednosti pridodati NC naredbama G54 G57 te će se nul točka promijeniti iz pozicije M (strojne nul točke) u W (nul točku obratka) koliko god puta je to potrebno. Stranica 8

9 Stranica 9

 i inkrementni koordinatni sustav koji je vezan za")
10 2.3 Koordinatni sustavi Pravilo desne ruke: Određivanje pozitivnog pravca koordinatnog sistema slijedi položaj prstiju desne ruke, odnosno: Palac pokazuje u pozitivnom smjeru os X, kažiprst u pozitivnom smjeru osi Y, dok srednji prst pokazuje pozitivni smjer osi Z. Koordinatni sustav kod EMCO glodalice je za os: X paralelan sa prednjim rubom radnog stola Y paralelan sa bočnim rubom radnog stola Z okomit na radni stol Na slici su prikazani apsolutni koordinatni sustav koji je vezan za fiksnu točku na stroju (M ili W ) i inkrementni koordinatni sustav koji je vezan za referentnu točku alata ( N ili T ). Stranica 10
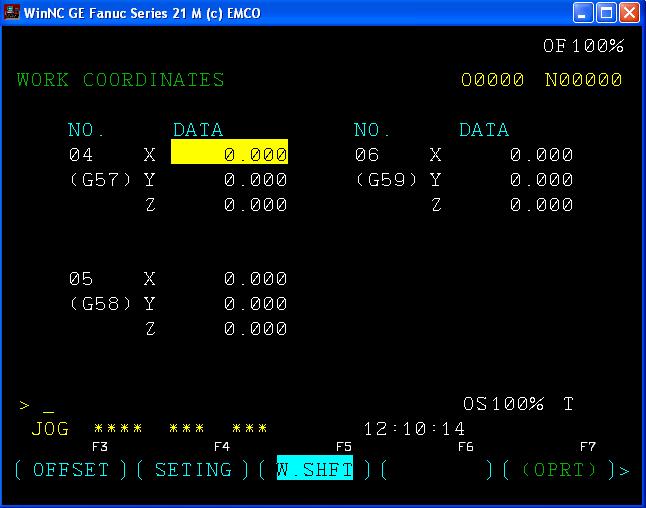
 Odabire se W.SHFT (F5) 2.")

11 3 POSTAVLJANE W nultočke NUL točke W se postavljaju na slijedeći način 1. Na konrtolnoj tipkovnici pritisnuti funkcijsku tipku ili na PC tipkovnici pritisnut <F12> da se pojave funkcijske tipke te odabrati OFFSET (F5) Odabire se W.SHFT (F5) 2. Otvara se prozor za upisivanje slijedečih referentnih točaka: 3. Upisuju se podaci (koordinate) za W nul-točke 00 osnovna nul točka 02 G55 01 G54 03 G56 4. tipkom PAGE prelazi se na slijedeću stranicu te se upisuju sllijedeće W nul-točke 04 G57 05 G58 06 G59 5. Pod X, Y i Z se unose vrijednosti (koordinate) distance između strojne M točke i odabrane pozicije W točke. Podaci (koordinate) se upisuju jedan po jedan te se nakon upisa tipkom INSERT (ili na PC tipkovnici tipkom ENTER) unose u predviđeno polje 6. Pomicanje kursora na željenu poziciju na kojoj se mogu upisati nove koordinate W točke. Stranica 11
.")


12 4 Definiranje alata Svrha mjerenja alata. CNC stroj koristi alat prema centru na čelnoj površini, a ne prema točki montaže alata. Zato se svaki alat mora izmjeriti. Mjeri se udaljenost između točke montaže i čela alata (prikazano na slici: Z). Svaka se udaljenost se pridodaje H parametru - korekcijskom broju alata u OffsetRegister (OFFSET) Korekcijski broj može biti bilo koji broj u registru, ali se mora poklapati sa alatom koji se poziva u programu. Korekcija duljine alata z mjeri se poluautomatski, dok se radijus R upisuje ručno isto kao H parametar. Radijus alata je potreban samo kod korištenja kompenzacije alata. Kod G17 odabira XY ravnine Mjerenje alata je Z apsolutna udaljenost od N.točke R radijus noža alata 4.1 Mjerenje alata pomoću «grebanja» Postupak Umetne se obradak u škripac. Točka mjerenja na obratku mora biti dohvatljiva držaču alata praznom i s montiranim alatom. Odabere se JOG mod Postavi se tanki list papira na obradak. Držačem alata polako se prilazi obratku, dok se ne pritisne papir. Stranica 12

13 Pritisnuti funkcijsku tipku POS te odabrati opciju REL sa ekrana. Prikazati će se relativna pozicija alata na ekranu. Pritisnuti tipku na kontrolnoj tipkovnici ili tipku Z na PC tipkovnici Z na ekranu poćinje blinkati. Tipkom CAN resetita se vrijednost Z na nulu. Nakon resetiranja Z vrijednosti montira se alat Prelazi se na rad u MDI modu U MDI modu isprogramirati broj okretaja i smjer okretanja te pokrenuti stroj S1000 M3 (Pritisnuti tipku NC START) Ponovo se prelazi u JOG mod Pritisnuti tipku MENU OFSET Dok se alat vrti polako prići obratku te ga minimalno alatom «zagrebati» u istoj točki u kojoju je prije bio prazan držač alata. Sada se na ekranu pojavljuje razlika dulina između praznog držača i montiranog alata (u Z relativno) Odabere se adekvatni parametar H u offset registru korištenjem kursora. Vrijednost prikazana kao Z uzima se kao parametar H u offset registru i prebacuje se upotrebom tipke INPUT. Stranica 13
14 5 IZBORNIK NAČINA RADA I RADNOG PODRUČJA 5.1 Tipkom <F1> otvara se izbornik sa opcijama načina rada: AUTO EDIT MDI JOG ZRN <F3> <F4> <F5> <F6> <F7> proširenje izbornika ostvaruje se odabirom tipke S1 S10 S100 S10000 <F3> <F4> <F5> <F6> Povratak u prethodni izbornik ostvaruje se tipkom MEM <F3> Rad programa u MEM operativnom modu: kontroler poziva blok po blok programa i izvršava ih EDIT <F4> Rad programa u EDIT operativnom modu: omogućava pisanje programa, ispravljanje, unošenje podataka MDI <F5> Rad programa u MDI operativnom modu: može se uključiti glavno vreteno i zaokranuti spremnik s alatima kontrola radi s upisanim blokom i briše privremenu memoriju za novi unos. Stranica 14

15 JOG <F6> JOG mod služi za ručno upravljanje. Pomicanje klizača alata po X, Y ili Z osi može biti kontinuirano ili prebacivanjem u posebne oblike JOG moda segmentno korakom od: S1 pomak od 1/1000 mm - tisučinkom S10 pomak od 10/1000 mm - stotinkom S100 pomak od 100/1000 mm - desetinkom S1000 pomak od 1000/1000 mm - milimetrom REF <F7> U ovom operativnom modu stroj odlazi u referentnu točku. Približavanjem referentnoj točki aktuelna pozicija koja se prikazuje na ekranu dobiva vrijednost postavljene referentne točke. Ovime se može kontrolirati prepoznavanje pozicije klizača u radnom području. U referentnu točku se mora pozicionirati: Nakon paljenja stroja Nakon glavnog isključenja (gljiva) Nakon poruke alarma («Aproach reference point» ili «Ref. Point not reached») Nakon kolizije kod koje se klizači «zabiju» zbog preopterećenja 5.2 Tipkom <F12> otvara se izbornik sa opcijama radnog područja: POS PRGRM OFFSET PARAM ALARM <F3> <F4> <F5> <F6> <F7> proširenje izbornika ostvaruje se odabirom tipke GRAPH <F3> Povratak u prethodni izbornik ostvaruje se tipkom Ove se opcije mogu koristiri direktno preko kontrolne tipkovnice na stroju Stranica 15

16 5.3 Prilaženje refeentnoj točki Kod prilaženja referentnoj točki upravljanje se sinhronizira sa strojem. Prebacivanje preklopnika u REF mod Pritisnuti najprije tipku za os Z, zatim za os X i Y kako bi se stoj pozicionirao u referentnu točku. Na PC tipkovnici moguće je pritisnuti tipku REF ALL (broj 5 na numeričkoj tipkovnici) Nakon pozicioniranja u referentnu točku stroj je sinhroniziran s kontrolnom jedinicom. 5.4 Postavljanje radnog direktorija i jezika Radni direktorij Moguće je kreirati radni direktorij u koji će se spremati programi i iz kojih će se izvršavati. Radni direktorij je poddirektorij programskog direktorija koji se kreira prilikom instalacije. U izborniku odabrati SYSTEM Pritiskati tipku PAGE Down dok se ne pojavi ekran PARAMETAR GENERAL Pozicionirati se u liniju PROGRAM PATH i upisati ime novog direktorija (max 8 karaktera) Pritisnuti tipku INPUT na strojno-upravljačkoj tipkovnici ili Enter na PC tipkovnici i novi direktorij je kreiran. Stranica 16
17 Odabir jezika Moguće je odabrati jedan od ponuđeni jezika za komunikaciju s programom. Potrebno je upisati oznaku jezika u polje LANGUAGE i jezik je postavljen. DT - njemački EN - engleski FR - francuski SP - španjolski 6 Programiranje Programi i podprogrami se upisuju u EDIT modu Pozivanje programa Aktivirati EDIT mod Pritisnuti tipku PROG ili tipkom <F12> pozvati meni na ekran i odabrati opciju PROG Pomoću opcije DIR prikazati će se svi postojeći programi Upisati broj programa O... Upisivanje novog programa pritisnuti tipku INSERT PC tipkovnici ili ENTER na Postojeći program se odabire tipkom OPRT i O SRH. Stranica 17

18 Pisanje programa: na PC tipkovnici na kontrolnoj tipkovnici N5 G1 X30 Enter Enter Enter... kraj rečenice 2 x Enter Nije potrebno upisivati redni broj naredbe, on se dodaje automatski. Da bi se ova mogućnost ukinula nema automatskog numeriranja blokova treba se odabrati SYSTEM - otvara se prozor PARAMETER MANUAL i u polju SEQUENCE NO promijeniti vrijednost 1 u 0. Brisanje programa Aktivirati EDIT mod Upisati broj programa (npr O0002) i pritisnuti tipku DELETE PC tipkovnici. kao i na AKO SE BRIŠU SVI PROGRAMI Aktivirati EDIT mod Opisati broj programa O i pritisnuti tipku DELETE Stranica 18

19 Input output podataka Pritisnutu tipku SYSTEM Na ekranu se pojavi prozor PARAMETER MANUAL U polju I/O može se odabrati: - 1 serijski interface - 2 serijski interface - A disketna jedinica A - B disketna jedinica B - C disk C - P printer Kod odabira diska C podaci se upisuju / čitaju sa radnog direktorija koji je postavljen tijekom instalacije ili iz radnog poddirektorija koji se kasnije kreirao. Program output Preći u EDIT mod Pritisnutu tipku SYSTEM Na ekranu se pojavi prozor PARAMETER MANUAL i upiše se u adresa polju I/O Pritisnuti PROG: Pritisnuti OPRT. Pritisnuti F11 ili Stranica 19
20 Pritisnuti PUNCH Upisati broj programa O00.. koji se šalje Pritisnuti EXEC i program će se poslati na odabrani port, medij il printer Program input Preći u EDIT mod Pritisnutu tipku SYSTEM Na ekranu se pojavi prozor PARAMETER MANUAL i upiše se u adresa polju I/O Pritisnuti PROG: Pritisnuti OPRT. Pritisnuti F11 ili Pritisnuti READ Kod učitavanja sa diskete ili diska potrebno je upisati broj programa (npr O0023, ako se uvosi više programa upisuje se O i svi programi sa O0022 i O0055 biti će učitani) Pritisnuti EXEC Stranica 20
21 Podaci o alatu - output Preći u EDIT mod Pritisnutu tipku SYSTEM Na ekranu se pojavi prozor PARAMETER MANUAL i upiše se u adresa polju I/O Pritisnuti OFFSET Pritisnuti OPRT. Pritisnuti F11 ili Pritisnuti PUNCH Pritisnuti EXEC Podaci o alatu - input Preći u EDIT mod Pritisnutu tipku SYSTEM Na ekranu se pojavi prozor PARAMETER MANUAL i upiše se u adresa polju I/O Pritisnuti tipku OFFSET Pritisnuti OPRT. Pritisnuti F11 ili Pritisnuti READ Pritisnuti EXEC Stranica 21
.")
22 6.1 Izvršenje programa Start NC programa Prije izvođenja programa provjeriti da li su kontrolna jedinica i stroj spremni za pokretanje programa. Aktivirati EDIT mod Pritisnuti tipku PROG ili tipkom <F12> pozvati meni i odabrati opciju PROG Upisati broj programa O... Odabrati ga tipkom CURSOR, (kao i na PC tipkovnici). Promjeniti mod u MEM Pritisnuti tipku START 6.2 Ekran pri izvršavanju programa 1 Odabirom funkcijske tipke PRGRM - na ekranu će se za vrijeme rada prikazivat aktualni blok Stranica 22


23 2. Odabirom funkcijske tipke CHECK na ekranu će se za vrijeme rada prikazivat aktualni blok, trenutna pozicija alata, aktivne G i M komande, brzina okretanja alata, posmak i alat. Pozicje alata mogu se vidjeti u APS - apsolutnom koordintnom sustavu ili REL - inkrementnom koordinatnom sustavu. 3. Odabirom funkcijske tipke CURRNT na ekranu će se za vrijeme rada prikazivat aktivna G naredba (komanda). Stranica 23
24 6.3 Pretraživanje blokova Korištenje ove funkcije omogučuje start programa iz bilo kojeg bloka. Kod traženja bloka izvršavati će se iste naredbe kao kod normalnog puštanja programa, ali se alat neće micati. Aktivirati EDIT mod Odabrati program koji će se izvršavati Pomicati CURSOR, do bloka koji će se izvršavati Promjeniti mod u MEM Pritisnuti tipku START 6.4 Utjecanje na izvršenje programa DRY RUN DRY RUN se koristi pri testiranju programa. Glavno vreteno se ne uključuje, a sva gibanja se izvedu u brzom hodu DRY RUN hodu. Ako se aktivira DRY RUN na kontrolnoh tipkovnici na ekranu će se u prvom redu pojaviti informacija DRY. SKIP SKIP se koristi kod neizvršavanja označenih programskih rečenica blokova. Ako je red označen «/»(kosom crtom), taj se red neće izvršiti, program se nastavlja dalje s prvim slijedećom redom koji nema znak «/». (npr. /N100 G0 X120 Y40..) Ako se aktivira SKIP na kontrolnoh tipkovnici na ekranu će se u prvom redu pojaviti informacija SKP. 6.5 Prekidanje izvođenja programa Rad u modu BLOK PO BLOK Nakon svakog izvršenog reda NC stroj stane i čeka nastavak tipkom START. Naredba M00 Nakon naredbe M00 programski STOP NC stroj stane i čeka nastavak tipkom START. Naredba M01 Ako je na kontrolnoj tipkovnici aktivirana opcija OPT STOP (u prvom redu ekrana prikazano je OPT), nakon naredbe M01 (uvjetni STOP) NC stroj stane i čeka nastavak tipkom START. Stranica 24


25 6.6 Simulacija programa NC programi se mogu grafički simulirati. Pritiskom na tipku GRAPH Ili korištenjem <F12> i odabirom opcije GRAPH otvara se prozor za postavlljanje grafičke simulacije. Područje simulacije je pravokutni prozor koji je definiran dole lijevim i gore desnim krajem. ULAZNI PODACI: AXIS P upisuje se broj površine u kojoj se želi simulacija 0 XY površina 1 XZ površina 2 YZ površina MINIMUM / MAXIMUM Ovdje se upisuju podaci za veličinu prozora simulacije X, Y i Z su koordinate desno gore I, J i K su kordinate lijevo dole Svi ostale unosi i opcije SOLID i AUX nisu aktivne. Pritiskom na otvara se opcija Win 3D View je opcija koja nije uključena u osnovnu verziju software-a Odabirom opcije EXEC <F4> otvara se prozor s novim mogućnostima odabira. Opcije SCALE i POS nisu aktivne. Stranica 25
26 Opcija EXEC otvara prozor za simulaciju programa sa slijedećim mogućnostima. START - pokreće grafičku simulaciju, STOP - zaustavlja simulaciju RESET - poništava simulaciju. Brzi hod je prikazan isprekidanom linijom dok su radni hodovi prikazani punom linijom. 3DVIEW je opisan na kraju skripte. Stranica 26
27 7. G naredbe G00 linearno (pravocrtno) gibanje u brzom hodu G01 linearno (pravocrtno) gibanje u radom hodu G02 kružno gibanje u radnom hodu u smjeru kazaljke na satu G03 kružno gibanje u radnom hodu u smjeru obrnutom kazaljki sata G04 kratka stanka u radu G15 naredba za kraj polarne interpolacije G16 naredba za početak polarne interpolacije G17 izbor radne površine XY G18 izbor radne površine XZ G19 izbor radne površine YZ G20 mjerni sustav u inchima G21 mjerni sustav u milimetrima G28 prilaženje referentnoj točki G40 isključena kompenzacija alata G41 uključena kompenzacija alata LIJEVA G42 uključena kompenzacija alata DESNA G43 pozitivna kompenzacija duljine alata G44 negativna kompenzacija duljine alata G49 ukidanje kompenzacije duljine alata G52 lokalni koordinatni sistem - prebacivanje W nul točke G53 strojni koordinatni sistem M točka G54 - G59 radne nul točke (W) G63 urezivanje navoja G68 - G69 rotacija koordinatnog sistema G90 apsolutni mjerni sustav G91 inkrementni mjerni sustav G94 naredba za posmak u mm/min G95 naredba za posmak i mm/okretu G97 okretaju u minuti 7.1 Ciklusi G73 Ciklus bušenja sa lomljenjem strugotine G74 Ciklus urezivanja lijevog navoja G76 Ciklus za izbušivanje rupe G80 Naredba za prekidanje ciklusa bušenja G81 Ciklus bušenja G82 Ciklus bušenja sa stankom G83 Ciklus povratnog bušenja G84 Ciklus urezivanja navoja G85 Ciklus razvrtanja rupe G86 Ciklus bušenja rupe sa zaustavljanjem rotacije alata G87 Ciklus natražnog izbušivanja džepa rupe G88 Ciklus bušenja rupe sa programiranim zaustavljanjem G89 Ciklus razvrtanja rupe sa zaustavljanjem G98 Povratak na startnu površinu G99 Povratak na povratnu površinu Stranica 27
28 G00 - naredba za linearno gibanje u brzom hodu naredbe N... G00 X... Y... Z... Alat se kreće maksimalnom brzinom prema zadanoj poziciji. Maksimalna brzina je određena od proizvođača. Primjer sa slike U apsolutnom koordinatnom sustavu G90: G00 X40 Y56 U inkrementnom koordinatnom sustavu G91: G00 X-30 Y-30.5 G01 - naredba za linearno gibanje u radnom hodu naredbe N... G01 X... Y... Z... Alat se kreće programiranom brzinom posmakom prema zadanoj poziciji. Primjer sa slike U apsolutnom koordinatnom sustavu G90: G94 (posmak u mm/min)... G00 X40 Y20.1 F500 U inkrementnom koordinatnom sustavu G91: G94 F500 (posmak u mm/min)... G00 X20 Y-25.9 Stranica 28
.")
29 Zakošenja i zaobljenja Kod programiranja moguće je umetnuti zakošenje ili zaobljenje korištenjem parametara C ili R između dvije naredbe G00 ili G01 naredbe N... G00 X... Y... C ili N... G01 X... Y... R Programiranje zakošenja ili zaobljenja moguće je samo u aktivnoj radnoj površina (npr G17). G02 - naredba za kružno gibanje u radnom hodu u smjeru kazaljke na satu G03 - naredba za kružno gibanje obrnuto od smjera kazaljke na satu naredbe N... G02 X... Y... Z... I... J... K... F... N... G03 X... Y... Z... R... F... Alat se kreće programiranom brzinom posmakom prema zadanoj poziciji po definiranom luku. X, Y, Z - krajnja točka luka I, J, K inkrementne koordinate središta luka F... - posmak R... radijus luka Primjer sa slike G02 X160 Y130 I30 J40 F500 G02 X160 Y130 R50 F500 Stranica 29
30 G04 kratka stanka naredbe N... G04 X... (sec) N... G04 P... (msec) Gibanje alata će biti zaustavljeno za vrijeme određeno u naredbi G04 u krajnjoj točki narebe. Sa naredbom P ne mogže se koristiti decimalni zarez i rezolucija je 100msec Maksimalno trajanje stanke je 2000 sec. Primjer G04 X2.5 (stanka 2.5 sec) G04 P1000 (stanka 1000 msec 1sec) G09 točno zaustavljanje - egzaktni stop naredbe N... G09 Blok će se izvršavati dok se alat ne zaustavi na 0. Zato krajevi ne mogu biti zaokruženi, što rezultira preciznim pomacima. G10 postavljanje podataka Naredba G10 dopušta promjenu controlnih podataka, parametara programiranja, upisivanje podataka o alatu,... G10 se često koristi za programiranje W nul-točke. POSTAVLANJE NUL TOČKE naredbe N... G10 L2 Pp IP...; p=0 vanjske W nul-točka (osnovna nul točka vidjeti «Postavljanje nul točke») p1-6 W nul točke koje odgovaraju koordinatnim sistemima 1-6 IP W nul točka za nekoliko osi. Kod programiranja IP se zamjenjuje slovima osi (X,Y,Z) KOMPENZACIJA ALATA naredbe N... G10 L11 P... R... ; P broja alata koji se kompenzira R vrijednost kompenzacije u apsolutnom modu G90 Kod inkrementnog programiranja G91 vrijednost kompenzacije se pridodaje već postojećoj vrijednosti Stranica 30

31 G15 - naredba za kraj polarne interpolacije G16 - naredba za početak polarne interpolacije naredbe N... G16... N... G15 Između naredbe G16 i G15 pozicije se mogu definirati polarnim koordinatama. Radne površine se odabiru naredbama G17, G18 ili G19. Adresa prve koordinate programira radijus, dok adresa druge koordinate programira kut u odnosu na W radnu točku. Primjer sa slike G17 G16 (odabir XY radne površine, početak polarne interpolacije)... G01 X50 Y30 (prva os radijus X=50, druga os kut Y=30) G17 naredba za rad u XY ravnini G18 naredba za rad u XZ ravnini G19 naredba za rad u YZ ravnini naredbe N... G17 N... G18 N... G19 Kod NC programiranja moguće je biranje radne površine u kojoj će se izvoditi obrada. Postavljena radna površina obrade kod glodanja je G17 XY površina, dok je kod tokarenja G18 XZ površina Stranica 31
32 G20 naredba za mjerenje u inch-ima naredbe N... G20 Kod NC programiranja nakon upisivanja naredbe G20 sve veličine će se konvertirati u inche. Posmak F iz mm/min u inch/min ili iz mm/o u inch/o Nul točke W, duljine i promjeri alata iz mm u inch Pomicanje alata po osima iz mm u inch Prikaz vrijednosti trenutnih vrijednosti na ekranu iz mm u inch Brzina rezanja iz m/min u feet/min G21 naredba za mjerenje u milimetrima naredbe N... G21 Kod NC programiranja nakon upisivanja naredbe G21 sve veličine će se konvertirati u milimetre. Vodeća postavka ako se ništa ne upiše sistem radi u mm. Posmak F (mm/min ili mm/o) Nul točke W, duljine i promjeri alata u mm Pomicanje alata po osima u mm Prikaz vrijednosti trenutnih vrijednosti na ekranu u mm Brzina rezanja u m/min G28 prilaženje referentnoj točki naredbe N... G28 X... Y... Z... X,Y i Z su kordinate međutočke Korištenjem naredbe G28 pozicioniranje u referentnu točku ide preko međutočke zadane koordinatama X, Y i Z. Prvo je gibanje po osi X, pa gibanje po osi Y zatom po osi Z i nastavak gibanja do referentne točke. Sva gibanja odgovaraju naredbi G00. Stranica 32
.")

33 Kompenzacija radijusa alata Korištenje kompenzacije radijusa alata kontrolna jedinica automatski proračunava put paralelan s programiranom konturom i udaljen za radijus alata te tako kompenzira radijus alata. G40 ukidanje kompenzacije radijusa alata naredbe N... G40 Ukidanje kompenzacije je dozvoljeno samo u kombinaciji s linearnim gibaljem (G00, G01). Najčešće se G40 programira sa povratom u točku promjene alata. G41 lijeva kompenzacija radijusa alata naredbe N... G41 H... Kod programiranja G41 alat će se gibati s lijeve strane programirane konture gledano u pravcu posmaka. Za proračun radijusa mora se pozvat H parametar iz offset registra (OFFSET) koji prezentira radijus alata i programirati s G41. Nije moguće direktno prelaziti iz lijeve u desnu korekciju (G41 u G42) niti obrnuto. Mora se učiniti međukorak za poništavanje kompenzacije naredbom G40. G42 desna kompenzacija radijusa alata naredbe N... G42 H... Kod programiranja G42 alat će se gibati s desne strane programirane konture gledano u pravcu posmaka. Stranica 33
34 G43 pozitivna kompenzacija duljine alata G44 negativna kompenzacija duljine alata naredbe N... G43 H... N... G44 H... Sa G43 i G44 vrijednost iz offset registra (OFFSET) će biti pridodana ili oduzeta kao duljina alata. Kod aktivne radne XY površine - G17 u programu će vrijednost iz registra biti dodana ili oduzeta kod svih Z gibanja. Primjer N.. G43 H05 Vrijednost iz registra upisana pod H05 biti će dodana svim slijedećim Z gibanjima kao duljina alata. G49 ukidanje kompenzacije duljine alata G52 lokalni koordinatni sistem naredbe N... G52 X... Y... Z... Sa naredbom G52 trenutni koordinatni sistem (W nul točka) mijenja položaj za vrijednost X,Y i Z koordinata. Ovom naredbom se kreira koordinatni podsustav i ostaje aktivan dok se na zamijeni nekim novim sistemom. G53 strojni koordinatni sistem M točka naredbe N... G53 Strojna nul točka (M) je određena kod proitvođača stroj. Izvjesne radnje npr. promjena alata, uvijek se obavljaju u istoj poziciji unutar radnog područja stroja. Naredbom G53 poništava se radna točka za jedan blok (jednu programsku rečenicu) i strojni koordinatni sistem je aktivan za taj blok. G54 G59 W radne nul točke naredbe N... G54 Kod upravljačke jedinice FANUC moguće je definirati 6 radnih nul-točaka u opciji Menu Offset. Stranica 34


35 G61 egzaktni stop mod naredbe N... G61 Blok će se izvršavati dok se alat ne zaustavi na 0. Zato krajevi ne mogu biti zaokruženi, što rezultira preciznim pomacima. G61 je aktivan dok se ne ukine naredbom G62 ili G64. G63 urezivanje navoja naredbe N... G33 Z... F... Z dubina navoja F korak navoja u mm Ovom naredbom mogu se urezivati navoji. Posmak i brzina vrtnje su 100% i nije ih moguće promijeniti. G64 mod rezanja naredbe N... G62 / G64 G62 i G64 imaju isti efekt. Prije pozicioniranja u tangentnu točku po Xosi zapoćeti će se gibanje po Yosi. Ovo rezultira nepromjenjivom brzinom kod konturnog gibanja. Konturno gibanje nije egzaktno oštrokutno. Veličina konturnog gibanja je normalno u skladu sa tolerancijama na nacrtu. Stranica 35

36 G68 / G69 rotacija koordinatnog sistema naredbe N... G68 α... β... R N... G69 G68 - uključena rotacija koordinatnog sistema G69 - isključena rotacija koordinatnog sistema a/b koordinate centra rotacije u radnoj površini R kut rotacije Rotacije se izvodi u aktuelnoj radnoj površini G17, G18 ili G19. Primjer: N5 G54 ; odabir nul točke N10 G43 T1 H10 M6 ; pozitivna kompenzacija duljine alata T1 sa adrese H10, aktiviran alat N15 S2000 M3 F300 ; 2000 o/min u smjeru kazaljke sata, pposmak 300mm/min N20 M98 P ; poziv podprograma O0100, izvršiti ga 3 puta N25 G00 Z50 ; podizanje alata u brzom hodu na 50 mm N30 M30 ; kraj programa Podprogram O0100 N10 G91 G68 X10 Y10 R22.5 ; rad u inkrementnom sustavu, rotacija koordinatnog sistema središte rotacije na koordinati x10 y10 za kut 22.5º N15 G90 G00 X30 Y10 Z5 ; rad u apsolutnom sistemu, brzim hodom na poziciju N20 G1 Z-2 ; u radnom hodu spuštanje po Z-osi na poziciju -2mm N25 X45 ; u radnom hodu gibanje po X-osi na poziciju 45mm N30 G00 Z5 ; podizanje alata u brzom hodu na poziciju Z 5mm N35 M99 ; kraj podprograma povratak u glavni program Stranica 36

37 7.1 CIKLUSI Ciklus za bušenje G98 Nakon bušenja do definirane dubine alat se vraća u startnu ravninu G99 Nakon bušenja do definirane dubine alat se vraća u povratnu ravninu definiranu s parametrom R Ako se ne upiše G98 ili G99 alat se vraća u startnu ravninu. Korištenjem G99 parameter R mora biti programiran. Iznos R parametra je različit u apsolutnom i inkrementnom sustavu. G90 apsolutni sustav definira R kao točku (ravninu) iznad radne površine (W). G91 inkrementni sustav R definira kao točku (ravninu) udaljenu od zadnje Z startne pozicije ciklusa bušenja). Gibanje alata 1. Alat se u brzom hodu giba os startne pozicije do ravnine definirane R parametrom. 2. Odvija se specifični ciklus u radnom hodu do definirane dubine 3. alat se vraća u G98 ili G99 poziciju ovisno koja je programirana u brzom hodu Broj ponavljanja K parametar definira broj ponavljanja ciklusa. Kod apsolutnog sustava G90 ponavljala bi se bušenja uiste rupe. Kod inkrementnog sustava G91 alat se svaki put pomiče za iznos X i Y pa to je najlakši način programiranja bušenja redova. Stranica 37
38 G73 Ciklus bušenja sa lomljenjem strugotine N... G98 G73 X... Y... Z... (R...) P... Q... F... K... ili N... G99 G73 X... Y... Z... (R...) P... Q... F... K... G98 / G99 povrata u startnu / povratnu ravninu G73 Ciklus bušenja sa lomljenjem strugotine X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine P vrijeme stanke na dnu rupe (msec) P1000 = 1 sec Q rezni dio dubina rezanja po hodu F posmak K broj ponavljanja Alat prodire u radnom hodu u obradak za Q dubinu rezanja, vraća se u brzom hodu 1 mm kako bi slomio strugotinu, ponovo prodire u obradak, vraća se... dok ne dostigne zadanu dubinu te se u brzom hodu vraća na programiranu G98 ili G99 poziciju. Ovakav način bušenja rupa se koristi kod dubokog bušenja i kod materijala sa lošim reznim svojstvima. G74 Ciklus urezivanja lijevog navoja N... G98 G74 X... Y... Z... (R...) F... P... K... Ovim ciklusom se izrađuju lijevi navoji. Svi parametri kao za izradu desnog navoja G84 Stranica 38
39 G76 Ciklus za izbušivanje rupe N... G98 G76 X... Y... Z... (R...) F... Q... K... Ovim ciklusom se proširuju rupe sa čeonim ili bušnim glavama. Alat se u brzom hodu giba do povratne površine, programiranim posmakom do dna rupe, vratilo se zaustavlja, alat se horizontalno odmiče u brzom hodu za vrijednost Q, zaustavlja te se u brzom hodu vraća u poziciju na početnoj (povratnoj) površini. G98 / G99 povrata u startnu / povratnu ravninu G76 Ciklus za izbušivanje rupe X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine Q vrijednost horizontalnog odmicanja K broj ponavljanja G80 Naredba za prekidanje ciklusa bušenja N... G80 Ciklusi bušenja su modalni i moraju se prekinuti naredbom G80 ili nekom naredbom iz grupe 1 ( G00, G01,..) Stranica 39
40 G81 Ciklus bušenja N... G98 G81 X... Y... Z... (R...) F... K... Ovim ciklusom se alat giba u radnom hodu do dna rupe te se u brzom hodu vraća u poziciju na početnoj (povratnoj) površini. G98 / G99 povrata u startnu / povratnu ravninu G81 ciklus za bušenje rupe X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine F posmak K broj ponavljanja Ovakav način bušenja se koristi kod bušenja plitkih rupa i kod materijala sa dobrim reznim svojstvima. G82 Ciklus bušenja sa stankom N... G98 G82 X... Y... Z... (R...) P... F... K... Ovim ciklusom se alat giba u radnom hodu do dna rupe, zadrži se na dnu da ju bolje počisti, te se u brzom hodu vraća u poziciju na početnoj (povratnoj) površini. G98 / G99 povrata u startnu / povratnu ravninu G81 ciklus za bušenje rupe X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine P vrijeme stanke na dnu rupe P1000 = 1sec F posmak K broj ponavljanja Ovakav način bušenja se koristi kod bušenja plitkih rupa i kod materijala sa dobrim reznim svojstvima. Stranica 40
41 G83 Ciklus povratnog bušenja N... G98 G83 X... Y... Z... (R...) P... Q... F... K... ili N... G99 G83 X... Y... Z... (R...) P... Q... F... K... G98 / G99 povrata u startnu / povratnu ravninu G83 Ciklus bušenja sa povratom zbog lomljenja strugotine X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine P vrijeme stanke na dnu rupe (msec) P1000 = 1 sec Q rezni dio dubina rezanja po hodu F posmak K broj ponavljanja Alat prodire u radnom hodu u obradak za Q dubinu rezanja, vraća se u brzom hodu na startnu površinu G98 ili povratnu površinu G99 (koja je programirana) kako bi slomio strugotinu u izbacio je iz rupe, ponovo se spušta u brzom hodu do 1 mm iznad dubine prethodnog bušenja, ponovo prodire u obradak u radnom hodu za slijedeču dubinu Q, vraća se... dok ne dostigne zadanu dubinu te se vraća na u brzom hodu na programiranu G98 ili G99 poziciju. Ovakav način bušenja rupa se koristi kod dubokog bušenja i kod mekanih materijala sa trakastom strugotinom. Stranica 41
42 G84 Ciklus urezivanja navoja N... G98 G84 X... Y... Z... (R...) F... P... K... ili N... G99 G84 X... Y... Z... (R...) F... P... K... G98 / G99 povrata u startnu / povratnu ravninu G84 Ciklus urezivanja navoja X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine F posmak po okretaju korak navoja P vrijeme stanke na dnu rupe (msec) P1000 = 1 sec K broj ponavljanja Alat programiranim posmakom, smjerom okretanja u pravcu kazaljke sata, ulazi u rupu do dubine Z, stane za vrijeme P, prebacuje vrtnju vratila u smjer obrnuti od kazalje sata i izlazi programiranim posmakom do površine G98 ili G99 Ureznica mora biti u steznoj glavi s kompenzacijom visine. Brzina okretanja vratila i posmak moraju biti postavljeni na 100%. G85 Ciklus razvrtanja rupe N... G98 G85 X... Y... Z... (R...) F... K... G98 / G99 povrata u startnu / povratnu ravninu G85 Ciklus razvrtanja rupe X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine F posmak K broj ponavljanja Alat programiranim posmakom ulazi u rupu do dubine Z i izlazi programiranim posmakom do površine G98 ili G99. Stranica 42
43 G86 Ciklus bušenja rupe sa zaustavljanjem rotacije alata N... G98 G85 X... Y... Z... (R...) F... G98 / G99 povrata u startnu / povratnu ravninu G86 Ciklus bušenja rupe X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine F posmak Alat programiranim posmakom ulazi u rupu do dubine Z. Na dnu rupe zaustavlja se rotacija alata i alat izlazi u brzom hodu do površine G98 ili G99. G87 Ciklus natražnog izbušivanja džepa rupe N... G87 X... Y... Z... R... Q... F... G87 Ciklus natražnog izbušivanja džepa rupe X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R dubina natražnog izbušivanja Q vrijednost horizontalnog pomaka F posmak Postojeća rupa se može s jedne strane proširiti bušnom glavom. Alat se pozicionira po X i Y osi, orijentira, zaustavlja. Horizontalno se pomiče za vrijednost Q. Vertikalno se spušta na poticiju R (ne obrađuje). Vraća se za vrijednost Q (obrađuje) Pomiče se vertikalno do pozicije Z (obrađuje) Na dubini Z rotacija vretena se zaustavlja i alat se pomiče za vrijednost Q. U brzom hodu alat izlazi iz rupe na startnu površinu. Horizontalno se pomiče za vrijednost Q i vraća u poćetnu poziciju X, Y. Stranica 43
44 G88 Ciklus bušenja rupe sa programiranim zaustavljanjem N... G88 X... Y... Z... (R...)P... F... M G88 Ciklus bušenja rupe sa programiranim zaustavljanjem X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine P vrijeme stanke na dnu rupe (msec) P1000 = 1 sec F posmak Alat programiranim posmakom ulazi u rupu do dubine Z. Na dnu rupe nakon programirane stanke se zaustavlja rotacija alata. Izlazi se ručno. G89 Ciklus razvrtanja rupe sa zaustavljanjem N... G98 G85 X... Y... Z... (R...) F... K... P... G98 / G99 povrata u startnu / povratnu ravninu G85 Ciklus razvrtanja rupe X pozicija rupe po X osi Y pozicija rupe po Y osi Z dubina rupe apsolutno ili inkrementno R vrijednost (pozicija) povratne površine F posmak P vrijeme stanke na dnu rupe (msec) P1000 = 1 sec K broj ponavljanja Alat programiranim posmakom ulazi u rupu do dubine Z, zadrži se na dnu za vrijeme P i izlazi programiranim posmakom do površine G98 ili G99. Stranica 44
45 G90 Apsolutni koordinatni sustav N... G90 Sve mjere i udaljenosti ostalih točaka mjere se od jedne početne točke u prostoru. Početna točka W nul-točka - je mjerodavna i za putanju alata. Svi putovi alata su također mjereni od te točke. Ako na početku NC programa nije upisana naredba G90, program će to uzeti kao vodeću vrijednost bez obzira što nije napisana i raditi će u apsolutnom sustavu. A (10,15) - 10 mm po osi X, 15 mm po osi Y od NUL točke B (20,35) - 20 mm po osi X, 35 mm po osi Y od NUL točke C (30,35) - 30 mm po osi X, 36 mm po osi Y od NUL točke Apsolutni sustav ima JEDNU nepromjenjivu referentnu NUL točku G91 Inkrementni koordinatni sustav N... G91 Mjere i udaljenosti jedne točke mjere se od druge točke. Početna točka - NUL točka - je mjerodavna samo za prvu točku. Zato se sustav zove inkrementni (prirast) ili slijedni ili lančani. Kako se alat giba od jedne točke prema drugoj tako točka do koje stigne postaje NUL točka slijedećeg gibanja. Kod rada u inkrementnom sustavu potrebno je napisati naredbu G91. A (10,15) - 10 mm po osi X, 15 mm po osi Y od NUL točke B (10,20) - 10 mm po osi X, 20 mm po osi Y od točke A C (10, 0) - 10 mm po osi X, 0 mm po osi Y od točke B Inkrementni sustav ima onoliko referentnih točaka koliko ima daljnjih naredbi pozicioniranja tj. svaka operacija ima za referentnu točku (početnu točku) zadnju poziciju prethodne operacije. Moguće je prelaziti iz jednog sustava u drugi koliko god je puta potrebno. Stranica 45
46 G92 Postavljanje koordinatnog sistema N... G92 X... Z... Ponekad je potrebno promijeniti nul točku unutar programa i to se radi naredbom G92. Ova naredba je modalna i ne prestaje naredbom G30 ili RESET. Zato je potrebno aktivirati prethodnu nul toču prije završetka programa. G94 Posmak u mm/min N... G94 Vrijednosti posmaka mjeriti će se u mm / min. Postavljena vrijednost kod glodanja. G95 Posmak u mm / okr N... G95 Vrijednosti posmaka mjeriti će se u mm / okr. Postavljena vrijednost kod tokarenja. G97 Okretaju u minuti N... G97 Vrijednosti S su u okr / min G98 Povratak na startnu površinu N... G98 G99 Povratak na povratnu površinu N... G99 Stranica 46
47 7.2 M naredbe M00 naredba za programski STOP M01 naredba za uvjetni STOP M02 naredba za kraj glavnog programa M03 naredba za uključenje rotacije glavnog radnog vretena (alata) u smjeru kazaljke sata M04 naredba za uključenje rotacije glavnog radnog vretena (alata) u smjeru protivnom kazaljki sata M05 naredba za zaustavljaje rotacije glavnog radnog vretena (alata) M06 naredba za izmjenu alata M08 naredba za uključivanje rashladne tekučine M09 naredba za isključivanje rashladne tekučine M27 naredba za okretanje diobene glave M30 naredba za kraj glavnog programa M71 naredba za uključivanje ispuhivanja M72 naredba za isključivanje ispuhivanja M98 naredba za poziv podprograma M99 naredba za kraj podprograma, naredba za skok M00 naredba za programski STOP N... M00 Program se zaustavlja. Vrtnja radnog vretena, posmak i dotok rashladne tekučine se gase. Strojna vrata se mogu otvoriti. Tipkom pokreće se NC program sa istim parametrima kod kojih je bio prekinut. M01 naredba za uvjetni STOP N... M01 Program se zaustavlja ako je kontrolnoj tipkovnici pritisnuta tipka. Ako tipla OPT. STOP nije aktivirana naredba M01 nema funkciju. Vrtnja radnog vretena, posmak i dotok rashladne tekučine se gase. Strojna vrata se mogu otvoriti. Tipkom pokreće se NC program sa istim parametrima kod kojih je bio prekinut. M02 naredba za kraj glavnog programa N... M02 Sve se zaustavlja i prestaje s radom. Stranica 47
48 M03 naredba za uključenje rotacije glavnog radnog vretena (alata) u smjeru kazaljke sata N... M03 Alat rotira u smjeru kazaljke sata gledano iz držača alata prema vrhu alata prema reznoj oštrici. M04 naredba za uključenje rotacije glavnog radnog vretena (alata) u smjeru protivnom kazaljki sata N... M04 Alat rotira u smjeru protivnom kazaljki sata gledano iz držača alata prema vrhu alata prema reznoj oštrici. M05 naredba za zaustavljaje rotacije glavnog radnog vretena (alata) N... M05 Alat prestaje rotirati. M06 naredba za izmjenu alata N... M06 Primjer N100 T05 M6 ; aktivirati alat broj 5 N110 G43 H4 ; uključiti pozitivnu kompenzaciju duljine alata pod brojem 4 Vrijedi samo kod strojeva koji imaju automatsku izmjenu alata. M08 naredba za uključivanje rashladne tekučine N... M08 Rashladna tekučina počinje teći. M09 naredba za isključivanje rashladne tekučine N... M09 Rashladna tekučina prestaje teći. Stranica 48
49 M27 naredba za okretanje diobene glave N... M27 Diobena glava će se zakrenuti za jedan korak (korak kuta zakretanja je mehanički određen). M30 naredba za kraj glavnog programa N... M30 Sve se zaustavlja i prestaje s radom, program se vraća na prvu naredbu. M71 naredba za uključivanje ispuhivanja N... M71 Samo kod strojeva koji imaju takav uređaj. Uključiti će se uređaj za ispuhivanje. M72 naredba za isključivanje ispuhivanja N... M72 Samo kod strojeva koji imaju takav uređaj. Isključiti će se uređaj za ispuhivanje. Stranica 49
50 M98 naredba za poziv podprograma N... M98 P... P - zadnje 4 brojke označavaju broj programa koji se poziva, dok brojke ispred toga označavaju broj ponavljanja podprograma M98 se može pisati u istom bloku sa komandama gibanja alata (npr G01 X25 M98 P puta izvrši program 9001) Ako se ne specificira broj ponavljanja podprogram se izvršava samo jedanput (npr M98 P put izvrši program 9001) Moguće je izvesti dvije petlje podprograma podprogram u podprogramu. M99 naredba za kraj podprograma, naredba za skok N... M99 N... M99 P... M99 je zadnja naredba u podprogramu M99 u podprogramu: - bez adrese (N... M99) vraća se u glavni program na prvu naredbu ispod naredbe kojom je podprogram pozvan - s adresom (N... M99 P...) skače na programirani blok (NP) u glavnom programu M99 u glavnom programu: - bez adrese (N... M99) skače na početak, - s adresom (N... M99 P...) skače na programirani blok (NP) Stranica 50
51 SADRŽAJ Oznaka Naslov Stranica 1. Kontrolna tipkovnica - objašnjenje tipki 3 2. Osnove NC upravljanja NUL točke W nul-točka Koordinatni sistem 9 3. Postavljanje W nul-točke (G54 G59) Definiranje alata Mjerenje alata pomoću «grebanja» Izbornik načina rada i radnog područja Izbornik sa opcijama načina rada Izbornik sa opcijama radnog područja 15 6 Programiranje Simulacija programa G naredbe 27 G00 G01 Zakošenja i zaobljenja G02 G03 G04 G09 G10 G15 G16 G17 G18 G19 G20 G21 G28 G40 G41 G42 G43 G44 G49 G52 G53 G54 - G59 Stranica 51
52 G68 - G69 G90 G91 G94 G95 G Ciklusi 37 G73 G74 G76 G80 G81 G82 G83 G84 G85 G86 G87 G88 G89 G98 G M naredbe 47 M00 M01 M02 M03 M04 M05 M06 M08 M09 M27 M30 M71 M72 M98 M99 Stranica 52
53 Stranica 53
CENTAR ZA NOVE TEHNOLOGIJE. CNC tokarenje. GE Series Fanuc 21-T
 CENTAR ZA NOVE TEHNOLOGIJE CNC tokarenje GE Series Fanuc 21-T Zagreb, travanj 2006. Stranica 2 / 46 1 Kontrolna tipkovnica - objašnjenje tipki S desne strane monitora nalazi se tipkovnica sa slijedećom
CENTAR ZA NOVE TEHNOLOGIJE CNC tokarenje GE Series Fanuc 21-T Zagreb, travanj 2006. Stranica 2 / 46 1 Kontrolna tipkovnica - objašnjenje tipki S desne strane monitora nalazi se tipkovnica sa slijedećom
Zbirka zadataka iz nastave. CNC glodanja
 Zbirka zadataka iz nastave CNC glodanja u I. tehničkoj školi TESLA Ivo Slade, dipl. ing. stroj. Zagreb, šk.god. 2004 / 2005. 1. ZADATAK Potrebno je napisati NC-program prema priloženom nacrtu za upravljačku
Zbirka zadataka iz nastave CNC glodanja u I. tehničkoj školi TESLA Ivo Slade, dipl. ing. stroj. Zagreb, šk.god. 2004 / 2005. 1. ZADATAK Potrebno je napisati NC-program prema priloženom nacrtu za upravljačku
( , 2. kolokvij)
") A MATEMATIKA (0..20., 2. kolokvij). Zadana je funkcija y = cos 3 () 2e 2. (a) Odredite dy. (b) Koliki je nagib grafa te funkcije za = 0. (a) zadanu implicitno s 3 + 2 y = sin y, (b) zadanu parametarski
A MATEMATIKA (0..20., 2. kolokvij). Zadana je funkcija y = cos 3 () 2e 2. (a) Odredite dy. (b) Koliki je nagib grafa te funkcije za = 0. (a) zadanu implicitno s 3 + 2 y = sin y, (b) zadanu parametarski
Strukture podataka i algoritmi 1. kolokvij 16. studenog Zadatak 1
 Strukture podataka i algoritmi 1. kolokvij Na kolokviju je dozvoljeno koristiti samo pribor za pisanje i službeni šalabahter. Predajete samo papire koje ste dobili. Rezultati i uvid u kolokvije: ponedjeljak,
Strukture podataka i algoritmi 1. kolokvij Na kolokviju je dozvoljeno koristiti samo pribor za pisanje i službeni šalabahter. Predajete samo papire koje ste dobili. Rezultati i uvid u kolokvije: ponedjeljak,
- pravac n je zadan s točkom T(2,0) i koeficijentom smjera k=2. (30 bodova)
 i koeficijentom smjera k=2. (30 bodova)") MEHANIKA 1 1. KOLOKVIJ 04/2008. grupa I 1. Zadane su dvije sile F i. Sila F = 4i + 6j [ N]. Sila je zadana s veličinom = i leži na pravcu koji s koordinatnom osi x zatvara kut od 30 (sve komponente sile
MEHANIKA 1 1. KOLOKVIJ 04/2008. grupa I 1. Zadane su dvije sile F i. Sila F = 4i + 6j [ N]. Sila je zadana s veličinom = i leži na pravcu koji s koordinatnom osi x zatvara kut od 30 (sve komponente sile
M086 LA 1 M106 GRP. Tema: Baza vektorskog prostora. Koordinatni sustav. Norma. CSB nejednakost
 M086 LA 1 M106 GRP Tema: CSB nejednakost. 19. 10. 2017. predavač: Rudolf Scitovski, Darija Marković asistent: Darija Brajković, Katarina Vincetić P 1 www.fizika.unios.hr/grpua/ 1 Baza vektorskog prostora.
M086 LA 1 M106 GRP Tema: CSB nejednakost. 19. 10. 2017. predavač: Rudolf Scitovski, Darija Marković asistent: Darija Brajković, Katarina Vincetić P 1 www.fizika.unios.hr/grpua/ 1 Baza vektorskog prostora.
Matematika 1 - vježbe. 11. prosinca 2015.
 Matematika - vježbe. prosinca 5. Stupnjevi i radijani Ako je kut φ jednak i rad, tada je veza između i 6 = Zadatak.. Izrazite u stupnjevima: a) 5 b) 7 9 c). d) 7. a) 5 9 b) 7 6 6 = = 5 c). 6 8.5 d) 7.
Matematika - vježbe. prosinca 5. Stupnjevi i radijani Ako je kut φ jednak i rad, tada je veza između i 6 = Zadatak.. Izrazite u stupnjevima: a) 5 b) 7 9 c). d) 7. a) 5 9 b) 7 6 6 = = 5 c). 6 8.5 d) 7.
Kaskadna kompenzacija SAU
 Kaskadna kompenzacija SAU U inženjerskoj praksi, naročito u sistemima regulacije elektromotornih pogona i tehnoloških procesa, veoma često se primenjuje metoda kaskadne kompenzacije, u čijoj osnovi su
Kaskadna kompenzacija SAU U inženjerskoj praksi, naročito u sistemima regulacije elektromotornih pogona i tehnoloških procesa, veoma često se primenjuje metoda kaskadne kompenzacije, u čijoj osnovi su
Program za tablično računanje Microsoft Excel
 Program za tablično računanje Microsoft Excel Teme Formule i funkcije Zbrajanje Oduzimanje Množenje Dijeljenje Izračun najveće vrijednosti Izračun najmanje vrijednosti 2 Formule i funkcije Naravno da je
Program za tablično računanje Microsoft Excel Teme Formule i funkcije Zbrajanje Oduzimanje Množenje Dijeljenje Izračun najveće vrijednosti Izračun najmanje vrijednosti 2 Formule i funkcije Naravno da je
1.4 Tangenta i normala
 28 1 DERIVACIJA 1.4 Tangenta i normala Ako funkcija f ima derivaciju u točki x 0, onda jednadžbe tangente i normale na graf funkcije f u točki (x 0 y 0 ) = (x 0 f(x 0 )) glase: t......... y y 0 = f (x
28 1 DERIVACIJA 1.4 Tangenta i normala Ako funkcija f ima derivaciju u točki x 0, onda jednadžbe tangente i normale na graf funkcije f u točki (x 0 y 0 ) = (x 0 f(x 0 )) glase: t......... y y 0 = f (x
Veleučilište u Rijeci Stručni studij sigurnosti na radu Akad. god. 2011/2012. Matematika. Monotonost i ekstremi. Katica Jurasić. Rijeka, 2011.
 Veleučilište u Rijeci Stručni studij sigurnosti na radu Akad. god. 2011/2012. Matematika Monotonost i ekstremi Katica Jurasić Rijeka, 2011. Ishodi učenja - predavanja Na kraju ovog predavanja moći ćete:,
Veleučilište u Rijeci Stručni studij sigurnosti na radu Akad. god. 2011/2012. Matematika Monotonost i ekstremi Katica Jurasić Rijeka, 2011. Ishodi učenja - predavanja Na kraju ovog predavanja moći ćete:,
UNIVERZITET U NIŠU ELEKTRONSKI FAKULTET SIGNALI I SISTEMI. Zbirka zadataka
 UNIVERZITET U NIŠU ELEKTRONSKI FAKULTET Goran Stančić SIGNALI I SISTEMI Zbirka zadataka NIŠ, 014. Sadržaj 1 Konvolucija Literatura 11 Indeks pojmova 11 3 4 Sadržaj 1 Konvolucija Zadatak 1. Odrediti konvoluciju
UNIVERZITET U NIŠU ELEKTRONSKI FAKULTET Goran Stančić SIGNALI I SISTEMI Zbirka zadataka NIŠ, 014. Sadržaj 1 Konvolucija Literatura 11 Indeks pojmova 11 3 4 Sadržaj 1 Konvolucija Zadatak 1. Odrediti konvoluciju
3.1 Granična vrednost funkcije u tački
 3 Granična vrednost i neprekidnost funkcija 2 3 Granična vrednost i neprekidnost funkcija 3. Granična vrednost funkcije u tački Neka je funkcija f(x) definisana u tačkama x za koje je 0 < x x 0 < r, ili
3 Granična vrednost i neprekidnost funkcija 2 3 Granična vrednost i neprekidnost funkcija 3. Granična vrednost funkcije u tački Neka je funkcija f(x) definisana u tačkama x za koje je 0 < x x 0 < r, ili
2 tg x ctg x 1 = =, cos 2x Zbog četvrtog kvadranta rješenje je: 2 ctg x
 Zadatak (Darjan, medicinska škola) Izračunaj vrijednosti trigonometrijskih funkcija broja ako je 6 sin =,,. 6 Rješenje Ponovimo trigonometrijske funkcije dvostrukog kuta! Za argument vrijede sljedeće formule:
Zadatak (Darjan, medicinska škola) Izračunaj vrijednosti trigonometrijskih funkcija broja ako je 6 sin =,,. 6 Rješenje Ponovimo trigonometrijske funkcije dvostrukog kuta! Za argument vrijede sljedeće formule:
IZRAČUNAVANJE POKAZATELJA NAČINA RADA NAČINA RADA (ISKORIŠĆENOSTI KAPACITETA, STEPENA OTVORENOSTI RADNIH MESTA I NIVOA ORGANIZOVANOSTI)
") IZRAČUNAVANJE POKAZATELJA NAČINA RADA NAČINA RADA (ISKORIŠĆENOSTI KAPACITETA, STEPENA OTVORENOSTI RADNIH MESTA I NIVOA ORGANIZOVANOSTI) Izračunavanje pokazatelja načina rada OTVORENOG RM RASPOLOŽIVO RADNO
IZRAČUNAVANJE POKAZATELJA NAČINA RADA NAČINA RADA (ISKORIŠĆENOSTI KAPACITETA, STEPENA OTVORENOSTI RADNIH MESTA I NIVOA ORGANIZOVANOSTI) Izračunavanje pokazatelja načina rada OTVORENOG RM RASPOLOŽIVO RADNO
DISKRETNA MATEMATIKA - PREDAVANJE 7 - Jovanka Pantović
 DISKRETNA MATEMATIKA - PREDAVANJE 7 - Jovanka Pantović Novi Sad April 17, 2018 1 / 22 Teorija grafova April 17, 2018 2 / 22 Definicija Graf je ure dena trojka G = (V, G, ψ), gde je (i) V konačan skup čvorova,
DISKRETNA MATEMATIKA - PREDAVANJE 7 - Jovanka Pantović Novi Sad April 17, 2018 1 / 22 Teorija grafova April 17, 2018 2 / 22 Definicija Graf je ure dena trojka G = (V, G, ψ), gde je (i) V konačan skup čvorova,
18. listopada listopada / 13
 18. listopada 2016. 18. listopada 2016. 1 / 13 Neprekidne funkcije Važnu klasu funkcija tvore neprekidne funkcije. To su funkcije f kod kojih mala promjena u nezavisnoj varijabli x uzrokuje malu promjenu
18. listopada 2016. 18. listopada 2016. 1 / 13 Neprekidne funkcije Važnu klasu funkcija tvore neprekidne funkcije. To su funkcije f kod kojih mala promjena u nezavisnoj varijabli x uzrokuje malu promjenu
INTEGRALNI RAČUN. Teorije, metodike i povijest infinitezimalnih računa. Lucija Mijić 17. veljače 2011.
 INTEGRALNI RAČUN Teorije, metodike i povijest infinitezimalnih računa Lucija Mijić lucija@ktf-split.hr 17. veljače 2011. Pogledajmo Predstavimo gornju sumu sa Dodamo još jedan Dobivamo pravokutnik sa Odnosno
INTEGRALNI RAČUN Teorije, metodike i povijest infinitezimalnih računa Lucija Mijić lucija@ktf-split.hr 17. veljače 2011. Pogledajmo Predstavimo gornju sumu sa Dodamo još jedan Dobivamo pravokutnik sa Odnosno
Trigonometrija 2. Adicijske formule. Formule dvostrukog kuta Formule polovičnog kuta Pretvaranje sume(razlike u produkt i obrnuto
 Trigonometrija Adicijske formule Formule dvostrukog kuta Formule polovičnog kuta Pretvaranje sume(razlike u produkt i obrnuto Razumijevanje postupka izrade složenijeg matematičkog problema iz osnova trigonometrije
Trigonometrija Adicijske formule Formule dvostrukog kuta Formule polovičnog kuta Pretvaranje sume(razlike u produkt i obrnuto Razumijevanje postupka izrade složenijeg matematičkog problema iz osnova trigonometrije
TRIGONOMETRIJSKE FUNKCIJE I I.1.
 TRIGONOMETRIJSKE FUNKCIJE I I Odredi na brojevnoj trigonometrijskoj kružnici točku Et, za koju je sin t =,cost < 0 Za koje realne brojeve a postoji realan broj takav da je sin = a? Izračunaj: sin π tg
TRIGONOMETRIJSKE FUNKCIJE I I Odredi na brojevnoj trigonometrijskoj kružnici točku Et, za koju je sin t =,cost < 0 Za koje realne brojeve a postoji realan broj takav da je sin = a? Izračunaj: sin π tg
Osnovni primer. (Z, +,,, 0, 1) je komutativan prsten sa jedinicom: množenje je distributivno prema sabiranju
 je komutativan prsten sa jedinicom: množenje je distributivno prema sabiranju") RAČUN OSTATAKA 1 1 Prsten celih brojeva Z := N + {} N + = {, 3, 2, 1,, 1, 2, 3,...} Osnovni primer. (Z, +,,,, 1) je komutativan prsten sa jedinicom: sabiranje (S1) asocijativnost x + (y + z) = (x + y)
RAČUN OSTATAKA 1 1 Prsten celih brojeva Z := N + {} N + = {, 3, 2, 1,, 1, 2, 3,...} Osnovni primer. (Z, +,,,, 1) je komutativan prsten sa jedinicom: sabiranje (S1) asocijativnost x + (y + z) = (x + y)
Apsolutno neprekidne raspodele Raspodele apsolutno neprekidnih sluqajnih promenljivih nazivaju se apsolutno neprekidnim raspodelama.
 Apsolutno neprekidne raspodele Raspodele apsolutno neprekidnih sluqajnih promenljivih nazivaju se apsolutno neprekidnim raspodelama. a b Verovatno a da sluqajna promenljiva X uzima vrednost iz intervala
Apsolutno neprekidne raspodele Raspodele apsolutno neprekidnih sluqajnih promenljivih nazivaju se apsolutno neprekidnim raspodelama. a b Verovatno a da sluqajna promenljiva X uzima vrednost iz intervala
Linearna algebra 2 prvi kolokvij,
 1 2 3 4 5 Σ jmbag smjer studija Linearna algebra 2 prvi kolokvij, 7. 11. 2012. 1. (10 bodova) Neka je dano preslikavanje s : R 2 R 2 R, s (x, y) = (Ax y), pri čemu je A: R 2 R 2 linearan operator oblika
1 2 3 4 5 Σ jmbag smjer studija Linearna algebra 2 prvi kolokvij, 7. 11. 2012. 1. (10 bodova) Neka je dano preslikavanje s : R 2 R 2 R, s (x, y) = (Ax y), pri čemu je A: R 2 R 2 linearan operator oblika
TRIGONOMETRIJA TROKUTA
 TRIGONOMETRIJA TROKUTA Standardne oznake u trokutuu ABC: a, b, c stranice trokuta α, β, γ kutovi trokuta t,t,t v,v,v s α,s β,s γ R r s težišnice trokuta visine trokuta simetrale kutova polumjer opisane
TRIGONOMETRIJA TROKUTA Standardne oznake u trokutuu ABC: a, b, c stranice trokuta α, β, γ kutovi trokuta t,t,t v,v,v s α,s β,s γ R r s težišnice trokuta visine trokuta simetrale kutova polumjer opisane
ELEKTROTEHNIČKI ODJEL
 MATEMATIKA. Neka je S skup svih živućih državljana Republike Hrvatske..04., a f preslikavanje koje svakom elementu skupa S pridružuje njegov horoskopski znak (bez podznaka). a) Pokažite da je f funkcija,
MATEMATIKA. Neka je S skup svih živućih državljana Republike Hrvatske..04., a f preslikavanje koje svakom elementu skupa S pridružuje njegov horoskopski znak (bez podznaka). a) Pokažite da je f funkcija,
Ispitivanje toka i skiciranje grafika funkcija
 Ispitivanje toka i skiciranje grafika funkcija Za skiciranje grafika funkcije potrebno je ispitati svako od sledećih svojstava: Oblast definisanosti: D f = { R f R}. Parnost, neparnost, periodičnost. 3
Ispitivanje toka i skiciranje grafika funkcija Za skiciranje grafika funkcije potrebno je ispitati svako od sledećih svojstava: Oblast definisanosti: D f = { R f R}. Parnost, neparnost, periodičnost. 3
Funkcije dviju varjabli (zadaci za vježbu)
") Funkcije dviju varjabli (zadaci za vježbu) Vidosava Šimić 22. prosinca 2009. Domena funkcije dvije varijable Ako je zadano pridruživanje (x, y) z = f(x, y), onda se skup D = {(x, y) ; f(x, y) R} R 2 naziva
Funkcije dviju varjabli (zadaci za vježbu) Vidosava Šimić 22. prosinca 2009. Domena funkcije dvije varijable Ako je zadano pridruživanje (x, y) z = f(x, y), onda se skup D = {(x, y) ; f(x, y) R} R 2 naziva
PROSTORNI STATIČKI ODREĐENI SUSTAVI
 PROSTORNI STATIČKI ODREĐENI SUSTAVI - svi elementi ne leže u istoj ravnini q 1 Z F 1 F Y F q 5 Z 8 5 8 1 7 Y y z x 7 X 1 X - svi elementi su u jednoj ravnini a opterećenje djeluje izvan te ravnine Z Y
PROSTORNI STATIČKI ODREĐENI SUSTAVI - svi elementi ne leže u istoj ravnini q 1 Z F 1 F Y F q 5 Z 8 5 8 1 7 Y y z x 7 X 1 X - svi elementi su u jednoj ravnini a opterećenje djeluje izvan te ravnine Z Y
MATEMATIKA 1 8. domaća zadaća: RADIJVEKTORI. ALGEBARSKE OPERACIJE S RADIJVEKTORIMA. LINEARNA (NE)ZAVISNOST SKUPA RADIJVEKTORA.
ZAVISNOST SKUPA RADIJVEKTORA.") Napomena: U svim zadatcima O označava ishodište pravokutnoga koordinatnoga sustava u ravnini/prostoru (tj. točke (0,0) ili (0, 0, 0), ovisno o zadatku), označava skalarni umnožak, a vektorski umnožak.
Napomena: U svim zadatcima O označava ishodište pravokutnoga koordinatnoga sustava u ravnini/prostoru (tj. točke (0,0) ili (0, 0, 0), ovisno o zadatku), označava skalarni umnožak, a vektorski umnožak.
Osnove programiranja NC i CNC glodalica
 Osnove programiranja NC i CNC glodalica IV godina Tehničar za kompjutersko upravljanje Programiranje CNC mašina Vukašin Bratić dipl.ma Aleksandar Jovanović dipl.ma Vladan Bugarinović dipl.ma dipl.maš.inž.
Osnove programiranja NC i CNC glodalica IV godina Tehničar za kompjutersko upravljanje Programiranje CNC mašina Vukašin Bratić dipl.ma Aleksandar Jovanović dipl.ma Vladan Bugarinović dipl.ma dipl.maš.inž.
radni nerecenzirani materijal za predavanja R(f) = {f(x) x D}
 = {f(x) x D}") Matematika 1 Funkcije radni nerecenzirani materijal za predavanja Definicija 1. Neka su D i K bilo koja dva neprazna skupa. Postupak f koji svakom elementu x D pridružuje točno jedan element y K zovemo funkcija
Matematika 1 Funkcije radni nerecenzirani materijal za predavanja Definicija 1. Neka su D i K bilo koja dva neprazna skupa. Postupak f koji svakom elementu x D pridružuje točno jedan element y K zovemo funkcija
TOLERANCIJE I DOSJEDI
 11.2012. VELEUČILIŠTE U RIJECI Prometni odjel OSNOVE STROJARSTVA TOLERANCIJE I DOSJEDI 1 Tolerancije dimenzija Nijednu dimenziju nije moguće izraditi savršeno točno, bez ikakvih odstupanja. Stoga, kada
11.2012. VELEUČILIŠTE U RIJECI Prometni odjel OSNOVE STROJARSTVA TOLERANCIJE I DOSJEDI 1 Tolerancije dimenzija Nijednu dimenziju nije moguće izraditi savršeno točno, bez ikakvih odstupanja. Stoga, kada
Pismeni ispit iz matematike Riješiti sistem jednačina i diskutovati rješenja sistema u zavisnosti od parametra: ( ) + 1.
 + 1.") Pismeni ispit iz matematike 0 008 GRUPA A Riješiti sistem jednačina i diskutovati rješenja sistema u zavisnosti od parametra: λ + z = Ispitati funkciju i nacrtati njen grafik: + ( λ ) + z = e Izračunati
Pismeni ispit iz matematike 0 008 GRUPA A Riješiti sistem jednačina i diskutovati rješenja sistema u zavisnosti od parametra: λ + z = Ispitati funkciju i nacrtati njen grafik: + ( λ ) + z = e Izračunati
Riješeni zadaci: Limes funkcije. Neprekidnost
 Riješeni zadaci: Limes funkcije. Neprekidnost Limes funkcije Neka je 0 [a, b] i f : D R, gdje je D = [a, b] ili D = [a, b] \ { 0 }. Kažemo da je es funkcije f u točki 0 jednak L i pišemo f ) = L, ako za
Riješeni zadaci: Limes funkcije. Neprekidnost Limes funkcije Neka je 0 [a, b] i f : D R, gdje je D = [a, b] ili D = [a, b] \ { 0 }. Kažemo da je es funkcije f u točki 0 jednak L i pišemo f ) = L, ako za
IZVODI ZADACI (I deo)
") IZVODI ZADACI (I deo) Najpre da se podsetimo tablice i osnovnih pravila:. C`=0. `=. ( )`= 4. ( n )`=n n-. (a )`=a lna 6. (e )`=e 7. (log a )`= 8. (ln)`= ` ln a (>0) 9. = ( 0) 0. `= (>0) (ovde je >0 i a
IZVODI ZADACI (I deo) Najpre da se podsetimo tablice i osnovnih pravila:. C`=0. `=. ( )`= 4. ( n )`=n n-. (a )`=a lna 6. (e )`=e 7. (log a )`= 8. (ln)`= ` ln a (>0) 9. = ( 0) 0. `= (>0) (ovde je >0 i a
Zavrxni ispit iz Matematiqke analize 1
 Građevinski fakultet Univerziteta u Beogradu 3.2.2016. Zavrxni ispit iz Matematiqke analize 1 Prezime i ime: Broj indeksa: 1. Definisati Koxijev niz. Dati primer niza koji nije Koxijev. 2. Dat je red n=1
Građevinski fakultet Univerziteta u Beogradu 3.2.2016. Zavrxni ispit iz Matematiqke analize 1 Prezime i ime: Broj indeksa: 1. Definisati Koxijev niz. Dati primer niza koji nije Koxijev. 2. Dat je red n=1
Mehanika je temeljna i najstarija grana fizike koja proučava zakone gibanja i meñudjelovanja tijela. kinematika, dinamika i statika
 1. Kinematika Mehanika je temeljna i najstarija grana fizike koja proučava zakone gibanja i meñudjelovanja tijela. kinematika, dinamika i statika Kinematika (grč. kinein = gibati) je dio mehanike koji
1. Kinematika Mehanika je temeljna i najstarija grana fizike koja proučava zakone gibanja i meñudjelovanja tijela. kinematika, dinamika i statika Kinematika (grč. kinein = gibati) je dio mehanike koji
21. ŠKOLSKO/OPĆINSKO/GRADSKO NATJECANJE IZ GEOGRAFIJE GODINE 8. RAZRED TOČNI ODGOVORI
 21. ŠKOLSKO/OPĆINSKO/GRADSKO NATJECANJE IZ GEOGRAFIJE 2014. GODINE 8. RAZRED TOČNI ODGOVORI Bodovanje za sve zadatke: - boduju se samo točni odgovori - dodatne upute navedene su za pojedine skupine zadataka
21. ŠKOLSKO/OPĆINSKO/GRADSKO NATJECANJE IZ GEOGRAFIJE 2014. GODINE 8. RAZRED TOČNI ODGOVORI Bodovanje za sve zadatke: - boduju se samo točni odgovori - dodatne upute navedene su za pojedine skupine zadataka
Kontrolni zadatak (Tačka, prava, ravan, diedar, poliedar, ortogonalna projekcija), grupa A
, grupa A") Kontrolni zadatak (Tačka, prava, ravan, diedar, poliedar, ortogonalna projekcija), grupa A Ime i prezime: 1. Prikazane su tačke A, B i C i prave a,b i c. Upiši simbole Î, Ï, Ì ili Ë tako da dobijeni iskazi
Kontrolni zadatak (Tačka, prava, ravan, diedar, poliedar, ortogonalna projekcija), grupa A Ime i prezime: 1. Prikazane su tačke A, B i C i prave a,b i c. Upiši simbole Î, Ï, Ì ili Ë tako da dobijeni iskazi
RIJEŠENI ZADACI I TEORIJA IZ
 RIJEŠENI ZADACI I TEORIJA IZ LOGARITAMSKA FUNKCIJA SVOJSTVA LOGARITAMSKE FUNKCIJE OSNOVE TRIGONOMETRIJE PRAVOKUTNOG TROKUTA - DEFINICIJA TRIGONOMETRIJSKIH FUNKCIJA - VRIJEDNOSTI TRIGONOMETRIJSKIH FUNKCIJA
RIJEŠENI ZADACI I TEORIJA IZ LOGARITAMSKA FUNKCIJA SVOJSTVA LOGARITAMSKE FUNKCIJE OSNOVE TRIGONOMETRIJE PRAVOKUTNOG TROKUTA - DEFINICIJA TRIGONOMETRIJSKIH FUNKCIJA - VRIJEDNOSTI TRIGONOMETRIJSKIH FUNKCIJA
(P.I.) PRETPOSTAVKA INDUKCIJE - pretpostavimo da tvrdnja vrijedi za n = k.
 PRETPOSTAVKA INDUKCIJE - pretpostavimo da tvrdnja vrijedi za n = k.") 1 3 Skupovi brojeva 3.1 Skup prirodnih brojeva - N N = {1, 2, 3,...} Aksiom matematičke indukcije Neka je N skup prirodnih brojeva i M podskup od N. Ako za M vrijede svojstva: 1) 1 M 2) n M (n + 1) M,
1 3 Skupovi brojeva 3.1 Skup prirodnih brojeva - N N = {1, 2, 3,...} Aksiom matematičke indukcije Neka je N skup prirodnih brojeva i M podskup od N. Ako za M vrijede svojstva: 1) 1 M 2) n M (n + 1) M,
Pošto pretvaramo iz veće u manju mjernu jedinicu broj 2.5 množimo s 1000,
 PRERAČUNAVANJE MJERNIH JEDINICA PRIMJERI, OSNOVNE PRETVORBE, POTENCIJE I ZNANSTVENI ZAPIS, PREFIKSKI, ZADACI S RJEŠENJIMA Primjeri: 1. 2.5 m = mm Pretvaramo iz veće u manju mjernu jedinicu. 1 m ima dm,
PRERAČUNAVANJE MJERNIH JEDINICA PRIMJERI, OSNOVNE PRETVORBE, POTENCIJE I ZNANSTVENI ZAPIS, PREFIKSKI, ZADACI S RJEŠENJIMA Primjeri: 1. 2.5 m = mm Pretvaramo iz veće u manju mjernu jedinicu. 1 m ima dm,
Small Basic zadatci - 8. Razred
 Small Basic zadatci - 8. Razred 1. Izradi program koji de napisati na ekranu Ovo je prvi program crvenom bojom. TextWindow.ForegroundColor = "red" TextWindow.WriteLine("Ovo je prvi program") 2. Izradi
Small Basic zadatci - 8. Razred 1. Izradi program koji de napisati na ekranu Ovo je prvi program crvenom bojom. TextWindow.ForegroundColor = "red" TextWindow.WriteLine("Ovo je prvi program") 2. Izradi
Ĉetverokut - DOMAĆA ZADAĆA. Nakon odgledanih videa trebali biste biti u stanju samostalno riješiti sljedeće zadatke.
 Ĉetverokut - DOMAĆA ZADAĆA Nakon odgledanih videa trebali biste biti u stanju samostalno riješiti sljedeće zadatke. 1. Duljine dijagonala paralelograma jednake su 6,4 cm i 11 cm, a duljina jedne njegove
Ĉetverokut - DOMAĆA ZADAĆA Nakon odgledanih videa trebali biste biti u stanju samostalno riješiti sljedeće zadatke. 1. Duljine dijagonala paralelograma jednake su 6,4 cm i 11 cm, a duljina jedne njegove
Računarska grafika. Rasterizacija linije
 Računarska grafika Osnovni inkrementalni algoritam Drugi naziv u literaturi digitalni diferencijalni analizator (DDA) Pretpostavke (privremena ograničenja koja se mogu otkloniti jednostavnim uopštavanjem
Računarska grafika Osnovni inkrementalni algoritam Drugi naziv u literaturi digitalni diferencijalni analizator (DDA) Pretpostavke (privremena ograničenja koja se mogu otkloniti jednostavnim uopštavanjem
( , treći kolokvij) 3. Na dite lokalne ekstreme funkcije z = x 4 + y 4 2x 2 + 2y 2 3. (20 bodova)
 3. Na dite lokalne ekstreme funkcije z = x 4 + y 4 2x 2 + 2y 2 3. (20 bodova)") A MATEMATIKA (.6.., treći kolokvij. Zadana je funkcija z = e + + sin(. Izračunajte a z (,, b z (,, c z.. Za funkciju z = 3 + na dite a diferencijal dz, b dz u točki T(, za priraste d =. i d =.. c Za koliko
A MATEMATIKA (.6.., treći kolokvij. Zadana je funkcija z = e + + sin(. Izračunajte a z (,, b z (,, c z.. Za funkciju z = 3 + na dite a diferencijal dz, b dz u točki T(, za priraste d =. i d =.. c Za koliko
MATEMATIKA Pokažite da za konjugiranje (a + bi = a bi) vrijedi. a) z=z b) z 1 z 2 = z 1 z 2 c) z 1 ± z 2 = z 1 ± z 2 d) z z= z 2
 vrijedi. a) z=z b) z 1 z 2 = z 1 z 2 c) z 1 ± z 2 = z 1 ± z 2 d) z z= z 2") (kompleksna analiza, vježbe ). Izračunajte a) (+i) ( i)= b) (i+) = c) i + i 4 = d) i+i + i 3 + i 4 = e) (a+bi)(a bi)= f) (+i)(i )= Skicirajte rješenja u kompleksnoj ravnini.. Pokažite da za konjugiranje
(kompleksna analiza, vježbe ). Izračunajte a) (+i) ( i)= b) (i+) = c) i + i 4 = d) i+i + i 3 + i 4 = e) (a+bi)(a bi)= f) (+i)(i )= Skicirajte rješenja u kompleksnoj ravnini.. Pokažite da za konjugiranje
Tranzistori s efektom polja. Postupak. Spoj zajedničkog uvoda. Shema pokusa
 Tranzistori s efektom polja Spoj zajedničkog uvoda U ovoj vježbi ispitujemo pojačanje signala uz pomoć FET-a u spoju zajedničkog uvoda. Shema pokusa Postupak Popis spojeva 1. Spojite pokusni uređaj na
Tranzistori s efektom polja Spoj zajedničkog uvoda U ovoj vježbi ispitujemo pojačanje signala uz pomoć FET-a u spoju zajedničkog uvoda. Shema pokusa Postupak Popis spojeva 1. Spojite pokusni uređaj na
MATRICE I DETERMINANTE - formule i zadaci - (Matrice i determinante) 1 / 15
 1 / 15") MATRICE I DETERMINANTE - formule i zadaci - (Matrice i determinante) 1 / 15 Matrice - osnovni pojmovi (Matrice i determinante) 2 / 15 (Matrice i determinante) 2 / 15 Matrice - osnovni pojmovi Matrica reda
MATRICE I DETERMINANTE - formule i zadaci - (Matrice i determinante) 1 / 15 Matrice - osnovni pojmovi (Matrice i determinante) 2 / 15 (Matrice i determinante) 2 / 15 Matrice - osnovni pojmovi Matrica reda
Zavod za tehnologiju, Katedra za alatne strojeve: GLODANJE
 Glodanje je postupak obrade odvajanjem čestica (rezanjem) obradnih površina proizvoljnih oblika. Izvodi se na alatnim strojevima, glodalicama, pri čemu je glavno (rezno) gibanje kružno kontinuirano i pridruženo
Glodanje je postupak obrade odvajanjem čestica (rezanjem) obradnih površina proizvoljnih oblika. Izvodi se na alatnim strojevima, glodalicama, pri čemu je glavno (rezno) gibanje kružno kontinuirano i pridruženo
π π ELEKTROTEHNIČKI ODJEL i) f (x) = x 3 x 2 x + 1, a = 1, b = 1;
 f (x) = x 3 x 2 x + 1, a = 1, b = 1;") 1. Provjerite da funkcija f definirana na segmentu [a, b] zadovoljava uvjete Rolleova poučka, pa odredite barem jedan c a, b takav da je f '(c) = 0 ako je: a) f () = 1, a = 1, b = 1; b) f () = 4, a =,
1. Provjerite da funkcija f definirana na segmentu [a, b] zadovoljava uvjete Rolleova poučka, pa odredite barem jedan c a, b takav da je f '(c) = 0 ako je: a) f () = 1, a = 1, b = 1; b) f () = 4, a =,
PRIMJER 3. MATLAB filtdemo
 PRIMJER 3. MATLAB filtdemo Prijenosna funkcija (IIR) Hz () =, 6 +, 3 z +, 78 z +, 3 z +, 53 z +, 3 z +, 78 z +, 3 z +, 6 z, 95 z +, 74 z +, z +, 9 z +, 4 z +, 5 z +, 3 z +, 4 z 3 4 5 6 7 8 3 4 5 6 7 8
PRIMJER 3. MATLAB filtdemo Prijenosna funkcija (IIR) Hz () =, 6 +, 3 z +, 78 z +, 3 z +, 53 z +, 3 z +, 78 z +, 3 z +, 6 z, 95 z +, 74 z +, z +, 9 z +, 4 z +, 5 z +, 3 z +, 4 z 3 4 5 6 7 8 3 4 5 6 7 8
Inženjerska grafika geometrijskih oblika (5. predavanje, tema1)
") Inženjerska grafika geometrijskih oblika (5. predavanje, tema1) Prva godina studija Mašinskog fakulteta u Nišu Predavač: Dr Predrag Rajković Mart 19, 2013 5. predavanje, tema 1 Simetrija (Symmetry) Simetrija
Inženjerska grafika geometrijskih oblika (5. predavanje, tema1) Prva godina studija Mašinskog fakulteta u Nišu Predavač: Dr Predrag Rajković Mart 19, 2013 5. predavanje, tema 1 Simetrija (Symmetry) Simetrija
7 Algebarske jednadžbe
 7 Algebarske jednadžbe 7.1 Nultočke polinoma Skup svih polinoma nad skupom kompleksnih brojeva označavamo sa C[x]. Definicija. Nultočka polinoma f C[x] je svaki kompleksni broj α takav da je f(α) = 0.
7 Algebarske jednadžbe 7.1 Nultočke polinoma Skup svih polinoma nad skupom kompleksnih brojeva označavamo sa C[x]. Definicija. Nultočka polinoma f C[x] je svaki kompleksni broj α takav da je f(α) = 0.
Proračun potrebne glavne snage rezanja i glavnog strojnog vremena obrade
 Zaod a tehnologiju Katedra a alatne strojee Proračun potrebne glane snage reanja i glanog strojnog remena obrade Sadržaj aj ježbe be: Proračun snage kod udužnog anjskog tokarenja Glano strojno rijeme kod
Zaod a tehnologiju Katedra a alatne strojee Proračun potrebne glane snage reanja i glanog strojnog remena obrade Sadržaj aj ježbe be: Proračun snage kod udužnog anjskog tokarenja Glano strojno rijeme kod
POVRŠINA TANGENCIJALNO-TETIVNOG ČETVEROKUTA
 POVRŠIN TNGENIJLNO-TETIVNOG ČETVEROKUT MLEN HLP, JELOVR U mnoštvu mnogokuta zanimljiva je formula za površinu četverokuta kojemu se istoobno može upisati i opisati kružnica: gje su a, b, c, uljine stranica
POVRŠIN TNGENIJLNO-TETIVNOG ČETVEROKUT MLEN HLP, JELOVR U mnoštvu mnogokuta zanimljiva je formula za površinu četverokuta kojemu se istoobno može upisati i opisati kružnica: gje su a, b, c, uljine stranica
Operacije s matricama
 Linearna algebra I Operacije s matricama Korolar 3.1.5. Množenje matrica u vektorskom prostoru M n (F) ima sljedeća svojstva: (1) A(B + C) = AB + AC, A, B, C M n (F); (2) (A + B)C = AC + BC, A, B, C M
Linearna algebra I Operacije s matricama Korolar 3.1.5. Množenje matrica u vektorskom prostoru M n (F) ima sljedeća svojstva: (1) A(B + C) = AB + AC, A, B, C M n (F); (2) (A + B)C = AC + BC, A, B, C M
BIPOLARNI TRANZISTOR Auditorne vježbe
 BPOLARN TRANZSTOR Auditorne vježbe Struje normalno polariziranog bipolarnog pnp tranzistora: p n p p - p n B0 struja emitera + n B + - + - U B B U B struja kolektora p + B0 struja baze B n + R - B0 gdje
BPOLARN TRANZSTOR Auditorne vježbe Struje normalno polariziranog bipolarnog pnp tranzistora: p n p p - p n B0 struja emitera + n B + - + - U B B U B struja kolektora p + B0 struja baze B n + R - B0 gdje
MATEMATIKA I 1.kolokvij zadaci za vježbu I dio
 MATEMATIKA I kolokvij zadaci za vježbu I dio Odredie c 0 i kosinuse kueva koje s koordinanim osima čini vekor c = a b ako je a = i + j, b = i + k Odredie koliki je volumen paralelepipeda, čiji se bridovi
MATEMATIKA I kolokvij zadaci za vježbu I dio Odredie c 0 i kosinuse kueva koje s koordinanim osima čini vekor c = a b ako je a = i + j, b = i + k Odredie koliki je volumen paralelepipeda, čiji se bridovi
POTPUNO RIJEŠENIH ZADATAKA PRIRUČNIK ZA SAMOSTALNO UČENJE
 **** MLADEN SRAGA **** 011. UNIVERZALNA ZBIRKA POTPUNO RIJEŠENIH ZADATAKA PRIRUČNIK ZA SAMOSTALNO UČENJE SKUP REALNIH BROJEVA α Autor: MLADEN SRAGA Grafički urednik: BESPLATNA - WEB-VARIJANTA Tisak: M.I.M.-SRAGA
**** MLADEN SRAGA **** 011. UNIVERZALNA ZBIRKA POTPUNO RIJEŠENIH ZADATAKA PRIRUČNIK ZA SAMOSTALNO UČENJE SKUP REALNIH BROJEVA α Autor: MLADEN SRAGA Grafički urednik: BESPLATNA - WEB-VARIJANTA Tisak: M.I.M.-SRAGA
1 Promjena baze vektora
 Promjena baze vektora Neka su dane dvije različite uredene baze u R n, označimo ih s A = (a, a,, a n i B = (b, b,, b n Svaki vektor v R n ima medusobno različite koordinatne zapise u bazama A i B Zapis
Promjena baze vektora Neka su dane dvije različite uredene baze u R n, označimo ih s A = (a, a,, a n i B = (b, b,, b n Svaki vektor v R n ima medusobno različite koordinatne zapise u bazama A i B Zapis
PRAVA. Prava je u prostoru određena jednom svojom tačkom i vektorom paralelnim sa tom pravom ( vektor paralelnosti).
.") PRAVA Prava je kao i ravan osnovni geometrijski ojam i ne definiše se. Prava je u rostoru određena jednom svojom tačkom i vektorom aralelnim sa tom ravom ( vektor aralelnosti). M ( x, y, z ) 3 Posmatrajmo
PRAVA Prava je kao i ravan osnovni geometrijski ojam i ne definiše se. Prava je u rostoru određena jednom svojom tačkom i vektorom aralelnim sa tom ravom ( vektor aralelnosti). M ( x, y, z ) 3 Posmatrajmo
Prikaz sustava u prostoru stanja
 Prikaz sustava u prostoru stanja Prikaz sustava u prostoru stanja je jedan od načina prikaza matematičkog modela sustava (uz diferencijalnu jednadžbu, prijenosnu funkciju itd). Promatramo linearne sustave
Prikaz sustava u prostoru stanja Prikaz sustava u prostoru stanja je jedan od načina prikaza matematičkog modela sustava (uz diferencijalnu jednadžbu, prijenosnu funkciju itd). Promatramo linearne sustave
VJEŽBE 3 BIPOLARNI TRANZISTORI. Slika 1. Postoje npn i pnp bipolarni tranziostori i njihovi simboli su dati na slici 2 i to npn lijevo i pnp desno.
 JŽ 3 POLAN TANZSTO ipolarni tranzistor se sastoji od dva pn spoja kod kojih je jedna oblast zajednička za oba i naziva se baza, slika 1 Slika 1 ipolarni tranzistor ima 3 izvoda: emitor (), kolektor (K)
JŽ 3 POLAN TANZSTO ipolarni tranzistor se sastoji od dva pn spoja kod kojih je jedna oblast zajednička za oba i naziva se baza, slika 1 Slika 1 ipolarni tranzistor ima 3 izvoda: emitor (), kolektor (K)
Betonske konstrukcije 1 - vežbe 3 - Veliki ekscentricitet -Dodatni primeri
 Betonske konstrukcije 1 - vežbe 3 - Veliki ekscentricitet -Dodatni primeri 1 1 Zadatak 1b Čisto savijanje - vezano dimenzionisanje Odrediti potrebnu površinu armature za presek poznatih dimenzija, pravougaonog
Betonske konstrukcije 1 - vežbe 3 - Veliki ekscentricitet -Dodatni primeri 1 1 Zadatak 1b Čisto savijanje - vezano dimenzionisanje Odrediti potrebnu površinu armature za presek poznatih dimenzija, pravougaonog
Teorijske osnove informatike 1
 Teorijske osnove informatike 1 9. oktobar 2014. () Teorijske osnove informatike 1 9. oktobar 2014. 1 / 17 Funkcije Veze me du skupovima uspostavljamo skupovima koje nazivamo funkcijama. Neformalno, funkcija
Teorijske osnove informatike 1 9. oktobar 2014. () Teorijske osnove informatike 1 9. oktobar 2014. 1 / 17 Funkcije Veze me du skupovima uspostavljamo skupovima koje nazivamo funkcijama. Neformalno, funkcija
PARCIJALNI IZVODI I DIFERENCIJALI. Sama definicija parcijalnog izvoda i diferencijala je malo teža, mi se njome ovde nećemo baviti a vi ćete je,
 PARCIJALNI IZVODI I DIFERENCIJALI Sama definicija parcijalnog ivoda i diferencijala je malo teža, mi se njome ovde nećemo baviti a vi ćete je, naravno, naučiti onako kako vaš profesor ahteva. Mi ćemo probati
PARCIJALNI IZVODI I DIFERENCIJALI Sama definicija parcijalnog ivoda i diferencijala je malo teža, mi se njome ovde nećemo baviti a vi ćete je, naravno, naučiti onako kako vaš profesor ahteva. Mi ćemo probati
INTELIGENTNO UPRAVLJANJE
 INTELIGENTNO UPRAVLJANJE Fuzzy sistemi zaključivanja Vanr.prof. Dr. Lejla Banjanović-Mehmedović Mehmedović 1 Osnovni elementi fuzzy sistema zaključivanja Fazifikacija Baza znanja Baze podataka Baze pravila
INTELIGENTNO UPRAVLJANJE Fuzzy sistemi zaključivanja Vanr.prof. Dr. Lejla Banjanović-Mehmedović Mehmedović 1 Osnovni elementi fuzzy sistema zaključivanja Fazifikacija Baza znanja Baze podataka Baze pravila
IZVODI ZADACI ( IV deo) Rešenje: Najpre ćemo logaritmovati ovu jednakost sa ln ( to beše prirodni logaritam za osnovu e) a zatim ćemo
 Rešenje: Najpre ćemo logaritmovati ovu jednakost sa ln ( to beše prirodni logaritam za osnovu e) a zatim ćemo") IZVODI ZADACI ( IV deo) LOGARITAMSKI IZVOD Logariamskim izvodom funkcije f(), gde je >0 i, nazivamo izvod logarima e funkcije, o jes: (ln ) f ( ) f ( ) Primer. Nadji izvod funkcije Najpre ćemo logarimovai
IZVODI ZADACI ( IV deo) LOGARITAMSKI IZVOD Logariamskim izvodom funkcije f(), gde je >0 i, nazivamo izvod logarima e funkcije, o jes: (ln ) f ( ) f ( ) Primer. Nadji izvod funkcije Najpre ćemo logarimovai
2. Ako je funkcija f(x) parna onda se Fourierov red funkcije f(x) reducira na Fourierov kosinusni red. f(x) cos
 parna onda se Fourierov red funkcije f(x) reducira na Fourierov kosinusni red. f(x) cos") . KOLOKVIJ PRIMIJENJENA MATEMATIKA FOURIEROVE TRANSFORMACIJE 1. Za periodičnu funkciju f(x) s periodom p=l Fourierov red je gdje su a,a n, b n Fourierovi koeficijenti od f(x) gdje su a =, a n =, b n =..
. KOLOKVIJ PRIMIJENJENA MATEMATIKA FOURIEROVE TRANSFORMACIJE 1. Za periodičnu funkciju f(x) s periodom p=l Fourierov red je gdje su a,a n, b n Fourierovi koeficijenti od f(x) gdje su a =, a n =, b n =..
INŽENJERSTVO NAFTE I GASA. 2. vežbe. 2. vežbe Tehnologija bušenja II Slide 1 of 50
 INŽENJERSTVO NAFTE I GASA Tehnologija bušenja II 2. vežbe 2. vežbe Tehnologija bušenja II Slide 1 of 50 Proračuni trajektorija koso-usmerenih bušotina 2. vežbe Tehnologija bušenja II Slide 2 of 50 Proračun
INŽENJERSTVO NAFTE I GASA Tehnologija bušenja II 2. vežbe 2. vežbe Tehnologija bušenja II Slide 1 of 50 Proračuni trajektorija koso-usmerenih bušotina 2. vežbe Tehnologija bušenja II Slide 2 of 50 Proračun
Najjednostavnija metoda upravljanja slijedom instrukcija:
 4. Upravljačka jedinica Funkcija upravljačke jedinice Prijenos upravljanja između programa Rekurzivni programi LIFO ili stožna struktura Uporaba stoga AIOR, S. Ribarić 1 Funkcije upravljačke jedinice:
4. Upravljačka jedinica Funkcija upravljačke jedinice Prijenos upravljanja između programa Rekurzivni programi LIFO ili stožna struktura Uporaba stoga AIOR, S. Ribarić 1 Funkcije upravljačke jedinice:
radni nerecenzirani materijal za predavanja
 Matematika 1 Funkcije radni nerecenzirani materijal za predavanja Definicija 1. Kažemo da je funkcija f : a, b R u točki x 0 a, b postiže lokalni minimum ako postoji okolina O(x 0 ) broja x 0 takva da je
Matematika 1 Funkcije radni nerecenzirani materijal za predavanja Definicija 1. Kažemo da je funkcija f : a, b R u točki x 0 a, b postiže lokalni minimum ako postoji okolina O(x 0 ) broja x 0 takva da je
Eliminacijski zadatak iz Matematike 1 za kemičare
 Za mnoge reakcije vrijedi Arrheniusova jednadžba, koja opisuje vezu koeficijenta brzine reakcije i temperature: K = Ae Ea/(RT ). - T termodinamička temperatura (u K), - R = 8, 3145 J K 1 mol 1 opća plinska
Za mnoge reakcije vrijedi Arrheniusova jednadžba, koja opisuje vezu koeficijenta brzine reakcije i temperature: K = Ae Ea/(RT ). - T termodinamička temperatura (u K), - R = 8, 3145 J K 1 mol 1 opća plinska
Elektrotehnički fakultet univerziteta u Beogradu 17.maj Odsek za Softversko inžinjerstvo
 Elektrotehnički fakultet univerziteta u Beogradu 7.maj 009. Odsek za Softversko inžinjerstvo Performanse računarskih sistema Drugi kolokvijum Predmetni nastavnik: dr Jelica Protić (35) a) (0) Posmatra
Elektrotehnički fakultet univerziteta u Beogradu 7.maj 009. Odsek za Softversko inžinjerstvo Performanse računarskih sistema Drugi kolokvijum Predmetni nastavnik: dr Jelica Protić (35) a) (0) Posmatra
PREDNAPETI BETON Primjer nadvožnjaka preko autoceste
 PREDNAPETI BETON Primjer nadvožnjaka preko autoceste 7. VJEŽBE PLAN ARMATURE PREDNAPETOG Dominik Skokandić, mag.ing.aedif. PLAN ARMATURE PREDNAPETOG 1. Rekapitulacija odabrane armature 2. Određivanje duljina
PREDNAPETI BETON Primjer nadvožnjaka preko autoceste 7. VJEŽBE PLAN ARMATURE PREDNAPETOG Dominik Skokandić, mag.ing.aedif. PLAN ARMATURE PREDNAPETOG 1. Rekapitulacija odabrane armature 2. Određivanje duljina
2.7 Primjene odredenih integrala
 . INTEGRAL 77.7 Primjene odredenih integrala.7.1 Računanje površina Pořsina lika omedenog pravcima x = a i x = b te krivuljama y = f(x) i y = g(x) je b P = f(x) g(x) dx. a Zadatak.61 Odredite površinu
. INTEGRAL 77.7 Primjene odredenih integrala.7.1 Računanje površina Pořsina lika omedenog pravcima x = a i x = b te krivuljama y = f(x) i y = g(x) je b P = f(x) g(x) dx. a Zadatak.61 Odredite površinu
Pismeni ispit iz matematike GRUPA A 1. Napisati u trigonometrijskom i eksponencijalnom obliku kompleksni broj, zatim naći 4 z.
 Pismeni ispit iz matematike 06 007 Napisati u trigonometrijskom i eksponencijalnom obliku kompleksni broj z = + i, zatim naći z Ispitati funkciju i nacrtati grafik : = ( ) y e + 6 Izračunati integral:
Pismeni ispit iz matematike 06 007 Napisati u trigonometrijskom i eksponencijalnom obliku kompleksni broj z = + i, zatim naći z Ispitati funkciju i nacrtati grafik : = ( ) y e + 6 Izračunati integral:
IspitivaƬe funkcija: 1. Oblast definisanosti funkcije (ili domen funkcije) D f
 D f") IspitivaƬe funkcija: 1. Oblast definisanosti funkcije (ili domen funkcije) D f IspitivaƬe funkcija: 1. Oblast definisanosti funkcije (ili domen funkcije) D f 2. Nule i znak funkcije; presek sa y-osom IspitivaƬe
IspitivaƬe funkcija: 1. Oblast definisanosti funkcije (ili domen funkcije) D f IspitivaƬe funkcija: 1. Oblast definisanosti funkcije (ili domen funkcije) D f 2. Nule i znak funkcije; presek sa y-osom IspitivaƬe
ZNANSTVENI KALKULATOR UPUTSTVO ZA UPOTREBU
 ZNANSTVENI KALKULATOR UPUTSTVO ZA UPOTREBU TIPKOVNICA HR-1 FAST ČR a. s. i UPRAVLJAČKE TIPKE 1 Tipka za isključenje Pritiskom ove tipke, kalkulator se isključuje. Funkcija automatskog isključenja (A.
ZNANSTVENI KALKULATOR UPUTSTVO ZA UPOTREBU TIPKOVNICA HR-1 FAST ČR a. s. i UPRAVLJAČKE TIPKE 1 Tipka za isključenje Pritiskom ove tipke, kalkulator se isključuje. Funkcija automatskog isključenja (A.
Dijagrami: Greda i konzola. Prosta greda. II. Dijagrami unutarnjih sila. 2. Popre nih sila TZ 3. Momenata savijanja My. 1. Uzdužnih sila N. 11.
 Dijagrami:. Udužnih sia N Greda i konoa. Popre nih sia TZ 3. Momenata savijanja My. dio Prosta greda. Optere ena koncentriranom siom F I. Reaktivne sie:. M A = 0 R B F a = 0. M B = 0 R A F b = 0 3. F =
Dijagrami:. Udužnih sia N Greda i konoa. Popre nih sia TZ 3. Momenata savijanja My. dio Prosta greda. Optere ena koncentriranom siom F I. Reaktivne sie:. M A = 0 R B F a = 0. M B = 0 R A F b = 0 3. F =
( ) ( ) 2 UNIVERZITET U ZENICI POLITEHNIČKI FAKULTET. Zadaci za pripremu polaganja kvalifikacionog ispita iz Matematike. 1. Riješiti jednačine: 4
 ( ) 2 UNIVERZITET U ZENICI POLITEHNIČKI FAKULTET. Zadaci za pripremu polaganja kvalifikacionog ispita iz Matematike. 1. Riješiti jednačine: 4") UNIVERZITET U ZENICI POLITEHNIČKI FAKULTET Riješiti jednačine: a) 5 = b) ( ) 3 = c) + 3+ = 7 log3 č) = 8 + 5 ć) sin cos = d) 5cos 6cos + 3 = dž) = đ) + = 3 e) 6 log + log + log = 7 f) ( ) ( ) g) ( ) log
UNIVERZITET U ZENICI POLITEHNIČKI FAKULTET Riješiti jednačine: a) 5 = b) ( ) 3 = c) + 3+ = 7 log3 č) = 8 + 5 ć) sin cos = d) 5cos 6cos + 3 = dž) = đ) + = 3 e) 6 log + log + log = 7 f) ( ) ( ) g) ( ) log
III VEŽBA: FURIJEOVI REDOVI
 III VEŽBA: URIJEOVI REDOVI 3.1. eorijska osnova Posmatrajmo neki vremenski kontinualan signal x(t) na intervalu definisati: t + t t. ada se može X [ k ] = 1 t + t x ( t ) e j 2 π kf t dt, gde je f = 1/.
III VEŽBA: URIJEOVI REDOVI 3.1. eorijska osnova Posmatrajmo neki vremenski kontinualan signal x(t) na intervalu definisati: t + t t. ada se može X [ k ] = 1 t + t x ( t ) e j 2 π kf t dt, gde je f = 1/.
RADIJVEKTORI. ALGEBARSKE OPERACIJE S RADIJVEKTORIMA. LINEARNA (NE)ZAVISNOST SKUPA RADIJVEKTORA.
ZAVISNOST SKUPA RADIJVEKTORA.") Napomena: U svim zadatcima O označava ishodište pravokutnoga koordinatnoga sustava u ravnini/prostoru (tj. točke (0,0) ili (0, 0, 0), ovisno o zadatku), označava skalarni umnožak, a vektorski umnožak.
Napomena: U svim zadatcima O označava ishodište pravokutnoga koordinatnoga sustava u ravnini/prostoru (tj. točke (0,0) ili (0, 0, 0), ovisno o zadatku), označava skalarni umnožak, a vektorski umnožak.
5. PARCIJALNE DERIVACIJE
 5. PARCIJALNE DERIVACIJE 5.1. Izračunajte parcijalne derivacije sljedećih funkcija: (a) f (x y) = x 2 + y (b) f (x y) = xy + xy 2 (c) f (x y) = x 2 y + y 3 x x + y 2 (d) f (x y) = x cos x cos y (e) f (x
5. PARCIJALNE DERIVACIJE 5.1. Izračunajte parcijalne derivacije sljedećih funkcija: (a) f (x y) = x 2 + y (b) f (x y) = xy + xy 2 (c) f (x y) = x 2 y + y 3 x x + y 2 (d) f (x y) = x cos x cos y (e) f (x
šupanijsko natjecanje iz zike 2017/2018 Srednje ²kole 1. grupa Rje²enja i smjernice za bodovanje 1. zadatak (11 bodova)
") šupanijsko natjecanje iz zike 017/018 Srednje ²kole 1. grupa Rje²enja i smjernice za bodovanje 1. zadatak (11 bodova) U prvom vremenskom intervalu t 1 = 7 s automobil se giba jednoliko ubrzano ubrzanjem
šupanijsko natjecanje iz zike 017/018 Srednje ²kole 1. grupa Rje²enja i smjernice za bodovanje 1. zadatak (11 bodova) U prvom vremenskom intervalu t 1 = 7 s automobil se giba jednoliko ubrzano ubrzanjem
Prostorni spojeni sistemi
 Prostorni spojeni sistemi K. F. (poopćeni) pomaci i stupnjevi slobode tijela u prostoru: 1. pomak po pravcu (translacija): dva kuta kojima je odreden orijentirani pravac (os) i orijentirana duljina pomaka
Prostorni spojeni sistemi K. F. (poopćeni) pomaci i stupnjevi slobode tijela u prostoru: 1. pomak po pravcu (translacija): dva kuta kojima je odreden orijentirani pravac (os) i orijentirana duljina pomaka
Matematička analiza 1 dodatni zadaci
 Matematička analiza 1 dodatni zadaci 1. Ispitajte je li funkcija f() := 4 4 5 injekcija na intervalu I, te ako jest odredite joj sliku i inverz, ako je (a) I = [, 3), (b) I = [1, ], (c) I = ( 1, 0].. Neka
Matematička analiza 1 dodatni zadaci 1. Ispitajte je li funkcija f() := 4 4 5 injekcija na intervalu I, te ako jest odredite joj sliku i inverz, ako je (a) I = [, 3), (b) I = [1, ], (c) I = ( 1, 0].. Neka
SoftLab Upute za korištenje
 Korisnička dokumentacija programa "SoftLab" 1 SoftLab Upute za korištenje 1. POKRETANJE PROGRAMA I UPRAVLJANJE RADNOM OKOLINOM...2 2. DEFINIRANJE STANDARDNIH POSTAVKI PROGRAMA...5 2.1. ODABIR STANDARDNE
Korisnička dokumentacija programa "SoftLab" 1 SoftLab Upute za korištenje 1. POKRETANJE PROGRAMA I UPRAVLJANJE RADNOM OKOLINOM...2 2. DEFINIRANJE STANDARDNIH POSTAVKI PROGRAMA...5 2.1. ODABIR STANDARDNE
, 81, 5?J,. 1o~",mlt. [ BO'?o~ ~Iel7L1 povr.sil?lj pt"en:nt7 cf~ ~ <;). So. r~ ~ I~ + 2 JA = (;82,67'11:/'+2-[ 4'33.10'+ 7M.
. So. r~ ~ I~ + 2 JA = (;82,67'11:/'+2-[ 4'33.10'+ 7M.") J r_jl v. el7l1 povr.sl?lj pt"en:nt7 cf \ L.sj,,;, ocredz' 3 Q),sof'stvene f1?(j'me")7e?j1erc!je b) po{o!.aj 'i1m/' ce/y11ra.[,p! (j'j,a 1lerc!/e
J r_jl v. el7l1 povr.sl?lj pt"en:nt7 cf \ L.sj,,;, ocredz' 3 Q),sof'stvene f1?(j'me")7e?j1erc!je b) po{o!.aj 'i1m/' ce/y11ra.[,p! (j'j,a 1lerc!/e
Gauss, Stokes, Maxwell. Vektorski identiteti ( ),
,") Vektorski identiteti ( ), Gauss, Stokes, Maxwell Saša Ilijić 21. listopada 2009. Saša Ilijić, predavanja FER/F2: Vektorski identiteti, nabla, Gauss, Stokes, Maxwell... (21. listopada 2009.) Skalarni i
Vektorski identiteti ( ), Gauss, Stokes, Maxwell Saša Ilijić 21. listopada 2009. Saša Ilijić, predavanja FER/F2: Vektorski identiteti, nabla, Gauss, Stokes, Maxwell... (21. listopada 2009.) Skalarni i
Periodičke izmjenične veličine
 EHNČK FAKULE SVEUČLŠA U RJEC Zavod za elekroenergeiku Sudij: Preddiploski sručni sudij elekroehnike Kolegij: Osnove elekroehnike Nosielj kolegija: Branka Dobraš Periodičke izjenične veličine Osnove elekroehnike
EHNČK FAKULE SVEUČLŠA U RJEC Zavod za elekroenergeiku Sudij: Preddiploski sručni sudij elekroehnike Kolegij: Osnove elekroehnike Nosielj kolegija: Branka Dobraš Periodičke izjenične veličine Osnove elekroehnike
for <brojacka_promenljiva> := <pocetna_vrednost> to <krajnja_vrednost> do <naredba>
 Naredbe ponavljanja U većini programa se javljaju situacije kada je potrebno neku naredbu ili grupu naredbi izvršiti više puta. Ukoliko je naredbu potrebno izvršiti konačan i mali broj puta, problem je
Naredbe ponavljanja U većini programa se javljaju situacije kada je potrebno neku naredbu ili grupu naredbi izvršiti više puta. Ukoliko je naredbu potrebno izvršiti konačan i mali broj puta, problem je
1 UPUTSTVO ZA IZRADU GRAFIČKOG RADA IZ MEHANIKE II
 1 UPUTSTVO ZA IZRADU GRAFIČKOG RADA IZ MEHANIKE II Zadatak: Klipni mehanizam se sastoji iz krivaje (ekscentarske poluge) OA dužine R, klipne poluge AB dužine =3R i klipa kompresora B (ukrsne glave). Krivaja
1 UPUTSTVO ZA IZRADU GRAFIČKOG RADA IZ MEHANIKE II Zadatak: Klipni mehanizam se sastoji iz krivaje (ekscentarske poluge) OA dužine R, klipne poluge AB dužine =3R i klipa kompresora B (ukrsne glave). Krivaja
FAKULTET PROMETNIH ZNANOSTI
 SVUČILIŠT U ZAGU FAKULTT POMTNIH ZNANOSTI predmet: Nastavnik: Prof. dr. sc. Zvonko Kavran zvonko.kavran@fpz.hr * Autorizirana predavanja 2016. 1 Pojačala - Pojačavaju ulazni signal - Zahtjev linearnost
SVUČILIŠT U ZAGU FAKULTT POMTNIH ZNANOSTI predmet: Nastavnik: Prof. dr. sc. Zvonko Kavran zvonko.kavran@fpz.hr * Autorizirana predavanja 2016. 1 Pojačala - Pojačavaju ulazni signal - Zahtjev linearnost
MATEMATIKA 2. Grupa 1 Rexea zadataka. Prvi pismeni kolokvijum, Dragan ori
 MATEMATIKA 2 Prvi pismeni kolokvijum, 14.4.2016 Grupa 1 Rexea zadataka Dragan ori Zadaci i rexea 1. unkcija f : R 2 R definisana je sa xy 2 f(x, y) = x2 + y sin 3 2 x 2, (x, y) (0, 0) + y2 0, (x, y) =
MATEMATIKA 2 Prvi pismeni kolokvijum, 14.4.2016 Grupa 1 Rexea zadataka Dragan ori Zadaci i rexea 1. unkcija f : R 2 R definisana je sa xy 2 f(x, y) = x2 + y sin 3 2 x 2, (x, y) (0, 0) + y2 0, (x, y) =
Grafičko prikazivanje atributivnih i geografskih nizova
 Grafičko prikazivanje atributivnih i geografskih nizova Biserka Draščić Ban Pomorski fakultet u Rijeci 17. veljače 2011. Grafičko prikazivanje atributivnih nizova Atributivni nizovi prikazuju se grafički
Grafičko prikazivanje atributivnih i geografskih nizova Biserka Draščić Ban Pomorski fakultet u Rijeci 17. veljače 2011. Grafičko prikazivanje atributivnih nizova Atributivni nizovi prikazuju se grafički
Napisat demo program koji generira funkciju prijenosa G(s)=(2s+4)/(s2+4s+3) s=tf('s'); Br=2*s+4;Naz=s^2+4*s+3; G=Br/Naz
=(2s+4)/(s2+4s+3) s=tf('s'); Br=2*s+4;Naz=s^2+4*s+3; G=Br/Naz") LV3 Napisat demo program koji generira funkciju prijenosa G(s)=(2s+4)/(s2+4s+3) s=tf('s'); Br=2*s+4;Naz=s^2+4*s+3; G=Br/Naz s=tf('s'); Br=2*(s+2);Naz=(s+1)*(s+3); G=Br/Naz s=tf('s'); Br=[2 4];Naz=[1 4
LV3 Napisat demo program koji generira funkciju prijenosa G(s)=(2s+4)/(s2+4s+3) s=tf('s'); Br=2*s+4;Naz=s^2+4*s+3; G=Br/Naz s=tf('s'); Br=2*(s+2);Naz=(s+1)*(s+3); G=Br/Naz s=tf('s'); Br=[2 4];Naz=[1 4
Akvizicija tereta. 5660t. Y= masa drva, X=masa cementa. Na brod će se ukrcati 1733 tona drva i 3927 tona cementa.
 Akvizicija tereta. Korisna nosivost broda je 6 t, a na brodu ia 8 cu. ft. prostora raspoloživog za sještaj tereta pod palubu. Navedeni brod treba krcati drvo i ceent, a na palubu ože aksialno ukrcati 34
Akvizicija tereta. Korisna nosivost broda je 6 t, a na brodu ia 8 cu. ft. prostora raspoloživog za sještaj tereta pod palubu. Navedeni brod treba krcati drvo i ceent, a na palubu ože aksialno ukrcati 34
numeričkih deskriptivnih mera.
 DESKRIPTIVNA STATISTIKA Numeričku seriju podataka opisujemo pomoću Numeričku seriju podataka opisujemo pomoću numeričkih deskriptivnih mera. Pokazatelji centralne tendencije Aritmetička sredina, Medijana,
DESKRIPTIVNA STATISTIKA Numeričku seriju podataka opisujemo pomoću Numeričku seriju podataka opisujemo pomoću numeričkih deskriptivnih mera. Pokazatelji centralne tendencije Aritmetička sredina, Medijana,