Share bởi Advance Cad
|
|
|
- Ἡρὼ Διδασκάλου
- 7 χρόνια πριν
- Προβολές:
Transcript
1 Ch ng I - M«i tr êng MasterCAM X Néi dung chýnh: 1. Cµi Æt MasterCAM vµ c c modul øng dông 2. Khëi éng MasterCAM 3. T m hióu menu mµn h nh vµ c ch chuyón æi gi a c c menu mµn h nh 4. T m hióu c c lönh Save, File vµ Exit 1.1 Cµi Æt MasterCAM X vµ c c modul øng dông B íc 1: Cho Üa cµi Æt MasterCAM vµo æ CD, chõ é Autorun tù éng kých ho¹t töp tin Setup (DemoShield Muti-CD Launch), hoæc chän file nµy trong th môc gèc cña Üa cµi Æt MasterCAM Ó kých ho¹t, sï xuêt hiön giao diön cµi Æt phçn mòm nh h nh 1.1. H nh 1.1: Giao diön chýnh cµi Æt bé phçn mòm MasterCAM X B íc 2: Chän Install MasterCAM X, giao diön xuêt hiön nh h nh

2 H nh 1.2: Giao diön cµi Æt c c modul cïng bé phçn mòm MasterCAM X B íc 3:Chän Step 3:Install MasterCAM X Ó cµi Æt MasterCAM,giao diön xuêt hiön nh h nh 1.3 H nh 1.3 B íc 4: Chon Next, giao diön xuêt hiön nh h nh


3 H nh 1.4 B íc 5: Chän Yes, I accept the terms of the license agreement, råi Next giao diön xuêt hiön nh h nh 1.5 H nh 1.5 B íc 6: Khai b o User Name vµ Company Name, cã thó chän ( èi víi têt c mäi ng êi sö dông m y týnh nµy) - 3 -
4 (chø sö dông phçn mòm nµy èi víi ng êi chñ cña m y týnh cã tªn trong ngoæc n bªn c¹nh), sau ã chän Next, giao diön xuêt hiön nh h nh 1.6 H nh 1.6 B íc 7: Chän cµi Æt hö thèng n vþ mæc Þnh cho qu tr nh sö dông sau nµy lµ Metric [mm], vµ chän HASP or NetHASP cho hö thèng sö dông cña m y týnh sau ã chän Next, giao diön xuêt hiön nh h nh
5 H nh 1.7 B íc 8: X c nhën th môc cµi Æt cho MasterCAM, Sau ã chän Next, giao diön xuêt hiön nh h nh 1.8 H nh
6 B íc 9: Chän c c modul øng dông cã s¼n trong bé cµi vµ kióm tra dung l îng yªu cçu còng nh dung l îng cho phðp trªn æ cµi Æt èi víi yªu cçu cña MasterCAM. Sau ã chon Next, giao diön xuêt hiön nh h nh 1.9 H nh 1.9 B íc 10: Chän Install Ó tiõp tôc cµi Æt ch ng tr nh giao diön sï xuêt hiön nh h nh 1.10 H nh 1.10 TiÕn tr nh cµi Æt thùc hiön, b¹n ph i îi cho Õn khi ¹t 100%, vµ thùc hiön chän Finish Ó kõt thóc qu tr nh cµi nh h nh

7 H nh 1.11 Sau khi chän Finish Ó kõt thóc, MasterCAM tù éng bët trang web: C:\McamX\Whats New\X.html Ó giíi thiöu vò nh ng vên Ò míi trong phiªn b n nµy. NÕu kh«ng cçn xem b¹n cã thó t¾t i. Sau khi Ên Finish b¹n ph i îi Ó m y cµi Æt HASP Chó ý: T¹i b íc 9, nõu dung l îng kh«ng ñ víi c c øng dông chän, MasterCAM sï th«ng b o yªu cçu gì bá bít c c øng dông kh c cµi Æt Ó t ng dông l îng cßn trèng cho MasterCAM, hoæc bá bít c c modul øng dông chän trong khi cµi Æt MasterCAM nh h nh H nh 1.12 VÝ dô: Ta bá bít mét sè modul cña MasterCAM nh hinh 7.13 bªn d íi: - 7 -
8 H nh 1.13 Sau ã chän Next, nh ng theo ph ng n lo¹i bá bít c c modul øng dông cña MasterCAM th tiõn tr nh cµi Æt kh«ng cho phðp. Do ã tr íc khi thùc hiön b íc 9, b¹n ph i kh¼ng Þnh cßn ñ dung l îng cho viöc cµi Æt MasterCAM, còng nh dung l îng trèng tèi thióu Ó c c tr nh øng dông ho¹t éng trªn hö iòu hµnh Windows. B íc 11: C¾m Kho cøng (Hard lock) vµo cæng m y in LPT Ó b¾t Çu lµm viöc víi MasterCAM. Trong tr êng hîp b¹n ch a mua b n quyòn sö dông, cã thó dïng ph ng ph p sau Ó cã thó sö dông MasterCAM. B íc 12: Ch¹y file cã trªn Üa cµi Æt, giao diön xuêt hiön nh h nh
9 H nh 1.14 B íc 13: Chän, giao diön xuêt hiön nh h nh 1.15 H nh


10 B íc 14: TÝch vµo «Make backup copy of patched files, nh h nh 1.16 H nh 1.16 B íc 15: Chän, giao diön xuêt hiön nh h nh 1.17 H nh

11 B íc 16: Chän, giao diön xuêt hiön nh h nh 1.18, îi tiõn tr nh kõt thóc vµ xuêt hiön th«ng b o hoµn thµnh nh h nh H nh 1.18 H nh 1.19 B íc 17: Chän OK Ó kõt thóc, Chó ý tr íc khi lµm viöc víi MasterCAM, cã thó kh«ng cçn nh ng b¹n nªn khëi éng l¹i m y týnh lçn n a Ó tiõn tr nh khëi éng MasterCAM kh«ng m¾c lçi
12 1.2 Khëi éng MasterCAM Cã hai c ch khëi éng mét ch ng tr nh MasterCAM X trong m«i tr êng Window 9x vµ NT, XP: C ch 1: NÕu b¹n t¹o mét bióu t îng - shortcut trªn mµn h nh, Double Click vµo ã, xem h nh H nh 1.20 C ch 2: Trªn thanh taskbar, Click vµo nót Start\ All Programs\ MasterCAM X \ MasterCAM X H nh 1.21: Mµn h nh MasterCAM X 1.3 Mµn h nh MasterCAM Sau khi vµo MasterCAM, hö thèng sï hión thþ mµn h nh lµm viöc cña MasterCAM víi 4 ph n vïng chýn sau: vïng mµn h nh å ho¹, vïng thanh c«ng cô, vïng menu mµn h nh vµ vïng hái p cña ch ng tr nh (System response area) Vïng Menu bar Vïng thanh c«ng cô (toolbar)


13 Vïng Menu phô Vïng to¹ é Vïng hái p Vïng iòu khión ch¹y dao Vïng å ho¹ Trôc to¹ é H nh 1.24: Mµn h nh MasterCAM Vïng å ho¹: y lµ vïng lµm viöc, n i c c m«h nh h nh häc sè cña èi t îng îc thiõt lëp hoæc îc gäi ra vµ chønh söa
14 Vïng c c thanh c«ng cô (Toolbar): Thanh c«ng cô lµ mét hµng c c nót n»m ngang phýa trªn cïng cña mµn h nh. Mçi nót nµy cã mét icon hoæc con sè Ó nhën biõt. Ngoµi ra nõu cçn mét m«t râ h n vò mét nót nµo ã, chø cçn di trá chuét Õn nót ã, b¹n sï îc cung cêp mét menu æ xèng m«t râ h n vò nót ã. Muèn thùc hiön lönh t ng øng víi nót nµo ã (Icon Command), chø cçn click vµo nót ã lµ yªu cçu îc thùc hiön. Vïng Menu: Vïng nµy n»m ë bªn trªn cña mµn h nh, chøa menu bar. Menu bar îc sö dông Ó chän c c chøc n ng cña MasterCAM, vý dô : Creat, modify, toolpaths... Cßn menu phô n»m ë phýa d íi cña mµn h nh îc sö dông Ó thay æi c c th«ng sè hö thèng cña ch ng tr nh, vý dô: é s u Z, mµu s¾c lµ nh ng chøc n ng th êng xuyªn îc ng êi sö dung thay æi. TÊt c c c lönh dïng trong MasterCAM Òu cã thó chän tõ vïng Menu. Vïng hái p: T¹i y, mét hoæc hai dßng v n b n ë d íi cïng cña mµn h nh sï m«t ho¹t éng cña c c lönh. y lµ n i b¹n nhën îc c c lêi nh¾c cña ch ng tr nh. Ph i quan s t vïng nµy cèn thën, cã thó nã sï yªu cçu b¹n ph i nhëp c c th«ng sè tõ bµn phým. Chän mét Menu lönh: Trong MasterCAM cã hai c ch chän mét menu lönh tõ vïng Menu : 1. Di chuyón chuét vµo vïng menu, khi hép menu cçn chän s ng lªn th nhêp chuét Ó kých ho¹t lönh. 2. BÊm phým t ng øng víi ký tù îc g¹ch ch n cña dßng lönh trªn menu mµn h nh. Menu Çu tiªn xuêt hiön trªn MasterCAM lµ Menu bar nh trªn h nh 1.5. Mét vµi menu lönh cã c c menu phô æ xuèng khi c c menu nµy îc kých ho¹t. B ng d íi m«t chi tiõt c c lönh cña menu chýnh vµ menu phô xem b ng 1.1 vµ 2.2. B ng 1.1 Menu bar STT Thµnh phçn cña M«t menu bar 1 Analyze HiÖn thþ to¹ é vµ th«ng tin c së d liöu cña èi t îng îc lùa chän vý dô nh ióm, o¹n th¼ng, cung trßn, bò mæt hoæc kých th íc lªn mµn h nh. iòu nµy thuën tiön cho viöc nhën d¹ng c c èi t îng îc t¹o ra tr íc ã, vý dô: x c Þnh gãc cña mét mét o¹n th¼ng ang tån t¹i, hay lµ b n kýnh cña mét vßng trßn x c Þnh. 2 Create T¹o ra mét èi t îng h nh häc (trong c së d liöu vµ trªn vïng mµn h nh å ho¹). C c èi t îng h nh häc bao gåm: o¹n th¼ng, cung, vßng trßn, h nh ch nhët v.v 3 File C c thao t c xö lý víi file: save, open (më file), save as (chuyón æi Þnh d¹ng töp tin), Export directory (truyòn d liöu i), hoæc Import directory (nhën d liöu Õn). 4 Edit ChØnh söa èi t îng h nh häc trªn mµn h nh, gåm c c lönh: fillet, trim, break vµ join 5 Xform Thay æi nh ng èi t îng h nh häc t¹o b»ng c c lönh: Mirror,
15 rotate, scale vµ offset 6 Screen VÏ hoæc in b n vï, quan s t c c h nh vï, chø ra sè l îng c c èi t îng h nh vï, phãng to, thu nhá, thay æi khung nh n vµ Þnh d¹ng cêu h nh hö thèng. 7 Solids ThiÕt lëp m«h nh h nh häc sè cña èi t îng theo ph ng ph p dùng h nh cña m«i tr êng Solid Modeling 8 Toolpaths T¹o ra c c êng ch¹y dao sö dông theo c c chøc n ng khoan (drill), êng contour vµ pocket 9 View LÖnh phãng to thu nhá theo c c kióu... (Zoom window, Zoom target, Zoom in/out...) 10 Machine type Chän c c kióu d¹ng ch¹y dao (Mill, Lathe, Router, Design) 11 Settings ThiÕt lëp cêu h nh cña MasterCAM 12 Help Chøc n ng hç trî h íng dén B ng 1.2 Menu phô STT Thµnh phçn cña menu phô M«t 1 HiÓn thþ vµ thay æi é s u lµm viöc hiön t¹i 2 Æt mµu mæc Þnh 3 Æt level lµm viöc 4 Æt thuéc týnh cho é dµy cña nðt vï vµ kióu nðt vï layer lµm viöc, vµ d¹ng hión thþ cña ióm, mµu cña èi t îng 5 Æt mæt ph¼ng ban Çu cho qu tr nh dùng h nh 6 Thay æi h íng nh n trªn mµn h nh å ho¹. Chó ý r»ng, h íng nh n cña mµn h nh å ho¹ cã thó kh«ng phô thuéc vµo mæt ph¼ng dùng h nh Chó ý: C c menu, c c lönh vµ cêu tróc tuú chän trong MasterCAM Çu tiªn chän Creat b»ng trá chuét trªn menu bar chän Creat Rectangle ta cã thó chän 2 vþ trý bêt k trªn vïng to¹ é Ó t¹o h nh ch nhët hoæc nhëp to¹ é c c ióm vµo vïng to¹ é. Chó ý Õn c c lêi nh¾c trong vïng t ng t c, nã cung cêp cho b¹n c c h íng dén quan träng

16 H nh 1.25 Tæ chøc c y cña Menu CREATE Trong tµi liöu nµy, c c lùa chän lönh nh trªn îc tr nh bµy nh sau: Creat Creat Rectangle Toµn bé c c lönh trong MasterCAM îc tæ chøc mét c ch hö thèng. B¹n nªn giµnh thêi gian Ó xem xðt chóng, sï thuën lîi h n khi häc vµ thùc hµnh c c lönh mµn h nh trong c c ch ng sau. 1.5 Tho t khái MasterCAM Muèn tho t khái MasterCAM, chø cçn thùc hiön c c b íc sau: - Di con trá chuét tíi menu bar - Chän File\ Exit - X c nhën tho t khái MasterCAM: chän Yes khi îc hái. HoÆc di trá chuét tíi nót close MasterCAM. HoÆc dïng phým t¾t : Alt+F4 ë gãc trªn bªn ph i, kých chuét vµ x c nhën tho t khái 1.6 Sö dông c c lönh éng trong MasterCAM (MasterCAM Navigation commands)
17 HiÓu c c lönh éng cña MasterCAM rêt cçn thiõt khi muèn sö dông ch ng tr nh mét c ch hiöu qu. Trong môc 3.3 chóng ta xem xðt c ch gäi mét lönh tõ menu mµn h nh. Ó t ng tèc é thao t c, ta dïng c ch gäi lönh kh c nh ång ý mét gi trþ mæc Þnh vµ phým t¾t îc m«t d íi y: Gi trþ mæc Þnh - Default Values: Trong MasterCAM, c c gi trþ mæc Þnh îc cµi Æt bëi ch ng tr nh ( hoæc lµ ng êi sö dông tr íc ã) îc chø ra trong vïng hái p. VÝ dô: NÕu b¹n quyõt Þnh dïng gi trþ nµy th b¹n kh«ng cçn ph i nhëp l¹i gi trþ nµy n a vµ cã thó dïng mét trong hai c ch sau - BÊm phým chän ióm bêt k trªn vïng to¹ é - a con trá chuét tíi Ó nhëp é kých th íc cçn thiõt NÕu b¹n muèn thay æi gi trþ mæc Þnh, b¹n nhëp gi trþ míi mµ cçn xo gi trþ cò. Mét sè phým t¾t sö dông trong MasterCAM(15 phým): Alt - A Alt - C Alt - D Alt - F Alt - H Alt - M Alt - O Alt - U Alt - W PageUp/PageDown PhÝm mòi tªn Më cöa sæ AutoSave (Tù éng l u) Ch¹y ch ng tr nh øng dông C-Hook (lµ ch ng tr nh i kìm MasterCAM, hç trî phçn CNC) HiÖn cöa sæ c c th«ng sè Drafting Global (Ph c th o toµn bé) HiÖn thanh c«ng cô File Hç trî trùc tuyõn a ra danh s ch c c bé nhí îc chø Þnh cho MasterCAM Qu n lý ho¹t éng Undo Chän chõ é quan s t Phãng to/thu nhá Di chuyón khung h nh (Pan) C c phým chøc n ng (19 phým): PhÝm chøc n ng Alt+ phým chøc n ng F1 Zoom Phãng to/thu nhá cho võa mµn h nh F2 Zoom Previous hoæc scale hö sè 0,5 Scale hö sè 0,8-17 -
 1.")
18 F3 Repaint (t ng tù redraw trong autocad) Ph n tých t¹i vþ trý con trá hiön t¹i F4 Analyze (Ph n tých) Tho t khái MasterCAM F5 Xo Kh«ng cã t c dông F6 Kh«ng cã t c dông Kh«ng cã t c dông F7 Kh«ng cã t c dông Kh«ng cã t c dông F8 Kh«ng cã t c dông F9 HiÖn th«ng tin hö thèng VÏ trôc to¹ é F10 Kh«ng cã t c dông Kh«ng cã t c dông Configuration (lùa chän cêu h nh ch ng tr nh) 1.7 Sö dông c«ng cô trî gióp (Help). NÕu b¹n cçn trî gióp vò c c phým chøc n ng, sö dông c c phým Alt-H, chän search vµ gâ: Default special key assignment. Mét b ng trî gióp chi tiõt sï îc hiön trªn mµn h nh. (H nh 1.26) H nh 1.26 Trang trî gióp tr nh bµy c«ng dông cña c c phým chøc n ng

19 Trong MasterCAM, b¹n ph i chó ý r»ng mµn h nh trî gióp trùc tuyõn còng cã thó îc gäi bëi Alt-H. Trî gióp nµy îc tr nh bµy d íi d¹ng menu mµn h nh, b¹n cã thó chän chñ Ò quan t m b»ng chuét hoæc lµ t¾t Help b»ng c ch click menu bar ë phýa trªn cña mµn h nh. 1.8 Cµi Æt c c th«ng sè cêu h nh Trong MasterCAM, c c gi trþ mæc Þnh cña th«ng dông cña ch ng tr nh nh lµ: Allocations (X c Þnh phçn bé nhí dµnh cho ch ng tr nh), Tolerances (dung sai), NC settings ( Þnh d¹ng NC), CAD settings ( Þnh d¹ng CAD) îc chøa trong c c file th«ng sè cêu h nh (*.CFG). File th«ng sè cêu h nh nµy nh lµ MillX.CFG cho n vþ Anh vµ MilliXM.CFG cho n vþ mðt. NÕu b¹n muèn tuú chønh nh ng th«ng sè mæc Þnh khi khëi éng nµy, sö dông lönh theo tr nh tù sau: Alt-F8 Hép tho¹i System Configuration hiön ra nh h nh 1.27 H nh 1.27 Hép tho¹i c c th«ng sè cêu h nh. Lêi khuyªn: B¹n nªn copy c c file *.CFG ra mét Üa mòm Ó tiön lîi h n khi b¹n muèn phôc håi c c th«ng sè ban Çu. Hép tho¹i nµy îc chia lµm 3 phçn: C c tuú chän nót, c c tuú chän tab, c c tuú chän cña file configuration hiön t¹i. D íi y sï giíi thiöu chi tiõt c c tuú chän trong hép tho¹i: Tuú chän nót (Button options) OK ãng hép tho¹i vµ thùc hiön toµn bé c c thay æi. Khi b¹n chän OK, ch ng tr nh sï nh¾c (H nh 1.28): Chän Yes, ch ng tr nh sï thùc hiön c c thay æi H nh

20 vµ l u chóng vµo file Chän No, ch ng tr nh sï thùc hiön c c thay æi cho lçn ch¹y hiön t¹i, nh ng kh«ng ghi vµo file. Cancel ãng hép tho¹i mµ kh«ng thay æi vµ kh«ng l u nh ng thay æi vµo file Status Cho phðp b¹n xem nh ng phçn th«ng tin configurattion îc chønh söa. C c phçn chønh söa th cã c c dêu check ( ), bá dêu check sï huû bá sù thay æi th«ng sè t ng øng tr íc ã cña b¹n. (H nh 1.29) Assign ChuyÓn mét file CFG thµnh mét file Post (*.PST). Merge KÕt hîp th«ng tin cêu h nh tõ mét file kh c víi file cêu h nh hiön ang më. H nh 1.29 Tuú chän Tab (Tab options) Cã 10 lùa chän Tab trong hép tho¹i nµy, mçi Tab a ra mét trang th«ng sè cêu h nh. Allocations Æt c c gi trþ lín nhêt cho c c Æc tr ng cña MasterCAM, vý dô sè ióm trªn mét êng cong, sè ióm trªn mét mæt ph¼ng, sè èi t îng cã thó phôc håi xãa (undelete), Þnh phçn c së d liöu (TÝnh b»ng Kb), Þnh phçn êng ch¹y dao (TÝnh b»ng Kb). Tolerances Þnh c c gi trþ dung sai mæc Þnh cho c c vïng kh c nhau cña MasterCAM. H nh 1.30 Trang Tab Tolerances
 H nh 1.")
.")
21 Communication Þnh c c êng kõt nèi truyòn th«ng víi iòu khión CNC vµ nh ng thiõt bþ ngo¹i vi kh c. (H nh 1.31) H nh 1.31 Trang Tab Communications Files Þnh c c gi trþ mæc Þnh cho file vµ th môc lµm viöc víi MasterCAM. (H nh 1.32) H nh 1.32 Plotter Settings Þnh c c gi trþ mæc Þnh cho c c th«ng sè cña m y vï. Khi chän, mét cöa sæ sï më ra c c th«ng sè kh«ng do Windows iòu khión (non-windows driver). NÕu b¹n chän hép check Use Windows driver ë gãc d íi bªn tr i cña hép tho¹i, hép tho¹i sï chuyón sang c c th«ng sè do Window iòu khión. H nh 1.33 tr nh bµy hép tho¹i c c th«ng sè kh«ng do Windows iòu khión cña Þnh d¹ng m y vï


22 H nh 1.33 H nh 1.34 lµ hép tho¹i c c th«ng sè cña m y vï do Windows iòu khión. H nh 1.34 Toolbar/key G n c c phým chøc n ng vµ phým Alt, c c nót trªn thanh c«ng cô cho c c hµm, C-hook, vµ c c Macro. Tèi a cã 50 phým vµ 99 nót cã thó îc g n. H nh


23 H nh 1.35 NC Settings: Þnh c c gi trþ cho c c d liöu chung cña NC th«ng qua MasterCAM. H nh 1.36 H nh 1.36 CAD Settings Þnh c c th«ng sè mæc Þnh cho thiõt kõ vý dô nh : Spline/Surface creation type (KiÓu êng cong vµ bò mæt), Drafting settings ( Þnh d¹ng thiõt kõ), IGES write setting H nh


24 H nh 1.37 Start/Exit Þnh c c gi trþ mæc Þnh mµ ch ng tr nh sö dông khi b¹n khëi éng vµ tho t khái ch ng tr nh. Nh ng gi trþ mæc Þnh nµy bao gåm c c file cêu h nh, mæt ph¼ng thiõt kõ mæc Þnh, tªn c c file t¹o thµnh, Þnh d¹ng C-hook vµ Þnh d¹ng tù éng l u. H nh H nh 1.38 Screen: Þnh c ch tr nh bµy c c vïng kh c nhau cña mµn h nh MasterCAM, bao gåm font ch cña c c menu, cêu h nh quan s t mæc Þnh, kióu nhëp ióm mæc Þnh, c c thanh c«ng cô nh n thêy khi khëi éng H nh
, ghi nã l¹i vµ l¹i më l¹i nã. Kh«ng cçn quan t m tíi kých cì hay kých th íc cña b n vï, nh ng cè g¾ng thùc hiön cµng gièng cµng tèt. H nh 1.40 VÝ dô MasterCAM to go!")

25 H nh 1.39 VÝ dô Trong vý dô sau y, b¹n sï sö dông nh ng lönh cçn thiõt giíi thiöu trong ch ng nµy Ó lµm viöc víi MasterCAM. B¹n sï vµo m«i tr êng MasterCAM, hoµn thµnh mét b n vï vý dô n gi n (H7.40), ghi nã l¹i vµ l¹i më l¹i nã. Kh«ng cçn quan t m tíi kých cì hay kých th íc cña b n vï, nh ng cè g¾ng thùc hiön cµng gièng cµng tèt. H nh 1.40 VÝ dô MasterCAM to go! Trong qu tr nh vï, b¹n ph i lµm quen víi viöc sö dông chuét, chän c c lönh tõ menu mµn h nh, vµ nhëp c c th«ng sè kh c tõ bµn phým. C c thãi quen nµy lµ rêt quan träng cho viöc lµm quen víi MasterCAM vµ c o øng dông cña nã. ViÖc thùc hiön vý dô trªn cçn îc chia thµnh c c b íc sau: + Vµo MasterCAM + Ph n tých c c èi t îng cña b n vï. + T¹o c c èi t îng h nh häc n gi n + Ghi vµo file + Tho t khái ch ng tr nh. H nh
26 + Khëi éng l¹i MasterCAM + Më l¹i file võa t¹o Step 1. Vµo MasterCAM TiÕn hµnh c c b íc nh giíi thiöu ë phçn 1.2 Step 2. Ph n tých c c èi t îng cña b n vï: Mét trong nh ng yªu cçu Çu tiªn khi x y dùng b n vï lµ nhën biõt c c èi t îng trong b n vï (H7.41) vµ thø tù x y dùng c c èi t îng ã. MÆc dï trong ch ng nµy kh«ng giíi thiöu thñ tôc nµy nh ng nã rêt quan träng trong khi b¹n chuèn bþ cho b n vï cña b¹n. Step 3. T¹o tõng h nh vï: Tõ b íc 4 tíi b íc 9, b¹n chän c c ióm nh h nh 1.42 H nh 1.42 C c ióm chän Ó thùc hiön vý dô. Step 4. T¹o h nh ch nhët: Chän ë phçn menu: Create Create Rectangle (Chó ý vµ thùc hiön theo lêi nh¾c trong vïng t ng t c) Enter the lower left corner Chän P1 Enter the upper right corner Chän P2 Step 5. T¹o gãc l în: (Fillet) Chän trªn menu: Create Fillet Fillet Entities (Chó ý lêi nh¾c ë vïng t ng t c) Select an entity: Chän P3 Select another entiety: Chän P4 Step 6. T¹o êng trßn

: Chän P8 Enter the points to translate to: ( NhËp ióm Ých thay æi): Chän P9 Hép tho¹i translate Ch ng tr nh hiön ra mét hép tho¹i Translate cho phðp chän: Copy, move hay join vµ sè b íc thùc hiön.")
27 Chän trªn Menu Create Arc Create Circle Center points ( Chó ý lêi nh¾c ë vïng t ng t c) Enter the first point (NhËp ióm thø nhêt): Chän P5 Enter the second point (NhËp ióm thø hai): Chän P6 Step 7. T¹o c c h nh ch nhët: Thùc hiön nh b íc 4 vµ t¹o 5 h nh ch nhët cßn l¹i b»ng lönh Rectangle Step 8. Copy êng trßn Select an entity (Chän mét èi t îng): Chän P7 Chän trªn menu: Xform Translate Chän trªn menu: (Chó ý lêi nh¾c trªn vïng t ng t c) Enter the points to translate from (NhËp ióm gèc thay æi): Chän P8 Enter the points to translate to: ( NhËp ióm Ých thay æi): Chän P9 Hép tho¹i translate Ch ng tr nh hiön ra mét hép tho¹i Translate cho phðp chän: Copy, move hay join vµ sè b íc thùc hiön. nh dêu kióm vµo «mong muèn vµ OK. Step 9. T¹o ra mét dßng ch : Chän trªn menu: Create Drafting Note - Ch ng tr nh hiön ra hép tho¹i Note Dialog (Nh h nh 1 ) - NhËp vµo hép Keyin : MasterCAM to go
28 - Chän dêu kióm cho hép Single Note (ChØ t¹o ra mét b n Text tõ b n nhëp) - Chän OK, hép tho¹i ãng l¹i. - Chän vþ trý cho dßng text trong cöa sæ å ho¹, click. Step 10. L u vµo file Chän trªn Menu File Save File name NhËp BUS Step 11. Tho t khái MasterCAM File Exit Yes Step 12. Khëi éng l¹i MasterCAM Thùc hiön nh b íc 1 (Nh giíi thiöu ë phçn 3.2) Step 13. Më l¹i File võa t¹o File Get Open Chän File BUS.MCX, nh y kðp hoæc chän Open. Chó ý: B n vï võa t¹o ph i gièng nh h nh vï méu cho. 1.9 LuyÖn tëp Tr íc khi lµm c c bµi tëp d íi y, b¹n h y xem l¹i c c lönh cçn thiõt giíi thiöu trong vý dô trªn. 1. BËt m y týnh vµ më ch ng tr nh MasterCAM. 2. B¾t Çu mét b n vï míi VÏ 6 o¹n th¼ng liòn nhau (Gîi ý: Create Line Multi sketch) VÏ 2 h nh ch nhët VÏ 4 h nh trßn ViÕt hai dßng ch Xãa 1 o¹n th¼ng, mét h nh ch nhët, mét h nh trßn, mét dßng ch. 3. L u l¹i v n vï víi tªn lµ EX 4. Më l¹i MasterCAM 5. M«t chi tiõt c c vïng cña mµn h nh MasterCAM: 6. M«t ng¾n gän c c c ch lùa chän mét menu. 7. PhÝm chøc n ng cho lönh DELETE lµ phým nµo? 8. M«t ng¾n gän c c lönh trong c c menu : Create, Modify, Xform
29 Ch ng II C së x y dùng h nh häc 2D Môc Ých: 1. HiÓu îc c c lönh vï 2D nh : LINE, ARC, CIRCLE, RECTANGLE, CHAMFER, SLINE, ELLIPSE, POLYGON vµ LETTERS 2. LuyÖn tëp sö dông menu lönh create Ó x y dùng m«h nh h nh häc sè cña èi t îng gia c«ng. 3. X y dùng c c phçn tö h nh häc cã sö dông c së lönh create. Tæng quan C c phçn h nh häc vµ d¹ng vët liöu cña èi t îng gia c«ng cçn ph i îc nhën d¹ng trong ch ng tr nh CAD/CAM. Nh ng file h nh häc sau ã îc dïng trong ch ng tr nh CAM Ó t¹o ra c c êng dén dao thùc hiön qu tr nh gia c«ng. Mét m«h nh h nh häc hoµn chønh vµ chýnh x c rêt cçn thiõt cho bêt cø mét phçn mòm CAM/CAM nµo trong qu tr nh t¹o ra c c ch ng tr nh øng dông. ióm chñ yõu cña ch ng nµy lµ chø ra cho ng êi kü s biõt c ch sö dông c c lönh cña MasterCAM Ó t¹o ra c c m«h nh h nh häc 2D. C c lönh ã sï îc lçn l ît tr nh diôn trong ch ng nµy bao gåm: POINT, LINE, ARC, CIRCLE, RECTANGLE, CHAMFER, SLINE, ELLIPSE, POLYGON vµ LETTERS. Nh ng lönh Ó hiöu chønh c c m«h nh h nh häc sï îc nªu ra trong ch ng 5 vµ lönh x y dùng m«h nh h nh häc 3D sï îc tr nh bµy trong ch ng Menu khëi t¹o (create menu) MasterCAMX qu n lý c c lönh Ó x y dùng m«h nh h nh häc sè trong menu Create. Ó t¹o ra c c thùc thó h nh häc chóng ta ph i tu n theo c c quy t¾c tuçn tù trªn thanh menu bar. Trong thanh menu create lµ nh ng thanh c«ng cô cô thó cçn thiõt. PhÇn nµy sï chø cho b¹n biõt c«ng dông cña tõng lönh cã trªn menu create hoæc c c bióu t îng trªn thanh Sketcher. H nh 2.1 H nh Point vµ thanh c«ng cô cña point: LÖnh Point cho phðp nh dêu mét ióm trªn b n vï (dêu + ), C c ióm ã cá thó lµ ióm tham kh o cho c c m«h nh kh c khi cçn

30 Chän Create > Point. Tõ ã b¹n cã thó nh n thêy b ng chän lùa tiõp theo cho menu lönh cña Point Create > Point > Position hoæc nhêp chän bióu t îng Dïng lönh position Ó t¹o ra c c ióm trªn mµn h nh, cã 10 tuú chän sau ã Ó b¹n chän lùa H nh 1.3 Value (ZYZ) NhËp to¹ é Origin Chän ióm gèc Arc Center Chän ióm lµ t m cña êng trßn, cung trßn Endpoint Chän ióm cuèi cña èi t îng vï n gi n Intersec Chän ióm giao cña 2 èi t îng Midpoint Chän ióm gi a cña èi t îng Point Chän ióm d tån t¹i Quadrant Chän ióm t¹i gãc phçn t cña êng trßn Nearest Chän ióm n»m trªn èi t îng îc chän Relative Chän ióm cã vþ trý t ng èi so víi ióm kh c
31 NhËp täa é X=3.0 ;Y=3.0 Center Endpoint ióm îc t¹o Gèc 1 ióm îc t¹o 2 3 Intersec Midpoint Point Chän 1 ióm tån t¹i tr íc Last Chän tù éng ióm cuèi cïng îc t¹o Relative ióm tån t¹i X = 2.3 b n kýnh = 3 Quadrant Origin T¹o 1 ióm t¹i ióm phçn t cung trßn ióm gèc(0,0) H nh 2.4 menu MasterCAM position Create > Point > Dynamic hoæc nhêp chän bióu t îng T¹o ra c c ióm trªn èi t îng b»ng c ch sö dông chuét hoæc ióm chia Thñ tôc: Chän èi t îng nh line, circle hoæc spline DÞch chuyón trªn èi t îng vµ chän b»ng c ch nhên phým tr I chuét ( kõt thóc nhên Esc) hoæc chän èi t îng vµ sau ã khi biõt h íng dþch chuyón th ta nhëp kho ng c ch vµ l îng offset tõ ióm Çu Õn ióm cçn x c Þnh Chó ý: B¹n cã thó dïng lönh nµy Ó t¹o ra c c ióm trªn èi t îng t¹i bêt kú vþ trý nµo Create > Point > Node Points hoæc nhêp chän bióu t îng
32 Gäi l¹i nh ng ióm îc dïng Ó t¹o ra êng cong tham sè Thñ tôc : T¹o ra 1 êng cong tham sè (sï îc tr nh bµy trong ch ng sau) Chän 1 êng cong tham sè ióm chia Chó ý: 1. C c ióm ã lµ c c ióm dïng Ó x c Þnh êng cong tham sè êng cong tham sè H nh NÕu èi t îng îc chän sai quy c ch th hö thèng sï b o try again. Sö dông phým Esc Ó tho t viöc chän Create > Point > Segment hoæc nhêp chän bióu t îng T¹o lo¹t ióm däc theo èi t îng víi kho ng c ch b»ng nhau Thñ tôc: - T¹o ra 1 èi t îng nh line, arc, circle, fillet, hoæc spline - Sö dông chuét chän mét èi t îng tån t¹i ë trªn - NhËp vµo sè ióm cçn t¹o hoæc cã thó nhëp vµo kho ng c ch gi a c c ióm Chó ý: NÕu b¹n muèn chia èi t îng lµm 3 o¹n th b¹n cã thó dïng lönh nµy nh ng sè ióm cçn chän lµ 4 Tr íc Sau H nh Create > Point > Endpoints hoæc nhêp chän bióu t îng T¹o ra 2 ióm Çu cña èi t îng îc chän Thñ tôc: - T¹o ra 1 èi t îng nh line, arc, spline - Sö dông chuét chän mét èi t îng tån t¹i ë trªn

33 - Chän Create Point Endpoints hoæc kých chän Create > Point > Small Arcs??? 2.3 Line vµ thanh c«ng cô cña line: LÖnh Line lµ lönh vï 1 êng th¼ng trªn mµn h nh. Nh ng Line ã cã thó lµ êng th¼ng øng, n»m ngang hoæc bêt kú mét sù Þnh h íng nµo. Nã cã thó dïng Ó x y dùng m«h nh h nh häc thó hiön trong h nh d íi y H nh 2.7 Chän Create > Line tõ thanh menu bar b¹n sï thêy menu tiõp theo H nh 2.8 : Menu cña Line Trong menu nµy cã 5 lùa chän. Chóng îc m«t ng¾n gän trong c c môc sau y M«t lùa chän tiõp theo trong Endpoints Endpoint T¹o ra 1 line b»ng c ch chø ra 2 ióm Closest T¹o ra 1 line nã ãng c c èi t ng kõ tiõp Bisect T¹o ra 1 line chia «i gãc t¹o bëi 2 êng th¼ng giao nhau Perpendicular T¹o ra 1 line tiõp xóc víi c c cung hoæc êng th¼ng Parallel T¹o ra 1 line song song víi 1 êng cho tr íc
34 Horizolta l Vertical Perpendclr Palallel Endpoints Perpendclr Bisect Multi ChiÒu dµi Gãc Closest Tangent Polar H nh 2.9 Chó ý : KiÓu line vµ bò réng cña nã îc mæc Þnh hoæc thay æi b»ng c ch pick vµo thanh C c kióu cã thó lµ Solid, hidden, center, phantom vµ break Create > Line > Endpoints hoæc nhêp chän bióu t îng T¹o mét êng th¼ng b»ng c c lùa chän tiõp theo ( êng th¼ng theo täa é, êng th¼ng theo é dµi vµ gãc, êng liªn kõt, êng th¼ng øng, êng n»m ngang, êng tiõp xóc víi c c èi t îng ). Trong menu nµy cßn cã c c lùa chän tiõp theo. Chóng îc m«t ng¾n gän trong c c môc sau y. M«t lùa chän cña line Value (ZYZ) hoæc pick chuét T¹o ra 1 line b»ng c ch nhëp täa é Multi Line Polar Vertical Horizontal Tangent T¹o ra 1 êng th¼ng liªn tiõp T¹o ra 1 line b¾ng c ch nhëp é dµi vµ gãc T¹o ra 1 line th¼ng øng T¹o ra 1 line n»m ngang T¹o ra 1 line tiõp xóc víi 2 cung trßn
35 Thñ tôc: Create > Line > Endpoints > Value ChØ ra ióm Èu tiªn < sö dông menu vþ trý> : Pick P1 ChØ ra ióm cuèi < sö dông menu vþ trý> : Pick P2 H nh 7.10 Create > Line > Endpoints > Vertical X c Þnh ióm Çu tiªn < Sö dông menu vþ trý >: pick P1 NhËp é dµi : 3.0 H nh 2.11 Create > Line > Endpoints > Horizontal X c Þnh ióm Çu tiªn < Sö dông menu vþ trý >: pick P1 NhËp é dµi : 3.0 H nh 2.12 Create > Line > Endpoints > Multi_Line P2 P3 X c Þnh ióm Çu tiªn : pick P1 X c Þnh ióm thø hai : pick P2 X c Þnh ióm thø ba : pick P3 TiÕp tôc ta x c Þnh c c ióm tiõp theo P4, P5, P6 P1 H nh P P4 Chó ý: Víi MasterCAM X, LÖnh UNDO phôc håi îc têt c c c èi t îng thùc hiön tr íc ã. Create > Line > Endpoints > Polar X c Þnh ióm Çu tiªn < Sö dông menu vþ trý >: pick P
36 NhËp chiòu dµi o¹n th¼ng (length) : 2.5 NhËp täa é gãc (angle) : Create > Line > Endpoints > Tanget LÇn l ît chän c c vþ trý vµ èi t îng tiõp xóc ( m«t nh h nh vï ) H nh P1 P P1 P1 H nh 2.15 : t¹o 1 line víi c c th«ng sè :gãc, chiòu dµi, cung cçn tiõp xóc P1 P1 P1 P1 H nh 2.16 : t¹o 1 line tiõp xóc víi 2 cung trßn P2 P2 P1 P H nh 2.17 :T¹o 1 line tiõp xóc víi 1 cung trßn vµ i qua ióm Æc biöt Create > Line > Closest
37 hoæc nhêp chän bióu t îng T¹o ra 1 line nã ãng c c èi t ng kõ tiõp ( ë c c vþ trý Ó ãng kýn 2 èi t îng gçn nhau nhêt). Thñ tôc: T¹o ra 2 èi t îng cçn ãng kýn kých chän tiõp sau ã chän 2 èi t îng võa t¹o ra H nh Create > Line > Bisect hoæc nhêp chän bióu t îng T¹o ra 1 line chia «I gãc t¹o bëi 2 êng th¼ng giao nhau Thñ tôc: T¹o ra 2 êng th¼ng, kých chän tiõp sau ã chän 2 èi t îng võa t¹o ra vµ nhëp é dµi êng th¼ng cçn t¹o ra, tõ ã sï xuêt hiön 4 o¹n th¼ng îc t¹o ra tõ 4 gãc kh c nhau cña 2 êng th¼ng, ta kých chän êng th¼ng cçn gi l¹i
38 H nh Create > Line > Perpendicular hoæc chän bióu t îng T¹o ra 1 line vu«ng gãc víi 1 line, cung trßn, spline vµ i qua 1 ióm. Ta cã 2 sù lùa chän L Point: T¹o ra 1 line vu«ng gãc víi 1 line, cung trßn, spline vµ i qua 1 ióm. Arc : T¹o ra 1 line vu«ng gãc víi 1 line tiõp xóc víi 1 cung trßn tån t¹i. Create > Line > Perpendclr > Point T¹o ra 1 line vu«ng gãc víi 1 line, cung trßn, spline vµ i qua 1 ióm. Thñ tôc: T¹o ra 1 cung trßn Chän cung :pick P1 X c Þnh ióm cuèi <Sö dông menu vþ trý>: Pick P2 NhËp é dµi cña line (nhên enter) : H nh
39 P2 P2 P2 P2 P1 P1 H nh 2.21a P2 P2 Chó ý: Nh trªn h nh 2.21a,cã 1 vµi tr êng hîp line îc t¹o ra kh«nng c t nhau døt kho t víi 1 line hoæc cung trßn îc chän lùa. Khi ã MasterCAM sï tù éng kho ng kðp dµi cña line hoæc cung trßn tíi ióm c¾t nhau Create > Line > Perpendclr > Arc T¹o ra 1 line vu«ng gãc víi 1 line tiõp xóc víi 1 cung trßn tån t¹i.(h nh 2.21b) Thñ tôc: T¹o ra 1 cung trßn vµ 1 line Chän 1 line : pick P1 kých chän bióu t îng P1 X c Þnh cung trßn Ó cã 1 line tiõp Pick P2 P2 P3 P2 P3 xóc tíi: P1 NhËp é dµi cña line vu«ng gãc (nhên enter) : Chän line Ó gi : Pick P3 H nh 2.21b Chó ý: t ng tù nh trªn ta chän line Ó gi l¹i
40 2.3.5 Create > Line > Parallel hoæc kých chän bióu t îng T¹o ra 1 line song song víi 1 êng cho tr íc ( cã é dµi b»ng é dµi êng cho tr íc). Ta cã 3 lùa chän : t¹o kho ng c ch gi a 2 êng b»ng c ch kých chuét, b»ng c ch nhëp kho ng c ch x c Þnh, t¹o 1 êng song song víi 1 êng th¼ng vµ tiõp tuyõn víi 1 cung trßn. Thñ tôc: T¹o 1 line song song víi 1 êng th¼ng cho tr íc khi biõt kho ng c ch gi a chóng T¹o ra 1 êng th¼ng kých chuét chän êng th¼ng ã : pick P1 nhëp kho ng c ch vµo vµ chän h íng (hoæc kých chuét chän ióm P2 mµ êng line cçn t¹o i qua ). Sau ã nhên Enter hoæc Esc T¹o 1 line song song víi 1 êng th¼ng cho tr íc vµ tiõp xóc tíi 1 cung trßn T¹o ra 1 cung trßn vµ 1 line Chän 1 line : pick P1 kých chän bióu t îng X c Þnh cung trßn Ó cã 1 line tiõp xóc tíi: Pick P2 NhÊn Enter hoæc Esc. H nh 2.22 Bµi tëp vò line Sö dông lönh line vµ con chuét cña b¹n vï tõng h nh d íi y. õng quan t m Õn kýck th íc chýnh x c nh ng h y cè g¾ng lµm cho nã gièng víi h nh d íi y. Nhí luyön tëp b»ng c ch sö dông hõt tuú chän cña phçn nµy
41 H nh 2.23 Sö dông lönh line Ó vï chýnh x c h nh d íi y H nh Cung trßn vµ thanh céng cô cña cung : LÖnh Arc th êng îc Ó t¹o ra c c cung trßn hoæc êng trßn. H nh 4.25 chø ra cho ta thêy vµi vý dô vò c c cung trßn hoæc êng trßn îc t¹o ra trong ch ng nµy. MasterCAMX cung cêp 5 ph ng ph p Ó t¹o ra cung trßn vµ 2 ph ng ph p cho vï êng trßn. H nh 2.25 Trong MasterCAMX c c cung trßn vµ êng trßn îc t¹o ra b»ng c ch sö dông 1 sè tuú chän. Select Create > Arc tõ menu chýnh b¹n sï t m ra îc thanh c«ng cô cña cung

42 H nh 2.26 M«t ng¾n gän cho mçi c«ng cô îc thó hiön trong b ng d íi y Arc option Description Circle Edge T¹o ra êng trßn khi biõt 2 ióm vµ b n kýnh Point Circle Center T¹o ra êng trßn khi biõt t m vµ c c th«ng sè kh c Point Arc Polar T¹o ra 1 cung trßn b»ng c ch sö dông hö to¹ é cùc Arc Polar T¹o ra 1 cung trßn khi biõt 2 ióm Çu, b n kýnh vµ gãc ch¾n cung Endpoints Arc Endpoint T¹o ra 1 cung trßn khi biõt 2 ióm Çu vµ êng kýnh hoæc b n kýnh Arc 3 Points T¹o ra 1 cung trßn khi biõt 3 ióm Arc Tangent T¹o ra 1 cung trßn tiõp xóc víi c c èi t îng kh c Create > Arc > Arc Polar hoæc kých chän bióu t îng T¹o ra 1 cung trßn b»ng c ch sö dông hö to¹ é cùc. Trong MasterCAMX cã 3 tuú chän, y lµ c c gi i thých vò c c thñ tôc chïng nh sau: T¹o ra 1 cung trßn b»ng c ch a ra t m, b n kýnh, cung b¾t Çu vµ cung kõt thóc. C c cung ã îc nhëp vµo tõ bµn phým Thñ tôc: NhËp to¹ é t m: 0.0 P1 NhËp b n kýnh : 1.5 H nh
43 NhËp gãc b¾t Çu : 30 NhËp gãc kõt thóc : 280 T¹o ra 1 cung trßn b»ng c ch a ra t m, b n kýnh, cung b¾t Çu vµ cung kõt thóc. C c cung ã îc nhëp vµo b»ng pick chuét Thñ tôc: P2 NhËp to¹ é t m <sñ dung menu vþ trý> : pick P1 NhËp b n kýnh (def val) : 1.5 P1 NhËp gãc b¾t Çu (def val) : pick P2 NhËp gãc kõt thóc (def val) : pick P3 P3 H nh 2.28 T¹o ra 1 cung trßn tiõp xóc víi 1 cung trßn b»ng c ch a ra t m, èi t îng tiõp xóc, cung b¾t Çu, cung kõt thóc. Thñ tôc: T¹o ra 1 cung trßn (chýnh lµ èi t îng cçn tiõp xóc) NhËp gãc b¾t Çu : 30 KÝch chän sau ã chän cung trßn cçn tiõp xóc NhËp to¹ é t m cña cung cçn t¹o: pick P1 NhËp gãc kõt thóc H nh 2.29 Chó ý: Cã thó thay æi chiòu quay cña cung trßn b»ng c ch kých chuét vµo chiòu phï hîp chän Create > Arc > Arc Endpoints hoæc chän bióu t îng T¹o ra 1 cung trßn khi biõt 2 ióm vµ b n kýnh. Trong tr êng hîp nµy cã 4 cung trßn îc t¹o ra ta ph i chän cung trßn cçn thiõt b»ng c ch pick chuét vµo cung trßn cçn thiõt Thñ tôc: NhËp to¹ é ióm Çu tiªn: pick P1 NhËp to¹ é ióm thø 2: pick P2 NhËp b n kýnh cung trßn:
44 Chän 1 cung trßn : pick P3 Chó ý: cã 4 cung trßn b¹n cã thó chän do ã b¹n ph i pick chuét vµo óng cung trßn b¹n cçn chän H nh 2.30 T¹o ra 1 cung trßn khi biõt 2 ióm vµ tiõp xóc víi 1 èi t îng kh c. Thñ tôc: T¹o 1 èi t îng cçn tiõp xóc : nh cung trßn, êng th¼ng NhËp to¹ é ióm Çu tiªn: pick P1 NhËp to¹ é ióm thø 2: pick P2 KÝch chän vµ chän èi t îng cçn tiõp xóc H nh Create > Arc > Arc 3 points hoæc chän bióu t îng T¹o 1 cung trßn biõt 3 ióm (3 ióm chän b»ng tay hoæc nhëp täa é tõ bµn phým )
45 Thñ tôc: NhËp to¹ é ióm Çu tiªn: pick P1 NhËp to¹ é ióm thø 2: pick P2 NhËp to¹ é ióm thø 3: pick P3 P2 P1 Chó ý: 3 ióm kh«ng îc n»m trªn 1 êng th¼ng T¹o ra 1 cung trßn tiõp xóc víi 3 èi t îng. Thñ tôc: T¹o ra 3 èi t îng cçn tiõp xóc : nh cung trßn, êng th¼ng. P 3 H nh 2.32 KÝch chän Chän èi t îng Çu tiªn :P1 Chän èi t îng thø 2: pick P2 Chän èi t îng thø 3: pick P3 H nh Create > Arc > Arc Tangent hoæc chän bióu t îng T¹o ra 1 cung trßn tiõp xóc víi 1, 2, hoæc nhiòu line hoæc cung trßn. Cã 6 tuú chän sau y: 1 entity: T¹o ra 1 cung trßn tiõp xóc víi 1 èi t îng îc chän Point : T¹o ra 1 cung trßn tiõp xóc 1 èi t îng vµ i qua èi t îng kh c Center line: T¹o ra 1 cung trßn tiõp xóc víi 1 êng th¼ng, t m n»m trªn êng th¼ng kh c Dynamic: T¹o ra 1 cung trßn tiõp xóc t¹i ióm chän trªn èi t îng îc chän
46 Create > Arc > Tangent > 1 entity T¹o ra 1 cung trßn tiõp xóc víi 1 èi t îng îc chän Thñ tôc: T¹o 1 line lµm èi t îng Lùa chän èi t îng mµ cung trßn tiõp xóc : Pick P1 ChØ râ ióm tiõp xóc: Pick P2 Lùa chän cung trßn : Pick P3 NhËp b n kýnh (def val) : 10.0 P3 P1 P2 Chó ý : Trong vý dô nµy cã 4 tr êng hîp lùa chän cã thó x y ra, tuú theo yªu cçu mµ ta lùa chän cung trßn thých hîp H nh 2.34 Create > Arc > Tangent > Center line T¹o ra 1 cung trßn tiõp xóc víi 1 êng th¼ng, t m n»m trªn êng th¼ng kh c Thñ tôc: T¹o 2 êng th¼ng kh«ng trïng nhau Lùa chän line sï tiõp xóc víi cung trßn : Pick P1 Lùa chän line chøa t m cña êng trßn : Pick P2 Chän cung mµ b¹n lùa chän : Pick P3 NhËp b n kýnh cña êng trßn : 10.0 P1 P2 êng th¼ng tiõp xóc Chó ý : P3 R = 2.0 êng th¼ng qua t m 1. Trong vý dô nµy cã thó cã 1 hoæc 2 cung îc t¹o ra. B¹n h y chän cung cçn chän H nh Hai êng th¼ng t¹o ra kh«ng îc trïng nhau Create > Arc > Tangent > Point P2 T¹o ra 1 cung trßn tiõp xóc 1 èi t îng vµ i P2 qua 1 ióm Thñ tôc: P3 T¹o 1 line hoæc 1 cung trßn P1 P3 H nh P1
47 Lùa chän èi t îng sï tiõp xóc víi cung trßn : Pick P1 Lùa chän ióm mµ cung trßn i qua : Pick P2 Chän cung mµ b¹n lùa chän : Pick P3 NhËp b n kýnh cña êng trßn : 20.0 Chó ý : 1. Trong vý dô nµy cã 4 cung îc t¹o ra. B¹n h y chän cung mµ b¹n cçn chän Create > Arc > Tangent > Dynamic T¹o ra 1 cung trßn (nhá h n ) tiõp xóc t¹i ióm chän trªn èi t îng îc chän, sö dông hö täa é cùc. Thñ tôc: T¹o 1 êng th¼ng Lùa chän êng th¼ng sï tiõp xóc víi cung trßn Lùa chän ióm Çu (n»m trªn êng th¼ng) cña cung trßn : Pick P1 Lùa chän ióm cuèi cña cung trßn : Pick P2 Chó ý : nõu muèn b¾t chýnh x c ióm Çu cña cung th sau khi pick chän êng th¼ng tiõp xóc th Ên S vµ nhëp täa é chýnh x c vµo «(X, Y, Z) H nh Create > Arc > Circ Center Point hoæc chän bióu t îng T¹o ra êng trßn khi biõt t m vµ b n kýnh Thñ tôc: NhËp t¹o é ióm t m < Sö dông menu vþ trý> : Pick P1 NhËp b n kýnh hoæc chän èi t îng tiõp xóc : P2 (Enter)
48 H nh Create > Arc > Circ Edge Point hoæc chän bióu t îng T¹o ra êng trßn i qua 3 ióm. 3 ióm trªn kh«ng îc n»m trªn 1 line. Thø tù lùa chän kh«ng quan träng Thñ tôc: NhËp vµo ióm Çu tiªn < Sö dông menu vþ trý> : Pick P1 NhËp vµo ióm thø hai < Sö dông menu vþ trý> : Pick P2 NhËp vµo ióm thø ba < Sö dông menu vþ trý> : Pick P3 P2 P1 P1 P3 H nh 2.39 P2 P3 T¹o ra êng trßn i qua 2 ióm (lµ 2 ióm Çu cña êng kýnh). Thñ tôc: NhËp vµo ióm Çu tiªn: Pick P1 NhËp vµo ióm thø hai: Pick P2 H nh
49 2.4.6 Create > Arc > Polar Endpoints hoæc chän bióu t îng T¹o ra 1 cung trßn khi biõt 2 ióm Çu, b n kýnh vµ gãc ch¾n cung Chän ióm gèc lµ ióm b¾t Çu cña cung cçn t¹o Thñ tôc: NhËp vµo ióm gèc < Sö dông menu vþ trý> : Pick P1 NhËp vµo b n : NhËp gãc b¾t Çu cña cung : NhËp gãc cuèi cña cung : H nh 2.41 Chän ióm gèc lµ ióm kõt thóc cña cung cçn t¹o NhËp vµo ióm gèc < Sö dông menu vþ trý> : Pick P1 NhËp vµo b n : NhËp gãc b¾t Çu cña cung : NhËp gãc cuèi cña cung : H nh 2.42 LuyÖn tëp vò cung vµ êng trßn Sö dông lönh vï cung trßn vµ chuét cña b¹n Ó vï mçi h nh d íi y. õng véi quan t m Õn kýck th íc chýnh x c mµ h y cè g¾ng vï cµng gièng nõu cã thó. H y luyön tëp víi têt c nh ng tuú chän mµ b¹n îc häc 3 ióm LuyÖn tëp vï chýnh x c c c h nh d íi y tiõp xóc víi 3 èi t îng H nh ióm

50 P1 (0,0) P2 (2,0) P1 (0,0) P1 (0,0) Polar Circ 2 pts Circ pt + dia 2.5 Fillet vµ thanh c«ng cô cña Fillet H nh 2.44 Menu kõ tiõp cho lönh Fillet lµ Create > Fillet T¹o ra 1 hoæc nhiòu êng l în cho 2 hay nhiòu èi t îng b»ng c ch a ra c c tham sè: Create > Fillet > Fillet Entities hoæc chän bióu t îng H nh 2.45: Thanh c«ng cô cho Fillet T¹o ra 1 êng l în gi a 2 èi t îng : êng th¼ng, êng trßn Thñ tôc: T¹o ra 2 êng th¼ng Chän vµ thay æi tham sè êng l în (b n kýnh, gãc vµ tuú chän c¾t xðn) nõu cçn thiõt. Trong ã bao gåm : : T¹o ra 1 gãc l în nhá h n : T¹o ra gãc l în phýa trong lín h n : T¹o ra gãc l în lµ êng trßn : T¹o ra gãc lùon phýa ngoµi lín h n Trim : C¾t bá phçn thõa ë gãc l în cña 2 èi t îng No Trim : Gi l¹i phçn thõa ë gãc l în cña 2 èi t îng : NhËp b n kýnh gãc l în Chän èi t îng Çu tiªn: Pick P1-50 -
51 Chän èi t îng thø hai: Pick P2 H nh 2.46 : mét vµi vý dô vò c«ng cô Fillet Entities Crearte > Fillet > Fillet Chains hoæc chän bióu t îng T¹o nhiòu êng l în trªn c c èi t îng phô thuéc lén nhau trªn 1 lçn dïng lönh Thñ tôc: T¹o ra c c line b»ng c ch sö dông lönh Create > Line > Multi Chän vµ thay æi tham sè êng l în (b n kýnh, gãc vµ tuú chän c¾t xðn) nh nªu ë trªn, nõu cçn thiõt. P1 Chän Chain Chän èi t îng Çu tiªn : Pick P1 Chän OK Chó ý : h y chó ý Õn chiòu H nh 2.47 dþch chuyón cña èi t îng îc chän sau khi kých chän nhiòu èi t îng v nã cã thó nh h ëng Õn chiòu l în cña gãc l în 2.6 Chamfer vµ thanh c«ng cô cña chamfer: Menu rectangle tiõp theo lµ Create > Chamfer

52 LÖnh nµy îc dïng khi t¹o ra gãc v t gi a hai êng t¼ng kh«ng trïng nhau víi c c kho ng v t îc a ra. Cã mét tuú chän trong lönh nµy ã lµ lönh thay æi é dµi v t Kho ng c ch: Ó thay æi gi trþ kho ng c ch v t cña gãc v t. Khi t¹o gãc v t, cã hai kháng c ch cçn îc thay æi. Kho ng c ch cã liªn quan Õn ióm chän thø nhêt (P1), vµ kho ng c ch cã liªn quan Õn ióm chän thø hai (P2) Kho ng c ch thø hai C c gãc îc v t Kho ng c ch thø nhêt H nh 2.48 Chó ý: 1. LÖnh chamfer îc thó hiön t ng tù nh lönh Fillet 2. Ó thay æi kho ng c ch, chän Ditances, vµ chø râ kho ng c ch v t thø nhêt vµ thø hai Cã c c tïy chän sau riªng cho lönh Chamfer : Create > Chamfer > Chamfer Entities hoæc chän bióu t îng T¹o ra 1 gãc v t gi a 2 èi t îng: êng th¼ng Thñ tôc: T¹o ra mét h nh ch nhët Chän vµ thay æi tham sè gãc v t ( é dµi, gãc vµ tuú chän c¾t v t) nõu cçn thiõt. Trong ã bao gåm : : kho ng c ch v t thø nhêt (khi sö dông 1Distance) : kho ng c ch v t thø 2 (khi sö dông 2 distance vµ Width) : gãc cña êng v t (khi sö dông distance/angle) : êng v t t¹o bëi 2 kho ng c ch v t cã é dµi b»ng nhau
53 : êng v t t¹o bëi 2 kho ng c ch v t cã é dµi kh c nhau : êng v t t¹o bëi kho ng c ch v t thø nhêt vµ gãc v t : êng v t îc x c Þnh khi biõt é dµi cña êng v t Create > Chamfer > Chamfer Chains hoæc chän bióu t îng H nh 2.49 : mét vµi vý dô cña c«ng cô Chamfer T¹o nhiòu gãc v t trªn c c èi t îng phô thuéc lén nhau trªn 1 lçn dïng lönh Thñ tôc: T¹o ra c c line b»ng c ch sö dông lönh Create > Line > Multi Chän vµ thay æi tham sè gãc v t ( é dµi, gãc vµ tuú chän c¾t v t) nõu cçn thiõt. Chän Chain Chän èi t îng Çu tiªn : Pick P1 Chän OK NhËp gi trþ vµ c c th«ng sè liªn quan Õn gãc v t H nh

54 2.7 Spline vµ thanh c«ng cô cña spline Trong MasterCAMX lönh Spline t¹o ra 1 êng cong spline liªn tôc,nã i qua têt c c c ióm îc chän, vµ cã 4 tuú chän cña êng cong nµy. Ng êi dïng cã thó thay æi c c tuú chän nµy. Tham sè êng cong spline îc thay æi mét c ch linh ho¹t nã îc gi cho Õn khi i qua têt c c c ióm îc i qua. T ng øng spline cña ng êi thiõt kõ, C c thñ tôc týnh to n quy Þnh c é cong vµ é nghiªng gçn gièng víi nh ng phýa cña c c ióm NURBS lµ îc viõt t¾t tõ côm tõ Non Unifrom Ration B Spline cña êng cong hay mæt ph¼ng. Khi a ra, NURBS lµm tr n h n so víi týnh Òu Òu cña êng cong spline vµ cã thó hiöu chønh dô dµng h n b»ng viöc a ra c c ióm iòu khión. Nã lµ c«ng cô h a dông Ó a ra c c êng cong hoæc mæt ph¼ng. Cã bèn c ch Ó a ra mét êng cong spline : Manual Automatic Curves Blend a ra b»ng tay têt c c c ióm cho êng cong spline a ra tù éng têt c c c ióm cho êng cong spline T¹o ra spline tõ èi t îng tån t¹i T¹o ra spline cã lêy sù tr n cña hai cung trßn, êng cong hoæc line Menu tiõp theo cho spline lµ Create > Spline H nh 2.51 thanh c«ng cô cho spline Tuú chän cuèi cïng cña menu cho phðp b¹n hiöu chønh é nghiªng cña spline t¹i ióm b¾t Çu vµ ióm kõt thóc. Gi trþ mæc Þnh lµ ON Create > Spline > Manual hoæc chän bióu t îng a ra b»ng tay têt c c c ióm cho êng cong spline. Ng êi sö dông a ra c c ióm theo thø tù thých hîp. -Thñ tôc: Chän têt c c c ióm < sö dông menu vþ trý> : Pick P1, P2, P3-54 -
55 NhÊn Enter hoæc nhên < Esc> Ó kõt thóc viöc chän lùa vµ t¹o ra êng spline P2 P1 P3 P4 P5 P8 P6 P7 H nh P1 P2 P9 P3 P5 P4 P8 P6 P Create > Slpine > Automatic hoæc chän bióu t îng a ra tù éng têt c c c ióm cho êng cong spline, ng êi dïng cçn a ióm Çu, ióm thø 2 vµ ióm kõt thóc. HÖ thèng tù déng sï chän c c ióm kh c trong kho ng dung sai cho phðp cña hö thèng 1. ióm Çu, ióm thø hai vµ ióm kõt thóc nªn îc t¹o ra b¾ng c c ióm ang tån t¹i b»ng lönh Create > Point 2. Sö dông lönh Create > Spline > Manual nõu êng cong t¹o ra kh«ng theo mong nuèn cña b¹n Thñ tôc: T¹o ra mét vµi ióm nh trªn h nh vï 2.53 Chän ióm Çu tiªn: Pick P1 Chän ióm thø hai : Pick P2 Chän ióm cuèi cïng : Pick P3 P1 P2 P1 P3 Khi é cong thay æi ét ngét, cçn t¹o ra mhiòu ióm xung quanh vïng ã Ó dô dµng iòu khión h íng cña spline. Trªn h nh 2.54 P3 H nh 2.53 P2 H nh 2.54 More point
56 B¹n h y thö so s nh gi a mét êng cong NURBS vµ êng cong tham sè spline îc t¹o ra tõ nh ng ióm gièng nhau (h nh 4.55). Chó ý sù kh c nhau gi a ióm b¾t Çu vµ ióm kõt thóc. Spline curve Spline curve NURRBS curve H nh 2.55 NURRBS curve Create > Spline > Curves hoæc chän bióu t îng T¹o ra mét spline tõ c c èi t îng tån t¹i. B¹n cã thó t¹o ra mét spline tõ mét êng cong tån t¹i hoæc êng cong liªn kõt bao gåm: cung trßn, line hoæc spline. NÕu b¹n muèn t¹o ra spline tõ mét èi t îng duy nhêt, h y kých vµo tuú chän Single. KÝch vµo Chain nõu b¹n muèn t¹o ra mét spline tõ vµi èi t îng kiªn kõt víi nhau b»ng ióm cuèi cïng cña nã. H nh Create > Spline > Blended hoæc chän bióu t îng T¹o ra spline cã lêy sù tr n cña hai cung trßn, êng cong hoæc line 2.8 êng cong vµ mæt ph¼ng H nh 2.56 vµ 2.57 bióu diôn cho thanh c«ng cô cña tuú chän Curve vµ Surface. NÐt Æc tr ng cña êng cong trong MasterCAM lµ cã thó îc sö dông Ó t¹o mét sè cña d¹ng spline trªn c c mæt ph¼ng cña èi t îng tån t¹i. C c hµm Surface sï îc tr nh bµy trong ch ng 11 vµ

57 H nh Rectangle vµ thanh c«ng cô cña rectangle: Menu rectangle tiõp theo lµ Create > Rectangle HoÆc chän bióu t îng Trong MasterCAM, cã c c tïy chän sau Ó t¹o ra mét h nh ch nhët. Polar : T¹o 1 h nh ch nhët khi biõt täa é 2 gãc hoæc chiòu dµi vµ chiòu réng Anchor to Center: Create mét h nh ch nhët khi a to¹ é t m, chiòu dµi vµ chiòu réng Center surface: Mét lönh thay æi tuú chän Ó t¹o 1 mæt ph¼ng cã d ng h nh ch nhët b»ng c ch a ra täa é 2 gãc cña h nh ch nhët, c c êng th¼ng îc t¹o ra qua h nh ch nhët ã

58 2.9.1 Create > Rectangle > Center (KÝch chän ) Create mét h nh ch nhët khi a to¹ é t m, chiòu dµi vµ chiòu réng Thñ tôc: NhËp vµo to¹ é t m <sö dông menu vþ trý> : Pick P1 NhËp vµo chiòu réng NhËp vµo chiòu dµi H nh Create > Rectangle > Center surface (KÝch chän ) T¹o 1 h nh ch nhët khi a täa é 2 ióm gãc cña h nh ch nhët Thñ tôc: NhËp vµo to¹ é gãc d íi cïng bªn tr I <sö dông menu vþ trý> : Pick P1 NhËp vµo to¹ é gãc trªn cïng bªn ph i <sö dông menu vþ trý> : Pick P2 Chó ý: täa é ióm P2 îc týnh theo täa é t ng èi so víi ióm P Letter vµ thanh c«ng cô cña Letter: M«h nh ch c i cã thó sö dông hiöu qu trong viöc c¾t nh ng ch c i trªn têm. LÖnh letter îc gäi nh sau Create > Letters hoæc chän bióu t îng Trong Letters bao gåm c c lùa chän sau : H nh
59 TrueType(R) : Sö dông Sö dung ph«ng ch Windows vµ chuyón chóng thµnh m«h nh h nh häc Drafting: T¹o ra m«h nh tõ b n ph«ng ch MasterCAM hiön hµnh Create > Letters > True type (R) T¹o ra m«h nh tõ ph«ng ch tiªu chuèn, Quan s t cöa sæ hiön ra sau y vò ph«ng tiªu chuèn. Chän font vµ font style, bá qua font size vµ chän OK. NhËp ch vµo «letters : MasterCAM NhËp chiòu cao ch vµo «Parameters height : 2.0 Chän h íng cho ph«ng ch trong b ng Alignment Chó ý: HÖ thèng sï a ra bèn tuú chän thó hiön ph«ng ch Horizontal: ViÕt ch theo hµng ngang Vertical: ViÕt ch theo hµng däc Top of arc: ViÕt ch trªn Ønh cña mét cung Bottom of arc: ViÕt ch n»m phýa d íi cña mét cung. P1 Mastercam H nh 2.61 Ch c i Þnh h íng NhËp kho ng c ch c c ch vµo «Parameters spacing: 2.0 Sau khi chønh söa xong ph«ng ch phï hîp th chän OK råi nhëp ióm Çu tiªn cho c u ch. Chó ý: HÖ thèng sï a ra c c Ò nghþ kh c nhau sau c c b íc. Cã h n mét b íc cho ch ngang vµ ch däc, vµ cã h n hai b íc cho ch trªn Ønh cung hoæc phýa d íi cung. Cho ch ngang hoæc ch däc: NhËp ióm Çu tiªn cho c u ch (Enter stating location of center): Pick P1 Cho ch trªn Ønh cung hoæc phýa d íi cung NhËp vµo to¹ é cña t m cung: Pick P1 NhËp vµo b n kýnh cung vµo «Arc Radius :

60 ViÕt ch lªn cung trßn NhËp to¹ é cung trßn : Pick P1 NhËp to¹ é b n kýnh cung trßn: 5.0 ViÕt trªn Ønh hoæc cuèi cung trßn : chän Top hoæc Bottom Chó ý: h nh 2.62 thó hiön cho cung trßn NhËp ch hión thþ: ARC LETTERS H nh 2.62 Ch viõt th¼ng vµ ch viõt trªn cung Create > Letters > Font T¹o ra ch tõ ph«ng ch hiön hµnh trong MasterCAM. Trong ã cã nhiòu kióu ph«ng ch cho ta lùa chän Thñ tôc: NhËp ch cçn hión thþ vµo «letters : MasterCAM NhËp ióm Çu tiªn cho c u ch : Pick P1 H nh 2.63 : C c kióu ph«ng Drafting. P1 H nh 2.64 Chó ý: Ph«ng ch MasterCAM cã thó thay æi b»ng c ch pick vµo Drafting Options. C c gi trþ ph«ng lµ Stick, Roman, European, Swiss, Old English, Palation vµ Dayville 2.11 Ellipse vµ thanh c«ng cô cña ellipse: Menu ellipse kõ tiõp îc vµo nh sau: Create > Ellipse hoæc pick chän Mét ellipse hoæc mét cung ellipse cã thó îc t¹o ra b»ng c ch chø ra n m tham sè trong phðp céng víi ióm t m: Radius A : dùng b n kýnh trôc X cña ellipse
61 Radius B : dùng b n kýnh trôc Y cña ellipse Start angle : Dùng gãc b¾t Çu cña gãc. End angle : Dùng gãc kõt thóc Rot angle : Dùng gãc quay vò h íng cña trôc X Center Point : Dùng t m cña ellipse Surface : Chän èi t îng theo mæt Base point : DÞch chuyón ellipse sau khi nhëp täa é ióm t m (víi gèc dþch chuyón lµ ióm t m cña ellipse). MasterCAMX sï bióu diôn ellipse khi b¹n nhëp xong ióm t m cña ellipse Chó ý: TÊt c c c gãc îc o b»ng é, h íng ng îc chiòu kim ång hå Thñ tôc: vý dô 1 Thñ tôc: vý dô 2 iòu chønh ellipse víi chø Þnh s½n iòu chønh ellipse víi chø Þnh s½n A (b n kýnh trôc X) = 3.0 A (b n kýnh trôc X) = 3.0 B (b n kýnh trôc Y) = 1.5 B (b n kýnh trôc Y) = 1.5 Gãc b¾t Çu = 30 Gãc b¾t Çu = 30 Gãc kõt thóc = 300 Gãc kõt thóc = 300 Gãc quay = 0 Gãc quay = 15 Chän Center Point Chän Center Point NhËp ióm t m: Pick P1 NhËp ióm t m: Pick P1 P1 P1 H nh Polygon vµ thanh c«ng cô Polygon: Menu polygon îc gäi nh sau: Create > Polygon hoæc pick chän Ó t¹o ra mét a gi c trong MasterCAMX b¹n cçn khai b o n m tham sè vµ to¹ é t m
62 No. side Radius Æt sè c¹nh cña a gi c B n kýnh êng trßn ngo¹i tiõp hay néi tiõp cña a gi c êng trßn néi tiõp a gi c êng trßn ngo¹i tiõp a gi c B n kýnh cña gãc lù n gi a 2 c¹nh cña a gi c Gãc xoay cña trôc X Chän èi t îng theo mæt Dùng t m cña ellipse Chó ý: Gãc b¾t Çu îc o b»ng é h íng ng îc chiòu kim ång hå Thñ tôc: vý dô 1 Thñ tôc: vý dô 2 HiÖu chønh a gi c sè 1 HiÖu chønh a gi c sè 2 víi nh ng chø Þnh s½n víi nh ng chø Þnh s½n Sè c¹nh cña a gi c = 5 Sè c¹nh cña a gi c = 5 B n kýnh cña a gi c = 1.0 B n kýnh cña a gi c = 1.0 o b n kýnh tíi gãc Corner o b n kýnh tíi gãc Flat Chän t m (Center Point) Chän t m (Center Point) NhËp to¹ é t m Pick P1 NhËp to¹ é t m Pick P1 P1 P1 H nh X y dùng m«h nh h nh häc 2D Trong phçn tiõp theo ta cã 5 bµi tëp, b¹n sï luyön tëp b»ng viöc phèi hîp c c lönh îc häc trong ch ng nµy. Tõng b íc c c thñ tôc häc sï îc hoµn thiön. Ghi l¹i c c file d íi c ci tªn îc chø Þnh s½n. B¹n sï nhën îc c c file Ó t¹o ra c«ng cô tiõp theo cho ch ng 7 vµ
 H nh 2.67 H nh 2.")
63 Project 1. T¹o ra phçn m«h nh h nh häc nh trong h nh Ghi l¹i file d íi c I tªn contuor1. File sï îc sö dông trong ch ng 7 Chó ý: 1. M«h nh h nh häc trªn èi xøng qua trôc Y. 2. C së cho m«h nh nµy chñ yõu ë hai h nh ch nhët, hai cung, hai gãc bo. Step 1. T¹o êng th¼ng d íi cïng Chän Create > Line > Create Line Endpoint Chän êng n»m ngang Horizontal, kých chän NhËp täa é ióm Çu: P1 NhËp chiòu dµi cña o¹n th¼ng (Enter) H nh 2.67 H nh 2.68 Step 2. T¹o 1 êng th¼ng offset víi êng th¼ng trªn 0.75 KÝch chän êng th¼ng cçn offset : P1 Chän Xform > Xform Offset NhËp gi trþ offset vµo «Chän Coppy vµ h íng offset (Direction), OK Step 3: T¹o ra 2 cung trßn R4 vµ R5 Chän Create > Arc > Create Arc Polar H nh 2.69 Chän chõ é b¾t ióm Midpoint trong config Chän ióm t m n»m ë trung ióm cña êng th¼ng võa t¹o bªn trªn: P1 H nh
64 NhËp b n kýnh, gãc ban Çu, gãc kõt thóc NhËp xong nhên Enter hoæc Esc T ng tù chän ióm t m : P1 NhËp b n kýnh, gãc ban Çu:, gãc kõt thóc NhËp xong nhên Enter hoæc Esc Step 4 : T¹o ra c c o¹n th¼ng nèi kýn gi a cung trßn ngoµi vµ êng th¼ng d íi cïng Chän Create > Line > Endpoint KÝch chän 2 ióm nèi Ó t¹o thµnh 2 o¹n th¼ng nh h nh vï H nh 2.71 Step 5 : T¹o ra c c êng th¼ng cßn l¹i Tr íc tiªn ta t¹o 1 êng th¼ng vu«ng gãc víi êng th¼ng d íi cïng vµ cã é dµi 7.0, b»ng c ch : Chän Create > Line > Create Line Endpoint Chän êng th¼ng øng, kých chän NhËp täa é ióm Çu (lµ t m cña êng th¼ng d íi cïng): P1 NhËp chiòu dµi cña o¹n th¼ng, (Enter) Offset sang 2 bªn cña êng th¼ng võa t¹o 1 l îng lµ 1.5 vµ 3.0 KÝch chän êng th¼ng cçn offset : P1 Chän Xform > Xform Offset NhËp gi trþ offset vµo «Chän Coppy vµ h íng offset (Direction), OK T ng tù Offset 1 l îng 3.0 Nèi 2 ióm Çu cña 2 êng th¼ng (Offset 1.5)
65 Step 6 : C¾t bá vµ xãa nh ng êng th¼ng kh«ng cçn thiõt H nh 2.72 Chän Create > Edit > Trim/Break > Divide Chän c c èi t îng Ó c¾t : P1, P2, P3, Ó îc nh h nh vï Step 7 : Create > Fillet > Fillet Entities H nh 2.73 NhËp b n kýnh gãc bo Chó ý: H y ch¾c ch¾n r»ng hai tuú chän kia ph i óng. NÕu nõu gãc bo nhá h n Chän mét èi t îng thø nhêt : Pick P1 Chän mét èi t îng thø 2 : Pick P2 P3 NhËp b n kýnh kh c Chän mét èi t îng thø nhêt : Pick P3 P4 Chän mét èi t îng thø 2 : Pick P4 2 fillet îc t¹o ra nh trªn h nh 2.74 M«h nh h nh häc ùîc hoµn thµnh nh h nh 2.75 P1 P2 H nh
66 H nh 2.75 Step 8: Ghi l¹i file lµm Chän File > Save Chän êng dén tíi th môc cçn l u file trong Save in NhËp tªn file (file name): contour1 Project 2. VÏ ra phçn h nh häc nh trªn h nh vï Ghi l¹i file trªn víi tªn contour3. File nµy sï dïng trong bµi 3 cña ch ng 7. Chó ý: 1. M«h nh nµy cã thó t¹o ra b»ng c ch sö dông 1 h nh ch nhët vµ lönh line 2. HoÆc mét sè to¹ é ióm nh trªn h nh d íi y P5(2,3.5) P2(6,4) H nh 2.76 P6(4,3.5) P4(0.5,2) P7(5.5,2) P1(0,0) P3(0.5,0) H nh 2.78 P8(5.5,0)
67 Step 1. T¹o mét h nh ch nhët Chän Create > Rectangle hoæc chän bióu t îng NhËp gãc d íi tr i NhËp gãc trªn ph i Step 2. T¹o n m line Chän Create > Line, råi kých chän Multi_Line NhËp ióm thø nhêt (P3) NhËp ióm thø 2 (P4) NhËp ióm thø 3 (P5) NhËp ióm thø 4 (P6) NhËp ióm thø 5 (P7) NhËp ióm thø 6 (P8) Ta îc m«h nh nh h nh 2.79 Step 3. L u töp tin. Chän MAIN MENU > File > Save NhËp tªn file (Enter file name): contour3 H nh 2.79 Project 3 X y dùng m«h nh nh h nh Ghi l¹i d íi tªn pocket1 File nµy sï îc dïng Ó t¹o ra êng dén cho bµi tëp 5 ë ch ng 7. H nh
68 Chó ý: 1. T¹o hai h nh ch nhët vµ s u êng trßn 2. BÎ g y hai êng th¼ng ngang cña h nh ch nhët trong thµnh hai phçn Ó cho phðp c¾t êng trßn thµnh hai 3. C¾t s u êng trßn vµ bèn line ba èi t îng lönh Step 1. T¹o ra hai h nh ch nhët Chän Create > Rectangle Chän 1 ióm bêt k : P1 NhËp chiòu réng vµ chiòu dµi cña h nh ch nhët, nhên Enter Chän Xform > Xform Offset Contour KÝch chän Chain råi chän Option, xuêt hiön 1 b ng lùa chän, ta chän èi t îng theo mçu kých chän,xong chän OK Chän èi t îng cçn offset (h y Ó ý Õn chiòu dþch chuyón cña èi t îng), råi chän OK XuÊt hiön b ng chän c c th«ng sè sau: Coppy, 1 èi t îng, l îng Offset vµ h íng Offset cho phï hîp, xong chän OK Ta îc kõt qu nh h nh sau : H nh 2.81 Step 2. T¹o s u êng trßn Chän Create > Arc > Arc Polar hoæc chän bióu t îng Chän ióm t m : P1 NhËp b n kýnh, gãc b¾t Çu, gãc kõt thóc NhÊn Enter hoæc Esc Chän ióm t m : P2 NhËp b n kýnh, gãc b¾t Çu, gãc kõt thóc NhÊn Enter hoæc Esc
69 Chän ióm t m : P3 NhËp b n kýnh, gãc b¾t Çu, gãc kõt thóc NhÊn Enter hoæc Esc Chän ióm t m : P4 NhËp b n kýnh, gãc b¾t Çu, gãc kõt thóc NhÊn Enter hoæc Esc Chän ióm t m : P5 (sö dông chõ é b¾t ióm Midpoint) NhËp b n kýnh, gãc b¾t Çu, gãc kõt thóc NhÊn Enter hoæc Esc Chän ióm t m : P6 (sö dông chõ é b¾t ióm Midpoint) NhËp b n kýnh, gãc b¾t Çu, gãc kõt thóc NhÊn Enter hoæc Esc 6 cung trßn îc t¹o ra nh h nh sau Step 3. C¾t bá nh ng phçn thõa Ó îc m«h nh hoµn chønh Chän Xform > Trim > Divide Chän c c èi t îng Ó c¾t : P1, P2, P3, Ó îc nh h nh vï H nh 2.82 H nh
70 Step 4. Save file l¹i 1 1 Chän File > Save NhËp tªn file (file name): drill2 Chó ý : File h nh häc drill2 îc dïng Ó khoan vµ ta r«s u lç trong bµi 8 ë ch ng Project 4: T¹o mét h nh ch nhët vµ bèn ióm nh trªn h nh vï Ghi l¹i file víi tªn drill3. File sï îc dïng trong bµi 9 cña ch ng H nh 2.84 èi t êng h nh häc nµy bao gåm mét h nh ch nhët vµ 4 ióm. HÖ trôc to¹ é cña c c ióm mèc îc thó hiön trong h nh 2.85 P4(1,3,-1.5) P6(5,3,-2.25) P2(6,4) P1(0,0) Step 1. T¹o mét h nh ch nhët Chän Create > Rectangle hoæc chän bióu t îng NhËp gãc d íi tr i P3(1,1,-1.5) H nh 2.85 P5(5,1,-2.25) NhËp gãc trªn ph i Step 2. T¹o bèn ióm Chän Create > Point > Position hoặc chọn biểu tượng NhËp to¹ é : NhËp to¹ é : NhËp to¹ é : NhËp to¹ é :
 font, Arial, vµ TimesNew Roman. Sö dông c c ph«ng ã Ó t¹o c c ch : 1.")
71 Step 3. Ghi l¹i file Chän File > Save NhËp tªn file (file name): drill3 Project 5. Sö dung lönh Letters Ó t¹o m«h nh sau. M«h nh nµy gåm hai êng trßn vµ n m chuçi ch trong 3 lo¹i ph«ng; MCX (box) font, Arial, vµ TimesNew Roman. Sö dông c c ph«ng ã Ó t¹o c c ch : 1. EASTERN MICHIGAN UNIVERSITY Font = MCX (box) font Height = 0.5 Spacing = 0.05 Arc Radius = INDUSTRIAL TECHNOLOGY Font = MCX (box) font Height = 0.3 Spacing = 0.05 Arc Radius = CAD CAM Font = Arial (Regular) Height = 0.4 Spacing = 0.1 Arc Radius = CNC Font = Arial (Bold Italic) Height = 0.6 Spacing = 0.15 Starting point = (-1,-0.3) 5. YES Font = Times New Roman (Regular) Height = 0.8 Spacing = 0.2 Arc Radius = 1.4 H nh 2.86 Chó ý : B¹n cã thó thay æi mçu vµ ch trªn h nh trªn
72 Step 1.T¹o hai êng trßn Chän Create > Arc > Circle center point hoặc chọn biểu tượng NhËp to¹ é t m : NhËp êng kýnh : NhËp to¹ é t m : NhËp êng kýnh : Hai êng trßn sï xuêt hiön nh h nh vï 7.87 Step 2. T¹o ra chuçi ký tù sö dông mçu 12 vµ level 2 KÝch chọn sau ã nhëp 2 Hình 2.87 KÝch chọn sau đó chọn mầu 12 Chän Create > Letters Chọn font : MCX (box) font NhËp letters : EASTERN MICHIGAN UNIVERSITY Chän Top of arc NhËp chiòu cao ch (letter height): 0.5 NhËp é n ng cña ch (letter spacing): 0.05 NhËp b n kýnh cung trßn (arc radius): 2.45 Khoảng cách giữa các chữ (spacing ) : 0.05 Chọn c c thong số xong kých chọn OK NhËp to¹ é t m cung trßn : Step 3. T¹o chuçi ch d íi y cung trßn Chän Create > Letters Chọn font : MCX (box) font NhËp ch ( letters): INDUSTRIAL TECHNOLOGY NhËp chiòu cao ch (letter height): 0.3 Chän Bottom of arc NhËp é n ng cña ch (letter spacing): 0.05 NhËp b n kýnh cung trßn (arc radius): 2.5 Chọn c c th«ng số xong kých chọn OK H nh
 > font Arial (Regular) > OK NhËp ch (letters): CAD CAM NhËp chiòu cao ch (letter height): 0.")
 > Arial Bold Italic > OK NhËp ch (letters): CNC NhËp chiòu cao ch (letter height): 0.")
73 NhËp to¹ é t m cung trßn: Hai chuçi ch îc t¹o ra nh h nh vï 7.88 Step 4. Thay æi level thµnh 3 vµ color thµnh 13 Chän Level sau ã nhëp 3 Chän Color sau ã nhëp 13 Step 5. T¹o ra mét chuçi ch theo ph«ng Arial trªn cung trßn Chän Create > Letters >True type(r) > font Arial (Regular) > OK NhËp ch (letters): CAD CAM NhËp chiòu cao ch (letter height): 0.4 Chän top of arc NhËp é n ng cña ch (letter spacing): 0.1 NhËp b n kýnh cung trßn (arc radius): 1.4 Chän c c th«ng sè xong kých chọn OK NhËp to¹ é t m cung trßn: Chuçi ch îc t¹o ra nh h nh vï 7.89 H nh 2.89 Step 6. T¹o ra mét chuçi ch CNC däc theo êng th¼ng Chän Create > Letters >Truetype (R) > Arial Bold Italic > OK NhËp ch (letters): CNC NhËp chiòu cao ch (letter height): 0.6 Chän Horizontal NhËp é n ng cña ch (letter spacing): 0.15 Chän c c th«ng sè xong kých chọn OK NhËp ióm b¾t Çu cña chuçi: Chuçi ch îc t¹o ra nh h nh vï 7.90 Hình
: 0.2 NhËp b n kýnh cung trßn (arc radius): 1.4 Chän c c th«ng sè xong kých chän OK NhËp to¹ é t m cung trßn: H nh 2.")
74 Step 7. T¹o chuçi ch YES d íi y cung trßn Chän Create > Letters >Truetype (R) > Times New Roman > Regular > OK NhËp ch (letters): YES NhËp chiòu cao ch (letter height): 0.6 Chän Bottom of arc NhËp é n ng cña ch (letter spacing): 0.2 NhËp b n kýnh cung trßn (arc radius): 1.4 Chän c c th«ng sè xong kých chän OK NhËp to¹ é t m cung trßn: H nh 2.91 Hai chuçi ch îc t¹o ra nh h nh vï 7.91 Step 8. L u töp tin Chän File > Save NhËp tªn file ( file name): letter2 Project 6. Thay æi ch CNC tõ level 3 vµ mçu 13 thµnh level 4 vµ mçu 14 Step 1. T m l¹i file LETTER2.MC7 îc lµm tõ Project 5 Chän File > Open hoæc kých chän H nh 2.92 T m êng dén Õn file: Letter2.mc7 File sï xuêt hiön nh trong h nh 2.92 Step 2. Thay æi sù x¾p Æt thµnh level 4 vµ color 14 Chän Level sau ã nhëp 4 Chän Color sau ã nhëp 14 Chän Menu Analyze > Entity properties hoæc kých chän bióu t îng Chän èi t îng Ó thay æi (ch CNC) sau ã Ên Enter XuÊt hiön b ng tïy chän, thay æi thµnh H nh
 liªn kõt 5.")
75 vµ kých chän Ch CNC îc thay æi thµnh color luyªn tëp: 1. Dïng mét b n vï nµo è Ó thó hiön menu lönh häc. T¹o lëp c c èi t îng h nh häc 2. Mét ióm cã thó x c Þnh trong MasterCAM b»ng bao nhiªu c ch? 3. Cã bao nhiªu tuú chän Ó t¹o ra mét êng th¼ng trong MasterCAM? 4. M«t nðt Æc tr ng khi t¹o ra c c êng (line) liªn kõt 5. M«t sù kh c nhau gi a cung trßn vµ êng trßn 6. Cã bao nhiªu tuú chän Ó t¹o ra cung trßn 7. Cã bao nhiªu tuú chän Ó t¹o ra êng trßn? 8. Ba tham sè fillet lµ g? M«t c ch sö dung c c tham sè ã trªn mét b n vï 9. Spline lµ g? Sè ióm tèi thióu Ó x c Þnh mét spline? 10. Hai c ch b nh th êng Ó t¹o ra êng cong 2D trong MasterCAM lµ g? 11. Sö dông mét b n vï Ó thó hiön c ch t¹o ra mét h nh ch nhët b»ng 1 ióm vµ 2 ióm 12. M«t thñ tôc dïng trong MasterCAM Ó t¹o ra ph«ng ch 13. T¹o m«h nh 2.94 vµ m«h nh 2.95 vµ ghi l¹i d íi file d íi tªn drill4. T¹o ra m«hinh (h nh 2.96) vµ ghi l¹i d íi file d íi tªn comb2. H nh 2.94 H nh


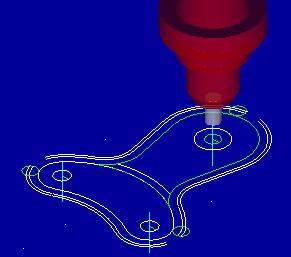
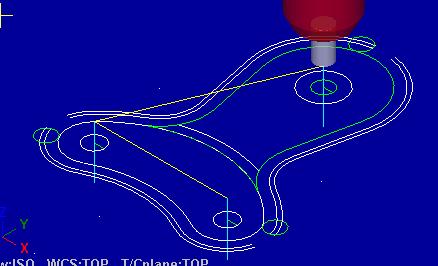
76 Ch ng III: êng ch¹y dao d¹ng 2D tõ m«h nh tíi lëp thμnh êng ch¹y dao * Đèi t îng: Nhận biết c c kiểu cña m«un êngng ch¹y dao d¹ng 2D vµ biõt khi nµo sö dông chóng X c Þnh c c tham sè th«ng th êng trong m«un êng ch¹y dao 2D p dông c c êng ch¹y dao trªn Ó t¹o ra ch ng tr nh NC cho tõng sản phẩm I. C c êng ch¹y dao cña m«un 2D MasterCAM cung cấp 3 nhãm của m«đun đường chạy dao để tạo ra đường chạy dao: m«đun 2D, m«đun 3D, vµ m«đun nhiều trục. Ta sử dụng m«đun 2D để tạo ra đường chạy dao 2D cho gia c«ng ph«i cã mặt phẳng dạng 2D. Ta sử dụng m«đun 3D để tạo ra đường chạy dao 3D cho nhiều loại mặt 3D kh c nhau vµ cho m«đun nhiều trục cho gia c«ng c c phần phức tạp. Trong chương nµy giới thiệu m«đun chạy dao 2D. MasterCAM sẽ cung cấp cho bạn 4 đường chạy dao của m«đun nµy: contour, pocket, drill, face vµ engraving. Bảng dưới đ y sẽ tổng kết nðt đặc trưng vµ ứng dụng của c c môđun đường chy dao 2D trªn. C c lo¹i m«un Contour Pocket M«t m«un øng dông H nh minh Häa Tạo ra đường chạy dao dọc theo c c đối tượng liªn kết như một đường contour. Bao gồm c c nhãm h nh học: Line, arc hoặc spline Tạo đường chạy dao để cắt c c phần kim loại trong đường contour ãng. Bao gồm c c nhãm h nh học: biªn giới đãng Gia c«ng bªn trong hoặc bªn ngoµi biªn dạng Gia c«ng c c loại hộp. Gia c«ng nhiều bề mặt lớn Drill Tạo c c đường chạy dao thực hiện khoan, tiện trong, taro. Bao gồm c c nhãm h nh học: point Khoan Tiện trong Taro Face Tạo c c đường chạy dao thực hiện cắt c c phần kim loại theo bề mặt Gia c«ng bªn trªn bề mặt chi tiết

77 Engraving Tạo c c đường chạy dao thực hiện cắt khắc, trổ, chạm trªn bề mặt Gia c«ng bề mặt chi tiết II. X c Þnh dông cô MasterCAM nhiòu lo¹i tham sè Ó x c Þnh th«ng tin liªn quan tíi viöc t¹o ra êng ch¹y dao. C c tham sè ã cã thó chia lµm c c nhãm nh sau: tool definition (x c Þnh dông cô), tool parameters (tham sè dông cô), vµ module specific parameters (m«un tham sè Æc biöt). Tool definition cho phðp ng êi dïng x c Þnh dông cô míi, chän lùa c c dông cã trong th viön, hoæc hiöu chønh c c dông cô cã s½n. Tool parameters nã îc coi nh tham sè th«ng th êng bëi v nã îc sö dông th êng xuyªn trong têt c c c m«un êng ch¹y dao, trong khi module specific parameters chø sö dông trong c c tr êng hîp Æc biöt kh«ng cã 1 tr nh øng dông nµo lµm kh c îc. Trong phçn nµy chóng ta sï Ò cëp Õn vên Ò lµm thõ nµo Ó x c Þnh dông cô míi, chän lùa dông cô cã trong th viön, vµ hiöu chønh dông cô tån t¹i. MasterCAM dïng hép tho¹i cña c c lo¹i êng ch¹y dao Ó x c Þnh, chän lùa vµ hiöu chønh dông cô. Ó xuêt hiön hép tho¹i Êy xuêt hiön nh h nh vï phýa d íi Chän råi chän êng ch¹y dao muèn dïng (Contour, Drill, Face, Engraving) hép tho¹i sï xuêt hiön t ng øng víi êng ch¹y dao chän Sau ã kých phým chuét ph I hoæc chän Ó xuêt hiön b ng
78 Tuú chän sï xuêt hiön trong ã cã c c tuú chän bþ mê i nõu dông cô ã cã ho¹t éng trªn file ang ho¹t éng. X c Þnh 1 dông cô míi HiÖu chønh 1 dông cô tån t¹i trong khi lµm viöc Thay æi gãc cña Çu dao Qu n lý dông cô Ó t¹o 1 dông cô míi ta ph i Æt 3 tuú chän trong hép tho¹i: tool type, tool/holder definition, vµ tool parameters. Nã îc thó hiön nh ë d íi y
79 Tool type KÝch vµo Tool type trong define tool ta më îc hép tho¹i vò c c lo¹i dao. MasterCAM cung cêp cho ng êi dïng 20 lo¹i dao. Trong hép tho¹i còng xuêt hiön c c dông cô kh c nhau. Cã c c d liöu cçn ph I îc Æt trong hép héi tho¹i lµ: Tool Diameter ( êng kýnh dao), Holder size (cì vßng kñp), Machining type (lo¹i gia c«ng c¾t). Ta thêy nh h nh vï d íi
80 Tool size parameters (tham sè cì dao) MasterCAM dïng c c tham sè d íi y Ó x c Þnh dông cô Diameter Cho êng kýnh dao c¾t Corner radius Cho b n kýnh gãc cña dao c¾t Arbor diameter Cho êng kýnh cçn dao Flute Cho chiòu dµi lµm viöc cña dông cô Shoulder Cho chiòu dµi cña c phçn c¾t cña dao c¾t Overall Cho chiòu dµi tõ Çu dao Õn µi dao Holder size parameters (Tham sè kých th íc vßng kñp) Matercam dïng c c tham sè d íi y Ó x c Þnh kých th íc vßng kñp Holder diameter Cho êng kýnh vßng kñp Holder Cho chiòu dµi tõ mðp tíi mæt cuèi cña vßng kñp Tool number ChØ ra sè thø tù cña dao Ó x c Þnh dông cô nµy Machining type (Lo¹i gia c«ng c¾t gät) Trong mét vµi dông cô MasterCAM cã cung cêp Kh n ng thªm tham sè Ó x c Þnh lo¹i gia c«ng. Nã bao gåm c c tuú chän sau:
81 Rough Finish Both Dông cô nµy chø cã kh n ng gia c«ng th«dông cô nµy chø cã kh n ng gia c«ng tinh Dông cô nµy cã kh n ng gia c«ng th«vµ tinh Tool Parameter (Tham sè cì dao) MasterCAM dïng c ch Æt c c tham sè Ó x c Þnh d liöu gia c«ng, vµ c c th«ng tin cã liªn quan Õn dông cô c¾t. Hép tho¹i ã îc thó hiön nh trong h nh d íi y C c tham sè Ó x c Þnh d liöu qu tr nh gia c«ng vµ th«ng tin dông cô îc m«t d íi y. Rough Step XY (%) Tham sè nµy chø ra sù tû lö gµi b n kýnh vµ ph«i trong qó tr nh c¾t. Trong mét sè tr êng hîp, nã chø ra gi trþ b íc chø Þnh trong qu tr nh c¾t. 1 inch cña m y phay t ng øng víi 60% cña gi trþ rough Step XY, cho vý dô sï cã 0.6 gi trþ kho ng c c b íc cho b íc trong qu tr nh gia c«ng. Finish Step XY (%) Tham sè nµy chø ra sù tû lö gµi b n kýnh vµ ph«i trong qu tr nh kõt thóc gia c«ng. Trong 1 sè tr êng hîp, nã chø gi trþ b íc chø Þnh trong qu tr nh kõt thóc gia c«ng. 1 inch cña m y phay t ng øng víi 10% cña gi trþ Finish Step XY, cho vý dô sï cã 0.1 gi trþ kho ng c ch b íc cho b íc trong qu tr nh kõt thóc gia c«ng
82 Rough Step Z (%) Tham sè nµy chø cho ta biõt chiòu s u trong qu tr nh c¾t theo h íng Z trong qu tr nh c¾t. Nã thó hiön nh phçn cña êng kýnh dông cô. 1 inch trªn m y phay t ng øng 50% cña gi trþ Rough Step Z víi 0.5 chiòu s u trong qu tr nh gia c«ng. Finish Step Z (%) Tham sè nµy chø cho ta biõt chiòu s u trong qu tr nh c¾t theo h íng Z trong qu tr nh kõt thóc gia c«ng. Nã thó hiön nh phçn cña êng kýnh dông cô. 1 inch trªn m y phay t ng øng víi 10% cña gi trþ Finish Step Z víi 0.1 chiòu s u trong qu tr nh kõt thóc gia c«ng. Required pilot dia Tham sè nµy dïng Ó chø êng kýnh cña lç thý ióm chø øng dông riªng cho dông cô. C c lç nµy th êng îc sö dông cho qu tr nh Taro, tiön trong, khoan c c lç lín vµ phay c c hèc. Material Tham sè nµy dïng Ó chän lùa vët liöu cña dông cô. Nã cã 6 tuú chän sau: HSS: High speed tool Carbide : dông cô lµ C c bua C Carbide: dông cô lµ than C c bua Ceramic: dông cô lµ Ceramic Borzon: dông cô lµ ång Unkhown: VËt liöu cña dông cô kh«ng x c Þnh % of Matl. SFM Tham sè nµy x c Þnh tèc é c¾t mæc Þnh trªn c së tû lö mæt b»ng tèc é tõ c së d liöu. MÆt b»ng tèc é îc x c Þnh chýnh b»ng c ch x c Þnh vët liöu dao vµ vët liöu ph«i. % of Matl. Feed/Tooth Tham sè nµy x c Þnh l îng ch¹y dao mæc Þnh trªn c së tû lö mæt b»ng ch¹y dao c së d liöu. MÆt b»ng ch¹y dao îc x c Þnh chýnh b»ng c ch x c Þnh vët liöu dao vµ vët liöu ph«i, chiòu s u c¾t, êng kýnh dông cô Tool filename Tham sè nµy chän lùa mçi m«h nh h nh häc dao 1 sù hión thþ. MasterCAM cung cêp 1 danh s ch c c lo¹i dao Ó b¹n chän lùa nh ë d íi y H y chän nót bªn c¹nh tool file name Ó ra thùc n Open

83 Tham sè nµy ghi l¹i tªn cña dông cô c¾t. B¹n còng cã thó nhëp m«t dông cô mµ b¹n chän lùa Spindle Rotation Tham sè nµy dïng Ó chø chiòu quay cña trôc chýnh theo h íng chiòu kim ång hå hay ng îc chiòu kim ång hå. Coolant Tham sè nµy dïng Ó iòu khión dung dþch lµm nguéi, nã gåm cã 4 tuú chän Off - T¾t dung dþch lµm nguéi Mist - Dung dþch lµm nguéi ë d¹ng s ng mï Flood - Dung dþch lµm nguéi sï ë d¹ng dßng ch y Tool - Dung dþch lµm nguéi sï îc a vµo däc theo dao Create a new tool (T¹o mét dông cô c¾t míi) Cã 2 c ch Ó truy cëp Ó t¹o ra 1 dông cô c¾t míi. C ch thø nhêt lµ: a con trá chuét Õn vµ kých chuét ph I 1 dßng tuú chän c c kióu ch¹y dao sï îc a ra ta chän êng ch¹y dao tých hîp vµ chän h íng ch¹y dao trªn chi tiõt råi kých sï xuêt hiön b ng sau

84 Sau ã ta cã thó chän hoæc kých chuét ph I vµo vïng tr¾ng vµ chän sï xuêt hiön 1 trong c c b ng sau Vµ ta chän tiõp Fiter sï cã b ng


85 HoÆc Chän lo¹i dao cçn thiõt Ó gia c«ng sï xuêt hiön b ng nh h nh d íi y

 2.")
86 Víi hép tho¹i nµy ta chän c c th«ng sè cho dao cô nh vò êng kýnh, chiòu dµi dao. Ta chän tiõp vµo Parameters sï cã h nh nh sau: Khi chän xong ta cã thó chän trªn hép tho¹i nµy, hö thèng sï trë l¹i hép tho¹i C ch thø hai ta cã thó chän êng ch¹y dao tõ thanh Menu bar víi tiªu Ò êng ch¹y dao cçn gia c«ng nh ng tr íc hõt ph I chän lùa èi t îng cçn gia c«ng 1. Chän Toolpaths > Contour (hoæc 1 trong c c m«un cña toolpaths kh c) 2. HÖ thèng muèn ch¹y b¹n ph I chän èi t îng Ó gia c«ng Ta l¹i thùc hiön c c b íc nh ë trªn theo c ch thø nhêt vµ chän kióu

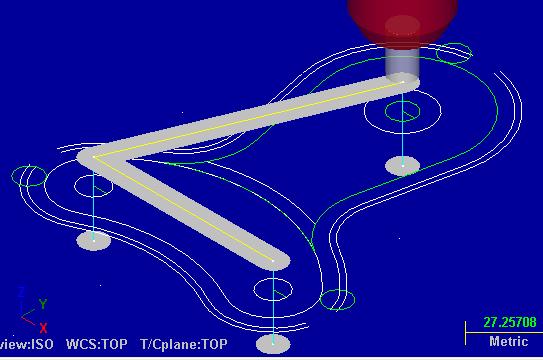
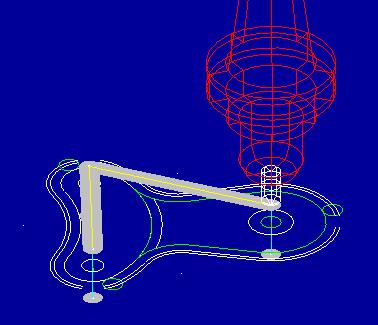
87 Qu n lý qu tr nh gia c«ng Sau khi êng ch¹y dao îc t¹o ra, chóng îc bióu thþ b»ng bióu å,vµ îc göi I Ó t¹o ra m NC, lóc nµy nã sï t¹o ra êng ch¹y dao vµ th«ng tin dông cô míi. MasterCAM nhãm c c hµm ã trong vïng ch¹y dao Nh h nh vï sau y Backplot Verify Post Rengen Pathh T¹o backplot cña viöc chän lùa êng ch¹y dao trªn mµn h nh Xem ph ng n m«pháng gia c«ng ChuyÓn d liöu vò êng ch¹y dao sang ch ng tr nh NC T I t¹o l¹i hoæc xo êng ch¹y dao trªn c së c c tham sè míi Hµm Backplot Hµm nµy hión thþ l¹i êng ch¹y dao khi a ra 1 ph ng ph p kh c, thùc n nµy hión thþ nh ë d íi y cho phðp nh n thêy d¹ng m«pháng khèi cña l îng kim lo¹i îc lêy i cho phðp nh n thêy mçi ióm cuèi cña mét êng ch¹y dao n cho phðp nh n thêy c n dông cô trong suèt qu tr nh gia c«ng méu


88 cho phðp nh n thêy dông cô trong suèt qu tr nh gia c«ng méu
89 - 89 -


90 Ph ng ph p hión thþ MasterCAM cung cêp mét sè tham sè Ó hión thþ dao vµ êng ch¹y dao. Backplot display hión thþ nh hép tho¹i d íi y. Step mode C«ng cô hión thþ cã thó Æt ë 2 chõ é sau y: Interplate: Dông cô îc thó hiön t¹i mçi b íc Þnh s½n Endpoints: Dông cô îc thó hiön t¹i mçi ióm cuèi cña mét êng ch¹y dao n

91 C c tham sè chýnh cña Backplot îc m«t ng¾n gän trong b ng d íi y Bao phñ m«h nh b»ng h nh trô cho êng ch¹y dao ThÓ hiön êng ch¹y dao mét c ch nguyªn vñn Chän ph ng ph p thùc hiön cho qu tr nh lµm s¹ch mµn h nh trong suet mçi lçn dao kh«ng thùc hiön thay æi Tool Appearance Trong hép tho¹i Appearace sï cho ta nh ng tham sè cçn thiõt nh h nh phýa d íi: Tool Appearance Tham sè nµy dïng Ó x c Þnh c ch thøc xuêt hiön dông c¾t trong suèt qu tr nh backplot. Cã ba ph ng ph p sau: Dông cô c¾t îc thó hiön b»ng mét khèi c c êng th¼ng n gi n (H nh a) Dông cô c¾t îc thó hiön b»ng c c r nh (H nh b) Dông cô c¾t îc thó hiön b»ng chõ é t«bãng (H nh c)
")
92 (H nh a) (H nh b)

93 (H nh c) Mµu s¾c cho dông cô vµ vßng kñp ViÖc chän lùa mçu s¾c cho dông cô vµ vßng kñp cã thó chän lùa îc lo¹i mµu vµ vët liöu kh c nhau. Cã 2 tuú chän îc m«t ng¾n gän d íi y: Mµu s¾c dông cô Mµu s¾c vßng kñp VËt liöu dông cô VËt liöu vßng kñp Chän lùa mµu s¾c hión thþ cho dông cô Chän lùa mµu s¾c hión thþ cho vßng kñp Chän lùa mµu s¾c hión thþ cho vët liöu dông cô Chän lùa mµu s¾c hión thþ cho vët liöu vßng kñp C c tham sè liªn quan kh c Õn sù thó hiön dông cô méu cña êng ch¹y dao Job Setup (Ph«i) Job Setup îc dïng Ó x c Þnh th«ng tin vò ph«i. Hép tho¹i îc a ra nh h nh vï

94 Stock Origin and size ( ióm t m vµ cì) B¹n cã thó x c Þnh t m ph«i theo 2 c ch sau y: kých mét gãc hoæc t m vµ ióm bêt kú. Cã 10 chç mµ b¹n cã thó chän lùa Ó chän ióm gèc cña ph«i, nã bao gåm t m ióm trªn t m gãc vµ hai ióm t m cña hai mæt ph¼ng trªn vµ d íi. Mét dêu nhá víi mét mòi tªn îc dïng Ó chø ióm mµ b¹n chän. Cã 2 nót bêm mµ b¹n cã thó îc dïng Ó x c Þnh ióm gi a vµ c c gãc: : dïng Ó chän gãc ph«i b»ng c ch nhëp trùc tiõp ióm Th«ng tin vò h nh häc ph I îc iòn Çy ñ nh trªn h nh


95 Material selection (chän lùa vët liöu) Ó chän îc vët liöu cçn thiõt ta kých vµo Tool settings hép tho¹i sï xuêt hiön, trong hép tho¹i nµy phçn Material nh h nh vï d íi y kých vµo «Select Ó îc hép tho¹i sau: Len. Offset vµ Dia. Offset Danh s ch sè thø tù vµ chiòu dµi dông cô vµ êng kýnh bï dao cã thó îc chø ra trong hép tho¹i cña tõng lo¹i dao khi gia c«ng tõng phçn cña chi tiõt nh h nh vï sau:



96 X c Þnh c c tham sè êng ch¹y dao Cã c c tham sè cçn îc chän lùa vµ ph I a Çy ñ cho êng ch¹y dao Feed Calculation (TÝnh to n l îng ch¹y dao) MasterCAM cung cêp c c ph ng ph p týnh to n l îng ch¹y dao: vët liöu, tõ dông cô nh h nh d íi y Tuú chän MasterCAM cung cêp 1 sè c ch che c c ióm vµ c c tham sè th êng xuyªn kh c. Nã îc thó hiön chi tiõt nh ë d íi y
97 Contour definition ( Þnh nghüa êng cong) Mét êng cong phï hîp cña c c èi t îng h nh häc liªn kõt Ó t¹o thµnh mét phçn profin cho qu tr nh gia c«ng. Lîi Ých cña viöc x c Þnh êng cong lµ cho phðp c c liªn kõt îc t«bãng Ó îc t¹o thµnh c c èi t îng n. C c profin vµ c c hép c¾t îc sö dông trong viöc di chuyón dông cô trong qu tr nh c¾t. H íng cña c c èi t îng Chän 1 ióm lµ ióm b¾t Çu cña êng cong x c Þnh lµm vþ trý b¾t Çu cña êng cong vµ h íng cña êng cong ã. H íng cña èi t îng liªn kõt còng lµ h íng cña d êng cong.h íng cña èi t îng liªn kõt lµ ióm b¾t Ç vµ ióm kõt thóc lµ ióm cuèi cña vþ trý chän, c c ióm îc chø ra nh h nh vï. Cã 2 lo¹i êng cong: êng cong ãng vµ êng cong më. Trong êng cong ãng, èi t îng Çu tiªn vµ cuèi cïng sï îc nèi víi nhau. Vµ ng îc l¹i êng cong më lµ êng cong 2 èi t îng trªn kh«ng liªn kõt víi nhau. Pick position Midpoint of entity Midpoint of entity Pick position Chaining direction Chaining direction Ph ng ph p liªn kõt MasterCAM cung cêp mét sè ph ng ph p liªn kõt c c èi t îng îc m«t trong b ng sau: Chain Window Polygon Minh häa ph ng ph p X c Þnh êng cong phï hîp b»ng mét chiòu hay nhiòu èi t îng liªn kõt X c Þnh mét hay nhiòu êng cong tõ c c èi t îng hoµn chønh phýa trong cöa sæ X c Þnh mét hay nhiòu êng cong tõ c c èi t îng hoµn chønh phýa trong a gi c


98 Area Single Point Vector X c Þnh êng cong tõ mét nhãm c c êng cong X c Þnh mét êng cong phï hîp chø lµ c c èi t îng n X c Þnh lµ êng cong b¾t Çu tõ mét ióm x c Þnh X c Þnh êng cong lµ 1 vector Partial X c Þnh êng cong lµ Last Unselect End Chain Reverse Options Gäi l¹i nhãm èi t îng cuèi cïng Huû bá sù lùa chän KÕt thóc viöc x c Þnh êng cong phï hîp mét chiòu hay nhiòu èi t îng liªn kõt o ng îc vþ trý h íng x c Þnh Thay æi lùa chän Tuú chän Chain Tuú chän nµy îc dïng tù éng liªn kõt c c èi t îng n thµnh mét êng cong. Chän mét èi t îng Ó trë thµnh èi t îng Çu tiªn cña êng cong liªn kõt Pick position Midpoint of entity Midpoint of entity Pick position Chaining direction Chaining direction Sau ã h y chän èi t îng Çu tiªn cña êng cong liªn kõt, MasterCAM cung cêp hiöu chønh h íng vµ ióm b¾t Çu cña êng cong

99 Chaining direction Chaining direction Chaining direction Chaining direction


100 Tuú chän MasterCAM cung cêp 1 sè c ch che c c ióm vµ c c tham sè th êng xuyªn kh c. Nã îc thó hiön chi tiõt nh ë d íi y th«ng qua b ng Options b»ng c ch chän Tuú chän Polygon Tuú chän nµy cho phðp chän mét lo¹t c c ióm Ó ta x c Þnh mét a gi c mµ êng biªn cña nã x c Þnh c c êng cong. Nã bao gåm c c tuú chän sau Inside In + Intrs Intersect Out + Intrs Outside Bao gåm c c èi t îng n»m trong a gi c chän lùa Bao gåm c c èi t îng n»m trong vµ trªn a gi c chän lùa ChØ c c ióm n»m trªn a gi c chän lùa Bao gåm c c èi t îng n»m ngoµi vµ trªn a gi c chän lùa Bao gåm c c èi t îng n»m ngoµi a gi c chän lùa PhÝa trong Polygon
101 N»m trªn vµ trong Polygon N»m trªn êng Polygon N»m ngoµi vµ trªn Polygon N»m ngoµi Polygon

102 Tuú chän Area Tuú chän nµy cho phðp b¹n chän 1 êng cong trong mét nhãm c c êng cong. C c èi t îng chän nh h nh sau: Chän ióm vµo y X c Þnh trôc täa é MasterCAM dïng 4 hµm Ó x c Þnh täa é lµm viöc cña ch ng tr nh.nã lµ home position, refere. Chóng îc m«t ë d íi y. Home position Hµm nµy chø ra ngay lëp tøc vþ trý ióm trë vò, trong têt c c c hö iòu hµnh CNC Òu lönh trë vò nµy Ó t¹o êng håi da cho trôc chýnh vµ bµn dao trë vò ióm chuèn cña m y. Hép tho¹i nµy xuêt hiön nh h nh d íi y LÖnh chuyón vò ióm tham kh o îc viõt theo c«ng thøc G90 G28 Xx Yy Zz G91 G28 Xx Yy Zz G90: di chuyón theo kých th íc tuyöt èi G91: di chuyón theo kých th íc t ng èi G28: lönh nhëp vþ trý ióm X, Y, Z: vþ trý ióm H nh méu cho sù xö dông lönh, thët sù chóng ta x¾p xõp chóng nh sau: G91 G28 Z0,
 Thùc hiön viöc thay æi dông cô.")
103 G91 G28 X0,0 Y0,0 Trong sù s¾p xõp nµy cho phðp chóng ta di chuyón theo h íng Z tr íc khi di chuyón theo h íng X vµ Y Gi trþ täa é cña ióm tham kh o îc dïng c c gi trþ x, y vµ z. Víi gi trþ mæc Þnh X0, Y0, Z0. LÖnh îc viõt nh sau: G91 G28 Z0,0 G91 G28 X0,0 Y0,0 LÖnh nµy îc sö dông trong 2 iòu kiön nh sau: 1) Thùc hiön viöc thay æi dông cô.sù thay æi dông cô ph I îc thi hµnh t¹i ióm gèc cña m y trong têt c c c m y CNC 2) T¹i lóc kõt thóc cña ch ng tr nh, trôc chýnh vµ bµn dao ph I îc di chuyón Õn ióm gèc Ó s½n sµng cho qu tr nh tiõp theo Chó ý: Lu«n dïng (X0 Y0 Z0) cho vþ trý home position vµ vþ trý lönh cña hö thèng Ó cã sù chýnh x c trong qu tr nh post processeor. H y cèn thën tr íc khi b¹n nhëp ióm nµy cho hö thèng. Reference Point Hµm nµy îc dïng Ó x c Þnh thªm ióm trë vò bªn c¹nh ióm home position cho dông cô trë vª. Hép tho¹i xuêt hiön nh h nh vï Tool Origin vµ Tool Plane MasterCAM cho phðp x c Þnh 3 gèc: system origin, construction plane orgin vµ tool plane origin. HÖ thèng cã gèc îc cµi Æt tù éng bëi hö thèng. Gèc construction plane origin îc dïng Ó x c Þnh l¹i êng ch¹y cña dông cô. Cã 3 gèc îc mæc Þnh trong hö th«ng trõ khi chóng îc x c Þnh l¹i. Nguyªn t¾c x c Þnh l¹i mæt ph¼ng dông cô còng gièng nh x c Þnh täa é b»ng G92. Gi trþ täa é îc a trong tham sè nµy bióu thþ gi trþ täa é cña gèc hö thèng trong hö thèng mæt ph¼ng dông

104 Tham sè mæt ph¼ng dông cô îc dïng Ó chän lùa mæt ph¼ng dông cô cho qu tr nh hiön hµnh. Cã 3 mæt ph¼ng chýnh: XY, ZX, YZ. HÖ thèng sï a ra m cña mæt ph¼ng chän lùa tíi phçn ch ng tr nh nh ë h nh d íi y Plane selection Command code MÆt XY G 17 MÆt ZX G18 MÆt ZY G19 C c tham sè cã thó g¾n víi c c tham sè sau: Top Nh n ë phýa trªn Front Nh n ë phýa sau Back Bottom Right side Nh n ë phýa c¹nh ph i Lefe side Nh n ë phýa c¹nh tr i ISO Nh n theo tiªu chuèn ISO KÝch vµo nót trªn hép tho¹i êng ch¹y dao Ó më hép tho¹i sau:

105 Rotary Axis Hµm nµy îc dïng Ó x c Þnh trôc X hoæc Y mµ b¹n muèn xoay quanh nã. Hép tho¹i sï îc kých ho¹t khi b¹n chän Contour module: M«un nµy îc sö dông Ó t¹o ra êng ch¹y dao däc theo mét sè c c êng th¼ng vµ cung trßn tõ profin cña mét phçn h nh häc. C c èi t îng nµy ë d¹ng 2D víi chiòu s u c¾t kh«ng æi. Contour Parameters Ó khai b o cho c c tham sè dông cô c¾t, ta ph I n¾m îc t c dông cña tõng tham sè riªng biöt vµ c ch thøc t¹o ra êng ch¹y dao cña mçi êng cong nhêt Þnh C c tham sè nµy îc nhãm trong c c môc nh sau: Z - depth parameter, Depth cuts, Stock to leave, Multipasses, CompÐnations, vµ Lead in/out Z - depth parameter (tham sè chiòu s u c¾t) MasterCAM dïng c c tham sè sau Ó x c Þnh chiòu s u c¾t: X c Þnh kho ng c ch an toµn cho mçi lçn b¾t Çu ch¹y dao X c Þnh sù hñy bá ho¹t éng cña dao sau khi kõt thóc gia c«ng


106 X c Þnh kho ng c ch dao b¾t Çu ho¹t éng X c Þnh täa é Z cña Ønh ph«i X c Þnh chiòu s u gia c«ng Tæng chiòu s u phçn kim lo¹i cçn ph I c¾t îc x c Þnh b»ng 2 tham sè: top of stock vµ depth. Nã b»ng tæng cña 2 yõu tè trªn Depth cuts chiòu s u c¾t tham sè nµy chø ra sè lçn gia c«ng vµ gia c«ng tinh Ó îc chiòu s u c¾t mong muèn. Nã cho phðp chóng ta t c éng vµo x c Þnh l îng c¾t trong mçi lçn gia c«ng, còng nh trong gia c«ng tinh. VËy tæng l îng ch¹y dao theo h íng Z lµ chiòu s u c¾t mong muèn. Cã 4 tham sè cho chiòu s u c¾t xuêt hiön nh h nh d íi y

107 Chuçi qu tr nh gia c«ng îc x c Þnh thao thø tù sau y Last finish cut Second to last finish cut Subsequent finish cut Last roughing cut Next to last roughing cut Subsequent roughing cut ChiÒu s u c¾t lçn cuèi ChiÒu s u c¾t lçn cuèi qu tr nh c¾t cuèi ChiÒu s u c¾t lçn cuèi trªn tr íc qu tr nh c¾t cuèi ChiÒu s u c¾t lçn cuèi qu tr nh c¾t cuèi lçn thø nhêt ChiÒu s u c¾t phýa trªn sau qu tr nh gia c«ng ChiÒu s u c¾t tr íc qu tr nh trªn Sè lçn c¾t cña roughing passes îc x c Þnh nh sau: # of roughing passes = Total depth of cut _ Finish srep x # of Rough step finish passes Max KÕt qu sï îc lµm trßn chuyón sang sè nguyªn. Mçi roughing Step (B íc gia c«ng) sï îc tù éng týnh to n l¹i trong c«ng thøc d íi y Roughing step = Total depth of cut_ Finish srep x # of roughing step finish passes # of XY stock to leave tham sè nµy Þnh râ l îng kiem lo¹i îc lêy ra khái ph«i trong qu tr nh c¾t. Víi c ch nµy cho phðp c 2 h íng XY vµ Z. Víi h íng Z îc chø râ trong hép tho¹i Depth cuts. Tham sè nµy trong hép héi tho¹i vò tham sè êng cong. Khi mét tham sè non-zero îc a tham sè stock to leave, dông cô sï c¾t l îng kim lo¹i îc a ë phçn tr íc, h íng cña qu tr nh lµm viöc nµy îc x c Þnh b»ng c ch offset tham sè phýa. Khi stock ë bªn tr I th viöc bï sï îc bï sang bªn tr I, ng îc l¹i nõu nã ë bªn ph I th sù bï sï îc Æt lµ off. Multi passes: MasterCAM dïng bèn tham sè trong hép tho¹i Multi Passes Ó Þnh râ sè thø tù qu tr nh gia c«ng th«vµ qu tr nh gia c«ng tinh vµ kho ng c ch cña chóng îc Þnh b»ng c ch chän lùa mæt ph¼ng c¾t. Hép héi tho¹i nµy îc thó hiön d íi y
108 Tæng sè êng cong ph I v ît qua sï cho ta biõt tæng cña sè lçn c¾t cña qu tr nh c¾t th«vµ c¾t tinh. B íc cho viöc gia c«ng th«îc x c Þnh b»ng c ch x c Þnh cì cña êng kýnh dao. Sè lçn c¾t cña qu tr nh gia c«ng th«îc týnh b»ng tû lö cña l îng kim lo¹i ph I lêy I vµ b íc cña qu tr nh gia c«ng th«. Number of roughing passes = 2 Spacing of roughing passes = 0.25 Number of finish passesing = 2 Spacing of finishing passes = st roughing cut 2nd roughing cut 1 st finish cut Part boundary 2nd finish cut Machine finish passes at lµ tham sè îc dïng Ó trong qu tr nh gia c«ng tinh cã thó hiön chiòu s u c¾t cuèi cïng hay têt c chiòu s u c¾t. Khi Final depth îc chän, qu tr nh gia c«ng cuèi cïng sï lµ tæng cña mçi b íc gia c«ng Compensations tham sè nµy thó hiön sù dþch chuyón vµ bï dao cña t m dông cô lµ 1 kho ng c ch tõ phýa cña qu tr nh nµy. Nã th êng îc quy vµo nh x c Þnh tham sè bï êng kýnh dông cô c¾t (CDC) hoæc bï b n kinh dao. Nã îc dïng trong c c øng dông sau y. 1. Cho phðp ch ng tr nh chuèn bþ c c tham sè êng ch¹y dao liªn quan víi phçn h íng cña trôc to¹ é. 2. Cho phðp dïng c c dông cô c¾t cã êng kýnh kh c nhau ë tõng o¹n ch ng tr nh mµ kh«ng ph I viõt l¹i ch ng tr nh. 3. Bï dao trong khi thay dao míi, hoæc tëp hîp c c dao 4. Cho phðp gia c«ng th«hoæc tinh víi tõng o¹n ch ng tr nh gièng nhau. Xo hoæc thu l¹i c c o¹n ch ng tr nh cho qu tr nh gia c«ng tinh Ó cã thó dïng l¹i c c o¹n ch ng tr nh ã trong suet qu tr nh gia c«ng

109 Tham sè bï dao cã c c tuú chän sau y: tool left (CDC left), tool right (CDC right) vµ tool on (CDC off) Tool left: L ìi c¾t cña dông cô îc dþch chuyón sang bªn tr I cña êng ch¹y dao Tool right: L ìi c¾t cña dông cô dþch chuyón sang bªn ph I cña êng ch¹y dao Tool on: T m cña dông cô c¾t n»m trªn êng ch¹y dao H nh sau y thó hiön hiöu øng cña 3 lönh trªn trong êng ch¹y dao H í n g c h ¹ y d a o H í n g c h ¹ y d a o Tool left Tool right H í n g c h ¹ y d a o Tool on



110 Ba lönh bï dao trªn îc m ho thµnh c c m G_codes lµ: CDC left: G41 CDC right: G42 CDC off: G40 MasterCAM dïng 3 tham sè bï dao Ó x c Þnh c ch thøc bï dao: compensation in computer, compensation in control, vµ tip compensation. Hép héi tho¹i xuêt hiön nh h nh vï trªn. Compensation in control ( iòu khión bï dao): Tham sè nµy t¹o ra sù bï dao víi c c lönh G40, G41, G42 cho tõng lo¹i ch ng tr nh tuú theo sù chän lùa. B¹n cã thó Æt tham sè nµy lµ Off, Left, Right. Khai b o sè bï dao îc chø Þnh lµ iòu khión bï dao. Gi trþ ã îc l u tr trong qu tr nh khai b o. Gi trþ ã cã thó lµ êng kýnh thùc tõ cña dao hoæc gi trþ kho ng thay æi gi a êng kýnh dao thiõt kõ vµ êng kýnh thùc tõ cña dao. Cutter compensation in control Left Right Off Command in part program G41 Dd G42 Dd G40 d lµ gi trþ êng kýnh dþch chuyón Gi trþ ã îc l u l¹i trong ch ng tr nh iòu khión CNC. H nh sau y thó hiön nh h ëng cña gi trþ dþch chuyón trong ch ng tr nh êng ch¹y dao Chó ý: trªn mµn h nh m y týnh, t m cña dông cô c¾t sï kh«ng îc dþch chuyón ngay c khi trong qu tr nh bï dao b»ng iòu khión îc Æt lµ right hoæc left Compensation in Computer: tham sè nµy lµm cho dông cô c¾t dêi theo h íng chø Þnh theo é dµi ßng kýnh dông cô c¾t. Tham sè nµy cã thó chän lµ left, right hoæc off. Kh«ng cã m êng kýnh bï dao nµo îc chin vµo trong phçn ch ng tr nh ngay c trong khi tham sè bï dao trong hö
111 thèng îc chø Þnh lµ left hoæc right. Chó ý r»ng sï lµm thay æi gi trþ to¹ é cña t m êng ch¹y dao dông cô c¾t. Chó ý r»ng viöc chän lùa óng c c tham sè bï dao cho qu tr nh øng dông th êng b y bèi rèi. Hai nh n tè Ó c n nh¾c trong viöc chän lùa l îng bï dao lµ: 1. êng kýnh dông cô cã óng víi thùc tõ cçn chän lùa hay kh«ng? 2. Dông cô îc l¾p vµo hay ch a? B ng sau thó hiön sù phèi hîp cña 2 tham sè bï dông cô c¾t C c c ch dïng l îng bï dao cña hö iòu khión vµ hö thèng HÖ thèng tù éng bï dao LÖnh CDC Chó thých H nh minh ho¹ Off Off Kh«ng a ra mét phçn pr«fin kh«ng óng. Lçi kých th íc ë têt c c c phýa Òu gièng nhau v cã cïng mét gi trþ b n kýnh Off On (Right or Left) Kh«ng êng kýnh thùc tõ ph I gièng nh êng kýnh thiõt kõ. NÕu kh«ng sï gæp lçi vþ trý. Lçi vþ trý gièng nhau cña mét nöa sù kh c nhau gi a êng kýnh thiõt kõ vµ êng kýnh thùc tõ On (Right or Left) Off G41 Dxx or G42 Dxx êng kýnh dông cô thùc tõ ph I îc nhëp vµo b»ng c ch khai b o (Dxx) Ó khai b o phçn pr«fin chýnh x c
112 On (Right or Left) On (Right or Left) G41 Dxx or G42 Dxx C c ióm kh c nhau gi a êng kýnh dông cô thùc tõ vµ thiõt kõ îc nhëp vµo trong viöc chän lùa khai b o Chó ý: Æt 2 chõ é bï dao b»ng m y týnh hoæc b»ng iòu khión thµnh On (Right or Left). Nã cho phðp dông cô thay æi vþ trý Õn vþ trý thých hîp vµ ngoµi ra nã cßn cho phðp dao éng gi a êng kýnh dông cô thùc tõ vµ thiõt kõ Ó îc båi th êng b»ng c ch sö dông viöc iòu khión bï dao. Gi trþ bï îc a. Gi trþ bï îc a trong b ng ng ký nªn îc Æt lµ 0 nªn khi kh«ng cã gi trþ dao éng êng kýnh, ngoµi ra gi trþ bï dao lµ kho ng kh c nhau gi a 2 êng kýnh. Chó ý: Compensation tham sè nµy cho phðp b¹n chän lùa l îng bï dao ë bªn c¹nh dông cô c¾t hoæc Ønh cña nã. H nh sau sï thó hiön c ch x c Þnh t m cña dông cô vµ Ønh viòn cña nã cho 3 lo¹i dông cô c¾t sau y: Çu b»ng, Çu trßn, c¹nh trßn. H nh minh ho¹ nh h ëng cho viöc chän lùa l¹i t m dông cô hay c¹nh viòn cña dông cô trong thiõt kõ êng ch¹y dao 3D. Roll Cutter round corers: tham sè nµy Þnh nghüa êng ch¹y dao t¹i c c gãc t¹o thµnh 2 êng th¼ng liªn kõt. Mét cung trßn îc chin vµo theo h íng mµ m«h nh chän lùa. Tham sè nµy cã îc bêt t¾t (1) thµnh gãc Æc (Sharp), (2) kh«ng gãc (None), vµ (3) têt c c c gãc (All). Mét gãc Æc îc x c Þnh bao gåm mét gãc nhá h n (trong phýa kim lo¹i) (H nh d íi y). B ng tíi a cho c c lo¹i êng ch¹y dao theo gãc, cã 3 lo¹i ión h nh
113 Mode Sharp corners Toolpath Sharp Corner All corners None corners Lead in/ out : MasterCAM cho phðp thªm mét êng th¼ng hoæc cung trßn di chuyón tíi ióm b¾t Çu hoæc kõt thóc cña êng ch¹y dao Ó lµm m ît cña sù di chuyón cña dông cô vµ ph«i. Sù di chuyón khi thªm vµo ióm b¾t Çu cña êng ch¹y dao îc coi nh lµ lead in move, sù di chuyón khi thªm vµo ióm cuèi êng ch¹y dao îc coi nh lµ lead out move

114 Entry/ Exit line: êng th¼ng nªu trªn cã thó îc thªm vµo b»ng 2 c ch nh sau: vu«ng gãc vµ tiõp xóc. Thªm theo ph ng ph p vu«ng gãc lµ thªm êng th¼ng theo h íng vu«ng gãc víi o¹n êng ch¹y dao vu«ng gãc liòn kò, trong khi theo ph ng ph p tiõp xóc lµ thªm êng th¼ng tiõp xóc víi o¹n êng ch¹y dao vu«ng gãc liòn kò. Tham s Ramp height x c Þnh chiòu s u Z cho viöc dþch chuyón s u xuèng tõ ióm b¾t Çu cña êng th¼ng dþch chuyón tíi ióm kõt thóc cña êng th¼ng ã. HoÆc chiòu s u c¾t Z cho qu tr nh dþch dap ra tõ ióm b¾t Çu cña êng th¼ng dþch chuyón tíi ióm kõt thóc cña nã. Entry/ Exit arc : mét êng th¼ng îc thªm vµo tíi lèi n dao hoæc tho t dao cña êng ch¹y dao îc x c Þnh b»ng 3 tham sè sau y: Radius: x c Þnh gi trþ êng kýnh cña êng cong n dao vµ tho t dao Sweep: x c Þnh gi trþ gãc é cña êng cong n dao vµ tho t dao Helix height: x c Þnh sù thay æi cña chiòu s u c¾t cña êng spline xo¾n gãc Pocket Modun M«un nµy îc dïng Ó t¹o ra êng ch¹y dao Ó gia c«ng l îng kim lo¹i n»m bªn trong cña mm«t êng cong kýn. HoÆc Ó gia c«ng mæt ph¼ng vµ gia c«ng c c o. M«un nµy cã 2 hép tho¹i chýnh nh sau îc dïng x c Þnh hép vµ tham sè m y. Chóng îc thó hiön trong h nh d íi y:

115 C c tham sè cña hép héi tho¹i Hép héi tho¹i îc xuêt hiön nh h nh vï d íi y. Nã bao gåm t m nhãm tham sè sau y: Z-depth parameters, Depth parameters, Facing parameters, lapered walls parameters, Advanved parameters, Machining direrion vµ c c th«ng sè kh c

116 Z-depth parameters : Nhãm th«ng sè nµy th êng îc dïng Ó x c Þnh chiòu s u c¾t cña êng ch¹y dao. Chóng còng t ng tù nh m«un contour, ë y chóng ta kh«ng Ò cëp Õn chi tiõt mµ chø h íng dén c ch x c Þnh c c th«ng sè trªn. Depth parameters cã s u tham sè cña hép tho¹i nµy nh sau: C c tham sè nµy thø còng t ng tù nh trong tr êng hîp m«un contour nh ng chóng Æc biöt hiöu qu trong tr êng hîp gia c«ng c c lo¹i o. Use island depths lµ tham sè Ó chø chiòu s u c¾t cho tr êng hîp gia c«ng c c o. Facing parameters : Nhãm bèn tham sè nµy lµ kðo dµi êng ch¹y dao gi a viöc sö dông lönh facing vµ kh«ng dïng lönh facing. Mét l îng kðo dµi cña êng ch¹y dao Õn s t êng biªn îc x c Þnh theo 2 tham sè sau




117 Overlap percentage: Mét l îng trìn thªm b»ng c ch x c Þnh phçn tr m êng kýnh dông cô c¾t. Overlap amout: H íng cña l îng trìn thªm îc a b»ng c ch a ra gi trþ cña tham sè nµy. Tapered Walls Parameters : t¹o kh n ng t¹o ra mét êng ch¹y dao Ó gia c«ng mét hép víi kióu c¾t h nh nãn KÝch vµo nót bêm Tapered wall ë phýa d íi cña hép tho¹i ta îc hép tho¹i nh h nh d íi y: Machining direction : tham sè nµy Ó x c Þnh lo¹i m y phay îc dïng trong gia c«ng. Nã bao gåm hai tuú chän sau y:

")
118 Climb: T¹o ra êng ch¹y dao I ng îc h íng qua cña qu t nh phay (Phay nghþch) Conventional: T¹o ra êng ch¹y dao theo b nh th êng cña qu tr nh phay (Phay thuën) Advanced Parameters: Tham sè nµy îc dïng Ó x c Þnh dung sai cña qu tr nh c¾t vµ b íc xo¾n cña qu tr nh gia c«ng. Hép héi tho¹i xuêt hiön nh h nh vï d íi y: Remachining Parameters : Tham sè nµy îc dïng Ó iòu khión hay remachining îc sö dông bët hoæc t¾t chøc n ng nµy thµnh On sï îc êng ch¹y dao. Other parameters danh s ch c c tham sè nµy îc liöt kª d íi y Tip comp: X c Þnh l îng bï dao t¹i êng viòn hay t¹i t m dao Roll cutter around corners: ChØ ra lo¹i gãc cuén (Sharp, Alll, hoæc None) Linearization tolerance: X c Þnh gi trþ dung sai cña êng cong tuyõn týnh Stock to leave: X c Þnh l îng cßn l¹i cho qu tr nh sau gia c«ng Roughing/ Finishing parameters Hép héi tho¹i îc thó hiön nh h nh d íi y

119 Cutting method MasterCAM cung cêp 6 ph ng ph p c¾t cho qu tr nh c¾t hép lµ: Zigzag, Constant overlap spiral, Parallel spiral, Parallel spiral/clean corners, Morph spiral, True spiral, and One way. B y ph ng ph p c¾t trªn îc nhãm thµnh 2 categoies nh sau: Zigzag vµ Spiral. Nhãm Zigzag cã 2 tuú chän nh sau: Zigzag vµ One way. Nhãm Spiral cã n m tuú chän chýnh. Zigzag method : Ph ng ph p nµy t¹o ra 1 êng th¼ng håi vµ 4 êng th¼ng ch¹y dao Ó gia c«ng hép. H íng cña êng ch¹y dao îc x c Þnh b»ng c ch x c Þnh b»ng tham sè gãc gia c«ng. Tham sè gãc gia c«ng còng îc quyõt Þnh bëi ióm b¾t Çu cña êng ch¹y dao. Gãc cña dông cô c¾t îc týnh to n tõ vþ trý cña trôc X vµ mét gãc x c Þnh ng îc chiòu kim ång hå vµ mét gãc m theo chiòu kim ång hå Ph ng ph p One way còng t¹o ra mét êng ch¹y dao gièng nh ph ng ph p trªn. ióm kh c lµ ph ng ph p nµy t¹o ra êng ch¹y dao theo cïng 1 h íng. Chóng t¹o ra mét r nh vµ lïi l¹i theo h íng Z nhanh chãng tíi ióm b¾t Çu tiõp theo vµ a mét r nh theo h íng x c Þnh. êng ch¹y dao theo méu ã cø tiõp tôc cho ªn khi hoµn thµnh c«ng viöc gia c«ng. H íng cña êng ch¹y dao îc x c Þnh b»ng c ch x c Þnh qu tr nh phay thuën hay phay nghþch îc x c Þnh. Spiral method : Ph ng ph p nµy dông cô c¾t b¾t Çu tõ t m cña hép hoæc ióm b¾t Çu cña hép vµ xo¾n theo nã theo êng biªn cña hép. Nã gåm 5 lo¹i sau: Constant overlap spiral: T¹o ra êng ch¹y dao h nh xo y víi b íc xo n cè Þnh Parallel spiral: T¹o ra êng ch¹y dao xo¾n èc song song Paralled spiral, Clean corners: T¹o ra êng ch¹y dao xo¾n èc víi gãc quðt Morph spiral: T¹o ra êng ch¹y dao xo¾n theo biªn d¹ng, ph ng ph p nµy cçn Ýt nhêt ph i cã mét o. Nã t¹o ra qu ng êng ch¹y dao dµi h n c c ph ng ph p kh c True spiral: T¹o ra êng ch¹y dao xo¾n èc theo b íc cè Þnh
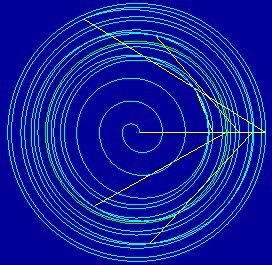
120




121 Mçi ph ng ph p Òu cã 2 c ch Ó x c Þnh ióm b¾t Çu cña hép: ióm xo¾n vµo vµ ióm xo¾n ra. MasterCAM dïng tham sè Spiral inside to outside Ó x c Þnh ph ng ph p cçn dïng. Ph ng ph p ióm ra cña dông cô c¾t t¹i t m cña hép hoæc x c Þnh ióm b¾t Çu vµ vßng xo¾n cña hép. Theo ph ng ph p spiral in dông cô sï dþch chuyón theo h íng gi m liªn tôc tõ ngoµi vá hép tíi t m cña hép Stepover : gi trþ nµy lµ kho ng c ch gi a 2 êng ch¹y dao s t nhau kò hép. Gi trþ nµy îc x c Þnh theo 2 tham sè sau y: Stepover percentage: X c Þnh b íc týnh theo tû lö víi êng kýnh dung cô c¾t Stepover distance: x c Þnh b íc b»ng mét h»ng sè cho tr íc HÖ thèng sï tù iòu chønh gi trþ c c tham sè kh c khi 1 gi trþ îc a thµnh mét tham sè. C c o n»m bªn trong êng biªn cña hép chóng kh«ng îc gia c«ng trong suèt qu trinh t¹o hép. C c o ã ph I lµ mét êng cong ãng. MasterCAM cã kh n ng liªn kõt c c phçn pr«fin ã Ó t m ra êng ch¹y dao hîp lý trªn ph«i, c c phçn pr«fin îc kõt hîp t¹o thµnh. NÕu trong hép cã nhiòu o kh c nhau cïng t¹o nªn mét o cã nhiòu êng vßng mµ trªn ã îc chän lùa. Trong 2 tr êng hîp o sau y, hö thèng sï nh¾c nh sau click inside pocket. NÕu hép thø nhêt îc chän lùa th hép thø nhêt îc coi lµ vßng thø nhêt, c c êng cong cßn l¹i sï îc coi lµ o. NÕu êng cong thø hai îc chän th hép îc thó hiön têt c c c êng cong trong vßng thø hai


122 Rough Entry Hµm nµy chø râ c ch thøc cña êng vµo cña êng ch¹y dao méu. KÝch vµo ë gi a hép tho¹i Roughing/ Finishing parameters sï më hép héi tho¹i Rough Entry. SÏ cã 2 c ch thøc thó hiön hép héi tho¹i; mét lµ theo êng xo¾n èc, hai lµ theo êng dèc thó hiön nh h nh d íi y
 1.")
123 Ch ng IV ThiÕt kõ m«h nh h nh häc 3D MasterCAM X cung cêp mét nhãm c c th«ng sè c«ng cô Ó t¹o ra c c h nh khèi 3D. Ta sö dông c c c«ng cô 3D Ó tao ra c c bò mæt ph«i cã d¹ng 3D kh c nhau. Trong ch ng nµy giíi thiöu c c c«ng cô t¹o bò mæt 3D. MasterCAM X sï cung cêp cho c c b¹n c c c«ng cô cña m«un nµy: Solid Extrude, Solid Revolve, Solid Sweep, Solid Loft, (xem h nh bªn) 1. C«ng cô Extrude (t¹o khèi c së) C«ng cô Extrude îc sö dông Ó t¹o khèi, nã cã chøc n ng kðo mét èi t îng vï ph c 2D thµnh vët thó khèi (còng cã thó lµm t ng hoæc gi m thó tých khèi cña vët thó) C c b íc thùc hiön nh sau: - T¹o èi t îng 2D b»ng c c c«ng cô 2D trªn MasterCAM - Vµo menu Soilds > Solids Extrude. Click chän íitîng 2D, råi nhêp OK, xuêt hiön hép tho¹i Extrude Chain nh h nh trªn Trong ã: Extrude: + Create Body: t¹o vët thó khèi (h nh a) + Cut Body: c¾t khèi vët thó ã cã s½n (h nh b) + Add Boss: GhÐp c c khèi vët thó (h nh c)
 + Extrude by specified distance: chiòu dçy vët")




124 H nh 4.2a) h nh 4.2 b) H nh 4.2c) + Extrude by specified distance: chiòu dçy vët thó. + Extend to point: t¹o khèi vët thó tíi mét ióm + Vector: t¹o khèi vët thó theo to¹ é vect + Re - select: Thay æi h íng kðo cña vët thó. Ta cã thó tuú chän thay æi b»ng c«ng cô Ó îc h íng thých hîp + Reverse direction: æi h íng kðo dµi theo chiòu ng îc l¹i + Both direction: t¹o vò 2 phýa cña èi t îng 2D + Draft: T¹o khèi v t víi mét gãc cho tr íc: - Click chän Outward: (h nh 4.3a) - Kh«ng chän Outward: (h nh 4.3b) H nh 4.3a) H nh 4.3b)
 + Thicken Both Directions: h íng dþch chuyón cña thµnh máng i vò 2 phýa (h nh 4.4c) èi t îng 2D gèc èi t îng 2D gèc èi t îng 2D gèc H nh 4.4a) H nh 4.4b) H nh 4.4c) 2.")
125 Thin Wall: T¹o vët thó r¾n cã thµnh máng: + Thicken Inward: h íng dþch chuyón cña thµnh máng i vµo (h nh 4.4a) + Thicken Outward: h íng dþch chuyón cña thµnh máng i ra (h nh 4.4b) + Thicken Both Directions: h íng dþch chuyón cña thµnh máng i vò 2 phýa (h nh 4.4c) èi t îng 2D gèc èi t îng 2D gèc èi t îng 2D gèc H nh 4.4a) H nh 4.4b) H nh 4.4c) 2. C«ng cô Revolve (t¹o khèi trßn xoay) C«ng cô Revolve îc sö dông Ó t¹o khèi, nã cã chøc n ng xoay mét èi t îng vï ph c 2D quanh 1 êng th¼ng nµo ã thµnh vët thó trßn xoay. Chó ý: - MÆt ph¼ng vï ph c chøa biªn d¹ng gèc vµ êng Centerline ph i îc kýck hoæt vµ trªn ã cã chøa mét biªn d¹ng gèc vµ mét Centerline duy nhêt - Biªn d¹ng gèc kh«ng îc c¾t qua êng Centerline. C c b íc thùc hiön nh sau: o T¹o 2 èi t îng vï ph c 2D b»ng c c c«ng cô vï 2D trong MasterCAM X o Click chän menu Solids >Solids Revolve. Click chän èi t îng 2D cçn xoay rèi nhên Enter, sau ã chän îc th¼ng lµm trôc. XuÊt hiön hép tho¹i Revoleve Chain nh h nh



 5a) 5b)")
126 H nh 4.5 Trong ã: Revolve: + Create Body: t¹o vët thó khèi trßn xoay (h nh 4.5a) H nh 4.5a) H nh 4.5b) H nh 4.5c)
 + Start angle: gãc b¾t Çu qu tr nh xoay + End angle: gãc kõt thóc qu tr nh xoay + Re-select: thay æi h íng xoay cña vët thó.")

127 + Cut Body: C¾t khèi vët thó ã cã s bx theo biªn d¹ng trßn xoay (h nh 4.5b) + Add Boss to Body: ghðp vët thó khèi víi métvët thó khèi trô xoay (h nh 10.5c) + Start angle: gãc b¾t Çu qu tr nh xoay + End angle: gãc kõt thóc qu tr nh xoay + Re-select: thay æi h íng xoay cña vët thó. Ta cã thó tuú chän thay æi b»ng c c c«ng cô Ó îc h íng thých hîp Thin Wall: T¹o vët thó r¾n trßn xoay cã thµnh máng còng gièng nh t¹o vët thó khèi Extrude: + Thicken Inward: h íng dþch chuyón cña thµnh máng i vµo + Thicken Outward: h íng dþch chuyón cña thµnh máng i ra + Thicken Both Directions: h íng dþch chuyón cña thµnh máng i vò 2 phýa 3. C«ng cô Sweep: (t¹o khèi däc theo biªn d¹ng) C«ng cô Sweep t¹o ra c c khèi c së, khèi dùng øng, khoðt b»ng ph ng ph p duy chuyón biªn d¹ng trªn mæt vï ph c däc theo mét êng d n Chó ý: - Biªn d¹ng ph i kýn víi h nh khèi, èi víi mæt th cã thó lµ biªn d¹ng kýn hoæc hë - C c êng dén cã thó kýn hoæc hë, êng dên kh«ng îc c¼t chýnh nã vµ ¼m b o sao cho m«h nh îc t¹o ra th bò mæt cña nã kh«ng îc giao nhau. - ióm b¾t Çu cña êng dén ph i i qua hoæc n»m trong biªn d¹ng C c b íc thùc hiñn nh sau: - VÏ mét biªn d¹ng kýn, kh«ng giao nhau, trªn mét mæt ph¼ng. - T¹o mét êng dén i qua biªn d¹ng trong mæt ph¼ng chøa biªn d¹ng, còng cã thó êng dén lµ c¹nh cña m«h nh. H nh KÝch chän menu Solids>Solids Sweep chän mét biªn d¹ng, Ên Enter sau ã chän êng d nc, Ên Enter


128 - XuÊt hiön b ng tuú chän nh h nh 4.6 Trong ã cã 3 tuú chän: o Create body: t¹o vët thó khèi míi o Cut body: c¾t mét thó cã s½n theo biªn d¹ng cña vët thó míi t¹o ra o Add Boss: ghðp mét vët thó míi víi vët thó ã cã s½n 4. C«ng cô Loft: (t¹o c c m«h nh phøc t¹p) C«ng cô Loft cho phðp t¹o c c m«h nh cã d¹ng phøc t¹p b»ng c ch nèi c c biªn d¹ng trªn c c mæt ph¼ng. Nã kh«ng h¹n chõ sè biªn d¹ng vï ph c. Nh ng chó ý c c biªn d¹ng ph i îc s¾p xõp sao cho khi t¹o vët thó th bò mæt cña vët thó kh«ng îc giao nhau. Khi sö dông c«ng cô Loft th c c biªn d¹ng kh«ng îc cïng n»m trªn mét mæt ph¼ng. C«ng cô Loft lµ c«ng cô phøc t¹p, do ã nã cã nhiòu c ch sö dông kh c nhau. C c b íc thùc hiön nh sau: - VÏ c c biªn d¹ng khðp kýn, kh«ng giao nhau trªn c c mæt ph¼ng. - KÝch chän menu Solids>Solids Loft chän lçn l ît c c biªn d¹ng råi Ên Enter - XuÊt hiön b ng tuú chän nh h nh 4.7 H nh 4.7 Trong ã cã 3 tuú chän: - Create Body: t¹o vët thó khèi míi - Cut body: c¾t mét vët thó cã s½n theo biªn d¹ng cña v¹t thó míi t¹o ra - Add boss: ghðp mét vët thî míi víi vët thó cã s½n. 5. C«ng cô Fillet (vª trßn c c c¹nh hoæc Ønh cña èi t îng): C«ng cô Fillet cã chøc n ng vª trßn c c c¹nh hoæc c c Ønh cña èi t îng. Cã hai lùa chän cho èi t îng Fillet lµ theo êng, mæt víi mæt. C c b íc thùc hiön nh sau: 5.1 Fillet theo êng: KÝch chän menu Solids>Fillet>Solids Fillet sau ã kých chän êng cçn Fillet råi Ên Enter. XuÊt hiön b ng th«ng sè hinh 4.8 vµ ta nhëp c c th«ng sè





: KÝch")
129 H nh Fillet theo mæt víi mæt: KÝch chän menu Solids>Fillet>Face -face fillet. Sau ã kých chän c c mæt cçn fillet råi Ên Enter. XuÊt hiön b¼ng th«ng sè nh h nh 4.9 vµ ta nhëp c c th«ng sè. H nh C«ng cô Chamfer (V t mðp c c Ønh hoæc c c c¹nh) C«ng cô nµy cã chøc n ng gçn gièng c«ng cô Chamfer trong 2D, nh ng ë trong m«h nh 3D th c c c¹nh (Edge) hoæc c c Ønh (Vertex) bþ v t mðp. Cã 3 lùa chän cho ãi t íng Chamfer. C c b íc thùc hiön nh sau: 6.1 Theo mét th«ng sè (2 c¹nh v t cã é dµi b»ng nhau): KÝch chän menu Solids>Chamfer>Solids one - distance chamfer Sau ã kých chän êng cçn chamfer råi Ên Enter. XuÊt hiön b ng th«ng sè nh h nh 4.10 vµ ta nhëp é dµi c¹nh v t. H nh




130 6.2 Theo 2 th«ng sè kh c nhau: (hai c¹nh v t cã é dµi kh«ng b»ng nhau) KÝch chän menu Solids>Chamfer>Solids two - distance chamfer Sau ã kých chän êng cçn chamfer råi Ên Enter. XuÊt hiön b ng th«ng sè nh h nh 4.11 vµ ta nhëp é dµi 2 c¹nh v t. H nh Theo 2 th«ng sè kh c nhau ( é dµi 1 c¹nh vµ gãc v t) KÝch chän menu Solids>Chamfer>Solids two - distance chamfer Sau ã kých chän êng cçn chamfer råi Ên Enter. XuÊt hiön b ng th«ng sè nh h nh 4.12 vµ ta nhëp é dµi 1 c¹nh v t vµ gãc nghiªng. 7. C«ng cô Shell (t¹o vá) T¹o vá b»ng c ch khoðt rçng chi tiõt, Ó më mæt ã chän, vµ t¹o thµnh máng trong c c mæt chßn l¹i
131 øng dông Mastercam víi trung t m Bridgeport TC1 Sau y lµ 1 sè vý dô vò thiết kế gia c«ng chi tiết c khý trong trung t m Bridgeport TC1 víi sù trợ gióp cña m y týnh sö dông phçn mòm MastercamX. Bản vẽ thiết kế chi tiết. 1.1 VÏ thiõt kõ chi tiõt gia c«ng. Step 1: Vµo Matercam Step 2 : Ph n tých Hình 9.1 c c èi t îng cña b n vï:mét trong nh ng yªu cçu Çu tiªn khi x y dùng b n vï lµ nhën biõt c c èi t îng trong b n vï vµ thø tù x y dùng c c èi t îng ã Step 3 : T¹o 4 h nh trßn Chän Create Atc Circle Center Point hoæc chän bióu t îng VÏ êng trßn thø 1 NhËp to¹ é ióm t m : NhËp êng kýnh : VÏ êng trßn thø 2 NhËp to¹ é ióm t m : NhËp êng kýnh : VÏ êng trßn thø 3 NhËp to¹ é ióm t m NhËp êng kýnh : VÏ êng trßn thø 4 NhËp to¹ é ióm t m

132 NhËp êng kýnh : Ta được kết quả như h nh 9.2. Step 4 : T¹o êng vßng cung Hình 9.2 Chän Create Arc Create Cirde Edge Point KÝch chän : NhËp b n kýnh : KÝch chän c c èi t îng cçn tiõp xóc Chó ý : V b n kýnh lín nªn sï cã nhiòu cung trßn xuêt hiön do ã b¹n ph i kých chuét vµo óng cung trßn b¹n cçn chän. Ta được kết quả như h nh 9.3 Hình 9.3 Step 5 : T¹o cung bªn trong Chän Xfrom Xfrom Offset HiÖn ra b ng th«ng sè, ta chän copy vµ nhëp l îng offset Chän èi t îng îc Offser vµ chän h íng Offset. Ta được kết quả như h nh 9.4. Hình 9.4 Step 6 : T¹o 2 cung trßn phýa d íi Lµm nh Step 4 vµ step 5 ( víi b n kýnh ). Ta được kết quả như h nh 9.5. Hình
133 Step 7 : L în c c gãc ë bªn trong Chän Create Fillet Fillet Entities hoæc bióu t îng KÝch chän bióu t îng NhËp b n kýnh : Chän lçn l ît c c èi t îng cçn Fillet. Ta được kết quả như h nh 9.6. Hình 9.6 Step 8 : C¾t bá nh ng phçn thõa Chän Edit Trim/ Beak KÝch chän Divide Chän èi t îng cçn c¾t bá. Ta îc kết quả như h nh 9.7. Step 9 : Save file l¹i Chän File Save với tên BAITAP_1 1.2 ThiÕt lëp êng ch¹y dao Chọn loại m y gia c«ng : Menu Machine T pe > Mill > 2 C:\...MACHINE\MILL 3-AXIS VMC.MMD ( M y Bridgeport TC 1 lµ m y phay 3 trục trụ đứng ) Hình Gia công 3 lỗ bằng phương ph p khoan : Menu Toolpaths > Drill Toolpaths KÝch chọn t m lỗ cần khoan, sau ã kých chọn OK. Xuất hiện bảng th«ng số Simple drill. Trong ã: Toolpath parameters : - Chọn loại dao khoan ( dùng dao khoan có đường kính bằng đường kính lỗ khoan )
 vµ c c th«ng số kh c - Tốc độ : + Quay trục chýnh : + Tiến dao : - Số hiệu dao vµ lượng bï dao : + Số hiệu dao (vị trý của con dao trong æ tých dao) : + Vị")
134 Select library tool > Filter > None > KÝch chọn + êng kýnh ( tool Diameter ) : Equal, Thµnh phần cấu tạo ( Tool Material ) vµ c c th«ng số kh c - Tốc độ : + Quay trục chýnh : + Tiến dao : - Số hiệu dao vµ lượng bï dao : + Số hiệu dao (vị trý của con dao trong æ tých dao) : + Vị trý bï dao : - Chất b«i tr n : kých chọn sẽ xuất hiện bảng th«ng số, chọn chất b«i trơn cho phï hợp + Flood : dßng chảy + Mist : s ng mï + Thru-tool : Ta được kết quả như h nh 9.8 Simple drill : Hình Khoảng rót dao lín khỏi bề mặt ph«i : ( khoảng c ch an toµn )


135 - Bề mặt chuẩn : - Chiều sâu cắt : - Vị trý týnh từ đầu lưỡi cắt : Ta được kết quả như h nh 9.9 Nhưng do lỗ khoan φ36 quá lớn ta cã thể khoan mồi bằng mũi khoan φ18 rồi phay hốc trßn. Trong ã cø 1 lỗ khoan mồi để gia c«ng lỗ φ36 vµ 1 lỗ khoan mồi để gia c«ng cắt đứt hốc bªn trong ở phần sau. Ta được kết quả sau khi gia c«ng 3 lỗ φ18 như h nh 9.10 hình 9.9 Hình 9.10 Phay hốc trßn φ36 bằng c ch dẫn dao đi từ t m lỗ khoan mồi đến đường bao của hốc trßn cần phay v vậy ta vẽ thªm đường trßn cã đừơng kýnh nhỏ hơn so với đường kýnh của hốc trßn 1 lượng bằng đường kýnh của dao phay. Như vậy đường trßn cần vẽ lµ φ26 vµ dïng dao phay φ10. Vẽ thªm 1 đường thẳng dẫn từ t m đường trßn đến đường trßn ã. Ta cã h nh vẽ cụ thể như sau
136 Hình 9.11 Menu Toolpaths > Contour toolpath. Xuất hiện bảng thông số kiểu chọn đường contour. Tiếp theo chọn đường contour như h nh 9.12 Xuất hiện bảng th«ng số Contour (2D). Trong ã : Toolpath parameters : - chọn dao phay (chọn dao phay sao cho phù hợp với chất liệu ph«i) Hình 9.12 Select library tool > Filter > None > KÝch chọn vµ c c th«ng số kh c : + Đường kýnh ( tool Diameter ) :

137 + Thµnh phần cấu tạo ( Tool Material ) - Tốc độ : + Quay trục chýnh : + Tiến dao : - Số hiệu dao vµ lượng bï dao : + Số hiệu dao (vị trý của con dao trong ổ tých dao) : + Vị trý bï dao : + Tốc độ tiến dao theo trục chýnh : - Chất b«i tr n : kých chọn sẽ xuất hiện bảng th«ng số, chọn chất b«i trơn cho phï hîp + Flood : dßng chảy + Mist : s ng mï + Thru-tool : Ta được kết quả như h nh 9.13 Hình 9.13 Contour toolpath : - Khoảng c ch rót dao nhanh : - Khoảng c ch rót dao an toµn : - Mặt phẳng chuẩn :
 : Ta được kõt quả như h nh 9.14 Hình 9.")
138 - Chiều s u cắt : ( khi cắt đứt nªn để dư 1 lượng nhỏ so với chiều dçy ph«i ). - Kiểu bï dao (bï tr i, bï phải, kh«ng bï) : Ta được kõt quả như h nh 9.14 Hình 9.14 Ta được kết quả tiếp theo sau khi gia c«ng phần chi tiết trßn như h nh 9.15 Hình Gia c«ng cắt øt

139 hốc bªn trong bằng phương ph p phay : Tương tự như gia c«ng hốc trßn ta cũng vẽ 1 đường bao offset vµo 5mm so với đường bao của hốc cần cắt đứt. Chọn đường chạy dao như h nh 9.16 Rồi cũng chọn dao phay φ10 và c c th«ng số chạy dao như trªn..ta được kết quả như h nh 9.17 Hình 9.16 Hình Gia c«ng 2 đường trßn ngoài s u xuống 5mm bằng phương ph p phay:
. Tương tự như gia c«ng hốc vµ cũng dïng lu«n con dao φ10 ã.")
140 Menu Toolpaths > Contour toolpath. Xuất hiện bảng thông số kiểu chọn đường contour. Tiếp theo chọn đường contour (biên dạng ngoài đường tròn ) như h nh 9.18 Hình 9.18 Xuất hiện bảng th«ng số Contour (2D). Tương tự như gia c«ng hốc vµ cũng dïng lu«n con dao φ10 ã. Chó ý mối liªn hệ giữa chiều dịch chuyển của dao với kiểu bï cho phù hợp (bï tr i ) vµ chiều s u cắt lµ Ta được kết quả tiếp theo sau khi gia c«ng phần chi tiết trªn như h nh 9.19 c«ng biªn dạng Hình 9.19 như h nh 9.20, bằng phương ph p phay pocket s u xuống 5mm Gia
, ở y ta chọn theo kiểu")
141 H nh 9.20 Ta vẫn dïng con dao φ10 vµ cắt s u xuống 5mm. Chỉ kh c ở chỗ cã thªm Tab Roughing/Finishing parameters ( chọn kiểu chạy pocket cho đường chạy dao), ở y ta chọn theo kiểu True Spiral như h nh Ta thu được kết quả như h nh 9.22 Hình
 như h nh 9.23 Xuất hiện bảng th«ng số Contour (2D). Tương tự như gia c«ng hốc vµ cũng dïng lu«n con Hình 9.23 dao φ10 ã.")
142 Hình Gia c«ng biªn dạng ngoài ( phần cắt đứt chi tiết) : Menu Toolpaths > Contour toolpath. Xuất hiện bảng thông số kiểu chọn đường contour. Tiếp theo chọn đường contour (biªn dạng ngoµi chi tiết ) như h nh 9.23 Xuất hiện bảng th«ng số Contour (2D). Tương tự như gia c«ng hốc vµ cũng dïng lu«n con Hình 9.23 dao φ10 ã. Chó ý mối liªn hệ giữa chiều dịch chuyển của dao với kiểu bï cho phï hợp víi chiều s u cắt lµà Ta được kết quả tiếp theo sau khi gia c«ng phần chi tiết trªn như h nh



143 Hình 9.24 Kết quả sau 5 lần gia c«ng như h nh 9.25 : Hình Chọn ph«i và điểm gốc ph«i: KÝch chọn Stock setup như H nh 9.26 Hình 9.25 Hình
. + Khai b o kých thước ph«i : Bằng kých thứớc thực ( nhập bằng tay X; Y; Z ).")
144 Xuất hiện bảng th«ng số Machine Group Properties như h nh 9.27 Với Tab Stock Setup : + Shape : chọn h nh dạng ph«i ( Rectangutar, Cylindircal, Solid, hoặc tùy chọn File ). + Stock Origin : Chọn điểm gốc ph«i ( Đối với m y Bridgeport TC1 th chọn điểm cã tọa độ X=0; Y=0 ;Z=0 ). + Khai b o kých thước ph«i : Bằng kých thứớc thực ( nhập bằng tay X; Y; Z ). KÝch chọn theo đối tượng cã sẵn ( kých chọn xong vẫn phải nhập thªm chiều dçy Z ). Chọn theo khối hộp đã thiết kế sẵn (không cần nhập Z) Với Tab Tool Settings như h nh 9.28 : + Program # : Số hiệu chương trình khi đưa ra chương trình NC. + Feed Calculation : Tốc độ được lấy từ c c th«ng số kỹ thuật để đưa vµo chương tr nh NC. + Material : Thµnh phần cấu tạo của vật liệu lµm ph«i. + Sequence # : Số hiệu c c c u lệnh khi đưa ra chương trình NC. Hình
145 Chú ý : Đối với chi tiết này thì đồ gá hết sức quan trọng vì nó ảnh hưởng đến độ chính xác và năng suất chế tạo. vì vậy sau đây là mô hình chế tạo sản phẩm khi dùng đồ gá( như hình 9.29). Đồ gá này sẽ được đề cập đến ở phần sau. Đồ gá được dùng sau khi đã chế tạo hoàn chỉnh 3 lỗ khoan. Sau đó sử dụng đồ gá để gia công hết phần còn lại của chi tiết Chương trình dịch NC : Hình 9.29 Ta chọn lần lượt được mô tả như hình mô phỏng sau % O0003(BAITAP_1) ( T DRILL H19 ) ( T FLAT ENDMILL H21 ) N1 G21 N2 G0 G17 G40 G49 G80 G90 N3 T19 M6 N4 G0 G90 G54 X Y S450 M3 N5 G43 H19 Z10. M8 N6 G99 G81 Z R10. F120. N7 X4.296 Y N8 X Y
146 N9 G80 N10 M5 N11 G91 G28 Z0. M9 N12 M01 N13 T21 M6 N14 G0 G90 G54 X Y S573 M3 N15 G43 H21 Z20. M8 N16 Z10. N17 G1 Z-10.5 F50. N18 X F53. N19 G3 X Y R13. N20 X Y R13. N21 G0 Z20. N22 X4.296 Y N23 Z10. N24 G1 Z-10.5 F50. N25 X2.355 Y F53. N26 G2 X Y R64. N27 X Y R2.5 N28 G3 X Y R32. N29 G2 X Y R2.5 N30 G3 X Y R47. N31 G2 X Y R2.5 N32 G3 X Y R23. N33 G2 X Y R2.5 N34 X2.295 Y R64. N35 G0 Z20. N36 X Y N37 Z10. N38 G1 Z-5. F50. N39 G2 X R23. F53. N40 X R23. N41 G0 Z20. N42 X N43 Z10. N44 G1 Z-5. F
147 N45 G2 X R32. F53. N46 X R32. N47 G0 Z20. N48 X7.045 Y N49 Z10. N50 G1 Z-5. F50. N51 G3 X1.42 R2.812 F53. N52 X R6.563 N53 X-6.08 R N54 X Y R N55 G2 X Y R N56 G3 X Y41.82 R N57 G1 X Y N58 G3 X Y R N59 G2 X Y9.729 R N60 G3 X Y9.483 R N61 G1 X Y N62 G2 X Y R N63 G3 X Y40.97 R N64 X Y R N65 G2 X Y9.432 R25.5 N66 X Y8.535 R N67 X Y R34.5 N68 G3 X Y40.97 R67.5 N69 G0 Z20. N70 X Y N71 Z10. N72 G1 Z-5. F50. N73 G3 X Y33.07 R70. F53. N74 G2 X-5.7 Y6.456 R23. N75 X Y5.096 R41. N76 X Y R32. N77 G0 Z20. N78 X Y N79 Z10. N80 G1 Z-10.5 F
148 N81 G2 X Y R F53. N82 X Y R32. N83 X24.1 Y R32. N84 G3 X Y R31. N85 G2 X Y R23. N86 G0 Z20. N87 M5 N88 G91 G28 Z0. M9 N89 G28 X0. Y0. N90 M30 %
149





150






151





152



153







154




155


156
ThÞ tr êng chøng kho n
 Tr êng ¹i häc Kinh doanh vµ c«ng nghö Hµ néi KHoa tµi chýnh - ng n hµng ------------------------------ Gi o tr nh: ThÞ tr êng chøng kho n TS. NguyÔn Vâ Ngo¹n Hµ Néi, 2009 Môc lôc Ch ng 1: ThÞ tr êng chøng
Tr êng ¹i häc Kinh doanh vµ c«ng nghö Hµ néi KHoa tµi chýnh - ng n hµng ------------------------------ Gi o tr nh: ThÞ tr êng chøng kho n TS. NguyÔn Vâ Ngo¹n Hµ Néi, 2009 Môc lôc Ch ng 1: ThÞ tr êng chøng
S ng KiÕn Kinh NghiÖm: Ph n lo¹i vµ ph ng ph p gi i bµi tëp. vò muèi ngëm n íc
 Th¹c SÜ NguyÔn V n H i. S ng KiÕn Kinh NghiÖm Së gi o dôc vµ µo t¹o h ng yªn Tr êng thpt d ng qu ng hµm S ng KiÕn Kinh NghiÖm: Ph n lo¹i vµ ph ng ph p gi i bµi tëp vò muèi ngëm n íc Hä vµ tªn : nguyôn
Th¹c SÜ NguyÔn V n H i. S ng KiÕn Kinh NghiÖm Së gi o dôc vµ µo t¹o h ng yªn Tr êng thpt d ng qu ng hµm S ng KiÕn Kinh NghiÖm: Ph n lo¹i vµ ph ng ph p gi i bµi tëp vò muèi ngëm n íc Hä vµ tªn : nguyôn
suêt vèn Çu t x y dùng c«ng tr nh vµ gi x y dùng tæng hîp bé phën kõt cêu c«ng tr nh n m 2012
 Bé x y dùng ------------------------ suêt vèn Çu t x y dùng c«ng tr nh vµ gi x y dùng tæng hîp bé phën kõt cêu c«ng tr nh n m 2012 (KÌm theo QuyÕt Þnh sè 439/Q - BXD ngµy 26/04/2013 cña Bé X y dùng)
Bé x y dùng ------------------------ suêt vèn Çu t x y dùng c«ng tr nh vµ gi x y dùng tæng hîp bé phën kõt cêu c«ng tr nh n m 2012 (KÌm theo QuyÕt Þnh sè 439/Q - BXD ngµy 26/04/2013 cña Bé X y dùng)
II. ðơn GIÁ XÂY DỰNG CÔNG TRÌNH CHUYÊN NGÀNH BƯU CHÍNH VIỄN THÔNG
 II. ðơn GIÁ XÂY DỰNG CÔNG TRÌNH CHUYÊN NGÀNH BƯU CHÍNH VIỄN THÔNG (Ban hành kèm theo Quyết ñịnh số 18/2007/BBCVT ngày 18/6/2007) PhÇn thø nhêt: B ng gi ca m y vµ thiõt bþ thi x y dùng tr nh B u, ViÔn th«ng
II. ðơn GIÁ XÂY DỰNG CÔNG TRÌNH CHUYÊN NGÀNH BƯU CHÍNH VIỄN THÔNG (Ban hành kèm theo Quyết ñịnh số 18/2007/BBCVT ngày 18/6/2007) PhÇn thø nhêt: B ng gi ca m y vµ thiõt bþ thi x y dùng tr nh B u, ViÔn th«ng
Chương 1: MATLAB cơ bản
 Chương 1: MATLAB cơ bản Ð1. Khởi động MATLAB 1. Khởi động MATLAB: MATLAB (Matrix laboratory) là phần mềm dùng để giải một loạt các bài toán kĩ thuật, đặc biệt là các bài toán liên quan đến ma trận.matlab
Chương 1: MATLAB cơ bản Ð1. Khởi động MATLAB 1. Khởi động MATLAB: MATLAB (Matrix laboratory) là phần mềm dùng để giải một loạt các bài toán kĩ thuật, đặc biệt là các bài toán liên quan đến ma trận.matlab
Quy tr nh thiõt kõ cçu cèng theo tr¹ng th i giíi h¹n
 Céng hoµ x héi chñ nghüa ViÖt Nam éc lëp Tù do H¹nh phóc. ------------------------------------------ Bé giao th«ng vën t i Quy tr nh thiõt kõ cçu cèng theo tr¹ng th i giíi h¹n Hµ Néi - 1979 1 Bé giao th«ng
Céng hoµ x héi chñ nghüa ViÖt Nam éc lëp Tù do H¹nh phóc. ------------------------------------------ Bé giao th«ng vën t i Quy tr nh thiõt kõ cçu cèng theo tr¹ng th i giíi h¹n Hµ Néi - 1979 1 Bé giao th«ng
CH NG II. Mét sè vên Ò c b n cña vët lý l îng tö
 CH NG II. Mét sè vên Ò c b n cña vët lý l îng tö II.1. Gi tuyõt cña De Broglie vò l ìng týn sãng ¹t cña ¹t vi m«. Ki míi t min ra iön tö vµ o îc kèi l îng vµ iön týc cña nã t ng êi ta quan niöm r»ng ã
CH NG II. Mét sè vên Ò c b n cña vët lý l îng tö II.1. Gi tuyõt cña De Broglie vò l ìng týn sãng ¹t cña ¹t vi m«. Ki míi t min ra iön tö vµ o îc kèi l îng vµ iön týc cña nã t ng êi ta quan niöm r»ng ã
DongPhD Problems Book Series. vnmath.com. (Free) Thông tin. (Free)
 Thông tin. (Free)") DongPhD Problems Book Series Tuyển Tập Đề Thi Thử Đại Học 9 Đại số Giáo án (Free) vnmath.com Dịch vụ Toán học Sách Giải tích dichvutoanhoc@gmail.com Hình học Bài báo Thông tin bổ ích (Free) Kiếm tiền trên
DongPhD Problems Book Series Tuyển Tập Đề Thi Thử Đại Học 9 Đại số Giáo án (Free) vnmath.com Dịch vụ Toán học Sách Giải tích dichvutoanhoc@gmail.com Hình học Bài báo Thông tin bổ ích (Free) Kiếm tiền trên
ĐỀ CƯƠNG MÔN NẤM VÀ BỆNH DO NẤM GÂY RA - Nấm học thú y: Là môn khoa học nghiên cứu về nấm và những loài nấm phổ biến gây bệnh cho động vật nuôi, các
 ĐỀ CƯƠNG MÔN NẤM VÀ BỆNH DO NẤM GÂY RA - Nấm học thú y: Là môn khoa học nghiên cứu về nấm và những loài nấm phổ biến gây bệnh cho động vật nuôi, các phương pháp chẩn đoán, phòng và trị bệnh. - Nấm học
ĐỀ CƯƠNG MÔN NẤM VÀ BỆNH DO NẤM GÂY RA - Nấm học thú y: Là môn khoa học nghiên cứu về nấm và những loài nấm phổ biến gây bệnh cho động vật nuôi, các phương pháp chẩn đoán, phòng và trị bệnh. - Nấm học
II.1 TRỊ SỐ ỨNG SUẤT TRONG CỐT THÉP và BÊ TÔNG (TCXDVN 356:2005) II.1.3 Trị số ứng suất trong bê tông ( σ. σ... 7 σ...
 II.1.3 Trị số ứng suất trong bê tông ( σ. σ... 7 σ...") CHƯƠNG 2 CÁC LOẠI TỔN THẤT ỨNG SUẤT NỘI DUNG CHƯƠNG II.1 TRỊ SỐ ỨNG SUẤT TRONG CỐT THÉP và BÊ TÔNG (TCXDVN 356:2005)... 2 II.1.1 Trị số ứng suất trước giới hạn... 2 II.1.2 Trị số ứng suất khống chế con...
CHƯƠNG 2 CÁC LOẠI TỔN THẤT ỨNG SUẤT NỘI DUNG CHƯƠNG II.1 TRỊ SỐ ỨNG SUẤT TRONG CỐT THÉP và BÊ TÔNG (TCXDVN 356:2005)... 2 II.1.1 Trị số ứng suất trước giới hạn... 2 II.1.2 Trị số ứng suất khống chế con...
Mét sè Ò tæng hîp. Ò sè 1
 Mét sè Ò tæng hîp Ò sè a a + 6 Bµi : Cho M = 3 + a a) Rót gän M. b) T m a Ó / M / c) T m gi trþ lín nhêt cña M. Bµi : Cho hö ph ng tr nh 4x 3y = 6 5x + ay = 8 a) Gi i ph ng tr nh. b) T m gi trþ cña a Ó
Mét sè Ò tæng hîp Ò sè a a + 6 Bµi : Cho M = 3 + a a) Rót gän M. b) T m a Ó / M / c) T m gi trþ lín nhêt cña M. Bµi : Cho hö ph ng tr nh 4x 3y = 6 5x + ay = 8 a) Gi i ph ng tr nh. b) T m gi trþ cña a Ó
Chương 4: GIA CÔNG LỖ
 Chương 4: GIA CÔNG LỖ (Machining of Holes) NỘI DUNG (Contents) 4.1. Khoan (Drilling) 4.2. Doa (Reaming) 4.1. Chuốt (Broaching) 1 4.1. Khoan (Drilling) 4.1.1. Kết cấu & thông số hình học của mũi khoan (Structure
Chương 4: GIA CÔNG LỖ (Machining of Holes) NỘI DUNG (Contents) 4.1. Khoan (Drilling) 4.2. Doa (Reaming) 4.1. Chuốt (Broaching) 1 4.1. Khoan (Drilling) 4.1.1. Kết cấu & thông số hình học của mũi khoan (Structure
CHUYÊN ĐỀ VỀ MẶT CẦU
 CHUYÊN ĐỀ VỀ MẶT CẦU A. TÓM TẮT LÝ THUYẾT 1. Định nghĩa : * Mặt cầu là tập hợp những điểm M cách một điểm I cố định một khoảng không đổi. * Điểm I cố định gọi là tâm của mặt cầu. * Khoảng cách không đổi
CHUYÊN ĐỀ VỀ MẶT CẦU A. TÓM TẮT LÝ THUYẾT 1. Định nghĩa : * Mặt cầu là tập hợp những điểm M cách một điểm I cố định một khoảng không đổi. * Điểm I cố định gọi là tâm của mặt cầu. * Khoảng cách không đổi
Ch : HÀM S LIÊN TC. Ch bám sát (lp 11 ban CB) Biên son: THANH HÂN A/ MC TIÊU:
 Biên son: THANH HÂN A/ MC TIÊU:") Ch : HÀM S LIÊN TC Ch bám sát (lp ban CB) Biên son: THANH HÂN - - - - - - - - A/ MC TIÊU: - Cung cp cho hc sinh mt s dng bài tp th ng gp có liên quan n s liên tc cu hàm s và phng pháp gii các dng bài ó
Ch : HÀM S LIÊN TC Ch bám sát (lp ban CB) Biên son: THANH HÂN - - - - - - - - A/ MC TIÊU: - Cung cp cho hc sinh mt s dng bài tp th ng gp có liên quan n s liên tc cu hàm s và phng pháp gii các dng bài ó
b. Dùng ñồ thị (C ), hãy biện luận theo m số nghiệm thực của phương trình
, hãy biện luận theo m số nghiệm thực của phương trình") ÔN TẬP THI TỐT NGHIỆP- ðại HỌC 8-9 ðề ( Thời gian làm bài 5 phút ) I. PHẦN CHUNG CHO TẤT CẢ THÍ SINH ( 7 ñiểm ) Câu I (, ñiểm ) Cho hàm số y= có ñồ thị (C) a. Khảo sát sự biến thiên và vẽ ñồ thị (C). b.
ÔN TẬP THI TỐT NGHIỆP- ðại HỌC 8-9 ðề ( Thời gian làm bài 5 phút ) I. PHẦN CHUNG CHO TẤT CẢ THÍ SINH ( 7 ñiểm ) Câu I (, ñiểm ) Cho hàm số y= có ñồ thị (C) a. Khảo sát sự biến thiên và vẽ ñồ thị (C). b.
Máy thủy bình & pp đo cao hình học
 L/O/G/O Chương 7 Máy thủy bình & pp đo cao hình học Nội dung 1 2 Khái niệm chung về đo cao Nguyên lý đo cao hình học 3 4 Phân loại và cấu tạo máy thủy bình Mia thủy chuẩn và đế mia 5 6 Các thao tác cơ
L/O/G/O Chương 7 Máy thủy bình & pp đo cao hình học Nội dung 1 2 Khái niệm chung về đo cao Nguyên lý đo cao hình học 3 4 Phân loại và cấu tạo máy thủy bình Mia thủy chuẩn và đế mia 5 6 Các thao tác cơ
Ñieän töû coâng suaát
 Ñieän öû coâng suaá hương : Giới hiệu.. Á KHÁI NIỆM: ác ên gọi của mônhọc: Điện ử công suấ (Power lecronics) Điện ử công suấ lớn. Kỹ huậ biến đổi điện năng. ĐS là mộ bộ phận của Điện ửứng ụng hay Điện
Ñieän öû coâng suaá hương : Giới hiệu.. Á KHÁI NIỆM: ác ên gọi của mônhọc: Điện ử công suấ (Power lecronics) Điện ử công suấ lớn. Kỹ huậ biến đổi điện năng. ĐS là mộ bộ phận của Điện ửứng ụng hay Điện
Các ph n ng peri hóa
 Các ph n ng peri hóa (The Young Vietnamese Chemistry Specialists) Pericyclic Reactions Các orbital phân t c a polyen: Ch c b n ã làm quen v i các ph n ng th, ph n ng tách và ph n ng c ng h p. Trong các
Các ph n ng peri hóa (The Young Vietnamese Chemistry Specialists) Pericyclic Reactions Các orbital phân t c a polyen: Ch c b n ã làm quen v i các ph n ng th, ph n ng tách và ph n ng c ng h p. Trong các
CHƯƠNG V: DUNG DỊCH 12/1/2016 I. DUNG DỊCH. 4. Dung dịch keo: Là hệ phân tán mà các hạt của chất phântáncó kích thướchạttừ m.
 1/1/016 Dung dþch Nghiên cứu các loại dung dịch lỏng chứ chất hoà tn không y hơi. CHƯƠNG V: DUNG DỊCH Từ đótìmhiểu các thông số hoá học, vật lýcủ dung dịch. - Tính toán sự thy đổi về áp suất hơi ãohoà
1/1/016 Dung dþch Nghiên cứu các loại dung dịch lỏng chứ chất hoà tn không y hơi. CHƯƠNG V: DUNG DỊCH Từ đótìmhiểu các thông số hoá học, vật lýcủ dung dịch. - Tính toán sự thy đổi về áp suất hơi ãohoà
CÁC CÔNG THỨC CỰC TRỊ ĐIỆN XOAY CHIỀU
 Tà lệ kha test đầ xân 4 Á ÔNG THỨ Ự TỊ ĐỆN XOAY HỀ GÁO VÊN : ĐẶNG VỆT HÙNG. Đạn mạch có thay đổ: * Kh thì Max max ; P Max còn Mn ư ý: và mắc lên tếp nha * Kh thì Max * Vớ = hặc = thì có cùng gá trị thì
Tà lệ kha test đầ xân 4 Á ÔNG THỨ Ự TỊ ĐỆN XOAY HỀ GÁO VÊN : ĐẶNG VỆT HÙNG. Đạn mạch có thay đổ: * Kh thì Max max ; P Max còn Mn ư ý: và mắc lên tếp nha * Kh thì Max * Vớ = hặc = thì có cùng gá trị thì
ΠΑΝΕΠΙΣΤΗΜΙΟ ΠΑΤΡΩΝ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ & ΑΕΡΟΝΑΥΠΗΓΩΝ ΜΗΧΑΝΙΚΩΝ ΚΑΤΑΣΚΕΥΑΣΤΙΚΟΣ ΤΟΜΕΑΣ ΕΚΠΑΙΔΕΥΤΙΚΟ ΠΑΡΑΔΕΙΓΜΑ 2
 ΒΗΜΑ 1. Άνοιγμα προτύπου (template) οριζόντιου Α3 (που δίδεται με την εκφώνηση της άσκησης), εισαγωγή των στοιχείων μας στο υπάρχον υπόμνημα και αποθήκευση του προτύπου με τα προσωπικά μας δεδομένα (αυτό
ΒΗΜΑ 1. Άνοιγμα προτύπου (template) οριζόντιου Α3 (που δίδεται με την εκφώνηση της άσκησης), εισαγωγή των στοιχείων μας στο υπάρχον υπόμνημα και αποθήκευση του προτύπου με τα προσωπικά μας δεδομένα (αυτό
Vn 1: NHC LI MT S KIN TH C LP 10
 Vn : NHC LI MT S KIN TH C LP 0 Mc ích ca vn này là nhc li mt s kin thc ã hc lp 0, nhng có liên quan trc tip n vn s hc trng lp. Vì thi gian không nhiu (khng tit) nên chúng ta s không nhc li lý thuyt mà
Vn : NHC LI MT S KIN TH C LP 0 Mc ích ca vn này là nhc li mt s kin thc ã hc lp 0, nhng có liên quan trc tip n vn s hc trng lp. Vì thi gian không nhiu (khng tit) nên chúng ta s không nhc li lý thuyt mà
BÀI TOÁN HỘP ĐEN. Câu 1(ID : 74834) Cho mạch điện như hình vẽ. u AB = 200cos100πt(V);R= 50Ω, Z C = 100Ω; Z L =
 Cho mạch điện như hình vẽ. u AB = 200cos100πt(V);R= 50Ω, Z C = 100Ω; Z L =") ÀI TOÁN HỘP ĐEN âu 1(ID : 74834) ho mạch đện như hình vẽ. u = cos1πt(v);= 5Ω, Z = 1Ω; Z = N >> Để xem lờ gả ch tết của từng câu, truy cập trang http://tuyensnh47.com/ và nhập mã ID câu. 1/8 ết: Ω. I =
ÀI TOÁN HỘP ĐEN âu 1(ID : 74834) ho mạch đện như hình vẽ. u = cos1πt(v);= 5Ω, Z = 1Ω; Z = N >> Để xem lờ gả ch tết của từng câu, truy cập trang http://tuyensnh47.com/ và nhập mã ID câu. 1/8 ết: Ω. I =
Năm Chứng minh. Cách 1. Y H b. H c. BH c BM = P M. CM = Y H b
 huỗi bài toán về họ đường tròn đi qua điểm cố định Nguyễn Văn inh Năm 2015 húng ta bắt đầu từ bài toán sau. ài 1. (US TST 2012) ho tam giác. là một điểm chuyển động trên. Gọi, lần lượt là các điểm trên,
huỗi bài toán về họ đường tròn đi qua điểm cố định Nguyễn Văn inh Năm 2015 húng ta bắt đầu từ bài toán sau. ài 1. (US TST 2012) ho tam giác. là một điểm chuyển động trên. Gọi, lần lượt là các điểm trên,
ΟΡΟΛΟΓΙΑ. Αναίρεση Επαναφορά Εντολής Ορθογώνια Κίνηση Πολικές Συντεταγμένες, απόλυτες
 ΟΡΟΛΟΓΙΑ Startup Screen Mouse New Open Quick Save Save Save As Close Exit Command Line Pull-Down Menu Toolbars Shortcut Menus Line Circle Undo Redo Ortho Cartesian Coordinates, absolute Cartesian Coordinates,
ΟΡΟΛΟΓΙΑ Startup Screen Mouse New Open Quick Save Save Save As Close Exit Command Line Pull-Down Menu Toolbars Shortcut Menus Line Circle Undo Redo Ortho Cartesian Coordinates, absolute Cartesian Coordinates,
Truy cập website: hoc360.net để tải tài liệu đề thi miễn phí
 Tru cập website: hoc36net để tải tài liệu đề thi iễn phí ÀI GIẢI âu : ( điể) Giải các phương trình và hệ phương trình sau: a) 8 3 3 () 8 3 3 8 Ta có ' 8 8 9 ; ' 9 3 o ' nên phương trình () có nghiệ phân
Tru cập website: hoc36net để tải tài liệu đề thi iễn phí ÀI GIẢI âu : ( điể) Giải các phương trình và hệ phương trình sau: a) 8 3 3 () 8 3 3 8 Ta có ' 8 8 9 ; ' 9 3 o ' nên phương trình () có nghiệ phân
Suy ra EA. EN = ED hay EI EJ = EN ED. Mặt khác, EID = BCD = ENM = ENJ. Suy ra EID ENJ. Ta thu được EI. EJ Suy ra EA EB = EN ED hay EA
 ài tập ôn đội tuyển năm 015 guyễn Văn inh Số 6 ài 1. ho tứ giác ngoại tiếp. hứng minh rằng trung trực của các cạnh,,, cắt nhau tạo thành một tứ giác ngoại tiếp. J 1 1 1 1 hứng minh. Gọi 1 1 1 1 là tứ giác
ài tập ôn đội tuyển năm 015 guyễn Văn inh Số 6 ài 1. ho tứ giác ngoại tiếp. hứng minh rằng trung trực của các cạnh,,, cắt nhau tạo thành một tứ giác ngoại tiếp. J 1 1 1 1 hứng minh. Gọi 1 1 1 1 là tứ giác
O 2 I = 1 suy ra II 2 O 1 B.
 ài tập ôn đội tuyển năm 2014 guyễn Văn inh Số 2 ài 1. ho hai đường tròn ( 1 ) và ( 2 ) cùng tiếp xúc trong với đường tròn () lần lượt tại,. Từ kẻ hai tiếp tuyến t 1, t 2 tới ( 2 ), từ kẻ hai tiếp tuyến
ài tập ôn đội tuyển năm 2014 guyễn Văn inh Số 2 ài 1. ho hai đường tròn ( 1 ) và ( 2 ) cùng tiếp xúc trong với đường tròn () lần lượt tại,. Từ kẻ hai tiếp tuyến t 1, t 2 tới ( 2 ), từ kẻ hai tiếp tuyến
ÔN TẬP CHƯƠNG 2+3:HÓA 10 NC
 ÔN TẬP CHƯƠNG 2+3:HÓA 10 NC I/CHƯƠNG 2: HỆ THỐNG TUẦN HOÀN CHỦ ĐỀ 1: VỊ TRÍ NGUYÊN TỐ TRONG BẢNG HTTH STT nhóm A= Số e lớp ngoài cùng STT Chu kì = số lớp e STT của nguyên tố = số p, số e. Hóa trị cao nhất
ÔN TẬP CHƯƠNG 2+3:HÓA 10 NC I/CHƯƠNG 2: HỆ THỐNG TUẦN HOÀN CHỦ ĐỀ 1: VỊ TRÍ NGUYÊN TỐ TRONG BẢNG HTTH STT nhóm A= Số e lớp ngoài cùng STT Chu kì = số lớp e STT của nguyên tố = số p, số e. Hóa trị cao nhất
Năm Chứng minh Y N
 Về bài toán số 5 trong kì thi chọn đội tuyển toán uốc tế của Việt Nam năm 2015 Nguyễn Văn Linh Năm 2015 1 Mở đầu Trong ngày thi thứ hai của kì thi Việt Nam TST 2015 có một bài toán khá thú vị. ài toán.
Về bài toán số 5 trong kì thi chọn đội tuyển toán uốc tế của Việt Nam năm 2015 Nguyễn Văn Linh Năm 2015 1 Mở đầu Trong ngày thi thứ hai của kì thi Việt Nam TST 2015 có một bài toán khá thú vị. ài toán.
Dữ liệu bảng (Panel Data)
") 5/6/0 ữ lệu bảng (Panel ata) Đnh Công Khả Tháng 5/0 Nộ dung. Gớ thệu chung về dữ lệu bảng. Những lợ thế kh sử dụng dữ lệu bảng. Ước lượng mô hình hồ qu dữ lệu bảng Mô hình những ảnh hưởng cố định (FEM)
5/6/0 ữ lệu bảng (Panel ata) Đnh Công Khả Tháng 5/0 Nộ dung. Gớ thệu chung về dữ lệu bảng. Những lợ thế kh sử dụng dữ lệu bảng. Ước lượng mô hình hồ qu dữ lệu bảng Mô hình những ảnh hưởng cố định (FEM)
Tập 1. KỸ THUẬT CHUYỂN MẠCH CƠ BẢN
 Tập 1. KỸ THUẬT CHUYỂN MẠCH CƠ BẢN LỜI NÓI ĐẦU Với phương pháp tiếp cận từ các giải pháp kỹ thuật cơ bản tới các giải pháp công nghệ, Giáo trình Cơ sở kỹ thuật chuyển mạch cung cấp tới sinh viên chuyên
Tập 1. KỸ THUẬT CHUYỂN MẠCH CƠ BẢN LỜI NÓI ĐẦU Với phương pháp tiếp cận từ các giải pháp kỹ thuật cơ bản tới các giải pháp công nghệ, Giáo trình Cơ sở kỹ thuật chuyển mạch cung cấp tới sinh viên chuyên
ΜΗΧΑΝΟΛΟΓΙΚΟ ΣΧΕΔΙΟ Ι
 Πανεπιστήμιο Πατρών - Πολυτεχνική Σχολή Τμήμα Μηχανολόγων & Αεροναυπηγών Μηχανικών ΜΗΧΑΝΟΛΟΓΙΚΟ ΣΧΕΔΙΟ Ι Εκπαιδευτικό παράδειγμα για την εκμάθηση σχεδίασης με την βοήθεια του σχεδιαστικού πακέτου Auto
Πανεπιστήμιο Πατρών - Πολυτεχνική Σχολή Τμήμα Μηχανολόγων & Αεροναυπηγών Μηχανικών ΜΗΧΑΝΟΛΟΓΙΚΟ ΣΧΕΔΙΟ Ι Εκπαιδευτικό παράδειγμα για την εκμάθηση σχεδίασης με την βοήθεια του σχεδιαστικού πακέτου Auto
B m 1 giai on (1 stage) B m 1 giai on có m tng. 1 giai on 1 giai on 2 giai on sensor
 B m 1 giai on có m tng. 1 giai on 1 giai on 2 giai on sensor") B m (counter) a chc nng Màn hin th d nhìn (negative transmissive LCD) có chiu nn. Giá tr hin ti có màu lp trình c d nhn thy t xa khi tình trng ca u ra thay i (loi u dây). Cài t dùng phím DIP switch và
B m (counter) a chc nng Màn hin th d nhìn (negative transmissive LCD) có chiu nn. Giá tr hin ti có màu lp trình c d nhn thy t xa khi tình trng ca u ra thay i (loi u dây). Cài t dùng phím DIP switch và
Kinh tế học vĩ mô Bài đọc
 Chương tình giảng dạy kinh tế Fulbight Niên khóa 2011-2013 Mô hình 1. : cung cấp cơ sở lý thuyết tổng cầu a. Giả sử: cố định, Kinh tế đóng b. IS - cân bằng thị tường hàng hoá: I() = S() c. LM - cân bằng
Chương tình giảng dạy kinh tế Fulbight Niên khóa 2011-2013 Mô hình 1. : cung cấp cơ sở lý thuyết tổng cầu a. Giả sử: cố định, Kinh tế đóng b. IS - cân bằng thị tường hàng hoá: I() = S() c. LM - cân bằng
M c. E M b F I. M a. Chứng minh. M b M c. trong thứ hai của (O 1 ) và (O 2 ).
 và (O 2 ).") ài tập ôn đội tuyển năm 015 Nguyễn Văn inh Số 5 ài 1. ho tam giác nội tiếp () có + =. Đường tròn () nội tiếp tam giác tiếp xúc với,, lần lượt tại,,. Gọi b, c lần lượt là trung điểm,. b c cắt tại. hứng
ài tập ôn đội tuyển năm 015 Nguyễn Văn inh Số 5 ài 1. ho tam giác nội tiếp () có + =. Đường tròn () nội tiếp tam giác tiếp xúc với,, lần lượt tại,,. Gọi b, c lần lượt là trung điểm,. b c cắt tại. hứng
Q B Y A P O 4 O 6 Z O 5 O 1 O 2 O 3
 ài tập ôn đội tuyển năm 2015 guyễn Văn Linh Số 8 ài 1. ho tam giác nội tiếp đường tròn () có là tâm nội tiếp. cắt () lần thứ hai tại J. Gọi ω là đường tròn tâm J và tiếp xúc với,. Hai tiếp tuyến chung
ài tập ôn đội tuyển năm 2015 guyễn Văn Linh Số 8 ài 1. ho tam giác nội tiếp đường tròn () có là tâm nội tiếp. cắt () lần thứ hai tại J. Gọi ω là đường tròn tâm J và tiếp xúc với,. Hai tiếp tuyến chung
3x-4y+27=0 Bài 2 Trong mặt phẳng với hệ tọa độ Oxy. Cho đường tròn (C) : x y 4x 2; 2 1 '
 : x y 4x 2; 2 1 '") Bài Trong mặt phẳng với hệ toạ độ Oxy, cho đường tròn (C) : x y x 8y 8 0. Viết phương trình đường thẳng song song với đường thẳng d: 3x+y-=0 và cắt đường tròn theo một dây cung có độ dài bằng 6. Hướng
Bài Trong mặt phẳng với hệ toạ độ Oxy, cho đường tròn (C) : x y x 8y 8 0. Viết phương trình đường thẳng song song với đường thẳng d: 3x+y-=0 và cắt đường tròn theo một dây cung có độ dài bằng 6. Hướng
Năm 2017 Q 1 Q 2 P 2 P P 1
 Dùng phép vị tự quay để giải một số bài toán liên quan đến yếu tố cố định Nguyễn Văn Linh Năm 2017 1 Mở đầu Tư tưởng của phương pháp này khá đơn giản như sau. Trong bài toán chứng minh điểm chuyển động
Dùng phép vị tự quay để giải một số bài toán liên quan đến yếu tố cố định Nguyễn Văn Linh Năm 2017 1 Mở đầu Tư tưởng của phương pháp này khá đơn giản như sau. Trong bài toán chứng minh điểm chuyển động
Batigoal_mathscope.org ñược tính theo công thức
 SỐ PHỨC TRONG CHỨNG MINH HÌNH HỌC PHẲNG Batigoal_mathscope.org Hoangquan9@gmail.com I.MỘT SỐ KHÁI NIỆM CƠ BẢN. Khoảng cách giữa hai ñiểm Giả sử có số phức và biểu diễn hai ñiểm M và M trên mặt phẳng tọa
SỐ PHỨC TRONG CHỨNG MINH HÌNH HỌC PHẲNG Batigoal_mathscope.org Hoangquan9@gmail.com I.MỘT SỐ KHÁI NIỆM CƠ BẢN. Khoảng cách giữa hai ñiểm Giả sử có số phức và biểu diễn hai ñiểm M và M trên mặt phẳng tọa
Бизнес Заказ. Заказ - Размещение. Официально, проба
 - Размещение Εξετάζουμε την αγορά... Официально, проба Είμαστε στην ευχάριστη θέση να δώσουμε την παραγγελία μας στην εταιρεία σας για... Θα θέλαμε να κάνουμε μια παραγγελία. Επισυνάπτεται η παραγγελία
- Размещение Εξετάζουμε την αγορά... Официально, проба Είμαστε στην ευχάριστη θέση να δώσουμε την παραγγελία μας στην εταιρεία σας για... Θα θέλαμε να κάνουμε μια παραγγελία. Επισυνάπτεται η παραγγελία
1. Ma trận A = Ký hiệu tắt A = [a ij ] m n hoặc A = (a ij ) m n
![1. Ma trận A = Ký hiệu tắt A = [a ij ] m n hoặc A = (a ij ) m n](/thumbs/87/96030466.jpg "1. Ma trận A = Ký hiệu tắt A = [a ij ] m n hoặc A = (a ij ) m n") Cơ sở Toán 1 Chương 2: Ma trận - Định thức GV: Phạm Việt Nga Bộ môn Toán, Khoa CNTT, Học viện Nông nghiệp Việt Nam Bộ môn Toán () Cơ sở Toán 1 - Chương 2 VNUA 1 / 22 Mục lục 1 Ma trận 2 Định thức 3 Ma
Cơ sở Toán 1 Chương 2: Ma trận - Định thức GV: Phạm Việt Nga Bộ môn Toán, Khoa CNTT, Học viện Nông nghiệp Việt Nam Bộ môn Toán () Cơ sở Toán 1 - Chương 2 VNUA 1 / 22 Mục lục 1 Ma trận 2 Định thức 3 Ma
MỤC LỤC 1: CÁC KHÁI NIỆM CƠ BẢN & HỆ TIÊN ĐỀ TĨNH HỌC... 3 I. CÁC KHÁI NIỆM CƠ BẢN II. HÖ
 MỤC LỤC Chương 1: CÁC KHÁI NIỆM CƠ BẢN & HỆ TIÊN ĐỀ TĨNH HỌC... 3 I. CÁC KHÁI NIỆM CƠ BẢN... 3 1. Vật rắn tuyệt đối... 3 2. Lực và các định nghĩa về lực... 3 II. HÖ tiªn Ò cña tünh häc... 6 1. Tiªn Ò 1:
MỤC LỤC Chương 1: CÁC KHÁI NIỆM CƠ BẢN & HỆ TIÊN ĐỀ TĨNH HỌC... 3 I. CÁC KHÁI NIỆM CƠ BẢN... 3 1. Vật rắn tuyệt đối... 3 2. Lực và các định nghĩa về lực... 3 II. HÖ tiªn Ò cña tünh häc... 6 1. Tiªn Ò 1:
Chương 1: VECTOR KHÔNG GIAN VÀ BỘ NGHỊCH LƯU BA PHA
 I. Vcto không gian Chương : VECTOR KHÔNG GIAN VÀ BỘ NGHỊCH LƯ BA PHA I.. Biể diễn vcto không gian cho các đại lượng ba pha Động cơ không đồng bộ (ĐCKĐB) ba pha có ba (hay bội ố của ba) cộn dây tato bố
I. Vcto không gian Chương : VECTOR KHÔNG GIAN VÀ BỘ NGHỊCH LƯ BA PHA I.. Biể diễn vcto không gian cho các đại lượng ba pha Động cơ không đồng bộ (ĐCKĐB) ba pha có ba (hay bội ố của ba) cộn dây tato bố
Năm 2014 B 1 A 1 C C 1. Ta có A 1, B 1, C 1 thẳng hàng khi và chỉ khi BA 1 C 1 = B 1 A 1 C.
 Đường thẳng Simson- Đường thẳng Steiner của tam giác Nguyễn Văn Linh Năm 2014 1 Đường thẳng Simson Đường thẳng Simson lần đầu tiên được đặt tên bởi oncelet, tuy nhiên một số nhà hình học cho rằng nó không
Đường thẳng Simson- Đường thẳng Steiner của tam giác Nguyễn Văn Linh Năm 2014 1 Đường thẳng Simson Đường thẳng Simson lần đầu tiên được đặt tên bởi oncelet, tuy nhiên một số nhà hình học cho rằng nó không
CÁC ĐỊNH LÝ CƠ BẢN CỦA HÌNH HỌC PHẲNG
 CÁC ĐỊNH LÝ CƠ BẢN CỦA HÌNH HỌC PHẲNG Nguyễn Tăng Vũ 1. Đường thẳng Euler. Bài toán 1. Trong một tam giác thì trọng tâm, trực tâm và tâm đường tròn ngoại tiếp cùng nằm trên một đường thẳng. (Đường thẳng
CÁC ĐỊNH LÝ CƠ BẢN CỦA HÌNH HỌC PHẲNG Nguyễn Tăng Vũ 1. Đường thẳng Euler. Bài toán 1. Trong một tam giác thì trọng tâm, trực tâm và tâm đường tròn ngoại tiếp cùng nằm trên một đường thẳng. (Đường thẳng
Tuyển chọn Đề và đáp án : Luyện thi thử Đại Học của các trường trong nước năm 2012.
 wwwliscpgetl Tuyển chọn Đề và đáp án : Luyện thi thử Đại ọc củ các trường trong nước năm ôn: ÌN Ọ KÔNG GN (lisc cắt và dán) ÌN ÓP ài ho hình chóp có đáy là hình vuông cạnh, tm giác đều, tm giác vuông cân
wwwliscpgetl Tuyển chọn Đề và đáp án : Luyện thi thử Đại ọc củ các trường trong nước năm ôn: ÌN Ọ KÔNG GN (lisc cắt và dán) ÌN ÓP ài ho hình chóp có đáy là hình vuông cạnh, tm giác đều, tm giác vuông cân
Εντολές σχεδίασης. Line. Xline
 Εντολές σχεδίασης Η εντολές σχεδίασης µπορούν να ενεργοποιηθούν µε τρεις τρόπους: 1. από το µενού στην επιλογή DRAW 2. από τα κουµπιά στη αριστερή κάθετη µπάρα 3. γράφοντας το όνοµα της εντολής στην γραµµή
Εντολές σχεδίασης Η εντολές σχεδίασης µπορούν να ενεργοποιηθούν µε τρεις τρόπους: 1. από το µενού στην επιλογή DRAW 2. από τα κουµπιά στη αριστερή κάθετη µπάρα 3. γράφοντας το όνοµα της εντολής στην γραµµή
FV(n,r) PV = (1+r) n/365
 PV = (1+r) n/365") HỆ THỐNG CÁC CÔNG THỨC PHỤC VỤ ÔN TẬP HỌC PHẦN PHÂN TÍCH ---------o0o---------. Giá rị hời gia của iề Tíh FV FV của $ Tíh lãi heo hág Tíh lãi heo gày Tíh PV PV FV(,r) (+r) /365 2. Mức sih lời và rủi ro
HỆ THỐNG CÁC CÔNG THỨC PHỤC VỤ ÔN TẬP HỌC PHẦN PHÂN TÍCH ---------o0o---------. Giá rị hời gia của iề Tíh FV FV của $ Tíh lãi heo hág Tíh lãi heo gày Tíh PV PV FV(,r) (+r) /365 2. Mức sih lời và rủi ro
Trao đổi trực tuyến tại:
 Trao đổi trực tuyến tại: www.mientayvn.com/chat_box_toan.html DongPhD Problems Book Series Tuyển tập Đề thi Cao học môn Toán (1998 2008) Cuốn sách bao gồm các đề thi tuyển sinh sau đại học của các trường
Trao đổi trực tuyến tại: www.mientayvn.com/chat_box_toan.html DongPhD Problems Book Series Tuyển tập Đề thi Cao học môn Toán (1998 2008) Cuốn sách bao gồm các đề thi tuyển sinh sau đại học của các trường
I 2 Z I 1 Y O 2 I A O 1 T Q Z N
 ài toán 6 trong kì thi chọn đội tuyển quốc gia Iran năm 2013 Nguyễn Văn Linh Sinh viên K50 TNH ĐH Ngoại Thương 1 Giới thiệu Trong ngày thi thứ 2 của kì thi chọn đội tuyển quốc gia Iran năm 2013 xuất hiện
ài toán 6 trong kì thi chọn đội tuyển quốc gia Iran năm 2013 Nguyễn Văn Linh Sinh viên K50 TNH ĐH Ngoại Thương 1 Giới thiệu Trong ngày thi thứ 2 của kì thi chọn đội tuyển quốc gia Iran năm 2013 xuất hiện
L P I J C B D. Do GI 2 = GJ.GH nên GIH = IJG = IKJ = 90 GJB = 90 GLH. Mà GIH + GIQ = 90 nên QIG = ILG = IQG, suy ra GI = GQ hay Q (BIC).
.") ài tập ôn đội tuyển I năm 015 Nguyễn Văn inh Số 7 ài 1. (ym). ho tam giác nội tiếp đường tròn (), ngoại tiếp đường tròn (I). G là điểm chính giữa cung không chứa. là tiếp điểm của (I) với. J là điểm nằm
ài tập ôn đội tuyển I năm 015 Nguyễn Văn inh Số 7 ài 1. (ym). ho tam giác nội tiếp đường tròn (), ngoại tiếp đường tròn (I). G là điểm chính giữa cung không chứa. là tiếp điểm của (I) với. J là điểm nằm
Po phát ra tia và biến đổi thành
 Thầy Nguyễn Văn Dân Long An 09505 PHẢN ỨNG HẠT NHÂN ------------ Chủ đề 4. ĐỘNG NĂNG CÁC HẠT (5 câu đủ dạng) (Thầy Nguyễn Văn Dân biên soạn) ============ Phần 1: Phóng xạ 10 0 Câu 1. Chất phóng xạ 84 Po
Thầy Nguyễn Văn Dân Long An 09505 PHẢN ỨNG HẠT NHÂN ------------ Chủ đề 4. ĐỘNG NĂNG CÁC HẠT (5 câu đủ dạng) (Thầy Nguyễn Văn Dân biên soạn) ============ Phần 1: Phóng xạ 10 0 Câu 1. Chất phóng xạ 84 Po
THỂ TÍCH KHỐI CHÓP (Phần 04) Giáo viên: LÊ BÁ TRẦN PHƯƠNG
 Giáo viên: LÊ BÁ TRẦN PHƯƠNG") Khó học LTðH KT-: ôn Tán (Thầy Lê á Trần Phương) THỂ TÍH KHỐ HÓP (Phần 4) ðáp Á À TẬP TỰ LUYỆ Giá viên: LÊ Á TRẦ PHƯƠG ác ài tập trng tài liệu này ñược iên sạn kèm the ài giảng Thể tich khối chóp (Phần
Khó học LTðH KT-: ôn Tán (Thầy Lê á Trần Phương) THỂ TÍH KHỐ HÓP (Phần 4) ðáp Á À TẬP TỰ LUYỆ Giá viên: LÊ Á TRẦ PHƯƠG ác ài tập trng tài liệu này ñược iên sạn kèm the ài giảng Thể tich khối chóp (Phần
Môn: Toán Năm học Thời gian làm bài: 90 phút; 50 câu trắc nghiệm khách quan Mã đề thi 116. (Thí sinh không được sử dụng tài liệu)
") SỞ GIÁO DỤC VÀ ĐÀO TẠO HÀ NỘI ĐỀ KIỂM TRA HỌC KÌ I LỚP TRƯỜNG THPT TRUNG GIÃ Môn: Toán Năm học 0-0 Thời gian làm bài: 90 phút; 50 câu trắc nghiệm khách quan Mã đề thi (Thí sinh không được sử dụng tài liệu)
SỞ GIÁO DỤC VÀ ĐÀO TẠO HÀ NỘI ĐỀ KIỂM TRA HỌC KÌ I LỚP TRƯỜNG THPT TRUNG GIÃ Môn: Toán Năm học 0-0 Thời gian làm bài: 90 phút; 50 câu trắc nghiệm khách quan Mã đề thi (Thí sinh không được sử dụng tài liệu)
AD AB và M là một điểm trên cạnh DD ' sao cho DM = a 1 +.
 SỞ GD - ĐT THANH HOÁ KỲ THI HỌC SINH GIỎI PTTH NĂM HỌC 000-00 ĐỀ CHO BẢNG A VÀ BẢNG B Bài : 4 4 Cho phươg trìh: si + ( si ) = m. Giải phươg trìh với m = 8. Với hữg giá trị ào của m thì phươg trìh đã cho
SỞ GD - ĐT THANH HOÁ KỲ THI HỌC SINH GIỎI PTTH NĂM HỌC 000-00 ĐỀ CHO BẢNG A VÀ BẢNG B Bài : 4 4 Cho phươg trìh: si + ( si ) = m. Giải phươg trìh với m = 8. Với hữg giá trị ào của m thì phươg trìh đã cho
* Môn thi: VẬT LÝ (Bảng A) * Ngày thi: 27/01/2013 * Thời gian làm bài: 180 phút (Không kể thời gian giao đề) ĐỀ:
 * Ngày thi: 27/01/2013 * Thời gian làm bài: 180 phút (Không kể thời gian giao đề) ĐỀ:") Họ và tên thí sinh:. Chữ kí giám thị Số báo danh:..... SỞ GIÁO DỤC VÀ ĐÀO TẠO BẠC LIÊU KỲ THI CHỌN HSG LỚP 0 CẤP TỈNH NĂM HỌC 0-03 ĐỀ THI CHÍNH THỨC (Gồm 0 trang) * Môn thi: VẬT LÝ (Bảng A) * Ngày thi:
Họ và tên thí sinh:. Chữ kí giám thị Số báo danh:..... SỞ GIÁO DỤC VÀ ĐÀO TẠO BẠC LIÊU KỲ THI CHỌN HSG LỚP 0 CẤP TỈNH NĂM HỌC 0-03 ĐỀ THI CHÍNH THỨC (Gồm 0 trang) * Môn thi: VẬT LÝ (Bảng A) * Ngày thi:
N NH KINH T V MÔ, DUY TRÌ TI M N NG T NG TR NG. C p nh t Báo cáo Quan h i tác
 N NH KINH T V MÔ, DUY TRÌ TI M N NG T NG TR NG C p nh t Báo cáo Quan h i tác Báo cáo không chính th c H i ngh gi a k Nhóm t v n các nhà tài tr cho Vi t Nam Buôn Ma Thu t, k L k, 8-9/6/2009 1 L I C M N
N NH KINH T V MÔ, DUY TRÌ TI M N NG T NG TR NG C p nh t Báo cáo Quan h i tác Báo cáo không chính th c H i ngh gi a k Nhóm t v n các nhà tài tr cho Vi t Nam Buôn Ma Thu t, k L k, 8-9/6/2009 1 L I C M N
27/ h n h i ni n : A. h i a à nh n h n i n như à h n nhưn ượ n hợ B. h i a à nh n h n à s h n n n C. h i a à nh n h hi n n i nư h n à s h n n n D.
 27/ h n h i ni n : A. h i a à nh n h n i n như à h n nhưn ượ n hợ B. h i a à nh n h n à s h n n n C. h i a à nh n h hi n n i nư h n à s h n n n D. h i a à nh n h hi n n i nư h n à s h n n n à h n a h a
27/ h n h i ni n : A. h i a à nh n h n i n như à h n nhưn ượ n hợ B. h i a à nh n h n à s h n n n C. h i a à nh n h hi n n i nư h n à s h n n n D. h i a à nh n h hi n n i nư h n à s h n n n à h n a h a
Tính: AB = 5 ( AOB tại O) * S tp = S xq + S đáy = 2 π a 2 + πa 2 = 23 π a 2. b) V = 3 π = 1.OA. (vì SO là đường cao của SAB đều cạnh 2a)
 * S tp = S xq + S đáy = 2 π a 2 + πa 2 = 23 π a 2. b) V = 3 π = 1.OA. (vì SO là đường cao của SAB đều cạnh 2a)") Mặt nón. Mặt trụ. Mặt cầu ài : Trong không gin cho tm giác vuông tại có 4,. Khi quy tm giác vuông qunh cạnh góc vuông thì đường gấp khúc tạo thành một hình nón tròn xoy. b)tính thể tích củ khối nón 4 )
Mặt nón. Mặt trụ. Mặt cầu ài : Trong không gin cho tm giác vuông tại có 4,. Khi quy tm giác vuông qunh cạnh góc vuông thì đường gấp khúc tạo thành một hình nón tròn xoy. b)tính thể tích củ khối nón 4 )
KỸ THUẬT ĐIỆN CHƯƠNG IV
 KỸ THẬT ĐỆN HƯƠNG V MẠH ĐỆN PH HƯƠNG V : MẠH ĐỆN PH. Khái niệm chung Điện năng sử ụng trong công nghiệ ưới ạng òng điện sin ba ha vì những lý o sau: - Động cơ điện ba ha có cấu tạo đơn giản và đặc tính
KỸ THẬT ĐỆN HƯƠNG V MẠH ĐỆN PH HƯƠNG V : MẠH ĐỆN PH. Khái niệm chung Điện năng sử ụng trong công nghiệ ưới ạng òng điện sin ba ha vì những lý o sau: - Động cơ điện ba ha có cấu tạo đơn giản và đặc tính
O C I O. I a. I b P P. 2 Chứng minh
 ài toán rotassov và ứng dụng Nguyễn Văn Linh Năm 2017 1 Giới thiệu ài toán rotassov được phát biểu như sau. ho tam giác với là tâm đường tròn nội tiếp. Một đường tròn () bất kì đi qua và. ựng một đường
ài toán rotassov và ứng dụng Nguyễn Văn Linh Năm 2017 1 Giới thiệu ài toán rotassov được phát biểu như sau. ho tam giác với là tâm đường tròn nội tiếp. Một đường tròn () bất kì đi qua và. ựng một đường
Tôi có thể tìm mẫu đơn đăng kí ở đâu? Tôi có thể tìm mẫu đơn đăng kí ở đâu? Για να ρωτήσετε που μπορείτε να βρείτε μια φόρμα
 - Γενικά Tôi có thể tìm mẫu đơn đăng kí ở đâu? Tôi có thể tìm mẫu đơn đăng kí ở đâu? Για να ρωτήσετε που μπορείτε να βρείτε μια φόρμα Khi nào [tài liệu] của bạn được ban hành? Για να ρωτήσετε πότε έχει
- Γενικά Tôi có thể tìm mẫu đơn đăng kí ở đâu? Tôi có thể tìm mẫu đơn đăng kí ở đâu? Για να ρωτήσετε που μπορείτε να βρείτε μια φόρμα Khi nào [tài liệu] của bạn được ban hành? Για να ρωτήσετε πότε έχει
HOC360.NET - TÀI LIỆU HỌC TẬP MIỄN PHÍ. đến va chạm với vật M. Gọi vv, là vận tốc của m và M ngay. đến va chạm vào nó.
 HOC36.NET - TÀI LIỆU HỌC TẬP IỄN PHÍ CHỦ ĐỀ 3. CON LẮC ĐƠN BÀI TOÁN LIÊN QUAN ĐẾN VA CHẠ CON LẮC ĐƠN Phương pháp giải Vật m chuyển động vận tốc v đến va chạm với vật. Gọi vv, là vận tốc của m và ngay sau
HOC36.NET - TÀI LIỆU HỌC TẬP IỄN PHÍ CHỦ ĐỀ 3. CON LẮC ĐƠN BÀI TOÁN LIÊN QUAN ĐẾN VA CHẠ CON LẮC ĐƠN Phương pháp giải Vật m chuyển động vận tốc v đến va chạm với vật. Gọi vv, là vận tốc của m và ngay sau
Chứng minh. Cách 1. EO EB = EA. hay OC = AE
 ài tập ôn luyện đội tuyển I năm 2016 guyễn Văn inh ài 1. (Iran S 2007). ho tam giác. ột điểm nằm trong tam giác thỏa mãn = +. Gọi, Z lần lượt là điểm chính giữa các cung và của đường tròn ngoại tiếp các
ài tập ôn luyện đội tuyển I năm 2016 guyễn Văn inh ài 1. (Iran S 2007). ho tam giác. ột điểm nằm trong tam giác thỏa mãn = +. Gọi, Z lần lượt là điểm chính giữa các cung và của đường tròn ngoại tiếp các
& KHU T TR H I NINH. H i Quân Cán Chính H i Ninh phát hành
 NG I NÙNG & KHU T TR H I NINH VI T NAM H i Quân Cán Chính H i Ninh phát hành In t i nhà in T & L Printing, Inc. 17331 Newhope St. Fountain Valley CA 92708 M i sao chép, trích d ch ph i có s ch p-thu n
NG I NÙNG & KHU T TR H I NINH VI T NAM H i Quân Cán Chính H i Ninh phát hành In t i nhà in T & L Printing, Inc. 17331 Newhope St. Fountain Valley CA 92708 M i sao chép, trích d ch ph i có s ch p-thu n
Tran Mau Quy
 Tran Mau Quy http://quyndc.blogspot.com Ò chýnh thøc x sin x 4x 0;4 0;4 t sin x cos x 0 sin x 5(sin x cos x) 16 19 n n 16 19 n Tran Mau Quy http://quyndc.blogspot.com 4 V x Tran Mau Quy http://quyndc.blogspot.com
Tran Mau Quy http://quyndc.blogspot.com Ò chýnh thøc x sin x 4x 0;4 0;4 t sin x cos x 0 sin x 5(sin x cos x) 16 19 n n 16 19 n Tran Mau Quy http://quyndc.blogspot.com 4 V x Tran Mau Quy http://quyndc.blogspot.com
VÀ CÔNG TY TÀI CHÍNH QU C T
 Tài li u c a Ngân hàng Th gi i CH S D NG CHO M C ÍCH CHÍNH TH C Báo cáo s : 51659-VN HI P H I PHÁT TRI N QU C T VÀ NGÂN HÀNG QU C T V TÁI THI T VÀ PHÁT TRI N VÀ CÔNG TY TÀI CHÍNH QU C T VÀ C QUAN B O LÃNH
Tài li u c a Ngân hàng Th gi i CH S D NG CHO M C ÍCH CHÍNH TH C Báo cáo s : 51659-VN HI P H I PHÁT TRI N QU C T VÀ NGÂN HÀNG QU C T V TÁI THI T VÀ PHÁT TRI N VÀ CÔNG TY TÀI CHÍNH QU C T VÀ C QUAN B O LÃNH
Εκπαιδευτικά & Εξεταστικά Κέντρα FACEtoFACE Αθήνας: Κάνιγγος 13, Πλατεία Κάνιγγος
 Στην Τάξη Εκπαιδευτικά & Εξεταστικά Κέντρα FACEtoFACE Αθήνας: Κάνιγγος 13, Πλατεία Κάνιγγος 210 3803806 FACEtoFACE Αβέρωφ 48, (Πλατεία Καλογήρων Μετρό Δάφνης) 210 9761101 FACEtoFACE Δήμητρος 3 (Πεζόδρομο)
Στην Τάξη Εκπαιδευτικά & Εξεταστικά Κέντρα FACEtoFACE Αθήνας: Κάνιγγος 13, Πλατεία Κάνιγγος 210 3803806 FACEtoFACE Αβέρωφ 48, (Πλατεία Καλογήρων Μετρό Δάφνης) 210 9761101 FACEtoFACE Δήμητρος 3 (Πεζόδρομο)
Năm Pascal xem tại [2]. A B C A B C. 2 Chứng minh. chứng minh sau. Cách 1 (Jan van Yzeren).
![Năm Pascal xem tại [2]. A B C A B C. 2 Chứng minh. chứng minh sau. Cách 1 (Jan van Yzeren).](/thumbs/72/66881855.jpg "Năm Pascal xem tại [2]. A B C A B C. 2 Chứng minh. chứng minh sau. Cách 1 (Jan van Yzeren).") Định lý Pascal guyễn Văn Linh ăm 2014 1 Giới thiệu. ăm 16 tuổi, Pascal công bố một công trình toán học : Về thiết diện của đường cônic, trong đó ông đã chứng minh một định lí nổi tiếng và gọi là Định lí
Định lý Pascal guyễn Văn Linh ăm 2014 1 Giới thiệu. ăm 16 tuổi, Pascal công bố một công trình toán học : Về thiết diện của đường cônic, trong đó ông đã chứng minh một định lí nổi tiếng và gọi là Định lí
MALE = 1 nếu là nam, MALE = 0 nếu là nữ. 1) Nêu ý nghĩa của các hệ số hồi quy trong hàm hồi quy mẫu trên?
 Nêu ý nghĩa của các hệ số hồi quy trong hàm hồi quy mẫu trên?") Chương 4: HỒI QUY VỚI BIẾN GIẢ VÀ ỨNG DỤNG 1. Nghiên cứu về tuổi thọ (Y: ngày) của hai loại bóng đèn (loại A, loại B). Đặt Z = 0 nếu đó là bóng đèn loại A, Z = 1 nếu đó là bóng đèn loại B. Kết quả hồi
Chương 4: HỒI QUY VỚI BIẾN GIẢ VÀ ỨNG DỤNG 1. Nghiên cứu về tuổi thọ (Y: ngày) của hai loại bóng đèn (loại A, loại B). Đặt Z = 0 nếu đó là bóng đèn loại A, Z = 1 nếu đó là bóng đèn loại B. Kết quả hồi
Nội dung. 1. Một số khái niệm. 2. Dung dịch chất điện ly. 3. Cân bằng trong dung dịch chất điện ly khó tan
 CHƯƠNG 5: DUNG DỊCH 1 Nội dung 1. Một số khái niệm 2. Dung dịch chất điện ly 3. Cân bằng trong dung dịch chất điện ly khó tan 2 Dung dịch Là hệ đồng thể gồm 2 hay nhiều chất (chất tan & dung môi) mà thành
CHƯƠNG 5: DUNG DỊCH 1 Nội dung 1. Một số khái niệm 2. Dung dịch chất điện ly 3. Cân bằng trong dung dịch chất điện ly khó tan 2 Dung dịch Là hệ đồng thể gồm 2 hay nhiều chất (chất tan & dung môi) mà thành
ĐỀ PEN-CUP SỐ 01. Môn: Vật Lí. Câu 1. Một chất điểm có khối lượng m, dao động điều hòa với biên độ A và tần số góc. Cơ năng dao động của chất điểm là.
 Hocmai.n Học chủ động - Sống tích cực ĐỀ PEN-CUP SỐ 0 Môn: Vật Lí Câu. Một chất điểm có khối lượng m, dao động điều hòa ới biên độ A à tần số góc. Cơ năng dao động của chất điểm là. A. m A 4 B. m A C.
Hocmai.n Học chủ động - Sống tích cực ĐỀ PEN-CUP SỐ 0 Môn: Vật Lí Câu. Một chất điểm có khối lượng m, dao động điều hòa ới biên độ A à tần số góc. Cơ năng dao động của chất điểm là. A. m A 4 B. m A C.
PHƯƠNG TRÌNH HÀM. yđều tồn tại a thuộc A sao cho x<a<y. Chú ý: Tập trù mật trong m n trù mật trong 2 n 3. Cận trên cận dưới
 PhÇ thø hêt : C c Chuyª Ò PHƯƠNG TRÌNH HÀM Nguyễ Hoàg Ngải Tổ trưởg tổ Toá THPT Chuyê Thái Bìh Một trog hữg chuyê đề rất qua trọg trog việc bồi dưỡg học sih giỏi dự thi học sih giỏi toá quốc gia, hu vực
PhÇ thø hêt : C c Chuyª Ò PHƯƠNG TRÌNH HÀM Nguyễ Hoàg Ngải Tổ trưởg tổ Toá THPT Chuyê Thái Bìh Một trog hữg chuyê đề rất qua trọg trog việc bồi dưỡg học sih giỏi dự thi học sih giỏi toá quốc gia, hu vực
ĐỀ SỐ 1. ĐỀ SỐ 2 Bài 1 : (3 điểm) Thu gọn các biểu thức sau : Trần Thanh Phong ĐỀ THI HỌC KÌ 1 MÔN TOÁN LỚP O a a 2a
 Thu gọn các biểu thức sau : Trần Thanh Phong ĐỀ THI HỌC KÌ 1 MÔN TOÁN LỚP O a a 2a") Trần Thanh Phong 0908 456 ĐỀ THI HỌC KÌ MÔN TOÁN LỚP 9 ----0O0----- Bài :Thưc hiên phép tính (,5 đ) a) 75 08 b) 8 4 5 6 ĐỀ SỐ 5 c) 5 Bài : (,5 đ) a a a A = a a a : (a > 0 và a ) a a a a a) Rút gọn A b)
Trần Thanh Phong 0908 456 ĐỀ THI HỌC KÌ MÔN TOÁN LỚP 9 ----0O0----- Bài :Thưc hiên phép tính (,5 đ) a) 75 08 b) 8 4 5 6 ĐỀ SỐ 5 c) 5 Bài : (,5 đ) a a a A = a a a : (a > 0 và a ) a a a a a) Rút gọn A b)
Bài Tập Môn: NGÔN NGỮ LẬP TRÌNH
 Câu 1: Bài Tập Môn: NGÔN NGỮ LẬP TRÌNH Cho văn phạm dưới đây định nghĩa cú pháp của các biểu thức luận lý bao gồm các biến luận lý a,b,, z, các phép toán luận lý not, and, và các dấu mở và đóng ngoặc tròn
Câu 1: Bài Tập Môn: NGÔN NGỮ LẬP TRÌNH Cho văn phạm dưới đây định nghĩa cú pháp của các biểu thức luận lý bao gồm các biến luận lý a,b,, z, các phép toán luận lý not, and, và các dấu mở và đóng ngoặc tròn
LẤY MẪU VÀ KHÔI PHỤC TÍN HIỆU
 LẤY MẪU VÀ KHÔI PHỤC TÍN HIỆU Nội dung: 2.1 Lấy mẫu tín hiệu 2.2 Bộ tiền lọc 2.3 Lượng tử hóa 2.4 Khôi phục tín hiệu tương tự 2.5 Các bộ biến đổi ADC và DAC Bài tập 1 2.1 Lấy mẫu tín hiệu: Quá trình biến
LẤY MẪU VÀ KHÔI PHỤC TÍN HIỆU Nội dung: 2.1 Lấy mẫu tín hiệu 2.2 Bộ tiền lọc 2.3 Lượng tử hóa 2.4 Khôi phục tín hiệu tương tự 2.5 Các bộ biến đổi ADC và DAC Bài tập 1 2.1 Lấy mẫu tín hiệu: Quá trình biến
ΜΑΘΗΜΑ Άνοιγμα Της Εφαρμογής Επεξεργασίας Κειμένου. 2. Κύρια Οθόνη Της Εφαρμογής Κειμένου ΣΤΟΧΟΙ:
 ΜΑΘΗΜΑ 1 ΣΤΟΧΟΙ: 1. Άνοιγμα Της Εφαρμογής Επεξεργασίας Κειμένου (Microsoft Word) 2. Κύρια Οθόνη Της Εφαρμογής Κειμένου 3. Δημιουργία Νέου Εγγράφου 4. Δημιουργία Εγγράφου Βασισμένο Σε Πρότυπο 5. Κλείσιμο
ΜΑΘΗΜΑ 1 ΣΤΟΧΟΙ: 1. Άνοιγμα Της Εφαρμογής Επεξεργασίας Κειμένου (Microsoft Word) 2. Κύρια Οθόνη Της Εφαρμογής Κειμένου 3. Δημιουργία Νέου Εγγράφου 4. Δημιουργία Εγγράφου Βασισμένο Σε Πρότυπο 5. Κλείσιμο
ΑΛΛΗΛΕΠΙΔΡΑΣΗ ΑΝΘΡΩΠΟΥ - ΥΠΟΛΟΓΙΣΤΗ. Διδάσκων: Κωνσταντίνος Στεφανίδης
 ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΡΗΤΗΣ ΣΧΟΛΗ ΘΕΤΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΤΜΗΜΑ ΕΠΙΣΤΗΜΗΣ ΥΠΟΛΟΓΙΣΤΩΝ ΜΑΘΗΜΑ ΕΠΙΛΟΓΗΣ ΗΥ-464 ΑΛΛΗΛΕΠΙΔΡΑΣΗ ΑΝΘΡΩΠΟΥ - ΥΠΟΛΟΓΙΣΤΗ Διδάσκων: Κωνσταντίνος Στεφανίδης Adobe XD is an all-in-one cross-platform
ΠΑΝΕΠΙΣΤΗΜΙΟ ΚΡΗΤΗΣ ΣΧΟΛΗ ΘΕΤΙΚΩΝ ΕΠΙΣΤΗΜΩΝ ΤΜΗΜΑ ΕΠΙΣΤΗΜΗΣ ΥΠΟΛΟΓΙΣΤΩΝ ΜΑΘΗΜΑ ΕΠΙΛΟΓΗΣ ΗΥ-464 ΑΛΛΗΛΕΠΙΔΡΑΣΗ ΑΝΘΡΩΠΟΥ - ΥΠΟΛΟΓΙΣΤΗ Διδάσκων: Κωνσταντίνος Στεφανίδης Adobe XD is an all-in-one cross-platform
SPEEDO AQUABEAT. Specially Designed for Aquatic Athletes and Active People
 SPEEDO AQUABEAT TM Specially Designed for Aquatic Athletes and Active People 1 2 Decrease Volume Increase Volume Reset EarphonesUSBJack Power Off / Rewind Power On / Fast Forward Goggle clip LED Status
SPEEDO AQUABEAT TM Specially Designed for Aquatic Athletes and Active People 1 2 Decrease Volume Increase Volume Reset EarphonesUSBJack Power Off / Rewind Power On / Fast Forward Goggle clip LED Status
HƯỚNG DẪN GIẢI MỘT SỐ CÂU KHÓ TRONG ĐỀ THI THỬ VẬT LÝ GV: LÊ VĂN LONG
 HƯỚNG DẪN GẢ ỘT SỐ Â KHÓ TONG ĐỀ TH THỬ VẬT Ý 3 GV: Ê VĂN ONG DAO ĐỘNG Ơ âu : ộ vậ dao động điều hoà với biên độ 4 cm, cứ sau mộ khoảng hời gian /4 giây hì động năng lại bằng hế năng Quãng đường lớn nhấ
HƯỚNG DẪN GẢ ỘT SỐ Â KHÓ TONG ĐỀ TH THỬ VẬT Ý 3 GV: Ê VĂN ONG DAO ĐỘNG Ơ âu : ộ vậ dao động điều hoà với biên độ 4 cm, cứ sau mộ khoảng hời gian /4 giây hì động năng lại bằng hế năng Quãng đường lớn nhấ
Μπορούμε να χρησιμοποιήσουμε τις παρακάτω μορφές συντεταγμένων με οποιοδήποτε συνδυασμό θέλουμε.
 2. ΣΥΝΤΕΤΑΓΜΕΝΕΣ Όταν σχεδιάζουμε, πρέπει να προσδιορίζουμε σημεία πάνω σε ένα επίπεδο. Μπορούμε να εντοπίσουμε οποιοδήποτε σημείο στο χώρο, αν ορίσουμε πρώτα ένα απόλυτο, σταθερό σημείο και να μετρήσουμε
2. ΣΥΝΤΕΤΑΓΜΕΝΕΣ Όταν σχεδιάζουμε, πρέπει να προσδιορίζουμε σημεία πάνω σε ένα επίπεδο. Μπορούμε να εντοπίσουμε οποιοδήποτε σημείο στο χώρο, αν ορίσουμε πρώτα ένα απόλυτο, σταθερό σημείο και να μετρήσουμε
BÀI TẬP. 1-5: Dòng phân cực thuận trong chuyển tiếp PN là 1.5mA ở 27oC. Nếu Is = 2.4x10-14A và m = 1, tìm điện áp phân cực thuận.
 BÀI TẬP CHƯƠNG 1: LÝ THUYẾT BÁN DẪN 1-1: Một thanh Si có mật độ electron trong bán dẫn thuần ni = 1.5x10 16 e/m 3. Cho độ linh động của electron và lỗ trống lần lượt là n = 0.14m 2 /vs và p = 0.05m 2 /vs.
BÀI TẬP CHƯƠNG 1: LÝ THUYẾT BÁN DẪN 1-1: Một thanh Si có mật độ electron trong bán dẫn thuần ni = 1.5x10 16 e/m 3. Cho độ linh động của electron và lỗ trống lần lượt là n = 0.14m 2 /vs và p = 0.05m 2 /vs.
ΜΑΘΗΜΑ 10 Ο ΟΡΓΑΝΩΣΗ ΤΗΣ Β ΓΙΑ ΧΡΗΣΤΕΣ (NON-EXPERTS) Α. ΗΜΙΟΥΡΓΙΑ ΠΙΝΑΚΑ ΕΠΙΛΟΓΩΝ 1. TOOLS DATA UTILITIES SWITCHBOARD MANAGER YES
 Α. ΗΜΙΟΥΡΓΙΑ ΠΙΝΑΚΑ ΕΠΙΛΟΓΩΝ 1. TOOLS DATA UTILITIES SWITCHBOARD MANAGER YES") ΜΑΘΗΜΑ 10 Ο ΟΡΓΑΝΩΣΗ ΤΗΣ Β ΓΙΑ ΧΡΗΣΤΕΣ (NON-EXPERTS) Α. ΗΜΙΟΥΡΓΙΑ ΠΙΝΑΚΑ ΕΠΙΛΟΓΩΝ 1. TOOLS DATA UTILITIES SWITCHBOARD MANAGER YES 2. ΠΑΤΗΣΤΕ EDIT ΑΛΛΑΞΤΕ ΤΟ ΟΝΟΜΑ COMPANY CLOSE 3. ΠΑΤΗΣΤΕ NEW (CREATE NEW)
ΜΑΘΗΜΑ 10 Ο ΟΡΓΑΝΩΣΗ ΤΗΣ Β ΓΙΑ ΧΡΗΣΤΕΣ (NON-EXPERTS) Α. ΗΜΙΟΥΡΓΙΑ ΠΙΝΑΚΑ ΕΠΙΛΟΓΩΝ 1. TOOLS DATA UTILITIES SWITCHBOARD MANAGER YES 2. ΠΑΤΗΣΤΕ EDIT ΑΛΛΑΞΤΕ ΤΟ ΟΝΟΜΑ COMPANY CLOSE 3. ΠΑΤΗΣΤΕ NEW (CREATE NEW)
SỞ GIÁO DỤC VÀ ĐÀO TẠO KÌ THI TUYỂN SINH LỚP 10 NĂM HỌC NGÀY THI : 19/06/2009 Thời gian làm bài: 120 phút (không kể thời gian giao đề)
") SỞ GIÁO DỤC VÀ ĐÀO TẠO KÌ TI TUYỂN SIN LỚP NĂM ỌC 9- KÁN OÀ MÔN : TOÁN NGÀY TI : 9/6/9 ĐỀ CÍN TỨC Thời gian làm bài: phút (không kể thời gian giao đề) ài ( điểm) (Không dùng máy tính cầm tay) a Cho biết
SỞ GIÁO DỤC VÀ ĐÀO TẠO KÌ TI TUYỂN SIN LỚP NĂM ỌC 9- KÁN OÀ MÔN : TOÁN NGÀY TI : 9/6/9 ĐỀ CÍN TỨC Thời gian làm bài: phút (không kể thời gian giao đề) ài ( điểm) (Không dùng máy tính cầm tay) a Cho biết
Αφού ολοκληρωθεί η εγκατάσταση, ανοίξτε το πρόγραμμα επιλέξτε το Enter a License.
 Πώς εγκαθιστούμε το Rhino (download). Το πρόγραμμα προσφέρεται δωρεάν (δοκιμαστική) χρήση για 90 ημέρες. Πηγαίνετε στην ηλεκτρονική διεύθυνση: https://www.rhino3d.com/download Επιλέξτε το Rhino 5 for Windows
Πώς εγκαθιστούμε το Rhino (download). Το πρόγραμμα προσφέρεται δωρεάν (δοκιμαστική) χρήση για 90 ημέρες. Πηγαίνετε στην ηλεκτρονική διεύθυνση: https://www.rhino3d.com/download Επιλέξτε το Rhino 5 for Windows
Εγχειρίδιο 3D σχεδιασμού στο SOLID WORKS
 Εγχειρίδιο 3D σχεδιασμού στο SOLID WORKS Παρακάτω παρουσιάζεται ένα λεξικό βασικών όρων και στην συνέχεια ενδεικτικά η σειρά εκτέλεσης των εντολών του ηλεκτρονικού σχεδίου όπως παραδόθηκαν στην αίθουσα.
Εγχειρίδιο 3D σχεδιασμού στο SOLID WORKS Παρακάτω παρουσιάζεται ένα λεξικό βασικών όρων και στην συνέχεια ενδεικτικά η σειρά εκτέλεσης των εντολών του ηλεκτρονικού σχεδίου όπως παραδόθηκαν στην αίθουσα.
Tứ giác BLHN là nội tiếp. Từ đó suy ra AL.AH = AB. AN = AW.AZ. Như thế LHZW nội tiếp. Suy ra HZW = HLM = 1v. Vì vậy điểm H cũng nằm trên
 MỘT SỐ ÀI TOÁN THẲNG HÀNG ài toán 1. (Imo Shortlist 2013 - G1) ho là một tm giác nhọn với trực tâm H, và W là một điểm trên cạnh. Gọi M và N là chân đường co hạ từ và tương ứng. Gọi (ω 1 ) là đường tròn
MỘT SỐ ÀI TOÁN THẲNG HÀNG ài toán 1. (Imo Shortlist 2013 - G1) ho là một tm giác nhọn với trực tâm H, và W là một điểm trên cạnh. Gọi M và N là chân đường co hạ từ và tương ứng. Gọi (ω 1 ) là đường tròn
 Απέδειξε τις Γνώσεις και τις Ικανότητές σου Πιστοποίηση SOLIDWORKS Το Πιστοποιητικό το οποίο αποκτάτε από τον Εκπαιδευτικό και Εξεταστικό μας όμιλο, αποδεικνύει στον εργοδότη σας, ότι έχετε τα κατάλληλα
Απέδειξε τις Γνώσεις και τις Ικανότητές σου Πιστοποίηση SOLIDWORKS Το Πιστοποιητικό το οποίο αποκτάτε από τον Εκπαιδευτικό και Εξεταστικό μας όμιλο, αποδεικνύει στον εργοδότη σας, ότι έχετε τα κατάλληλα
Đường tròn : cung dây tiếp tuyến (V1) Đường tròn cung dây tiếp tuyến. Giải.
 Đường tròn cung dây tiếp tuyến. Giải.") Đường tròn cung dây tiếp tuyến BÀI 1 : Cho tam giác ABC. Đường tròn có đường kính BC cắt cạnh AB, AC lần lượt tại E, D. BD và CE cắt nhau tại H. chứng minh : 1. AH vuông góc BC (tại F thuộc BC). 2. FA.FH
Đường tròn cung dây tiếp tuyến BÀI 1 : Cho tam giác ABC. Đường tròn có đường kính BC cắt cạnh AB, AC lần lượt tại E, D. BD và CE cắt nhau tại H. chứng minh : 1. AH vuông góc BC (tại F thuộc BC). 2. FA.FH
CƠ HỌC LÝ THUYẾT: TĨNH HỌC
 2003 The McGraw-Hill Companies, Inc. ll rights reserved. The First E CHƯƠNG: 01 CƠ HỌC LÝ THUYẾT: TĨNH HỌC ThS Nguyễn Phú Hoàng CÁC KHÁI NIỆM CƠ BẢN HỆ TIÊN ĐỀ TĨNH HỌC Khoa KT Xây dựng Trường CĐCN Đại
2003 The McGraw-Hill Companies, Inc. ll rights reserved. The First E CHƯƠNG: 01 CƠ HỌC LÝ THUYẾT: TĨNH HỌC ThS Nguyễn Phú Hoàng CÁC KHÁI NIỆM CƠ BẢN HỆ TIÊN ĐỀ TĨNH HỌC Khoa KT Xây dựng Trường CĐCN Đại
Chương 2: Mô hình hồi quy đơn
 Chương : Mô hình hồ quy đơn I. Bản chất của phân tích hồ quy: 1. Khá nệm: Phân tích hồ quy là nghên cứu sự phụ thuộc của một bến (bến phụ thuộc) vào một hay nhều bến khác (các bến gả thích) để ước lượng
Chương : Mô hình hồ quy đơn I. Bản chất của phân tích hồ quy: 1. Khá nệm: Phân tích hồ quy là nghên cứu sự phụ thuộc của một bến (bến phụ thuộc) vào một hay nhều bến khác (các bến gả thích) để ước lượng
Chương 12: Chu trình máy lạnh và bơm nhiệt
 /009 Chương : Chu trình máy lạnh và bơm nhiệt. Khái niệm chung. Chu trình lạnh dùng không khí. Chu trình lạnh dùng hơi. /009. Khái niệm chung Máy lạnh/bơmnhiệt: chuyển CÔNG thành NHIỆT NĂNG Nguồn nóng
/009 Chương : Chu trình máy lạnh và bơm nhiệt. Khái niệm chung. Chu trình lạnh dùng không khí. Chu trình lạnh dùng hơi. /009. Khái niệm chung Máy lạnh/bơmnhiệt: chuyển CÔNG thành NHIỆT NĂNG Nguồn nóng
Κεφάλαιο 3 Βασική Σχεδίαση και Επεξεργασία
 Περιεχόμενα Πρόλογος... 7 Εισαγωγή... 9 Κεφάλαιο 1: Στοιχεία Λειτουργίας του Υπολογιστή και του προγράμματος AutoCAD... 11 Κεφάλαιο 2: Στοιχεία Λειτουργικού Συστήματος... 15 Κεφάλαιο 3: Βασική Σχεδίαση
Περιεχόμενα Πρόλογος... 7 Εισαγωγή... 9 Κεφάλαιο 1: Στοιχεία Λειτουργίας του Υπολογιστή και του προγράμματος AutoCAD... 11 Κεφάλαιο 2: Στοιχεία Λειτουργικού Συστήματος... 15 Κεφάλαιο 3: Βασική Σχεδίαση
Το μεσαίο πλήκτρο ενεργοποιεί τα Osnaps μόνο αν η μεταβλητή MBUTTONPAN έχει τιμή 1.
 ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΣΗΜΕΙΑ ΕΛΞΗΣ Ο μηχανισμός OBJECT SNAP ή OSNAP (έλξη σε αντικείμενα) μας επιτρέπει να προσδιορίζουμε, όποτε χρειάζεται, σημεία σε χαρακτηριστικές θέσεις πάνω σε αντικείμενα του σχεδίου μας,
ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΣΗΜΕΙΑ ΕΛΞΗΣ Ο μηχανισμός OBJECT SNAP ή OSNAP (έλξη σε αντικείμενα) μας επιτρέπει να προσδιορίζουμε, όποτε χρειάζεται, σημεία σε χαρακτηριστικές θέσεις πάνω σε αντικείμενα του σχεδίου μας,
ĐỀ SỐ 16 ĐỀ THI THPT QUỐC GIA MÔN TOÁN 2017 Thời gian làm bài: 90 phút; không kể thời gian giao đề (50 câu trắc nghiệm)
") THẦY: ĐẶNG THÀNH NAM Website: wwwvtedvn ĐỀ SỐ 6 ĐỀ THI THPT QUỐC GIA MÔN TOÁN 7 Thời gian làm bài: phút; không kể thời gian giao đề (5 câu trắc nghiệm) Mã đề thi 65 Họ, tên thí sinh:trường: Điểm mong muốn:
THẦY: ĐẶNG THÀNH NAM Website: wwwvtedvn ĐỀ SỐ 6 ĐỀ THI THPT QUỐC GIA MÔN TOÁN 7 Thời gian làm bài: phút; không kể thời gian giao đề (5 câu trắc nghiệm) Mã đề thi 65 Họ, tên thí sinh:trường: Điểm mong muốn:
HƯỚNG DẪN SỬ DỤNG BIẾN TẦN SINAMICS V
 HƯỚNG DẪN SỬ DỤNG BIẾN TẦN SINAMICS V20 Mục Lục I. GIỚI THIỆU:... 3 1.Sơ Lược Biến Tần SINAMICS V20:... 3 2. Nhãn Của Biến Tần SINAMICS V20:... 5 II. LẮP ĐẶT CƠ KHÍ:... 6 1. Lắp biến tần có phần tản nhệt
HƯỚNG DẪN SỬ DỤNG BIẾN TẦN SINAMICS V20 Mục Lục I. GIỚI THIỆU:... 3 1.Sơ Lược Biến Tần SINAMICS V20:... 3 2. Nhãn Của Biến Tần SINAMICS V20:... 5 II. LẮP ĐẶT CƠ KHÍ:... 6 1. Lắp biến tần có phần tản nhệt
Sử dụngụ Minitab trong thống kê môi trường
 Sử dụngụ Minitab trong thống kê môi trường Dương Trí Dũng I. Giới thiệu Hiện nay có nhiều phần mềm (software) thống kê trên thị trường Giá cao Excel không đủ tính năng Tinh bằng công thức chậm Có nhiều
Sử dụngụ Minitab trong thống kê môi trường Dương Trí Dũng I. Giới thiệu Hiện nay có nhiều phần mềm (software) thống kê trên thị trường Giá cao Excel không đủ tính năng Tinh bằng công thức chậm Có nhiều
GIMAT Umweltmesstechnik
 THIẾT BN PHÂ TÍCH ITRATE Ưu điểm: NITRATO-CONT là thiết bị đo trực tiếp hàm lượng Nitrate trong mẫu nước nhờ điện thế kế. NITRATO-CONT giúp kiểm soát lượng Nitơ phân hủy trong quá trình nitrat hóa và khử
THIẾT BN PHÂ TÍCH ITRATE Ưu điểm: NITRATO-CONT là thiết bị đo trực tiếp hàm lượng Nitrate trong mẫu nước nhờ điện thế kế. NITRATO-CONT giúp kiểm soát lượng Nitơ phân hủy trong quá trình nitrat hóa và khử
(CH4 - PHÂN TÍCH PHƯƠNG SAI, SO SÁNH VÀ KIỂM ĐỊNH) Ch4 - Phân tích phương sai, so sánh và kiểm định 1
 Ch4 - Phân tích phương sai, so sánh và kiểm định 1") TIN HỌC ỨNG DỤNG (CH4 - PHÂN TÍCH PHƯƠNG SAI, SO SÁNH VÀ KIỂM ĐỊNH) Phan Trọng Tiến BM Công nghệ phần mềm Khoa Công nghệ thông tin, VNUA Email: phantien84@gmail.com Website: http://timoday.edu.vn Ch4 -
TIN HỌC ỨNG DỤNG (CH4 - PHÂN TÍCH PHƯƠNG SAI, SO SÁNH VÀ KIỂM ĐỊNH) Phan Trọng Tiến BM Công nghệ phần mềm Khoa Công nghệ thông tin, VNUA Email: phantien84@gmail.com Website: http://timoday.edu.vn Ch4 -