Kojineteak. Eskuarki, forma zilindrikoa izaten dute; jasan ditzaketen kargen arabera, bi motatan bereiz daitezke:
|
|
|
- Αρσένιος Μαγγίνας
- 5 χρόνια πριν
- Προβολές:
Transcript





1 KOJINETEAK
2


3 Kojineteak Marruskadura-kojineteak Eskuarki, "kojinete" bakarrik esaten zaie. Haien helburua da ardatzei eta transmisio-ardatzei eustea eta biratzen uztea. Horretarako, ardatzetan ahokatzen dira, eta haien bermagailu dira. Kojineteak beren euskarrietan finkatuta daude, eta ardatzak haien barnean biratzen dira irristatuz. Hori dela eta, marruskadura gertatzen da ardatzaren eta kojinetearen artean; horregatik, askotan lubrifikatuta egoten dira. Badira lubrifikaziorik gabekoak ere, hau da, "lehorrak". Eskuarki, forma zilindrikoa izaten dute; jasan ditzaketen kargen arabera, bi motatan bereiz daitezke: 1. Erradialak (1. eta 2. irudiak): erradioaren norabidean bakarrik jasaten dituzte esfortzuak, eta ez dute esfortzurik onartzen gainerako norabideetan. 2. Axialak: esfortzu erradialez gainera, karga axialak ere jasan ditzakete, hau da, erradioarekiko perpendikularrak direnak. Gerta daiteke esfortzu axialak norabide batean (3. eta 4. irudiak) edo bietan (5. irudia) jasatea, formaren arabera. Ardatz birakaria Kojinete erradiala Kojinete erradiala 1. irudia. Marrazki honetan, bi kojinete erradial ikusten ditugu. Karga erradialak besterik ezin dute jasan, zeren eta, albo-indar bat egingo balitz, ardatza lekualdatu egingo bailitzateke. Karga erradiala Ardatz birakaria 2. irudia. Kojinete erradialen irudia. Kojinete axiala Karga axiala 3. irudia. Hemen, ardatz bati eusten dion kojinete erradial bat ikusten dugu. Arreta jarriz gero, ikusten da karga bertikalez gainera albo-kargak ere jasan ditzakeela, baina noranzko bakar batean. 4. irudia. Kojinete axial baten irudia.

4 196 Muntaketa eta mantentze mekanikoa Ardatz birakaria 5. irudia. Azkenik, kargak erradialak zein axialak edozein norabidetan eta noranzkotan jasan ditzakeen kojinete bat ikusten dugu. Muntatzeko arazo bat dute; horregatik, ardatzak bertikalean sartu ohi dira, eta kojineteak bi erditan banatuta egon ohi dira. Kojinete axiala Kargak kontuan hartu beharrean, kojineteak eraikuntzaren aldetik aztertzen baditugu, mota hauek bereiz daitezke: a) Zilindriko finkoak (6. irudia). Pieza bakarrean eraikita daude. Kojinete axial edo erradial gisa erabiltzen dira, baldin eta higadura handia jasan behar ez badute. Haien barne-diametroa ezin da doitu higatu ahala; horregatik, lasaierak gertatzen direnean, osorik ordezten da kojinetea. Haien osaera dela eta, ezin dira muntatu tarteko euskarri gisa; muntaketa presioz egiten da, ahokadura estua erabiliz; horrenbestez, behin sartuta dagoela, barne-diametroa pixka bat gutxitzen da jasaten ari den presioak eraginda. Kojinete zilindriko finkoa 6. irudia. b) Zilindriko doigarriak (7. eta 8. irudiak). Bi erdiz osatuta daude, muntaketa errazteko. Muntaketari dagokionez, oso moldakorra da: ardatzen tarteko erroetan ere munta daiteke. Beren muturretan irtenune bat edo bi izaten dituzte, axialki ere lan egin ahal izateko eta ahokatzea eta posizionamendua erraz egin ahal izateko. Kojinetea ardatzean ahokatu behar denean, janguneak egin behar dira bi erdien lotura-gainazaletan. Aitzitik, haien tamaina handitu behar denean, metalezko xaflak sartu behar dira tartean. Kojinete zilindriko doigarria Goialdea Behealdea 7. irudia. Bi kojinete-erdiz osatuta dago, bat goian eta beste bat behean. 8. irudia. Hemen, kojinetearen bi erdiak ikus daitezke.

5 Kojineteak 197 c) Elastikoak (9. irudia); espazio gutxi dagoenean erabili ohi dira. Erraz ahokatzen dira, beren gorputzean dituzten luzetarako artekek elastikotasuna ematen baitiete. Ahokatzeko, aski da kojinetea bere euskarrian sartzea. Automatikoki doituko da behar den diametroa lortu arte. Ardatz birakaria Euskarri axiala 9. irudia. Kojinete leun elastikoak. Erradialak edo axialak izan daitezke. 10. irudia. Euskarri axialak Transmisio-ardatz horizontalei eusteaz gainera, gerta daiteke ardatz bertikal bati eutsi beharra izatea ere. Horretarako, txubilak erabiltzen dira, hau da, ardatz bertikaletarako euskarriak. Marruskadura-kojineteetarako materialak Gure mantentze-lanetan, kojinete hidrodinamikoak edo kojinete lehorrak aurkituko ditugu. Ezaugarri horren arabera, material bat edo beste bat erabiltzen da, eta, fabrikatzaile bakoitzaren arabera, katalogoetara jo behar da kojineteen materiala ondo aukeratzeko. Bi kasuetan, jasan behar duten ardatza edo pieza baino bigunagoak izan behar dute kojineteek. Ezaugarri hori aplikatzen da kojineteak izan daitezen higatzen diren lehenak; hala, errazago ordeztu daitezke, makinen beste pieza garrantzitsuago eta garestiagoak hondatu gabe. Eskuarki, material hauetakoak izaten dira kojineteak: Brontze trinkoa.- Aplikazio askotan erabiltzen da, erabilera askotarako egokia baita. Brontze sinterizatua.- Irristadura-abiadura sorta zabal baterako balio du; abiadura handietarako ere erabil daiteke, gutxi gorabehera 10 m/s-raino. Eragozpen bat du: ezin du karga handirik jasan. Brontze ijeztua.- Karga ertainak jasan ditzake, gutxi gorabehera brontze trinkoak bezala, baina abiadura handixeagoetan lan egin dezake. Material konpositeak (11. irudia).- Karga handiak jasaten dituzte, eta irristadura-abiadura handiagoa onartzen dute. Konposizioaren arabera, ±200 C-rainoko lan-tenperaturak jasan ditzakete. Zuntzezko lamina gainjarriak.- Esan genezake material nekaezina dela, errendimendu ona eta lan-forma ezin hobea baitu. Poliamida.- Konpositearen antzeko ezaugarriak ditu, baina pixka bat hobeak. Eta abar.

. Batzuetan, sopletez urtuta ere aplika daiteke. 11. irudia. Konposite baten egitura geruzatua.")
6 198 Muntaketa eta mantentze mekanikoa Kobrezko geruza Altzairua Kobrezko xafla Eztainuzko xafla Batzuetan, "metal zuria" erabiltzen da kojineteen barne-estaldura egiteko. Aleazio horrek eztainua, antimonioa, beruna eta kobrea ditu. Marruskaduraren aurkako material gisa erabiltzen da, batez ere tenplatu gabeko altzairuzko ardatz bati eutsi behar dionean. Material hori metatzen den zona mirubuztanformako arteka batzuekin prestatuta egoten da, itsaspena errazteko (12. irudia). Metal hori lingotetan saltzen da, eta, urtu ondoren, kojineteari aplikatzen zaio isurketa gisa (13. irudia). Batzuetan, sopletez urtuta ere aplika daiteke. 11. irudia. Konposite baten egitura geruzatua. Politetrafluoruetilenoa Eztainubrontzea Marruskaduraren aurkako metal zuria Kojinetea 12. irudia. 13. irudia. Irudi hauetan, konpresore baten kojinetea ikusten da konpondua izan ondoren, isurketaz, marruskaduraren aurkako "metal zurizko" estaldura baten bidez. Materialen betebeharrak Marruskaduraren aurkako kojineteak egiteko erabiltzen diren materialek betebehar batzuk dituzte, hala nola: 1) Dilatazioa. Gainazal mugikorrek elkar ukitzen dutenean, marruskadura agertzen da. Hori dela eta, energiaren parte bat bero bihurtzen da, eta horrek kojinetearen dilatazioa eragiten du; horren ondorioz, ardatzarekin zuen doitzea aldatu egiten da. Horregatik, komeni da kojineteak dilatazio-koefiziente txikia izatea. Bestela, gerta daiteke sistema trabatzea. 2) Beroaren transmisioa. Materialak gai izan behar du marruskaduraz sortutako beroa disipatzeko. 3) Erresistentzia. Elementu hauek gai izan behar dute ardatzetatik datozen kargak deformaziorik gabe jasateko. Dena dela, ardatzen deformazioa gertatu baino lehen, kojineteak deformatuko dira. 4) Irristadura. Behar izanez gero, lubrifikazio egokia izan behar dute.

7 Kojineteak 199 Kojineteen lubrifikazioa Badira zenbait modu kojineteak lubrifikatzeko, behar izanez gero; kontuan izan behar da mota batzuek oliorik gabe lan egin dezaketela. Konposizioaren arabera, material porotsu batzuek gailua Koipezta- beren barnean pasatzen uzten diote olioari, eta "esponja" gisa jokatzen dute; lubrifikatzaile kantitate bat xurga dezakete, ardatzari behar ahala emateko. Beste material batzuk, berriz, albeolo batzuk dituzte; han kargatzen da olioa, eta gero ez dute mantentze-lanik behar (14a irudia). Hala ere, Kojinetea gehienek koipeztatzeko artekak izaten dituzte, funtzionamenduan lubrifikazio ona lortzeko. 14a. irudia. 14b. irudia. Oliontzia Ardatza Kojinete lubrifikatuak Lubrifikazio jarraitua behar dute, gidari hidrodinamikoen antzeko funtzionamendu eta ezaugarriak lortzeko. Koipeztatzeko moduak asko dira: olioa automatikoki ponpatuz egin daiteke; edo zuzenean, koipeztagailu sinple baten bidez (14b irudia); edo ganbera batean dagoen koipea erabiliz; edo koipeztatzeko eraztun baten bidez (15. irudia); eta abar. Eraztun bidezko lubrifikazioa Lubrifikatzeko sistemetako bat eraztun bidezko koipeztaketa da. 15. eta 16. irudietan ikusten dugun moduan, kojineteak. goiko aldean, arteka bat du, ardatza agerian uzten duena. Ardatzetik zintzilik, arteka horretan eraztun bat dago, eta haren behealdeak zuzenean ukitzen du olio-depositu bat. Ardatzak, biratzean, arrastatu egiten du eraztunak, eta eraztunak ardatzari eta kojineteari ematen die erantsi zaion olioa. Eraztuna Ardatza Eraztuna biratzen da, eta olioa igotzen da Olio-depositua 15. irudia. Arteka Kojinetea Koipeztatze-artekak Kojinetearen barnean, koipeztatze-artekek posizio jakinak dituzte, lubrifikazioa modu egokian gauzatzeko. Antolaera hori ulertzeko, ardatzak biratzen direnean sortzen diren lan-egoerak aztertu behar dira. Ardatzen funtzionamenduaren hiru egoera hartuko ditugu kontuan: Ardatza geldirik dago. Kasu horretan, pisuak kojinetearen erdialdean eragiten du, haren ardatz bertikalean zentratua; haren gainazalaren gainerakoan ez dago kargarik (17. irudia). Ardatzaren biraketa Eraztuna biratzen da, eta olioa igotzen da 16. irudia. Ardatza abiadura txikian biratzen da, 3 m/s baino abiadura txikiagoan. Ardatza biratzen hastean, "igotzen" saiatzen da bere biraketaren noranzkoan. Hori dela eta, presioa noranzko horretan lekualdatzen da, eta zabaldu egiten du bere eragite-zona (18. irudia). Ardatza abiadura handian biratzen da. Ardatzak kojinetean hartzen duen posizioa 19. irudian ikus daiteke. Ardatzaren biraketak olioa arrastatzean sortzen diren indarrek eragiten dute posizionamendu hori. Kojinetearen zona batean presioa eragiten duten
8 200 Muntaketa eta mantentze mekanikoa kargak agertzen dira, baina beste karga batzuk ere sortzen dira, kontrako noranzkoa dutenak, eta depresio bat sortzen dute (19. irudia). Ardatzaren eta kojinetearen arteko tartea Ardatzaren eta kojinetearen tartea Ardatzaren eta kojinetearen tartea Ardatza Ardatza Presio-zona Presio-zona Presio-zona 17. irudia. 18. irudia. 19. irudia. Jakina, ez da komeni olioa kojinetera sartzea presiopean dauden zonetan. Hori dela eta, funtzionatzen ari diren atal guztiak aztertuz gero, ikusten da badela zona neutro bat, kargarik ez duena; huraxe da tokirik egokiena lubrifikatzailea aplikatzeko, eta hantxe egiten dira koizpeztatze-artekak (20. eta 22. irudiak). Bada beste arrazoi bat artekak toki horietan egiteko: presiopean dauden zonek ahalik eta leunenak izan behar dute, erraz irristatzeko eta oliogeruza uniformea eta jarraitua izan dadin. Horregatik, toki horietan arteka bat egitea kaltegarria izango litzateke sistemaren funtzionamendurako. Koipeztatze-arteka Olioa sartzeko zuloa Koipeztatze-artekak ezin dira egin kojinetearen luzera osoan, olioa muturretatik galduko bailitzateke. Eragozpen hori saihesteko, "b" tarte bat utzi behar da koipeztatze-artekatik kojinetearen ertzeraino (21. irudia). Koipeztatze-artekak biribildua izan behar du, eta koipeztatzeko zuloaren antzeko erradioa izan. Zuloa zuzenean lotuko da koipeztatze-artekarekin, kojineteek horretarako aukera ematen badute, elikatze-ildorik gabe. Beste aukera bat izango litzateke elikatze-eroanbide hori kojinetearen kanpoaldetik egitea. Kojinete doigarriekin lan egitean, jakin behar da koipeztatze-artekak kojinete-erdien bi erdiak lotzen diren tokian kokatu ohi direla (23. irudia). Elikatzeeroanbidea Koipeztatzeartekarako zona optimoa Presio maximoko zona Olioa sartzeko zuloa Depresiozona Koipeztatzearteka 20. irudia. Irudi honetan, ikusten dugu non kokatu behar diren koipeztatze-artekak. Presio maximoaren gutxi gorabehera 45 eta 90 aurretik kokatu behar dira. 21. irudia.

 non 40 \"D\" baita kojinetearen barne-diametroa. Badira beste koipeztatze-arteka mota batzuk ere. \"Armiarmahanka\" esaten zaien artekak dira (24. eta 25. irudiak).")
9 Kojineteak irudia. Irudi honetan, elikatzekanala eta koipeztatze-artekak ikus daitezke kojinetearen barnealdean. 23. irudia. Elikatze-artekak ikusten dira: bi erdien lotura-gainazaleraino iristen dira, eta han dago koipeztatze-arteka. 24. irudia. Hemen, armiarma-hanken formako elikatze-eroanbideak ageri dira. Olioa sartzeko zuloaren, elikatze-kanalaren eta koipeztatze-artekaren tamaina erabakitzeko, 21. irudiari begiratuko diogu, eta formula hauek aplikatuko ditugu: L b = ( mm ) 20 non L baita kojinetearen luzera; D Koipeztatze-zuloaren diametroaren balioa, gutxi gorabehera, hau izango da: d = + 3( mm ) non 40 "D" baita kojinetearen barne-diametroa. Badira beste koipeztatze-arteka mota batzuk ere. "Armiarmahanka" esaten zaien artekak dira (24. eta 25. irudiak). Gaur egun, gutxiago erabiltzen dira, zeren eta olioa ez baita modu uniformean banatzen ardatzaren eta kojinetearen artean. Lubrifikatzailea erdiko zulotik sartzen da, eta arteketarantz ateratzen da; hala koipeztatzen da multzoa. 25. irudia. Armiarma-hanken formako artekak. Kojinete autolubrifikatuak Kojinete autolubrifikatuak metalezko pieza porotsuak dira, lubrifikatzaile batek inpregna ditzakeenak. Ez dute mantentze-lanik; beraz, ez da koipeztatzailerik behar. Makina mota askotan erabiltzen dira, baina karga txiki edo ertainetan beti, hala nola zulagailu eramangarriak, ponpak, etab. Makinak lan asko egin behar badu, beste kojinete mota batzuk aukeratu behar dira edo koipeztatzeko moduren bat erantsi behar zaie autolubrifikatuei. Erabilienak brontze-hauts sinterizatuzkoak dira; konposizioan, % 90 inguru kobrea da, eta % 10 eztainua, proportzio horrek marruskaduraren aurkako ezaugarri onak baititu. Fabrikatu ondoren, olio berotan sartzen dira; hala, kojinetea olioz inpregnatuta gelditzen da. Kojinete-euskarriak Askotan, kojineteak makinen gorputzean zuzenean muntatuta aurkituko ditugu. Hala ere, jakin behar dugu badela beste modu bat elementu horiek jartzeko. Kojineteentzako euskarriak dira: kojinetea barnean hartu eta ardatzari eusteko elementuak dira. Burdinurtuzkoak izaten dira, eta koipeztatzeko sistema bat izaten dute (26. irudia).
10 202 Muntaketa eta mantentze mekanikoa Lubrifikazio-sistema duen kojinetea Estalkia 26. irudia. Kojineteentzako euskarria. Ikus dezakegu bi parte dituela, kabila bidez lotuak. Eraztun bidez koipeztatzeko sistema bat du, eta euskarriaren beheko parteak olio-karterraren funtzioa betetzen du. Oinarria Kojineteak muntatzea Muntatzen ari diren elementuak ezagutzea, trebetasuna eta arretaz lan egitea funtsezko faktoreak dira mekanismoak ondo lan egin eta funtziona dezan. Gainazal funtzionalak, elkarren kontra marruskatzen dutenak, garbitu egin behar dira, eta bizarrak eta akatsak ezabatu behar dira muntatzen hasi baino lehen. Ardatzaren egoera ere egiaztatu behar da, ziurtatzeko ez dela izango zapalgunerik edo ertz zorrotzik muntaketa zailduko duenik. Kojineteak muntatzeko erremintarik erabiliena muntatze-mandrila da (27. eta 28. irudiak). Eraztun elastiko bat sartu ohi da kojinetea mandrilean doituta geratzea errazteko. Eraztun elastikoa Kojinetearen muntaketa Indarra aplikatzea Muntatze-mandrila Kojinetea Indarra aplikatzea Muntatzemandrila 27. irudia. Kojinetea 28. irudia. Kojinete handiak muntatzen ditugunean, muntatze-eraztun bat erabili ohi da (29. irudia), kojinetearen asentuaren gainean jarria, erraz zentratu eta doitzeko. Behin zorroa ainguratuta, kendu egiten da muntatze-eraztuna. Muntatzeeraztuna Kojinetearen asentua Beste batzuetan, zorroan edo ahokalekuan itsasgarri bat jarriz munta daitezke kojineteak. Hala, posizionamendu egokia 29. irudia. ziurtatzen da. Koipeztatzeko artekak edo junturak dituzten kojineteak muntatzeko, kontuan izan behar da ildo horiek hartzen dituen tokiak neutroa izan behar duela, kargarik gabekoa, presio maximoaren zonatik 90 -ra gutxi gorabehera kokatua, aurreko ataletan aipatu den moduan. Bestela, kojineteen bizitza erabilgarria nabarmen murriztuko da.
11 Kojineteak 203 Muntatze-lan hori, beste asko bezala, errazago egiten da doitu beharreko gainazaletan olioa jarriz gero. Ahal den guztietan, prentsa bat erabili behar da muntaketa egiteko, mandrilari presioa egiteko eta, hala, mandrilak zorroa sar dezan. Hori ezinezkoa bada, eskuz sartu beharko da, mandrilaren atzealdean kolpeak joz. Marruskadura-kojinetea sartu ahala, asentuei erreparatu behar zaie, egiaztatzeko ez direla hondatzen ari muntaketa egitean. Kojineteak muntatzean kontuan hartu beharrekoak Ardatzak kojineteetan muntatzean, puntu hauek arretaz zaindu behar dira: Ardatzak kojinetearen luzera osoan bermatuta gelditu behar du (30. irudia). Hala ez bada, indar-kontzentrazio bat sortuko litzateke zona txiki batean, eta berehala kaltea eragingo luke. Ardatzak ez du forma-akatsik izan behar; bestela, karga puntual handi bat sortuko litzateke, hautsi egingo luke lubrifikatzaile-geruza, eta berehala hondatuko luke kojinetea (31. eta 32. irudiak). Gaizki Ondo Tentsioen kontzentrazioa Tentsioen banaketa uniformea 31. irudia. Tentsioen kontzentrazioa 32. irudia. 30. irudia. Kojinetearen barnealdean ezin da bizarrik edo ertzik izan. Kojinete-erdiak direnean ere, lotura-gainazalek biribilduta egon behar dute, ertz bizirik gabe. Hala ez izatera, zaildu egingo litzateke muntaketa, multzoak ez luke behar bezala lan egingo, eta lubrifikazioa ez litzateke egokia izango marruskadura-zonetan. Piezak behar bezala bira daitezen, ahokadura irristari bat behar da ardatzaren eta kojinetearen artean. Horretarako, kontuan hartu behar da fabrikatzaileek adierazitako lasaiera. Kojineteak desmuntatzea Honela desmunta daitezke kojineteak: o Prentsa hidrauliko baten bidez, aplikatutako karga pixkanaka handituz. Ahal den guztietan, esan den moduan, prentsa erabili behar da muntatzeko eta desmuntatzeko. Pieza bat jarriko dugu prentsaren eta kojinetearen artean, aplikatutako indarra modu uniformean banatu dadin. o Bitarteko mekaniko bat erabiliz; adibidez, ateragailu bat. Badira ateragailu mota asko eta ateratzeko modu ugari. Jarraian, irudi batzuk ikusten dira, desmuntaketa nola egin erakusteko (33. eta 34. irudiak).
12 204 Muntaketa eta mantentze mekanikoa Ateragailuaren hankak Ateragailua Desmuntatzeko pieza lagungarria Ardatztorlojuaren biraketa Geldirik egon behar duen azkoina Desmuntatu nahi den kojinetea 33. irudia. Hau da jarraitu beharreko prozedura: Desmuntatzeko pieza lagungarria jartzen da, eta hartan barrena pasarazten da ateragailuaren ardatz-torlojua. Behin sartuta dagoela, azkoina doitu behar da multzoa finkatzeko; gero, birarazi egiten da, ateragailuaren hankak makinan bermatzen direnean kojinetea irristatzen has dadin eta pixkanaka atera dadin. Ateragailuaren hankak Torlojua Ateragailua Lotura-azkoina Ardatztorlojuaren biraketa Desmuntatzeko pieza lagungarria Desmuntatu nahi den kojinetea 34. irudia. Kasu honetan, ikusten dugu ateragailuaren hankak lekuz alda daitezkeela. Haien muturretan, torlojuekin lotzeko azkoinak jartzen dira; berak izango dira bermagunea. Ardatz-torlojuak, biratzean, bultza egiten dio kojinetearen aurrean jarritako pieza lagungarriari, eta kojinetea ateratzen hasten da.
13 Kojineteak 205 Ikusi ditugun sistema horiek erabil daitezke, halaber, ardatz-torloju mekanikoen ordez bitarteko hidraulikoak erabiliz gero. Horrelako sistemak erabiltzen dira kojinetea handia denean eta desmuntatzeko indar handia behar denean. o Kolpe bidez (35. irudia) edo pultsu bidez (36. irudia), indarra eskuz aplikatuz. Mailu batekin kolpeak ematea oso metodo erabilia da, oso azkarra baita. Hala ere, horrela kalte handiagoak egiten dira kojineteetan gainerako sistemekin baino. Horregatik, arretarik handienaz jardun behar dugu desmuntatzen diren piezei kalterik ez egiteko. Desmuntatu nahi den kojinetea Mailua Kolpe-euskarria 35. irudia. Mazo lerrakorra Desmuntatzeko pieza lagungarria Mazo lerrakorreko ateragailua Mazoaren lekualdatzea Azkoina Desmuntatu nahi den kojinetea 36. irudia. Mazo lerrakorreko multzo ateratzailea. Merkatuan, badira pisu desberdineko mazoak, 1,1 kg-koak, 2,3 kg-koak, etab. Kojinetea ateratzeko, irudian erakusten den formaz gainera, badira beste multzo batzuk barailak dituztenak, baita itzulgarriak ere, eta ateratzea errazteko egokigailuak dituztenak. Kojineteak ezarrita egoten diren moduan, eskuarki bi aldeetatik irits daiteke haietara, baina gerta daiteke alde bakar batetik iritsi ahal izatea. Arazo hori aurkitzen badugu, zorro lagungarri bat erabil dezakegu; 37. irudian adierazten da nola sartu behar den. Kojinetea oso handia denean edo indar handia behar denean ateratzeko, mazo baten inertzia erabili beharrean, ardatz-torloju bat erabiltzen da.
14 206 Muntaketa eta mantentze mekanikoa OHARRA: Batzuetan, mazosistemaren ordez, torloju bat eta azkoin bat erabil daiteke, alboeuskarri batzuen bidez kojinetea ateratzeko. Mazoaren lekualdatzea Mazo lerrakorra 1.- Desmuntatzeko pieza lagungarria sartzea Desmuntatu nahi den kojinetea Ateragailua 2.- Desmuntatzeko pieza lagungarria ainguratzea 37. irudia. Honela jartzen da gailua: desmuntatzeko pieza lagungarria okertuta sartzen da, errazago ezarri ahal izateko. Kojinetea zeharkatu duenean, modu egokian jarri behar da ateragailuarekin finkatzeko eta, gero, mazo lerrakorraren bidez, kojinetea desmuntatzeko. Era horretara egiten den indarra nahikoa ez bada, irizpide berari jarraituz, albo-euskarri batzuk jar daitezke eta ardatz-torloju eta azkoin bat erabili, atera ahal izateko.





15 ERRODAMENDUAK
16
.")




17 Errodamenduak Funtzioa eta ezaugarriak Esan daiteke errodamenduak bi eraztun zentrokide direla, bat euskarrian finkatua eta bestea ardatzean ainguratuta. Bi eraztunen artean bolak edo arrabolak jartzen dira, eta irristaduragatiko marruskadura errodadura bihurtzen dute (1. irudia). Elementu errodatzaileen artean distantzia bat gordetzeko, kaiola izeneko pieza bat jartzen da tartean. Hobeto ulertzeko, pentsa genezake ardatzaren eta euskarriaren artean bola edo arrabol batzuk jarriz gero irristadurak eragindako marruskadura errodadurazko marruskadurak ordeztuko duela; azken marruskadura horrek energia-galera txikiagoa du. Horrela, kojineteetatik errodamenduetara pasatzen gara. Eraztunak eta elementu errodatzaileak altzairu aleatuzkoak dira. Kaiolak altzairuzko xaflaz egiten dira, edo, bestela, plastikoz. Errodamendu mota batzuetan, eta teknika aurreratuak erabiliz, bolaetxea ezabatzea lortzen da. Elementu errodatzailea bola bat denean, ukipenzona puntu bat izango da, eta marruskadura oso txikia izango da. Hala ere, ezin du karga handirik jasan, kargak puntu horietan kontzentratzen baitira. Horregatik, elementu horiek karga handiak jasan behar dituztenean, arrabolak erabiltzen dira bolen ordez; hala, ukipen-puntuak ukipen-lerro bihurtzen dira. 1. irudia. Kanpoaldeko pista Elementu errodatzaileak Kaiola Barnealdeko pista Errodamenduak makinetan kokatzen dira, baina ohikoa da euskarrietan kokatzea (2., 3., 4. eta 5. irudiak). 2. irudia. Brida-euskarri obalatua. 3. irudia. "Y" errodamendu-unitatea, euskarri oinduna duena. 4. irudia. "Y" errodamendu boladunak, presio-torlojudunak.
: Hauek dira: Errodamendu boladunak.")


18 210 Muntaketa eta mantentze mekanikoa 5. irudia. Brida-euskarri karratua. Errodamendu-euskarrien aplikazioa Errodamenduen sailkapena Hasteko, elementu errodatzaileen arabera sailkatuko ditugu errodamenduak (6. irudia): Hauek dira: Errodamendu boladunak. Errodamendu arraboldunak: arrabolak finak eta luzeak direnean, orratz esaten zaie. Gero, haien lan egiteko modua aztertuko dugu, eta hauek bereiziko: Karga erradialetarako errodamenduak. Karga axialetarako errodamenduak. Karga axial eta erradialetarako errodamenduak. 6. irudia. Karga erradialak dira ardatzarekiko perpendikularrean aplikatzen direnak, hau da, erradioaren norabidea dutenak. Karga axialak ardatzaren luzetarako norabidean jarduten dute. Kargak konbinatuak direla esaten denean, adierazi nahi da bi motek aldi berean jarduten dutela. Errodamendu motak Aztertuko ditugun errodamenduak zilindrikoak izaten dira, hala kanpoaldetik nola barnealdetik. Jarraian erakutsiko direnetan, batzuek zulo koniko bat izaten dute. Halaber, albo-itxiturak eta bestelako ezaugarriak izan ditzakete egin behar duten lana hobeto egin ahal izateko.
 (bola-lerro batekoak eta bikoak) (7. irudia). Ia mota guztietako makinetan erabiltzen dira.")


19 Errodamenduak 211 Errodamendu boladunak Bi eraztun zentrokidez osatuta daude, eta bien artean daude bolak. Mota honen barnean, badira zenbait azpimota: Kanpoaldeko pista Barnealdeko pista Errodamendu zurrun boladunak (8. irudia) (bola-lerro batekoak eta bikoak) (7. irudia). Ia mota guztietako makinetan erabiltzen dira. Abiadura handian bira daitezke, eta karga erradialak jasaten dituzte batez ere, baina karga axial batzuk ere jasan ditzakete. Elementu errodatzailea 7. irudia. 8. irudia. Irudi hauetan, xehetasun hauek ikusten dira: - Errodamendu zurrun boladun bat, bi pistak eta bolak edukitzeko kaiola ikusten direla. - Erdian, babes-plakaz itxitako errodamendu bat ageri da (2Z). Babes-plakak bi aldeetan daude. Itxitura horiek altzairu herdoilgaitzezkoak dira, eta kaiolan hautsa edo zikinkeria sartzea eragozten dute. Barneko pista birakaria duten errodamenduetan erabiltzen da nagusiki. Mugitzen dena kanpoko pista izango balitz, abiadura handian koipea galtzeko arriskua litzateke. - Azkenik, marruskadura gutxiko itxiturak dituen errodamendu bat ageri da (2RZ). Aurrekoak bezalakoak dira, baina hobeto ixten dute. Babesak gomazkoak dira, altzairuzko xafla batekin indartuak. Errodamendu boladun errotuladunak (9. irudia) (bola-lerro batekoak eta bikoak). Errodamendua sartua dagoen ardatzaren oszilazio txiki bat onartzen dute. Horregatik, lerrokatze automatikoko errodamendu deritze. Karga erradialak eta karga axial batzuk ere jasateko gai dira; eta ardatzak bere funtzionamenduan izan ditzakeen flexioak ere jasaten ditu. Ukipen angeluarreko errodamendu boladunak (bola-lerro batekoak eta bikoak) (10 eta 10a irudiak, hurrenez hurren). 9. irudia.
. Horregatik, bikoteka muntatu ohi dira.")

20 212 Muntaketa eta mantentze mekanikoa Errodadura-bideak modu zeiharrean ezarrita daude, eta, horri esker, karga erradial eta axial handiak jasan ditzakete. Bola-lerro bakarra muntatzen denean, errodamenduak noranzko batean baino ez du jasango esfortzu axiala (10. irudia). Horregatik, bikoteka muntatu ohi dira. Bi bola-lerroz osatutako ukipen angeluarreko errodamendu boladunak gai dira esfortzu axialak bi noranzkoetan jasateko (10a irudia). Nabarmentzekoa da gai direla funtzionamendu-abiadura handia jasateko, zarata gutxi egiten dutela eta ez direla asko berotzen funtzionatzean. 11. irudian, errodamendu mota honen aplikazio bat ageri da. 10. irudia. 10a. irudia. 11. irudia. Errodamendu arrabolduna Aurrekoek bezala, bi eraztun zentrokide dituzte, baina haien artean jartzen diren elementuak arrabolak dira. Mota honen barnean, azpimota hauek ditugu: Arrabol zilindrikodun errodamenduak (12. irudia) (bola-lerro batekoak eta bikoak). Oso karga erradial handiak jasateko gai dira, gutxi gorabehera errodamendu boladunenak baino hiru edo lau aldiz handiagoak. Eragozpen bat dute: ez dute balio karga axialak jasateko, txikiak izanda ere. Gaur egun, diseinu berriak lortzen ari dira lanerako eragozpen hori gainditzeko. Ondo funtziona dezaten, muntatzean doitasun handiz lerrokatu behar dira. Kanpoaldeko pista Barnealdeko pista Kaiola Arrabola 12. irudia. Arrabol zilindrikoz erabat betetako errodamenduak. Hala izendatzen dira ez dutelako barne-kaiolarik. Osagai hori kenduta, arrabol gehiago sartzen dira; horregatik, aurrekoek baino karga are handiagoak jasan ditzakete. Badute eragozpen bat, ordez: ezin dira biratu errodamendu kaioladunak bezain azkar. Laburbilduz, bizitza erabilgarri luzea dute, eta karga erradial eta axial handiak jasateko gai dira.


21 Errodamenduak 213 Errodamendu arraboldun errotuladunak (13. irudia) (bi lerrokoak). Errodamendu boladun errotuladunen eginkizun beretarako erabiltzen dira. Hala ere, arrabolak dituztenez, karga handiagoak jasateko gai dira. Kolpeak jasan behar dituzten mekanismoetan ere asko erabiltzen dira. Arrabolak ez dira zilindrikoak; sortzailea pixka bat sabeldua da, kanpoaldeko pistaren zirkunferentziara egokitua. Hala, kanpoaldeko pistak oszilatu egin dezake eta deszentratu egin daiteke, errotula bat balitz bezala. Hortik dator errodamendu mota honen izena. 13. irudia. Errodamendu arrabol konikodunak (14. irudia). Askotan aurkitzen dira horrelako errodamenduak era guztietako makinetan. Duten formagatik, oso egokiak dira esfortzu mistoak xurgatzeko, hau da, hala erradialak nola axialak. Karga handiak jasateko gai dira. Erabilerari dagokionez, ukipen angeluarreko errodamenduekin bezala gertatzen da. Arrabol konikoak dituen errodamendu bakar bat instalatzen denean, karga axialak norabide batean baino ez ditu jasango (15. irudia). Horregatik, aurkako bikoteak muntatzen dira; hala, errodamendu batek norabide bateko karga axialak xurgatuko ditu, eta besteak kontrako norabidekoak (16. irudia). 14. irudia. Desmuntatzeko, errodamendua bi ataletan zatitzen da (14. irudia). Barnealdeko pista, kaiola eta arrabolekin, gorputz bakar gisa ateratzen da; multzo horri "kono" deritzo. Beste atala kanpoaldeko pista da, eta "kopa" deritzo. Konoa Kopa Makina Azkoin artekaduna Errodamenduen aurkako antolaera Eustezirrindola 15. irudia. 16. irudia. Errodamendu orraztunak (17. eta 18. irudiak). Ikusten ari garen bezala, errodamenduek elementu errodatzailearen arabera hartzen dute izena. Errodamendu orraztunak arraboldunen antzekoak dira, baina tamaina txikia dute, eta kargaahalmen handia. Errodamenduak hartuko dituen ardatza doitasun eta gogortasun handikoa bada, barne-eraztunik gabe munta daitezke.




22 214 Muntaketa eta mantentze mekanikoa 17. irudia. Errodamendu orraztuna. 18. irudia. Errodamendu orraztuna, barnealdeko pista desmuntatua. Errodamendu axial boladun eta arraboldunak Errodamendu axial boladunak. Esfortzu axialak besterik ezin dute jasan, eta hortik dator izena; ez dute karga erradialik onartzen. Bolen eta errodatzeko bideen artean ukipen ona ziurtatzeko, errodamendu hauek karga axial txiki bat izaten dute beti. Nahiko abiadura handian lan egin dezakete. Errodamendu erradialak ez bezala, desmuntagarriak dira, eta pistak eta kaiolak bata bestetik bereiz daitezke. Batzuetan, asentu esferiko bat izaten dute, lerrokatzea ziurtatzeko. Bi motatakoak dira: o Efektu bakunekoak (19. eta 20. irudiak): karga axialak norabide bakarrean baino ezin dituzte jasan. Bi eraztunez osatuta daude, eta, haien artean, kaiola bat dago, bolak dauzkana. Haien bermatze-gainazalek paralelotasun eta koaxialtasun handia dute. Muntatzeko orduan, kontuan izan behar da eraztunetako batek barne-diametro txikiagoa duela: ardatzean ainguratuta gelditzen da, eta harekin batera biratzen da. Beste eraztuna bere euskarrian bermatuta eta finkatuta dago; horregatik, barnediametro pixka bat handiagoa du. barne-diametro handiagoa 19. irudia. Efektu bakuneko errodamendu axiala. barne-diametro txikiagoa 20. irudia. Efektu bakuneko errodamendu axial baten irudikapena eta neurriak. 21. irudia. o Efektu bikoitzekoa (21. irudia): karga axialak bi norabideetan jasan ditzakete. Hiru eraztunez eta bi kaiola boladunez osatuta daude (22. irudia). Erdiko ardatzak barnediametro txikiagoa du, eta ardatzean ainguratzen da (23. irudia). Goiko eta beheko eraztunak beren euskarrietan bermatzen dira, eta finkoak dira.





23 Errodamenduak irudia. Errodamendu axial arrabol zilindrikodunak. 23. irudia. Aurrekoak bezalakoak dira, baina elementu errodatzaileak arrabolak dira. Bi eraztunez eta zilindroak dauzkan kaiola batez osatuta daude. Osaera hori dela eta, norabide bakarrean jasan ditzakete karga axialak, baina karga handiak onartzen dituzte. Aurrekoak bezala, desmuntagarriak dira, eta haien atalak erraz bereiz daitezke. Errodamendu axial arraboldun errotuladunak (24. irudia). Karga handietarako bakarrik erabiltzen dira. Arrabolak barnealdean inklinatuta daude; horregatik, pistetako errodadura-bandek angelu bat osatzen dute. Antolaera horri esker, karga erradialak jasan ditzakete, axialez gainera, baina baldintza batekin: karga axiala behar da beti, eta karga horrek, gainera, errodamendua jasaten ari den karga erradiala baino handiagoa izan behar du. Desmuntagarriak dira, aurrekoak bezala. Errodamendu axial orraztunak. Sistemak kolpeak edo inpaktuak jasan behar dituenean erabiltzen dira. Duten forma dela eta, karga handiak jasan ditzakete, eta zirrindola bat bezain txikiak izan daitezke. Aurrekoak bezalakoak dira osaerari dagokionez, baina osagaiak banaka eros daitezke; hala, muntatzeko konbinazio asko lortzen dira. 24. irudia. Errodamenduak izendatzea eta identifikatzea Errodamenduek eraztunetako baten alboko aurpegian izaten dute izendapena (25. irudia). Izendapen horrek errodamendu mota eta tamaina eta errodamendua erabat definitzen duten beste ezaugarri batzuk identifikatzen ditu. Osaera hau izan dezake: 3, 4 edo 5 zifra Zifra eta letren konbinazio bat. Izendapenaren lehen zifrak edo lehen letra edo letra multzoak errodamendu mota adierazten du. Hauek izango ditugu: 0 = Ukipen angeluarra eta bi bola-lerro dituzten errodamenduak. 1 = Errodamendu boladun errotuladunak 25. irudia.

24 216 Muntaketa eta mantentze mekanikoa 2 = Errodamendu arraboldun errotuladunak eta errodamendu axial arraboldun errotuladunak 3 = Errodamendu arrabol konikodunak 4 = Bi bola-lerro dituzten errodamendu zurrunak 5 = Errodamendu axial boladunak 6 = Bola-lerro bakarreko errodamendu zurrunak 7 = Ukipen angeluarra eta bola-lerro bat dituzten errodamenduak 8 = Errodamendu axial arrabol zilindrikodunak N = Errodamendu arrabol zilindrikodunak. (Letra horren ondoren, beste letra batzuk ager daitezke, esanahi honekin: erlaitzaren forma zein den, bi bola-lerro dituen, arrabolen ordez orratzak dituen, etab.) QJ = Lau ukipen-puntu dituzten errodamendu boladunak Bigarren eta hirugarren zifrek errodamenduaren neurri batzuk adierazten dituzte (26. irudia). Lehenengoak zabaleraren edo altueraren erlazioa adierazten du (B edo T zabalerarako eta H altuerarako errodamendu axialetan). Bigarrenak diametro sorta erakusten du (D). ERRODAMENDU MOTEN NEURRI NAGUSIAK 26. irudia. Izendapena osatzeko hartu beharreko neurriak, errodamenduaren arabera. Errodamendu erradialak Errodamendu arrabol konikodunak Errodamendu axialak Irizpide nagusi gisa, izendapenaren azken bi zifrak biderkatuz gero, "d" zuloaren barnediametroa lortuko dugu. Errodamendu txikietan, barne-diametroa 10 mm baino txikiagoa denean, diametroa zuzenean adierazten da. 10, 12, 15 eta 17 mm-ko barne-diametroak dituztenetan, azken bi zenbakiek kode bat osatzen dute, errodamenduaren diametroa adierazten duena. Hauek dira kodeak: 00, 10 mm-rako; 01, 12 mm-rako; 02, 15 mmrako; 03, 17 mm-rako. Kasu batzuetan, errodamendu mota edo zabaleraren edo altueraren erlazioa adierazten duen zifra ez da ematen. Beti kontsultatu behar dugu erabili behar dugun errodamenduaren konpainiaren eskuliburua. Jarraian, izendapena modu eskematizatuan ikusiko dugu. Zabalera- edo altuera-erlazioa (B, T edo H) D diametro sorta x 5 = d (milimetrotan) Neurri sorta Errodamendu mota
25 Errodamenduak 217 Badira, halaber, izendapen osagarri batzuk. Aurrizkiek (aurrean doaz) osagaien ezaugarriak adierazten dituzte. Atzizkiek (atzean doaz) adierazten dute zer diseinu erabili den errodamendua egiteko. Biak erabiltzen dira, behar izanez gero, izendapena osatzeko. Adibidea: GS Errodamendu axial arrabol zilindrikodunetarako ahokatze-zirrindola CC Errodadura-bidearen forma eta akabera berezia duen errodamendu arraboldun errotuladuna. Batzuetan, errodamendua ezin da identifikatu bertan markatua duen izendapenaren bidez. Hori gertatzen denean, honela identifikatuko dugu: Errodamendua neurtuz eta begiz aztertuz. 1- Errodamendu mota begiz identifikatzea (zurruna, boladuna, arrabolduna, etab.) 2- Errodamenduaren zabalera eta barne- eta kanpo-diametroa neurtzea (26. irudia). 3- Errodamendu mota katalogoan bilatzea; bilaketa "d" barne-diametroarekin hasi behar da, gero "D" kanpo-diametroa eta, azkenik, "B", "T" edo "H" zabalera. Hiru neurri horiek lotzen dituen lerro horizontalari jarraituz, errodamenduaren izendapena lortuko dugu. Makinaren planoak kontsultatuz, han adierazten baita ordeztu beharreko errodamenduaren izendapena. Errodamenduak desmuntatzea eta muntatzea Desmuntatze-, muntatze- eta mantentze-eragiketak erabakigarriak dira makinaren funtzionamendu egokia lortzeko eta errodamenduaren bizitza erabilgarria ahalik eta handiena izatea lortzeko. Horretarako, aldez aurretik, errodamendu egokia aukeratu behar da, eragiketak txukun egin behar dira eta behar diren erremintak erabili behar dira. Eragiketa horietan, funtsezkoa da langileak ondo trebatuta egotea, hala seguruago eta eraginkorrago lan egingo baita, eta esku-lanaren denbora murriztu eta errodamenduen iraupena luzatu egingo baita. Lehenik eta behin, ziurtatu behar dugu errodamendua hondatuta dagoela eta beharrezkoa dela desmuntatzea. Desmuntatu behar bada, kontu handiz egin behar da, errodamenduei kalterik ez egiteko eta barnean zikinkeria sartzea eragozteko. Ardatzerako euskarri bat prestatu behar da, haren pisuak kalterik ez egiteko ateratzen ari den errodamenduari. Kontuan hartu beharreko beste puntu bat garbitasuna da: gehiago kostatzen da errodamendu bat garbitzea, zikinkeria sartzea eragoztea baino. Bada erregela garrantzitsu bat: errodamendua, desmuntatu ondoren eta kalterik ez badu, lehen zuen toki eta posizio berean muntatu behar da. Horretarako, desmuntatzean, errodamenduaren elementu bakoitzaren posizio erlatiboa markatu behar da. Gainera, gomazko itxiturak baldin baditu, berriak jarri behar dira beti. Muntatzean, egiaztatu behar da ez dagoela bizarrik edo ertzik ardatzean, eta egiaztatuko dugu guztiz garbi dagoela dena. Halaber, kontuan hartu behar da zer lasaiera utzi behar den. Errodamendua erabilia bada, arretaz garbitu behar dugu muntatu aurretik. Brotxa bat eta garbitzeko produktu egoki bat erabiliko dugu, eta errodamenduari aplikatuko zaio haren pistak pixkanaka birarazten diren bitartean. Garbitu ondoren, aire konprimitua edo zapi bat erabiliz, egiaztatu behar dugu garbi dagoela eta leun biratzen dela, eta ez jauzika (27. irudia). Hala ez bada, baztertu egingo dugu, eta berri bat muntatuko dugu. Garbiketa hori olio berotan ere egin daiteke, gutxi gorabehera 100 C-an. Garbitu ondoren, berehala eman behar zaie koipea errodamenduei. Errodamendu berri bat muntatzean, bilgarritik atera behar da muntatzerakoan, eta erantsita daraman substantzia babeslea kendu behar da haren kanpoaldeko eta barnealdeko pistetatik; horretarako, disolbatzaile espezifiko bat erabili behar dugu. Garbitasuna funtsezkoa da muntaketa behar bezala egiteko.


 edo prentsak erabil daitezke.")

26 218 Muntaketa eta mantentze mekanikoa 27. irudia. Argazki-sekuentzia honetan, errodamendu bat garbitzeko prozedura ikus dezakegu. Behar den disolbatzailea erabiliz, errodamendua likidoan sartu behar da, eta poliki birarazi. Ondoren, brotxa bat erabili behar da garbitzeko, birarazten den bitartean. Amaitzeko, biraketa egiaztatu behar da. Desmuntatzeko eta muntatzeko metodoak Hala muntatzeko nola desmuntatzeko, zenbait faktore hartu behar dira kontuan: o Lehenik, begiratu behar da ea errodamenduak zer duen: asentu zilindrikoa asentu konikoa finkatzeko eraztuna desmuntatzeko eraztuna o Gero, nola sartu edo atera erabakiko dugu; horretarako, metodo hauek ditugu: mekanikoa hidraulikoa olioa injektatzea berotzea Errodamenduaren tamainaren arabera hautatuko da metodoa. Tamaina txikikoekin, erreminta mekanikoak (28. irudia) edo prentsak erabil daitezke. Ahal den guztietan, prentsa erabiliko dugu beste edozein metodo baino lehen. Errodamenduan tamaina handitu ahala, ateratzeko sistema hidraulikoak behar izaten dira (29. irudia). Dena dela, tamaina handiko errodamenduak ateratzeko, olio-injekzioa edo berogailuak behar dira. Funtsezkoa da erreminta egokia erabiltzea, kasu bakoitzean behar den erreminta erabili behar baita. Errodamenduen tamaina bereizteko, irizpide hau erabiliko dugu: a) errodamendu txikiak: zuloaren diametroa < 80 mm; b) errodamendu ertainak: zuloaren diametroa 80 eta 200 mm artean; c) errodamendu handiak: zuloaren diametroa > 200 mm.





.")
27 Errodamenduak irudia. Irudien sekuentziari jarraituz, hau ikusten dugu: Bi eta hiru hankako ateragailuak; hiru hankakoek autozentratzea errazten dute. Errodamenduen bereizgailua duen ateragailua. Errodamendu-ateragailua. Mazo lerrakorra duen ateragailu sorta. Zuzenean mailuarekin ateratzeko eraztunak edo zorroak. 29. irudia. Ateragailu hidraulikoa. Errodamenduetako ohiko ahokadurak Langile on batek, erabili behar duen errodamendua aztertzean, ikusiko du zer ahokadura duen errodamenduak ardatzarekin eta ahokalekuarekin. Hori funtsezkoa da lana behar bezala egiteko. Eskuarki, barneko eraztunak edo kanpokoak interferentzia-ahokadura bat izango dute, baina, batzuetan, biek ahokadura estua izan dezakete. Informazio hori makinaren eskuliburuan aztertu behar da, han adierazten baita zer ahokadura duten elementu muntatuek. Informazio hori ez badugu, irizpide orokor honi jarraituko diogu. Mekanismoaren gorputz higikorrarekin batera biratzen den pistak izaten du interferentzia-ahokadura, karga edozein motatakoa dela ere. Adibidez, errodamendua makina baten gorputzean sartuta baldin badago eta biraka ari den ardatza bati eusten badio, ahokadura estua barnealdeko pistarena izango da (30. irudia). Aitzitik, ardatz bat baldin badugu gurpil bati eusten diona, eta gurpila biraka ariko bada, ahokadura estua errodamenduaren kanpoaldeko pistarena izango da, gurpilarekin batera biratuko baita (31. irudia). Barnealdeko pistak ahokadura lerrakorra izango du. Errodamenduak hotzean muntatu behar dira ahokadura estua duen pista kanpoaldekoa denean. Interferentzia-ahokadura duena barnealdeko eraztuna denean, hotzean zein beroan munta daiteke. Zer errodamendu mota dugun kontuan izanik, honela jokatuko dugu:


28 220 Muntaketa eta mantentze mekanikoa 30. irudia. Erreduktore bat ikusten dugu: haren ardatzak errodamenduetan euskarrituta daude. Biraketa-higidura ardatz horietan gauzatzen da; horregatik, interferentziaahokadura errodamenduen barnealdeko pistan egongo da. 31. irudia. Gurpil baten multzoa ikusten dugu: gurpila ardatz baten gainean muntatuta dago bi errodamenduren bidez. Ardatz hori finkoa izango da, eta gurpilak biraketa-higidura izango du. Horregatik, ahokadura estua errodamenduen kanpoaldeko eraztunari dagokio. Zulo zilindrikoa duten errodamenduak desmuntatzea Interferentzia-ahokadura ardatzean Errodamendua tamaina txiki edo ertainekoa denean eta ahokadura estua barnealdeko eraztunaren eta ardatzaren artean dagoenean, ateragailu konbentzional bat erabiliko dugu, eta haren hankak errodamenduaren barnealdeko pistan bermatuko dira (32. irudia). Batzuetan, errodamendu-bereizgailuak erabiliko ditugu, ondo atera ahal izateko (33. irudia). 32. irudia. Errodamendu bat desmuntatzea ateragailu konbentzional bat erabiliz.



29 Errodamenduak irudia. Errodamendu bat desmuntatzea eragiketa errazten duen bereizgailu bat erabiliz. Ardatz batzuek hozkak izaten dituzte ateragailua finkatu ahal izateko (34. irudia). Ondoren, ateragailuaren ardatz-torlojua biratuz joango gara errodamendua pixkanaka atera dadin, bere asentutik aske geratzen den arte. Garrantzitsua da, ateragailua jartzean, zentratzea; bestela, errodamendua desmuntatzean, alborantz lekualdatuz joango da, eta gerta daiteke ardatzari kalte egitea edo errodamendua bera hondatzea. Hori saihesteko, ateragailu autodoigarriak erabil daitezke, hiru hankaz osatuak. Ateragilua sartzea errazteko jangunea Jakina, ahal den guztietan, ateragailuen ordez prentsa bat erabiliko dugu desmuntatze-eragiketa horietarako (35. irudia). Batzuetan, ezinezkoa da ateragailua barne-eraztunean bermatzea; hori gertatzen bada, kanpo-eraztunean bermatu beharko da, errodamenduari kalte egiteko arriskua izanik ere. Hala eta guztiz ere, batez ere ateratako errodamendua berriro erabili behar denean, kalteak saihesten saiatzeko, kanpoaldeko pista biratuko dugu errodamendua atera ahala. Ateragilua sartzea errazteko jangunea 34. irudia. Errodamendua ez da inoiz mailukatu behar ateratzeko (36. irudia). Prentsa Ardatza Atera beharreko errodamendua Ateratzeko zorroa Bermagunea Bermagunea 35. irudia. Errodamendua prentsarekin ateratzea. 36. irudia. Ez jo inoiz errodamendua zuzenean mailuarekin.

. Kasu horretan, ateragailua edozein pistatan berma daiteke, indar txikia behar delako. Metodo hori erabiltzeko, ardatzak olioa banatzeko kanalak izan behar ditu.")
30 222 Muntaketa eta mantentze mekanikoa Tamaina ertaineko edo handiko errodamenduak desmuntatzeko esfortzu handiak behar direnez, komeni da, bitarteko mekanikoak erabili beharrean, ateragailu hidraulikoak erabiltzea, indar handiak sortzeko ahalmena baitute. Bada beste sistema bat: presiopeko olioa injektatzea errodamenduaren eta asentuaren artean, gainazalak bereiz daitezen eta, hala, errodamendua erraz atera dadin ateragailu baten laguntzaz (37. irudia). Kasu horretan, ateragailua edozein pistatan berma daiteke, indar txikia behar delako. Metodo hori erabiltzeko, ardatzak olioa banatzeko kanalak izan behar ditu. Errodamendu arrabol zilindrikodunetan, bada beste aukera bat: kanpoaldeko eraztuna askatzea (38a irudia). Hala, ardatzari lotuta dagoen barnealdeko pista agerian gelditzen da. Ondoren, olioa hedatu behar da errodadura-bidean, gainazala oxidatzea galarazteko. Jarraian, berotzeeraztuna (38b irudia) jarri behar da, barnealdeko pistaren tenperatura 280 C-ra igotzeko, gutxi gorabehera. Bero-transmisioa gauzatu ondoren, kendu egin behar da berogailua, eta egiaztatu behar da eraztuna, dilatazioaren ondorioz, askatu dela. Ateragailua Olioinjekzioa Errodamenduaren eta ardatzaren artean sortzen den lubrifikatzailegeruza Ardatztorlojuaren biraketa 37. irudia. Errodamendua presiopeko olioaren bidez ateratzea. 38a. irudia. Errodamendu arrabolduna. Ikusten da kanpoaldeko pista, elementu errodatzaileekin batera, barnealdeko pistatik bereizten dela lekualdatze axial baten bidez. Barnealdeko eraztuna ardatzean sartuta geldituko litzateke. 38b. irudia. Berotzeeraztuna. Zulo zilindrikoa duten errodamenduetarako ikusi berri ditugun prozedura horiek erregela orokor gisa defini daitezke; beraz, kontuan izan behar dira edozein errodamendu mota desmuntatzean. Interferentzia-ahokadura ahokalekuan Askotan, aurreko kasuan bezala, aukera izango dugu prentsa bat erabiltzeko ahokadura estua kanpoaldeko pistaren eta ahokalekuaren artean duten errodamenduetarako. Logikoa denez, kanpoaldeko pistan bermatzen den zorro bat erabili beharko da (38. irudia). Hori egiterik ez dagoenean, eta tamaina ertaineko edo handiko errodamenduetarako, kanpoaldeko pistan bermatzen den eraztun edo euskarri bat erabili behar da; mailuarekin jotzean, euskarri horrek pixkanaka lekualdatuko du errodamendua. Ez dugu inoiz zuzenean jo behar mailuarekin errodamenduaren kontra. Merkatuan, errodamenduak ateratzeko era askotako eraztun edo zorroak daude. Halakorik ez badugu, funtzio hori beteko duen diametro egokiko hodi bat erabil dezakegu. Gerta liteke ezinezkoa izatea zorro hori ere erabiltzea; orduan, errodamendua ateratzeko, egozkailu bat erabili beharko dugu: errodamenduaren inguru osoan jarri beharko dugu, mailuarekin kolpekatzen dugun bitartean (39. irudia).

. 40. irudia. Errodamendu errotuladuna pistak biratuz ateratzea.")
31 Errodamenduak 223 Prentsa Mailua Egozkailua Presioa kanpoaldeko pistaren gainean egiten da Ateratzeko zorroa Gurpila Gurpila 38. irudia. Prentsaren bidez ateratzea, zorro bat erabiliz. Presioa kanpoaldeko pistaren gainean egiten da 39. irudia. Egozkailuaren eta mailuaren bidez ateratzea. Desmuntatu beharreko errodamendua errotuladuna bada, bada aukera barnealdeko pista oszilarazteko kaiolarekin eta elementu errodatzaileekin batera; hala, kanpoaldeko pistara iritsi ahal izango gara, eta, han, ateragailu konbentzional bat bermatuko dugu errodamendua ateratzeko (40. irudia). 40. irudia. Errodamendu errotuladuna pistak biratuz ateratzea. Badira, halaber, errodamenduak desmuntatzeko torlojuak. Metodo horretan, multzoak berak hiru zulo hariztatu izaten ditu; haietan, torlojuak sartzen dira, eta zuzenean presioa egiten dute errodamenduaren kanpoaldeko pistaren gainean (41. irudia). Torloju horiek txandaka estutu behar dira, errodamenduak oszila ez dezan eta irteeran blokeatuta gera ez dadin. Aurreko sistema guztiek balio ez badute eta barnealdeko pista erabili behar badugu, pista hori biratuz joan behar dugu errodamendua atera ahala, kalterik ez egiten saiatzeko, nahiz eta jakin metodo hori ez dela gomendagarria, errodamendua hondatzeko arriskua baitu. Ateratzeko torlojua 41. irudia. Torloju bidez ateratzea.


32 224 Muntaketa eta mantentze mekanikoa Interferentzia-ahokadura ardatzean eta ahokalekuan Kanpoaldeko pistan zein barnealdekoan ahokadura estua duten errodamenduak desmuntatzeko, komeni da errodamendua ardatzari lotuta ateratzea bere ahokalekutik; hau da, ardatza ateratzen da, eta berarekin batera aterako da errodamendua. Hala, desmuntatzean aplikatutako indarrek ez dute zuzenean eragingo errodamenduan, eta haren barnealdeko parteei ez zaie kalterik egingo. Batzuetan, alderantzizko eragiketa egin daiteke, hau da, ahokaleku-funtzioa betetzen duen pieza ateratzea eta errodamenduari berarekin batera ateratzen uztea. Ardatzaren gainean indarra egiteko ateragailu bat erabiltzen denean, makinek ahokalekuen estalkiak jartzeko dituzten zulo hariztatuak erabil ditzakegu lagungarri gisa. Hala, ainguratzeko puntu bat izango dugu ateragailuarekin presioa egin ahal izateko. Errodamendu boladunak ateratzeko, badira ateragailu bereziak, eraztunean finkatzen direnak esfortzuak behar bezala egiteko. Zulo zilindrikoa duten errodamenduak muntatzea Zulo zilindrikoa duten errodamenduak muntatzeko, zorro bat edo erreminta bat erabiliko dugu beti pistetan bermatzeko. Inoiz ez dugu zuzenean kolpekatu behar errodamenduen osagaiak. Hotzean muntatzean, desmuntatzean ikasi genuen bezala eta errodamenduaren ahokaduraren arabera, pista batzuk edo beste batzuk erabiliko ditugu (42., 43. eta 44. irudiak). Errodamenduak txikiak direnean, eta ahal den guztietan, prentsa bat erabili behar da. Indarra aplikatzeko erabiltzen den elementuaren eta errodamenduaren pistaren artean, zorro bat sartu behar da; hala, presioa aplikatzean, eraztun ahokatuaren gainean uniformeki banatuko da. Muntatzezorroa Muntatu beharreko errodamendua Ahokadura estua ardatzean 42. irudia. Prentsa Muntatzean zorroa bermatzeko erabiliko den pista Ahokadura estua ahokalekuan Ahokadura estua ardatzean eta ahokalekuan Muntatzean zorroa bermatzeko erabiliko den pista Muntatzean zorroa bermatzeko erabiliko diren pistak 43. irudia. 44. irudia. Bistan denez, zenbat eta handiagoa izan errodamendua, orduan eta indar handiagoa beharko da muntatzeko. Muntaketa errazteko, errodamenduak 85 C-ra berotu behar ditugu, gutxi gorabehera; ez dugu inoiz gainditu behar 120 C-ko tenperatura. Tenperatura hartu ondoren, ardatzean sartu behar dira, eta, presioa eginez, zain egon behar da hozten diren arte, ziurtatzeko ez direla mugitzen bere posiziotik. Berotze hori egiteko, inoiz ezin da erabili sugar bat zuzenean errodamenduaren gainean. Ekipamendurik erabilienak hauek dira: berogailuak, hau da, berotzeko 45. irudia.
33 Errodamenduak 225 labeak; berotze-eraztunak: errodamendu arraboldunak desmuntatzeko erabiltzen direnen berdinak dira, eta muntatzeko eragiketan bezala erabiltzen dira; indukzio-ekipamenduak (45. irudia): korronte elektriko baten bidez igotzen dute errodamenduen tenperatura; olio bidez, errodamenduak olio berotan sartuz nahi den tenperatura hartzen duten arte. Eragiketa horrekin batera, aldian-aldian, errodamenduen tenperatura neurtuz joan beharko da termometro batekin. Bola-lerro bakarreko eta ukipen angeluarreko errodamenduak muntatzea Errodamendu hauek, karga erradialak norabide batean bakarrik xurgatzen dituztenez, beti bikoteka muntatzen dira (46. irudia). Hiru eratara egin daiteke bikoteka jartze hori: Aurpegiz aurpegi. Bizkarrez bizkar. Tandem gisa. Bizkarren bizkar Aurrez aurre Tandem gisa 46. irudia. Bi bola-lerroko eta ukipen angeluarreko errodamenduak muntatzea. Indar axialak bi noranzkoetan jasaten dituztenez, posizioaz ez dugu arduratu behar muntatzean. Aurrekoetan bezala, zorro bat erabiliko dugu muntatzeko, edo berotu egingo dugu beharrezkoa bada eta ahokadura estua ardatzean bada. Eraztun erdibitu bat badute, honela jokatu behar da (47. eta 48. irudiak): Muntatu barne-eraztunaren lehen partea. Muntatu kanpo-eraztuna kaiolekin eta elementu errodatzaileekin. Muntatu barne-eraztunaren bigarren partea, multzoa finkatzeko. Errodamendua txikia bada, prentsa eta muntatzezorro batekin sartuko dugu, edo mailuarekin kolpe sendoak emanez errodamenduaren barnealdeko pistan bermatzen den zorro horretan. Tamaina handiagoa denean, errodamenduaren barnealdeko pistaren bi erdiak berotu behar dira. 3- Barnealdeko pistaren bigarren pieza 2- Kanpoaldeko pista elementu errodatzaileekin 1- Barnealdeko pistaren lehenengo pieza 47. irudia.





.")

34 226 Muntaketa eta mantentze mekanikoa 48. irudia. Irudi hauetan ikusten dugu bi bola-lerro dituen ukipen angeluarreko errodamendu baten pieza multzoa eta haren elementu guztien muntatze-sekuentzia. Errodamendu arrabol zilindrikodunak muntatzea Kasu hau berezia da, desmuntatzean gertatzen zen bezala. Badugu abantaila bat, errodamenduak bi partetan bereiz baitaitezke (49. irudia); horregatik, bakoitza bere aldetik sartzen da. Hasteko, barnealdeko pista sartzen da, modu uniformean presioa eginez haren perimetro osoan, eta, behin muntatuta dagoela, kanpoaldeko eraztuna jartzen da (50. irudia). Horri esker, asko errazten da eragiketa. Behar izanez gero, errodamenduak berotzeko eraztun bat erabil daiteke. 49. irudia. LEHENIK, BARNEALDEKO PISTA SARTZEN DA ONDOREN, ERRODAMENDUA ERATZEN DUEN BESTE PARTEA JARTZEN DA Barnealdeko pista Muntatze-zorroa Kanpoaldeko pista arrabolekin eta kaiolarekin 50. irudia.
35 Errodamenduak 227 Errodamendu arrabol konikodunak muntatzea Errodamendu mota honetakoak kontaktu angeluarrekoak bezala tratatu behar ditugu, esfortzu axialak norabide bakarrean jasaten baitituzte. Horregatik, aurkako bikoteak osatuz muntatzen dira, muntatze-sekuentzia honi jarraituz: Kanpoaldeko pistak muntatzea, muntatze-zorro baten bidez, bere posizioraino ahokatuz; posizio hori, eskuarki, zuloko sekzio-aldaketa batek edo euste-eraztunek adieraziko dute (51. irudia). 1- KANPOALDEKO PISTAK MUNTATZEA Zorro baten bidez sartutako pista Kanpoaldeko beste pista sartzeko prozedura Kanpoaldeko pistak 51. irudia. Ardatzean, barnealdeko pista ezarri behar da, kaiola eta arrabolak dituela, eta dagokion posizioraino iritsi arte sartu behar da; posizio hori zuloarena bezalako sistema baten bidez adierazita egongo da (52. irudia). Sartu ardatza, eta ahokatu beste barne-eraztuna, bere kaiola eta elementu errodatzaileak dituela (52. irudia). 2- BARNEALDEKO PISTAK ARDATZEAN MUNTATZEA Lehenik, barnealdeko pista bat sartuko dugu ardatzean Ondoren, ardatza ahokalekuan sartuko dugu eta beste eraztun batean muntatuko dugu 52. irudia.
36 228 Muntaketa eta mantentze mekanikoa Sartu finkatze-zirrindola eta azkoin artekaduna, azkoina estutzean errodamendua lekualda dezan; forma konikoa duenez, pixkanaka ahokatuz joango da. Ardatza biratuz joan behar da azkoina estutu ahala, ardatzak biratzeari uzten dion arte. Puntu horretara iritsita, lasaitu egin behar da pixka bat azkoina, ardatza berriro biratzen hasten den arte (53. irudia). Zenbaitetan, mazoarekin kolpe batzuk ematen dira ardatzaren muturretan, asentatzea lortzeko eta biraketa errazteko. Muntaketan doitasun handia behar denean, erloju konparatzaile bat jarri beharko da ardatzarekiko posizio axialean, lasaiera egiaztatzeko. Zulo zilindrikoa duten errodamenduak desmuntatzea 53. irudia. Askotan egiten da konikotasun pixka bat duten piezen arteko lotura, oso ahokadura ona lortzen baita eta erregulatzeko aukera ere ematen baitu. Horregatik, badira, halaber, asentu konikoa duten errodamenduak. Mota horretakoetan, tamaina txikikoak ateragailu baten bidez desmunta daitezke desmuntatzeko arau orokorrei jarraituz. Konikotasuna duen pista barnealdekoa denez eta ahokadura estua duenez, ahal den guztietan barne-eraztunetik egin behar da trakzioa. Ateragailua arretaz zentratu behar da, edo, bestela, autodoigarri bat erabili behar da. Errodamendua kanpoeraztunaren aldetik ateratzea beste aukerarik ez bada, pista biratuz joan behar da errodamendua atera ahala. Aurrekoetan bezala, tamaina ertaineko errodamenduetarako, esfortzu handiagoak behar direnez, erreminta hidraulikoak erabili behar dira, eta tamaina handikoak olioa injektatzeko kanalez hornituta egongo dira errodamendua atera ahal izateko. Olioa presioan sartuz, errodamenduaren pista ardatzetik bereiztea lortzen da. Gero, karga axial txiki bat aplikaturik, multzoa desmuntatzea lortzen da. Ardatzaren eta errodamenduaren zuloaren konikotasuna dela eta, gerta liteke biak bat-batean askatzea; horregatik, kontuz ibili behar da eragiketa hori gauzatzean. Gorputza indarrez ateratzea galarazteko, topeak prestatu behar dira, hala nola azkoinak edo plakak. Tope hori atzeratuz joan behar da errodamenduak bera ukitu ahala. Zorroa duten errodamenduak desmuntatzea Batzuetan, ardatz zilindrikoetan zorroak muntatzen dira, ardatzari konikotasuna emateko. Gainera, ez da behar ardatzak oso akabera ona izatea, eta errodamenduak muntatzea eta desmuntatzea erraza eta erosoa da. Hala egin ohi da errodamendu errotuladunak erabiltzen direnean, boladunak zein arraboldunak izan. Zorroak bi motatakoak dira: - Finkazorroa; - Desmuntatze-zorroa. Finkazorroen gaineko errodamenduak desmuntatzea Azkoin artekaduna Eustezirrindola 3- EUSTE-ZIRRINDOLA JARTZEA ETA AZKOINA BEHAR BEZALA DOITZEA 54. irudian ikusten da nola dagoen osatuta sistema. Errodamenduak duen posizio erlatiboa markatu egin behar da, berriro muntatzen denean posizio bera har dezan. Errodamendua oso handia ez bada, urrats hauei jarraituz desmunta daiteke (55. irudia): Lehenik, izaten duten euste-zirrindolaren erlaitza destolestu behar da. Azkoina pixka bat lasaitu behar da, baina erabat atera gabe. Azkoinean bermatuko den zorro edo hodi bat sartu behar da, eta kolpe sendo batzuk eman behar zaizkio. (Kolpearen ondorioz, finkazorroak atzera egingo du pixka bat, eta errodamendua askatu egingo da.) Ardatza Eraztun bereizlea Errodamendua Finkazorroa 54. irudia. Eustezirrindola Azkoin artekaduna

37 Errodamenduak 229 Gero, azkoina, zirrindola, errodamendua eta bereizgailua atera behar dira. Ondoren, zorroa atera behar da. Eraztun bereizleak sortutako hutsunea Eustezirrindola Desmuntatzeko zorroa Zorroaren desplazamendua azkoinaren kontra jotzean Mailua Azkoina lasaitzean sortzen den hutsunea Desmuntaketan erabiltzeko tarteko eraztuna 55. irudia. 56. irudia. Gerta liteke zorroa ezin sartu ahal izatea azkoinean bermatzeko. Hori gertatzen bada, beste eraztun bat erabiliko dugu, errodamenduaren barnealdeko pistari eragiteko. Zirrindola askatu eta azkoina pixka bat lasaitu ondoren, kolpe batzuk eman behar zaizkio eraztunari; eraztunak errodamendua lekualdatuko du, eta, konikotasunaren ondorioz, askatu egingo da (56. irudia). Tamaina handiko errodamenduak direnean, ikusi ditugun metodo hidraulikoen aldaera bat erabiltzen da: "azkoin hidrauliko" direlakoak (57a irudia). Sistema hori oso erabilia da finkazorro gainean muntatutako errodamenduetan. Ardatza, jakina, holako sistemetarako prestatuta egongo da, zeren arteka bat izango baitu tope edo plaka bat funtzio bera duen ardatzaren muturrean torlojuz lotuta hartzeko. Sistema horren funtzionamendua argi azaltzen da 57b irudian. 57a irudia. Barnealdeko euste-zirrindola Azkoin hidraulikoaren xehetasuna Olio-injekzioa Azkoin hidraulikoa Pistoi hidraulikoa Barnealdeko euste-zirrindola Kanpoaldeko euste-zirrindola Kanpoaldeko eustezirrindola 57b irudia. Metodo honen oinarria azkoinaren barnealdean olioa presiopean injektatzea da. Irudiaren xehetasunean ikusten denez, azkoina zorroan ezarri ondoren, olioak presioa egiten du pistoi hidraulikoan, eta alborantz mugiarazten du. Pistoiak euste-zirrindola ukituko du, eta, orduan, azkoina eta finkazorroa ezkerrerantz bultzatuko ditu; hala, poliki eta erraz desmuntatuko da. Blokeoa gauzatzen duten zirrindolak jartzeko moduari erreparatu behar diogu. Ardatzak arteka bat izan behar du, han kanpoko bi zirrindola-erdiak sartzeko; gero, barne-zirrindolaren bidez finkatuko da (barne-zirrindola hori ardatzaren muturretik sartu behar da aldez aurretik).
38 230 Muntaketa eta mantentze mekanikoa Desmuntatze-zorroen gaineko errodamenduak desmuntatzea 58 irudian ikusten da nola dagoen osatuta sistema. Eraztun bereizlea Errodamendua Zorro horren gainean muntatutako errodamendu bat aurkitzen dugunean, ikusiko dugu blokeatuta dagoela, dela ardatzean hariztatutako eta zorroan bermatutako azkoin baten bidez, dela muturrean torlojuz lotutako plaka baten bidez. Ardatza Desmuntatzeko zorroak Desmuntatzeko, baldin eta errodamendua oso handia ez bada, hau egingo dugu (59., 60. eta 61. Kultzoa irudiak): finkatzeko azkoina Azkoina edo blokeatzeko plaka kenduko dugu. 58. irudia. Azkoin artekadun bat sartuko dugu desmuntatze-zorroak duen harian. Aldez aurretik, koipea eman behar zaio errodamenduan presioa egingo duen azkoinaren gainazalari. Estutu egingo dugu azkoina errodamenduaren kontra tope egiten duen arte. Orduan, noranzko berean estutzen jarraituko dugu, azkoinak zorroa arrasta dezan. Konikotasunaren ondorioz, zorroa aske geldituko da. Zorroa eta azkoina aterako ditugu, eta, ondoren, errodamendua eta bereizgailua. 1- MULTZOA FINKATZEKO AZKOINA ATERATZEA Eustezirrindola Eustezirrindola 2- DESMUNTATZEKO AZKOINA SARTZEA 3- AZKOINA ESTUTZEA ZORROA LEKUALDATU ETA ERRODAMENDUA ASKATZEN DEN ARTE Desmuntatzeko zorroa Zorroaren desplazamendua Multzoa finkatzeko azkoina Desmuntaketa egiteko azkoina sartzea Azkona errodamenduaren kontra estutzea 59. irudia. 60. irudia. 61. irudia. Errodamendua oso handia denean, azkoin hidrauliko bat erabiliko dugu: zorroan hariztatuko da errodamendua ukitzen duen arte. Posizio horretan dagoela, olioa injektatu behar da, eraztun hidraulikoak azkoinean presioa egin eta zorroa arrasta dezan (62. irudia). Gainera, zorro horiek kanal batzuk izaten dituzte olioa presiopean sartzeko haien eta errodamenduaren artean. Bi eragiketa horiek aldi berean eginez gero, errodamendua poliki eta erraz ateratzen da. Zorro bereizlea Eraztun hidraulikoa Lubrifikazio-kanalak 62. irudia. Olioa injektatzea pistoia lekualdatzeko Azkoin hidraulikoa

39 Errodamenduak 231 Zulo zilindrikoa duen errodamendua muntatzea Orain arte ikusitako irizpide bera ez da erabiltzen, jakina. Errodamendu txikiak mailuarekin kolpekatuz sartzen dira, barnealdeko pistan bermatzen den muntatze-zorro bat tartean jarrita. Giltza bat eta azkoin artekadun bat ere erabil daiteke. Errodamendu handiak muntatzeko, azkoin hidraulikoak erabiliko ditugu. Eskuz sartu behar dira, eraztuna errodamenduari begira dutela. Hurbilduta daudenean, olioa injektatuko da, eta errodamendua bere muntatze-posizioraino bultzatuko da. Hori lortu ondoren, kendu egin behar da azkoin hidraulikoa, eta, haren ordez, azkoin normal bat jarri, errodamenduaren posizionamendua ziurtatzeko (63. irudia). 1- AZKOIN HIDRAULIKOA ERAZTUNA ERRODAMENDUARI BEGIRA DUELA SARTU BEHAR DA Olio-injekzioa Eraztun hidraulikoa Ardatza Azkoin hidraulikoa 2- AZKOIN HIDRAULIKOA ATERA ETA MULTZOA FINKATZEKO AZKOINA SARTU BEHAR DA Ardatza Multzoa finkatzeko azkoina Azkoin hidraulikoa 63. irudia. Aurreko metodoa aplikatzerik ez badago, beste aukera bat errodamendua berotzea da, dela indukzio bidez, dela oliotan sartuz. Kasu horretan, lekualdatze axiala hurrengo atalean aztertuko dugu kontuan harturik muntatu behar dugu, errodamendua dilatatu egingo baita. Sartu ondoren, presioa eginez jarraitu behar da hozten den arte. Asentu konikoa duten errodamenduak ahokatzeko, olio-geruza fin bat eman behar zaio ardatzari errodamendua sartu aurretik. Errodamendu arraboldun errotuladunak muntatzea Garrantzitsua da kontuan hartzea ezen, zulo konikoa duen errodamendu bat muntatzean, gehiago edo gutxiago sartzen den, elementu errodatzaileen barne-lasaiera txikiagoa edo handiagoa izango dela. Hala, errodamendua behartzen duen azkoina gehiegi estutuz gero, errodamenduak utzi egingo dio biratzeari barne-lasaiera murriztearen ondorioz. Honela muntatu behar da: Errodamendua desmuntaturik dagoela, errodamenduaren lasaiera erradiala neurtu behar da. Horretarako, lodiera-galga bat erabiltzen da. Neurketa egiteko, bermatu errodamendua gainazal baten gainean, eta biratu zenbait aldiz haren barneeraztuna. Gero, begiratu ezazu errodamenduaren katalogoan zein den lasaieraren balio minimoa, eta hauta ezazu neurri horretako edo neurri txikixeagoko galga bat. Sar ezazu galga arrabolaren eta goiko posizioan dagoen elementu errodatzailearen aldameneko elementuaren kanpoaldeko pistaren artean (64. irudia). Galgen lodiera handituz joango gara, ateratzean kosta egiten dela nabaritu arte. Lasaiera erradiala Bermatze-mahaia 64. irudia. Lasaiera erradiala
40 232 Muntaketa eta mantentze mekanikoa Errodamendua ardatzean sartuko dugu, eta lasaiera egiaztatuz joango gara errodamendua sartu ahala; ardatzean muntatuta dagoenean, tartea barnealdeko pistaren eta beheko posizioan dagoen arrabolaren artean sortzen da (65. irudia). Toki horretan egin behar dugu egiaztapena, eta muntaketa bukatutzat joko dugu lasaiera erradiala fabrikatzaileak aholkatzen dituenen artean gelditzen denean. Balio horiek lasaieraren murrizketa baten funtzioan adierazten dira, errodamendua desmuntatuta dagoela egindako egiaztapen batean oinarriturik. Ardatza Lasaiera erradiala 65. irudia. Multzoa finkatzeko azkoina Lasaiera erradiala Lasaiera erradiala neurtu ezin denean edo muntaketa errodamenduak berotuz egiten denean, desplazamendu axialaren balioa hartu beharko da kontuan (66. irudia). Hori zehaztasunez egiteko, zabalera jakineko zorro bat prestatu ohi da, errodamenduaren desplazamendua, ardatza ukitzen hasten denetik topera iristen den arte, errodamendu horrek markatzen duen distantzia axiala izan arte (67. irudia). Lasaiera axiala Luzera errodamendua estutu gabe dagoenean Lasaiera axiala Ardatza Multzoa finkatzeko azkoina Eraztun bereizlea Zorroaren luzera Ardatza Muntatzeazkoina 66. irudia. Barne-lasaiera erradialaren murrizketa. Azkoina estutzean, lasaiera erradiala pixkanaka murriztuz joaten da, barnealdeko pistan egiten den presioaren ondorioz. 67. irudia. Desplazamendu axiala. Azkoina estutzean, errodamendua alborantz lekualdatzen da; desplazamendu horren balioa ezarriz, zer murrizketa erradial jasango duen zehaztu daiteke. Jarraian, balio batzuk ematen dira zulo konikoa duten errodamendu arraboldun errotuladunetako lasaierak zehazteko. Errodamenduaren zuloaren diametroa mm-tan. Barne-lasaiera erradialaren murrizketa mm-tan. Lasaiera egokia lortzeko desplazamendu axiala mm-tan Hau baino gehiago Honaino Neurri maximoa Neurri minimoa Neurri maximoa Neurri minimoa ,020 0,025 0,35 0, ,025 0,030 0,4 0, ,030 0,040 0,45 0, ,040 0,050 0,6 0, ,045 0,060 0,7 0, ,050 0,070 0,75 1, ,065 0,090 1,4 2, ,075 0,100 1,2 1,6

41 Errodamenduak 233 Errodamendu arraboldun errotuladunak desmuntatzea Errodamendu mota honetan, kanpoaldeko pista oszilaraziz egiaztatuko dugu lasaiera. Errodamendua sartuko dugu ikusi arte erraz biratzen dela baina haren pista oszilaraztean erresistentzia egiten duela. Seinale horrek adieraziko du errodamenduaren lasaiera egokia dela. Zorroa duten errodamenduak muntatzea Desmuntatzean ikusi genuen bezala, errodamendu boladun edo arraboldun errotuladunak zorroen gainean muntatuta aurkituko ditugu. Holako errodamenduek, zorroen gainean muntatuta badaude ere, zulo koniko bat dute; beraz, aurreko ataletan aztertu ditugun lasaieraegiaztapen berak egin beharko ditugu. Desmuntatzean bezala, kasu hauek aurkitu ditzakegu: Finkazorroen gaineko errodamenduak muntatzea Finkazorro bat ardatz irtengunedun batean erabiltzen dugunean, eraztun bereizle bat erabiliko dugu, errodamenduaren mugimendua mugatzeko eta finkazorroari eraztunaren azpitik lerratzen uzteko (68. irudia). Aitzitik, ardatzak irtengunerik ez badu, desmuntatu aurretik zegoen posizioan jarriko dugu finkazorroa. Horretarako, marka bat egin behar zaio desmuntatzean. Finkazorroa jartzea erraza da, zeren eta haren luzetarako artekatik bihurkin bat sartu eta biratzen badugu, finkazorroak handitu egingo baitu bere diametroa; hala, erraz irristatuko da ardatzean zehar (69. irudia). Eraztun bereizlea 68. irudia. Finkazorroa Hau da jarraitu beharreko prozedura: Eraztun bereizlea sartzea. Finkazorroa jartzea, bihurkin baten laguntzaz. Errodamendua sartzea. Finkazorroaren haria eta errodamendua ukituko duen azkoinaren partea lubrifikatzea. Azkoina jartzea. 69. irudia. Azkoina estutuz joatea lasaiera erradiala egiaztatzeaz batera. Behar den bezala sartu denean, azkoina desmuntatzea, segurtasun-zirrindola sartzea eta azkoina berriro jartzea. Olioinjekzioa Pistoiaren desplazamendua Azkoin hidraulikoa Tamaina handiko errodamenduak ditugunean, azkoin hidrauliko bat erabiliko dugu, behar den bezala jarrita, olioa sartzean pistoiak presioa egin dezan errodamenduan (70. irudian). Muntaketa egiteko, azkoin hidraulikoa eskuz sartu eta errodamendua olio-injekzioarekin ahokatu ondoren, kendu egin behar da azkoin hori eta, gero, eustezirrindola eta finkatze-azkoin konbentzionala sartu behar dira. Azkenik, errodamenduaren lasaiera egiaztatu behar da berriro. 70. irudia. Gerta liteke batzuetan azkoin hidraulikoa ezin erabiltzea. Hori gertatzen denean, errodamendua berotu egin beharko dugu muntatu aurretik; badakigu indukzio bidez, berogailu bidez edo olio berotan sartuz berotu dezakegula. Kasu horietan, sartze axialaren distantzia kontuan hartu behar da muntatzean.
42 234 Muntaketa eta mantentze mekanikoa Desmuntatze-zorroen gaineko errodamenduak muntatzea Lasaierari buruz kontuan hartu beharrekoak lehenago ikusitako berak dira. Honela muntatu behar da (71. irudia): Ardatzak irtengune bat badu, eraztun bereizle bat sartzea. Errodamendua sartzea. Ardatzean eta zorroaren kanpo-gainazalean olioa ematea. Zorroa errodamenduaren azpitik sartzea. Behar izanez gero, bihurkin bat erabiliko dugu zorroa irekitzeko eta sartzea errazteko. Zorroan indarra egin behar da, sartu ahala errodamendua pixkanaka estutuz joan dadin. Indarra egiteko ardatzean bertan hariztatutako azkoin bat erabiltzen badugu, lubrifikatzailea jarriko dugu azkoinean eta zorroaren kontra marruskatuko den gainazalean. Behin errodamendua ahokatuta, azkoina atera eta euste-zirrindola sartu behar da. Azkenik, errodamenduaren lasaiera egiaztatu behar da berriro. Irtengunea Eraztun bereizlea Errodamendua Desmuntatzezorroa Eustezirrindola Ardatza Multzoa finkatzeko azkoina 71. irudia. Era berean, behar izanez gero, azkoin hidrauliko bat erabil dezakegu, edo errodamendua berotu, errazago sartzeko. Erabili beharreko jarraibideak gaian zehar ikusi ditugun berak dira. Errodamendu muntatuetan egin beharreko berrikuspenak Errodamenduak kontrol-puntu ezin garrantzitsuagoak dira makinek ondo funtziona dezaten. Horregatik, aldian-aldian egiaztatu egin behar ditugu. Errodamenduek zer lan-baldintzak jasan behar dituzten, handiagoa edo txikiagoa izango da mantentze-lanen maiztasuna. Haien funtzionamendu ona egiaztatzeko metodorik erabilienetako bat haien bibrazioak aztertzea eta neurtzea da. Dena dela, berrikuspen horietan eragiketa praktiko hauek egiten dira: Ikusi Hau egiaztatu behar da: itxituren egoera, errodamenduaren ikusizko itxura eta olioa edo lubrifikatzailea galdu ote den. Era berean, lubrifikatzailearen koloreari erreparatu behar zaio, zeren eta kolore-aldaketak zikinkeria duela adieraziko bailuke.


43 Errodamenduak 235 Entzun Egiten duten zarataren bidez egiazta daiteke mekanismo askoren funtzionamendu egokia. Errodamendu baten zaratak burrunba egonkorra izan behar du, etenik eta jauzirik gabe. Kirrinkarik entzunez gero, funtzionamendu txarraren seinalea da, lubrifikatzailea falta delako, ahokatzea estuegia delako edo errodamendua hondatu delako. Estetoskopio baten bidez (72. irudia), zehatz-mehatz entzun daiteke errodamenduen hotsa, eta ezohiko zarataren jatorria eta zarata hori zerk sortzen duen ere zehaztu daiteke. Lehen, mekanismoen barnealdeetako zaratak entzuteko, bihurkin bat edo tutu-erako giltza bat erabiltzen zen, mutur bat makinan eta bestea belarrian jarrita. Hala, hobeto nabaritzen ziren funtzionamenduan ari ziren elementuek sortutako bibrazioak. Gaur egun, estetoskopioaz gainera, kontrolatzeko gailu elektronikoak jartzen dira. 72. irudia. Makinetako zaratak detektatzeko estetoskopio elektronikoa, mantentze-lanetako diagnostikoan erabiltzekoa. Modelo honek errodamenduen edo makinen zarata kokatzen eta ebaluatzen laguntzen du mantentze-lanetako diagnostikoetan. Entzungailuek belarrien babesgailu gisa jokatzen dute, eta fabriketako giro-zarataren interferentziak gutxitzen dituzte. Ukitu Tenperatura funtsezko faktorea da errodamenduen funtzionamenduan. 120 C-tik gora funtzionatuz gero, laburtu egiten zaie bizitza erabilgarria. Tenperatura altua lubrifikatzaile gutxi edo asko izateagatik izan daiteke, zikinkeriagatik, elementu errodatzaileen artean lasaiera txikiegiak izateagatik edo itxituretan marruskadura handia izateagatik. Tenperatura egiaztatzeko, termometroak erabiltzen dira (73. irudia). Kontuan hartu behar dugu laneko tenperatura pixka bat handitzen dela errodamendu berriak instalatzen direnean edo erabiliak lubrifikatzen direnean eta balio normaletara itzultzen dela errodaje-denbora igaro ondoren. 73. irudia. Termometro digital zundaduna. Errodamenduak lubrifikatzea Lubrifikatzailea ezinbestekoa da errodamenduetan, geruza mehe bat sortzen baitu, marruskadura murrizten duena eta, ondorioz, beroa sortzea ere murrizten duena. Gainera, oxidazioa galarazten du. Teorian, baldintza idealetan funtzionatzen ari den errodamendu batek, lubrifikazio perfektua izanez gero, iraupen infinitua izango luke. Praktikan, hori ez da betetzen; horregatik, arreta

44 236 Muntaketa eta mantentze mekanikoa berezia eskaini behar diogu errodamenduen lubrifikazioari, bizitza erabilgarria ahal den luzeena izango dutela ziurtatzeko. Errodamenduak koipe bidez edo olio bidez lubrifika daitezke. Koipeak Errodamenduak funtzionamendu-esfortzu normaletan lan egin behar duenean erabiltzen da metodo hau, hau da, abiadura- eta tenperatura-baldintza normaletan. Horregatik, metodorik erabiliena da: esan daiteke errodamenduen % 90, gutxi gorabehera, lubrifikatzaile mota hau erabiltzen dutela. Gainera, baditu abantaila batzuk, emateko erraza baita eta ez baita garestia. Errodamendu mota batzuk, itxituradunak, betiko lubrifikatuak egoten dira, hau da, lantegitik koipeztatuta ateratzen dira eta ez dira gehiago lubrifikatu behar. Koipea gehienbat olioz osatuta dago, baina lodigarri bat eransten zaio itxura erdisolidoa har dezan (74. irudia). Haren funtzionamenduaren oinarria belakiarena da; hau da, likido bat xurgatzen du, eta pixkanaka askatzen du haren gainean presioa egin ahala. Koipeak olioa hornitzen du haren tenperatura igo ahala. Higitzen ari diren elementuen inguruan igotzen da tenperatura, jakina; horregatik, toki horietan izango da eraginkorra lubrifikazioa. Koipe bat erabiltzeko orduan, kontuan hartu behar dira haren loditasuna, haren ezaugarri antioxidatzaileak eta zer tenperaturatartetan lan egingo duen. Olioak 74. irudia. Errodamenduetarako koipea. Koipe beltza da, olio mineralezko oinarria duena, buztin organikoki eraldatuarekin loditua. Molibdeno disulfuroa du, baita muturreko presioetarako gehigarriak eta korrosioaren eta oxidazioaren inhibitzaileak ere. Lan-baldintzak gogortzen direnean, abiadura handiak eskatzen direnean eta sortzen den tenperatura handia denean, beharrezkoa da olio bidez lubrifikatzea. Abiadura handian koipea erabiliko bagenu, itxituretatik ateratzeko joera izango luke. Halaber, tenperatura handituko balitz, koipeak ezingo luke beroa kanporatu, eta horrek kalte egingo lioke errodamenduari. Olio bidezko lubrifikazioan, berriz, errodamendua etengabe bainatzen ari da; olioak zeharkatu egiten du elementua, behar bezala lubrifikatuz eta sortu den beroa xurgatuz; ondoren, behealdean metatzen da, gero, berriro ere errodamendura bultzatua izateko. Hala, lubrifikazio jarraitu bat ezartzen da, eta horrek lagundu egiten die errodamenduen lanari eta iraupenari lan-baldintzak gogorrak direnean. Eragozpena sistema hori ezartzeko kostua da, garestia baita. Era horretako lubrifikazioetan, olio minerala erabili ohi da; hala ere, etenik gabe eta 125 C-tik gorako tenperaturan lan egin behar denean, olio sintetikoak erabiltzen dira. Abiadura handietarako, biskositate txikiko olioa erabiltzen da, azkar ibil dadin errodamenduan barrena eta ahalik eta bero kantitaterik handiena xurga dezan. Abiadura txikietarako, berriz, komeni da biskositatea handiagoa izatea, geruza lodiagoa bat sor dadin elementu mugikorren eta elementu estatikoen artean. Lubrifikazio-tarteak Koipeen kasuan, tarte horiek fabrikatzaileek ematen dituzten grafikoetatik lor daitezke. Dena dela, zenbat eta handiagoa izan funtzionamendu-tenperatura, txikiagoa izango da lubrifikaziotartea. Olio-aldaketa urtean behin egin ohi da, baldin eta laneko tenperatura 50 C-tik gorakoa ez bada. Koipeekin gertatzen den bezala, tenperatura handitu ahala, maizago egin beharko dira olioaldaketak. Adibidez, 100 C-ko laneko tenperatura badugu, hiru hilean behin aldatu beharko litzateke.




45 ARRASTATZEKO ETA HIGIDURA TRANSMITITZEKO ELEMENTUAK II
46
47 Arrastatzeko eta higidura transmititzeko elementuak II Sarrera (Kateak, uhalak eta engranajeak) Higidura transmititzeko, ia makina guztietan kateak, uhalak edo engranajeak erabiltzen dira. Holako elementuak funtsezkoak dira "kate zinematikoetan", higiduraren transmisioaren benetako sortzaileak baitira. Ikusi dugu nola eutsi behar zaien ardatzetan edo transmisioardatzetan, eta ikusi dugu, halaber, zer sistema erabiltzen diren ardatzekin batera bira daitezen. Hemen, xehe-xehe aztertuko dugu nola dauden osatuta elementu horiek, eta zer ezaugarri eta bereizgarri dituzten. Kate eta gurpil bidezko transmisioa Bi ardatzen arteko transmisio zehatza behar denean eta ardatzok bata bestetik urrun daudenean, ikusiko dugu kateak erabiltzen direla, eta, haiekin batera, gurpilak. Beraz, horrelako sistemak distantzia ertainetarako erabiltzen dira, engranajeak erabiltzea garestia eta konplexua izango litzatekeelako. Transmisioa bi ardatz paraleloren artean gauzatzen da, modu jarraitu eta zehatzean; arina da, eta espazio txikia hartzen du. Kateak aplikazio askotan behar dira, olioak edo elementu korrosiboak daudenean ezin baitira uhalak erabili. Transmisio mota hau aztertzeko, esan genezake engranajeen moldaera bat dela, zeren eta, kalkuluari eta funtzionamenduari dagokionez, antzekoak baitira. Kate eta gurpil motak eta haien neurriak Kateak egiteko, kalitate handiko altzairuak erabiltzen dira. Osaera eta aplikazioen arabera, kate mota hauek aurkituko ditugu: 1. Kat a biribileko kateak. 2. Arrabol-kateak (Renold). 3. Galle katea. 4. Bloke-katea. 5. Kate isila edo horzduna. Higidura transmititzeko gehien erabiltzen den katea, ziur asko, Renold motako arrabol-katea izango da. Dena dela, lan egitean aurkituko ditugun motarik ohikoenak aztertuko ditugu. Kat a biribileko kateak Kate arrunta deritzo (1. irudia). Biribil konformatu elkarri lotuak dira, lotura-puntu batean soldatuak (2. irudia). Euste-elementu gisa aurkitu ditzakegu, baina zamak altxatzeko sistemetan ere erabiltzen dira; adibidez, polipastoetan (3. irudia). Batzuetan, gorputzei eusteaz gainera, gorputzak abiadura txikian lekualdatzeko ere erabiltzen dira. Zamak altxatzeko edo garraiatzeko erabiltzen direnean, katea polea batean akoplatuta egoten da, zama altxatzea lortzeko mekanismoa eratzeko: kateari indar bat aplikatzean, indarra polipastoaren polearekiko tangentzialki transmitituko da, eta, hala, polea biraraztea lortuko da. Zenbait formatako poleak daude, kateetara komeni den moduan egokitzeko (4. eta 5. irudiak). Horrelako sistemak eskuz eraginak izan daitezke, edo, bestela, bitarteko mekaniko bat erabil daiteke.

 kalkuluak formula hauen bidez egiten dira. 5. irudia. Polea baten eta kate baten aplikazioa polipasto batean.")

48 240 Muntaketa eta mantentze mekanikoa b = kat aren zabalera a = kat aren luzera 2. irudia. d = kat aren p = kat aren neurria 1. irudia. 3. irudia. Katearen posizioa Katearen posizioa Polea Polea 4. irudia. Kat az osatutako kateetarako poleen ohiko formak. Kateari neurriaren arabera dagokion polea akoplatu behar zaio. Poleak izan behar duen jatorrizko diametroaren (6. irudia) kalkuluak formula hauen bidez egiten dira. 5. irudia. Polea baten eta kate baten aplikazioa polipasto batean. d p = 2 p 90 sin z d + 90 cos z 2 d p = polearen jatorrizko diametroa p = kat aren neurria (barnekoa) d = kat aren biribilaren diametroa. z = hortz kopurua 6. irudia. Engranatzeko sei hortz ("z") baino gutxiagoko poleak ditugunean eta kat aren diametroa 16 baino txikiagoa denean, honela kalkulatu behar da polearen jatorrizko diametroa: p d p 90 sin z


49 Arrastatzeko eta higidura transmititzeko elementuak II 241 Eskuarki, jotzen da d p 20xd dela eskuz eragitekoa denean eta d p 30xd dela higidura mekanikoa denean. Arrabol-kateak (Renold) (7. irudia). Mota hau erabilienetakoa da, propietate eta ezaugarri onak baititu. Bata bestetik urrun dauden ardatzen artean mugimendua transmititzeko erabiltzen da. Sistema honekin erabil daitekeen gehieneko transmisioerlazioa 8:1 da. Abiadurari dagokionez, gehienez 12 m/s lor daiteke. Era horretako kateak ibilgailu askoren banaketasistemetan aurkituko ditugu, orga jasotzaileetan, inprimatzeko makinetan eta makineria orokorrean. Potentzia txikiak transmititzeko, arrabol-lerro batez osatutako kateak erabiltzen dira (8. irudia). Indarra handitu ahala, bi (9. irudia) edo hiru arrabol-lerroko kateak erabiltzen dira. Osaerari dagokionez, honela eratuta daude (8. irudia): Plakak Larakoak Arrabolak 7. irudia. Arrabolez eta kat az osatutako katea. Arrabola Ardatza 8. irudia. Plaka 9. irudia. Plakak lotzean, kat ak sortzen dira, eta kat ak bata bestearekin giltzatuta daude. Lotura hori lortzeko, ardatzak edo larakoak erabiltzen dira: haietan bermatzen da arrabola, baina arrabola aske bira daiteke. Renold motako arrabol-kateen aurrekariak Galle kateak dira; gero aztertuko ditugu azken horiek. Abantaila nabarmen bat dute: gurpilaren eta katearen arteko marruskadura murriztea katearen arrabolei esker. Kate bakoitzari bere engranatze-gurpila dagokio, neurri jakinekoa. Ezagutu behar dugun neurririk garrantzitsuena kat aren neurria da, hau da, ardatz edo larakoen arteko tartea. Neurri horrek bat etorri behar du gurpilarenarekin, zehatz-mehatz, sistemak ondo funtzionatuko badu.
. Handiagoak direnean, pieza bat baino gehiago izan dezakete, eta nerbioak izan, arintzeko; kasu horietan, ohikoa da burdinurtuzkoak izatea.")
50 242 Muntaketa eta mantentze mekanikoa Gurpilak zenbait materialez egin daitezke, tamainaren edo funtzioaren arabera. Txikiak direnean, pieza bakar batez eginak eta altzairuzkoak izaten dira (10. irudia). Handiagoak direnean, pieza bat baino gehiago izan dezakete, eta nerbioak izan, arintzeko; kasu horietan, ohikoa da burdinurtuzkoak izatea. Tamaina handikoak, berriz, xaflaz osatuta egoten dira, eta hortzordeak dituzte gurpila eratzeko. Aurreko kasuetan bezala, kate bat eta gurpil bat akoplatzen dugunean, balio eta neurri batzuek bat etorri behar dute. Pinoiaren hortz kopurua 17 eta 24 artekoa izan ohi da. Kat aren neurriak eta gurpilarenak bat etorri behar dute. Gurpilaren gainerako neurriak, 11. irudia kontuan izanik, honela kalkulatzen dira: 10. irudia. 180 α = Z d p = p sin α 180º d e = p 0,54 + cot Z A t d e d f = d f = d p d 2 Z = hortz kopurua. p = gurpil-neurria mm-tan. d = arrabolaren neurria mm-tan. d p = jatorrizko diametroa mm-tan. d e = Kanpo-diametroa mm-tan. d f = hondoaren diametroa mm-tan. A t = hortzaren altuera mm-tan. 11. irudia. Hortzaren lodiera edo zabalerak transmititu beharreko indarra jasateko behar bestekoa izan behar du. Muntatzea eta desmuntatzea Eskuarki, kateek loturako kat a bat izaten dute; hura irekiz, katearen jarraitutasuna eten daiteke, eta, hala, asko errazten da muntaketa. Horrelako konexio desmuntagarriak zenbait motatakoak izan daitezke (12. eta 13. irudiak). 12. irudia. 13. irudia.
51 Arrastatzeko eta higidura transmititzeko elementuak II 243 Galle kateak Karga handiak jasan behar direnean eta funtzionamendu-abiadura txikia denean (0,3 eta 0,5 m/s artean) erabiltzen dira. Osaera sinplea dute: plaka, ardatz eta zirrindolaz osatuta daude (14. irudia). Batzuetan, ikusiko dugu plakak lotuz kat a sortzen duen ardatzaren ertzak errematxatu egin direla itxitura osatzen duten zirrindolen ordez. Eta katearen ertz batean mailalerro batez eta kontrako ertzean beste batez osatuta egon daitezke (15. irudia). Karga handietarako, barne- eta kanpo-mailen lerro gehiago jartzen dira (16. irudia). Plaka Ardatza Zirrindola 14. irudia. 15. irudia. 16. irudia. Bloke-kateak Oso sendoak direnez, 100 ZP-rainoko potentziak transmititzeko balio dute. Kat a trinkoz osatuta daude, ardatz bidez lotuak albo-plaka batzuetara (17. irudia). Horri esker, kat ak giltzatzea lortzen da. Gurpilen formak kateari egokituko zaizkio, eta gurpilen neurriak honela kalkulatzen dira (18. irudia): Blokeak 17. irudia. 180º α = Z tg β = sin α B + cosα A d p = A sin β d = d d d = d d e p + f p r = A d irudia. Kate isilak Izenak berak adierazten du zer ezaugarri duten; mugimendu-transmisio jarraitua eta isila behar denean erabiltzen dira. Katea mallaz (19. irudia), ardatzez, abatzez eta zirrindolaz osatuta dago.
52 244 Muntaketa eta mantentze mekanikoa Mallak. Forma berezia dute, eta horzdunak edo hortzik gabeak izan daitezke. Plaka horzdunek erraztu egiten dute katea gurpilean akoplatzea; hortzik gabeko plakek, berriz, gidatzea ziurtatzen dute. Horregatik, azken kasu horretakoei plaka gidari deritze. Ardatza edo larakoa Gainerako kateetan bezala, plakak lotu eta kat ak eratzen ditu. Abatza. Ardatza bermatzeko kojinete gisa jokatzen du; plakaren zuloetan sartzen dira, eta haietan bermatzen dira ardatzak. Zirrindola. Multzoa ixteko finkapen-elementu gisa erabiltzen da. Presioz ezartzen dira larakoetan. Hortzik gabeko malla Malla horzduna Ardatza Abatza Zirrindola 19. irudia. Lau kate isil mota daude, plaken konfigurazioaren arabera. Hauek izango ditugu: 1. Kate bakuna gidari zentralarekin. 2. Kate bakuna albo-gidariekin. 3. Kate bikoitza gidari zentralarekin. 4. Kate bikoitza albo-gidariekin. Holako kateetan akoplatzen diren gurpilek profil zuzeneko hortzak dituzte, eta haien angelua bat dator plaka horzdunen angeluarekin. Gurpilen neurri nagusiak (20. irudia) formula hauek aplikatuz lortzen dira: 20. irudia. ϕ = angelu zentrala z = hortz kopurua β = hortzen arteko zuloaren angelua d p = jatorrizko diametroa p = gurpil-neurria d e = kanpo-diametroa d t = biribilduaren diametroa d b = oinarriaren diametroa d f = hondoaren diametroa d g = eztarriaren diametroa z = hortz kopurua p d p = sin ϕ d e = d t + 0, 3 p 2 ϕ d b = p 1, cot g 1,1 d g = 0, 75 p 2 2
53 Arrastatzeko eta higidura transmititzeko elementuak II 245 ϕ d t = p cot g 0, 22 d f = d b 0, 16 p β = 60 º ϕ ϕ = z Kate bidezko transmisioaren ezaugarriak Kate bidezko transmisio bat aztertzen dugunean, zentroen arteko distantzia hartu behar dugu kontuan. Distantzia normalak kat aren 30 eta 80 neurri artekoak dira. Pinoiari dagokionez, katea ukitzen duen pinoi kopuruak gutxienez 7 izan beharko luke. Aurreko baldintza horiek betetzen ez direnean, dela distantzia oso handia delako, dela pinoien diametroen diferentzia oso handia delako, tartean tenkagailuak jarri behar dira. Transmisio-sistemak oso abiadura txikian lan egiten badu, gerta liteke gidariak behar izatea, katea zintzilik gelditzea saihesteko. Dena dela, ondo doituta uzteko, tenkatze-sistemak erabiltzen dira, bi motatakoak: edo ardatzetako bat lekualdatzen dutenak eta, beraz, zentroen arteko distantzia handitzen dutenak, edo tarteko tenkagailuak jartzen dituztenak. Ardatz lekualdagarriak direnean, katearen luzera osoaren % 2 inguru higitu ahal izango dira. Tenkagailuak erabiltzen direnean, berriz, katean deskargatuta dagoen aldean kokatu behar dira, gurpiletik gutxi gorabehera 4 gurpil-neurriko distantziara. Kate bakarra erabiltzen duten transmisio anizkoitzak ere badira. Era horretako aplikazioetarako, arrabol-kateak erabiltzen dira, eta, biraketa-noranzkoaren arabera, kateari barnealdetik edo kanpoaldetik zirkularazten zaio. Horrelako sistemetarako, transmisio-pinoi finkoak erabiltzen dira, ohiko kate-tenkagailuez gainera. Lubrifikatzea ezinbestekoa da, marruskadura duten mekanismo gehienetan bezala. Bi sistemaren bidez egin daiteke: 1. Koipe lodia. Transmisio motel eta potentzia txikikoetan erabiltzen da. 2. Olioa. Olioa tantaka isuriz lubrifikatu ohi da, ponpa baten bidez. Olio-bainu bidez ere lubrifika daiteke: katearen parte bat lubrifikatzailetan murgilduta egoten da, eta, biratuz joatean, arrastatu egiten du olioa eta ukitzen dituen transmisio-osagai guztiak lubrifikatzen ditu.

.")
54 246 Muntaketa eta mantentze mekanikoa Uhal eta polea bidezko transmisioa Oso transmisio erabilia da ia makina eta industria-sektore guztietan. Haren bidez, zenbait modutan antolatutako ardatzen arteko transmisioa lor daiteke; dena dela, ohikoena ardatz paraleloen artean erabiltzea da. Sistema elementu elastiko bat du, uhala izenekoa, polea izeneko beste batean bermatua. Uhalek, elastikotasun pixka bat izateaz gainera, elementu itxi eta jarraitu bat eratzen dute. Poleak gurpilak dira, eta diseinu berezi bat dute uhalak haietan ondo egokitu daitezen. Bi ardatzen arteko higidura transmititzeko, beraz, bi polea behar dira uhal baten bidez lotuak (21. irudia). Bi ardatzen artean marruskadura-indarrak agertzen dira, eta haiei esker sortzen da poleen biraketa eta uhalaren higidura. Sistema horren aldaera bat uhal horzdunak dira; haietan, marruskaduraren printzipioa ez da behar higiduraren transmisioa ziurtatzeko. 21. irudia. Azken kasu hori alde batera utzita gero aztertuko dugu, transmisioa gertatuko bada, transmititu beharreko indarrak marruskadura-indarra baino txikiagoa izan behar du. Hala ez izatera, uhala irristatu egingo litzateke. Halaber, sistemak funtziona dezan, uhalak behar beste erresistentzia izan behar du. Marruskadura-koefizientearen balioa, funtsean, materialaren, neurriaren eta uhalaren formaren mende dago. Poleen eta uhalaren arteko marruskadura hori dela eta, irristatze bat izaten da, ardatzen artean ezartzen den transmisio-erlazioan galderak sortzen dituena, potentzia murrizteaz gainera. Hauek dira sistemaren ezaugarri nagusiak: konplexutasunik ez izatea, funtzionamendu leun eta isila, talketan sortutako energiak ondo xurgatzea eta merkea izatea. Hala ere, etengabe higatzen da; horregatik, mantentze-lan handi samarra behar duenez, kasu berezi batzuetan baino ez da erabiltzen. Hauek dira gehienetan aurkituko ditugun transmisio motak: 1. Uhal laua. 2. Uhal trapezoidala. 3. Uhal horzduna. Uhal lau bidezko transmisioa Uhal laua lodiera txikiko eta zabalera handiko elementu bat da; zenbait materialetako geruzaz osatuta dago, lanerako ezaugarri optimoak emateko (22. irudia). Marruskadura-koefiziente handia dute; horregatik, potentzia eta abiadura handiko transmisioetarako erabiltzen dira: ZP eta irudia. m/s-ra irits daitezke. Bata bestetik hurbil dauden ardatzen artean ere modu eraginkorrean lan egiten dute, eta transmisio-erlazio handiekin; horregatik, abiadura handiak erabiltzen dituzten makina txikietan aurkituko ditugu. Askotan, tenkagailurik gabe erabiltzen dira, edo transmisio anizkoitzak eginez uhal bakar batekin. Uhal-mota honekin % 1 eta % 3 bitarteko irristadurak gertatzen dira.
.")
55 Arrastatzeko eta higidura transmititzeko elementuak II 247 Uhal lauak kokatzeko moduak eta poleen biraketa-noranzkoa Uhala irekia dugunean, bi poleak noranzko berean biratzen dira (23. irudia). Aitzitik, gurutzaturik jartzen denean, kontrako biraketa-noranzkoak lortzen dira polea eramailearen eta polea eramanaren artean (24. irudia). Kasu honetan, sistemak funtziona dezan, berdintza hau beteko da (25. irudia): d 1 /l 1 = d 2 /l 2 C = zentroen arteko distantzia 23. irudia. 24. irudia. 25. irudia. Uhal lauen neurriak eta materialak Uhal bat jarri edo aldatu behar dugunean, jakin behar dugun neurri nagusia luzera da. Luzeraren neurria modu hauetan kalkula daiteke: Luzeraren kalkulua uhal irekietarako (26. irudia): 26. irudia. Gutxi gorabeherako kalkulua L = π d + d 2 Kalkulu zehatza d L = π α = C + ( d d ) C 1 + d 2 1 d 2 d arcsin sin β π α d + 2 C º 1 d 2C 2 2 β = α Kontuan izan behar dugu β angeluak 140 baino txikiagoak direnean kalkulu zehatzaren prozedura erabili behar dela. Gainera, horrelako kalkuluak polea tenkatzailea duten sistemetarako balio dute. Holakorik ez dagoenean, uhalaren luzera txikixeagoa izango da, tentsioa aldez aurretik finkatua gera dadin uhalaren tamainaren bidez. Kasu horietan, uhalaren luzera erreala kalkulatzeko, amaierako luzera, kalkulu bidez lortua, 0,98z biderkatu behar da. Hau da: Amaierako L erreala = L x 0,98 Luzeraren kalkulua uhal gurutzatuetarako (27. irudia): d + d L = π ( d + d ) C L = uhalaren luzera. d 1 = diametrorik handieneko polearen diametroa. d 2 = diametrorik txikieneko polearen diametroa. C = zentroen arteko distantzia. 27. irudia.

.")
56 248 Muntaketa eta mantentze mekanikoa Uhalaren zabalera ere kontuan hartuko dugu, azkenik egokiena aukeratzeko. Materialari dagokionez, gaur egun, kautxua edo poliamidak erabiltzen dira, baina aurkitu ditzakegu oraindik ere larruz eta kotoiz egindako uhal zaharrak ere. Metalezkoak ere badira. Uhalak xingola-forman etor daitezke, eta muturrak itsatsiz edo josiz lotzen dira. Eta badira uhal lau amaigabeak ere, hau da, luzera aldez aurretik ezarria dutenak, lotura-zonarik gabekoak. Uhal trapezoidal bidezko transmisioa Uhal bidezko transmisioan gehien erabiltzen den sistema da (28. eta 29. irudiak). Aplikazio asko dituzte; makina askoren hasierako transmisioan aurkitu ditzakegu, zeren eta fusible mekaniko gisa funtzionatzen baitute: hau da, makinaren osagairen bat blokeatuko balitz, uhala irristatu egingo litzateke eta, hala, mekanismoetan kalte handiagoak gertatzea saihestuko litzateke. 28. irudia. 29. irudia. Uhalaren zeharkako sekzioak trapezio isoszelearen forma du, eta bete-betean doitzen da polearen eztarrian (30. irudia). Uhalaren eta polearen arteko bermea alboko aldeetan bakarrik gertatzen da; beraz, poleei eusten dieten euskarriek presio txikiagoa jasaten dute. Horretaz gainera, doitzean ukipen handia gertatzen da gainazalen artean sortzen den falka-efektua delaeta, eta horrek marruskadura handia eragiten du; hala, aukera ematen du higidura transmititzeko bata bestetik oso gertu dauden ardatzen artean, edo abiadura handian biratzen direnean, edo 12:1 baliorainoko transmisio-erlazioak dituztenean. Uhal trapezoidalak lauekin konparatuko bagenitu, esan genezake marruskadura 3 aldiz handiagoa dela trapezoidaletan. Beraz, lanbaldintzak antzekoak direnean, uhal trapezoidalak esfortzu handiagoak transmiti ditzake uhal lauak baino. 30. irudia. Badu, halaber, transmisio berean uhal bat baino gehiago erabiltzeko aukera (29. irudia); hala, handitu egiten da potentzia transmititzeko ahalmena. Uhal trapezoidal bidezko transmisioak ere badu irristadura, baina baztergarritzat har daiteke, oso txikia baita. Uhal trapezoidalak kokatzeko moduak eta poleen biraketa-noranzkoa Uhal hauek forma irekian baino ezin dira jarri; horrek esan nahi du uhalaren bidez lotuta dauden poleen biraketa-noranzkoa berdina izango dela. Ez dago gurutzatzeko aukerarik, zeren eta gurutzagunean marruskatu egingo bailukete: funtzionamendua txarra izango litzateke, eta uhala behar baino lehen hautsiko litzateke. Uhal trapezoidalen neurriak eta materialak Aplikatutako indarra Uhala Polea Indar erresultantea Indar erresultantea Hasteko, uhal hauen profilari dagokionez, esan behar dugu forma asko daudela; hona hemen: Errendimendu handiko uhal trapezoidal estuak. Saihets irekiko uhal trapezoidal horzdunak. Uhal trapezoidal horzdunak. Uhal trapezoidal klasikoak, etab.

57 Arrastatzeko eta higidura transmititzeko elementuak II 249 Hemen, gehienetan aurkituko duguna aztertuko dugu, hau da, uhal klasikoak, profil estukoak eta trapezoidal horzdunak; azken horiek normalak edo profil estukoak izan daitezke. Kontuan izan behar dugu badirela beste mota batzuk ere, eta bakoitzak bere neurri eta ezaugarri espezifikoak dituela. Uhal-sekzio bakoitzak neurri jakin batzuk ditu (31a irudia). Jarraian ageri diren tauletan, neurri horiek ikusten dira; haiekin, uhal mota identifika daiteke. 31a. irudia. Uhal trapezoidal estuak Mota Goiko zabalera b [mm] Lodiera h [mm] Uhal trapezoidal klasikoak Mota Goiko zabalera b [mm] Lodiera h [mm] Uhal trapezoidal horzdunak Mota AX BX CX Goiko zabalera b [mm] 13,00 17,00 22,00 Lodiera h [mm] 8,00 11,00 14,00 SPZ SPA SPB 19 SPC 8V 9,7 12,7 16,3 18, Z / 10 A / 13 B / 17 C / 22 D / 32 E / 38 10,00 13,00 17,00 22,00 32,00 38,00 6,00 8,00 11,00 14,00 19,00 25,00 Profil estuko uhal trapezoidal horzdunak Mota XPZ XPA XPB Goiko zabalera b [mm] 9,70 12,70 16,30 Lodiera h [mm] 8,00 10,00 13,00 Z profila O eta M gisa identifika daiteke. Uhal mota honen barnean, beste forma batzuk aurkitu ahal izango ditugu, hala nola 5, 8, 20, 25, Y profilak, baina gutxiagotan erabiltzen dira, eta, zenbaitetan, herrialde batzuetan baino ez dira fabrikatzen. Uhalak jasan behar duen ardatzik azkarrenaren potentziaren eta abiaduraren kontuan izanik hautatu behar da uhal-sekziorik egokiena (31b irudia). Sekziorik ohikoenak bost motatan laburbil daitezke, bakoitza letra baten bidez ezaugarritua. Polearen abiadura rpm-tan A sekzioa B sekzioa Uhal-profila C sekzioa D sekazioa E sekzioa Materialari dagokionez, uhalak geruza sorta batez fabrikatu ohi dira, behar diren ezaugarriak izan ditzaten. Hala, geruza bat olanazkoa da, kloroprenoz inpregnatua; beste bat poliesterrezko trakzio-elementu sendoz osatua; ondoren, kloroprenozko kautxua, isolatzeko, eta, azkenik, konpresio-kautxua. Era horretara, askotariko aplikazioak lortzen dira ingeniaritza mekanikoan, hala arinean nola astunean. 31b. irudia. Potentzia kw-etan Materialen eboluzioari esker, egonkortasun handiagoa lortu da uhalen luzeran, eta iraupen handiagoa ere bai. Luzeraren kalkulua uhal lauetan bezala egiten da, baina, eztarriaren hondoaren eta uhalaren arteko tarteak txikia izan behar duenez, zuntz neutroari edo jatorrizko diametro izenekoari dagokion diametroan oinarrituko gara. Diametro hori polearen kanpo-diametrotik 2h 1 distantziara egongo da.

58 250 Muntaketa eta mantentze mekanikoa Ezagutu behar ditugun neurri nagusiak 32. irudian erakusten dira: Uhal trapezoidala d p = jatorrizko diametroa b p = jatorrizko zabalera h 1 = eztarriak jatorrizko lerroaren gainean duen altuera h 2 = eztarriak jatorrizko lerroaren azpian duen sakonera a = eztarri-angelua Polea 32. irudia. 33. irudia. Aurrekoen aldaera bat bada: uhalaren luzetarako norabidean sekzio triangeluarreko nerbioak dituzten uhal trapezoidalak (33. irudia). "PV" uhal trapezoidal deritze, eta haien identifikazio-ezaugarriak hauek dira: garapen eraginkorra milimetrotan adierazia, sekzio mota eta nerbio kopurua. Abantaila bat dute: uhal bakarrarekin potentzia osoa transmiti daiteke, espazio txikiagoa hartuz eta karga uniformeki banatuz. Tamaina txikiko poleetan eta abiadura handian ere lan egin dezakete. Uhal horzdun bidezko transmisioa (34. irudia) Orain arte ikusitako uhalen aldaera bat da. Uhalen malgutasuna engranajeen higidura-zehaztasunarekin konbinatzen du: hortzak dituenez, ez dago irristadurarik. Horrela, mugimenduaren zehaztasuna ziurtatzen da, eta potentzia handiak transmititzeko aukera ematen da. Eta, gainera, modu isilean lan egiten du. Haren funtzionamendu-printzipioan, hortzen bultzadak ordezten du gainazal baten marruskadura. Gainera, badu beste abantaila bat: toki txikia hartzen du. Instalazio garrantzitsuetan aurkituko dugu, garestiagoa baita. Uhal horzdunen neurriak eta materialak Kanpoaldean, uhalak forma laua du. Baina barnealdean irtenguneak ditu, engranatzeko hortzak eratzeko. Hortz horiek forma ugarikoak izan daitezke; hala, badira biribilak, trapezialak eta saihets parabolikoak dituzten trapezial biribilduak. Badira, halaber, bi aldeetan hortzak dituzten uhalak. Profilari dagokion ezaugarri hori da uhalak definitzen dituen tasun nagusia. Mota hauetakoak dira: Arku parabolikoko profila. Profil horrek hortz sakonagoak egiteko aukera ematen du; hala, potentzia handiagoak transmiti daitezke. Gainera, uhala bere polean akoplatzea errazten du, eta, ondorioz, funtzionamendua isilagoa da. 34. irudia.
59 Arrastatzeko eta higidura transmititzeko elementuak II irudian erakusten den profil-forma dute. RPP letren bidez definitzen dira, eta zenbaki bat eransten zaie uhal-neurria adierazteko. Eskuarki, uhalaren luzera adierazten da; gero, profilaren siglak eta neurria, eta, azkenik, uhalaren zabalera. Badira hortz-egitura bikoitzekoak ere (36. irudia), hau da, uhalaren bi aldeetan hortzak dituztenak, aldi berean engranatu ahal izateko uhalaren barnealdetik zein kanpoaldetik. Hala, poleen biraketa-noranzkoa alda daiteke, polea batzuk uhalaren barnealdeko hortzetan eta beste batzuk kanpoaldekoetan engranaraziz. Kasu honetan, sigla hauen bidez definitzen da: RPP (uhalaren neurria) DD. 38. taula. MOTA NEURRIA MXL 2,032 mm 35. irudia. 36. irudia. 37. irudia. XL L H 5,080 mm 9,525 mm 12,700 mm XH 22,225 mm XXH 31,750 mm Hortz trapezoidaleko profil klasikoa, neurria hazbetetan adierazia (37. irudia). Profil mota hau da prestigiorik handienekoa, holako sistemetarako diseinatutako lehenengo uhalak izan baitziren. Transmisio sinkronikoak eta abiadura konstantekoak sor ditzake, toki txikia hartzen du, eta ez du behar lubrifikaziorik, ez mantentze-lanik. Uhal mota hau letra batzuen bidez definitzen da; letra horiek zer neurri duten adierazten dute. 38. irudian, letra motak eta adierazten dituzten neurriak erakusten dira. Uhala izendatzeko, uhalaren garapena hazbetetan neurtua hamarrez biderkatua adieraziko genuke, eta, jarraian, uhal mota eta neurria adierazten duten letrak emango genituzke. Amaitzeko, zabalera adieraziko genuke hazbete-ehunenetan. Esate baterako: 1400 XXH 400 Profil horrekin, aurreko profilarekin bezala, badira hortz-egitura bikoitzeko uhalak ere (39. irudia). Desberdintasun bakarra dago: izendapenaren amaieran, "DD" letrak jarriko lirateke. Badira, halaber, beste batzuk "DL" edo "TT" letren bidez adieraziak. Adibidea: 200 XL 031 DD 39. irudia. 40. irudia. 41. irudia. Hortz trapezoidaleko eta neuri metrikoko profil klasikoa (40. irudia). Sistema metrikoaren bidez adierazten denean, bi profil mota izan daitezke: "T" profila eta "AT" profila. 40. irudian, bi profilak konparatu dira, formaren aldetik zer desberdintasun dauden ikusteko. Uhal mota hori eskatu beharko bagenu, zabalera milimetrotan adieraziko genuke, eta, jarraian, profila definitzen duen letra eta uhalaren neurria emango genituzke. Azkenik, uhalaren garapena jarriko genuke, milimetrotan adierazia. Adibidea: 10 T 2, Horrelako uhalak hortz-egitura bikoitzekoak ere izan daitezke (41. irudia); aurreko kasuan bezala izendatuko lirateke, baina izendapenaren amaieran "DL" letrak jarri beharko lirateke. Adibidea: 16 T 2,5 180 DL Profil biribila (42. eta 43. irudiak). Profil hori egokia da indar-momentu handiko biraketaardatzak direnean. Gainera, olioekiko erresistentzia pixka bat ere badute, eta -20 C eta +100 C bitarteko funtzionamendu-tenperatura dute, aplikazioaren arabera.


.")
60 252 Muntaketa eta mantentze mekanikoa Poliuretanozko elastomeroz egiten dira eskuarki, eta altzairu galvanizatuzko hainbat alanbrez osatutako trakzio-elementu bat sartzen zaio ertzekiko paraleloan ezarria. Uhal bat zer motatakoa den zehaztu behar dugunean, garrantzitsua da kontuan hartzea, neurriaz gainera, lodiera eta identifikatzeko balio duten beste dimentsio batzuk. 42. irudia. Poleak 43. irudia. Profil biribileko uhal horzdunak. Ikusi dugun bezala, poleak ezinbesteko organoak dira transmisio mota honetan. Transmisioardatzetan sartuta egoten dira, eta haiekin batera biratzen dira, higidura transmitituz. Batzuetan, gerta daiteke ardatz batean bermatuta egotea baina lotu gabe, eta poleak aske biratzea. Kasu horretan, polea tenkatzaileak izango lirateke. Karga txikietarako, aluminioa edo plastikoa erabiltzen da (45. irudia). Hala ere, potentzia handiagoak behar direnean, komeni da altzairuzko edo burdinurtuzko poleak erabiltzea (44. irudia). Ondo orekatuta eta diseinatuta egon behar dute, erraz muntatu eta desmuntatu ahal izateko. Pieza bakarrekoak izan ohi dira, baina, oso handiak direnean, bi partez osatuta egon daitezke, elkarri torloju bidez lotuak. 44. irudia. Transmisio-uhal industrialetarako poleak, zorro konikoarekin akoplatzekoak Z profila. 45. irudia. Aluminiozko polea horzduna. Poleek hiru parte nagusi dituzte: 1. Haguna. Polearen kanpoaldea da, eta funtsezkoa da, hartuko duen uhalaren formari egokitu behar baitzaio. Hala, uhal lauek antzeko gainazal batean bermatu behar dute, hau da, poleak gainazal laua izan behar du. Dena dela, diametrorik handieneko poleak forma pixka bat sabeldua izan ohi du (46. eta 47. irudiak), uhala zentratzeko, zeren eta uhala muntatzean zerbait gaizki eginez gero edo uhalak akatsen bat izanez gero, lekualdatu eta, ondorioz, erori egingo bailitzateke. Zenbaitetan, bi poleak izango dira sabelduak, uhalaren autozentratzea errazteko. Uhala Sabeldua Polea 47. irudia. Polea lau baten hagunaren forma. 46. irudia.
. Uhalaren posizio egokia Posizio desegokia Posizio desegokia 48. irudia. 49. irudia. Uhal horzdunetara akoplatutako poleen formak hortzetara akoplatzen dena izan behar du (50.")
. Polearen hortz-neurria Jatorrizko diametroa Kanpodiametroa Alboerlaitzik gabeko polea Alboerlaitzak dituen polea 50. irudia. Zorro koniko batean akoplatzeko HTD polea horzdunak.")
61 Arrastatzeko eta higidura transmititzeko elementuak II 253 Uhal trapezialetarako poleek arteka bat edo bat baino gehiago izaten dituzte, haietan uhalak akoplatzeko (48. irudia). Arteka horiek neurri normalizatuak izan behar dituzte, doitzea modu egokian egiteko (49. irudia). Uhalaren posizio egokia Posizio desegokia Posizio desegokia 48. irudia. 49. irudia. Uhal horzdunetara akoplatutako poleen formak hortzetara akoplatzen dena izan behar du (50. eta 51. irudia). Gainera, neurri bera izan behar dute, zeina polearen jatorrizko diametroarekin erlazionatuta baitago (51. irudia). Kontuan hartu behar da, halaber, gutxienez bi poleetako batek albo-erlaitzak izan behar dituela uhala ateratzea galarazteko (52. irudia). Polearen hortz-neurria Jatorrizko diametroa Kanpodiametroa Alboerlaitzik gabeko polea Alboerlaitzak dituen polea 50. irudia. Zorro koniko batean akoplatzeko HTD polea horzdunak. Transmisio-uhal sinkronizatuak erabiltzeko prestatuta daude. 51. irudia. Uhalaren hortz-neurria 52. irudia. Oro har, edozein uhal mota ukitu behar duten gainazal guztiek gainazal-akabera ona izan behar dute. Bestela, higadura behar baino lehen gertatuko da, eta uhalaren bizitza laburtuko da. 2. Gorputza. Poleak pieza trinko bakarrekoak izaten dira txikiak direnean. Tamaina handiagoa denean, polea sortzen duten nerbio edo besoak izango dituzte, abatza hagunarekin lotzeko. Sistema horren bidez, pisua arintzea lortzen da, baina elementuaren sendotasuna mantenduz (53. irudia). Polea nerbioduna bada, nerbio kopurua polearen kanpo-diametroaren araberakoa da, baina tamaina ertaineko poleek 4 eta 8 nerbio artean izaten dituzte. Batzuetan, nerbioak diseinatuta daude paleta-funtzioa betetzeko, biratzean aire-korronte bat sortu eta, hala, motokonpresore bat edo beste sistemaren bat aireztatzeko. Beste batzuetan, nerbioen ordez zuloak izango ditu (54. irudia). Oro har, komeni da masa handiko poleak eta tenkagailu trinkoak zulatzea, inertzia-bolantearen funtzioa betetzen dutenean izan ezik.

. Muntatzean eta desmuntatzean kontuan hartu beharrekoak Hasteko, neurri batzuk hartuko ditugu.")


62 254 Muntaketa eta mantentze mekanikoa Badira, halaber, moduluka akopla daitezkeen poleak. Hala, behar den arteka kopurua lortzen da behar beste uhal trapezoidal hartzeko. 53. irudia. 54. irudia. Polean egindako zuloez gainera, ikusten dugu norantz biratu behar duen; parametro hori kontuan hartu behar da makina askotan. 55. irudia. 3. Abatza. Ardatza akoplatzeko balio duen zulo koniko edo zilindrikoa da. Gaur egun, asko erabiltzen dira akoplamendu konikoak poleetan, muntatzeko oso erosoak direlako eta oso ondo funtzionatzen dutelako (55. irudia). Muntatzean eta desmuntatzean kontuan hartu beharrekoak Hasteko, neurri batzuk hartuko ditugu. Ziurtatu behar da poleak eta uhalak ez dutela oliorik ez koiperik; bestela, gutxitu egingo litzateke ukipen-gainazalen arteko marruskadura eta gerta liteke, gainera, olioak gomari eraso egitea eta degradatzea. Horregatik, ez dira garbitu behar gasolioarekin. Ikusten ari garen sistemetan bezala, uhalen tentsioa erregulatzeko aukera izan behar da, dela ardatzetako bat lekualdatuz, zentroen arteko distantzia aldatzeko, dela tenkagailu doigarriak erabiliz. Transmisioa egiteko uhal trapezoidal bat baino gehiago erabiltzen denean, komeni da denak batera ordeztea; bestela, uhal berriak tentsio gehiago jasango luke zaharrek baino, zeren eta uhalak, erabili ahala, luzatu egiten baitira. Orekatzea Oso garrantzitsua da poleak orekatzea, batez ere handiak direnean edo multzoa abiadura handian biratzen denean. Eskuarki, abiadura lineala 20 m/s-ra iristen denean behar izaten da orekatzea. Dena dela, komeni da ahal den guztietan orekatzea, aipatutako abiadura-balioetara iristen ez bada ere, zeren eta behar bezala orekatuta dagoen eta masak uniformeki banatuak dituen mekanismo batek funtzionamendu egonkorra izango baitu eta, era berean, saihestu egingo baita elementu horiei eusten dieten errodamendu edo kojineteetan kalteak agertzea (56. irudia). 56. irudia. Materiala kentzeko eta multzoa orekatzeko egindako zuloak. Uhalen tentsioa Oso garrantzitsua da uhalei tentsio egokia ematea. Egiaztatzeko modurik onena tentsiometro elektroniko bat erabiltzea da. Behar bezala doitu ondoren, ezinbestekoa da transmisioari errodajea egitea, 10 bat minutuz, gero, behar izanez gero, tentsioa berriro doitzeko. Uhalak muntatzean tentsioa egiaztatzea garrantzitsua da, baina ez orduan bakarrik; gero ere egiaztatu beharko da, zeren eta, erabili ahala, uhalen luzera handitu egiten baita pixka bat, elastikotasunaren ondorioz.


. Asentu-plaka bat erabiliz, eta hartan finkatuz motorra (58. irudia). 57a. irudia. Torlojua lasaitzean, motorrak oszilatu egin dezake.")
. Presio hori espeka edo malguki baten bidez lortzen da.")
63 Arrastatzeko eta higidura transmititzeko elementuak II 255 Tentsioa behar baino txikiagoa edo handiagoa baldin bada, funtzionamendu-arazoak sortuko dira, dela higidura gaizki transmititzen delako uhala irristatzeagatik, dela gehiegizko indarrak sortzen direlako euskarrietan edo eusteko elementuetan. Horren ondorioz, uhala behar baino lehen hondatuko litzateke. Uhalari behar den tentsioa aplikatzeko, bi sistema erabil daitezke: 1. Poleei eusten dieten ardatzen arteko distantzia aldatzea. Metodo hau asko erabiltzen da era askotako makinetan. Erregulazio hori lortzeko, eskuarki, motorra lekualdatzen da, hari akoplatuta egoten baita poleetako bat. Horretarako, sistema hauek erabiltzen dira: Espeka- edo kr era-sistema baten bidez, motorraren lekualdatze lineala lortzen da. Motorra bermatzen den tokian, erregulatzeko aukera duen balantza-sistema bat erabiliz (57a eta 57b irudiak). Asentu-plaka bat erabiliz, eta hartan finkatuz motorra (58. irudia). 57a. irudia. Torlojua lasaitzean, motorrak oszilatu egin dezake. 57b. irudia. Irudiko ezkerraldean dagoen torloju baten baten bidez, motorraren asentu-plaka alde batera eta bestera higi daiteke. 58. irudia. Motorra euskarri batean finkatuta dago, eta euskarria gora eta behera higi daiteke. 2. Uhalari presioa egin eta tenkatasun egokia sortzen duen polea tenkatzaile bat erabiltzea (59. irudia). Presio hori espeka edo malguki baten bidez lortzen da. Badira tenkatzaile automatikoak, marruskadura-elementuaren gainean indar jarraitua aplikatzen duen malguki batez hornituak; hala, uhalean beti tentsio bera izatea lortzen da. Polea tenkatzaileak asko erabiltzen dira; beraz, jakin behar dugu non kokatzen diren. Uhal lauak direnean, tenkatzaileak polea eramailetik gertu jarri behar dira, uhalaren kanpoaldean eta, ahal bada, kargarik ez duen uhal zatian. Ezartzeko moduagatik, uhalaren eta polearen arteko ukipen-gainazala handitu egiten da; beraz, tentsio egokia aplikatzeaz gainera, lagundu egiten dio transmisioari, handitu egiten baitu marruskadura-indarra. Polea tenkatzaileak uhal trapezoidaletan jartzen badira, uhalen barnealdean ezarri behar dira. Ezarrera hori, polearekiko ukipen-arkua irekiko badu ere, beharrezkoa da, zeren eta, kanpoaldean jarriko balitz, uhalak flexio bikoitza jasoko bailuke, eta, uhalaren lodieragatik, kaltegarria izango litzateke. Polea tenkatzaileen haguna laua edo artekaduna izan daiteke. Tenkatzaileen zabalerak uhalarena baino pixka bat handiagoa izan behar du, zeren eta, akats geometrikoak direla eta, gerta baitaiteke uhalak pixka bat alborantz lekualdatzea. Uhal horzdunetarako polea tenkatzaileen kasuan, tenkagailuak, gutxi gorabehera, uhala baino lau hortz-neurri zabalagoa izan behar du. 59. irudia. Tenkatzailea uhal horzdun batean.
64 256 Muntaketa eta mantentze mekanikoa Transmisio-ardatzen paralelismoa eta poleak eta tenkagailuak lerrokatzea Transmisio-ardatzen arteko paralelismo ona lortzea eta poleak ondo lerrokatuta egotea funtsezkoak dira elementuak muntatzean (60. irudia). Lerrokatuta ez badaude, zarata sortuko da, poleak higatu egingo dira, euskarrietan gehiegizko esfortzuak agertuko dira, eta makina hondatuko duten bibrazioak sortuko dira. Lerrokadura egiaztatzeko modurik oinarrizkoena da erregela edo hari bat erabiltzea poleekin bat etorrarazten dena (61. irudia). Begiratuz ikusten da ondo lerrokatuta dauden ala ez. Bada beste metodo garatuago bat: laser-gailu bat jartzea polea batean eta bi hargailu jartzea bestean; hala, segundo gutxi batzuk aski dira lerrokatze-arazoak konpontzeko (62. irudia). Oso tresna moldakorrak dira, eta 60 mm-tik gorako diametroa duten poleetan ere erabil daitezke. Alde bikoitzeko zinta itsasgarriarekin oratuta jar daitezke elementu ez-magnetikoetan, eta gainazal horizontal edo bertikaletan egiazta dezakete lerrokadura. Hargailuen lerrokatze horizontala Laserra Hargailuen lerrokatze bertikala Laserra Erregela Erregela Deslerrokatze paraleloa Deslerrokatze angeluarra Deslerrokatze ikusgaia 60. irudia. 61. irudia. Lerrokatze perfektua Hargailuak Igorgailua 62. irudia. Hargailuak Igorgailua Ohiko akatsak uhal lau eta trapezoidaletan Jarraian, uhal bidezko transmisioan maizen agertzen diren akatsak ikusi, eta arazoak konpontzeko jarraibideak adieraziko ditugu. Askotan aurkituko ditugu kirrinka egiten duten uhalak. Kirrinkaren arrazoia uhala lasaitu izana da, dela zahartu delako, dela higatu delako, eta, orduan, ukipen-gainazalak ez du sortzen behar beste marruskadura-indar. Kojineteak gehiegi berotzen badira, litekeena da uhalen tentsioa handiegia izatea. Uhal trapezoidal bat hari gisa desegiten dela ikusiz gero, litekeena da haren profila ez etortzea bat polearenarekin edo, bestela, baliteke tentsioa handiegia izatea. Transmisio-erlazioan galera gertatzen bada, horrek esan nahi du uhalaren irristadura gehiegizkoa dela. Horren arrazoia uhalaren eta polearen ukipen-gainazalen artean koipea izatea izan daiteke. Beste arrazoi bat izan liteke transmititutako indarra handiegia izatea erabiltzen ari den uhalaren sekziorako. Uhal trapezoidal bat baino gehiago daudenean, egiaztatu behar dugu guztiek luzera bera dutela, zeren eta gerta baitaiteke haietako bat luzatuta egotea. Uhal trapezoidal bat goialdetik higatuta dagoela aurkituz gero, horrek esan nahi du artekaren barnean bihurrituta dagoela.
 Higidura-transmisio hau aztertzea funtsezkoa da, zeren eta makina guztiek baitituzte horrelako elementuak.")

65 Arrastatzeko eta higidura transmititzeko elementuak II 257 Gurpil horzdun eta engranaje bidezko transmisioa (63. irudia) Higidura-transmisio hau aztertzea funtsezkoa da, zeren eta makina guztiek baitituzte horrelako elementuak. Sistema zehatza da, transmisioerlazio jakin bat ziurtatzen du eta, gurpil horzdunen osaeraren arabera, karga txiki batetik oso potentzia handietaraino transferitzeko balio du. Engranajeak aipatzean, eskuarki gurpil horzdunak adierazi nahi ditugu; dena dela, engranaje hitzak, berez, hau esan nahi du: higiduratransmisio bat gauzatzen duen bi gurpil edo gehiagoren arteko lotura. Engranajeetan, eskuarki gurpiletako bat bestea baino txikiagoa izaten da. Txikiari pinoi deritzo, eta besteari gurpil esaten zaio, besterik gabe. 63. irudia. Gurpilen osaera Poleetan ikusi genuen bezala, gurpil horzdunetan hiru zati bereiz ditzakegu: Abatza: gurpilari eutsiko dion ardatza kokatuko den zuloa edo zona da. Gorputza: abatza koroarekin lotzen duen material zatia da. Gurpilak txikiak direnean, gorputza trinkoa izaten da. Tamaina handia dutenean, berriz, burdinurtuzkoak izaten dira, eta zuloak izaten dituzte masa arintzeko, edo nerbioak izaten dituzte funtzio bera lortzeko eta pisua gutxitzeko. Koroa: engranajeen parterik garrantzitsuena da; gurpilaren perimetroari dagokio, eta bertan taillatuta daude hortzak. Gurpil motak Gurpil horzdunen edo engranajeen sailkapena hortzen formaren arabera egiten da. Honela sailkatzen dira: Hortz zuzeneko engranajeak Hortz helikoidaleko engranajeak Engranaje konikoak Torloju amaigabeko engranajeak Hortzak barnealdean dituzten engranajeak Kr erak Hortz zuzeneko gurpil horzdunak Hortzak gurpilaren sortzailearekiko paraleloan taillatuak dituzten gurpilak dira (64. irudia). Esan daiteke mekanizazio errazekoak direla; horregatik, gainerakoak baino merkeagoak dira. Gainera, abiadura-kaxetan edo antzeko mekanismoetan muntatuta daudenean, zuzenean alda daitezke. Hala ere, zaratatsuak dira, eta tamaina ertaineko potentziak baino ezin dituzte transmititu. 64. irudia.
66 258 Muntaketa eta mantentze mekanikoa Hortz zuzeneko gurpilen elementuak eta neurriak Hasteko, hortzei buruz hitz egingo dugu. Gurpil baten irtenguneak dira, eta, bata bestearen ondoren, beste gurpil baten zuloguneetan sartuz joaten dira. Hortz kopurua adierazten duen letra "Z" da. Gurpilen koroei arretaz begiratzen badiegu, parte hauek identifikatuko ditugu (65. irudia): Zulogunea Hortzluzera Hortzaltuera Buruzirkunferentzia Hortza Saihetsa Errozirkunferentzia Jatorrizko zirkunferentzia 65. irudia. Jatorrizko zirkunferentzia Engranajeen hortzek bata bestea ukitzen duten zirkunferentzia da (66. irudia); higiduraren transmisioa bertan gertatzen da (67. irudia). Zirkunferentzia horren diametro teorikoak garrantzi handia du, ukipen-zona hori aipagarrienetakoa baita gurpil horzdunetan. Jatorrizko diametroa d p letraren bidez adierazi ohi da, eta jatorrizko zirkunferentziaren luzera "L" letraren bidez. Engranajeetako ukipen-zona Engranajearen hortzek ukitze-puntu komun batean bat egiten dute Gurpilaren jatorrizko zirkunferentzia 67. irudia. Pinoiaren jatorrizko zirkunferentzia 66. irudia. Hortz-neurria Hortz-neurri zirkularra (p) Jatorrizko zirkunferentziak ondoz ondoko bi hortzen puntu berdin banaren arteko arku-luzera da (68. irudia). Kalkulatzeko, formula hau erabiltzen da: p = L π d = z z p 68. irudia.
67 Arrastatzeko eta higidura transmititzeko elementuak II 259 Neurri garrantzitsua da engranajeen funtzionamendurako, zeren eta, bi gurpilek bata bestearekin engranatu ahal izateko, ezinbestekoa baita biek hortz-neurri bera izatea. Funtzionamendua bakarrik ez; ikusiko dugun bezala, gurpilen gainerako neurri guztiak hortzneurriaren funtzio dira. Kalkulatzeko erabilitako formula aztertuz gero, ikusiko dugu π-ren mende dagoela, zeina zenbaki ezin neurtuzkoa baita, zeren eta, nahiz eta dezimal asko erabili, beti egingo baikenuke errore txiki bat. Gainera, emaitzak adieraztea ere zaila izango litzateke, ez bailirateke zenbaki osoak izango. Arazo hori gainditzeko, aurreko berdintzatik abiaturik eta adierazten den bezala bakanduz, hortz-neurriaren eta π-ren balioaren arteko erlazio bat lortuko dugu. Zatidura horri engranajeen "modulu" deritzo. p = L π d = z z p p d = π z p Modulua (m) "m" letraren bidez adierazten da, eta honela definitzen da: gurpilen jatorrizko diametroaren eta p d p hortz kopuruaren arteko erlazioa: m = = π z Milimetrotan adierazten da. Moduluaren balio horrek bera izan behar du elkar engranatzen duten gurpiletan. Moduluen eta, beraz, gurpilen masifikazioa saihesteko, balio normalizatu batzuk erabiltzen dira. 69. taulan modulu normalizatu nagusiak erakusten dira. 69. taula. ENGRANAJEAK. MODULU-TAULA MODULUAK 1 1,25 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 3,75 4 4,5 5 5,5 6 6, Hortzen profila Bi gurpilen arteko higidura-transmisioa lortzeko, hortzek elkar ukitu behar dute, beren artean indar bat sor dezaten eta, hala, higidura gurpil batetik bestera uniformeki transmititu ahal izateko. Hortzen profilak forma jakina izango ez balu, transmisioa ezingo litzateke gauzatu, multzoa blokeatu egingo bailitzateke. Higidura-trantsizio hori gauzatu ahal izateko, hortzen profilak zirkulu baten bilkariaren forma izan behar du (70. irudia). Kasu bereziren batean, hipozikloide- edo zikloide-formako profilak ikusiko ditugu, baina ez da ohikoa. Zirkulu baten bilkaria honela defini liteke: hari baten muturrak sortzen duen kurba oinarri zirkular batetik tentsio finkoarekin askatzen dugunean (71. irudia). Haria Bilkaria Desplazamendua Hortzaren forma Oinarria edo eboluta finkoa 70. irudia. 71. irudia.
68 260 Muntaketa eta mantentze mekanikoa Hortzaren profilaren beste faktore garrantzitsu bat α presio-angelua da. Bi modutara azaldu daiteke: 1. Engranajeen hortzen ukipen-puntuaren lerro ukitzaileak gurpilen zentroa lotzen duen lerroarekin eratzen duen angelua. Ukipen-puntu hori, logikoa denez, jatorrizko zirkunferentzian egongo da (72. irudia). 2. Hortzak elkarri ukitzean sortzen den presioaren norabideak bi jatorrizko zirkunferentzien ukipen-puntuaren lerro ukitzailearekin eratzen duen angelua da (73. irudia). Definizio horrek ematen dio izena berak izendatzen duen angeluari. Hortzen profilen lerro ukitzailea Jatorrizko zirkunferentziaren lerro ukitzailea Presioaren norabidearen lerroa Gurpilen zentroak lotzen dituen lerroa 72. irudia. 73. irudia. Angelu horren balioa 20 da, eta konstante irauten du gurpilak biratu ahala, hortzek bilkariprofila dutelako. Oinarrizko zirkunferentzia Hortza sortuko duen bilkaria gauzatzeko hasierako zirkunferentzia da (74. irudia). Haren diametroari d b oinarrizko diametro deritzo. Balio hori formula honen bidez lortzen da: d = cosα b d p Presioangelua Presioangelua Presioangelua Presioangelua Kanpozirkunferentzia Oinarrizko zirkunferentzia Jatorrizko zirkunferentzia Hondoko zirkunferentzia 74. irudia.
69 Arrastatzeko eta higidura transmititzeko elementuak II 261 Oinarrizko hortz-neurria (p b ) Jatorrizko zirkunferentziak ondoz ondoko bi hortzen puntu berdin banaren arteko arku-luzera da (68. irudia). Garrantzi handia du, batez ere gurpilen egiaztapenaren alderdian. Adierazpen π d π d cosα b p honen bitartez kalkulatzen da: pb = = = π m cosα z z Hortz-burua (h a ) eta hortz-erroa (h f ) Engranajeen oinarrizko dimentsioak ikusi ondoren, hortzak aztertuko ditugu; horretarako, bi partetan zatituko ditugu (75. irudia): burua eta erroa. Hortz-burua: Jatorrizko zirkunferentziaren eta gurpilaren kanpoaldearen arteko partea da. Hortz-buruaren balioa gurpilaren modulua da, hau da: h a = m. Hortz-erroa: Jatorrizko zirkunferentziaren eta hortzaren oinarriaren arteko partea da. 1,25 modulu balio du, hau da: h f = 1,25m. Oinarrizko zirkunferentziaren eta jatorrizko zirkunferentziaren arteko zona engranajearen zona funtzionaltzat hartzen da. Erroaren gainerakoaren eginkizuna, engranajeetan, zera da, gurpil baten hortzek beste gurpilaren zulogunearen hondoa ukitzea saihestea. Burua = m Erroa = 1,25 m Altuera = 2,25 m 75. irudia. Erroaren eta buruaren altuerak batuz gero, hortzaren altuera osoa lortuko dugu; hau izango da: h = 1,25m + m = 2, 25m Hondoko lasaiera (c) Ikusi dugu hortzaren burua erroa baino txikixeagoa dela. Engranajeen lasaierak sortzen du diferentzia hori (76. irudia). Beraz, balio hau izango du: c = h f ha = 1,25m m = 0, 25m Lodiera Hortz-neurria Lodiera lasaiera = c 76. irudia. 77. irudia.
70 262 Muntaketa eta mantentze mekanikoa Hortz-lodiera (s) Hortz-lodiera zera da, hortzaren parte trinkoari dagokion jatorrizko zirkunferentzia-arkuaren luzera (77. irudia). Beste hortzak engranatuko badu jatorrizko zirkunferentzian zulogunearen arkuaren luzera berdina izan behar duenez, neurri hori lodieratzat ere hartu ahal izango da. p Horrenbestez, lodiera hortz-neurriaren erdia da: s = 2 Hortzen hondoko lasaiera (j) Hortzaren lodiera eta zulogunearena, errealitatean, ez dira guztiz berdinak (78. irudia). Hala gertatzen da gurpilen fabrikazioan beti gertatzen direlako erroreak, eta, oso txikiak izanik ere, funtzionamendu-arazoak sortuko lituzkete. Horregatik, zulogunea handixeagoa egin ohi da, lasaiera txiki bat sor dadin presioa transmititzen ez duten hortz-saihetsen artean. Hortzluzera Lodiera = j 78. irudia. 79. irudia. Hortz-luzera (b) (79. irudia) Luzera horrek eta gurpil horzdunaren materialak erabakiko dute zer potentzia transmiti daitekeen. Zenbat eta handiagoa izan, sendoagoa izango da engranajea. Eskuarki, hortz-luzerak gutxi gorabehera 10 modulukoak izaten dira: b = 10m. Kanpo-zirkunferentzia Izenak berak adierazten du neurria, gurpilaren zirkunferentziarik kanpokoena baita, hau da, hortzen amaierei dagokiena (80. irudia). Kanpo-zirkunferentziaren balioa haren kanpodiametroaren bidez adierazten da, d a ; jatorrizko diametroa gehi bi modulu (buru-altuera) balio du. Hau da: d = d + m a p 2 Kanpo-diametroa Jatorrizko diametroa Hortz-altuera = m 80. irudia. 81. irudia. Hortz-altuera = m Jatorrizko diametroa Hondoko diametroa Hortz-erroa = 1,25 m Hortz-erroa = 1,25 m
71 Arrastatzeko eta higidura transmititzeko elementuak II 263 Barne-zirkunferentzia Hortzen taillaketa amaitzen den zirkunferentzia da, hau da, hortzak gurpilaren gorputzari lotuta dauden tokia (81. irudia). Hura definitzen duen diametroari barne-diametro edo hondoko d = d 2h = d 2 1,25m = d 2, diametro deritzo: d f. Hau balio du: ( ) m Engranajeak f p f p p 5 Gurpilen oinarrizko neurriak ikusi berri ditugu, baina gurpilak ez dira inoiz bakarka erabiltzen; gutxienez bikoteka antolatuta jartzen dira, ardatz batetik besterako transmisioa gauzatzeko. Gurpil multzo bat aztertzen dugunean, ziurtatu behar dugu modulu bera, hortz-neurri zirkular bera eta hortz-altuera bera dutela. Zentroen arteko distantzia (a) Gurpil bikote batek ukipena jatorrizko diametroari dagokion zonan izan dezan, ondo zehaztuta egon behar du gurpilen zentroen arteko distantziak (82. irudia). Zentroen arteko distantzia behar baino txikiagoa izateagatik gurpilak elkarren kontra oso estututa daudenean, multzoak zarata egingo du, eta hortzak behar baino lehen hondatuko dira. Aitzitik, distantzia hori behar baino handiagoa bada, ukipena hortzen muturren artean baino ez da izango, eta gerta daiteke hortzen gailurrak haustea. Zer distantzia behar den kalkulatzeko, gurpil bakoitzaren jatorrizko diametroak batu behar dira. Beraz, esan genezake zentroen arteko distantziak gurpil bakoitzaren jatorrizko diametroen baturaerdia d p 1 + d p2 izan behar duela. a = 2 Zentroen arteko distantzia Jatorrizko erradioa Jatorrizko erradioa 82. irudia. Gurpilen biraketa-noranzkoa Engranajeen biraketa-noranzkoari dagokionez, kontuan izan behar dugu ezen, higidurarekin batera, engranajeen artean biraketa-noranzkoa aldatzen dela higidura gurpil batetik bestera pasatzean. Beraz, bi gurpil horzdunen bidez bi ardatz paraleloren artean higidura transmititzen denean, alderantzizko biraketa-noranzkoak lortuko dira (83. irudia). Bi ardatzek noranzko bera izan behar badute, tartean pinoi bat jarri beharko dugu, gurpil parasitoa deitu ohi zaiona; haren egiteko bakarra biraketa-noranzkoa aldatzea da, eta ez du ezertan ere aldatzen transmisioerlazioa, ezta potentzia ere (84. irudia). Erlojuorratzen noranzkoaren kontrako biraketa Erlojuorratzen noranzkoaren kontrako biraketa Erloju-orratzen noranzkoko biraketa Tarteko pinoia (parasitoa) Erloju-orratzen noranzkoaren kontrako biraketa Erloju-orratzen noranzkoko biraketa 83. irudia. 84. irudia.

72 264 Muntaketa eta mantentze mekanikoa Hortz zuzeneko gurpil horzdunen identifikazioa Atal honetan, engranajeen eta harien arteko konparazioa egin dezakegu, zeren eta gurpil horzdunek baldintza batzuk bete behar baitituzte engranaje bat eta higidura-transmisio bat sortzeko, torlojuen eta azkoinen zenbait balio bat etortzen diren bezala lotura egin ahal izateko. Beraz, gurpilak identifikatzeari ekingo diogu. Gurpilen identifikazioa Engranaje baten ezaugarriak zehaztea erraza da, hau besterik ez baita behar: Hortz kopurua: begiz aztertzea nahikoa da kopurua zehazteko. Gurpil horzdunaren modulua: datu hori jakiteko, gurpilaren kanpo-diametroa, d a, neurtu beharko dugu. Balio horrekin, eta hortz kopurua ezaguna izanik, formula hau aplikatuko dugu: d m = a z + 2 Presio-angelua: metodorik errazena txantiloi bat erabiltzea da; hortzaren gainean jartzean, profila zein den egiaztatzen du eta, beraz, presio-angelua ematen du. Batzuetan, gurpilak taillatzeko fresa bat erabiltzen da, egiaztatu beharreko gurpilaren hortz kopuruarekin bat datorrena. Hortz helikoidaleko gurpil horzdunak Izen hori ematen zaie haien hortzen formak helize bat marrazten duelako (85. irudia). Esan genezake sarrera askoko torlojuak direla eta haietako bakoitzak gurpilaren hortz bat sortzen duela. Engranatzean, hortzen arteko ukipen-gainazala handiagoa da, eta horrek potentzia handiak transmititzea errazten du. Hortz zuzenekoek baino isilago lan egiten dute. Ezaugarri horiek direla eta, era askotako makinetan erabiltzen dira. Haren hortzek sortutako transmisioan, indar axialak agertzen dira, eta euskarriek xurgatu behar dituzte. Indar horiek txikiagoak izatea lor daiteke kontrako helize-noranzkoak dituzten engranajeak konbinatuz (86. irudia). Higidura-transmisioa ardatz paraleloen edo gurutzatuen artean egin daiteke, sistema honek dituen ezaugarriak direla eta. Hortz helikoidaleko gurpilen neurriak Gurpil horzdun hauetan, haren hortzen formaren balio bereizgarri batzuk ezagutu behar dira (87. irudia): Hortz-neurriak: Hortz-neurriei dagokienez, badira hiru mota kontuan hartu beharrekoak: 85. irudia. Helizeen kontrako inklinazioa 1. gurpila 86. irudia. 2. gurpila Hortz-neurri normala (P n ) Ondoz ondoko bi hortzen arteko distantzia da, distantzia hori gurpilaren hortzekin lerrokatua harturik. P n π = P cos β = mn c
73 Arrastatzeko eta higidura transmititzeko elementuak II 265 Hortz-neurri zirkularra edo itxurazkoa (P c ) Ondoz ondoko bi hortzen puntu berdin banaren arteko distantzia da, jatorrizko zirkunferentzian neurtua eta engranajearekiko paraleloan. P c P d p π n = mc π = = cos β z Bi hortz-neurri horien artean bada erlazio bat, honela zehazten dena: P P cos β n = c Hortz-neurri helikoidala (H) Arretaz begiratuko bagenu, ikusiko genuke gurpil helikoidal bat, berez, sarrera asko dituen torloju bat dela. Torloju hipotetiko horrek izango lukeen aitzinamenduari deritzo hortz-neurri helikoidal. Haren balioa honela lortzen da: π d p H = tgβ Moduluak 87. irudia. Bi mota hartu behar ditugu kontuan: Modulu normala (m n ): m n P d n = mc cos β = = π p cos β z Modulu zirkularra edo itxurazkoa (m c ) m mn Pc = = cos β π c = d z p Hortz-neurriekin gertatzen den bezala, modulu horien artean ere bada erlazio bat: m n = m c cos β Hortz helikoidalen profila Gurpil helikoidaletan, jatorrizko diametroa modulu zirkularretik dator. Oinarri horretatik abiaturik, honela kalkulatzen da hortzen forma: mn z Pc z 1. Jatorrizko diametroa: d p = = = mc z cos β π mn z 2. Kanpo-diametroa: d e = d p + 2 mn = + 2mn cos β 3. Barne-diametroa: d i = d p 2, 5mn 4. Hortz-altuera: h = 2, 25mn d 5. Hortz kopurua: z = p cos β m n 6. Zentroen arteko distantzia: d 1 + d C = 2 2
, helikoidalak (89. irudia) edo hipoideak erabiliz.")

74 266 Muntaketa eta mantentze mekanikoa Engranaje konikoak Engranaje mota hau oso erabilia da, elkar ebakitzen duten ardatzen artean oso higiduratransmisio onak lortzen dituelako. Multzo koniko esaten zaie, eta hortzen taillaketa zenbait modutara egin daiteke, hortz zuzenak (88. irudia), helikoidalak (89. irudia) edo hipoideak erabiliz. Bi gurpilen konikotasunak bat etorri behar du puntu edo erpin komun batean. Horregatik, gurpil mota hauek bikoteka antolatuta daude; engranaje koniko bat ezin zaio beste edozeini akoplatu, nahiz eta biek hortz berdinak, modulu berdina eta abar izan. 88. irudia. 89. irudia. Engranaje koniko hipoideek ezaugarri pixka bat desberdinak dituzte: ardatzek ez dute elkar ebakitzen, baina elkar gurutzatzen dute. Hala ere, formaz aurrekoak bezalakoak dira. Potentzia handiak transmititzeko gai dira, eta ibilgailuen diferentzialean aurkitzen dira normalean. Torloju amaigabeko engranajeak Mekanismo hauek orain arte ikusi ditugunen oso antzekoak dira; gurpil helikoidalen sistema bat da, zeinean gurpiletako batek oso hortz gutxi baititu, bat edo bi eskuarki (90. irudia). Bi partez osatuta daude: Torloju amaigabe bat, sarrera bat edo gehiago dituena: eskuinetarako edo ezkerretarako haria duen torloju bat da, hari-profil trapezoidalekoa eta 30 eta 40 arteko angelukoa. Gurpila Gurpil horzdun bat, engranaje amaigabe deritzona. Elementu horiei eusten dieten ardatzak, eskuarki, angelu zuzena eratzen dutela ezarrita daude. Torloju amaigabea 90. irudia.
75 Arrastatzeko eta higidura transmititzeko elementuak II 267 Formari dagokionez, hiru aldaera daude: 1. Torloju amaigabe zilindrikoa gurpil helikoidal zilindrikoarekin (91. irudia): ez dira asko erabiltzen, haien arteko ukipen-gainazala txikia delako. Hori dela eta, potentzia txikiak besterik ezin dute transmititu. 2. Torloju amaigabe zilindrikoa gurpil helikoidal konkaboarekin (92. irudia): gurpilak konkabotasun bat du hortzetan, torlojuaren helizeak ukipen handiagoa egin dezan gurpilean. Forma horri esker, potentzia handiak transmiti ditzake. Sistema hori asko erabiltzen da. 3. Engranaje amaigabe globoidea (93. irudia): aurrekoaren alderantzizko kasua da, torlojuak hartzen baitu forma globoidea gurpilari egokitzeko. Ondo funtzionatzen du, baina gutxi erabiltzen da fabrikazioa kostu handikoa delako. Gurpila Hortz zuzeneko gurpila Gurpil konkaboa 91. irudia. Torloju amaigabe globoide baten forma 93. irudia. Sarrera bakarreko torloju amaigabea 92. irudia. Funtzionamendua (94. irudia) Aipatu dugun bezala, jo daiteke torloju amaigabea engranaje bat dela zeinaren hortz kopurua sarrera kopuru bera baita. Horregatik, torlojuaren itzuli bakoitzari gurpilaren biratze bat dagokio, eta torlojuak sarrera adina hortz lekualdatuko da. Adibidez, sarrera bateko torloju bat eta 40 hortzeko gurpil bat baditugu, torlojua muntatua duen ardatzak 40 bira oso emango ditu gurpilaren ardatzak bira bat eman dezan. Beraz, haien ezaugarria da higiduran erredukzio handiak lortzea. Horretaz gainera, torlojuaren helizearen angeluaren arabera, sistema itzulezina izan daiteke; horrek esan nahi du higidura noranzko bakarrean transmiti daitekeela: torloju amaigabetik sartzea eta gurpiletik ateratzea. Igogailuetan eta abarretan erabiltzen den segurtasun-sistema bat da. Hortzek jasaten duten marruskadura dela eta, ezinbestekoa da koipeztatzea etengabea eta ugaria izatea. Torloju amaigabean indar axial handiak sortzen dira; horregatik, esfortzu horiek jasateko moduko euste-elementuak erabili behar dira, hala nola ukipen angeluarreko errodamenduak edo antzekoak.
 Engranaje mota honen ezaugarrietako bat zera da, jatorrizko diametroak ukitzaileak izatea gurpiletako baten barnealdean.")
76 268 Muntaketa eta mantentze mekanikoa Gurpilaren biraketa Amaigabearen biraketa 94. irudia. 95. irudia. Hortzak barnealdean dituzten gurpilak (95. irudia) Engranaje mota honen ezaugarrietako bat zera da, jatorrizko diametroak ukitzaileak izatea gurpiletako baten barnealdean. Hortzak barnealdean dituen gurpilaren barnean tamaina txikiko pinoi bat jarri behar da, eta gutxienez 25 hortzen aldea behar da gurpilaren eta pinoiaren artean. Bestela, ez luke ondo funtzionatuko, zeren eta hortzek ez bailukete behar bezala engranatuko. Kr erak Sistema hauekin higidura aldatzea lortzen da, zeren eta pinoi baten biraketaren bidez kr eraren higidura lineala lortzen baita. Kr eraren hortzak ertzekiko perpendikularrak izaten dira edo diagonalean ezarrita egon daitezke. Lehen kasuan, hortz zuzeneko gurpilekin engranatuko dute, eta bigarrenean, hortz helikoidaleko gurpilekin. Gurpil horzdunen funtzionamendua, muntaketa eta desmuntaketa Funtzionamendua eratzen duten gurpilen partea saihetsak dira. Hortz bakoitzak bi saihets ditu, eskuina eta ezkerra. Bereizteko, gurpilek arrasto bat izaten dute beren aurpegietako batean. Arrastoduna aurpegi nagusia izango da, eta berak adieraziko ditu eskuin- eta ezker-saihetsak (96. irudia). Bi gurpilek elkarrekin engranatzen dutenean, biraketa-noranzkoa zein den, saihets aktibo batzuk izango ditugu; haietan gertatzen da marruskadura eta higiduraren transmisioa. Haien kontrakoei saihets aske deritze, ez baitute beste inolako elementurik ukitzen (97. irudia). Ezker saihetsa Eskuin saihetsa Arrastoa 96. irudia. 97. irudia. Saihets aktiboak Saihets askeak
77 Arrastatzeko eta higidura transmititzeko elementuak II 269 Oso garrantzitsua da saihets aktiboen ukipena gainazal handi batean gertatzea, hala lortzen baita esfortzuak banatzea eta multzoak ondo funtzionatzea. Engranatze- edo marruskatze-zona ez da berdina osagaiak deskargatuta daudenean eta esfortzua handitzen denean. Horregatik, garrantzitsua da jakitea zein diren marruskatzegainazal deskargatuak eta zein kargatuak. Ukipen-gainazalak egiaztatzeko, gurpiletako batean koloratzaile bat aplikatzen da; adibidez, Prusiako urdina. Gero, engranajeak birarazten dira, produktu hori beste gurpilean ere inprima dadin. Azkenik, begi hutsez begiratuz, ukipen-zonak zehaztuko ditugu; haiek adieraziko digute zein den profil aktiboa. Profil aktibo hori egokia izan dadin, oso garrantzitsua da zentroen arteko distantzia. Ardatzek eusten diete gurpilei eta berek ezartzen dute gurpilen arteko distantzia. Eskuarki, zentroen arteko distantzia ardatz horien posizioak finkatzen du aldez aurretik, baina, batzuetan, erregulatzeko aukera ematen duen mekanismoren bat aurkituko dugu. Multzoak ondo funtzionatuko badu, ardatzak behar bezala kokatuta egon behar dute, posiziolasaiera edo lasaiera geometriko jakinekin. Halaber, gurpilek lasaiera egokia izan behar dute, eta bata bestearekiko lerrokatuta egon. Profil aktiboen formak Gurpilari tinta eman eta birarazi ondoren, sortutako arrastoak aztertuko ditugu. Hauek hartuko ditugu kontuan: Ukipen-zonaren simetria. Ukipen-azalera. Azalera horrek saihetsaren azaleraren laurdena izan behar du gutxienez. Saihetsaren konbexutasuna. Askotan, saihetsak luzeran pixka bat konbexuak izaten dira; hori lagungarria da esfortzuak banatzeko, erdialdeak karga handiagoa jasan dezan eta karga, pixkanaka, kanpoalderantz murriztuz joan dadin. Engranajeetan aurkituko ditugun arrastoetako batzuk erakusten dira jarraian: Irteera duten hortzen profil aktibo normala Albo-profil aktiboa, gurpil deslerrokatuek eragina Profil aktibo txandakatua, gurpil bat bestearekiko okertuta daudelako sortua

78 270 Muntaketa eta mantentze mekanikoa Irterarik gabeko hortzen profil aktibo normala Profil aktiboa engranajearen goialdean, zentroen arteko distantzia behar baino handiago batek eragina. Hortza haustea eragin lezake, edo behar baino lehen hondatzea Profil aktiboa zuloguneko hondoan eta puntan, zentroen arteko distantzia desegoki batek eragina. Jarrera horrek zarata handia sortuko luke engranajeek funtzionatzean. Adibide guztiak hortz zuzeneko engranajeekin egin badira ere, profil aktibo horiek gainerako gurpil horzdunetarako ere balio dute. Dena dela, torloju amaigabe eta gurpilaren sistema berariaz aztertu behar dugu: Profil aktibo normala Profil aktiboa goialdean, zentroen arteko distantzia behar baino handiago batek eragina Profil aktiboa alboko partean, gurpila torloju amaigabearen ardatzarekiko alborantz lekualdatuta egoteak eragina Aldebiko profil aktiboa
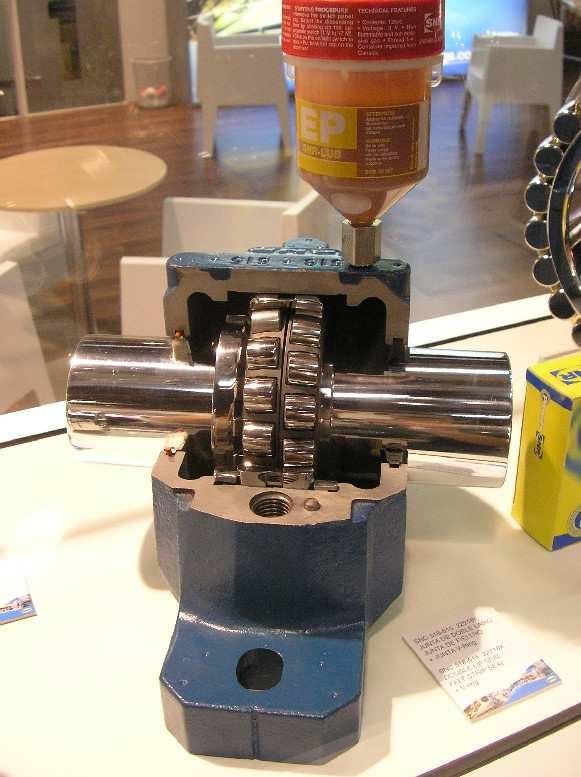
79 LUBRIKATZEA
80
81 Makinak koipeztatzea eta lubrifikatzea Sarrera Aurreko gaietan ikusi dugun bezala, makina guztietan aurkituko ditugu elementu batzuk beste pieza batzuekiko higidura erlatiboak dituztenak. Horrelakoetan agertzen da marruskadura. Piezen higadura, makinetako energia-galera eta marruskadurak eragindako beroa gutxitzeko, marruskatzen duten piezei gainazal-akabera onak egiten zaizkie; hala, gutxitu egiten da zimurtasuna, eta, horren ondorioz, baita higidurarekiko erresistentzia ere. Gainera, marruskadura-koefiziente txikiko material bat aukeratu behar da. Hala ere, aipatu berri ditugun horietaz gainera, ez da inoiz utzi behar piezek zuzenean elkarren artean marruskatzen; horretarako, lubrifikatzaile egoki bat sartu behar da tartean marruskadura murrizteko. Kasu horretan, atal higikorrek ez dute elkar ukitzen; olio-geruza fin-fin batez bereizita gelditzen dira, metalaren eta metalaren arteko ukipena saihesteko. Oro har, esan genezake lubrifikazioak hobetu egiten dituela makinaren edo ekipamenduaren errendimenduak, gutxitu egiten baitu marruskadurak eragindako higadura; halaber, funtzionamenduan sortutako beroa kanporatzea errazten du, eta saihestu egiten du ukitzen dituen materialak oxidatzea. Horrekin batera, arrastatu egin dezake makinaren osagaietan langiroa dela-eta sartzen den zikinkeria; horregatik, esan daiteke garbitze-funtzioa ere betetzen duela. Makina bat behar bezala lubrifikatzen denean, nabaritzen da zarata gutxiago egiten duela funtzionatzean, irristadura hobetzean esfortzuen transmisioa modu harmonikoagoan gertatzen baita. Ezin dugu ahaztu, halaber, lubrifikatzaile batzuen funtzio nagusia indarrak sortzea dela. Fluido hidraulikoei buruz ari gara. Lubrifikazioak dituen abantailak direla eta, oso-oso garrantzitsua da jakitea zer lubrifikatzaile mota dauden eta lubrifikatzeko zer sistema erabiltzen diren. Lubrifikatzaileak Honela defini litezke lubrifikatzaileak: higitzen ari diren pieza edo mekanismoen artean film bat sortuz marruskadura gutxitzen duten substantziak. Hasteko, aurkituko ditugunen sailkapen bat egingo dugu. Honela sailkatzen dira: Lubrifikatzaileak Likidoak Solidoak Oretsuak (Koipeak) Lubrifikatzaile likidoak Lubrifikatzaile likidoak olioak dira. Jatorriaren arabera, honela bereizten dira: Landare-olioak eta animalia-olioak: Guztiok erabili ditugu landare- eta animalia-olioak, zeren eta elikaduran erabiltzen baitira; horregatik, gure etxeetan ditugu. Adibidez, oliba-olioa, ekilore-olioa, etab. Ez dira erabiltzen mekanikan, lanerako ezaugarri txarrak dituztelako. Haien eragozpen nagusiak hauek dira:
82 274 Muntaketa eta mantentze mekanikoa Oxigenoa dagoen tokian, oxidatzeko joera dute. Adibidez, oliba-olioa ematen badiogu kirrinka egiten duen bisagra bati, arazoa konponduko dugu, baina une batez baino ez, zeren eta olioa oxidatzen denean berriro agertuko baita zarata. Azido korrosiboak sortzen dituzte, batez ere tenperatura handian jarriz gero. Konposizioagatik, bakterioak ugaltzeko ingurune aproposa izan daitezke, eta osasunerako arriskutsuak izan. Material alkalinoen presentzian, erreakzionatu eta xaboiak sortzen dituzte. Olio mineralak: Izenak berak adierazten du jatorria, batez ere petrolioa finduz lortzen baitira, baina ikatz batzuetatik ere lor daitezke. Olio sintetikoak: Sintesi bidez sortutako olioak dira, hau da, hidrokarburoen erreakzio kimiko bidez sortuak. Petrolioaren azpiproduktuetatik lortzen dira, laborategi-prozesuetan kimikoki konbinatuta. Aurrekoek baino sortze konplexuagoa dute; horregatik, gutxiago erabiltzen dira. Lubrifikatzeezaugarri hobeak dituzte, likatasun-indize handiagoa, jariakortasun hobea tenperatura baxuetan, eta oso ondo jasaten dituzte tenperatura altuak; gainera, olioak ukitzen dituzten elementuen oxidazioa galarazten dute. Olio mineralekin konbinaturik erabil daitezke. Olioak konbinaturik ere erabil daitezke, baldin eta bateragarriak badira eta sortzen duten olioak ezaugarri egokiak baditu. Kasu horretan, esan genezake olio konposatu bat dela. Ikusi berri ditugun olio mineral edo sintetiko horiek ezingo lukete, berek bakarrik, eskatzen zaizkien laneko betebeharretako asko. Gabezia hori konpontzeko, gehigarri batzuk eransten zaizkie, olioaren berezko ezaugarriak areagotu eta ezaugarri berriak ematen dizkietenak. Lubrifikatzaile solidoak Haien erabilera salbuespenezkoa da, lubrifikatzaile likidoak edo oretsuak ezin direnean erabili baliatzen baitira. Muturreko tenperaturak edo presio puntual oso handiak jasan behar dituzten inguruneetan aurkitu ditzakegu. Erabilienak grafitoa, talkoa, PTFE politetrafluoroetilenoa, molibdeno sulfuroa etab. dira. Hautseztatuz aplika daitezke, edo lubrifikatzaile likido edo oretsuetan ere sar daitezke. Lubrifikatzaile oretsuak (Koipeak) Koipearen konposizioaren % 80, gutxi gorabehera, olio mineral edo sintetiko bat da, lodigarri bat erantsi zaiona olioari euskarri eta egonkortasuna emateko, eta, hala, ore-forma sortzeko. Konposizioa aztertuz gero, ikusiko genuke olioak ematen diola koipeari lubrifikatzaile-ezaugarria. Lodigarriak, berriz, sendotasuna, uraren aurkako erresistentzia, egonkortasun mekanikoa etab. ematen dizkio. Lodigarririk erabilienak xaboidunak dira, erreakzio kimiko bidez lortuak. Olioei bezala, koipeei gehigarriak eransten zaizkie, propietate batzuk hobetzeko, hala nola oxidazioa, uraren aurkako erresistentzia, higaduraren aurkako erresistentzia, etab. Koipeen propietateak hauek dira: Tanta-puntua: koipea olio bihurtzen hasten den tenperatura, hau da, egoera oretsua likidora aldatzen dena. Aldaketa hori bi piezaren arteko marruskatze-gainazaletan sortzen den tenperaturaren igoerak eragiten du, eta hori da, funtsean, lubrifikazioa eragiten duen gorabehera.
83 Lubrikatzea 275 Loditasuna: koipeen oinarrizko propietate bat da, zertarako erabil daitekeen adierazten baitigu. Koipe jariakorra bada, ponpatze zentralizatua onartuko du; aitzitik, koipe lodia jarritako lekuan geldituko da bere funtzioa betetzen. Batzuetan, lubrifikatzeko erabiltzeaz gainera, zigilatzeko eta mekanismoan kutsatzaileak sartzea galarazteko erabiltzen dira. Lodigarrien ezaugarrien eta kantitatearen arabera, gogortasun desberdineko koipeak lortzen dira. Ezaugarri hori barneratze-saiakuntza baten bidez neurtzen da, koipezko masa batean barneratzen saiatzen den BARNERATZEA 1. taula. NLGI GRADUA LODITASUNA Erdijariakorra Erdijariakorra Erdijariakorra Erdijariakorra Leuna Leuna Leuna Leuna Gogorra kono baten bidez egina. Hortik, NLGI (Nacional Lubricating Grease Institute) eskala sortzen da. Koipearen loditasuna zenbat eta txikiagoa izan, txikiagoa izango da zenbaki hori, eta, beraz, sakonago barneratuko da konoa. 1 taulan loditasun-graduak adierazten dira. Koiperik erabilienak 2 edo 3 NLGI gradukoak dira. Funtzionamendu-tenperaturak oso txikiak direnean, 0 eta 1 NLGI gradukoak erabiltzen dira. Beraz, ekipamenduaren laneko tenperaturak garrantzi handia du erabili beharreko koipea hautatzeko orduan. Lubrifikatzaileen ezaugarriak Makina edo mekanismo bakoitzak olio jakinak beharko ditu, bere ohiko lanerako ezaugarri egokiak eta onuragarriak emango dizkiona. Hauek dira lubrifikatzaileen ezaugarri nagusiak: Biskositatea: Ezagutu behar dugun propietaterik garrantzitsuena da. Likido baten molekulek jariatzearen aurka duten erresistentzia da (2. irudia). 1.a 2.a 3.a 2. irudia. Askotan, biskositate terminoa dentsitatearekin edo gantzutasunarekin nahasten da, baina elkarrekin ez dute zer ikusirik. Gantzutasuna lubrifikatzaile baten gainazal batean itsasteko ahalmena da, geruza mehe bat sortu eta egoera horretan luze irautekoa baita gainazala bertikala bada ere. Dentsitatea gorputz baten masaren eta hartzen duen espazioaren arteko erlazioa da. Kontzeptu hau argitzeko, adibide bat jar dezakegu: olioak uraren gainean flotatzen du, eta horrek esan nahi du dentsitate txikiagoa duela. Baina, bestalde, ura olioa baino lasterrago isurtzen da, eta horrek esan nahi du biskositate handiagoa duela. Lubrifikatzaileen biskositatea xehe aztertuz gero, ikusiko dugu bi parametroren arabera aldatzen dela: tenperatura eta presioa. Tenperatura handitzean, gutxitu egiten da lubrifikatzailearen biskositatea. Presioarekin, berriz, alderantziz gertatzen da: handituz gero, handitu egiten da biskositatea. Analisi horretatik, "biskositate-indize" delakoa ateratzen da: parametro horren tenperaturarekiko aldaketa adierazten du. Zenbat eta handiagoa izan indize hori, hainbat gutxiago aldatuko da biskositatea tenperatura aldatzean.
84 276 Muntaketa eta mantentze mekanikoa Biskositatea neurtzeko eskalak Bi biskositate mota defini daitezke: Biskositate dinamikoa: Likido batek tenperatura jakin batean hodi kapilar batean isurtzeko behar duen denboraren bidez definitzen edo neurtzen da. Unitatea zentipoisea da (cp = 10-3 Pa.s). Helburu praktikoei begira, oso erabilia da. Biskositate zinematikoa: Likidoaren beraren ezaugarria adierazten du, higidura sortzen duten indarrak kontuan hartu gabe. Biskositate dinamikoaren eta dentsitatearen arteko zatidura da. Unitatea zentistokea da (cst = mm 2 /s). Biskositate zinematikoa (cst) = Biskositate absolutua / Dentsitatea Definizio horretatik abiaturik, neurtzeko beste eskala batzuk atera dira, eta, industrian erabiltzen direnez, ezinbestekoa da horiek ere ezagutzea: 1. SAR biskositatea: Eskala honen jatorria Society of Automotive Engineers da, ibilgailuen teknologian diharduen hezkuntza- eta teknologia-erakunde bat. Jatorria dela eta, automobilgintzako lubrifikatzaileetarako neurri bat da, eta mundu osoan erabiltzen da. Biskositate-tarte bat adierazten duen zenbaki baten bidez izendatzen da (3. eta 4. taulak). Adibidez, SAE 20 den lubrifikatzaile batek 5,6 eta 9,3 zentistoke bitarteko biskositatea izango du 99 C-ko tenperaturan. Sailkapen hori bitan banatzen da. Batetik, motorrerako olioak daude: SAE 0W, 5W, 10W, 15W, 20W, 25W, 20, 30, 40, 50 eta 60. Bestetik, engranajeetarako olioak: SAE 70W, 75W, 80W, 85W, 80, 85, 90, 140, 250. SAE gradua 0W 3,8 5W 3,8 10W 4,1 15W 5,6 20W 5,6 25W 9,3 20 5,6-9,3 Biskositate zinematikoa (cst), 99 C-an 30 9,3-12, ,5-16, ,3-21, ,9-26,1 3. eta 4. taulak. SAE gradua 70W 3,8 75W 3,8 80W 4,1 85W 5,6 80 5,6 85 9,3 90 5,6-9,3 Biskositate zinematikoa (cst), 99 C-an ,5-16, ,3-21,9 Aurreko adibidea aztertuz gero, ohartuko gara SAE gradutako biskositate-balioak 99 C-an neurtuak daudela; hala ere, izendapen batzuetan W (winter) letra ageri da, eta horrek adierazten du olioak portaera ona izango duela hotzean. Letra hori agertzen ez denean, ulertu behar dugu ez dutela portaera ona segurtatzen tenperatura baxuetan. Horrenbestez, motor batean erabiliko bagenu, eguraldi epeleko aldietan erabili beharko genuke; adibidez, udan. Ikusi berri ditugun lubrifikatzaile horiei olio gradubakar deritze. Badira olio graduaniztunak ere. "W" ezaugarriak dituen olio batetik eratorriak dira, eta gehigarriak erantsi zaizkio "biskositate-indizea" hobetzeko. Hala, lubrifikatzaile balioaniztun bat lortzen da: fluidoaren portaera ziurtatzen du tenperatura baxuetan, eta, tenperaturak gora egiten duenean, lubrifikatzaileak udako olio baten moduan jokatzen du.
85 Lubrikatzea 277 Kontzeptuak sendotzeko, adibide bat jarriko dugu: SAE 20W-50 izendapena duen lubrifikatzaile bat baldin badugu, erabiltzen ari gara fluido bat, tenperatura baxuan (-18 C edo 0 F) SAE 20W baten ezaugarriak dituena baina tenperatura 99 C edo 210 F-ra iristen denean SAE 50 baten moduan jokatzen duena. Hala, uneoro lubrifikazio egokia ziurtatuko dugu. Hori gertatzen da ibilgailu guztietan, zeren eta abiatzean motorra tenperatura baxuan baitago; gero, ordea, tenperatura pixkanaka handituz joaten da, funtzionamenduaren ondorioz. Olio graduaniztunen abantaila hori ez da bakarra; gradubakarrekin alderatuta, portaera hobea dute tenperatura-gradiente handiak daudenean, egonkor irauten baitute, desegin gabe. Hori gerta daiteke ibilgailu baten motorraren barnean, zeren eta, funtzionatzen ari denean, karterrean dagoen olioak 85 C inguruko tenperatura izaten baitu. Errekuntza-zonen inguruan dagoena, berriz, 300 C inguruan egongo da. 2. ISO biskositatea: ISO eskala olio industrialei aplikatzen zaie. ISO VG izendatu ohi da; siglak International Standard Organization Viscosity Grade esan nahi du. Sailkatzeko sistema honen biskositatea 18 taldetan (5. taula) zatituta dago, 2 eta zentistoke bitartean, 40 C-an neurtua. Tarte zabal horretan oliorik finenetatik (balbolinak) lodienetara sartzen dira. Talde bakoitzak biskositate sorta bat izan dezake; horregatik, batez besteko biskositatearen baliokidea den zenbaki baten bidez izendatzen da. Adibidez, ISO VG 10 lubrifikatzaile baten biskositatea 9 eta 11 cst bitartean egon daiteke, 40 C-an neurtua. Jakin behar dugu, halaber, talde bakoitzaren barneko biskositate-tartea haren batez besteko biskositate zinematikoaren ±% 10 aldatzen dela. Gainera, batez besteko biskositate bakoitza bere aurrekoa baino % 50 inguru handiagoa izango da. SAE eta ISO sistemen arteko baliokidetasunak 6. eta 7. tauletan ikus daitezke. ISO gradua Batez besteko puntua cst 40 C-an 5. taula. Mugak cst 40 C-an Minimoa Maximoa 2 2,2 1,98 2,42 3 3,2 2,88 3,52 5 4,6 4,14 5,06 7 6,8 6,12 7, ,0 11, ,5 16, ,8 24, ,8 35, ,4 50, ,2 74, Lubrifikatzaileen konposizioa SAE gradua 6. taula. ISO VG gradua 0W W 22 10W W W W SAE gradua 7. taula. ISO VG gradua 70W W W W Lubrifikatzaileak oinarrizko olio batez osatuta daude olio horren jatorria aurreko ataletan aztertu dugu, baina oinarrizko olio horrek dituen propietateek ezin dituzte bete makinen beharrak eta eskaerak. Horregatik, oinarrizko olioari gehigarriak eransten zaizkio, modu egokian lan egiteko behar dituen ezaugarriak eta espezifikazioak izan ditzan.
86 278 Muntaketa eta mantentze mekanikoa Gehigarriek lubrifikatzaileen ezaugarri hauek hobetzen dituzte: Biskositate-indizea: Ikusi dugun bezala, olioak tenperaturaren arabera jasaten duen biskositatealdaketa da. Gehigarrien bidez, indize hori hobetzea lortzen da. Oxidazioaren eta korrosioaren aurkako propietateak: Makinen atal batzuk oxidatu egin daitezke oxigenoa edo ura zuzenean ukitzen badute, eta korrosioa ere jasan dezakete atal horiek substantzia batzuek ukitzen badituzte. Gehigarri antioxidatzaileak, beren funtzioa betetzeko, oxidatu egiten dira eta, hala, neutralizatu egiten dute olioa ukitzen duten piezetan oxidoa sortzea. Dena dela, ahalmen hori mugatua da; horregatik, aldi bat igaro ondoren, lubrifikatzailea aldatu egin beharko da. Detergenteak eta dispertsatzaileak: Batzuetan, olioak kutsatzaileen presentzian gertatzen dira. Gehigarrien bidez, substantzia kutsatzaile horiek neutralizatzea lortzen da azido kaltegarriekin kimikoki erreakzionatuz. Propietate hori erreserba alkalino baten bidez lortzen da; TBN (Total Base Number) du izena, eta, erreakzionatuz, azidoa neutralizatzen du. Horren adibide bat diesel motorretan ikus dezakegu; motor horiek, errekuntzan, azido sulfurikoa sortzen dute, eta olioa ukitzean erreakzio kimiko bat gertatzen da, azidoa neutralizatzen duena; hala ere, prozesuak aurrera egin ahala, propietate hori gutxituz joaten da, hau da, olioaren TBNa gutxitu egiten da erabili ahala. Higaduraren kontrako propietatea: Gutxitu egiten dute marruskadura, eta, ondorioz, luzatu egiten dute higidura erlatiboa duten makinen gainazalen bizitza erabilgarria. Aparraren kontrako propietatea: Olioaren barnean aire-burbuilak sortzea galarazten dute; hala, aparra sortzea eragozten dute. Propietate hori oso garrantzitsua da lubrifikatzaile hidraulikoetan edo turbinetakoetan, zeren eta, airea konprimagarria denez, olioan burbuilak izango balira presioa gutxitu egingo bailitzateke; ondorioz, ez litzateke modu uniformean transmitituko. Muturreko presioa: Gehigarri batzuen bidez, lubrifikatzailearen presentzia ziurtatzen da bata bestea ukitzen duten piezak presio handia jasaten ari badira ere. Egonkortasun termikoa ezin da hobetu gehigarrien bidez; horregatik, olioak berak izan behar du propietate hori. Gehigarri horiek guztiak izanik ere, lubrifikatzaileen bizitza mugatua da; lanaren ondorioz, degradatuz joaten dira, eta galdu egiten dituzte beren hasierako propietateak. Lubrifikatzaileen sailkapena Orain arte ikusi ditugun sailkapenez gainera, hau ere ezagutu behar dugu: AGMA Sailkapena (8. taula). American Gear Manufacturer Association. AGMA engranaje-fabrikatzaileen Amerikako elkarte bat da, eta erreferentzia da, zer engranaje mota den eta zer lan-baldintza dituen kontuan harturik, jakiteko zer lubrifikatzaile klase eta zer biskositate den egokiena erreduktoreetarako edo engranajeetarako aplikazioetan. 8. taula. AGMA SSU 100 F-an AGMA SSU 100 F-an zenbakia Minimoa Maximoa zenbakia Minimoa Maximoa A COMP EP EP EP EP EP COMP EP COMP EP Sistema honetan, biskositatea adierazteko, beste unitate bat erabiltzen da, Saybolt Universal segundoa SSU, 100 F-an (37,8 C).
87 Lubrikatzea 279 Lubrifikazio-erregimenak Lubrifikatzean, bi piezaren arteko higiduraren ondorioz, zenbait egoera aurkitu ditzakegu. Bi elementuren artean ezar daitezkeen erregimenak ulertzeko, pentsatu behar dugu nola gertatzen den piezen arteko irristadura. Hasteko, zimurtasuna aipatu behar dugu. Edozein gainazalek, gainazal-akabera oso ona izanda ere, gailur batzuk izango ditu, zimurtasuna sortuko dutenak. Esan dezakegu ez dagoela gainazalik erabat leuna denik; zimurtasunak "hortz" batzuk sortzen ditu, bi piezaren arteko higidura erlatiboaren aurka eta, beraz, irristaduraren aurka egiten dutenak. Lubrifikatzailearen funtzio nagusietako bat piezen irregulartasun horietan sartzea da, eragozpen hori ezabatzeko. Logikoa denez, gainazal bat zenbat eta zimurragoa izan, lubrifikatzaile-geruza handiagoa jarri beharko da higitzen ari diren piezen artean. Horiek horrela, lubrifikazio-egoera hauek izango ditugu: Mugako lubrifikazioa (9. irudia): Higidura erlatiboa duten bi gorputzen arteko lubrifikatzaile-geruza txikia denean, metala metalaren kontra ukipen zuzena gertatzen da. Egoera hori gertatu ohi da piezen arteko higidura erlatiboa txikia izanda karga handiak jasaten dituztenean. Esan genezake ohikoa dela hori gertatzea makinak abiatzen direnean, zeren eta, pausagunean daudenean olioa deposituetan metatzen denez, marruskadura-gainazalak mugako lubrifikazioarekin gelditzen baitira. Makina bat lubrifikazio-egoera horretan dagoenean, dela lubrifikatzailea falta delako, dela ukipen-gainazal txikiek beren arteko presioa handitzen dutelako, dela higidura-abiadura motelak daudelako, etab., gehiegizko marruskadura gertatzen da gainazalen artean, eta higadura handia eta tenperatura-igoera handia gertatzen da; horren ondorioz, higitzen ari diren piezen artean mikrosoldadurak gerta daitezke, eta makina hondatu. Lubrifikazio hidrodinamikoa (10. irudia): Egoera hori gertatzen da higidura erlatiboa duten gainazalak olio-geruza baten bidez erabat bereizita daudenean, eta, ondorioz, haien arteko ukipenik ez dagoenean. Geruza lodia da, ponpatutako olio kantitateagatik eta, gainera, gainazalen higidura erlatiboak sortzen dituen presioengatik; hala, lubrifikatzaile-geruza jarraitu eta laminar bat sortzen da, eskatzen zaizkion kargak jasango dituena. Lubrifikazio mistoa (11. irudia): Egoera horietan sortzen diren olio-geruzen lodiera mugako lubrifikazioaren eta lubrifikazio hidrodinamikoaren artean dago. Horregatik, lubrifikazio mistoa esan dakioke. Lubrifikazio elastohidrodinamikoa: Lubrifikazio mota hau errotazio-higidura erlatiboak dituzten gorputzetan sortzen da. Adibide bat errodamenduetako elementu errodatzaileak dira. Ukipen-zona txikia denez puntu bat bolak direnean, edo lerro bat arrabolak direnean, marruskadura-gainazalen artean agertzen den presioa nabarmen handitzen da. Horregatik, lubrifikatzaileak ere handitu egiten du bere biskositatea; horren ondorioz, olioa bere posizioan gelditzen da, presio hori transmitituz eta materialen gainazaletan deformazio elastiko bat eraginez. Horrek guztiak olio-geruza fin bat izatea ziurtatzen du, eta metalezko gainazalen arteko ukipena saihesten du. Karga handia Karga txikia Karga handia Abiadura txikia Olio-fluxu zurrunbilotsua Olio-fluxu laminarra Abiadura txikia Olio-fluxu laminar eta zurrunbilotsua Mugako lubrifikazioa Lubrifikazio hidrodinamikoa Lubrifikazio mistoa 9. irudia. 10. irudia. 11. irudia.

, kopa-formakoa, Stauffer motako koipeztagailua (13. irudia). Horrelako sistemak erabiltzen ditugunean, koipeztatze-programa egoki bat izan behar dugu.")


88 280 Muntaketa eta mantentze mekanikoa Lubrifikazio-sistemak Unitateetan zehar, zenbait lubrifikazio-sistema ikusi ditugu. Haien guztien laburpen bat eginez gero, hau izango genuke: - Eskuzko lubrifikazioa: lubrifikatzaile kantitate handia eta koipeztatze jarraitua behar ez denean erabiltzen da. Horretarako, koipeztagailuak erabiltzen dira. Depositu txikiak dira; bertan, lubrifikatzaile kantitate bat jartzen da, eta zuzenean iristen da lubrifikazioa behar duten zonetara. Badira zenbait koipeztagailu mota. Hauek dira nabarmentzekoak: boladuna eta koipe lodikoa (12. irudia), kopa-formakoa, Stauffer motako koipeztagailua (13. irudia). Horrelako sistemak erabiltzen ditugunean, koipeztatze-programa egoki bat izan behar dugu. 12. irudia. Koipeztagailuak. 13. irudia. - Lubrifikatze automatikoa: lubrifikazioak jarraitua eta zehatza izan behar duenean, sistema automatikoak behar dira, lubrifikazio-baldintzak onak ziurtatzeko. Gainera, haiei esker, murriztu egiten dira makinetan egin beharreko koipeztatzeko mantentze-lanak. Eragozpena kostua da, zeren eta makina batean lubrifikazio-sistema automatiko bat jartzea garestiagoa baita eskuzko bat baino. Lubrifikazio automatikoan, sistema zentralizatu gabeak eta zentralizatuak bereizten dira. Lehenengoek puntu bakar bat lubrifikatzen dute; lubrifikatzailez betetako kartutxo bat izaten da, lubrifikatzailea beharren arabera hornitzen duena (14. irudia). Horrelako sistemek iraupen mugatua dute; horregatik, aldian-aldian ordeztu egin behar dira, eta hori koipeztatze-programan jaso behar da. Sistema zentralizatuek ematen dituzte lubrifikaziobaldintza onenak. Ohikoenak hauek dira: Olio-bainu bidezko koipeztatzea: abiadura-kaxetan erabili ohi da. Gurpiletako bat oliotan partzialki murgilduta gelditzen da. Biratzean, olioa arrastatzen du, eta, pixkanaka, harekin engranatzen duten gainerako gurpiletara iristen da (15. irudia). 14. irudia. 15. irudia. Olio-bainu bidezko koipeztatzea. Ponpa bidezko koipeztatzea: ponpa bat erabiliz, olioa eroanbide edo hodi batzuetan barrena bidaltzen da behar den tokietara. Bere funtzioa bete ondoren, olioa berriro depositura erortzen da, handik berriro ponpatua izateko. Erabiltzen diren ponpak engranajedunak, paletadunak edo espeka bidez eragindako presio-ponpa xurgatzaileak dira. Zipriztinezko koipeztatzea: horrelakoa zen, adibidez, birabarkietan erabiltzen zena, baina, gaur egun, ez da erabiltzen. Biela olio-depositu batean sartzen da birabarkiak itzuli bat osatzen duen bakoitzean; depositu horretan, mailak konstante irauten du ponpa bati esker. Horrela, kojineteak lubrifikazio ona izango du beti. Ihinztatze bidezkoa: Erreminta pneumatikoak, eragingailuak etab. erabiltzen direnean, mekanismo horiek koipeztatzeko olioa ihinztatu egiten da presiopeko airean. Aire-zirkulazioa hastean, olio kantitate bat atomizatu egiten da. Horrela, olioa airean esekia gelditzen da, eta erraz iristen da behar den puntu guztietara. Olioa

89 PIEZETARAKO ITXITURAK, JUNTURAK ETA ESTANKOTASUN-BALIABIDEAK
90
91 Sarrera Piezetarako itxiturak, junturak eta estankotasun-baliabideak Hasteko, izenburuko kontzeptu horien esanahia aztertuko dugu. Gas edo likido bat hodi edo depositu batetik irten ez dadin jartzen den gorputzari itxitura deritzo. Makina bateko elementu, depositu edo hodi batean juntura bat jartzen dugunean, barru hori estankoa izatea lortzen dugu, hau da, guztiz itxita egotea eta, ondorioz, ihesik ez izatea. Estankotasuna beharrezkoa izango da deposituaren barnealdearen eta kanpoaldearen artean presio-diferentzia dagoenean, galdaretan, hodietan eta abarretan gertatzen den bezala (1. eta 2. irudiak). Beste batzuetan, kanpoko presioa eta barrukoa berdinak dira, baina galarazi behar da ezpurutasunak, hala nola hautsa, ura, etab., sartzea edo barnealdeko elementuren bat, hala nola olioa, irtetea. Horrelako aplikazioak makinetako abiadura-kaxetan, errodamendu gainean muntatutako ardatzetan eta abarretan aurkituko ditugu. Beharrezkoak dira, halaber, gorputz bereko bi barrunbek presio desberdina izan behar dutenean, zilindro pneumatikoetan edo hidraulikoetan gertatzen den bezala (3. irudia). Gasa edo likidoa junturetatik irteten saiatzen da Airea junturetatik sartzen saiatzen da BARNE-PRESIOA BARNE-DEPRESIOA 1. irudia. Airea atmosferara 2. irudia. Presiopeko airea Presio desberdineko ganberak 3. irudia.

92 284 Muntaketa eta mantentze mekanikoa Estankotasun-baliabideen azterketa eta hautaketa Itxituretan erabiltzen diren juntura moten banaketa nagusi bat egin nahi izanez gero, esango genuke bi motatako junturak daudela: estatikoak eta dinamikoak. Bere posizioan jarri eta ahokatu ondoren junturak egoera horretan irauten badu, inongo gainazalek haren kontra irristatu edo marruskatzen ez dela, esaten da juntura estatikoa dela. Sistema horren adibideak ditugu deposituen eta zilindro pneumatikoen estalkietan, konpresore askoren junturetan eta abarretan (4. irudia). Juntura dinamikoek, berriz, gorputz baten estankotasuna ziurtatzen dute gorputza higitzen ari bada ere. Halakoen adibideak ikusten dira zilindro pneumatikoen pistoietan, ardatzen alboitxituretan, ponpa eta balbulen iztupetan (5. irudia) eta abarretan. Juntura dinamikoak Juntura estatikoak 4. irudia. Konpresore-juntura. 5. irudia. Eragingailu mekaniko baten junturak. Juntura hautatzeko orduan, faktore hauek hartu behar dira kontuan: junturak bete beharreko eginkizuna, jasan beharreko tenperatura eta presioa, harekin kontaktuan izan dezaketen substantzia kimikoak, itxi behar duen elementuaren forma eta materiala, juntura berritu gabe estankotasunak zenbat iraun behar duen eta, higitzen ari diren gorputzen kasuan, funtzionamendu-abiadura. Juntura estatikoen oinarria eta sailkapena Eskuarki, estankotasuna lortzeko, presioa egiten da gorputz malgu baten kontra, zeinak, bere forma irregulartasunetara egokituz, barrunbe baten estankotasuna ziurtatzen baitu. Deformazioindar hori lortzeko, junturak bi gorputz desberdin eta estatikoren plano banaren artean harrapatuta jartzen dira, eta, torloju batzuen bidez, deformazioa sortzeko behar den konpresioindarra ezartzen da. Mota hauek ezagutu behar ditugu: Juntura lauak Funtzionamendu-printzipioa hau da: presioa aplikatzean, juntura egokitu egiten da haren kontra asentatuta dauden piezen irregulartasunetara (6. irudia). Itxitura egiteko horrelako baliabideak erabiltzen direnean, arreta handiz zaindu behar da gainazalak garbi egotea. Behar izanez gero, lotura-zonak pixka bat errasketatu beharko lirateke, junturen material zaharra ezabatzeko. Junturari presioa aplikatzen zaionean, deformatu egiten da Juntura 6. irudia.
93 Piezetarako itxiturak, junturak eta estankotasun-baliabideak 285 Bestalde, junturaren gaineko presioa sortu eta estankotasuna gauzatzen duten bi gainazalek lauak eta elkarrekiko paraleloak izan behar dute; horregatik, baldintza hori egiaztatu egin behar izaten da batzuetan. Juntura laua ezartzen denean, ez du irtengunerik ez bizkarrik izan behar; guztiz laua izan behar du. Eta ondo zentratu behar da, lotu beharreko piezen ertzetatik irten ez dadin (7. irudia). Estutzeko torlojua JUNTURAREN XEHETASUNA Juntura laua Juntura Torlojuek juntura konprimitzeko sortzen dituzten konpresio-indarrak Estutzeko torlojua eta zirrindola 7. irudia. Presioa egin behar duten torlojuak pixkanaka doitu behar dira, eta zenbait alditan; hau da, ezin da bat erabat estutu eta gainerakoak erabat estutu gabe utzi. Halaber, ordena jakin bati jarraitu behar zaio (8. irudia); ordenarik gabe estutuz gero, zimurrak edo tolesak sortuko lirateke. Gainera, erdialdetik muturretarantz estutuz joan behar da, juntura pixkanaka asentatuz joan dadin (9. irudia). Eroanbideetako brida Torlojuak estutzeko sekuentzia Torlojuak estutzeko sekuentzia estalki errektangular batean Erdialdetik kanpoalderantz Erdialdetik kanpoalderantz 8. irudia. 9. irudia. Juntura lauak orritan eskuratu ohi dira (10. irudia), eta, ebakiz, behar den forma ematen zaio. Batzuetan, juntura zaharra erabil daiteke perimetroa eta zuloen posizioak (estutzeko torlojuek zeharkatuko dituztenak) markatzeko (11a irudia), gero berria ebakitzeko. Bada metodo bat oso erabilia: itxi nahi den estalkian orria bermatzea eta, mailuaren bolarekin, ebaki beharreko zonak markatzea. Komeni da, hasteko, torlojuak sartzeko zuloak markatzea, junturaren posizioa segurtatzeko eta mugitzea galarazteko. Junturetarako ore bat erabili ohi da: junturaren eta eta lotu beharreko piezen artean jartzen da, estankotasuna ziurtatzeko. Batzuetan, produktu hori junturarik gabe ere erabiltzen da (11b irudia). Juntura mota hau egokia da aire konprimitua, lurruna, olio eta erregaiak, gasak (oxigenoa barne) eta ura erabiltzen duten aplikazioetan erabiltzeko, besteak beste. Ez da koiperik edo oliorik erabili behar presiopeko oxigenoarekin kontaktuan dauden junturetan, eztanda-arriskua dago eta.


, hau da, haien gorputza flotagailu batena edo Donuts batena bezalakoa da. Aurreko atalean bezala, garbi eta arretaz lan egin behar da estankotasun egokia lortuko bada.")
94 286 Muntaketa eta mantentze mekanikoa 10. irudia. Junturetarako materialak. Era askotako materialez eginak izan daitezke, hala nola kortxoa, beira-zuntza, kautxua, kartoia, etab. Erabilera orokorrekoak dira, eta erresistentzia kimiko bikaina, erresistentzia mekaniko handia eta konpresio-ahalmen handia izan dezakete. 11a. irudia. Juntura baten prestalanak. Ezkerreko irudian, junturak izan beharreko forma nola ari den markatzen ikusten da. Gero, forma hori ebaki egiten da. 11b. irudia. Juntura plastikoa. Juntura torikoak edo eraztun toroidalak Garrantzitsua da elementu hauek ezagutzea, maiz erabiltzen direlako. Estankotasun-baliabide estatikoetan nola erabiltzen diren ikusiko dugu (12. irudia), baina estankotasuna ematen dien piezen artean higidura erlatiboak daudenean ere erabil daitezke. Toru-forma dute (13. irudia), hau da, haien gorputza flotagailu batena edo Donuts batena bezalakoa da. Aurreko atalean bezala, garbi eta arretaz lan egin behar da estankotasun egokia lortuko bada. Juntura ez da bihurrituta jarri behar. Hura jartzeko artekak neurri jakinak izan behar ditu, eta neurriok egiaztatu egin behar dira muntaketa egin baino lehen. Estankotasuna eman nahi zaion barrunbean zer dagoen, presioa edo depresioa, era batera edo bestera jarri behar da juntura torikoa, 14. irudian erakusten den bezala. Estutze-presioak behar bestekoa izan behar du lotura-gainazalak akopla daitezen; estutzeko torlojuak jartzeko, juntura laurako emandako irizpide berak erabili behar dira.

95 Piezetarako itxiturak, junturak eta estankotasun-baliabideak 287 Juntura toriko konprimitua Estutzeko torlojua Presiorik gabeko juntura torikoa MUNTATU GABEKO JUNTURA TORIKOAREN XEHETASUNA Estutzeko azkoina eta zirrindola 12. irudia. Juntura toriko baten muntaketaren xehetasuna. 13. irudia. Zigilatze-juntura torikoa. Juntura hauek moldakorrak eta merkeak dira, eta 40 C eta +110 C bitarteko tenperatura denbora luzean jasan dezakete. Gai dira, halaber, olio hidrauliko mineralak, koipeak eta zenbait produktu kimiko jasateko. BARNE-PRESIOA DUEN DEPOSITUA BARNE-DEPRESIOA DUEN DEPOSITUA Juntura jartzeko posizioa Juntura jartzeko posizioa 14. irudia. Juntura torikoak artekan jartzeko posizioa. Junturarik gabe Askotan, elementuren bat maiz desmuntatu behar denean eta itxi beharreko barrunbea presiopean ez dagoenean hala nola olio-deposituen estalkietan eta abarretan, junturarik gabeko lotura estankoak erabiltzen dira. Era horretako elementuetan, ez da goi-mailako itxiturarik behar; nahikoa izaten da barnealdera zikinkeria hala nola hautsa, partikula kutsatzaileak, etab. sartzen ez uztea. Lotura-gainazalek erabat lauak izan behar dute, eta garbi egon behar dute, jakina. Sartunerik edo irtengunerik balitz, ezingo litzateke behar bezalako itxitura lortu. Torlojuen estutze-indarrak behar bestekoa izan behar du substantzia kutsatzaile horiek barnealdera sartzea galarazteko. Itxi beharreko barrunbea presiopean dagoenean, piezen arteko lotura-gainazalek ondo arteztuta egon behar dute, eta mihiztadura bi gainazal lauren bidez (15. irudia) edo ahokatze koniko baten bidez egin liteke (16. irudia). Azken kasu horretan, akoplamendua errazagoa da, eta gainazal lauetan baino estutze-esfortzu txikiagoak behar dira, loturaren forma dela eta.
96 288 Muntaketa eta mantentze mekanikoa Gainazal arteztuak Estutzeko torlojua Gainazal arteztuak Ahokatze konikoa Estutzeko azkoina eta zirrindola 15. irudia. 16. irudia. Muntaketan, forma-perdoiak eta gainazal-akaberak funtsezkoak dira ahokatze ona lortzeko. Garbitasuna ere ezinbestekoa da. Torlojuak estutzean, junturak erabiltzen direnean baino askoz indar handiagoa erabili behar da estankotasuna ziurtatzeko. Hala, deformazio txiki bat sortuko da lotura-gainazaletan, eta, horri esker, aurpegi horiek bata bestearekin behar bezala doituko dira. Estutze-indar handia dela eta, kalitate handiko torlojuak erabili behar dira. Lotura eratzen duten elementuak deforma ez daitezen, oso garrantzitsua da estutze-sekuentzia behar bezala zehaztea. Lotura mota honetan, torlojuak estutzeko modua bi partetan zatitu dezakegu: 1. Lehen partean, brida, estalkia edo elementua jartzen da, eta modu egokian eusten zaio, baina ixteko behar den indarra aplikatu gabe. 2. Bigarren partean, estutzea gauzatzen da, estankotasuna lortzeko. Jarraitu beharreko sekuentzia 17. irudian erakusten da. Junturarik gabeko brida bat doitzeko torlojuak estutzeko sekuentzia 1 Junturarik gabe doitzeko estutze-sekuentzia irudia.

97 Piezetarako itxiturak, junturak eta estankotasun-baliabideak 289 Juntura dinamikoen oinarria eta sailkapena Aplikazio askotan, estankotasuna lortu beharko da bata bestearekiko irristatzen diren piezen artean. Horretarako, gehienetan, marruskadura ezartzen da ixten diren bi gainazalen artean. Baina, jakina, ixteko materialen gogortasunak txikiagoa izan behar du beti, berak akoplatuko diren ardatzena edo ahokalekuena baino. Era berean, altzairu herdoilgaitzezko elementuen gainean muntatzen direnean, grafitoa duten materialak saihestu behar dira. Aplikazio batzuetan, ikusiko dugu marruskatzen ez duten itxiturak erabiltzen direla; likidoak edo gasak elementu horiek zeharkatzean jasaten duen presio-kargaren galeran oinarritzen da haien funtzionamendua. Sistema hauek modu ordenatuan aztertu ahal izateko, klase hauetan banatuko ditugu: Albo-desplazamendurik gabeko ardatz birakarietarako estankotasun-baliabideak. Higidura lerrozuzena duten piezetarako estankotasun-baliabideak (adibidez, enboloak edo luzetara irristatzen diren ardatzak, etab.) Balbula edo ponpetarako estankotasun-baliabideak. Albo-desplazamendurik gabeko ardatz birakarietarako estankotasun-baliabideak. Itxitura hauen bidez, makinen barnealdeko lubrifikatzaileak galtzea galarazten da, eta, aldi berean, kanpotik zikinkeria sartzea saihesten da. Era askotako aplikazioetan erabiltzen dira, hala nola errodamenduetan, kojineteetan eta, oro har, koipeztatzeko elementuak irtetea edo zikinkeria sartzea galarazi behar duten ardatz birakari guztietan. Badira bi mota: itxitura marruskatzaileak eta ez-marruskatzaileak. Itxitura marruskatzaileak Izen hori dute bi gainazalen arteko marruskadura erlatiboa erabiltzen dutelako estankotasuna gauzatzeko. Lubrifikatzaile kantitate txiki bat ateratzen uzteko diseinatuta daude, itxituraren marruskadura-zona koipeztatzeko. Abiadura handia behar ez duten lanetarako erabiltzen dira. Gehien aurkituko ditugun motak hauek dira: Itxitura erradial ezpainduna.- (18. irudia) Ixteko juntura mota honi olio-juntura ere esaten zaio. Oso egokiak dira zikinkeria, hautsa, ura edo beste edozein kutsatzaile sartzea galarazteko (19. irudia). Aldi berean, ardatza birakariak edo geldiak dituzten mekanismoetan lubrifikatzailea irtetea eta galtzea galarazten dute. Kanpogorputz bat dute, zuloaren kontra finkatzen dena. Ardatzean ezpain bat bermatzen da, eta berak gauzatzen du itxitura dinamikoa. Estutze-presioa ixteko junturan bertan sartutako malguki toroidal baten bidez lortzen da. Haren kanpoaldearen malgutasunari esker, juntura berez finkatzen da bere ahokalekuan, eta ez da behar segurtasun-eraztunik, zigilatzailerik edo euste-plakarik. Gainera, erraz ordeztu daiteke inongo elementuri kalterik egin gabe. Olioaren partea Zabalera Itxitura erradiala 18. irudia. Airearen partea Ardatza Estalkiaren kanpoaldea 19. irudia.
98 290 Muntaketa eta mantentze mekanikoa Ixteko juntura hauek sartzeko, ez da zuzenean kolpekatu behar mailuarekin. Ahal den guztietan, prentsa bat erabili behar da, ixte-eraztuna perimetro osoan asenta dadin eta eraztuna pixkanaka sar dadin. Arreta berezia izan behar da ardatzarekiko perpendikular ezartzeko, okertuta sar ez daitezen. Muntatu aurretik, lubrifikatzailea eman behar zaio, bai ixte-ezpainari, bai bermatze-gainazalari. Desmuntatzeko, nahikoa izango da bihurkin bat, ez baitugu arreta berezirik izan behar ixte-eraztunarekin, berri batez ordeztuko delako. Eraztunaren posizioari dagokionez, jakin behar dugu zein den ixte-eraztunaren zeregin nagusia: lubrifikatzailea irtetea galaraztea ala zikinkeria sartzea galaraztea. Horrek argituko digu zer posiziotan jarri behar dugun (20. irudia). Ixteko juntura batzuek ardatzaren kontra marruskatzeko bi ezpain dituzte: bat olioaren bidea ixteko eta beste bat hautsa sartzea galarazteko (21. irudia). Muntatzeko posizioa zeregin nagusia lubrifikatzailea irtetea saihestea denean Muntatzeko posizioa zeregin nagusia zikinkeriak sartzea saihestea denean Zikinkeria sartzea Lubrifikatzailea irtetea 20. irudia. Juntura hauek, eskuarki, irtengune batean bermatuta daude, edo eraztuna kokatzeko balio duen beste bitartekoren batean bermatuta (22. irudia). Lehenago esan zen bezala, desmuntatzen den bakoitzean, horrelako elementuak kendu egin behar dira eta berriak jarri. Hala ere, gerta liteke ardatza pixka bat higatu izana marruskaduragatik; horregatik, ikuskatu egin behar da, jakiteko ea beharrezkoa den higadura-zorro bat jartzea (23. irudia), itxitura ziurtatzeko, edo bereizle bat (24. irudia) lehenago beste juntura zegoen zonan ukitzea saihesteko. Olioaren partea Itxitura erradiala Airearen partea Itxitura ezpainduna, metalezko piezarik txertatu gabe Olioari bidea ixteko ezpaina Hautsari bidea ixteko ezpaina 21. irudia. Kokatzeko gainazala 22. irudia.
 Zigilatze-juntura bat da, \"V\" profila duena. Eraztun-forma du, eta itxitura axial bat sortzen du ezpain marruskatzaile bati esker.")
99 Piezetarako itxiturak, junturak eta estankotasun-baliabideak 291 Itxiturak zona higatua ukitzea saihesteko zorroa Zona higatua Ukipen-zona berria Bereizlea 23. irudia. Zona higatua 24. irudia. Itxitura axial ezpainduna.- (25. irudia) Zigilatze-juntura bat da, "V" profila duena. Eraztun-forma du, eta itxitura axial bat sortzen du ezpain marruskatzaile bati esker. Juntura ardatzarekin batera biratzean agertzen diren indar zentrifugoek laguntzen diote. Nahiko eraginkorra da koipe-, ur- edo oliozipriztinek ihes egin ez dezaten; gainera, hautsa edo zikinkeria ardatzen barnealdera sartzearen kontra babesten du. Era horretako junturetan hiru parte daude (26. irudia): gorputza, lotura gainazala eta ertz marruskatzailea. 25. irudia. Nitrilozko gomaz fabrikatu ohi dira, eta ez dute metalezko atalik; horregatik, malgutasuna dute itxi behar duten ardatz birakarian presio bidez ahokatu ahal izateko. Gainera, ardatzaren irtengune txikiak gainditzeko aukera ematen du; hala, osagai horiek desmuntatu gabe jar daiteke. Ertz marruskatzailea V ERAKO ERAZTUNA Gorputza APLIKAZIOA Kanpoaldea Makinaren barnealdea Lotura-gainazala 26. irudia. 27. irudia. 28. irudia. Jartzeko orduan, zaindu behar da ertz marruskatzaile autodoigarria gainazal ardatzarekiko perpendikularraren gainean (27. irudia), errodamenduaren pistaren gainean eta abarretan berma dadin, ardatzaren norabide axialean sor dezan estankotasuna. Hori lortzeko, bihurkin batekin bultza egin dakioke itxiturari ardatza birarazten den bitartean. Koipea edo lubrifikatzailea irtetea eta, aldi berean, zikinkeria sartzea galarazi nahi denean, "V" formako bi eraztun muntatu behar dira elkarren kontrako posizioan (28. irudia).
100 292 Muntaketa eta mantentze mekanikoa Eraztunen zeregin nagusia olioa irtetea galaraztea denean, muga axial bat jarri behar zaio haren posizioa segurtatzeko (31. irudia). Gainera, eraztunaren ezpainaren ukipen-zonan arteka helikoidal bat jarriz gero, nabarmen handitzen da sistemaren eraginkortasuna, olioa artekan barrena itzultzen baita makinara (30. irudia). Sistemak koipe lodia daukanean, eraztuna kanpoaldean jarri ohi da, zikinkeria sartzea galarazteko. Arteka helikoidala olioa berriro ere makinara bideratzen duena Arteka Euste-eraztun elastikoa Euste-eraztun axial eta erradiala Kasu honetan, ardatzak noranzko horretan biratu behar du artekak bere eginkizuna bete dezan Lekualdatze axiala mugatzea 30. irudia. 31. irudia. 32. irudia. Biratze-abiadura 8 m/s-ra hurbiltzen denean, juntura hauek, ondo funtzionatzeko, muga axial bat behar dute (31. irudia). Abiadura handia denean, hau da, 12 m/s-tik gorakoa denean, sistema hauek muga axial bat eta erradial bat behar dute, junturan sortutako indar zentrifugoei eusteko. Eraztun horrek "L" forma du; hala, jartzen denean, behar diren mugak lortzen dira (32. irudia). Itxitura hauek egokiak dira, halaber, deslerrokatze txikiak (33. irudia) edo deszentratzeak (34. irudia) dituzten ardatzetarako, zeren eta, duten funtzionamendu motagatik, gainazaletara pixkanaka egokitzen baitira; hala, itxitura konstante bat sortzen dute. Ezaugarri hori dela eta, oso moldakorrak dira, baina ardatzak ez du aukera izan behar desplazamendu axiala izateko; bestela, ezpain marruskatzaileek utzi egingo liokete makinaren gainazala ukitzeari, eta, ondorioz, galdu egingo litzateke estankotasuna. DESLERROKATZEA DESZENTRATZEA Ixte mekanikoa Eraztun metalikoak Ardatza Kopa erako junturak 33. irudia. 34. irudia. 35. irudia. Beste juntura batekin batera aurkituko ditugu gehienetan; hau da, beste bitarteko baten ixtezeregina osatzen; beraz, holako kasuetan, esan genezake juntura sekundarioak direla, baina bada aukera juntura nagusi gisa ere erabiltzeko. Maiz ikusiko ditugu motor elektriko txikietan, uhal garraiatzaileetan eta abarretan.
101 Piezetarako itxiturak, junturak eta estankotasun-baliabideak 293 Ixte mekanikoa.- (35. irudia) Itxitura mekaniko hau bi eraztun metalikoz osatuta dago, eta eraztunen gainean kopa erako juntura batzuk muntatzen dira zuloaren gainean etengabe presioa egiten dutenak. Barnealdea altzairuzkoa da; ardatzean bermatzen da, eta gainazal-akabera ona du; kautxuak zuloan egiten duen ahokatzeak, berriz, ez du akabera berezirik behar, material plastikoa egokitu egiten baita. Horrelako itxiturak fabrikatik akoplatuta etortzen dira multzo gisa; horregatik, elementu bakarra izango balitz bezala muntatu behar dira. Komeni da juntura horiek jarriko diren zonan alakak izatea sarreran, muntaketa errazteko. Badira erreminta bereziak eragiketa horietarako. Eraztun bidezko itxitura.- (36. irudia) Eraztun bidezko itxitura, aurreko sistemak bezala, ingurune batean estankotasuna lortzeko sistema bat da. Haren funtzio nagusia zikinkeria sartzea edo koipea ateratzea galaraztea da, baina olio-zipriztinei eusteko ere erabil daiteke. Ez du kalitate oneko estankotasuna ematen; horregatik, biraketa-abiadura txikian lan egiten duten gailuetan erabiltzen da. Feltrozko eraztuna Feltrozkoak izaten dira, baina badira larruzkoak edo PTFEzkoak ere (politetrafluoroetilenoa). Eraztun-forman edo zerrenda-forman saltzen dira. Aldatu behar dugunean, feltro zaharraren arrasto guztiak erabat kendu beharko ditugu. Ezarri beharreko eraztun berria edo zerrenda berriak olio berotan busti ohi dira. Gero, arretaz, itxi behar duten perimetro osoan kokatu behar dira. Egiaztatu behar da, halaber, feltroarekin marruskatuko duen gainazalak akabera ona duela. 36. irudia. Itxitura ez-marruskatzaileak Itxitura mota hauetan, estankotasuna gauzatzen duten elementuen artean ez dago marruskadurarik, elementu higikorraren eta finkoaren artean tarteak edo hutsuneak uzten baitira. Bien arteko hutsune horiei interstizio deritze, eta koipez beteta egoten dira, itxituraren eraginkortasuna handitzeko. Biraketa-abiadura eta tenperatura handiak behar dituzten lanetarako erabiltzen dira. Likidoek labirinto-formako arteketatik igarotzean jasaten duten presio-jaitsieran oinarritzen da haien funtzionamendua. Interstizioen forma eta antolaeraren arabera, bi mota bereizten dira: interstizio-itxiturak (zuzenak edo artekadunak) eta labirinto-itxiturak (labirinto erradial edo axialekoak). Mekanismo batzuetan, sistema horietako batzuk konbinaturik aurkitu ditzakegu. Interstizio-itxitura Itxitura ez-marruskatzailerik sinpleena da: ardatzaren eta ahokalekuaren arteko luzetarako interstizio bakar baten bidez gauzatzen da (37. irudia). Eskakizun-maila txikiko aplikazioetan erabiltzen da, oso estankotasun mugatua ematen baitute. Batzuetan, arteka batzuk egiten dira sistemaren eraginkortasuna handitzeko (38. irudia). Ardatz horizontal bat dagoenean eta olio bidez lubrifikatzen denean, arteka helikoidalak aurkitu ditzakegu batzuetan; ardatzaren biraketa-noranzkoaren arabera, norabide batean edo bestean inklinatuta egoten dira. Haiei esker, irteten saiatzen den olioa makinara bideratzen da berriro (39. irudia). Zenbat eta luzeagoa izan interstizioa, itxitura hobea sortuko dute.
102 294 Muntaketa eta mantentze mekanikoa Ixteinterstizioa Makinaren barnealdea Artekak Makinaren barnealdea Olioa itzularazteko arteka helikoidalak Makinaren barnealdea 37. irudia. 38. irudia. 39. irudia. Labirinto-itxitura Beren osaeragatik, aurrekoek baino itxitura hobea sortzen dute. Errendimendua hobetzeko, sistema hauetako askok koipeztagailu bat izaten dute aldian-aldian insterstizioan ezaugarri egokiko koipea sartzeko. Euskarri erdibituak direnean, bi zatitan desmuntatzen direnak, labirinto erradialeko itxiturak erabiltzen dira (40. irudia). Euskarriak pieza bakarrekoak direnean, labirinto axialeko itxiturak erabiltzen dira (41. irudia). Mekanismoan deslerrokatze txikiak gerta badaitezke, insterstizio inklinatuko itxiturak erabiltzen dira. Labirinto erradiala Makinaren barnealdea Labirinto axiala Makinaren barnealdea 40. irudia. 41. irudia. Batzuetan, bi itxitura motak konbinatzen dituzten sistemak aurkitu ditzakegu; era horretara, estankotasun seguru eta fidagarria lortzen da. Errodamenduak aztertu genituenean, esan genuen bazirela alboko itxitura- edo babes-plaka marruskatzaileak eta ez-marruskatzaileak. Haien funtzionamendu-printzipioa orain ikusi dugun bera da. Estankotasun-elementuak higidura lerrozuzena duten piezetarako Ohikoak dira pistoi eta zurtoinetan. Hauek dira gehienetan erabiltzen diren sistemak: Itxitura-juntura bidezkoak Hauek dira junturarik erabilienak:
103 Piezetarako itxiturak, junturak eta estankotasun-baliabideak 295 Juntura torikoa Aurreko kapituluetan aztertu ditugu; konprimitzen direnean jasaten duten deformazioaren bidez gauzatzen dute itxitura sistema dinamiko hauetan (42. irudia). Garrantzitsua da higidura gertatzen denean eta marruskadura agertzen denean olio-geruza bat izatea beti. Juntura torikoak Junturaren forma Lau ezpaineko juntura estatikoa "X" erako juntura. Pistoia 42. irudia. Lau ezpaineko juntura dinamikoak 43. irudia. Juntura torikoaren aldaera bat da. Lau ezpain ditu, eta, torikoa bezala, aplikazio estatiko eta dinamikoetan erabil daiteke. 43. irudian ikus dezakegu zer forma duen; marruskadura txikiagoa du, eta estankotasun handiagoa ematen du. Efektu bikoitzeko junturatzat har daiteke, zeren eta, juntura dinamikotzat erabiltzen denean, higiduraren norabide guztietan ixten baitu. Eragozpena, toriko konbentzionaletan gertatzen den bezala, zahartzea da: denborarekin, eraztunak luzatu eta gogortu egiten dira, eta galdu egiten da ixteko ahalmena. Kopa erako eta kopa bikoitz erako zorroa Juntura hauek ezpain bat dute presio bidez zilindroaren gainazalera doitua. Sistema hauen funtzionamendua hobeto ulertzeko, adibide bat erabiliko dugu (44. irudia). Pistoiak atzera egiten duenean, ezpainek doitzepresioa galtzen dute, zeren eta, jasaten duten marruskaduragatiko arrastatzearen ondorioz, zuzendu egiten baitira. Aldiz, pistoiak aurrera egiten duenean, ezpainak kurbatu egiten dira pixka bat, presio handiagoa egiten dute itxi beharreko gainazalean, eta, hala, lortu beharreko helburua lortzen da. Konklusio gisa, esan genezake kopa erako junturek higiduraren noranzko batean (aurreranzkoan) bakarrik ziurtatzen dutela itxitura. Kopa erako juntura Junturak hartzen duen deformazioa, estankotasuna sortzen duena Pistoiraen higidura Itxitura bi noranzkoetan behar dugunean adibidez, efektu bikoitzeko zilindro batean, bi ezpainez osatutako juntura bat erabiltzen 44. irudia. da, "kopa bikoitzeko" zorro deritzona. Ezpainetako batek higidura-noranzko batean itxiko du; besteak, berriz, kontrako noranzkoan ziurtatuko du estankotasuna. Interstizio bidez Funtzionamendua itxitura ez-marruskatzaileetan aztertu dugunaren antzekoa da. Pistoiak oso lasaiera txikia izan behar du zilindroarekiko, eta, gainera, hedatze-arteka batzuk izan behar ditu. Pistoiaren eta bera irristatzen den zuloaren arteko neurri-diferentzia ñimiño horren ondorioz, itxi beharreko gasa presioa galduz joango da gainazal horien artean igarotzean eta, arteketara iristean, hedatu egingo da, eta gero eta presio txikiagoa izango du; horrela, ihesak saihestuko dira (45. irudia).
104 296 Muntaketa eta mantentze mekanikoa Hedatzeartekak Presioa pixkanaka jaitsiz doa Doitasuneko ahokatze eta gainazal arteztu bideko itxitura Presioa Pistoiaren itxitura Gainazal arteztua Gainazal arteztua 46. irudia. 45. irudia. Gainazal arteztu bidez Sistema honek neurrien zehaztasun handia eta oso gainazal-akabera onak behar ditu. Ardatzaren eta haren ahokalekuaren arteko lasaiera hain txikia eta gainazal-akabera hain ona "ispilu-akabera" esan ohi zaio direnez, itxitura egokia lortzen da bestelako baliabide edo osagairik gabe (46. irudia). Zenbat eta handiagoa izan ardatzaren eta zuloaren arteko ukipengainazala, hainbat estankotasun hobea emango du, itxi beharreko fluidoaren presioa gutxituz joango baita bi gorputzen arteko lotura-gainazala igarotzen saiatu ahala. Arreta berezia behar da muntatzean eta doitzean, zeren eta zikinkeriak eta edozein arrasto edo kolpek berekin ekarriko baitu estankotasuna galtzea. Sistema honen bidez, 400 barrerainoko barrunbe estankoak lor daitezke. Beste juntura mota batzuk Orain arte ikusi ditugun junturez gainera, badira beste mota asko aplikazio jakinak dituztenak. Badira juntura karraskatzaileak, pistoietarako juntura espezifikoak, juntura pneumatikoak, ezpain bikoitzeko junturak (47. irudia), etab. Ixtea gauzatzen duen ezpaina Ixtea gauzatzen duen ezpaina Ezpain bikoitzeko juntura Balbula edo ponpetarako estankotasun-baliabideak 47. irudia. Ponpa eta balbuletan, estankotasun eraginkorra lortzeko modua paketatze-sistema bat erabiltzea da. Hasteko, sistema honetan erabiltzen diren elementuak ikusiko ditugu (48. irudia): Ingurune bat ixteko ekintzari deritzo paketatzea. Eskuarki, konpresio-paketatze edo paketatze bigun deritzo, haren eginkizuna baita ardatz baten inguruan estankotasuna lortzea material batek konpresiopean jasaten duen deformazio elastikoan oinarrituta. Hala, ardatzarekin kontaktuan dauden fluidoek ihes egitea saihesten da. Ohikoena da paketatzeak ponpa eta balbuletan egitea, baina makina askotan nahasgailuetan, konpresoreetan eta abarretan erabiltzen dira horrelako ixte-sistemak.

105 Piezetarako itxiturak, junturak eta estankotasun-baliabideak 297 Paketadura edo iztupa deritzo paketatzea egiteko materialari; hau da, iztupa sartzen da ardatzaren eta makinaren gorputzaren artean, eta presioa aplikatzen zaio heda dadin eta, hala, multzoaren ixte hermetikoa lortzeko. Material elastikoa sartzeko tokiei kaxa deritze. Iztupa estutzeko, zorro jarraitzaile bat erabiltzen da, iztupa-prentsa, axialki lekualdatzen dena finkapen-sistema baten bidez. Hala higitzean, material elastikora iritsiko da, eta, estutzen duen neurrian, materiala deformatuz joango da. Ardatzaren eta iztuparen arteko marruskaduraren ondorioz, iztupa pixkanaka higatuz joango da; horregatik, aldian-aldian iztupa-prentsen posizioa doitu egin behar izaten da. Paketadura edo iztupa Iztupa-prentsa Makinaren barnealdea likidoak dituena Makinaren kanpoaldea 49. irudia. 48. irudia. Paketatzeko zer material erabili erabakitzeko, kontuan izan behar dugu zer faktorek eragiten duten mekanismoaren funtzionamenduan: laneko tenperatura eta presioa, ardatzaren higidura zeren eta birakari hutsa izan baitaiteke (ponpa) edo lekualdatze axiala ere izan (balbula), ardatzaren tamaina eta biratze-abiadura, itxi beharreko likidoaren ezaugarriak, etab. Hala, merkatuan askotariko paketadurak aurkituko ditugu: PTFEz osatutako elastiko konbentzionalak (49. irudia), metal zuriko paketadura metalikoak eta paketadura mistoak. Paketatzea muntatzea eta desmuntatzea Sartzean iztuparen luzeraren % 40 ez gainditzeko diseinatuta dago iztupa-prentsa, zeren eta, higadura puntu horretara iristen denean, ixte-materiala berri batez ordeztu beharko baita (50. irudia). Beraz, makina bat paketatu baino lehen, iztupa zaharra ezabatu egin behar dugu, hau da, iztupa-kaxaren barnean dagoen iztupa kendu. Egiaztatu behar da ardatzari eusten dioten kojineteak edo errodamenduak ondo daudela eta ardatzak ez duela albo-lasaierarik; bestela, azkar hondatuko lukete iztupa. Ondoren, ardatzaren eta kaxaren neurriak hartu behar dira, iztuparen neurri egokiak erabakitzeko (51. irudia). Eraztunei luzera egokia eman behar zaie ebakitzean. Zehaztasunez egiteko modu bat zera da, ardatzaren diametro bereko mandril bat prestatzea, hartan biltzea iztupa, eta behar bezala ebakitzea. Batzuetan, paketatu beharreko makinaren ardatza bera erabili ahal izango da. Eraztunak angeluan ebaki behar dira, akoplatzean bi aurpegiak zuzen gera daitezen (52. irudia). Beroan lan egin behar badute, tarte txiki bat utzi ohi da lotura-gainazalen artean, dilatazioak xurgatu ahal izateko. Tarte hori, gutxi gorabehera, ardatzaren diametroaren % 1 inguru izan ohi da.
106 298 Muntaketa eta mantentze mekanikoa Iztupa berria Iztupa zaharra 50. irudia. Lotura-gainazalak Iztuparako behar den neurria Iztupa-kaxa Ardatza 52. irudia. 51. irudia. Eraztunak banan-banan sartu behar dira, eta zorro batekin kolpekatuz asentatu, ondo jartzen direla ziurtatzeko (53. irudia). Eraztunak jartzean, lotura-ebakia gutxi gorabehera 90 desfasatuz joan behar da (54. irudia). Hala, zona horietan barrena likidoa pasatzea galaraziko dugu. Kolpeak Kaxa Ardatza Eraztunak asentatzeko zorroa Ebakiduraren 90 -ko desfasea aurrekoarekiko 53. irudia. Eraztunak banan-banan sartu behar dira iztupa-kaxan 54. irudia.
107 Piezetarako itxiturak, junturak eta estankotasun-baliabideak 299 Paketadura osatzen duten eraztun guztiak muntatu ondoren, estutzeko zorro edo iztupa-prentsa jarri behar da. Horretarako, alderdi hauek hartu behar dira kontuan: 1. Iztupa-prentsa jartzea, eskuarekin edo giltza baten bidez pixka bat estutuz. 2. Ponpa martxan jartzea. 3. Iztupa-prentsa estutuz jarraitzea, eta ikustea ihesak pixkanaka murriztuz joaten direla. Eragiketa hori kontuz egitekoa da, iztupa gehiegi ez estutzeko. Bestela, iztupak presio handia egingo du ardatzean, behar baino bero kantitate handiagoa sortuko da, marruskadura ere handituko da, horrek juntura behar baino lehen higatuko du, eta multzoarentzat kaltegarria izan daiteke. 4. Ondoren egin beharreko mantentze-lanetan, iztupak birdoituz joan beharko da, ixteko materialaren higadurak eragindako galderak saihesteko. 5. Itxi beharrekoak balbulak direnean, iztupa estutu behar da ardatzaren biraketa gogortzen den arte. Gehiegi estutuz gero, gerta liteke ardatza blokeatzea. 6. Komeni da, ordu batzuk igarotakoan, egindako lana berrikustea, itxitura eraginkorra dela ziurtatzeko; materiala asentatu ahala, doitzeak ere egin beharko dira. Jarraian, paketatzeen erabileraren adibide pare bat ikusiko dugu (55. eta 56. irudiak): Balbula Ponpa Iztupa-prentsaren gainean presioa egiten duen zorroa, hura erregulatzeko balio duena Iztupa-prentsa Iztupa-prentsaren gainean presioa egiten duen torlojua, hura erregulatzeko balio duena Iztupa Fluidoaren zirkulazioa Iztupa-prentsa Iztupa 56. irudia. 55. irudia.
: likido bat eskuarki, ura presio jakin batean jartzen da. Begiratze hutsez ikusten da ihesik dagoen.")
108 300 Muntaketa eta mantentze mekanikoa Estankotasuna egiaztatzea Ixteko elementuek beren zeregina betetzen dutela eta barrunbe hermetikoetan ihesik ez dagoela egiaztatzeko, osagai horiek presiopean jartzen dira. Funtsean, bi proba mota daude: Aparatu hidraulikoak erabiliz (57. irudia): likido bat eskuarki, ura presio jakin batean jartzen da. Begiratze hutsez ikusten da ihesik dagoen. Ura erabiltzea segurtasun-elementu bat da horrelako egiaztapenetan; izan ere, proba egitean ihes bat edo eztanda bat gertatuko balitz, ez litzateke elementurik jaurtiko, likido bat erabiltzen delako. Ura ezin denean erabili, presiopeko airea erabiltzen da. Galerak gerta litezkeen zonetan, xaboi-ura jartzen da; hala, burbuilak agertuz gero, estankotasuna falta den seinale izango da. Askotan, ihes-arazoak lotura-torlojuak berriro estutuz konpontzen dira. Hori eginda galerak ezabatzea lortuko ez bagenu, lotura ixteko eragiketa berriro egingo genuke, ikusi ditugun urrats guztiei jarraituz. 57. irudia. Hodien estankotasunaren egiaztagailua. Instalazioak egiaztatzeko probetarako ponpa. 50 barreko presioa lor dezake.




109 METROLOGIA DIMENTSIONALA
110
111 Metrologia dimentsionala Sarrera Neurtzeko beharra gizakia bezain zaharra da, zeren eta zeregin askotarako erabili behar izan baita, hala nola jantziak, armak, erremintak edo eraikuntzak egiteko. Horregatik, esan genezake neurketa funtsezkoa izan dela gizateriaren bilakabidean. Aldi berean, neurtzeko sistemak aurreratuz joan dira, eskuragarria dena neurtuz eta neurgarria ez dena 1. irudia. neurgarri bihurtuz. Hasiera batean, neurri-unitateak giza gorputzarekiko erlazioan ezarri ziren. Hala, besaurrearen, oinaren, eskuaren, hatzaren eta abarren luzera unitate bihurtu ziren. Antzinatean, guztietan erabiliena errege-ukondo egiptoarra izan zen; 448,05 mm-ren baliokidea zen, eta Auna izena zuen. Ukondoaren eta hatz-punten arteko distantzia kontuan harturik sortu zen (1. irudia); granitozko patroi batean gauzatu zen, eta, besteak beste, Khufu-ren piramidearen eraikuntzan erabili zen. Metrologian gertatu zen bilakaerarik handiena armen garapenak ekarri zuen. Hala, Petrus Nonius-ek nonius zirkularra asmatu zuen; Palmer-ek mikrometroa patentatu zuen; J. Whitworthek neurtzeko lehenengo makina egin zuen; Johansson-ek bloke patroiak ezarri zituen neurtzeko erreferentziatzat, eta erreferentziako tenperatura 20 C izatea proposatu zuen; Abbott-ek zimurtasuna neurtzea lortu zuen; etab. Eta Elisabete II.a Espainiako erregina ere aipa genezake, 1849ko uztailaren 19an emandako legearen bidez Espainiako neurri-unitateak batu baitzituen, luzera-unitatetzat metroa harturik. Aurretiazko kontzeptuak Neurketa bat egitea ehiztari batek egindako tiro batekin aldera genezake. Ez da su-armarik, ona eta zehatza izanagatik, bi aldiz toki berera tira egingo duenik, zeren eta jaurtigaiaren akats ñimiñoek eta tiro egiteko moduak ibilbide desberdinak sorraraziko baitituzte. Beste hainbeste gertatzen da neurriekin. Zenbat eta zehatzagoa izan tresna, hainbat hobeto ohartuko gara, neurketa bat errepikatzean, lortutako emaitzak desberdinak direla. Horregatik, neurtzeko, lan arretatsua eta giro-baldintza hertsiak behar dira. Erreferentziako tenperatura 20 C izango da; hortik ateraz gero, aldatu egingo dira piezaren dimentsioak, materiala dilatatu egiten baita. Era berean, hezetasuna eta argiztapen egokia zaindu behar dira metrologiako laborategietan. Beharrezkoa da ohartzea zer garrantzi eta zer esanahi duen neurketak, zer ondorio dituen pieza baten dimentsioen aldaketa txiki batek, eta jakitea zer prozedura dauden halakoei antzemateko. Hasteko, metrologia eta metroteknia terminoen esanahia aztertuko dugu: Metrologia: termino honen jatorria bi hitz greko dira: metros neurtzea eta logos tratatua. Berez, metrologia da zientzia bat magnitudeen neurketa eta unitatesistemak aztertzen dituena eta, hala, neurgailuak fabrikatzeko betebeharrak ezartzen dituena. Metroteknia: teknikari aplikatutako metrologiari deritzo metroteknia. Haren bidez, neurketan metrologia aplikatzeko teknika, trebetasun, metodo eta prozesuen erabilera ezartzen eta arautzen da. Halaber, jakin behar dugu zein den neurtzearen eta egiaztatzearen arteko funtsezko desberdintasuna: Neurtzea: magnitude bat haren unitatearekin alderatzea da; hau da, magnitude jakin baten denbora, luzera, masa, etab. zenbakizko balioa aurkitzea da. Neurketa ekintza da, eta ekintza horren emaitzari neurri deritzogu.
112 304 Muntaketa eta mantentze mekanikoa Egiaztatzea: pieza bat ezarritako perdoien artean dagoen edo ezaugarri jakin batzuk betetzen dituen frogatzea da. Beraz, egiaztatzearen emaitza ondo/gaizki, zuzena/ezzuzena, etab. erantzutea izango da, zenbakizko balio bat eman beharrik gabe. Horren adibide bat pasa ez pasa perdoi-txantiloiak dira: egiaztatzen ari den pieza perdoien barnean dagoen ala ez adierazten dute, baina ez dute ematen piezaren neurriari buruzko informazio zehatzik. Ikusi berri ditugun definizio horietatik ateratzen dira zuzeneko neurketa eta zeharkako neurketa kontzeptuak: Zuzeneko neurketa: magnitude bat neurtzean neurgailuak bere eskalan edo pantailan haren balioa adierazten duenean, bestelako patroirik edo erreferentzia-elementurik erabili beharrik gabe, zuzeneko neurketa bat egiten ari dela ulertzen da. Zuzeneko neurketetarako neurgailurik ohikoenak hauek dira: erregela graduatuak, kalibrea, goniometroak, mikrometroak, etab. Zeharkako edo konparazio bidezko neurketa: Erreferentzia-patroi baten magnitudea pieza baten magnitudearekin konparatzean lortzen den neurketa. Behin neurketa-diferentzia hori zehaztuta eta patroiaren magnitudearen balioa ezagututa, behar diren kalkuluak egin ahal izango dira piezaren neurri erreala lortzeko. Beraz, azken dimentsioa beste neurri batzuen kalkulu matematikoaren bidez lortuko da, hau da, zeharka. 2. taula. Neurgailuak eta egiaztagailuak Zer emaitza mota lortzen dugun, aldagai neurgarri bat edo neurri bat egokia ala desegokia den jakinarazten duen erantzun huts bat, neurgailuak edo egiaztagailuak izango ditugu, hurrenez hurren. Neurgailuak Neurketa Luzera Zuzenekoa Erregela graduatuak Kalibrea Mikrometroak Zeharkakoa Konparadorea Zuzeneko neurketak eta zeharkako neurketak egiteko gailuen arteko bereizketa egingo dugu (2. taula). Luzera zuzenean neurtzeko gailuak Erregela graduatua Angeluarra Zuzenekoa Garraiagailua Goniometroa Zeharkakoa Trigonometria Guztiok erabili ditugu noizbait erregelak. Haien bidez, zuzeneko neurketak egiten dira erregelaren graduazioari begiratuta. Gailu horiek sekzio errektangularra izaten dute, eta zurrunak edo malguak izan daitezke (3. irudia). Graduazioa zentimetrotan zenbakitua eta milimetrotan zatitua egoten da. Ez da komeni zatiak milimetro-erdia baino txikiagoak izatea; giza begiak ez lituzke bereiziko, eta zatidurak orban gisa ikusiko lirateke. Erregeletan, badira zenbait kalitate; kalitate onekotzat hartzen dira altzairu herdoilgaitzezkoak, gainazal arteztuak dituztenak eta erregela-metro bakoitzeko ± 0,5 mm-ko zehaztasuna ziurtatzen dutenak. Luzerari dagokionez, badira erregela txikietatik milimetrokoetaraino. Egin beharreko neurketek zehaztasun handia behar ez dutenean erabiltzen dira, jakina. Irakurketa errazteko, lodiera txikiko erregelak erabili behar dira edo alakatuta daudenak. Kontuan izan behar da paralaje-errorea sor daitekeela arrastoekiko perpendikularrean irakurtzen ez bada. 3. irudia. Erregela graduatu malgua.

113 Metrologia dimentsionala 305 Kalibrea Esan genezake ezinbestekoa dela edozein lantegitan edo mantentze-lanetan, neurketa zehatzak ematen baititu sistema xume baten bidez. Badira aparatu sinple batzuk 0,02 mm-ko bereizmena dutenak. Oso tresna moldakorrak dira, eta askotariko modeloak daude, behar diren neurtze-baldintzetara egokituak. Erregela Irristailua Aparatu hau bi parte nagusitan banatu daiteke (4. irudia): 4. irudia. Kalibrea. Parte finko bat, erregela izenekoa, eskuarki milimetrotan zatitua. Graduazio horren kontrako aldean hazbetetan zatitutako beste erregela izan dezake. Erregelari lotua, haztagailuetako bat dago, eta neurtu beharreko piezarekin kontaktuan jarri behar da. Atal higikorra irristailua da, eta beste graduazio bat du noniusa eratzeko. Hari lotua dago piezarekin kontaktuan jarri behar den beste haztagailua. Noniusaren funtzionamendu-printzipioa Erregelari lotutako haztagailua Irristailuari lotutako haztagailua Noniusarekin, erregela finkoaren zatidurak zatitzen ditugu. Hau da, erregelaren zati bakoitza eskuarki, 1 mm noniusak zati dituen adina partetan zatitzea bezala da. Kontzeptu hori argitzeko, adibide bat erabiliko dugu: Demagun kalibre bat dugula, haren erregela finkoa milimetrotan zatituta dagoela eta irristailuak 10 partetan zatitutako nonius bat duela (5. irudia). Arretaz begiratzen badugu, ikusiko dugu noniusaren 10 zatiek erregelaren 9 milimetro hartzen dituztela; beraz, 9 mm 10 partetan zatitzean, noniusaren ondoz ondoko arrastoen arteko distantzia lortuko dugu (5. irudia); kasu honetan, 0,9 mm. Noniusaren lehen zatiaren eta erregelarenaren arteko desfasea aztertuz gero, ikusiko dugu 0,1 milimetroren aldea dagoela. Erregelaren bigarren zatiaren eta noniusaren artean, aldea 0,2 mm izango da, eta horrela gainerakoak. Ikusi berri dugunaren ondorioz, kalibre baten bereizmena definitzeko, esan genezake erregelaren zati baten balioaren eta noniusaren zati batenaren arteko diferentzia dela. Oro har, erregelaren zatirik txikienaren eta noniusaren zati kopuruaren arteko zatidura izango da. n 1 n n bereizm. = 1 = = n n n bereizm. = Erregelaren zatirik txikiena Noniusaren zati kopurua Jakina, zenbat eta zati gehiago izan noniusak, hainbat bereizmen handiagoa izango du neurgailuak. Erregela finkoa Noniusa 5. irudia. Noniusaren xehetasuna.




114 306 Muntaketa eta mantentze mekanikoa Neurtzeko prozedura Kalibre bat erabiltzen denean, neurria lortzeko modua antzekoa da modelo guztietan. Haztagailu finkoa piezaren gainazal batekin kontaktuan jarri behar da, eta, irristailua lekualdatuz, beste haztagailua behar den tokian jarri behar da. Neurgailua ondo kokatuta dagoela, ordena honi jarraituz egin behar da irakurketa: 1. Irristailuaren edo noniusaren zeroak erregela finkoaren gainean duen posizioa zehaztu behar da. Bi kasu gerta daitezke: a. Noniusaren zeroa zehazki bat dator erregelaren zati batekin. Hori gertatzen denean, nonius horren azken zatia ere bat etorriko da. Orduan, erregelak zenbat milimetro adierazten duen ikusi behar dugu, besterik ez (6. irudia). b. Noniusaren zeroa ez dator bat erregelaren inongo zatirekin. Kasu horretan, noniusak zer bereizmen duen kalkulatuko dugu edo neurgailuan begiratuko dugu. Jarraian, egiaztatuko dugu zer zenbaki duen erregelarekin zehazki bat datorren noniusaren zatiak. Zenbaki hori noniusaren bereizmenaz biderkatuko dugu, eta erregelak adierazten zituen zati osoak gehituko dizkiogu biderkadura horri (7. irudia). 6. irudia. Kalibrea erabiltzean kontuan hartu beharrekoak 7. irudia. 8. irudia. Hurbiltzeko eta blokeatzeko torlojua. Kalibrea erabili baino lehen, zenbait puntu hartu behar ditugu kontuan. Neurtze-tenperaturak 20 C izan behar du. Piezek ez dute bizarrik izan behar, neurketa desitxuratu egin baitezakete, bai eta neurgailuari kalte egin ere. Neurtzean, presio egokia egin behar da neurgailuan; bestela, erroreak gertatuko dira neurgailuaren edo piezaren deformazio txikien ondorioz. Hori saihesteko, neurgailu batzuek hurbiltzeko torloju bat izaten dute (8. irudia), neurtze-presioa modu egokian erregulatu ahal izateko. Erregelekin gertatzen zen bezala, ez da paralaje-errorerik egin behar; horregatik, eskalekiko guztiz perpendikular irakurri behar dira datuak. Kalibre motak Kalibre orokorra edo mauserra Neurgailu hau da guztietan orokorrena eta erabiliena, bere formagatik aukera ematen baitu kanpoaldeak, barnealdeak eta sakonerak neurtzeko (9. irudia), hau da, oso moldakorra da. Barnealdeak neurtzeko Sakonerak neurtzeko Altzairu herdoilgaitzezkoa izan ohi da, eta, batzuetan, ukitzeko haztagailuak gogortuak egoten dira, neurgailua behar baino lehen higatzea saihesteko. Kanpoaldeak neurtzeko 9. irudia. Kalibre orokorra.
.")


.")
. 12. irudia. Tornulari-kalibrearekin neurtzen.")

115 Metrologia dimentsionala 307 Tornulari-kalibrea Neurgailu hau sinpleenetakoa da. Kanpo- eta barne-neurketak egiteko erabiltzen da (10. irudia). Kanpo-neurketak egiteko, mauserra bezala erabiltzen da. Barne-dimentsioetarako, haztagailu berak erabiltzen dira, baina haien kanpoaldetik kontaktua eginez. Kontaktu bakoitzaren zabalera 5 mm denez, neurri erreala neurgailuak ematen duen irakurketa zuzena baino 10 mm handiagoa da. Beraz, barnealdeen neurketak egiten direnean, eskalan irakurtzen den neurriari 10 mm erantsi behar zaizkio (11. irudia). Antolaera horrek zehaztasun handiagoa ematen du zuloak eta hutsuneak neurtzeko orduan; horregatik, oso erabilia da (12. irudia). 12. irudia. Tornulari-kalibrearekin neurtzen. Kanpoaldeetarako zona Kanpoaldeak neurtzeko zona 10. irudia. 11. irudia. Beste kalibre mota batzuk Lehenago esan dugun moduan, badira mota asko (13. irudia), neurtu beharreko piezetarako moldatuak. Eskailera-formako piezak, hodiak, artekak eta abar neurtzeko kalibreak aurkituko ditugu. Gainera, badira kalibre esferadunak, neurria orratzen posizioaren bidez ematen dutenak, bai eta digitalak ere (14. irudia), neurketa azkarrak, zehatzak eta irakurterrazak ematen dituztenak. 13. irudia. Zenbait motatako haztagailuz hornitutako kalibreak. 14. irudia. Kalibre digitala.


. Noniusa Danborra Trinketa Haztagailuak Erregela Arkua Frenoa 17.")
116 308 Muntaketa eta mantentze mekanikoa Sakonera-zunda Altuerak edo sakonerak soilik neurtzeko erabiltzen diren kalibreak dira (15. irudia). Zenbait zundamodelo daude, egin beharreko neurketaren araberakoak. Torloju mikrometrikoa edo palmerra (16. irudia) Neurgailu hau oso erabilia da, berarekin neurketak aski erraz egiten direlako eta kalibreek baino bereizmen hobea ematen duelako. Bere funtzionamendu-printzipioari esker, milimetroaren ehunen edo milareneko zehaztasunak lortzen ditu. Haren 15. irudia. Zunda-kalibrea. aplikazio-tartea ez da izaten 25 mm baino handiagoa; horregatik, badira mikrometroak 0-25 mm-ko tartean neurtzeko balio dutenak, badira tarterakoak, eta abar. Tamaina txikietarako mikrometroez gainera, badira mikrometro batzuk 1,5 metrotik gorako neurketak egiteko balio dutenak (17. irudia). Noniusa Danborra Trinketa Haztagailuak Erregela Arkua Frenoa 17. irudia. 16. irudia. Mikrometro baten parteak. Funtzionamendu-printzipioa Aparatu honek torloju-azkoin mekanismo bat erabiltzen du neurtzeko. Funtzionamendua hobeto ulertuko da adibidez bat erabiliz gero: 10eko hari metrikoko torloju bat izango bagenu, bira oso batean 1,5 mm aitzinatuko litzateke; alegia, bere hari-neurria. Torlojuaren buruan aurrez aurre jarritako bi marka egingo bagenitu, 0,75 mm-ko aitzinatzeak egitea lortuko genuke, bakoitzean bira-erdia egingo baikenuke. Zenbat eta zati gehiago egin, handiagoa litzateke higiduraren kontrola, eta, horrenbestez, bereizmena. Errealitatean, torloju mikrometrikoak 0,5 mm-ko hari-neurria duen torloju batez osatuta daude. Muturrean, hau da, torlojuaren buruan, danbor graduatu bat dago, eta, hari esker, 50 zati bereiz daitezke arazorik gabe. Neurgailu horien bereizmena danborrak duen zati kopuruaren araberakoa denez, esan dezakegu ohiko mikrometro batean hau izango dela bereizmena: Torlojuaren hari - neurria 0,5 bereizm. = = = 0,01 Danborraren zati kopurua 50 Neurgailu horiek zehaztasun handiagoa behar dutenean, 10 zatiko nonius bat erantsi ohi zaie. Kasu horretan, neurgailuaren bereizmenaren balioa kalkulatzeko, neurgailuak ematen duen
, ikusten dugu ferra-formako gorputz batez osatuta daudela; forma horrek zurruntasuna ematen dio neurgailuari.")



117 Metrologia dimentsionala 309 neurririk txikiena, kasu honetan, 0,01 mm noniusaren 10 zatiez zatituko dugu; hala, azkenik, bereizmena 0,001 mm izango da. Mikrometroak nola osatzen diren aztertuz gero (16. irudia), ikusten dugu ferra-formako gorputz batez osatuta daudela; forma horrek zurruntasuna ematen dio neurgailuari. Haren muturretako batean, haztagailu finko bat dago. Kontaktu horren kontrako aldean beste bat dago, higi daitekeena, milimetro-erditan graduatutako erregela finko batez estalia. Erregela hori 50 zatitan banatutako danbor batean sartuta dago, eta danborra haren gainean irristatzen da. Mikrometroaren muturrean hurbiltze-mekanismo bat dago neurketan haztatze-presioa erregulatzeko; gutxi gorabehera, 1 kp-eko indarra aplikatzen du. Behar den presioa lortu ondoren, mekanismoak biraka jarraitzen du, baina ez dio higidura transmititzen torloju haztatzaileari. Kalibreekin gertatzen zen bezala, mikrometro batzuek haztagailu gogortuak dituzte, higadura goiztiarra saihesteko. Neurtzeko, danborra biratu behar dugu; hala, barne-torloju bat azkoin finko batean barneratuz joaten da, eta haztagailua linealki lekualdatzen du. Mikrometroa erabat itxita dagoenean, danborrak guztiz estaltzen du erregelaren eskala, eta eskalaren zeroa bat dator danborrarenarekin (18. irudia). Haztagailua atera ahala, danborra atzeraka joaten da, eta agerian uzten ditu erregelaren zatiak (19. irudia). Neurriak irakurtzeko, kontuan hartu behar dira erregelaren zati osoak, eta erregela finkoaren lerro horizontalarekin bat datorren danborraren zatiak adierazten dituen ehunenak gehitu behar zaizkio. Erregela finkoa Erregela finkoa Danbor graduatua Danbor graduatua 18. irudia. Mikrometroa neurketaren hasierako posizioan, eta argibide-marrazkia. 19. irudia. Mikrometroak tarteko posizio batzuetan. Mikrometroak noniusa baldin badu (20. eta 21. irudiak), aurreko eragiketak egin ondoren, ikusiko dugu noniusaren zer zati datorren guztiz bat danborrarenarekin. Gero, azken emaitza lortzeko, sistema horren bidez lortutakoa gehituko diogu neurri horri. 20. irudia. 21. irudia.


.")
. 24. irudia. Doitu ondorengo egiaztapena. 22. irudia. 25-50eko mikrometroa patroiarekin eta doitzeko giltzarekin.")

118 310 Muntaketa eta mantentze mekanikoa Mikrometro motak Badira era askotako mikrometroak, zeren eta neurtzeko beharrak ere askotarikoak baitira eta mikrometroek haietara egokitu behar baitute. Hauek dira garrantzitsuenak: Kanpoaldeetarako mikrometroa Orain arte ikusi dugun modeloa da. Diametroak edo luzerak neurtzeko balio du (16. eta 17. irudiak). Mikrometroa erabiltzen denean, puntu batzuk hartu behar dira kontuan. Gerta daiteke neurgailuak jatorrizko errorea izatea; horregatik, egiaztatu behar da ondo kalibratuta dagoela. Horretarako, mikrometroa 0-25 neurketa-eremukoa denean, nahikoa izango da haren haztagailuak kontaktuan jartzea eta egiaztatzea irakurketa "0" dela (18. irudia). Beste neurketatarte batzuetako mikrometroekin, berriz, patroi bat erabili beharko dugu palmerrak egiten dituen neurketak egiaztatzeko (22. irudia). Gerta liteke, kalibratzean, neurketan errore sistematiko bat egitea. Hori konpontzeko, erregela finkoa pixka bat biraraz daiteke, gako-giltza bat erabiliz (23. irudia). Gero, beste kalibrazio bat egin beharko da erregulazioa zuzena izan den egiaztatzeko (24. irudia). 24. irudia. Doitu ondorengo egiaztapena. 22. irudia eko mikrometroa patroiarekin eta doitzeko giltzarekin. 23. irudia. Mikrometroa doitzea. Erabilerari dagokionez, aukera bat baino gehiago izango dugu, zeren eta mikrometro txiki bati eusteko esku bat besterik ez baita behar (25. irudia); hala, beste eskua erabili ahal izango dugu neurtu beharreko piezari eusteko (26. irudia). Neurgailuaren tamaina handitu ahala, bi eskuak erabili behar dira eusteko. Euskarriak ere erabil daitezke; hala, errazago neurtuko dugu (27. irudia). 25. irudia. 26. irudia. 27. irudia.

, neurgailuek emandako neurriak zuzenak direla ziurtatzeko. 28. irudia.")

.")



.")
119 Metrologia dimentsionala 311 Barnealdeetarako mikrometroa Zuloak neurtzeko edo aurrez aurreko barne-aurpegi paraleloak neurtzeko diseinatuta daude. Kalibratzeko, eraztun patroiak erabiltzen dira (28. eta 29. irudiak), neurgailuek emandako neurriak zuzenak direla ziurtatzeko. 28. irudia. Eraztun patroia eta barnealdeetarako hiru haztagailuko mikrometroa. 29. irudia. Kalibrazioaren xehetasuna. Horrelako mikrometroetan, bi eta hiru haztagailukoak bereizten dira. Bi haztagailuko mikrometroa: Erregela finko batez eta haren gainean irristatzen den danbor batez osatuta dago. Mutur bakoitzean, haztagailu bat dago (30. irudia). Trebetasun pixka bat behar da aparatu hau erabiltzeko: hasteko, palmerraren haztagailu bat neurtu beharreko hutsunean bermatu behar da; gero, mikrometroa oszilarazi egin behar da, beste haztagailuak diametroaren kontrako puntua, leun igurtziz, jo dezan. Zenbait aldiz neurtzen saiatu behar da, oszilaraztean igurtzi leuna duena lortu arte. Hiru haztagailuko mikrometroa: 30. irudia. Bi haztagailu mikrometroak, zenbait neurritakoak Diametro txiki eta ertaineko zuloetan barne-diametroak neurtzeko, eta neurria lortzeko prozesua errazteko, hiru haztagailuko mikrometro bat garatu zen (31. irudia). Hala, neurriak zenbait aldiz hartu beharra saihestu zen, hiru hankak batera lekualdatzen direlako eta horrek autozentratzen laguntzen duelako; beraz, maniobra bakarra egin behar da: danborrari eragin haren haztagailuek piezaren gainazala ukitu arte. Une horretan irakurri behar da zuloaren diametroaren neurria. 31. irudia. Hiru haztagailuko mikrometroen zenbait modelo
.")



")

, engranajeetarakoak (35. irudia), diametro txiki, xafla, arteka edo arteka estuetarakoak (36.")
120 312 Muntaketa eta mantentze mekanikoa Sakonera-mikrometroa "T" formako egitura bat du, eta hagaxka aldagarrien sorta batez hornituta dago neurri-eremu zabal bat hartu ahal izateko (31. irudia). Kalibrazioa zentzumenez bidez egin behar da, neurgailu honek ez baitu izaten marruskadura-gurpiltxorik azken hurbilketa egiteko. Hagaxka egokia ezarri ondoren, bi bloke patroi, neurri berekoak, jarri behar dira marmolaren gainean. Palmerra haien gainean jarri, eta danborra biratu egingo dugu hagaxkak marmolaren kontra jotzen duela nabaritu arte: hura izango da neurgailua egiaztatzeko unea. Erabiltzen den hagaxka txikiena denean, eragiketa hori zuzenean marmolaren gainean egin daiteke, patroi lagungarririk erabili gabe (32. irudia). Neurketa kalibrazioa bezala egiten da, hau da, zentzumenak erabiliz (33. irudia). 31. irudia. Sakonera-mikrometroa eta hagaxkak. 32. irudia. Marmolaren gainean kalibratzea. 33. irudia. Neurtzeko prozedura. Beste mikrometro mota batzuk Ikusi ditugunez gainera, badira beste mikrometro mota asko, neurketa espezifikoetarako diseinatuak. Haien artean, nabarmentzekoak dira hariak neurtzeko mikrometroak (34. irudia), engranajeetarakoak (35. irudia), diametro txiki, xafla, arteka edo arteka estuetarakoak (36. eta 37. irudiak), hodi-lodierak neurtzekoak, forma berezietarakoak (38. eta 39. irudiak), eta abar. 34. irudia. Harietarako mikrometroa. 35. irudia. Mikrometro platertxoduna. 36. irudia. 37. irudia. 38. irudia. 39. irudia.


. Linboa gradutan zatituta egon ohi da, 0tik 90era; beraz, graduazio hori lau aldiz errepikatzen da. 41. irudia. Goniometro desmuntatua.")

121 Metrologia dimentsionala 313 Angeluak zuzenean neurtzeko gailuak Angeluak neurtzeko, goniometroak eta angelu-garraiagailuak erabiltzen dira. Garraiagailu sinple bat zirkunferentziaerdi bat da, 180 -tan zatitua, ertzean arrastoak dituena. Graduazioa ni noranzkoetan egin ohi da, nahi den angelua zuzenean lortu ahal izateko. Haren erdian, erregela bat biratzen da, eta eskala graduatuaren gainean jartzen da, neurketa gauzatzen duen angelua adierazteko (40. irudia). Eskuarki gradutan irakurtzekoa da, baina badira modelo batzuk gradu-erdiko zehaztasuna ematen dutenak. 40. irudia. Garraiagailu sinplea. Garraiagailu orokorrak hau da, goniometroak aurrekoaren funtzionamendu bera du, baina aurreratuago dago, zeren eta eskuaira-formako pieza bat baitu zirkulu graduatu bati lotua (41. irudia). Erdialdean disko bat du, erregela irristari batekin batera biratzen dena (42. irudia). Linboa gradutan zatituta egon ohi da, 0tik 90era; beraz, graduazio hori lau aldiz errepikatzen da. 41. irudia. Goniometro desmuntatua. 42. irudia. Goniometroa. Angeluen neurketa zehatzak behar direnean, goniometroek nonius zirkular bat izaten dute; hala, bereizmen handiagoa lortzen dute, haien funtzionamenduaren oinarria lehenago ikusitakoaren antzekoa baita. Noniusa bikoitza da; hau da, bi noranzkoetan graduatuta dago, neurketa edozein posiziotan egiteko. Halako neurgailuen bereizmena neurgailuaren eskalan graduatutako α angelu minimoaren eta noniusak duen "n" zati kopuruaren arteko zatidura izango da. bereizm. = α n Sistema honen bidez, 5' inguruko bereizmena lortzen da, baina hobeak ere aurkituko ditugu, baita 2,5'-koak ere.
.")
122 314 Muntaketa eta mantentze mekanikoa Esandakoaren arabera, baldin eta 6 zatiko nonius bat gradutan graduatutako zirkulu baten gainean badugu, bereizmena 10' izango da (43. irudia). Noniusak 12 zati baditu, 5'-ko bereizmena izango dugu (44. irudia). Aipatu berri ditugun adibide horietan bada eragozpen bat: zatien arteko tartea hain da txikia, ezen nekeza baita behar bezala ikustea. Horregatik, noniusean 12 zati egin ohi dira, baina eskala nagusiaren 23 zati hartzen dituzte; hala, 5'-ko bereizmenari eusten zaio, eta irakurketa erosoago egin daiteke (45. irudia). Disko graduatua Disko graduatua Noniusa Noniusa 43. irudia. 44. irudia. 45. irudia. Irakurketa egiteko, kontuan izan behar dugu goniometroaren graduazio nagusian ezin dela zuzeneko irakurketarik egin angelua 90 -tik gorakoa denean. Horregatik, kontuz ibili behar da neurgailua neurtu beharreko gainazaletan jartzeko orduan. Luzera zeharka neurtzeko gailuak Neurketa mota honen barnean, nahitaez aztertu behar ditugu "konparagailuak". Hasteko, "konparatzea" hitzaren esanahiari erreparatuko diogu, horrelako sistemekin pieza baten neurria erreferentziako patroi batenarekin konparatzen baita. Beraz, konparazioaren bidez ez dugu elementu baten neurria zehaztuko, baina jakingo dugu zenbat handiago edo txikiagoa den erreferentziako patroia baino. Garbi dago metodo honekin zeharkako neurketak egiten ditugula. Erloju konparatzaileak edo anplifikatzaileak Esan dugun moduan, horrelako gailuak magnitudeak konparatzeko edo piezen neurriak egiaztatzeko erabiltzen dira. Gehien aurkituko ditugun bereizmenak milimetro-ehunenak edo -milarenak dira, baina badira gailu batzuk oso zehatzak, 0,00001 mm-rainoko bereizmena dutenak. Eskuarki, horrelako metodoak erabiliko ditugu neurriak egiaztatzeko, perdoien barnean daudela egiaztatzeko. Halaber, gainazalen paralelismoa, gidarien higidura, zilindroen eszentrikotasuna, koaxialtasuna eta abar egiaztatzeko ere erabiliko ditugu. Teknika hori erabiliz, azkartasun handiagoa lortzen dugu egiaztapenetan, emaitza zehatz eta fidagarriez gainera. Konparatzaileak neurria anplifikatzeko erabiltzen duten sistemaren arabera izendatzen dira. Hala, badira konparatzaile mekanikoak, pneumatikoak, hidraulikoak, optikoak, elektronikoak eta abar. Hemen, sakon aztertuko ditugu konparatzaile mekanikoak, halakoak baitira lantegietan eta mantentze-lanetan gehien erabiltzen direnak. Konparatzaile mekanikoak Hodi gidariaren topea Izendapen teknikoa "Koadranteen anplifikatzaile mekanikoa" da, baina, eskuarki, "erloju konparatzailea" esaten zaio. Anplifikazio-sistema gauzatzen duen mekanismoaren arabera, erloju konparatzaile engranajedunak, palankadunak edo mistoak izango ditugu. Konparatzaile engranajedunak Ehunen-eskala Orratzak Esfera orientagarria Milimetro-eskala Indize erregulagarria Kanpoaldetik aztertuta, ikusten dugu esfera graduatu bat dutela, eta bertan bi orratz edo gezi daudela. Bat txikia da, eta hagaxka edo haztagailua axialki zenbat milimetro lekualdatzen den adierazten du. Besteak neurgailuaren anplifikazioa adierazten du (46. irudia). Hodi gidaria 46. irudia. Hagaxka Haztagailua
.")



123 Metrologia dimentsionala 315 Bigarren gezi horren bira oso bakoitzak haztagailuaren 1 mm-ko lekualdatze axiala adierazten du. Bereizmena erlojuaren esferan agertuko da idatzita (47. irudia). Hagaxka edo haztagailuaren lekualdatze axiala milimetro batzuetakoa baino ez da; beraz, neurketa egiten dugun bakoitzean, erlojuak onartzen dituen tarte horien barnean egon beharko dugu (48. irudia). Bada aukera, halaber, haztagailuak aldatzeko, eta forma askotakoak daude. Eskuarki, forma lauko haztagailuak erabiliko ditugu gainazal kurbatuak egiaztatzeko; haztagailu kurbatuak erabiliko ditugu, ordea, gainazal lauak neurtzeko. Gehieneko balioa Haztagailuaren gehieneko ibilbidea Gutxieneko balioa 47. irudia. 48. irudia. Erlojuaren neurketa-tarteak. Barnealdea nola dagoen osatuta aztertuko bagenu, engranaje multzo bat ikusiko genuke (49. irudia), zeinak, bere transmisio-erlazioen bidez, erloju-orratzen higidura sortzen baitu, haztagailuaren lekualdatze axiala hautemanezina iruditzen bazaigu ere. Engranajeen hortz kopuruaren 49. irudia. araberakoa da bereizmena. Malguki bat ere izaten dute, neurketa bitartean presioa ondo aplikatzen dela ziurtatzeko. Barnealdea nola dagoen osatuta aztertuko bagenu, engranaje multzo bat ikusiko genuke (49. irudia), zeinak, bere transmisio-erlazioen bidez, erloju-orratzen higidura sortzen baitu, haztagailuaren lekualdatze axiala hautemanezina iruditzen bazaigu ere. Engranajeen hortz kopuruaren araberakoa da bereizmena. Malguki bat ere izaten dute, neurketa bitartean presioa ondo aplikatzen dela ziurtatzeko. Egiaztagailu hauen garapen bat bada, gero eta gehiago erabiltzen dena. Konparagailu digitalak dira; haien bidez, neurriaren balioa azkar eta erraz lortzen da (50. irudia), irakurketa hazbetetan edo milimetrotan aukeratu daiteke eta botoi bat sakatuz erregulatzen da jatorria. Konparatzaile palankadunak 50. irudia. Erloju konparatzaile digitala. 51. irudia. Erloju konparatzaile palankaduna. Konparatzaile palankadunak bereizmen handia behar denean erabiltzen dira, zeren eta, haien bidez, 1x10-5 -erainoko bereizmena lor baitaiteke. Modu generikoan, esango dugu zehaztasun handiko konparatzaileak direla eta oso kontaktupresio txikia aplikatzen dutela palanka, aihotz edo kidekoen sorta baten gainean bermatutako anplifikazio-sistema bat erabiltzen dutelako. Horri esker, gutxitu egiten dute mekanismo guztien ezinbesteko lasaiera, baina badute eragozpen bat neurketa mugatzen duena: baskulasistemaren anplitude txikia.

.")




.")
124 316 Muntaketa eta mantentze mekanikoa Labur esanda, tresna sentikorrak eta egonkorrak dira, eta irakurketa oso argia ematen dute; gainera, sendoak direnez eta kanpoko energia-iturririk behar ez dutenez, ezin hobeak dira zenbait aplikaziotarako (51. irudia). Konparatzaile mistoak Palanka- eta engranaje-mekanismoen konbinazio batez osatuta daude (52. irudia). Higidura palanka baten bidez transmititzen da haztagailutik; palankak engranaje bat arrastatzen du, eta engranajeak higidura transferitzen du orratz adierazlearen biraketa eragin arte. Antolaera hori dutenez, irakurketa haztagailuaren albo-higiduraren bidez lortzen da. Asko erabiltzen dira, tamaina txikia izateaz gainera aukera baitute haztagailua orientatzeko; beraz, ezin hobeak dira toki konplexuetara iristeko edo albo-gainazalak egiaztatzeko (53. irudia). Atzealdean tresna batzuk izaten ditu, mirubuztan batean ahokatzen direnak; hala, eustea errazten da. 53. irudia. Haztagailuak izan ditzakeen orientazioak. 52. irudia. Konparatzaileetarako osagarriak Erloju konparatzaile bat erabili behar dugunean, euskarri bat erabiliko dugu hari eusteko (54. irudia). Euskarri horiek forma askotakoak izan daitezke, neurketa egiteko agertzen diren beharren arabera (55. irudia). Arretaz jardun behar da, konparatzailea jartzean, egiaztatu beharreko gainazalarekiko perpendikular egon dadin haztagailua; bestela, erroreak egingo dira. Erloju konparatzaileak erlojuaren atzealdean egoten diren hegal batzuen bidez finkatu ohi dira euskarrian, baina badira eusteko bestelako sistemak ere. Ohiko modu bat hodi gidaritik ainguratzea da (56. irudia). 54. irudia. 55. irudia. 56. irudia.



125 Metrologia dimentsionala 317 Gehien erabiltzen den euskarriak beso giltzatu batzuk ditu, altueran erregulagarriak (56. irudia). Konparatzailea haren muturrean ondo eutsita jarri behar da. Horrelako euskarriak mekanikoki doitu eta koka daitezke haien giltzadurak mugatzen dituzten azkoinak blokeatuz. Euskarri hidraulikoak direnean, gurpiltxo batean eraginez, beso guztiak blokea daitezke; hala, asko errazten da gailu hauen erabilera. Euskarrien oinarriari dagokionez, haien azpiko gainazala zenbait modutara konfigura daiteke. Badira bermatzeko forma lauak, marmoletan edo makinen mahaietan asentatzeko; "V" formakoak, biraketa-piezetan eusteko; forma jakinetakoak, forma jakineko gidari edo piezetan asentatzeko; eta abar. Askotan, oinarria magnetikoa izaten da, edozein posiziotan eutsi ahal izateko. Eta badira propietate magnetiko hori erabiltzailearen nahierara jarri eta kentzeko aukera ematen dutenak ere, ezarrera eta erabilera errazteko. Konparazio bidezko neurketa egiteko moduak Eragiketa horretarako, elementu hauek erabiliko ditugu: erloju konparatzailea, euskarria, marmola, erreferentziako patroia eta neurtu beharreko piezak. Konparagailua euskarrian behar bezala finkatu ondoren, egiaztatu behar da hagaxka neurtu beharreko gainazalarekiko perpendikular dagoela. Jarraian, erreferentziako patroia jarriko dugu, eta konparagailuaren haztagailua patroi horrekin kontaktuan jarriko dugu (57. irudia). Bere ibilbidearen erdialdeko posizioren batean jarri beharko dugu, erreferentziako patroia baino neurri handiagokoak edo txikiagokoak zuzen neurtuko direla ziurtatzeko. Hori egin ondoren, esfera birarazi behar da "0" zenbakia ehunenen edo milarenen geziarekin bat etorrarazteko. Beharrezkoa izanez gero, indize erregulagarriak jarriko genituzke, eta, jarraian, patroia kenduko genuke pieza errealak neurtzen edo egiaztatzen hasteko (58. irudia). 57. irudia. Erlojua patroiaren bidez "zeroan" jartzea. 58. irudia. Pieza egiaztatzea, patroiarekiko neurri-diferentziari erreparatuz. Alexometroak Eskuarki, erloju konparatzaileak zeharkako neurketak egiteko edo kanpo-gainazalak egiaztatzeko erabiltzen dira, baina gerta liteke eragiketa horiek zulo batean edo barne-hutsune batean egin behar izatea. Horretarako, alexometroa erabiliko dugu (59a irudia). Bi parte ongi bereiziaz osatuta dago: Gorputza, aukera ematen duena zuloaren diametroaren arabera muturreko haztagailuak aldatzeko. Erlojua. Neurketa-zonaren kontrako muturrean jarritako erloju konparatzailea da. Hari esker, neurria bistaratu ahal izango dugu. Manipulatzeari dagokionez, komeni da zehaztea zer prozedura erabili behar den. Hasteko, haztagailuetariko bat zuloaren gainazalarekin kontaktuan jarri behar da, eta, gero, tresna ezkereskuin oszilarazi behar dugu. Higidura hori egiten ari garen bitartean erlojuaren orratz adierazleari begiratzen badiogu, ikusiko dugu higitzen dela harik eta higidura eten eta kontrako noranzkoan biratzen hasten den arte. Orratza gelditzen denean hartu behar da irakurketa, horrek adierazten baitu haztagailuak horizontalean daudela (59b irudia).



126 318 Muntaketa eta mantentze mekanikoa Pendulu-higidura Erreparatu gutxieneko balioari 59a irudia. Alexometroen bi modelo. 59b irudia. Alexometroa erabiltzeko modua. 60. irudia. Profil-proiektagailua. Profil-proiektagailua Zenbaitetan, egiaztapenak egin beharreko piezetan, duten tamainagatik, ezinezkoa gertatuko zaigu neurtzeko edo egiaztatzeko bitarteko konbentzionalak erabiltzea. Kasu horietan, profilproiektagailua erabiliko dugu (60. irudia). Esan dezakegu hori dela anplifikatzaile optikorik ezagunena. Lente batzuk ditu, piezen profilak zenbait aldiz handituta pantaila batean proiektatzen dituena. Egiaztatu beharreko elementu horiek mahai txiki batean bermatzen dira, eta mahaiak torloju mikrometrikoz kontrolatutako luzetarako eta zeharkako higidurak ditu; era horretan, pieza zehaztasun handiz koka daiteke toki egokian. Irudi proiektatuaren gainean jartzen diren txantiloi batzuk erabiliz, tamaina txikiko elementuen forma egiaztatzea lortzen da. Eskuarki, erradio eta alaka oso-oso txikiak neurtzeko erabiltzen da. Horretaz gainera, erlojugurpil baten hortzak, adibidez, egiaztatu beharko bagenitu, sistema hori erabiliko genuke. Angeluak zeharka neurtzeko gailuak Pieza batzuetan, angeluak ezin dira zuzenean neurtu, eta zeharkako sistemak erabili beharko ditugu dimentsio jakin baten balioa lortzeko. Hala, angeluen neurketa trigonometrikoaz eta sinuerregelaren bidezko neurketaz hitz egin dezakegu. Angeluen neurketa trigonometrikoa Sistema hau piezetako erreferentziako aurpegietan luzerak neurtzean oinarritzen da. Luzera horiek funtzio trigonometrikoekin konbinatzean, angeluak lortzen dira. Neurketak egiteko, pieza lagungarriak erabiliko ditugu, hala nola arrabolak, bolak, etab. Tresna horien neurriak jakinak dira, eta zehaztasun eta gainazal-akabera onak izan behar dituzte, patroi gisa jokatuko baitute. Funtzio trigonometrikoek triangelu angeluzuzen baten aldeak eta angeluak erlazionatuko dituzte, eskuratu nahi den neurria lortzeko. Hauek dira formularik ohikoenak: cos α = α angeluaren alboko katetoa hipotenusa tag α = α angeluaren kontrako katetoa α angeluaren alboko katetoa α angeluaren kontrako katetoa sin α = hipotenusa Horrelako neurketa bat egitean, hiru egoera gerta daitezke: 1. Piezak zeinetan neurtu beharreko angeluaren erdikaria piezaren erreferentziako aurpegiarekiko perpendikularra baita (61. irudia). Neurtzeko prozedura hau izango da: "r" diametroko arrabola edo bola ezarriko da. Jarraian, erreferentziako aurpegitik, dagokion Y 1 neurketa egingo da. Prozesua errepikatu egin behar da diametrorik handieneko arrabol edo
127 Metrologia dimentsionala 319 bolarekin, eta Y 2 neurria lortuko da. Kontuan hartu behar da honela sortzen den triangelu angeluzuzena: bolen zentroak lotuz, batetik, eta, bestetik, gainazalarekiko zuzen paralelo bat eginez, zeinak neurtu beharreko angelua gauzatzen baitu, diametrorik txikieneko bola edo arrabolaren zentroa ebakitzen duen arte. Triangelu horretan, baldintza hauek betetzen dira: b = R r c Y + r + Y R Neurtu beharreko angelua = 1 2 sin α = 2 b c R r = Y + r + Y 1 2 R R diametroko arrabola Erreferentziako aurpegia Pieza Erreferentziako aurpegiarekiko perpendikularra den erdikaria r diametroko arrabola 61. irudia. Neurtu beharreko angeluaren erdikaria piezaren erreferentziako aurpegiarekiko perpendikularra da. 2. Piezak zeinetan angeluaren aldeetariko bat erreferentziako aurpegiarekiko perpendikularra baita (62. irudia). Prozedura aurrekoaren antzekoa da. Aztertu beharreko triangeluaren osaketari dagokionez, arrabolen zentroak lotuz eta diametrorik txikieneko arrabolaren zentrotik bertikal bat marraztuz lortuko da angelua. Ikusten da lerro hori neurtu beharreko angeluak sortzen duen aldeetariko baten paraleloa dela. Triangelu horri erreparatzen badiogu, hau baiezta dezakegu: b = R r c Y + r Y R = 2 1 α tag = 2 b = c Y 2 R r + r Y R 1 Erreferentziako aurpegia Neurtu beharreko angelua Erreferentziako aurpegiarekiko perpendikularra den aldea R diametroko arrabola Pieza r diametroko arrabola 62. irudia. Angeluaren aldeetariko bat erreferentziako aurpegiarekiko perpendikularra da. 3. Piezak zeinetan angeluaren aldeak piezaren edozein aurpegirekiko asimetrikoak baitira (63. irudia). Aurreko kasuetan bezala, arrabolak erabiliko ditugu, baina luzerak "X" eta "Y" ardatzetan neurtuko ditugu, 63. irudian erakusten den bezala. Jarraian, arrabolen zentroak lotuko ditugu, haiek emango baitute angeluaren erdikaria, eta triangelu bat osatuko dugu neurtu beharreko gainazalaren paralelo batekin eta perpendikular batekin, zeinak arrabol handienaren zentroa eta gainazal hori lotuko baititu. Kalkuluari ekiteko orduan, arazo bat agertzen da, ez baititugu angelua zehazteko behar diren neurri guztiak. Horregatik, triangelu auzokide bat erabiliko dugu, zeinaren hipotenusa, "c", bietarako bera izango baita. Orain, segmentu horren kalkulua egin dezakegu, azkenik angeluerdiaren balioa lortzeko. Analitikoki, honela egingo litzateke kalkulua: a = 2 Y1 Y + r R b = ( X 2 R) ( X1 r) 2 c = a + b 2 sin α = 2 R r c

128 320 Muntaketa eta mantentze mekanikoa Erreferentziako aurpegia Neurtu beharreko angelua Aurpegi asimetrikoak R diametroko arrabola Pieza Erreferentziako aurpegia r diametroko arrabola Erreferentziako aurpegia 63. irudia. Neurtu beharreko angeluaren aldeak piezaren edozein aurpegirekiko asimetrikoak dira. Sinu-erregelarekin neurtzea Piezen angeluak neurtzeko, ikusi berri ditugun neurketa trigonometrikoaren teknikez gainera, bada beste metodo bat sistema horiekin erlazio estua duena. Sinuerregelaren erabilera da (64. irudia). Gailu hori erregela bat da, bere muturretan dituen arrabol batzuen gainean bermatua. Arrabolen arteko distantzia ezaguna da; 100 edo 200 milimetro izaten da. Neurgailu hori ezin da bakarrik erabili; erreferentziako gainazal bat, hala nola marmol bat, eta angeluak egiteko balio duten bloke patroiak erabili behar dira. 64. irudia. Erabiltzeko prozedura erraza da. Lehenik, zer angelu duen jakin edo egiaztatu nahi dugun pieza sinu-erregelaren gainean jarri behar da (65. irudia). Jarraian, bloke patroiak altxagarritzat erabiliz, altxatu egingo da arraboletako bat, piezaren gainazala horizontal gelditzea lortzeko. Horizontaltasun hori lortzeko, erloju konparatzaile bat erabili ohi da: gainazaletik irristarazi, eta orratzaren aldaketari erreparatzen zaio (66. irudia). Egiaztatu beharreko pieza Sinu-erregela Erloju konparatzailea Arrabola Arrabola Marmola 100 edo 200 mm Bloke patroia 65. irudia. 66. irudia. Erregelaren bi bermaguneen arteko altuera-diferentzia jakinda eta hori bloke patroiek erabakitzen dute, arrabolen zentroen arteko distantziaz gainera, hori ere jakina baita, sinuaren funtzio trigonometrikoa aplikatu besterik ez dugu beharko piezak zer angelu duen jakiteko (67. irudia). Azken eragiketa horretatik hartu du izena gailuak.
129 Metrologia dimentsionala 321 Zentroen arteko distantzia Bloke patroiaren altuera sin α = Bloke patroiaren altuera Zentroen arteko distantzia 67. irudia. Egiaztagailuak 68. taula. Askotan, nahikoa izango da egiaztatzea ea objektu batek espezifikazio jakin batzuk betetzen dituen ala ez; beraz, nahikoa izango da "balio du / ez du balio", "ondo/gaizki", "bai/ez" erako erantzun bat. Kasu horietan egiaztapen bat egiten dugu; horregatik, informazio hori ematen duten tresna guztiak egiaztagailu gisa sailkatzen dira (68. taula). Egiaztapena Luzera-patroiak Patroi angeluarrak Disko patroiak Zilindro patroiak Eraztun patroiak Hagaxka mutur esferikodunak Prisma edo bloke patroiak Marmolak Erregelak Eskuairak Kala angeluarrak Neurtzeko patroiak Pentsatu behar dugu neurketa guztietarako erreferentziatzat balioko diguten gainazal edo neurri batzuk izango ditugula metrologiako lantegi Txantiloiak (pasa ez pasa) Barnealdeena Kanpoaldeena Bereziak edo laborategietan. Elementu horiei neurtzeko patroi deritzegu. Esan dezakegu magnitude jakin bat modu zehatz eta doian gauzatzen duten piezak direla eta ez dagoela lantegi edo laborategi konbentzionaletan haiek baino zehatzagorik. Horregatik, haiek erabiliko ditugu erreferentziatzat neurgailuak kalibratzeko edo piezen neurriak egiaztatzeko. Luzera-patroiak 68. taulan ikusten dugun bezala, ohikoenak disko patroiak, zilindro patroiak, eraztun patroiak, hagaxka mutur esferikodunak eta bloke patroiak (Johansson bloke ere baderitze) dira. Patroi horiek guztiak kalitateko altzairuz fabrikatzen dira, eta gogortuak daude erabilerak higa ez ditzan. Distentsionatuta daude, denboran zehar egitura-egonkortasuna ziurtatzeko, eta erreferentziako gainazalek maila bikaineko gainazal-akaberak izaten dituzte. Gauzatzen duten magnitudearen balioa identifikatzeko, erreferentziako neurri horren inskripzio bat izaten dute. Disko eta zilindro patroiak Zilindro patroiak hagaxkak dira, eta haien kanpo-diametroak gauzatzen du erreferentziako neurria. Haien aldaera bat disko patroiak dira; erdian zulo bat izaten dute, helduleku bat ahokatzeko. Hala zilindroek nola diskoek kanpo-diametroan gauzatzen dute erreferentziako luzera; eskuarki, kanpoaldeetarako neurgailuak egiaztatzeko erabiltzen dira.
. 69. irudia. Eraztun patroien sorta.")




130 322 Muntaketa eta mantentze mekanikoa Eraztun patroiak Izenak patroiaren forma adierazten du. Eraztunaren barne-diametroak adierazten du erreferentziako neurria; horregatik, barnealdeetarako neurgailuak egiaztatzeko eta kalibratzeko erabiltzen da (69. eta 70. irudiak). 69. irudia. Eraztun patroien sorta. Hagaxka mutur esferikodunak 70. irudia. Eraztun patroia bere barne-diametroarekin identifikazioarekin. Hagaxka mutur esferikodunak gorputza sortzen duen barra batez osatuta daude (71. irudia). Muturretan kalota esferikoaren formako bi gainazal dituzte, haiek sortzen dituen esfera hipotetiko berari dagozkionak, zeinaren zentroa hagaxkaren erdiko puntua 71. irudia. izango bailitzateke. Zonarik muturrekoenek gauzatzen dute neurria; patroi hauek gainazal paraleloen arteko distantzia egiaztatzeko erabili ohi dira; beraz, egiaztatze-prozesuan oszilatu egin dezakete, eta, hala, neurketa zuzena ziurtatu. Mikrometroak, perdoi-kalibreak eta abar egiaztatzeko erabiltzen dira. Prisma edo bloke patroiak Carl Edward Johansson-ek asmatu zituen "bloke patroi" deritzenak. Erabilienak eta orokorrenak dira. Paralelepipedo errektangularraren forma dute, eta bi aurpegi paralelo dituzte erreferentziako luzera gauzatzeko. Gainerako patroiak bezala, material higadurarekiko erresistentez eginda daude, eta gainazalakabera onak dituzte; erreferentziako bi aurpegien akabera hain da ona, ezen antzeko ezaugarriak dituzten beste bloke edo kala batzuk ezin hobeto atxiki baitakizkioke. Propietate horrek aukera ematen du zenbait kala elkartzeko erreferentziako neurri bat eraikitzeko; beraz, kalak akoplatuz, bloke-konbinazio ugari egin ahal izango ditugu. Patroi hauek tamaina mailakatuko kala sortatan merkaturatzen dira, haietako gutxi batzuk (3 eta 5 artean) akoplatuz edozein neurri gauzatu ahal izateko. Zurezko kutxatila batzuen barnean ordenatuta egoten dira (72. irudia), eta, beren neurriak bereizi ahal izateko, kala patroi bakoitzak inskripzio bat izaten du identifikazio-zenbakiarekin (73. irudia). Gehien aurkituko ditugun sortak 74. taulan erakusten dira. 72. irudia. 73. irudia.
131 Metrologia dimentsionala taula. 75. taula. Galga kopurua sortako Edukia Neurriak Tartea , ,001 1,009 0, ,01 1,49 0,01 4 1,6 1,9 0,1 49 0,5 24,5 0, , ,001 1,009 0, ,01 1,49 0, ,5 24,5 0, , ,01 1,49 0, ,5 24,5 0, ,001 1,009 0, ,01 1,49 0, ,5 9,5 0, , ,01 1,09 0,01 9 1,1 1,9 0, ,001 1,009 0, ,01 1,09 0,01 9 1,1 1,9 0, , ,01 1,09 0,01 9 1,1 1,9 0, Luzeraren patroiarekiko gehieneko desbideratzea gainazaleko edozein puntutan Neurri izendatua mm-tan "K" gradua: Neurri patroi gisa erabiltzen da laborategietan. K gradua 0 gradua 1 gradua 2 gradua 0,5etik 10era 0,2 0,12 0,2 0,45 10 baino gehiagotik 25era 0,3 0,14 0,3 0,60 25 baino gehiagotik 50era 0,4 0,20 0,4 0,80 50 baino gehiagotik 75era 0,5 0,25 0,5 1,00 75 baino gehiagotik 100era 0,6 0,30 0,6 1, baino gehiagotik 150era 0,8 0,40 0,8 1, baino gehiagotik 200era 1,0 0,50 1,0 2, baino gehiagotik 250era 1,2 0,60 1,2 2, baino gehiagotik 300era 1,4 0,70 1,4 2, baino gehiagotik 400era 1,8 0,90 1,8 3, baino gehiagotik 500era 2,2 1,10 2,2 4, baino gehiagotik 600era 2,6 1,30 2,6 5, baino gehiagotik 700era 3,0 1,50 3,0 6, baino gehiagotik 800era 3,4 1,70 3,4 6, baino gehiagotik 900era 3,8 1,90 3,8 7, baino gehiagotik 1.000ra 4,2 2,00 4,2 8,00 Bloke patroi hauek neurgailuak kalibratzeko erabiltzen dira batez ere, baina beste aplikazio askotan erabil daitezke. Behar diren kalitateen araberako akabera-graduak daude, eta gradu horiek kalek dituzten perdoien araberakoak dira (75. taula). Blokearen kalitatea zenbat eta handiagoa izan, garestiagoa izango da. Hauek dira graduak: "0" gradua: Lantegiko kala patroiak kontrolatzeko erabiltzen da. Zehaztasun handiko makina eta neurgailuak doitzeko ere erabiltzen da. "1" gradua: Metrologiako departamentuetan erabili ohi dira, egiaztagailuak, luzera-neurgailuak eta abar kontrolatzeko. "2" gradua: Lantegietan eskuarki erabiltzen dena ahokatzeko, eta lanerako neurri gisa ere erabilia. Neurgailuak, hala nola mikrometroak, erloju konparatzaileak eta abar, egiaztatzeko ere erabiltzen dira. Altzairuzkoak edo zeramikazkoak izan ohi dira, eta mota batekoak eta bestekoak elkarrekin erabil eta akopla daitezke. Kalak erabiltzean kontuan hartu beharrekoak Arretaz jokatu behar da gailu hauek erabiltzean, edozein produkzio-sistemaren oinarrizko neurria gauzatuko baitute; edozein aldaketak neurria ere aldatzea ekarriko luke, eta, horrenbestez, errore hori aurrerantzean egindako pieza edo neurketa guztietara transmitituko litzateke. Ez dugu ahaztu behar, halaber, elementu garestiak direla; beraz, modu egokian tratatu eta erabili behar ditugu. Kontuan izan beharrekoak: Ahal den guztietan, zuzenean eskuekin ukitzea saihestu behar da; eskularruak, lagungarriak edo euskarriak erabili behar ditugu. Zuzenean manipulatzen direnean, eskuek lehor eta garbi egon behar dute; gainera, kalek ahalik eta denborarik laburrena egon behar dute eskuekin µm





.")
132 324 Muntaketa eta mantentze mekanikoa kontaktuan, zeren eta, bero-transmisio bidez, aldatu egingo baita izan behar duten erreferentziako tenperatura (20 C). Jakina, inoiz ez zaie neurtzeko gainazaletatik heldu behar. Kalek beren kutxatiletan behar bezala gordeta egon behar dute beti, giro zikin edo hezeetatik babestuta. Halaber, ez da komeni denbora luzean akoplatuta utzi behar, desakoplatzean hondatzeko arriskua baitago. Erabili behar ditugunean, ikuzlarru batekin kontuz garbitu behar dira, irristatze eta akoplamendu zuzena ziurtatzeko. Erabiltzea bukatzean, berriro ere garbitu beharko ditugu blokeak, eta, jarraian, olio neutro egoki bat emango diegu aurpegi guztietan. Batzuetan, baselina erabiltzen da. Saihestu egin behar dira kalen kolpeak edo erorikoak; horregatik, erabili behar direnean, gainazal bigunen gainean jarri behar dira: zura, zapia, papera, etab. Saihestu egin behar da, halaber, gehiegizko presiopean jartzea egiaztatu beharreko zuloetan sartzean. Jakin behar dugu ezen, kala sorta bat ahokaleku batean sartzen dugunean, marruskadurazko irristatze leun batek adieraziko duela neurria. Kalak erabiltzean kontuan hartu beharreko puntu garrantzitsu bat elkarrekin akoplatzeko modua da, pilaketa jakin bat sortzeko egiten dena (76. irudia). Kalak bata bestearekiko perpendikular jarri behar dira, eta haien aurpegiak erabat bermatuta elkarren kontra. Gero, haien kontra presio pixka bat egin behar da, eta, aldi berean, irristarazi eta birarazi egin behar dira, lerrokatuta gera daitezen (77. irudia). Posizio horretan, kalek erakarpen molekularrez elkarri lotuta egon behar dute (78. irudia). Ikusten badugu bat-batean askatzen direla, egiaztatu behar dugu haien erreferentziako gainazalek ez dutela kolperik edo deformaziorik. Egoera egiaztatzeko, neurtzeko mahai artekadun batetik 78. irudia. Kala akoplatuak. 76. irudia. Kala bereiziak. pasaraz ditzakegu aurpegiak. Irtengunerik balitz, zarata sortuko litzateke higitzean, irtengune horrek jauzi egingo bailuke mahaiko arteken gainean. Irtengunea ezabatzeko, diabasazko harri bat erabil genezake. 77. irudia. Kalen akoplamenduaren irudi-sekuentzia. Bloke patroietarako lagungarri sortak ere ezagutu behar ditugu (78. irudia). Haiei esker, barnealdeetarako neurgailuak egiaztatu daitezke, piezak markatu, etab. Blokea eratuko duten kalak kalkulatzeko, gauzatu beharreko neurriaren dezimal txikienetik hasi behar da (79. irudia), eta saiatu behar da ahal den kala kopururik txikiena hautatzen eta kala meheak saihesten. Lodiera txikiko blokeak dituen sorta bat dugunean, kala handien artean kokatuko ditugu, deforma ez daitezen.



133 Metrologia dimentsionala 325 Egiaztatu beharreko neurria: 17, taula. 112 piezako sorta 87 piezako sorta 1. blokea 1,007 1, blokea 1,05 1,05 3. blokea 15,5 7,5 4. blokea irudia. Patroi angeluarrak Elementu horien bidez, pieza batek beste plano batekiko duen angelua egiaztatuko dugu. Badira patroiak 90, 180 edo nahi den angelua gauzatzen dutenak. Jarraian, garrantzitsuenak aztertuko ditugu: Marmolak Esan dezakegu marmolak plano bat zehazki gauzatzen duten egiaztatze-elementuak direla. Lehenago beste patroiekin gertatzen zen bezala, esango dugu marmola dela gure lanpostuan izan dezakegun gainazalik lauena; beraz, gainerako piezetarako erreferentzia-planoa izango da. Marmolen zeregin nagusia lautasuna egiaztatzea da, baina erreferentzia-planotzat ere erabiltzen dira: haien gainean lekualdatzen dira konparagailuen euskarriak, angeluak egiaztatzen dira, piezak trazatzen dira gramilarekin, neurketak egiten dira pieza marmolean bermatuz eta neurtzeko zutabea haren gainean irristaraziz, etab. Beraz, marmolaren ezaugarri nagusia zera izango da: aurpegi bat guztiz lau eta leundua izatea. Osaerari dagokionez, honelakoak aurkituko ditugu: Burdinurtuzko marmolak (79. irudia): burdinurtu perlitiko egonkortuzkoak dira; hala, hondartentsioak ezabatzen dira, eta dimentsioen egonkortasuna ziurtatzen da denboran zehar. Laneko gainazalaren lautasuna arteztuz eta gero lapeatuz lortzen da. Behealdean, nerbio batzuk izaten dituzte, marmolari zurruntasuna eta arintasuna emateko (80. irudia). Hiru punturen gainean bermatu ohi dira, asentatzea errazteko. Tamaina handia dela-eta asentatzeko puntu gehiago dituztenean, puntu horiek hari-neurri fineko torloju batzuen bidez erregula daitezke. Gainera, garraioa errazteko, alboetan heldulekuak jartzen zaizkie. Harri naturalezko marmolak (81. irudia): granitozkoak izaten dira, eta, aurrekoen aldean, badituzte abantaila batzuk, ez baitira herdoiltzen; horrenbestez, ez dute behar ia bat ere mantentze-lanik. Ez dute lautasuna alda dezakeen barne-tentsiorik. Kolpe baten ondorioz, ez da irtengunerik sortzen; aitzitik, krater bat sortuko litzateke, eta marmolean ez litzateke goragunerik agertuko. Gainazala iluna eta distiragabea denez, neurketetan erabiltzen diren gailuen irakurketa errazten da, baita koloratzaileak erabiltzea ere, hala nola Prusiako urdina. 79. irudia. Burdinurtuzko marmola. 80. irudia. Marmolezko nerbioak. 81. irudia. Granitozko marmola.
. Alakatuta egoten dira, eta erpina biribildua.")
134 326 Muntaketa eta mantentze mekanikoa Erregelak 180 -ko angelu bat definitzen duten patroiak dira. Altzairuzkoak edo burdinurtuzkoak izan daitezke, eta forma eta tamaina ugaritakoak dira. Erregela 300 mm baino laburragoa bada, erregelatxo deritzo (82. irudia). Alakatuta egoten dira, eta erpina biribildua. Alakak kontaktu-zona bistaratzea errazten du, eta gainazalak zeharkatzen dituen argi-arrastoa ikusten da. Tamaina txikiko piezetarako erabiltzen dira. Badira, halaber, sekzio triangeluar edo laukizuzena duten egiaztatze-erregelak ere; laneko ertz bat baino gehiago dituzte (83. irudia). Beste sekzio batzuk 82. irudia. Egiaztatze-erregela 83. irudia. 84. irudia. Luzera handiagoak behar izanez gero, erregelak erabiltzen dira (84. irudia). Haien sekzioa ez da aurrekoena bezalakoa izaten: forma errektangularra, "T" edo "I" forma izaten dute. Badira 2,5 m baino luzeagoak ere, eta, arintzeko, gorputzean zehar zuloak egiten zaizkio. Tamaina handiko elementuen lautasuna egiaztatzeko erabiltzen dira; adibidez, makinen eta antzekoen gidetarako. Eskuairak Beren aurpegien artean 90 sortzen dituzten patroiak dira. Bi gainazalen perpendikulartasuna egiaztatzeko erabili ohi dira, baina, batzuetan, baita lautasuna egiaztatzeko edo marraketarako ere. Zer aplikaziotarako diren, mota bateko edo besteko eskuairak erabiltzen dira. Kalitateko altzairuzkoak izaten dira, edo altzairu herdoilgaitzezkoak, eta bada modeloren bat edo beste burdinurtuzkoa ere. Eskuaira ohikoenak hauek dira: eskuaira lauak, alakatuak (85. irudia) eta hegaldunak (86. irudia). Argi-zirrituaren metodoaren bidez erabiltzen dira; beraz, eskuaira alakatua badago, egiaztapena sinpleagoa eta zehatzagoa izango da. Honela erabiltzen da: lehenik, eskuairaren alde bat piezaren kontra jarri behar da, eta pixkanaka jaitsiz joan behar da beste besoak egiaztatu beharreko gainazala ukitzen duen arte (87. irudia). Egiaztatzean, kontuz jardun behar dugu, egiaztapena egiteko erabiltzen den eskuairaren gainazala ez arrastatzeko. Batzuetan, marmol batekin batera erabiliko dugu eskuaira: marmolaren gainean bermatuko dira hala pieza nola eskuaira. Eskuaira alakatua Eskuaira ezartzeko higidura Egiaztatu beharreko pieza 85. irudia. 86. irudia. 87. irudia.

.")
135 Metrologia dimentsionala 327 Perpendikulartasun-patroi horien barnean, patroi-eskuaira zilindroak aipatu behar ditugu. Fin arteztutako zilindroak dira, eta haien bermatzeko oina koroa zirkular bat da; koroa hori ere aurreko eragiketan bertan arteztua izan denez, ziurtatuta dago, bai bermatze egokia, bai eta zilindroa eratzen duten sortzaileen oinarriarekiko perpendikulartasun erabatekoa ere. Horrelako zilindroak piezak egiaztatzeko erabil daitezke marmol baten laguntzaz, baina, batez ere, eskuairak berak egiaztatzeko erabiltzen dira (88. irudia). Duten abantaila zera da: arrabolaren eta egiaztatu beharreko elementuaren arteko kontaktu-zona lerro bat besterik ez denez, bi gorputzak zeharkatzen dituen argi-zirritua aratzago ikus daiteke. Ikusi berri ditugun gailuez gainera, batzuetan, 90 -ra ez dauden gainazalak egiaztatu beharko ditugu. Horretarako, badira beste angelu batzuk hala nola 135, 120, 60, 45 gauzatzen dituzten eskuairak. Badira angelu-txantiloiak ere, baita sasieskuairak ere; haien bidez, bi gainazalek osatzen duten angelua hartu ahal izango dugu. 88. irudia. Eskuaira eta zilindro patroia. Kala angeluarrak Batzuetan, angelu bat, edozein, egiaztatu beharko dugu, eta arazoa izango da nola gauzatu zehaztasunez angelu hori. Horretarako, kala angeluarrak erabiltzen dira. Bloke patroiak 89. irudia. dira, lehenago ikusitakoen antzekoak, baina ziri-forma dute; beraz, angelu bat gauzatzen dute beren aurpegietariko biren artean. Abantaila zera da, kala kopuru txiki batekin konbinazio asko egin ahal izatea, zeren, jartzeko posizioaren arabera, angeluen batura edo kendura lortuko baitugu (90. irudia). Kala angeluarren sorta oso batek bloke karratu bat eta 16 kala angeluar ditu, balio hauetakoak: Graduen 6 bloke: 1, 3, 5, 15, 30, 45 Minutuen 5 bloke: 1, 3, 5, 20, 30 Segundoen 5 bloke: 1", 3", 5", 20", 30" 90. irudia. Kalen posizionatzea. Pieza horien bidez, milaka konbinazio lor daitezke, bai eta 0 eta 99 bitarteko angeluak ere, segundo bateko zehaztasunarekin. Txantiloiak (pasa ez pasa) "Pasa ez pasa" txantiloiak errealitate bihurtutako neurri-perdoi baten adibiderik onena dira. Esan genezake perdoi gauzatu bat direla. Egiaztagailuak dira, bi neurri dituztenak: gutxieneko bat eta gehieneko bat; beraz, erabiltzen ditugunean, egiaztatzen ari den pieza neurri horien barnean dagoen jakingo dugu. Ezin dugu

136 328 Muntaketa eta mantentze mekanikoa piezaren magnitude jakin bati buruz hitz egin; horregatik, sistema hau atributu bidezko kontrolsistema batean aplikatzekoa da. Adibide bat erabiliko dugu azaltzeko: produkzio-sistema bat zuloak egiten ari baldin bada Ø 30 H7 espezifikazioarekin (91. irudia), baldintzatzen ari da, duen perdoiagatik, neurri izendatuaren gehieneko oszilazioa 0 µm; +21 µm izatea. Horrek esan nahi du zuloek izan dezaketen gutxieneko eta gehieneko neurriak 30 eta 30,021 mm izango direla, hurrenez hurren. Orain, 30,0001 mm-ko diametroko zilindro bat prestatuko bagenu eta zuloetan sartuz joango bagina, sartu egin beharko luke guztietan. Aitzitik, 30,021 mm-ko beste bat prestatu eta eragiketa errepikatuko bagenu, ezingo luke bat ere zeharkatu. Baldin eta baldintza horiek betetzen badira, esan daiteke zulo guztiak perdoien barnean daudela. Pieza-serieak egiaztatzen baditugu, bereziki interesgarria da horrelako prozedurak aplikatzea, zeren eta, eragiketa sinplea eta azkarra denez, abantaila nabarmena baitute neurketa konbentzionalen aldean. Egiaztatze-prozesuan, "pasa" aldea sartu behar da piezan, eta nabaritu behar da marruskadura leunez irristatzen dela. Pieza ez da behartu behar, zeren eta, sartuko balitz ere, neurketa-errore bat egingo genuke. Jarraian, "ez pasa" aldea sartzen saiatu behar da, eta ikusi behar da ez dela sartzen. Urrats horiek hala gertatzen badira, esan dezakegu pieza baliozkoa dela eta haren neurria espezifikatutako perdoien barnean dagoela. Prozedura hori piezaren inguruaren zenbait posiziotan errepikatu behar da. Horrelako txantiloiak honela sailkatu ditzakegu: Barnealdeetarako txantiloiak.- Hutsuneak edo zuloak egiaztatzeko erabiltzen dira. Formaren arabera, hauek izango ditugu: "tanpoi-txantiloiak", "txantiloi lauak" eta "hagaxka-txantiloiak". Tanpoi-txantiloiak: Tamaina txikiko zuloetarako erabiltzen dira, hau da, 100 mm-tik beherakoetarako. Gorputz zentral bat dute, heltzeko balio duena, eta bertan adierazita dago gauzatzen duten perdoia. Muturretan txantiloiak edo egiaztatze-buruak dituzte: bat gehieneko neurrikoa, "ez pasa aldea", eta beste bat gutxieneko neurrikoa, "pasa aldea". "Ez pasa" aldea eraztun gorri batez nabarmenduta dago, berehala antzemateko zein den. Beheko perdoia Goiko perdoia 91. irudia. Irudi honetan bi tanpoi-kalibre erakusten dira, eta haien atal guztiak identifikatzen dira, baita gauzatzen dituzten perdoiak ere. Pasa aldea Perdoia Ez pasa aldea Txantiloi lauak: Txantiloi hauek tamaina ertaineko zuloetarako erabiltzen dira, gutxi gorabehera 100 eta 250 mm bitarteko diametrokoetarako. Binaka erabiltzen dira, batek neurri txikia baitu, eta besteak, berriz, neurri handia (92. irudia). Kontaktu-zona zilindrikoak dituzte, eta bi haztagailuek zentro komun bat dute. Txantiloi hauek, aurrekoekin gertatzen zen bezala, arrasto gorri bat dute "ez pasa" aldea identifikatzeko.

137 Metrologia dimentsionala 329 Pasa txantiloi laua Ez pasa txantiloi laua Hagaxka-txantiloia Identifikatzeko arrastoa Identifikatzeko arrastoa 94. irudia. 92. irudia. Ez pasa hagaxka-txantiloia Pasa hagaxka-txantiloia Egiaztatu beharreko pieza Identifikatzeko arrastoa Egiaztatu beharreko pieza 93. irudia. Hagaxka-txantiloiak: Zulo handietarako erabiltzen dira. Bi mutur esferikori eusten dien hagaxka zentral batez osatuta daude (93. irudia). Helduleku bat ere izan dezakete, txantiloi lauen kasuan bezala (94. irudia). Aurrekoak bezala erabiltzen da. Kanpoaldeetarako txantiloiak Orain arte, zuloak egiaztatzeko muga-txantiloiei buruz hitz egin dugu, baina eragiketa berdinak egin daitezke ardatzetan ere. Horretarako, kanpoaldeetarako txantiloiak erabiliko ditugu. Ohikoenak "ferra-txantiloiak" dira. Eskuarki, ferra bikoitzeko forma izaten dute (95. irudia): parte bat gutxieneko neurrira dagokio, eta bestea gehienekora. Ikusi ditugun gainerako txantiloietan bezala, "ez pasa" aldea identifikatzeko marka bat dute (96. irudia). Egiaztatu beharreko ardatzaren diametroa 100 mm baino handiagoa denean, ferra bakuneko txantiloi bikote bat baliatzen da, erabilgarriagoak direlako (97. irudia). Badira, halaber, ferra bakuneko txantiloiak, aho bakar batean gutxieneko eta gehieneko neurriak gauzatzen dituztenak (98. irudia). Haztagailuen kanpoaldean "pasa" aldea egongo da; jarraian, irtengune bat egongo da "ez pasa" aldea gauzatzeko. Beraz, pieza zuzena izango bada, gehieneko neurriaren atalak baino ez da sartuko, eta, ondoren, blokeatuta geldituko da. Adierazten dituen perdoiak txantiloiaren ahaoan bertan grabatuta egoten dira. Ferra bikoitzeko txantiloia Ez pasa aldea Pasa aldea Ez pasa arrastoa 95. irudia. 96. irudia.

138 330 Muntaketa eta mantentze mekanikoa Ferra-txantiloien bikotea Ez pasa arrastoa 97. irudia. Ez pasa aldea Pasa aldea 98. irudia. Ikusi berri ditugun txantiloi finkoez gainera, badira txantiloi doigarriak ere, nahi diren neurriak ezarri ondoren diametro sorta bat egiaztatzeko balio dutenak. Ferra-txantiloi baten forma bera dute: ahoetako bat finkoa da, eta besteak bi asentu erregulagarri ditu. Txantiloi bereziak. Talde honetan, harietarako muga-txantiloiak ere sar ditzakegu. Dagoeneko ikasi dugunarekin, ulertuko dugu zulo edo ardatzetarako txantiloiek bezala funtzionatzen dutela, "pasa ez pasa" txantiloiak baitira; baina, kasu honetan, hariak egiaztatzeko erabiltzen dira. Horregatik, torloju edo azkoin gisako batzuk izango ditugu, gehieneko eta gutxieneko neurriekin, egiaztatu beharreko elementuetara 99. irudia. ahokatuko direnak. Torlojuetarako, ferra- edo eraztun-txantiloiak erabiltzen dira. Azkoinetarako, berriz, txantiloi arrak erabiltzen dira. Badira, halaber, perdoi-kalibre bereziak erloju konparatzaile batez hornituak (99. irudia), bai eta neurketa mota bakoitzera egokitutako beste tresna asko ere. Hariak egiaztatzea "Piezak elkarri lotzea" unitatean, sakon aztertu ditugu hari-sistemak eta haien elementu eta dimentsio nagusiak. Ikusi berri dugun "pasa ez pasa" kalibre-sistemaren bidez, gorputzaren diametroa, batez besteko diametroa eta kanpo-diametroa egiaztatu ahal izango ditugu. Hala ere, egiaztatzeaz gainera neurtu ere egin nahi badugu, beste prozedura batzuk erabiliko ditugu. Kanpo-diametroa neurtzea Torlojua Kanpo-diametroa neurtzea neurketarik errazena da, neurgailu konbentzional baten bidez kalibre bat edo mikrometro bat neurria lortuko baitugu haztagailuak torlojuaren perimetroarekin kontaktuan jartze hutsez. Barne-diametroa neurtzea Barne-diametroa aurkitzeko, hariaren gorputz edo nukleoarekin zuzenean kontaktua egingo duten haztagailu batzuk, mikrometroan muntatuak, erabili beharko ditugu (100. irudia). Haztagailuak barne irudia.

139 Metrologia dimentsionala 331 Batez besteko diametroa neurtzea Torlojuetan egiaztatu beharreko diametrorik garrantzitsuena da, zona horretan gertatzen baita torlojuaren eta azkoinaren harien arteko kontaktua. Bere definizioaren arabera, diametro hori triangelu sortzailearen altueraren erdian dago, eta hori jakin behar dugu gero kalkulua egin ahal izateko. Diametro hori egiaztatzeko sistemen artean, hauek dira nabarmentzekoak: 101. irudia. Mikrometro puntadunarekin egiaztatzea. Neurketa horretarako, kanpoaldeetarako mikrometroak erabiltzen dira, haztagailuetan "V" eta kono-formako kontaktu batzuk 102. irudia. akoplatuta (101. irudia), neurtu nahi den hariaren profilarekin doi-doi ahoka daitezen (102. irudia). Akoplamendu hori perfektua izan dadin, 60 -ko kontaktuak hautatu beharko dira sistema metrikoko torlojuak neurtzeko, edo 55 -koak, Whitworth torlojuak direnean. Kontuan hartu behar dugu, orobat, hari-neurria. Hasteko, neurgailua kalibratu beharko dugu; 0-25eko mikrometroak badira, haztagailuak kontaktuan jarriko ditugu, eta egiaztatuko dugu neurgailuak "0" adierazten duela. Neurketaren eremua handiagoa denean, neurgailuak kalibrazio hori egiteko dituen patroiak erabiliko ditugu. Arrabol kalibratuen bidezko egiaztapena. Prozedura honek lortzen ditu emaitzarik zehatzenak. Mikrometro bat erabiltzen da, eta haren muturretan arrabolak akoplatzen dira. Haztagailu batean hagaxka kalibratu bat jartzen da, eta bestean bi hagaxka. Hagaxka guztiek diametro bera izan behar dute; hala, torlojura hurbiltzean, hariaren baoetan kokatuko dira, eta batezbesteko diametroan ukituko dute haria. Kontaktua batez besteko diametroari dagokion puntuan, edo haren inguruan, gertatzen dela ziurtatzeko, beharrezkoa da erabili beharreko arrabolen diametroa aldez aurretik kalkulatzea. Eman dezagun sistema metrikoko torloju bat dela (103. irudia): a a 0,25 p d = 2 r = 2 0,289 p = 0, 578 p cos 30º = r = = = 0,289 p r cos 30º cos 30º a tag30 º = a = h tag30º = 0,866 p tag30º = 0, 25 p h Arrabolen diametroa kalkulatzeko triangeluak ARRABOLA TORLOJUA 103. irudia.
140 332 Muntaketa eta mantentze mekanikoa Whitworth torloju bat izango balitz, hau izango litzateke erabili beharreko egiaztatzearrabolaren diametroa: d = 0, 5636 p Lortutako emaitzatik gertuen dagoen diametroko arrabolak hautatu behar ditugu. Neurtzen dugunean, mikrometroak 104. irudian agertzen den "L" neurria emango digu. Balio horrekin, torlojuaren batez besteko diametroa kalkulatuko dugu. Sistema metrikoko torlojuetarako, honela egin behar dira kalkuluak: TORLOJUA ARRABOLA TORLOJUA 104. irudia. h d 2 = L 2r 2a + 2 = L 2r 2(2r) + h = L 2r 4r + h = 2 = L 6r + h = L 3d + h = L 3d + 0,866 p = d 2 r r sin 30º = a = = a sin 30º r = = 2r = a 0,5 Whitworth torlojuak ditugunean, hau izango da batez besteko diametroa: d = L 3,166 d + 0, 9605 p 2 Gurpilak egiaztatzea Gurpil baten neurriak egiaztatzeko prozedura eta neurgailu egokiak behar dira, eragiketa horiek arretaz egin behar direlako. Neurgailu sinpleekin egiaztatu ahal izango ditugun neurririk ohikoenak hauek izango dira: Hortzaren buruaren lodiera eta altuera: beste prozedura zehatzago batzuk badira ere, engranajeetarako kalibre erabili ohi da eragiketa horretarako (105. irudia). Neurgailu horren bidez, hortzaren zabalera eta buruaren altuera aldi berean neur ditzakegu (106. irudia). Hala ere, kontuan izan behar dugu egiazta ditzakegun neurriak zehazki ez datozela bat hortzaren lodierarekin ezta altuerarekin ere, zeren eta, lerro zuzenak neurtzen direnez, neurgailuak ez baitu adierazten arkuaren neurria, eta, lodieraren kasuan, neurgailua jatorriko diametroari dagokion ertzean bermatzen denez, hortzaren buruaren altuera ez baita erabat zehatza. Lortu behar ditugun neurriak s eta h ac dira, eta honela kalkulatzen dira (107., 108. eta 109. irudiak): ( 1 cos µ ) d p h ac = m + s = d sin µ 2 p µ = 90 z

141 Metrologia dimentsionala irudia irudia irudia irudia irudia. Gurpilaren hortz kopurua txikia denez, neurri-diferentziak nabarmenagoak dira hortz kopurua handia denean baino. Dimentsio horiek neurtzeko beste sistema zehatzago batzuetan, erloju konparatzaileak erabiltzen dira. Zenbait hortzen arteko distantzia: hortzen arteko distantzia neurtzea erraza da; aski da, horretarako, mikrometro platertxodun bat erabiltzea (110. irudia). Sistema horrekin, oinarrizko zirkunferentziaren gainean hartzen da neurria; beraz, gurpilaren oinarrizko lodiera zehazten da. Hortz batzuk neurtu ohi dira, eta, gero, tauletan egiaztatzen dira lortutako datuak. Eszentrikotasuna egiaztatzea: jatorriko diametroaren zentroa gurpilaren zentroarekin bat ez datorrenean sortzen da errore hori. Egiaztatzeko, hortzen baoetan sartutako arrabol bat erabil daiteke, neurria konparagailu batekin egiaztatuz eta engranajea biratuz beste bao batera iritsi arte, han arrabola berriro sartu eta haztatzea errepikatzeko (111. irudia). Engranajeak ardatz finko batean asentatuta egon behar du, eta biratzeko aukera izan.
 (112.")

142 334 Muntaketa eta mantentze mekanikoa Gurpilaren biraketa Erloju konparatzailea Arrabola Mikrometro platertxoduna 110. irudia irudia. Koordenatu bidez neurtzeko makina (CMM, coordinate measuring machine) (112. irudia) Koordenatu-sistema René Descartes filosofo eta matematikariak asmatu zuen, eta, hari esker, gorputz baten ezaugarriak multzo osoarekiko erlazioan azter ditzakegu. Neurketa-printzipioa koordenatu-sistema batean oinarritzen da. Esan genezake "Erreferentzia kartesiarreko sistema" baten adierazpen fisikoa dela. Erabiltzen diren koordenatu-sistemei dagokienez, bereizketa bat egin daiteke: Makinaren koordenatu-sistema: makinak egin ditzakeen higidurak hartzen ditu erreferentziatzat. Piezaren koordenatu-sistema: jatorriko ardatzak piezaren gainazal batzuk erreferentziatzat harturik hartzen dira. Neurketak egiteko, ukipen-sentsore bat erabiltzen da; haren punta material gogorrezko esfera bat da, zehaztasunari dagokionez berebiziko kalitat akoa (113. irudia). Haztagailuak pieza ukitzen duen bakoitzean, sentsoreak detektatu egiten du. Une horretan haztagailuak espazioan zer posizio duen jakina denez, eta diametroa ere jakina denez, automatikoki kalkulatzen dira hartutako koordenatu guztiak, eta, azkenik, neurketaren emaitza lortzen da. Teknika hori garatuz, ukipenik gabeko sentsoreak (laser bidezkoak) garatu dira, inguru-lerro konplexuko piezetan neurketa jarraitua egiteko gai direnak irudia irudia.
143 Metrologia dimentsionala 335 Neurri-perdoiak Neurri erabat zehatzeko piezak egitea ezinezkoa denez, ontzat emango ditugu neurri-tarte baten barnean dauden piezak. Hala, balio izendatu batetik abiaturik ontzat ematen den neurridiferentziari perdoi deritzo. Kontuan izan behar dugu perdoiei buruz hitz egiten dugunean erabiltzen den unitatea mikrometroa (µm) dela beti. Oinarrizko kontzeptuak Perdoiak behar bezala interpretatzeko, kontzeptu batzuen esanahia ulertu behar dugu. Hauek dira: Ardatza: beste elementu batean ahokatuta edo sartuta jar daitekeen edozein elementu, formaz zilindrikoa zein prismatikoa izan. Zuloa: ardatza har dezakeen zona. Neurri izendatua (M n ): planoetako kotetan adierazten den balioa da; perdoiak kalkulatzeko oinarria da. Balio hori adierazten duen lerroari lerro izendatu (ln) deritzo. Neurri eraginkorra: piezak neurtzeko prozesuetatik lortzen den dimentsioa. Gehieneko neurria (M max ): dimentsioak har dezakeen gehieneko balioa pieza ontzat eman ahal izateko. Gutxieneko neurria (M min ): dimentsioak har dezakeen gutxieneko balioa pieza ontzat eman ahal izateko. (d s ): gehieneko neurriaren eta neurri izendatuaren arteko diferentzia. d M s = max M n (d i ): gutxieneko neurriaren eta neurri izendatuaren arteko diferentzia. d M i = min M n Goiko zein beheko diferentziek balio positiboa zein negatiboa izan dezakete. Perdoia: pieza bat egitean izan dezakegun errore-tarte osoa. T = M max M min = d s d i Baldin eta adibidetzat jartzen badugu ardatz bat, zeinaren diametroak izan behar baitu eta neurriko zulo batean ahokatu behar baitu, hau izango dugu (114. irudia): Ardatzaren balioak: Neurri izendatua = 40 Gehieneko neurria = 40,011 Gutxieneko neurria = 39,995 = 0,011 = 0,005 Perdoia = 0,016 Perdoia = 0,016 Gutxieneko neurria = 39,995 Neurri izendatua = 40,000 Gehieneko neurria = 40,011 Perdoia = 0,025 Neurri izendatua = Gutxieneko neurria = 40,000 Gehieneko neurria = 40,025 Zuloaren balioak: Neurri izendatua = 40 Gehieneko neurria = 40,025 Gutxieneko neurria = 40 = 0,025 = 0 Perdoia = 0, irudia.
144 336 Muntaketa eta mantentze mekanikoa Ahokadurak Ardatzaren eta zuloaren perdoien arteko konbinazioaren arabera, zenbait ahokadura mota egin daitezke; hau da, ardatza modu batean baino gehiagotan akoplatu ahal izango da zuloan: Doikuntza lasaia: ardatzaren eta zuloaren artean beti lasaiera duen akoplamendua da. Bi elementuen arteko lotura arazorik gabe egiten da, zuloa ardatza baino handiagoa izango baita beti. Lotura horretan, hauek kalkula daitezke: Gehieneko lasaiera (Jmax).- Zuloak izan dezakeen neurririk handienaren eta ardatzak izan dezakeen neurririk txikienaren arteko diferentzia. J max = M max( zuloa) M min( ardatza) Gutxieneko lasaiera (Jmin).- Zuloak izan dezakeen neurririk txikienaren eta ardatzak izan dezakeen neurririk handienaren arteko diferentzia. J min = M min( zuloa) M max( ardatza) Ahokadura finkoa: ikusi berri dugun egoeraren alderantzizkoa da. Ardatzaren diametroa zuloarena baino handiagoa izango da; beraz, lotura behartua izango da, eta akoplamendua mazo edo prentsa baten bidez egin beharko da. Kasu hauek gerta daitezke: Gehieneko finkatzea (A max ).- Ardatzak izan dezakeen neurririk handienaren eta zuloak izan dezakeen neurririk txikienaren arteko diferentzia. Amax = M max( ardatza) M min( zuloa) Gutxieneko finkatzea (A min ).- Ardatzak izan dezakeen neurririk txikienaren eta zuloak izan dezakeen neurririk handienaren arteko diferentzia. Amin = M min( ardatza) M max( zuloa) Ahokadura zehaztugabea: egoera horretan, perdoiek aukera emango dute piezen arteko akoplamendua lasaia edo finkoa izan dadin. Horrenbestez, egoera horretan ezin dugu jakin zein den ardatzaren eta zuloaren arteko ahokadura mota. Perdoien ISO sistema Perdoiak nazioarteko sistema baten arabera normalizatuta daude, eta sistema horren parametro batzuk ezagutu behar ditugu: Perdoiaren kalitatea: 20 perdoi-kalitate (2. taula) ezarri dira, dimentsio batek har dezakeen neurri-tartea hau da, perdoiaren anplitudea adierazten dutenak. Honela sailkatzen dira: IT01, IT0, IT1-etik IT18-raino. Perdoiaren kalitatea hainbat handiagoa izango da piezen tamaina zenbat eta handiagoa izan. Horregatik, perdoi-unitatea ezarri da, aldaketa horren tartea zehazteko. Honela kalkulatzen da: 3 i = 0,45 D + 0, 001 D, non i perdoi-unitatea baita eta D, berriz, diametro taldeen muturreko balioen batez besteko geometrikoa: D = Dmin. Perdoi-unitatea konstante batez D ma x biderkatuko da; konstante hori dugun perdoi-kalitatearen araberakoa izango da (116. taula) taula. Kalitatea IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 Perdoia 7i 10i 16i 25i 40i 64i 100i 160i 250i 400i 640i 1000i 1600i 2500i Parametro horrekin, perdoiak eskatzen duen zehaztasuna besterik ez dugu jakingo, eta ezingo dugu jakin zer aldaketa onartzen diren neurri izendatutik abiaturik. Horregatik, parametroren bat gehiago behar dugu, pieza batek har ditzakeen neurriak osorik definitu ahal izateko.
145 Metrologia dimentsionala irudia. Diametro taldeak IT 01 IT 0 IT 1 IT 2 IT 3 IT 4 IT 5 IT 6 IT 7 KALITATEAK IT 8 IT 9 IT 10 IT 11 IT 12 IT 13 IT 14 IT 15 IT 16 d <= < d <= < d <= < d <= < d <= < d <= < d <= < d <= < d <= < d <= < d <= < d <= < d <= Berebiziko zehaztasuna Txantiloiak eta zehaztasun handiko piezak Piezetako ohiko doikuntzak Doikuntza behar ez duten piezak edo elementuak Perdoiaren posizioa: haren bidez, erreferentzia-lerrotik gertuen dagoen diferentziaren egoera adierazten da, goikoa edo behekoa. Diferentzia horri erreferentziako diferentzia deritzo (117. irudia) irudia. di = erreferentziako dif. di = 0 = erreferentziako dif. ds = erreferentziako dif. ISO arauaren arabera, perdoi-zonek 27 posizio har ditzakete, eta letra bidez identifikatzen dira. Zuloak direnean, letra larriak izango dira; ardatzen erreferentzia direnean, berriz, letra xeheak. Beraz, hauek izango ditugu: Ardatzak (118. irudia). "a" posiziotik "g"-raino, perdoi-zona neurri izendatuaren azpitik egongo da. "h" posizioaren goiko diferentzia, (d s ), zero izango da, erreferentziako diferentzia izateagatik; behekoa piezaren neurri izendatuaren azpitik egongo da. "j" eta "k" posizioetan, perdoi-zona neurri izendatuaren gainetik egongo da. Posizio horietatik aurrera, gainerako guztiak diametro izendatuaren gainetik egongo dira. Zuloak (119. irudia) Zuloen kasuan, esan genezake berdin gertatzen dela, baina alderantziz; hau da: "A" posiziotik "G"-raino, perdoi-zona neurri izendatuaren gainetik egongo da. "H" posizioaren beheko diferentzia, (d i ), zero izango da, erreferentziako diferentzia izateagatik; goikoa piezaren
146 338 Muntaketa eta mantentze mekanikoa neurri izendatuaren gainetik egongo da. "J" eta "Js" posizioetan, perdoi-zona neurri izendatuaren gainetik egongo da. "K", "M" eta "N" zona goikoa izango da. Posizio horietatik aurrera, gainerako guztiak neurri izendatuaren azpitik egongo dira. ARDATZAK Erreferentziako diferentzia = ds Erreferentziako diferentzia = di Diferentzia positiboak Diametro izendatua Diferentzia negatiboak 118. irudia. ZULOAK Erreferentziako diferentzia = di Erreferentziako diferentzia = ds Diferentzia positiboak Diametro izendatua Diferentzia negatiboak 119. irudia. Perdoien irudikapena Plano bat ikusten dugunean, perdoiak bi modutara izendatuta aurkitu ditzakegu: 1. Zenbaki bidez.- Akotazioan zenbaki bat aurkituko dugu, piezaren edo elementuaren neurri izendatua adierazten duena. Balio horri bi zenbaki laguntzen diote, zeinu positibo edo negatibokoak eta goi-indize moduan jarriak, perdoiaren goiko eta beheko diferentzia adierazten dutenak. Zeinuak zona erakusten du diametro izendatuarekiko (120. irudia). 2. Sinbolo bidez.- Irudikatzeko, diametro izendatuaren balioaz gainera, perdoia letra batez eta zenbaki batez osatuta egongo da, perdoiaren posizioa eta kalitatea adierazteko, hurrenez hurren. Letra larria denean, zulo bati dagokio; xehea denean, ardatz bati. Kontuan izan beharko dugu perdoi-zonaren anplitudea piezaren tamainaren araberakoa izango dela; hainbat handiagoa izango da zenbat eta handiagoa izan izendatzen den elementua (121. irudia).
147 Metrologia dimentsionala 339 (20 hari) (20 hari) 120. irudia irudia. Doikuntza-sistemak Piezen arteko edozein doikuntza guztiz zehazturik geldituko da ardatzaren eta zuloaren perdoiaren bidez, elkarrekin aztertuz gero. Zer aukera egiten den, era askotako konbinazioak lor daitezke; horrek fabrikatzeko eta egiaztatzeko konplikazio handiak ekarriko lituzke, eta kostuak ere handituko. Horregatik, konbinazio kopurua murrizteko, perdoi-sistema batzuk ezarri dira. Zuloa oinarriko sistema eta ardatza oinarriko sistema dira. Zuloa oinarriko sistema Sistema honetan, zuloaren perdoiak "H" letrak definitzen duen posizioa izango du beti. Beraz, zuloak izan dezakeen gutxieneko neurria bat etorriko da haren neurri izendatuarekin; horrek esan nahi du beheko diferentzia erreferentziakoaren berdina dela, hau da, zero. Zuloaren perdoia aurrez finkatuta dagoenez, ardatzarena erabili beharko dugu nahi dugun ahokadura lortzeko. Horren arabera, ahokadura lasaiak lortuko ditugu ardatzarentzat "a"-tik "h"-ra bitarteko letrek definitutako perdoi-zonak hautatzen ditugunean. "p"-tik "zc"-ra bitarteko posizioak hautatzen ditugunean, berriz, ahokadura finkoak izango ditugu. Ahokadura zehaztugabekoetarako, ardatz-perdoiek j, k, m eta n posizioak izango dituzte. Ahokaduraren izendapen osoa honela egiten da: 24H7/k6; lehenik, neurri izendatua adierazten da, eta, gero, zuloaren perdoia, zeinak, erabilitako sistemagatik, "H" letra izango baitu. Azkenik, ardatzaren perdoia jartzen da. Ardatza oinarriko sistema Sistema hau aurrekoaren alderantzizkoa da, baina oinarri bera du; beraz, ardatzaren perdoiak "h" letrak definitutako posizioa izango du beti. Beraz, ardatzak izan dezakeen gehieneko neurria bat etorriko da haren neurri izendatuarekin; horrek esan nahi du goiko diferentzia erreferentziakoaren berdina dela, hau da, zero. Ardatzaren perdoiak aurrez finkatuta dagoenez, zuloarena aldatu beharko dugu nahi dugun ahokadura lortzeko. Horren arabera, ahokadura lasaiak lortuko ditugu zuloarentzat "A"-tik "H"-ra bitarteko letrek definitutako perdoi-zonak hautatzen ditugunean. "P"-tik "ZC"-ra bitarteko posizioak hautatzen ditugunean, berriz, ahokadura finkoak izango ditugu. Ahokadura zehaztugabekoetarako, ardatz-perdoiek J, K, M eta N posizioak izango dituzte. Ahokaduraren izendapen osoa honela egiten da: 24h7/K6; lehenik, neurri izendatua adierazten da, eta, gero, ardatzaren perdoia, zeinak, erabilitako sistemagatik, "h" letra izango baitu. Azkenik, zuloaren perdoia jartzen da. Ikusi berri ditugun bi sistemetatik, zuloa oinarriko metodoa da erabiliena, zeren eta perdoiak zenbait neurri hartu ahal izango baitu; beraz, gauzatzeko zailena ardatzarena izango da, baina, kanpo-neurriak direnez, mekanizazioa errazagoa da. Jarraian, aurkituko ditugun neurri-perdoien taula batzuk aurkezten dira.
148 Perdoia A9 A11 A12 A13 B8 B9 B10 B11 B12 B13 C8 C9 C10 C11 D6 D7 D8 D9 D10 D11 D12 D13 E5 E6 E7 E8 E9 E10 F5 F6 F7 F8 F9 G5 G6 G7 "ZULOEN" neurri-perdoiak Hau baino gehiago (hemendik hasita) Honaino
149 Perdoia H1 H2 H3 H4 H5 H6 H7 H8 H9 H10 H11 H12 H13 H14 H15 H16 H17 H18 J6 J7 J8 JS1 JS2 JS3 JS4 JS5 JS6 JS7 JS8 JS9 JS10 JS11 JS12 JS13 JS14 JS15 Hau baino gehiago (hemendik hasita) Honaino
150 Perdoia JS 16 JS17 JS18 K5 K6 K7 K8 M5 M6 M7 M8 N5 N6 N7 N8 N9 N10 N11 P5 P6 P7 P8 P9 R5 R6 R7 R8 S5 S6 S7 S8 S9 T6 T7 U6 U7 Hau baino gehiago (hemendik hasita) Honaino
151 Perdoia V6 V7 X6 X7 X8 X9 X10 Y7 Z7 Z8 Z9 Z10 ZA8 ZA9 ZB8 ZB9 ZB10 ZB11 ZC8 ZC9 ZC10 ZC11 Hau baino gehiago (hemendik hasita) Honaino
152 Perdoia a9 a11 a12 a13 b8 b9 b10 b11 b12 b13 c8 c9 c10 c11 d6 d7 d8 d9 d10 d11 d12 d13 e5 e6 e7 e8 e9 f5 f6 f7 f8 f9 g5 g6 g7 Hau baino gehiago (hemendik hasita) 1 ARDATZEN neurri-perdoiak Honaino
153 Perdoia h1 h2 h3 h4 h5 h6 h7 h8 h9 h10 h11 h12 h13 h14 h15 h16 h17 h18 j5 j6 j7 js1 js2 js3 js4 js5 js6 js7 js8 js9 js10 js11 js12 js13 js14 js15 Hau baino gehiago (hemendik hasita) Honaino
154 Perdoia js 16 js17 js18 k4 k5 k6 k7 k8 k9 k10 k11 m4 m5 m6 m7 n4 n5 n6 n7 p4 p5 p6 p7 p8 r4 r5 r6 r7 s4 s5 s6 s7 s8 s9 t5 t6 Hau baino gehiago (hemendik hasita) Honaino
155 Perdoia t7 u5 u6 u7 u8 v5 v6 v7 x5 x6 x7 x8 x9 x10 y6 y7 z6 z7 z8 z9 z10 za7 za8 za9 zb7 zb8 zb9 zb10 zb11 zc8 zc9 zc10 zc11 Hau baino gehiago (hemendik hasita) Honaino
156




157 ELEMENTUAK EGIAZTATZEA ETA MAKINAK INSTALATZEA
158
159 Elementuak egiaztatzea eta makinak instalatzea Sarrera Muntaketa askotan, egiaztapenak egin beharko dira, lana amaitu ondoren, mekanismoek ondo funtzionatzen dutela ziurtatzeko. Makinak pieza multzoak dira; beraz, elementu horiek banaka egiaztatzea ezinbestekoa da behar ditugun funtzionamendu-ezaugarriak dituen ekipamendua lortzeko. Oso garrantzitsua da, halaber, makinak hartzeko, instalatzeko eta egiaztatzeko jarraitu beharreko prozedurak ezagutzea. Makina-elementuak egiaztatzea Hasteko, gehienetan egin beharko ditugun eragiketak ikusi behar ditugu. Hauek dira: Gainazalen lautasuna egiaztatzea. Gainazalen posizioa egiaztatzea. Ardatzak egiaztatzea. Piezen ahokadura egiaztatzea. Ahokadura konikoak egiaztatzea. Gainazal lauak egiaztatzea Lan askotan, gainazal lauak dituzten piezak lotuko edo elkartuko ditugu. Gerta daiteke piezek forma-akatsak izatea eta piezaren neurrian eragina izatea. Lautasuna egiaztatu baino lehen, lautasunaren garrantzia aztertu behar dugu. Zehaztasun handia behar ez duten gainazal handietarako, aihotz-erregelak erabiltzen dira (1. irudia): egiaztatu beharreko gainazalaren gainean bermatzen dira, eta begiz ikusten da zer zirritu sortzen den. Sistema horren bidez, lautasun faltan 0,01 mm-rainoko bereizmena lor daiteke. Aihotz-erregela luzetara, zeharka eta diagonalean jartzen da gainazalaren gainean. Zehaztasun handiagoa behar denean, beste metodo bat erabiltzen da, egiaztatu beharreko gainazalaren gainean irristatzen den erloju konparatzaile batez osatua. Erlojuaren euskarria erregela baten gainean jartzen da, eta erregela bloke patroietan bermatzen da (2. irudia). Gainazal laua Bloke patroiak Erlojuaren lekualdatzea Erregela Aihotz-erregela Erloju konparatzailea 1. irudia. 2. irudia.
160 352 Muntaketa eta mantentze mekanikoa Azkenik, tindatze bidezko lautasun-egiaztapena ezagutu behar dugu. Marmolaren gainean koloratzaile baten geruza fin bat zabaltzen da; eskuarki, Prusiako urdina erabiltzen da. Gero, egiaztatu beharreko gainazala haren gainean bermatzen da; hala, gainazal hori zenbait puntutan markatuta geldituko da (3. irudia). Piezan inprimatu uniformea sortzea lautasun onaren seinale izango da. Aitzitik, puntu inprimatuak gutxi izatea forma-akatsaren seinale izango da. Azul de Prusiako urdina Marmola 3. irudia. Pieza Pieza egiaztatua verificada Badira egiaztatzeko sistema optikoak ere; betaurreko finko bat dute, eta hartatik begiratzen zaio mira izeneko beste elementu bati. Mira lekualdaturik, aldaketei antzeman dakieke. Hala ere, ez dira komenigarriak gainazal handietan erabiltzeko, zeren eta luzera handitu ahala handitu egiten baita errorea ere. Gaur egun, laserra ere erabil daiteke; haren funtzionamendu-printzipioa metodo optikoarena bezalakoa da. Gainazalen posizioa egiaztatzea Pieza askok eskatzen dute gainazal batzuek beste batzuekiko dituzten posizioek zenbait ezaugarri betetzea. Perpendikulartasuna egiaztatzea Adibidez, gainazal batzuek beste batzuekiko perpendikularrak izan behar dute, eta beharrezkoa izaten da bi planoren arteko perpendikulartasuna egiaztatzea. Eragiketa hori, zer zehaztasun behar den kontuan izanik, honela egingo dugu: Eskuaira konbentzional baten bidez. Egiaztatzeko arrabol edo eskuaira bat eta bloke patroiak erabiliz (4. irudia). Arrabola piezaren alboan jarri behar da; gero, tartean, zabalera jakin bateko bloke patroi bat sartu behar da azpian eta, beraren gainean, beste bat, distantzia bat gauzatzeko. Haien gainean lehenengoaren neurri bereko bloke patroi bat sartzen saiatu behar da. Irristatuz sartzen bada, horrek esan nahi du egiaztapena zuzena dela. Bestela, beste bloke sorta batzuekin probatuz joan behar da egokia aurkitu arte. Neurrien diferentziarekin, gainazalek duten forma-errorea kalkulatu ahal izango dugu. Doitasunezko eskuaira bat eta erloju konparatzaile bat erabiliz (5. irudia).
161 Elementuak egiaztatzea eta makinak instalatzea 353 Egiaztatzezilindroa Cilindro de verificación Egiaztatzeko higidura Movimiento de verificación Egiaztatu Pieza beharreko a verificar pieza Bloke Bloques patroiak patrón Doitasunezko Escuadra de precisión eskuaira Erloju konparatzailea Reloj comparador 4. irudia. 5. irudia. Bi ardatzen arteko perpendikulartasuna egiaztatu behar badugu, bi kasu aurkitu ditzakegu: 1. Ardatzak finkoak dira: bi ardatz finko ditugunean, "V" formako oinarri bat duen doitasunezko eskuaira bat erabiliko dugu, eta ardatzaren gainean bermatuko. Bestearen gainean, erloju konparatzailearen forma egokiko euskarria bermatuko dugu, eta, gero, luzetara irristaraziko dugu (6. irudia). 2. Ardatzak higikorrak dira: kasu horretan, bestela jokatuko dugu. Erloju konparatzailea ardatz batean ainguratuko dugu, eta bestearen gainean bermatuko. Gero, lehenengoa 180º birarazi behar da, eta neurriaren aldaketari erreparatu behar zaio (7. irudia). Kontuan izan behar da konparatzailearen irakurketa biraketa-noranzkoa aldatzen denean hartu behar dela, horixe izango baita distantziarik laburreneko puntua. 1. posizioa Posición 1ª Egiaztatzehigidura Movimiento de verificación Erloju konparatzailea Reloj comparador Doitasunezko Escuadra de eskuaira precisión V formako asentua duen oinarri Base magnética magnetikoa con asiento en "V" Giro del eje Ardatzaren biraketa V Base formako en forma oinarria de "V" 2. posizioa Posición 2ª 6. irudia. 7. irudia. Ikusi berri ditugun bi kasu horiek, hau da, planoen eta ardatzen perpendikulartasuna egiaztatzea, elkarrekin konbinaturik ager daitezke. Askotan, honelako egiaztapenak egingo ditugu: ardatz baten eta plano baten artean, ardatz baten eta gidari baten artean, plano baten eta gidari baten artean eta abar. 8. irudian ikus dezakegun bezala, hori egiteko moduen oinarria ikusi berri ditugun prozedurak dira.
162 354 Muntaketa eta mantentze mekanikoa Paralelotasuna egiaztatzea 1. posizioa Posición 1ª Bi gorputzen arteko paralelotasuna nola egiaztatu jakin behar dugu. Adibidez, barailen barne-ahoen artean edo bi ardatzen artean, ardatz horietan paralelotasun jakin bat behar duten transmisioelementuak muntatuta daudenean. Bi egiaztatze mota bereizi behar ditugu: 1. Bi planoren arteko paralelotasuna V formako asentua duen oinarri Base magnética con magnetikoa asiento en "V" Giro del eje Ardatzaren biraketa Ikusten ari garen bezala, erloju konparatzaileak asko erabiltzen dira egiaztatze-prozesuetan. Kasu honetan, erloju bat irristatze-euskarri batean akoplatuko dugu; euskarria gainazal batean bermatuko da, eta erlojuaren haztagailua beste gainazala ukituko du perpendikularrean. Jarraian, multzoa lekualdatuko dugu (9. irudia). 2. posizioa Posición 2ª 8. irudia. Ardatz birakari baten eta plano baten arteko perpendikulartasuna egiaztatzea. Segundo 2. planoa plano Erloju Reloj konparatzailea comparador Primer Lehen planoa Euskarria Soporte Egiaztatzehigidura de Movimiento verificación 9. irudia. Bi planoren arteko paralelotasuna egiaztatzea. 10. irudia. 2. Bi ardatzen arteko paralelotasuna Bi ardatzen paralelotasuna egiaztatzeko, bi egiaztatze-plano hartuko ditugu kontuan (10. irudia). Lehenik, erloju konparatzaile baten "V" formako oinarria ardatz batean bermatuko dugu, eta haztagailua ardatz horrekin paralelotasuna gorde behar duen ardatzarekin kontaktuan jarriko dugu. Jarraian, egiaztagailua oszilaraziko dugu, punturik baxuena zehazteko; puntu hori konparagailuaren orratzaren norabide-aldaketak adieraziko du. Lan-sekuentzia hori ardatzean zehar errepikatu behar dugu zenbait puntutan (11. irudia). Konparagailuaren irakurketen emaitzak bat baldin badatoz, ardatza paralelo dagoen seinale izango da. Ondoz Posiciónes ondoko posizioak sucesivas 1. Posición posizioa 1ª Nibel Nivel erregulagarria regulable Reloj Erloju konparatzailea comparador Egiaztatzehigidura Movimiento de verificación Egiaztatzehigidura Movimiento de verificación V Base formako en forma oinarria de "V" Punturik baxuena zehazteko biraketa Giro para determinar el punto mas bajo Escuadra Eskuaira 11. irudia. 12. irudia.
163 Elementuak egiaztatzea eta makinak instalatzea 355 Aitzitik, diferentziarik baldin bada, zehaztu behar dugu zer plano ez dagoen ondo. Horretarako, nibel erregulagarri bat erabiliko dugu: alboan bermatuko dugu (12. irudia), bigarren planoa egiaztatzeko, eta ardatzetan zehar lekualdatuz joango gara. Burbuilaren aldaketak adieraziko du ea ardatza, nahiz eta lehenengoarekiko paralelo egon, modu zeiharrean ezarrita dagoen. Neurria, alde horretatik, zuzena baldin bada, horrek adieraziko du errorea lehenengo planoarekiko paralelismotik datorrela. 3. Bi planoz osatutako gidari baten eta ardatz baten arteko paralelotasuna Hori da gerta daitekeen beste kasuetariko bat. Egiaztatzeko, berriz ere forma egokiko euskarri batean ezarritako erloju konparatzaile bat erabiliko dugu. Bi planoak ere egiaztatuko ditugu, baina, kasu honetan, 13. irudian erakusten den moduan. Ardatz baten eta plano baten arteko paralelotasuna, edo gidari baten eta plano baten artekoa, izango balitz, jarraitu beharreko prozedurak orain arte aipatutakoetatik ateratakoak izango lirateke. 2. Posición posizioa 2 Eje2 Eje 1 1. posizioa Posición 1 Reloj Erloju konparatzailea comparador Egiaztatzehigidura Movimiento de verificación Gidaria Guía Forma egokiko oinarria Base con forma adecuada Posición 2 Punuturik baxuena Desplazamiento para aurkitzeko localizar el punto más bajo lekualdatzea 2. posizioa 1. posizioa Posición 1 Punuturik baxuena Desplazamiento para aurkitzeko localizar el punto más bajo lekualdatzea 13. irudia. 14. irudia. Distantziakidetasuna egiaztatzea Distantziakidetasuna egiaztatzea gorputz batek beste batera duen distantzia egiaztatzea da (14. irudia). Maiz gertatzen den kasu bat bi ardatzen plano batekiko distantziakidetasuna egiaztatzea da. Horretarako, erloju konparatzailea oinarri batean jarri behar da, eta oinarria gainazal lauaren gainean bermatu. Jarraian, haztagailua ardatzean jarri, eta alborantz lekualdatu behar da orratzak biraketa-noranzkoa aldatzen duen arte; une horrek punturik baxuena adieraziko du. Neurri hori ezagututa, gauza bera egin behar da beste ardatzean. Ardatzak egiaztatzea Ardatzen lerrokadura Hasteko, bi ardatzen lerrokadura nola egiaztatu aztertuko du, oso garrantzitsua baita muntatzelanetan. Ardatzen akoplamendu eta lotura askotan, lerrokadura jakin batzuk behar dira sistemak ondo funtziona dezan. Prozedura bat, aski erabilia, erloju konparatzaile bat erabiltzea da: "V" formako oinarri magnetikoa duen euskarri batera akoplatzen da, eta euskarria ardatz batean jartzen da. Jarraian, beste ardatzean bermarazten da erlojuaren haztagailua, eta birarazi egiten da erlojuaren euskarriari eusten diona; beraz, multzo osoa batera biratuko da, eta hala egiaztatuko da bi ardatzak lerrokaturik dauden ala ez (15. irudia). Adibidez, motor baten ardatza ponpa batenarekin lerrokatu behar badugu, sendo finkatuko dugu makina horietako bat, eta ardatz horren gainean jarriko dugu erlojua duen euskarria. Deslerrokatzea egiaztatuko dugu, eta aske dagoen makina doituz joango gara lerrokatze ona lortzeko.


 erabiliko dugu egiaztatzeko. Bankuak piezari bere muturretako puntuetatik eusten dio.")

164 356 Muntaketa eta mantentze mekanikoa Erloju konparatzaileak Giro que va realizando egiten duen el reloj biraketa comparador V formako oinarri Base magnética magnetikoa en forma de "V" 1. posizioa Posición 1 2. posizioa Posición 2 Erloju konparatzailea Reloj comparador Adatzaren biraketa Giro de eje 15. irudia. Beste sistema bat, zehatzagoa, laser bidezko lerrokagailu bat erabiltzea da. Zentrokidetasuna, sortzailearen zuzentasuna eta gainazalen perpendikulartasuna egiaztatzea. Egiaztatu beharreko ardatz bat dugunean, hasteko, zehaztu behar dugu ea haren muturrek zentroak dituzten. Baldin badituzte, zentratzeko banku bat (16. irudia) erabiliko dugu egiaztatzeko. Bankuak piezari bere muturretako puntuetatik eusten dio. Jarraian, erloju konparatzaile baten bidez, puntu hauek aztertu behar dira modu ordenatuan: 1. Zentrokidetasuna egiaztatzea: erloju konparatzailea ardatzaren gainean jarri behar da, eta ardatza birarazi, erlojuaren irakurketa lortzeko. Egiaztapen hori zenbait aldiz egin behar da ardatzean zehar (17a eta 17b irudiak). 16. irudia. 17a irudia. 17b irudia. 2. Sortzailearen zuzentasuna egiaztatzea: horretarako, behin eraloju konparatzailea ardatzean bermatuta dagoela, luzetara lekualdatu behar da, eta erlojuaren aldaketari erreparatu (18., 19. eta 20. irudiak). 18. irudia. 19. irudia. 20. irudia.

165 Elementuak egiaztatzea eta makinak instalatzea Gainazal lauen biraketa-ardatzarekiko perpendikulartasuna egiaztatzea: kasu honetan, ardatzarekiko perpendikular dauden gainazalek kopadurarik duten egiaztatu behar da. Horretarako, erloju konparatzaile misto bat edo palankadun bat erabiltzen da; albogainazal batean bermarazten da, gero ardatza biratu eta aldaketa lortzeko (21., 22. eta 23. irudiak). 21. irudia. 22. irudia. 23. irudia. Ardatzek eustea errazteko zentrorik ez dutenean edo perdoi geometrikoek hala egitea adierazten dutenean, "V" formako altxagarriak erabili behar dira, eta egiaztatze-eragiketak antzera egin. Beste kasu bat, maiz gertatzen dena, zera da: dimentsio horiek makinetan muntatuta dauden ardatzetan egiaztatzea. Eragiketa ez da batere konplexua, ardatzak dagoeneko beren euskarriek helduta baitaude. Lekualdatze axiala Ardatz edo makina-organoak muntatuta daudenean, presio bat aplikatzen zaienean gertatzen den lekualdatze axiala egiaztatu ohi da. Eragiketa hori oso ohikoa da errodamendu koniko bidez ahokatzen diren ardatzetan eta beste kasu askotan. Egiaztapen horretarako, erloju konparatzaile bat erabiltzen da, zeinaren haztagailua ardatzarekiko gainazal axial batekin kontaktuan baitago. Gero, albo-indar bat aplikatzen zaio ardatzari, eta erlojuaren orratzaren lekualdatzeari erreparatzen zaio (24. irudia). Reloj comparador Erloju konparatzailea Makina Aplikatutako Fuerza indarra aplicada 24. irudia.


166 358 Muntaketa eta mantentze mekanikoa Piezen neurriak egiaztatzea Piezak muntatzeari ekin baino lehen, neurriak egiaztatu behar dira, eta ziurtatu behar da ahokadurak egokiak direla. Horretarako, mikrometroak, perdoi-kalibreak, etab. erabiliko ditugu. Ahokadura konikoak egiaztatzea Akoplamendu konikoak, dakigun bezala, oso eraginkorrak dira, zeren eta, piezen lekualdatze axialaren arabera, ahokadura estuak edo ez hain estuak lortzen baitira. Abatzaren eta ardatzaren arteko ukipen-gainazalak zehazteko modu bat elementuetariko batean koloratzaile bat ematea da. Gero, multzoa akoplatu egiten da, eta, desmuntatzean, ikusten da zer zonatan geratu den itsatsita koloratzailea. Zenbat eta handiagoa izan koloratutako eremua, hainbat hobea izango da ahokaduraren bat etortzea. Makinak instalatzea Garraioa Makinaren garraioa puntu garrantzitsua da; arretaz egin behar da, makina hondatzea saihesteko. Tamainaren arabera, multzo bakarrean edo azpimultzotan banatuta garraia daiteke, eta helmugara iristean elkartu. Osagarriak edo atal hauskorrak bakarka garraiatu behar dira, elementu guztiak egoera onean irits daitezen. Makina deskargatzeko, eslingaz eutsi behar zaio eskuliburuan adierazitako puntuetatik. Hala eginez gero, multzoa ondo orekatuta egotea ziurtatuko da, eta iraultzeko arriskua saihestuko (25. irudia). 25. irudia. Makina bat deskargatzea eta garraiatzea. Oinarritzea eta nibelatzea Makina lantegira iritsitakoan, finkatu egin behar da. Hau da, zoruan ainguratu behar da, haren posizioa eta funtzionamendu egokia ziurtatzeko. Makinen ainguraketa funtsezko faktorea da, ondo instalatzeak errendimendu ona ziurtatuko baitu. Makina hartu baino lehen, hura oinarritzeko lanak egin behar dira. Oinarritzea instalatu beharreko makinaren pisuaren eta neurrien araberakoa izango da; oinarritzeko, hormigoia edo zementu-mortero dosifikatua, finkatzeko kabilak eta nibelatzeko plakak erabiltzen dira. Eskuarki, hormigoia erabiliko da oinarritzeko, batez ere makinek pisu handia dutenean eta zehaztasun


167 Elementuak egiaztatzea eta makinak instalatzea 359 handikoak direnean. Oinarriak 400 edo 500 mm-ko sakonera izaten du. Oinarri horretatik, kabila hariztatu batzuk ateratzen dira, buloi edo berno deritzenak, eta haien bidez finkatzen da makina zoruan. Beste material batzuk ere aurkitu daitezke oinarrietan, hala nola goma, feltroa eta abar, isolatzaile gisa erabiliak. Instalatzen den makinak lanerako zehaztasun handia behar duenean, hari eusteko zapata isolatu egin ohi da, inguruko makinen dardarak indargabetzeko. Zimendatze horretarako xehetasun guztiak xehe-xehe zehaztu behar ditu fabrikatzaileak, eta haren jarraibideen arabera gauzatu behar da. Makinak tamaina txikikoak direnean, dardaren kontrako euskarrietan berma daitezke lapa deritze (26. eta 27. irudiak); gomazko asentu bat dute, altzairuzko kanpo-gorputz bat eta makinari eusteko eta, bide batez, nibelatzeko torloju bat. Asentatu beharreko ekipamenduak kolpeak edo dardarak jasan behar baditu, ez dira erabili behar horrelako sistemak. Nibelatzea Behin makina bere posizioan finkatuta dagoela, nibelatu egin behar da. Horretarako, nibelatzeko torlojuak erabiltzen dira, behar bezala erregulatuta (28. irudia). Gero, doitasuneko nibel bat erabiliko dugu, 0,03 mm/m inguruko sentikortasunekoa eta gutxi gorabehera 250 mm-ko luzerakoa. 26. irudia. Lapak jartzeko sekuentzia. Egiaztapen geometrikoa Aurreko lan guztiak egindakoan, makinaren egiaztapen geometrikoari ekingo diogu. 28. irudia. 27. irudia. Dardaren kontrako euskarria. Egiaztapen geometriko deritzo makina geldirik eta kargarik gabe dagoela egiten denari. Haren bidez, makinaren atal funtzionalek zer zehaztasun duten jakingo dugu. Arauak adierazten duen bezala, makina bakoitzari egiaztapen espezifiko batzuk egin behar zaizkio. Makinaren instalazio-, mantentze- eta jardute-eskuliburuarekin batera dauden egiaztatze-orriak erabiliz gauzatu behar da. Makinak fabrikatzen dituen enpresan bertan egin ohi dira, eta fitxa beteta ematen zaio bezeroari; hala ere, zenbaitetan, makina entregatu ondoren ere egin ahal izango dira. Gainera, instalatu eta egun batzuk igaro ondoren, makinak berriro egiaztatzea aholkatzen da, ekipamendua ondo oinarrituta dagoela berresteko. Fitxa horien bidez, ikuskatze-ziurtagiria beteko da, baieztatuz makinaren atal guztiak higitzen direla eta behar besteko zehaztasuna dutela egin behar duten lana egiteko. Hurrengo orrialdeetan, egiaztatze-fitxa baten eta makinan egin beharreko neurketen adibide bat ikusten da.
DERIBAZIO-ERREGELAK 1.- ALDAGAI ERREALEKO FUNTZIO ERREALAREN DERIBATUA. ( ) ( )
 ( )") DERIBAZIO-ERREGELAK.- ALDAGAI ERREALEKO FUNTZIO ERREALAREN DERIBATUA. Izan bitez D multzo irekian definituriko f funtzio erreala eta puntuan deribagarria dela esaten da baldin f ( f ( D puntua. f zatidurak
DERIBAZIO-ERREGELAK.- ALDAGAI ERREALEKO FUNTZIO ERREALAREN DERIBATUA. Izan bitez D multzo irekian definituriko f funtzio erreala eta puntuan deribagarria dela esaten da baldin f ( f ( D puntua. f zatidurak
Banaketa normala eta limitearen teorema zentrala
 eta limitearen teorema zentrala Josemari Sarasola Estatistika enpresara aplikatua Josemari Sarasola Banaketa normala eta limitearen teorema zentrala 1 / 13 Estatistikan gehien erabiltzen den banakuntza
eta limitearen teorema zentrala Josemari Sarasola Estatistika enpresara aplikatua Josemari Sarasola Banaketa normala eta limitearen teorema zentrala 1 / 13 Estatistikan gehien erabiltzen den banakuntza
ANGELUAK. 1. Bi zuzenen arteko angeluak. Paralelotasuna eta perpendikulartasuna
 Metika espazioan ANGELUAK 1. Bi zuzenen ateko angeluak. Paalelotasuna eta pependikulatasuna eta s bi zuzenek eatzen duten angelua, beaiek mugatzen duten planoan osatzen duten angeluik txikiena da. A(x
Metika espazioan ANGELUAK 1. Bi zuzenen ateko angeluak. Paalelotasuna eta pependikulatasuna eta s bi zuzenek eatzen duten angelua, beaiek mugatzen duten planoan osatzen duten angeluik txikiena da. A(x
1 Aljebra trukakorraren oinarriak
 1 Aljebra trukakorraren oinarriak 1.1. Eraztunak eta gorputzak Geometria aljebraikoa ikasten hasi aurretik, hainbat egitura aljebraiko ezagutu behar ditu irakurleak: espazio bektorialak, taldeak, gorputzak,
1 Aljebra trukakorraren oinarriak 1.1. Eraztunak eta gorputzak Geometria aljebraikoa ikasten hasi aurretik, hainbat egitura aljebraiko ezagutu behar ditu irakurleak: espazio bektorialak, taldeak, gorputzak,
= 32 eta β : z = 0 planoek osatzen duten angelua.
 1 ARIKETA Kalkulatu α : 4x+ 3y+ 10z = 32 eta β : z = 0 planoek osatzen duten angelua. Aurki ezazu α planoak eta PH-k osatzen duten angelua. A'' A' 27 A''1 Ariketa hau plano-aldaketa baten bidez ebatzi
1 ARIKETA Kalkulatu α : 4x+ 3y+ 10z = 32 eta β : z = 0 planoek osatzen duten angelua. Aurki ezazu α planoak eta PH-k osatzen duten angelua. A'' A' 27 A''1 Ariketa hau plano-aldaketa baten bidez ebatzi
6. Errodamenduak 1.1. DESKRIBAPENA ETA SAILKAPENAK
 2005 V. IOL 6. Errodamenduak 1.1. ESKRIPEN ET SILKPENK Errodamenduak biziki ikertu eta garatu ziren autoak, abiadura handiko motorrak eta produkzio automatikorako makineria agertu zirenean. Horren ondorioz,
2005 V. IOL 6. Errodamenduak 1.1. ESKRIPEN ET SILKPENK Errodamenduak biziki ikertu eta garatu ziren autoak, abiadura handiko motorrak eta produkzio automatikorako makineria agertu zirenean. Horren ondorioz,
Solido zurruna 2: dinamika eta estatika
 Solido zurruna 2: dinamika eta estatika Gaien Aurkibidea 1 Solido zurrunaren dinamikaren ekuazioak 1 1.1 Masa-zentroarekiko ekuazioak.................... 3 2 Solido zurrunaren biraketaren dinamika 4 2.1
Solido zurruna 2: dinamika eta estatika Gaien Aurkibidea 1 Solido zurrunaren dinamikaren ekuazioak 1 1.1 Masa-zentroarekiko ekuazioak.................... 3 2 Solido zurrunaren biraketaren dinamika 4 2.1
7.GAIA. ESTATISTIKA DESKRIBATZAILEA. x i n i N i f i
 7.GAIA. ESTATISTIKA DESKRIBATZAILEA 1. Osatu ondorengo maiztasun-taula: x i N i f i 1 4 0.08 2 4 3 16 0.16 4 7 0.14 5 5 28 6 38 7 7 45 0.14 8 2. Ondorengo banaketaren batezbesteko aritmetikoa 11.5 dela
7.GAIA. ESTATISTIKA DESKRIBATZAILEA 1. Osatu ondorengo maiztasun-taula: x i N i f i 1 4 0.08 2 4 3 16 0.16 4 7 0.14 5 5 28 6 38 7 7 45 0.14 8 2. Ondorengo banaketaren batezbesteko aritmetikoa 11.5 dela
1 GEOMETRIA DESKRIBATZAILEA...
 Aurkibidea 1 GEOMETRIA DESKRIBATZAILEA... 1 1.1 Proiekzioa. Proiekzio motak... 3 1.2 Sistema diedrikoaren oinarriak... 5 1.3 Marrazketarako hitzarmenak. Notazioak... 10 1.4 Puntuaren, zuzenaren eta planoaren
Aurkibidea 1 GEOMETRIA DESKRIBATZAILEA... 1 1.1 Proiekzioa. Proiekzio motak... 3 1.2 Sistema diedrikoaren oinarriak... 5 1.3 Marrazketarako hitzarmenak. Notazioak... 10 1.4 Puntuaren, zuzenaren eta planoaren
SELEKTIBITATEKO ARIKETAK: EREMU ELEKTRIKOA
 SELEKTIBITATEKO ARIKETAK: EREMU ELEKTRIKOA 1. (2015/2016) 20 cm-ko tarteak bereizten ditu bi karga puntual q 1 eta q 2. Bi kargek sortzen duten eremu elektrikoa q 1 kargatik 5 cm-ra dagoen A puntuan deuseztatu
SELEKTIBITATEKO ARIKETAK: EREMU ELEKTRIKOA 1. (2015/2016) 20 cm-ko tarteak bereizten ditu bi karga puntual q 1 eta q 2. Bi kargek sortzen duten eremu elektrikoa q 1 kargatik 5 cm-ra dagoen A puntuan deuseztatu
Solido zurruna 1: biraketa, inertzia-momentua eta momentu angeluarra
 Solido zurruna 1: biraketa, inertzia-momentua eta momentu angeluarra Gaien Aurkibidea 1 Definizioa 1 2 Solido zurrunaren zinematika: translazioa eta biraketa 3 2.1 Translazio hutsa...........................
Solido zurruna 1: biraketa, inertzia-momentua eta momentu angeluarra Gaien Aurkibidea 1 Definizioa 1 2 Solido zurrunaren zinematika: translazioa eta biraketa 3 2.1 Translazio hutsa...........................
Poisson prozesuak eta loturiko banaketak
 Gizapedia Poisson banaketa Poisson banaketak epe batean (minutu batean, ordu batean, egun batean) gertaera puntualen kopuru bat (matxura kopurua, istripu kopurua, igarotzen den ibilgailu kopurua, webgune
Gizapedia Poisson banaketa Poisson banaketak epe batean (minutu batean, ordu batean, egun batean) gertaera puntualen kopuru bat (matxura kopurua, istripu kopurua, igarotzen den ibilgailu kopurua, webgune
SELEKTIBITATEKO ARIKETAK: OPTIKA
 SELEKTIBITATEKO ARIKETAK: OPTIKA TEORIA 1. (2012/2013) Argiaren errefrakzioa. Guztizko islapena. Zuntz optikoak. Azaldu errefrakzioaren fenomenoa, eta bere legeak eman. Guztizko islapen a azaldu eta definitu
SELEKTIBITATEKO ARIKETAK: OPTIKA TEORIA 1. (2012/2013) Argiaren errefrakzioa. Guztizko islapena. Zuntz optikoak. Azaldu errefrakzioaren fenomenoa, eta bere legeak eman. Guztizko islapen a azaldu eta definitu
1. Higidura periodikoak. Higidura oszilakorra. Higidura bibrakorra.
 1. Higidura periodikoak. Higidura oszilakorra. Higidura bibrakorra. 2. Higidura harmoniko sinplearen ekuazioa. Grafikoak. 3. Abiadura eta azelerazioa hhs-an. Grafikoak. 4. Malguki baten oszilazioa. Osziladore
1. Higidura periodikoak. Higidura oszilakorra. Higidura bibrakorra. 2. Higidura harmoniko sinplearen ekuazioa. Grafikoak. 3. Abiadura eta azelerazioa hhs-an. Grafikoak. 4. Malguki baten oszilazioa. Osziladore
1.1. Aire konprimituzko teknikaren aurrerapenak
 1.- SARRERA 1.1. Aire konprimituzko teknikaren aurrerapenak Aire konprimitua pertsonak ezagutzen duen energia-era zaharrenetarikoa da. Seguru dakigunez, KTESIBIOS grekoak duela 2.000 urte edo gehiago katapulta
1.- SARRERA 1.1. Aire konprimituzko teknikaren aurrerapenak Aire konprimitua pertsonak ezagutzen duen energia-era zaharrenetarikoa da. Seguru dakigunez, KTESIBIOS grekoak duela 2.000 urte edo gehiago katapulta
Zinematika 2: Higidura zirkular eta erlatiboa
 Zinematika 2: Higidura zirkular eta erlatiboa Gaien Aurkibidea 1 Higidura zirkularra 1 1.1 Azelerazioaren osagai intrintsekoak higidura zirkularrean..... 3 1.2 Kasu partikularrak..........................
Zinematika 2: Higidura zirkular eta erlatiboa Gaien Aurkibidea 1 Higidura zirkularra 1 1.1 Azelerazioaren osagai intrintsekoak higidura zirkularrean..... 3 1.2 Kasu partikularrak..........................
Hidrogeno atomoaren energi mailen banatzea eremu kubiko batean
 Hidrogeno atomoaren energi mailen banatzea eremu kubiko batean Pablo Mínguez Elektrika eta Elektronika Saila Euskal Herriko Unibertsitatea/Zientzi Fakultatea 644 P.K., 48080 BILBAO Laburpena: Atomo baten
Hidrogeno atomoaren energi mailen banatzea eremu kubiko batean Pablo Mínguez Elektrika eta Elektronika Saila Euskal Herriko Unibertsitatea/Zientzi Fakultatea 644 P.K., 48080 BILBAO Laburpena: Atomo baten
ESTATISTIKA ENPRESARA APLIKATUA (Bigarren zatia: praktika). Irakaslea: Josemari Sarasola Data: 2016ko maiatzaren 12a - Iraupena: Ordu t erdi
. Irakaslea: Josemari Sarasola Data: 2016ko maiatzaren 12a - Iraupena: Ordu t erdi") ESTATISTIKA ENPRESARA APLIKATUA (Bigarren zatia: praktika). Irakaslea: Josemari Sarasola Data: 2016ko maiatzaren 12a - Iraupena: Ordu t erdi I. ebazkizuna (2.25 puntu) Poisson, esponentziala, LTZ Zentral
ESTATISTIKA ENPRESARA APLIKATUA (Bigarren zatia: praktika). Irakaslea: Josemari Sarasola Data: 2016ko maiatzaren 12a - Iraupena: Ordu t erdi I. ebazkizuna (2.25 puntu) Poisson, esponentziala, LTZ Zentral
Hirukiak,1. Inskribatutako zirkunferentzia. Zirkunskribatutako zirkunferentzia. Aldekidea. Isoszelea. Marraztu 53mm-ko aldedun hiruki aldekidea
 Hirukiak, Poligonoa: elkar ebakitzen diren zuzenen bidez mugatutako planoaren zatia da. Hirukia: hiru aldeko poligonoa da. Hiruki baten zuzen bakoitza beste biren batuketa baino txiakiago da eta beste
Hirukiak, Poligonoa: elkar ebakitzen diren zuzenen bidez mugatutako planoaren zatia da. Hirukia: hiru aldeko poligonoa da. Hiruki baten zuzen bakoitza beste biren batuketa baino txiakiago da eta beste
ERREAKZIOAK. Adizio elektrozaleak Erredukzio erreakzioak Karbenoen adizioa Adizio oxidatzaileak Alkenoen hausketa oxidatzailea
 ERREAKZIAK Adizio elektrozaleak Erredukzio erreakzioak Karbenoen adizioa Adizio oxidatzaileak Alkenoen hausketa oxidatzailea ADIZI ELEKTRZALEK ERREAKZIAK idrogeno halurozko adizioak Alkenoen hidratazioa
ERREAKZIAK Adizio elektrozaleak Erredukzio erreakzioak Karbenoen adizioa Adizio oxidatzaileak Alkenoen hausketa oxidatzailea ADIZI ELEKTRZALEK ERREAKZIAK idrogeno halurozko adizioak Alkenoen hidratazioa
1. Oinarrizko kontzeptuak
 1. Oinarrizko kontzeptuak Sarrera Ingeniaritza Termikoa deritzen ikasketetan hasi berri den edozein ikaslerentzat, funtsezkoa suertatzen da lehenik eta behin, seguru aski sarritan entzun edota erabili
1. Oinarrizko kontzeptuak Sarrera Ingeniaritza Termikoa deritzen ikasketetan hasi berri den edozein ikaslerentzat, funtsezkoa suertatzen da lehenik eta behin, seguru aski sarritan entzun edota erabili
MATEMATIKARAKO SARRERA OCW 2015
 MATEMATIKARAKO SARRERA OCW 2015 Mathieu Jarry iturria: Flickr CC-BY-NC-ND-2.0 https://www.flickr.com/photos/impactmatt/4581758027 Leire Legarreta Solaguren EHU-ko Zientzia eta Teknologia Fakultatea Matematika
MATEMATIKARAKO SARRERA OCW 2015 Mathieu Jarry iturria: Flickr CC-BY-NC-ND-2.0 https://www.flickr.com/photos/impactmatt/4581758027 Leire Legarreta Solaguren EHU-ko Zientzia eta Teknologia Fakultatea Matematika
INDUSTRI TEKNOLOGIA I, ENERGIA ARIKETAK
 INDUSTRI TEKNOLOGIA I, ENERGIA ARIKETAK 1.-100 m 3 aire 33 Km/ordu-ko abiaduran mugitzen ari dira. Zenbateko energia zinetikoa dute? Datua: ρ airea = 1.225 Kg/m 3 2.-Zentral hidroelektriko batean ur Hm
INDUSTRI TEKNOLOGIA I, ENERGIA ARIKETAK 1.-100 m 3 aire 33 Km/ordu-ko abiaduran mugitzen ari dira. Zenbateko energia zinetikoa dute? Datua: ρ airea = 1.225 Kg/m 3 2.-Zentral hidroelektriko batean ur Hm
KANTEN ETIKA. Etika unibertsal baten bila. Gizaki guztientzat balioko zuen etika bat.
 EN ETIKA Etika unibertsal baten bila. Gizaki guztientzat balioko zuen etika bat. Kantek esan zuen bera baino lehenagoko etikak etika materialak zirela 1 etika materialak Etika haiei material esaten zaie,
EN ETIKA Etika unibertsal baten bila. Gizaki guztientzat balioko zuen etika bat. Kantek esan zuen bera baino lehenagoko etikak etika materialak zirela 1 etika materialak Etika haiei material esaten zaie,
1. MATERIALEN EZAUGARRIAK
 1. MATERIALEN EZAUGARRIAK Materialek dituzten ezaugarri kimiko, fisiko eta mekanikoek oso eragin handia dute edozein soldadura-lanetan. Hori guztia, hainbat prozesu erabiliz, metal desberdinen soldadura
1. MATERIALEN EZAUGARRIAK Materialek dituzten ezaugarri kimiko, fisiko eta mekanikoek oso eragin handia dute edozein soldadura-lanetan. Hori guztia, hainbat prozesu erabiliz, metal desberdinen soldadura
3. Ikasgaia. MOLEKULA ORGANIKOEN GEOMETRIA: ORBITALEN HIBRIDAZIOA ISOMERIA ESPAZIALA:
 3. Ikasgaia. MLEKULA RGAIKE GEMETRIA: RBITALE IBRIDAZIA KARB DERIBATUE ISMERIA ESPAZIALA Vant off eta LeBel-en proposamena RBITAL ATMIKE IBRIDAZIA ibridaio tetragonala ibridaio digonala Beste hibridaioak
3. Ikasgaia. MLEKULA RGAIKE GEMETRIA: RBITALE IBRIDAZIA KARB DERIBATUE ISMERIA ESPAZIALA Vant off eta LeBel-en proposamena RBITAL ATMIKE IBRIDAZIA ibridaio tetragonala ibridaio digonala Beste hibridaioak
Zirkunferentzia eta zirkulua
 10 Zirkunferentzia eta zirkulua Helburuak Hamabostaldi honetan, hau ikasiko duzu: Zirkunferentzian eta zirkuluan agertzen diren elementuak identifikatzen. Puntu, zuzen eta zirkunferentzien posizio erlatiboak
10 Zirkunferentzia eta zirkulua Helburuak Hamabostaldi honetan, hau ikasiko duzu: Zirkunferentzian eta zirkuluan agertzen diren elementuak identifikatzen. Puntu, zuzen eta zirkunferentzien posizio erlatiboak
2. PROGRAMEN ESPEZIFIKAZIOA
 2. PROGRAMEN ESPEZIFIKAZIOA 2.1. Asertzioak: egoera-multzoak adierazteko formulak. 2.2. Aurre-ondoetako espezifikazio formala. - 1 - 2.1. Asertzioak: egoera-multzoak adierazteko formulak. Programa baten
2. PROGRAMEN ESPEZIFIKAZIOA 2.1. Asertzioak: egoera-multzoak adierazteko formulak. 2.2. Aurre-ondoetako espezifikazio formala. - 1 - 2.1. Asertzioak: egoera-multzoak adierazteko formulak. Programa baten
1. Gaia: Mekanika Kuantikoaren Aurrekoak
 1) Kimika Teorikoko Laborategia 2012.eko irailaren 12 Laburpena 1 Uhin-Partikula Dualtasuna 2 Trantsizio Atomikoak eta Espektroskopia Hidrogeno Atomoaren Espektroa Bohr-en Eredua 3 Argia: Partikula (Newton)
1) Kimika Teorikoko Laborategia 2012.eko irailaren 12 Laburpena 1 Uhin-Partikula Dualtasuna 2 Trantsizio Atomikoak eta Espektroskopia Hidrogeno Atomoaren Espektroa Bohr-en Eredua 3 Argia: Partikula (Newton)
SELEKTIBITATEKO ARIKETAK: EREMU ELEKTRIKOA
 SELEKTIBITATEKO ARIKETAK: EREMU ELEKTRIKOA 95i 10 cm-ko aldea duen karratu baten lau erpinetako hirutan, 5 μc-eko karga bat dago. Kalkula itzazu: a) Eremuaren intentsitatea laugarren erpinean. 8,63.10
SELEKTIBITATEKO ARIKETAK: EREMU ELEKTRIKOA 95i 10 cm-ko aldea duen karratu baten lau erpinetako hirutan, 5 μc-eko karga bat dago. Kalkula itzazu: a) Eremuaren intentsitatea laugarren erpinean. 8,63.10
LANBIDE EKIMENA. Proiektuaren bultzatzaileak. Laguntzaileak. Hizkuntz koordinazioa
 Analisia eta Kontrola Materialak eta entsegu fisikoak LANBIDE EKIMENA LANBIDE EKIMENA LANBIDE EKIMENA Proiektuaren bultzatzaileak Laguntzaileak Hizkuntz koordinazioa Egilea(k): HOSTEINS UNZUETA, Ana Zuzenketak:
Analisia eta Kontrola Materialak eta entsegu fisikoak LANBIDE EKIMENA LANBIDE EKIMENA LANBIDE EKIMENA Proiektuaren bultzatzaileak Laguntzaileak Hizkuntz koordinazioa Egilea(k): HOSTEINS UNZUETA, Ana Zuzenketak:
9. K a p itu lu a. Ekuazio d iferen tzial arrun tak
 9. K a p itu lu a Ekuazio d iferen tzial arrun tak 27 28 9. K A P IT U L U A E K U A Z IO D IF E R E N T Z IA L A R R U N T A K UEP D o n o stia M ate m atik a A p lik atu a S aila 29 Oharra: iku rra rekin
9. K a p itu lu a Ekuazio d iferen tzial arrun tak 27 28 9. K A P IT U L U A E K U A Z IO D IF E R E N T Z IA L A R R U N T A K UEP D o n o stia M ate m atik a A p lik atu a S aila 29 Oharra: iku rra rekin
Makina elektrikoetan sortzen diren energi aldaketak eremu magnetikoaren barnean egiten dira: M A K I N A. Sorgailua. Motorea.
 Magnetismoa M1. MGNETISMO M1.1. Unitate magnetikoak Makina elektrikoetan sortzen diren energi aldaketak eremu magnetikoaren barnean egiten dira: M K I N Energia Mekanikoa Sorgailua Energia Elektrikoa Energia
Magnetismoa M1. MGNETISMO M1.1. Unitate magnetikoak Makina elektrikoetan sortzen diren energi aldaketak eremu magnetikoaren barnean egiten dira: M K I N Energia Mekanikoa Sorgailua Energia Elektrikoa Energia
0.Gaia: Fisikarako sarrera. ARIKETAK
 1. Zein da A gorputzaren gainean egin behar dugun indarraren balioa pausagunean dagoen B-gorputza eskuinalderantz 2 m desplazatzeko 4 s-tan. Kalkula itzazu 1 eta 2 soken tentsioak. (Iturria: IES Nicolas
1. Zein da A gorputzaren gainean egin behar dugun indarraren balioa pausagunean dagoen B-gorputza eskuinalderantz 2 m desplazatzeko 4 s-tan. Kalkula itzazu 1 eta 2 soken tentsioak. (Iturria: IES Nicolas
3. KOADERNOA: Aldagai anitzeko funtzioak. Eugenio Mijangos
 3. KOADERNOA: Aldagai anitzeko funtzioak Eugenio Mijangos 3. KOADERNOA: ALDAGAI ANITZEKO FUNTZIOAK Eugenio Mijangos Matematika Aplikatua, Estatistika eta Ikerkuntza Operatiboa Saila Zientzia eta Teknologia
3. KOADERNOA: Aldagai anitzeko funtzioak Eugenio Mijangos 3. KOADERNOA: ALDAGAI ANITZEKO FUNTZIOAK Eugenio Mijangos Matematika Aplikatua, Estatistika eta Ikerkuntza Operatiboa Saila Zientzia eta Teknologia
Trigonometria ANGELU BATEN ARRAZOI TRIGONOMETRIKOAK ANGELU BATEN ARRAZOI TRIGONOMETRIKOEN ARTEKO ERLAZIOAK
 Trigonometria ANGELU BATEN ARRAZOI TRIGONOMETRIKOAK SINUA KOSINUA TANGENTEA ANGELU BATEN ARRAZOI TRIGONOMETRIKOEN ARTEKO ERLAZIOAK sin α + cos α = sin α cos α = tg α 0º, º ETA 60º-KO ANGELUEN ARRAZOI TRIGONOMETRIKOAK
Trigonometria ANGELU BATEN ARRAZOI TRIGONOMETRIKOAK SINUA KOSINUA TANGENTEA ANGELU BATEN ARRAZOI TRIGONOMETRIKOEN ARTEKO ERLAZIOAK sin α + cos α = sin α cos α = tg α 0º, º ETA 60º-KO ANGELUEN ARRAZOI TRIGONOMETRIKOAK
MATEMATIKAKO ARIKETAK 2. DBH 3. KOADERNOA IZENA:
 MATEMATIKAKO ARIKETAK 2. DBH 3. KOADERNOA IZENA: Koaderno hau erabiltzeko oharrak: Koaderno hau egin bazaizu ere, liburuan ezer ere idatz ez dezazun izan da, Gogora ezazu, orain zure liburua den hori,
MATEMATIKAKO ARIKETAK 2. DBH 3. KOADERNOA IZENA: Koaderno hau erabiltzeko oharrak: Koaderno hau egin bazaizu ere, liburuan ezer ere idatz ez dezazun izan da, Gogora ezazu, orain zure liburua den hori,
5. GAIA Solido zurruna
 5. GAIA Solido zurruna 5.1 IRUDIA Giroskopioaren prezesioa. 161 162 5 Solido zurruna Solido zurruna partikula-sistema errazenetakoa dugu. Definizioak (hau da, puntuen arteko distantziak konstanteak izateak)
5. GAIA Solido zurruna 5.1 IRUDIA Giroskopioaren prezesioa. 161 162 5 Solido zurruna Solido zurruna partikula-sistema errazenetakoa dugu. Definizioak (hau da, puntuen arteko distantziak konstanteak izateak)
(1)σ (2)σ (3)σ (a)σ n
σ (2)σ (3)σ (a)σ n") 5 Gaia 5 Determinanteak 1 51 Talde Simetrikoa Gogoratu, X = {1,, n} bada, X-tik X-rako aplikazio bijektiboen multzoa taldea dela konposizioarekiko Talde hau, n mailako talde simetrikoa deitzen da eta S
5 Gaia 5 Determinanteak 1 51 Talde Simetrikoa Gogoratu, X = {1,, n} bada, X-tik X-rako aplikazio bijektiboen multzoa taldea dela konposizioarekiko Talde hau, n mailako talde simetrikoa deitzen da eta S
OREKA KIMIKOA GAIEN ZERRENDA
 GAIEN ZERRENDA Nola lortzen da oreka kimikoa? Oreka konstantearen formulazioa Kc eta Kp-ren arteko erlazioa Disoziazio-gradua Frakzio molarrak eta presio partzialak Oreka kimikoaren noranzkoa Le Chatelier-en
GAIEN ZERRENDA Nola lortzen da oreka kimikoa? Oreka konstantearen formulazioa Kc eta Kp-ren arteko erlazioa Disoziazio-gradua Frakzio molarrak eta presio partzialak Oreka kimikoaren noranzkoa Le Chatelier-en
Elementu baten ezaugarriak mantentzen dituen partikularik txikiena da atomoa.
 Atomoa 1 1.1. MATERIAREN EGITURA Elektrizitatea eta elektronika ulertzeko gorputzen egitura ezagutu behar da; hau da, gorputz bakun guztiak hainbat partikula txikik osatzen dituztela kontuan hartu behar
Atomoa 1 1.1. MATERIAREN EGITURA Elektrizitatea eta elektronika ulertzeko gorputzen egitura ezagutu behar da; hau da, gorputz bakun guztiak hainbat partikula txikik osatzen dituztela kontuan hartu behar
1.1 Sarrera: telekomunikazio-sistemak
 1 TELEKOMUNIKAZIOAK 1.1 Sarrera: telekomunikazio-sistemak Telekomunikazio komertzialetan bi sistema nagusi bereiz ditzakegu: irratia eta telebista. Telekomunikazio-sistema horiek, oraingoz, noranzko bakarrekoak
1 TELEKOMUNIKAZIOAK 1.1 Sarrera: telekomunikazio-sistemak Telekomunikazio komertzialetan bi sistema nagusi bereiz ditzakegu: irratia eta telebista. Telekomunikazio-sistema horiek, oraingoz, noranzko bakarrekoak
Aldagai Anitzeko Funtzioak
 Aldagai Anitzeko Funtzioak Bi aldagaiko funtzioak Funtzio hauen balioak bi aldagai independenteen menpekoak dira: 1. Adibidea: x eta y aldeetako laukizuzenaren azalera, S, honela kalkulatzen da: S = x
Aldagai Anitzeko Funtzioak Bi aldagaiko funtzioak Funtzio hauen balioak bi aldagai independenteen menpekoak dira: 1. Adibidea: x eta y aldeetako laukizuzenaren azalera, S, honela kalkulatzen da: S = x
ESTATISTIKA ENPRESARA APLIKATUA (Praktika: Bigarren zatia) Irakaslea: JOSEMARI SARASOLA Data: 2013ko maiatzaren 31a. Iraupena: 90 minutu
 Irakaslea: JOSEMARI SARASOLA Data: 2013ko maiatzaren 31a. Iraupena: 90 minutu") ESTATISTIKA ENPRESARA APLIKATUA (Praktika: Bigarren zatia) Irakaslea: JOSEMARI SARASOLA Data: 2013ko maiatzaren 31a. Iraupena: 90 minutu I. ebazkizuna Ekoizpen-prozesu batean pieza bakoitza akastuna edo
ESTATISTIKA ENPRESARA APLIKATUA (Praktika: Bigarren zatia) Irakaslea: JOSEMARI SARASOLA Data: 2013ko maiatzaren 31a. Iraupena: 90 minutu I. ebazkizuna Ekoizpen-prozesu batean pieza bakoitza akastuna edo
6. Aldagai kualitatibo baten eta kuantitatibo baten arteko harremana
 6. Aldagai kualitatibo baten eta kuantitatibo baten arteko harremana GAITASUNAK Gai hau bukatzerako ikaslea gai izango da: - Batezbestekoaren estimazioa biztanlerian kalkulatzeko. - Proba parametrikoak
6. Aldagai kualitatibo baten eta kuantitatibo baten arteko harremana GAITASUNAK Gai hau bukatzerako ikaslea gai izango da: - Batezbestekoaren estimazioa biztanlerian kalkulatzeko. - Proba parametrikoak
Ordenadore bidezko irudigintza
 Ordenadore bidezko irudigintza Joseba Makazaga 1 Donostiako Informatika Fakultateko irakaslea Konputazio Zientziak eta Adimen Artifiziala Saileko kidea Asier Lasa 2 Donostiako Informatika Fakultateko ikaslea
Ordenadore bidezko irudigintza Joseba Makazaga 1 Donostiako Informatika Fakultateko irakaslea Konputazio Zientziak eta Adimen Artifiziala Saileko kidea Asier Lasa 2 Donostiako Informatika Fakultateko ikaslea
Oinarrizko mekanika:
 OINARRIZKO MEKANIKA 5.fh11 /5/08 09:36 P gina C M Y CM MY CY CMY K 5 Lanbide Heziketarako Materialak Oinarrizko mekanika: mugimenduen transmisioa, makina arruntak eta mekanismoak Gloria Agirrebeitia Orue
OINARRIZKO MEKANIKA 5.fh11 /5/08 09:36 P gina C M Y CM MY CY CMY K 5 Lanbide Heziketarako Materialak Oinarrizko mekanika: mugimenduen transmisioa, makina arruntak eta mekanismoak Gloria Agirrebeitia Orue
Jose Miguel Campillo Robles. Ur-erlojuak
 HIDRODINAMIKA Hidrodinamikako zenbait kontzeptu garrantzitsu Fluidoen garraioa Fluxua 3 Lerroak eta hodiak Jarraitasunaren ekuazioa 3 Momentuaren ekuazioa 4 Bernouilli-ren ekuazioa 4 Dedukzioa 4 Aplikazioak
HIDRODINAMIKA Hidrodinamikako zenbait kontzeptu garrantzitsu Fluidoen garraioa Fluxua 3 Lerroak eta hodiak Jarraitasunaren ekuazioa 3 Momentuaren ekuazioa 4 Bernouilli-ren ekuazioa 4 Dedukzioa 4 Aplikazioak
Fisika. Jenaro Guisasola Ane Leniz Oier Azula. Irakaslearen gidaliburua BATXILERGOA 2
 Fisika BATXILEGOA Irakaslearen gidaliburua Jenaro Guisasola Ane Leniz Oier Azula Obra honen edozein erreprodukzio modu, banaketa, komunikazio publiko edo aldaketa egiteko, nahitaezkoa da jabeen baimena,
Fisika BATXILEGOA Irakaslearen gidaliburua Jenaro Guisasola Ane Leniz Oier Azula Obra honen edozein erreprodukzio modu, banaketa, komunikazio publiko edo aldaketa egiteko, nahitaezkoa da jabeen baimena,
2. GAIA Higidura erlatiboa
 2. GAIA Higidura erlatiboa 2.1 IRUDIA Foucault-en pendulua Pariseko Panteoian 1851n eta 2003an. 53 54 2 Higidura erlatiboa Bi erreferentzia-sistema inertzialen arteko erlazio zinematikoa 1.2.1 ataleko
2. GAIA Higidura erlatiboa 2.1 IRUDIA Foucault-en pendulua Pariseko Panteoian 1851n eta 2003an. 53 54 2 Higidura erlatiboa Bi erreferentzia-sistema inertzialen arteko erlazio zinematikoa 1.2.1 ataleko
FISIKA ETA KIMIKA 4 DBH Higidurak
 1 HASTEKO ESKEMA INTERNET Edukien eskema Erreferentzia-sistemak Posizioa Ibibidea eta lekualdaketa Higidura motak Abiadura Abiadura eta segurtasun tartea Batez besteko abiadura eta aldiuneko abiadura Higidura
1 HASTEKO ESKEMA INTERNET Edukien eskema Erreferentzia-sistemak Posizioa Ibibidea eta lekualdaketa Higidura motak Abiadura Abiadura eta segurtasun tartea Batez besteko abiadura eta aldiuneko abiadura Higidura
9. Gaia: Espektroskopiaren Oinarriak eta Espektro Atomiko
 9. Gaia: Espektroskopiaren Oinarriak eta Espektro Atomikoak 1) Kimika Teorikoko Laborategia 2012.eko irailaren 21 Laburpena 1 Espektroskopiaren Oinarriak 2 Hidrogeno Atomoa Espektroskopia Esperimentua
9. Gaia: Espektroskopiaren Oinarriak eta Espektro Atomikoak 1) Kimika Teorikoko Laborategia 2012.eko irailaren 21 Laburpena 1 Espektroskopiaren Oinarriak 2 Hidrogeno Atomoa Espektroskopia Esperimentua
LOTURA KIMIKOA :LOTURA KOBALENTEA
 Lotura kobalenteetan ez-metalen atomoen arteko elektroiak konpartitu egiten dira. Atomo bat beste batengana hurbiltzen denean erakarpen-indar berriak sortzen dira elektroiak eta bere inguruko beste atomo
Lotura kobalenteetan ez-metalen atomoen arteko elektroiak konpartitu egiten dira. Atomo bat beste batengana hurbiltzen denean erakarpen-indar berriak sortzen dira elektroiak eta bere inguruko beste atomo
Diamanteak osatzeko beharrezkoak diren baldintzak dira:
 1 Diamanteak osatzeko beharrezkoak diren baldintzak dira: T= 2,000 C eta P= 50,000 a 100,000 atmosfera baldintza hauek bakarrik ematen dira sakonera 160 Km-koa denean eta beharrezkoak dira miloika eta
1 Diamanteak osatzeko beharrezkoak diren baldintzak dira: T= 2,000 C eta P= 50,000 a 100,000 atmosfera baldintza hauek bakarrik ematen dira sakonera 160 Km-koa denean eta beharrezkoak dira miloika eta
EGITURAREN ANALISIA ETA SINTESIA. KONTZEPTU OROKORRAK
 1. GAIA 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 1.10 EGITURAREN ANALISIA ETA SINTESIA. KONTZEPTU OROKORRAK Definizioak 1.1.1 MakinaetaMekanismoa 1.1.2 MailaedoElementua 1.1.3 PareZinematikoa 1.1.4 KateZinematikoa
1. GAIA 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 1.10 EGITURAREN ANALISIA ETA SINTESIA. KONTZEPTU OROKORRAK Definizioak 1.1.1 MakinaetaMekanismoa 1.1.2 MailaedoElementua 1.1.3 PareZinematikoa 1.1.4 KateZinematikoa
Emaitzak: a) 0,148 mol; 6,35 atm; b) 0,35; 0,32; 0,32; 2,2 atm; 2,03 atm; 2.03 atm c) 1,86; 0,043
 0,148 mol; 6,35 atm; b) 0,35; 0,32; 0,32; 2,2 atm; 2,03 atm; 2.03 atm c) 1,86; 0,043") KIMIKA OREKA KIMIKOA UZTAILA 2017 AP1 Emaitzak: a) 0,618; b) 0,029; 1,2 EKAINA 2017 AP1 Emaitzak:a) 0,165; 0,165; 1,17 mol b) 50 c) 8,89 atm UZTAILA 2016 BP1 Emaitzak: a) 0,148 mol; 6,35 atm; b) 0,35;
KIMIKA OREKA KIMIKOA UZTAILA 2017 AP1 Emaitzak: a) 0,618; b) 0,029; 1,2 EKAINA 2017 AP1 Emaitzak:a) 0,165; 0,165; 1,17 mol b) 50 c) 8,89 atm UZTAILA 2016 BP1 Emaitzak: a) 0,148 mol; 6,35 atm; b) 0,35;
EUSKARA ERREKTOREORDETZAREN SARE ARGITALPENA
 EUSKARA ERREKTOREORDETZAREN SARE ARGITALPENA 1.1. Topologia.. 1.. Aldagai anitzeko funtzio errealak. Definizioa. Adierazpen grafikoa... 5 1.3. Limitea. 6 1.4. Jarraitutasuna.. 9 11 14.1. Lehen mailako
EUSKARA ERREKTOREORDETZAREN SARE ARGITALPENA 1.1. Topologia.. 1.. Aldagai anitzeko funtzio errealak. Definizioa. Adierazpen grafikoa... 5 1.3. Limitea. 6 1.4. Jarraitutasuna.. 9 11 14.1. Lehen mailako
1. jarduera. Zer eragin du erresistentzia batek zirkuitu batean?
 1. jarduera Zer eragin du erresistentzia batek zirkuitu batean? 1. Hastapeneko intentsitatearen neurketa Egin dezagun muntaia bat, generadore bat, anperemetro bat eta lanpa bat seriean lotuz. 2. Erresistentzia
1. jarduera Zer eragin du erresistentzia batek zirkuitu batean? 1. Hastapeneko intentsitatearen neurketa Egin dezagun muntaia bat, generadore bat, anperemetro bat eta lanpa bat seriean lotuz. 2. Erresistentzia
Proiektuaren bultzatzaileak. Laguntzaileak. Hizkuntza-koordinazioa
 MEKANIZAZIO BIDEZKO PRODUKZIOA Neurtzeko tresnak eta teknikak LANBIDE EKIMENA Proiektuaren bultzatzaileak Laguntzaileak Hizkuntza-koordinazioa Egilea(k): TOMAS AGIRRE: Neurtzeko tresnak eta teknikak,
MEKANIZAZIO BIDEZKO PRODUKZIOA Neurtzeko tresnak eta teknikak LANBIDE EKIMENA Proiektuaren bultzatzaileak Laguntzaileak Hizkuntza-koordinazioa Egilea(k): TOMAS AGIRRE: Neurtzeko tresnak eta teknikak,
10. GAIA Ingurune jarraituak
 10. GAIA Ingurune jarraituak 10.1 IRUDIA Gainazal-tentsioaren ondorio ikusgarria. 417 418 10 Ingurune jarraituak Ingurune jarraituen oinarrizko kontzeptuak aztertuko dira gai honetan: elastikotasuna hasteko,
10. GAIA Ingurune jarraituak 10.1 IRUDIA Gainazal-tentsioaren ondorio ikusgarria. 417 418 10 Ingurune jarraituak Ingurune jarraituen oinarrizko kontzeptuak aztertuko dira gai honetan: elastikotasuna hasteko,
Antzekotasuna. Helburuak. Hasi baino lehen. 1.Antzekotasuna...orria 92 Antzeko figurak Talesen teorema Antzeko triangeluak
 6 Antzekotasuna Helburuak Hamabostaldi honetan haue ikasiko duzu: Antzeko figurak ezagutzen eta marrazten. Triangeluen antzekotasunaren irizpideak aplikatzen. Katetoaren eta altueraren teoremak erakusten
6 Antzekotasuna Helburuak Hamabostaldi honetan haue ikasiko duzu: Antzeko figurak ezagutzen eta marrazten. Triangeluen antzekotasunaren irizpideak aplikatzen. Katetoaren eta altueraren teoremak erakusten
ARRAZOI TRIGONOMETRIKOAK
 ARRAZOI TRIGONOMETRIKOAK 1.- LEHEN DEFINIZIOAK Jatorri edo erpin berdina duten bi zuzenerdien artean gelditzen den plano zatiari, angelua planoan deitzen zaio. Zirkunferentziaren zentroan erpina duten
ARRAZOI TRIGONOMETRIKOAK 1.- LEHEN DEFINIZIOAK Jatorri edo erpin berdina duten bi zuzenerdien artean gelditzen den plano zatiari, angelua planoan deitzen zaio. Zirkunferentziaren zentroan erpina duten
Hasi baino lehen. Zenbaki errealak. 2. Zenbaki errealekin kalkulatuz...orria 9 Hurbilketak Erroreen neurketa Notazio zientifikoa
 1 Zenbaki errealak Helburuak Hamabostaldi honetan hau ikasiko duzu: Zenbaki errealak arrazional eta irrazionaletan sailkatzen. Zenbaki hamartarrak emandako ordena bateraino hurbiltzen. Hurbilketa baten
1 Zenbaki errealak Helburuak Hamabostaldi honetan hau ikasiko duzu: Zenbaki errealak arrazional eta irrazionaletan sailkatzen. Zenbaki hamartarrak emandako ordena bateraino hurbiltzen. Hurbilketa baten
EREMU GRABITATORIOA ETA UNIBERTSOKO GRABITAZIOA
 AIXERROTA BHI EREMU GRABITATORIOA ETA UNIBERTSOKO GRABITAZIOA 2012 uztaila P1. Urtebete behar du Lurrak Eguzkiaren inguruko bira oso bat emateko, eta 149 milioi km ditu orbita horren batez besteko erradioak.
AIXERROTA BHI EREMU GRABITATORIOA ETA UNIBERTSOKO GRABITAZIOA 2012 uztaila P1. Urtebete behar du Lurrak Eguzkiaren inguruko bira oso bat emateko, eta 149 milioi km ditu orbita horren batez besteko erradioak.
Inekuazioak. Helburuak. 1. Ezezagun bateko lehen orria 74 mailako inekuazioak Definizioak Inekuazio baliokideak Ebazpena Inekuazio-sistemak
 5 Inekuazioak Helburuak Hamabostaldi honetan hauxe ikasiko duzu: Ezezagun bateko lehen eta bigarren mailako inekuazioak ebazten. Ezezagun bateko ekuaziosistemak ebazten. Modu grafikoan bi ezezaguneko lehen
5 Inekuazioak Helburuak Hamabostaldi honetan hauxe ikasiko duzu: Ezezagun bateko lehen eta bigarren mailako inekuazioak ebazten. Ezezagun bateko ekuaziosistemak ebazten. Modu grafikoan bi ezezaguneko lehen
MAKINAK DISEINATZEA I -57-
 INGENIERITZA MEKANIKOA, ENERGETIKOA ETA MATERIALEN AILA 005 V. BADIOLA 4. KARGA ALDAKORRAK Osagaiak nekea jasaten du txandakako kargak eusten dituenean: trenbidearen gurpila, leherketa-motorraren biela.
INGENIERITZA MEKANIKOA, ENERGETIKOA ETA MATERIALEN AILA 005 V. BADIOLA 4. KARGA ALDAKORRAK Osagaiak nekea jasaten du txandakako kargak eusten dituenean: trenbidearen gurpila, leherketa-motorraren biela.
Proba parametrikoak. Josemari Sarasola. Gizapedia. Josemari Sarasola Proba parametrikoak 1 / 20
 Josemari Sarasola Gizapedia Josemari Sarasola Proba parametrikoak 1 / 20 Zer den proba parametrikoa Proba parametrikoak hipotesi parametrikoak (hau da parametro batek hartzen duen balioari buruzkoak) frogatzen
Josemari Sarasola Gizapedia Josemari Sarasola Proba parametrikoak 1 / 20 Zer den proba parametrikoa Proba parametrikoak hipotesi parametrikoak (hau da parametro batek hartzen duen balioari buruzkoak) frogatzen
Antzekotasuna ANTZEKOTASUNA ANTZEKOTASUN- ARRAZOIA TALESEN TEOREMA TRIANGELUEN ANTZEKOTASUN-IRIZPIDEAK BIGARREN IRIZPIDEA. a b c
 ntzekotasuna NTZEKOTSUN IRUI NTZEKOK NTZEKOTSUN- RRZOI NTZEKO IRUIK EGITE TLESEN TEOREM TRINGELUEN NTZEKOTSUN-IRIZPIEK LEHEN IRIZPIE $ = $' ; $ = $' IGRREN IRIZPIE a b c = = a' b' c' HIRUGRREN IRIZPIE
ntzekotasuna NTZEKOTSUN IRUI NTZEKOK NTZEKOTSUN- RRZOI NTZEKO IRUIK EGITE TLESEN TEOREM TRINGELUEN NTZEKOTSUN-IRIZPIEK LEHEN IRIZPIE $ = $' ; $ = $' IGRREN IRIZPIE a b c = = a' b' c' HIRUGRREN IRIZPIE
I. KAPITULUA Zenbakia. Aldagaia. Funtzioa
 I. KAPITULUA Zenbakia. Aldagaia. Funtzioa 1. ZENBAKI ERREALAK. ZENBAKI ERREALEN ADIERAZPENA ZENBAKIZKO ARDATZEKO PUNTUEN BIDEZ Matematikaren oinarrizko kontzeptuetariko bat zenbakia da. Zenbakiaren kontzeptua
I. KAPITULUA Zenbakia. Aldagaia. Funtzioa 1. ZENBAKI ERREALAK. ZENBAKI ERREALEN ADIERAZPENA ZENBAKIZKO ARDATZEKO PUNTUEN BIDEZ Matematikaren oinarrizko kontzeptuetariko bat zenbakia da. Zenbakiaren kontzeptua
EREDU ATOMIKOAK.- ZENBAKI KUANTIKOAK.- KONFIGURAZIO ELEKTRONIKOA EREDU ATOMIKOAK
 EREDU ATOMIKOAK Historian zehar, atomoari buruzko eredu desberdinak sortu dira. Teknologia hobetzen duen neurrian datu gehiago lortzen ziren atomoaren izaera ezagutzeko, Beraz, beharrezkoa da aztertzea,
EREDU ATOMIKOAK Historian zehar, atomoari buruzko eredu desberdinak sortu dira. Teknologia hobetzen duen neurrian datu gehiago lortzen ziren atomoaren izaera ezagutzeko, Beraz, beharrezkoa da aztertzea,
4. GAIA Mekanismoen Sintesi Zinematikoa
 HELBURUAK: HELBURUAK: mekanismoaren mekanismoaren sintesiaren sintesiaren kontzeptua kontzeptuaeta eta motak motaklantzea. Hiru Hiru Dimentsio-Sintesi motak motakezagutzea eta eta mekanismo mekanismo erabilgarrienetan,
HELBURUAK: HELBURUAK: mekanismoaren mekanismoaren sintesiaren sintesiaren kontzeptua kontzeptuaeta eta motak motaklantzea. Hiru Hiru Dimentsio-Sintesi motak motakezagutzea eta eta mekanismo mekanismo erabilgarrienetan,
AURKIBIDEA I. KORRONTE ZUZENARI BURUZKO LABURPENA... 7
 AURKIBIDEA Or. I. KORRONTE ZUZENARI BURUZKO LABURPENA... 7 1.1. MAGNITUDEAK... 7 1.1.1. Karga elektrikoa (Q)... 7 1.1.2. Intentsitatea (I)... 7 1.1.3. Tentsioa ()... 8 1.1.4. Erresistentzia elektrikoa
AURKIBIDEA Or. I. KORRONTE ZUZENARI BURUZKO LABURPENA... 7 1.1. MAGNITUDEAK... 7 1.1.1. Karga elektrikoa (Q)... 7 1.1.2. Intentsitatea (I)... 7 1.1.3. Tentsioa ()... 8 1.1.4. Erresistentzia elektrikoa
2. ERDIEROALEEN EZAUGARRIAK
 2. ERDIEROALEEN EZAUGARRIAK Gaur egun, dispositibo elektroniko gehienak erdieroale izeneko materialez fabrikatzen dira eta horien ezaugarri elektrikoak dispositiboen funtzionamenduaren oinarriak dira.
2. ERDIEROALEEN EZAUGARRIAK Gaur egun, dispositibo elektroniko gehienak erdieroale izeneko materialez fabrikatzen dira eta horien ezaugarri elektrikoak dispositiboen funtzionamenduaren oinarriak dira.
Materialen elastikotasun eta erresistentzia
 Materialen elastikotasun eta erresistentzia Juan Luis Osa Amilibia EUSKARA ETA ELEANIZTASUNEKO ERREKTOREORDETZAREN SARE ARGITALPENA Liburu honek UPV/EHUko Euskara eta Eleaniztasuneko Errektoreordetzaren
Materialen elastikotasun eta erresistentzia Juan Luis Osa Amilibia EUSKARA ETA ELEANIZTASUNEKO ERREKTOREORDETZAREN SARE ARGITALPENA Liburu honek UPV/EHUko Euskara eta Eleaniztasuneko Errektoreordetzaren
LANBIDE EKIMENA. Proiektuaren bultzatzaileak. Laguntzaileak. Hizkuntz koordinazioa
 Elektroteknia: Ariketa ebatzien bilduma LANBDE EKMENA LANBDE EKMENA LANBDE EKMENA roiektuaren bultzatzaileak Laguntzaileak Hizkuntz koordinazioa Egilea(k): JAO AAGA, Oscar. Ondarroa-Lekeitio BH, Ondarroa
Elektroteknia: Ariketa ebatzien bilduma LANBDE EKMENA LANBDE EKMENA LANBDE EKMENA roiektuaren bultzatzaileak Laguntzaileak Hizkuntz koordinazioa Egilea(k): JAO AAGA, Oscar. Ondarroa-Lekeitio BH, Ondarroa
Irrati-teleskopioak. NASAk Robledoko Astrobiologia Zentroan (INTA-CSIC) duen irrati-teleskopioa erabiliz egindako proiektu akademikoa.
 duen irrati-teleskopioa erabiliz egindako proiektu akademikoa.") Irrati-teleskopioak Laburpena Unitate honetan, irrati-teleskopioen berri emango diegu ikasleei; irrati-teleskopioak teleskopio optikoekin alderatuko ditugu, nola ibiltzen diren azalduko dugu eta haien
Irrati-teleskopioak Laburpena Unitate honetan, irrati-teleskopioen berri emango diegu ikasleei; irrati-teleskopioak teleskopio optikoekin alderatuko ditugu, nola ibiltzen diren azalduko dugu eta haien
Mikel Lizeaga 1 XII/12/06
 0. Sarrera 1. X izpiak eta erradiazioa 2. Nukleoaren osaketa. Isotopoak 3. Nukleoaren egonkortasuna. Naturako oinarrizko interakzioak 4. Masa-defektua eta lotura-energia 5. Erradioaktibitatea 6. Zergatik
0. Sarrera 1. X izpiak eta erradiazioa 2. Nukleoaren osaketa. Isotopoak 3. Nukleoaren egonkortasuna. Naturako oinarrizko interakzioak 4. Masa-defektua eta lotura-energia 5. Erradioaktibitatea 6. Zergatik
4. Hipotesiak eta kontraste probak.
 1 4. Hipotesiak eta kontraste probak. GAITASUNAK Gai hau bukatzerako ikaslea gai izango da ikerketa baten: - Helburua adierazteko. - Hipotesia adierazteko - Hipotesi nulua adierazteko - Hipotesi nulu estatistikoa
1 4. Hipotesiak eta kontraste probak. GAITASUNAK Gai hau bukatzerako ikaslea gai izango da ikerketa baten: - Helburua adierazteko. - Hipotesia adierazteko - Hipotesi nulua adierazteko - Hipotesi nulu estatistikoa
GIZA GIZARTE ZIENTZIEI APLIKATUTAKO MATEMATIKA I BINOMIALA ETA NORMALA 1
 BINOMIALA ETA NORMALA 1 PROBABILITATEA Maiztasu erlatiboa: fr i = f i haditze bada, maiztasuak egokortzera joko dira, p zebaki batera hurbilduz. Probabilitatea p zebakia da. Probabilitateak maiztasue idealizazioak
BINOMIALA ETA NORMALA 1 PROBABILITATEA Maiztasu erlatiboa: fr i = f i haditze bada, maiztasuak egokortzera joko dira, p zebaki batera hurbilduz. Probabilitatea p zebakia da. Probabilitateak maiztasue idealizazioak
Funtzioak FUNTZIO KONTZEPTUA FUNTZIO BATEN ADIERAZPENAK ENUNTZIATUA TAULA FORMULA GRAFIKOA JARRAITUTASUNA EREMUA ETA IBILTARTEA EBAKIDURA-PUNTUAK
 Funtzioak FUNTZIO KONTZEPTUA FUNTZIO BATEN ADIERAZPENAK ENUNTZIATUA TAULA FORMULA GRAFIKOA JARRAITUTASUNA EREMUA ETA IBILTARTEA EBAKIDURA-PUNTUAK GORAKORTASUNA ETA BEHERAKORTASUNA MAIMOAK ETA MINIMOAK
Funtzioak FUNTZIO KONTZEPTUA FUNTZIO BATEN ADIERAZPENAK ENUNTZIATUA TAULA FORMULA GRAFIKOA JARRAITUTASUNA EREMUA ETA IBILTARTEA EBAKIDURA-PUNTUAK GORAKORTASUNA ETA BEHERAKORTASUNA MAIMOAK ETA MINIMOAK
KONPUTAGAILUEN TEKNOLOGIAKO LABORATEGIA
 eman ta zabal zazu Euskal Herriko Unibertsitatea Informatika Fakultatea Konputagailuen rkitektura eta Teknologia saila KONPUTGILUEN TEKNOLOGIKO LBORTEGI KTL'000-00 Bigarren parteko dokumentazioa: Sistema
eman ta zabal zazu Euskal Herriko Unibertsitatea Informatika Fakultatea Konputagailuen rkitektura eta Teknologia saila KONPUTGILUEN TEKNOLOGIKO LBORTEGI KTL'000-00 Bigarren parteko dokumentazioa: Sistema
I. ebazkizuna (1.75 puntu)
") ESTATISTIKA ENPRESARA APLIKATUA Irakaslea: Josemari Sarasola Data: 2017ko uztailaren 7a, 15:00 Iraupena: Ordu t erdi. 1.75: 1.5: 1.25: 1.5: 2: I. ebazkizuna (1.75 puntu) Bi finantza-inbertsio hauek dituzu
ESTATISTIKA ENPRESARA APLIKATUA Irakaslea: Josemari Sarasola Data: 2017ko uztailaren 7a, 15:00 Iraupena: Ordu t erdi. 1.75: 1.5: 1.25: 1.5: 2: I. ebazkizuna (1.75 puntu) Bi finantza-inbertsio hauek dituzu
9.28 IRUDIA Espektro ikusgaiaren koloreak bilduz argi zuria berreskuratzen da.
 9.12 Uhin elektromagnetiko lauak 359 Izpi ultramoreak Gasen deskargek, oso objektu beroek eta Eguzkiak sortzen dituzte. Erreakzio kimikoak sor ditzakete eta filmen bidez detektatzen dira. Erabilgarriak
9.12 Uhin elektromagnetiko lauak 359 Izpi ultramoreak Gasen deskargek, oso objektu beroek eta Eguzkiak sortzen dituzte. Erreakzio kimikoak sor ditzakete eta filmen bidez detektatzen dira. Erabilgarriak
Oxidazio-erredukzio erreakzioak
 Oxidazio-erredukzio erreakzioak Lan hau Creative Commons-en Nazioarteko 3.0 lizentziaren mendeko Azterketa-Ez komertzial-partekatu lizentziaren mende dago. Lizentzia horren kopia ikusteko, sartu http://creativecommons.org/licenses/by-ncsa/3.0/es/
Oxidazio-erredukzio erreakzioak Lan hau Creative Commons-en Nazioarteko 3.0 lizentziaren mendeko Azterketa-Ez komertzial-partekatu lizentziaren mende dago. Lizentzia horren kopia ikusteko, sartu http://creativecommons.org/licenses/by-ncsa/3.0/es/
DBH3 MATEMATIKA ikasturtea Errepaso. Soluzioak 1. Aixerrota BHI MATEMATIKA SAILA
 DBH MATEMATIKA 009-010 ikasturtea Errepaso. Soluzioak 1 ALJEBRA EKUAZIOAK ETA EKUAZIO SISTEMAK. EBAZPENAK 1. Ebazpena: ( ) ( x + 1) ( )( ) x x 1 x+ 1 x 1 + 6 x + x+ 1 x x x 1+ 6 6x 6x x x 1 x + 1 6x x
DBH MATEMATIKA 009-010 ikasturtea Errepaso. Soluzioak 1 ALJEBRA EKUAZIOAK ETA EKUAZIO SISTEMAK. EBAZPENAK 1. Ebazpena: ( ) ( x + 1) ( )( ) x x 1 x+ 1 x 1 + 6 x + x+ 1 x x x 1+ 6 6x 6x x x 1 x + 1 6x x
SISTEMA PNEUMATIKOAK ETA OLIOHIDRAULIKOAK
 SISTEMA PNEUMATIKOAK ETA OLIOHIDRAULIKOAK SISTEMA PNEUMATIKOAK ETA OLIOHIDRAULIKOAK... Zer da sistema Pneumatikoa? Fluido mota, erabilerak, abantailak eta desabantailak... ABANTAILAK... DESABANTAILAK...3
SISTEMA PNEUMATIKOAK ETA OLIOHIDRAULIKOAK SISTEMA PNEUMATIKOAK ETA OLIOHIDRAULIKOAK... Zer da sistema Pneumatikoa? Fluido mota, erabilerak, abantailak eta desabantailak... ABANTAILAK... DESABANTAILAK...3
UNITATE DIDAKTIKOA ELEKTRIZITATEA D.B.H JARDUERA. KORRONTE ELEKTRIKOA. Helio atomoa ASKATASUNA BHI 1.- ATOMOAK ETA KORRONTE ELEKTRIKOA
 1. JARDUERA. KORRONTE ELEKTRIKOA. 1 1.- ATOMOAK ETA KORRONTE ELEKTRIKOA Material guztiak atomo deitzen diegun partikula oso ttipiez osatzen dira. Atomoen erdigunea positiboki kargatua egon ohi da eta tinkoa
1. JARDUERA. KORRONTE ELEKTRIKOA. 1 1.- ATOMOAK ETA KORRONTE ELEKTRIKOA Material guztiak atomo deitzen diegun partikula oso ttipiez osatzen dira. Atomoen erdigunea positiboki kargatua egon ohi da eta tinkoa
15. EREMU EFEKTUKO TRANSISTOREAK I: SAILKAPENA ETA MOSFETA
 15. EREMU EFEKTUKO TRANSISTOREAK I: SAILKAPENA ETA MOSFETA KONTZEPTUA Eremu-efektuko transistorea (Field Effect Transistor, FET) zirkuitu analogiko eta digitaletan maiz erabiltzen den transistore mota
15. EREMU EFEKTUKO TRANSISTOREAK I: SAILKAPENA ETA MOSFETA KONTZEPTUA Eremu-efektuko transistorea (Field Effect Transistor, FET) zirkuitu analogiko eta digitaletan maiz erabiltzen den transistore mota
3. K a p itu lu a. Aldagai errealek o fu n tzio errealak
 3. K a p itu lu a Aldagai errealek o fu n tzio errealak 49 50 3. K AP IT U L U A AL D AG AI E R R E AL E K O F U N T Z IO E R R E AL AK UEP D o n o stia M ate m atik a A p lik atu a S aila 3.1. ARAZOAREN
3. K a p itu lu a Aldagai errealek o fu n tzio errealak 49 50 3. K AP IT U L U A AL D AG AI E R R E AL E K O F U N T Z IO E R R E AL AK UEP D o n o stia M ate m atik a A p lik atu a S aila 3.1. ARAZOAREN
7.1 Oreka egonkorra eta osziladore harmonikoa
 7. GAIA Oszilazioak 7.1 IRUDIA Milurtekoaren zubia: Norman Foster-ek Londresen egin zuen zubi hau zabaldu bezain laster, ia bi urtez itxi behar izan zuten, egiten zituen oszilazio handiegiak zuzendu arte.
7. GAIA Oszilazioak 7.1 IRUDIA Milurtekoaren zubia: Norman Foster-ek Londresen egin zuen zubi hau zabaldu bezain laster, ia bi urtez itxi behar izan zuten, egiten zituen oszilazio handiegiak zuzendu arte.
1. GAIA PNEUMATIKA. Aire konprimitua, pertsonak bere baliabide fisikoak indartzeko erabili duen energia erarik antzinatakoa da.
 1. GAIA PNEUMATIKA Aire konprimitua, pertsonak bere baliabide fisikoak indartzeko erabili duen energia erarik antzinatakoa da. Pneumatika hitza grekoek arnasa eta haizea izendatzeko erabiltzen zuten. Pneumatikaz
1. GAIA PNEUMATIKA Aire konprimitua, pertsonak bere baliabide fisikoak indartzeko erabili duen energia erarik antzinatakoa da. Pneumatika hitza grekoek arnasa eta haizea izendatzeko erabiltzen zuten. Pneumatikaz
du = 0 dela. Ibilbide-funtzioekin, ordea, dq 0 eta dw 0 direla dugu. 2. TERMODINAMIKAREN LEHENENGO PRINTZIPIOA ETA BIGARREN PRINTZIPIOA
 . TERMODINAMIKAREN LEHENENGO PRINTZIPIOA ETA BIGARREN PRINTZIPIOA.. TERMODINAMIKAREN LAN-ARLOA Energi eraldaketak aztertzen dituen jakintza-adarra termodinamika da. Materia tarteko den prozesuetan, natural
. TERMODINAMIKAREN LEHENENGO PRINTZIPIOA ETA BIGARREN PRINTZIPIOA.. TERMODINAMIKAREN LAN-ARLOA Energi eraldaketak aztertzen dituen jakintza-adarra termodinamika da. Materia tarteko den prozesuetan, natural
7. K a p itu lu a. Integ ra l a nizk o itza k
 7. K a p itu lu a Integ ra l a nizk o itza k 61 62 7. K A P IT U L U A IN T E G R A L A N IZ K O IT Z A K UEP D o n o stia M ate m atik a A p lik atu a S aila 7.1. ARAZOAREN AURKEZPENA 63 7.1 A ra zo a
7. K a p itu lu a Integ ra l a nizk o itza k 61 62 7. K A P IT U L U A IN T E G R A L A N IZ K O IT Z A K UEP D o n o stia M ate m atik a A p lik atu a S aila 7.1. ARAZOAREN AURKEZPENA 63 7.1 A ra zo a
Uhin guztien iturburua, argiarena, soinuarena, edo dena delakoarena bibratzen duen zerbait da.
 1. Sarrera.. Uhin elastikoak 3. Uhin-higidura 4. Uhin-higiduraren ekuazioa 5. Energia eta intentsitatea uhin-higiduran 6. Uhinen arteko interferentziak. Gainezarmen printzipioa 7. Uhin geldikorrak 8. Huyghens-Fresnelen
1. Sarrera.. Uhin elastikoak 3. Uhin-higidura 4. Uhin-higiduraren ekuazioa 5. Energia eta intentsitatea uhin-higiduran 6. Uhinen arteko interferentziak. Gainezarmen printzipioa 7. Uhin geldikorrak 8. Huyghens-Fresnelen
MATEMATIKAKO ARIKETAK 2. DBH 3. KOADERNOA IZENA:
 MATEMATIKAKO ARIKETAK. DBH 3. KOADERNOA IZENA: Koaderno hau erabiltzeko oharrak: Koaderno hau egin bazaizu ere, liburuan ezer ere idatz ez dezazun izan da, Gogora ezazu, orain zure liburua den hori, datorren
MATEMATIKAKO ARIKETAK. DBH 3. KOADERNOA IZENA: Koaderno hau erabiltzeko oharrak: Koaderno hau egin bazaizu ere, liburuan ezer ere idatz ez dezazun izan da, Gogora ezazu, orain zure liburua den hori, datorren
1-A eta 1-8 ariketen artean bat aukeratu (2.5 puntu)
") UNIBERTSITATERA SARTZEKO HAUTAPROBAK 2004ko EKAINA ELEKTROTEKNIA PRUEBAS DE ACCESO A LA UNIVERSIDAD JUNIO 2004 ELECTROTECNIA 1-A eta 1-8 ariketen artean bat aukeratu (2.5 1-A ARIKETA Zirkuitu elektriko
UNIBERTSITATERA SARTZEKO HAUTAPROBAK 2004ko EKAINA ELEKTROTEKNIA PRUEBAS DE ACCESO A LA UNIVERSIDAD JUNIO 2004 ELECTROTECNIA 1-A eta 1-8 ariketen artean bat aukeratu (2.5 1-A ARIKETA Zirkuitu elektriko
2011 Kimikako Euskal Olinpiada
 2011 Kimikako Euskal Olinpiada ARAUAK (Arretaz irakurri): Zuzena den erantzunaren inguruan zirkunferentzia bat egin. Ordu bete eta erdiko denbora epean ahalik eta erantzun zuzen gehien eman behar dituzu
2011 Kimikako Euskal Olinpiada ARAUAK (Arretaz irakurri): Zuzena den erantzunaren inguruan zirkunferentzia bat egin. Ordu bete eta erdiko denbora epean ahalik eta erantzun zuzen gehien eman behar dituzu
5. GAIA Mekanismoen Analisi Dinamikoa
 HELBURUAK: HELBURUAK: sistema sistema mekaniko mekaniko baten baten oreka-ekuazioen oreka-ekuazioen ekuazioen planteamenduei planteamenduei buruzko buruzko ezagutzak ezagutzak errepasatu errepasatu eta
HELBURUAK: HELBURUAK: sistema sistema mekaniko mekaniko baten baten oreka-ekuazioen oreka-ekuazioen ekuazioen planteamenduei planteamenduei buruzko buruzko ezagutzak ezagutzak errepasatu errepasatu eta
1. INGENIARITZA INDUSTRIALA. INGENIARITZAREN OINARRI FISIKOAK 1. Partziala 2009.eko urtarrilaren 29a
 1. Partziala 2009.eko urtarrilaren 29a ATAL TEORIKOA: Azterketaren atal honek bost puntu balio du totalean. Hiru ariketak berdin balio dute. IRAUPENA: 75 MINUTU. EZ IDATZI ARIKETA BIREN ERANTZUNAK ORRI
1. Partziala 2009.eko urtarrilaren 29a ATAL TEORIKOA: Azterketaren atal honek bost puntu balio du totalean. Hiru ariketak berdin balio dute. IRAUPENA: 75 MINUTU. EZ IDATZI ARIKETA BIREN ERANTZUNAK ORRI
ETA Hack VR kw. Potentzia handiko ezpal galdara industria, enpresa eta bero sareetarako. Perfekzioarekiko grina.
 ETA Hack VR 330-500 kw Potentzia handiko ezpal galdara industria, enpresa eta bero sareetarako Perfekzioarekiko grina. www.eta.co.at ERABILERA EREMUAK Enpresak Nekazaritza instalakuntzak Ostalaritza Familia
ETA Hack VR 330-500 kw Potentzia handiko ezpal galdara industria, enpresa eta bero sareetarako Perfekzioarekiko grina. www.eta.co.at ERABILERA EREMUAK Enpresak Nekazaritza instalakuntzak Ostalaritza Familia